| МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
УПРАВЛЕНИЕ ОБРАЗОВАНИЯ МОГИЛЕВСКОГО ОБЛИСПОЛКОМА
УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ БОБРУЙСКИЙ ГОСУДАРСТВЕННЫЙ МАШИНОСТРОИТЕЛЬНЫЙ ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКИЙ КОЛЛЕДЖ
УТВЕРЖДАЮ
Зам. директора по УПР
_________________С. И. Метелица
«___»________________200__ г.
ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА ВЫПОЛНЕНИЕ ПРАКТИЧЕСКОЙ РАБОТЫ № 5
ПО ПРЕДМЕТУ: ПРОЕКТИРОВАНИЕ СВАРНЫХ КОНСТРУКЦИЙ
ТЕМА: Определение схем расстановки установочных элементов в прижимных
устройствах в УСРПС
По специальности:
2-36 01 06 «Оборудование и технология сварочного производства»
РАЗРАБОТАЛ преподаватель
Юхневич К.Д.
Работа обсуждена и
рекомендована цикловой
комиссией
Протокол № _____
«___»__________200__ г.
Председатель цикловой
комиссии
___________ __________
2006
1 Цель работы
1.1 Научиться составлять схемы установочных и прижимных устройств в УСРПС
2
Методическое обеспечение
2.1 Методические указания по выполнению практической работы
2.2 Атлас механического сборочного оборудования
3 Последовательность выполнения практической работы
3.1 Ознакомиться с методическими рекомендациями по выполнению практической работы
3.2 Разобрать вместе с преподавателем пример выполнения задания, приведенный в методических рекомендациях на рисунке 1
3.3 Для сборки изделий, изображенных на рисунке 3 приложения А, составить схемы наладки УСРПС
4 Методические указания по выполнению практической
работы
Проектирование и изготовление специальных приспособлений для сборки и сварки каждого изделия в условиях единичного и мелкосерийного производства экономически нецелесообразно, однако изготовление сварных узлов без технологической оснастки приводит к повышению их стоимости и снижению точности сборки. В этом случае целесообразно применение универсальных сборочно-разборочных приспособлений, применяемых в сварочном производстве.
Комплект УСРПС состоит из следующих элементов:
- базовых (плит, угольников, планшайб);
- корпусных и опорных (призм, угольников, подкладок и др.);
- установочных (шпонок, пальцев, валиков, втулок, центров и др.);
- прижимных (винтов, болтов, гаек);
- узлов (самоустанавливающихся опор, пневмоцилиндров, поворотных головок и др.)
- направляющих (втулок, планок, колодок и др.);
Реклама

- вспомогательных (рукояток, пружин и др.)
Обычно комплект элементов УСРПС включает 2200…3400 деталей и узлов, из которых одновременно может быть собрано несколько десятков приспособлений. Технические характеристики некоторых УСПС указаны в таблице 1.
Таблица 1 – Техническая характеристика некоторых УСПС
| Наименование показателя
|
|
|
|
|
|
|
|
|
| Количество деталей и элементов, наименование/штуки
|
110
|
110
|
100
|
100
|
300
|
280
|
280
|
270
|
| 2200
|
3000
|
2750
|
2600
|
3400
|
3170
|
3100
|
3000
|
| Время обработки одного приспособления, ч
|
1,5
|
4,0
|
3,0
|
4,0
|
8,0
|
6,0
|
7,0
|
8,0
|
| Масса собираемых изделий, кг
|
50
|
500
|
300
|
500
|
2500
|
2000
|
1000
|
2000
|
| Диаметр крепежных болтов, мм
|
8
|
12
|
12
|
12
|
16
|
16
|
16
|
16
|
| Точность сварки изделия, мм
|
0,2…0,3
|
0,3…0,5
|
0,3…0,5
|
0,3…0,5
|
0,3…0,5
|
0,3…0,5
|
0,3…0,5
|
0,3…0,5
|
| Срок службы комплекта, лет
|
10
|
10
|
10
|
10
|
10
|
10
|
10
|
10
|
| Срок окупаемости комплекта, лет
|
1,0
|
1,0
|
1,0
|
1,0
|
1,5
|
1,5
|
1,5
|
1,5
|
| Количество одновременно собираемых приспособлений, шт
|
8
|
4…8
|
4…8
|
4…8
|
2…4
|
2…4
|
2…4
|
2…4
|
Применение УСПС значительно сокращается и удешевляет технологическую подготовку производства, повышает коэффициент его технической оснащенности. Это достигается благодаря тому, что комплекты нормализованных и стандартных деталей и механизмов обратимы, взаимозаменяемы и могут использоваться многократно для различных приспособлений. Проектирование УСПС сводится лишь к разработке принципиальной компоновочной схемы приспособления из готовых элементов и наладке. После сборки (сварки) партии изделий УСПС разбирают на составляющие их элементы, которые в дальнейшем используются для компоновки новых приспособлений.
