СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ.
1. Баженов Ю.М. Технология бетона: Учеб. пособие для технолог. Спец. строительных вузов. – М.: Высш. шк., 1987. – 415 с.; 2. Баженов Ю.М., Комар А.Г. Технология бетонных и железобетонных изделий: Учебник для вузов. – М.: Стройиздат, 1984 – 672 стр. 3. Цителаури Г.И. Проектирование предприятий сборного железобетона: Учебник для вузов по спец. «Производство строительных изделий и конструкций». – М.: Высшая школа, 1986 – 312 с.: ил. 4. Производство сборных ж/б изделий: Справочник/ Г.И. Бердичевский, А.П. Васильев и др.; Под ред. К.В. Михайлова, К.М. Королева. – М.: Стройиздат, 1989 – 447 с. 5. Шейкин А.Е. Строительные материвлы. Учебник для вузов. Изд. 2-е, перераб. и доп. – М.: Стройиздат, 1978 – 432 с. 6. Комар А.Г., Кальгин А.А., Фахратов М.А. и др. Проектирование и реконструкция предприятий сборного железобетона. Учебное пособие для вузов. – Тверь, ООО «Издательство «Триада», 2002 – 304с. 7. Перегудов В.В., Роговой М.Н. Тепловые процессы и установки в технологии строительных материалов. – М.: Стройиздат, 1983. – 416 с., ил. 8. Общесоюзные нормы технологического проектирования предприятий сборного железобетона (ОНТП – 07 – 85 )/ Минстройматериалов СССР. – М.: 1986. 9. Справочник производителя работ в строительстве / Лыпный М.Д., Синенький К.Е. – 3-е изд., перераб. и доп. – К.: Будивельник, 1986 – 400 с. 10. Справочник по производству сборных ж/б изделий/ Бердичевский Г.И., Васильев А.П., Иванов Ф.М. – М.: Стройиздат, 1982. – 440 с. 11. СНиП III – 4 – 80. Охрана труда и техника безопасности в строительстве/ Госстрой СССР. – М.: Стройиздат, 1982 – 255 с 12 Справочник по гражданскому строительству/ Н.Т. Арбузов, В.Л. Громов, Д.И. Курбатов. – М.: Техническая литература, 1959 – 561 с. 13 Малинина Л.А. Тепловлажностная обработка тяжелого бетона.: М. Стройиздат, 1977 – 160 с. 14. Повышение стойкости бетона. Под ред. Москвина В.М. и Савиной Ю.А. М.: Стройиздат, 1975 – 236 с. 15. Александровский А.В., Корниленко В.С. Расчет железобетонных и стальных конструкций: Пособие для строительных вузов. – М.: Высшая школа, 1980 – 432 с. 16. СНиП 2.01.01 – 82. Строительная климатология и геофизика/ Госстрой СССР. – М.: Стройиздат, 1982 – 315 с 17. СНиП 3.09.01 – 85. Производство сборных железобетонных конструкций/ Госстрой СССР. – М.: Стройиздат, 1985 – 320 с. 18. Справочник защитных средств и предохранительных приспособлений . – 2-е изд., перераб. и доп. – М.: Стройиздат, 1984. – 104 с., ил.
Технико-экономические показатели и выводы: В стендовом производстве наиболее эффективно использовать пропарочную камеру ямного типа, обеспечивающую достаточную тепловлажностную обработку производимых изделий. По данным СНиПа 3.09.01 – 85 «Производство сборных железобетонных конструкций» прочность бетона после тепловлажностной обработки производимых свай по стендовой технологии должна быть не ниже 70% от марочной. Применяемая в проекте пропарочная камера ямного типа обеспечивает необходимую по СНиПу отпускную прочность изделий, за счет рационально выбранного режима тепловой обработки, включающего предварительный подогрев, изотермическая выдержка при заданной температуре, а также период остывания с постепенным снижением температуры и давления. Принятый режим тепловой обработки в 10 часов подобранному по СНиПу 3.09.01 – 85 «Производство сборных железобетонных конструкций.»: нагрев – 1,5 часа; изотермическая выдержка - 6 часов; остывание – 2 часа удовлетворяет условию выпуска изделий с 70% конечной прочности бетона от марочной. Удельный расход пара по расчетам получился 80 кг/мі - что в 2 раза ниже проектного расхода в 150 кг/мі. Уменьшенный расход пара обеспечивается применением высокоактивного цемента, малыми потерями теплоты в процессе тепловлажностной обработки, а также малый расход теплоносителя в период изотермической выдержки. Основным преимуществом малого расхода теплоносителя, является в конечном итоге уменьшение среднегодовой потребности в теплоносителе, а также в конечном итоге накладных расходов и себестоимости изделия.
МОСКОВСКИЙ ИНСТИТУТ КОМУНАЛЬНОГО ХОЗЯЙСТВА И СТРОИТЕЛЬСТВА.
ТЕХНОЛОГИЧЕСКИЙ.
Кафедра: ТВМиБ.
КУРСОВОЙ ПРОЕКТ.
По дисциплине: Технология бетонных и железобетонных изделий и конструкций. Тема: Проектирование завода ЖБИ по производству панелей внутренних стен общей производительностью 60000 мі в год.
Выполнил: студент Петров Е.Н. (Технологический факультет, группа 5 СД, шифр СД 97-045)
Руководитель проекта:
К защите_______________________
Москва 2002
МОСКОВСКИЙ ИНСТИТУТ КОМУНАЛЬНОГО ХОЗЯЙСТВА И СТРОИТЕЛЬСТВА.