При применении УСПС вначале намечается схема базирования изделия, на основании которой составляется схема расположения и закрепления необходимых элементов УСПС (схема наладки). По схеме наладки собирают приспособления.
5. Пример выполнения задания
Для сборки двутавровой балки, изображенной на рисунке 1, составить схему наладки УСРПС.
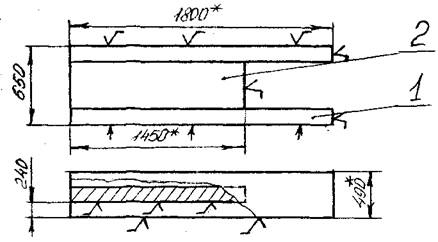
1 – полка
2 – стенка
Рисунок 1 – Балка двутавровая
Выбор конструктивных элементов для сборки данного изделия осуществляется по атласу механического сборочного оборудования.
Для сборки двутавровой балки используем следующие конструктивные элементы, входящие в состав комплектующих УСПРС:
- упоры;
- стойки с откидными фиксаторами и прижимными винтами;
- подставку для стенки двутавра.
После выбора комплектующих изобразим схему настройки плиты для сборки двутавра – рисунок 2.
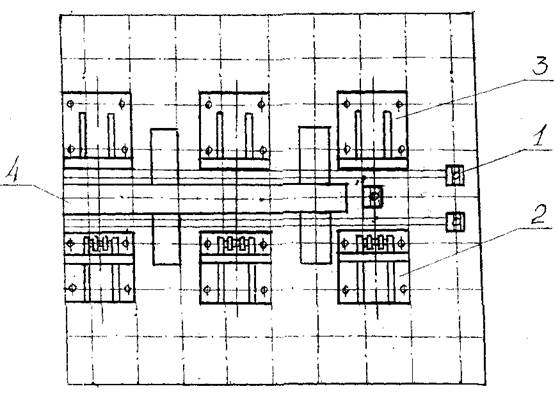
1 – упоры;
2 – стойки с откидными фиксаторами и прижимными винтами;
3 – стойки с упорными поверхностями и зажимными винтами;
Реклама

4 – подставка для стенки двутавра
Рисунок 2 – Схема настройки плиты
6. Содержание отчета
6.1 Цель работы
6.2 Схемы наладки УСРПС
6.3 Ответы на контрольные вопросы
7. Контрольные вопросы
7.1 Чем обусловлено применение УСРПС в сварочном производстве?
7.2 Какие элементы входят в состав УСРПС?
7.3 Сколько деталей и узлов обычно входят в комплект УСРПС?
7.4 Сколько приспособлений можно собрать одновременно, используя УСРПС?
7.5 По какой схеме собирают приспособления в УСРПС?
7.6 Что такое схема наладки приспособлений?
Список литературы
1. Гитлевич А. Э. Механизация и автоматизация сварочного производства. – М.: Машиностроение, 1979, - 312 с.
2. Рыморов Е. В. Новые сварочные приспособления. – Ленинград, 1988, - 279 с.
3. Атлас механического сборочного оборудования.
Приложение А
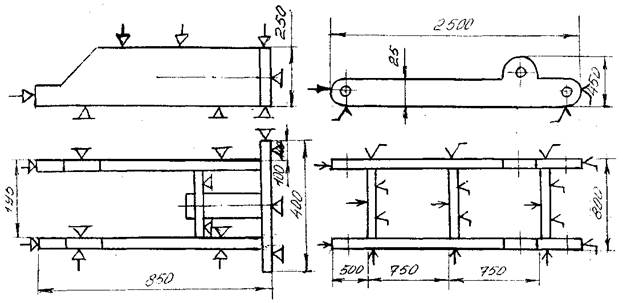
| а) принципиальная схема приспособления для сборки и сварки кронштейна
|
б) схема базирования рамы
|
Рисунок 3 – Задание для самостоятельного выполнения схемы наладки УСПРС
|