Кафедра: ТВМиБ.
РАСЧЁТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА.
Тема: Проектирование завода ЖБИ по производству панелей внутренних стен общей годовой производительностью 60000 мі в год.
Руководитель: Разработал: Петров Е.Н.
Технологический факультет, 5 курс, группа СД, шифр СД 97-045.
Москва 2002 Содержание.
1. Введение.
2. Номенклатура выпускаемой продукции.
3. Обоснование места строительства.
4. Обоснование способа производства.
5. Подбор состава бетона.
6. Производственные мощности. (потребность в сырьевых материалах).
7. Расчет технологической линии.
8. Расчет и проектирование БСУ.
9. Расчет и проектирование арматурного цеха.
10. Расчет и проектирование складов инертных, цемента, арматуры, готовой продукции.
11.Контроль качества.
12. Генплан.
13. Список используемой литературы.
1. Ведение.
Бетон - один из древнейших строительных материалов. Из него построены галереи египетского лабиринта (3600 лет до н.э.), часть Великой китайской стены (3 в. до н.э.), ряд других сооружений на территории Индии, Древнего Рима и в других местах. Однако использование бетона и железобетона для массового строительства началось только со второй половины XIX в. после получения и организации промышленного выпуска портландцемента, ставшего основным вяжущим веществом для бетонных и железобетонных конструкций и изделий. Вначале бетон использовался для возведения монолитных конструкций и сооружений. Применялись жесткие и малоподвижные бетонные смеси, уплотняющиеся трамбованием. С развитием железобетонных конструкций, армированных сетками и каркасами, связанными из стальных стержней, чтобы обеспечить надлежащее распределение и уплотнение материала в бетонируемой конструкции, начинают применять более подвижные и даже литые бетонные смеси. Однако применение подобных смесей затрудняло получение бетона высокой прочности, требовало повышенного расхода цемента, поэтому большим достижением появилось в тридцатых годах способа уплотнения бетонной смеси вибрированием, что позволило обеспечить хорошее уплотнение малоподвижных и жёстких бетонных смесей, снизить расход цемента в бетоне, повысить его прочность и долговечность. В эти же годы был также предложен способ предварительного напряжения арматуры в бетоне, способствовавший снижению расхода арматуры в железобетонных конструкциях, повышению их долговечности и трещиностойкости. В пятидесятых годах бурное развитие получает производство сборных железобетонных конструкций, всё возрастающими темпами ведётся химизация технологии бетона и железобетона, используются новые виды вяжущих и заполнителей, химические добавки, улучшающие свойства бетона, новые виды бетонов, значительно расширяются области использования бетонных и железобетонных конструкций. Эти тенденции сохраняются и в наши дни. Выбор метода изготовления различных изделий и конструкций зависит от номенклатуры, технологических особенностей каждого метола и объёма производства. При этом решающее значение имеют технико-экономические показатели конкретных изделий тем или иным методом.
2. Номенклатура выпускаемой продукции.
Проектируемый завод ориентирован на выпуск плит ВС объемом 60000 мі/ год. Изделия должны отвечать следующим требованиям.
Табл. 1. габариты изделия и расход материалов
| Габариты, мм | Марка бетона | Объём изделия, мі | Расход металла, кг | | L | B | D | На изделие | На 1 мі изделия | | 3580 | 180 | 2740 | 400 | 1.76 | 409.4 | 232.61 |
 3. Обоснование места строительства.
Место строительства проектируемого завода является окрестности города Троицка. Целесообразностью выбора данного района строительства является то, что Троицк расположен рядом с основными транспортными артериями области. Также его небольшое удаление от столицы делает его весьма привлекательным для выхода товаров на рынок. Кроме того использование местных сырьевых материалов, как то: песок – тульского месторождения, цемент – подольского цементного завода, щебень – звенигородского месторождения и др., не только упрощает его доставку на предприятие, но и значительно сокращает расходы на его транспортировку. Наличие в Троицке всех основных ресурсов: энергетических, транспортных, кадровых и т. д. не только ускоряет процесс выхода товаров на рынок, но и в целом ускоряет оборачиваемость капиталов. Также постоянный рост в районе жилищного многоэтажного строительства, и все возрастающие потребности в железобетонных конструкциях и в панелях внутренних стен в частности, делает Троицк еще более привлекательным местом для строительства, проектируемого завода.
4. Обоснование способа производства.
Конвейерный способ - усовершенствованный поточно-агрегатный способ формования железобетонных изделий. При конвейерном способе технологический процесс расчленяется на элементарные процессы, которые выполняются одновременно на отдельных рабочих постах. При конвейерном способе формы с изделиями перемещаются от одного поста к другому специальными транспортными устройствами, каждое рабочее место обслуживается закрепленным за ним звеном. Для конвейера характерен принудительный ритм работы, т.е. одновременное перемещение всех форм по замкнутому технологическому кольцу с заданной скоростью. Весь процесс изготовления изделий разделяется на технологические операции, причём одна или несколько из них выполняются на определённом посту. Конвейерные линии по характеру работы могут быть периодического и непрерывного действия, по способу транспортирования-с формами, передвигающимися по рельсам или роликовым конвейерам, с формами, образуемыми стальной непрерывной лентой или составленными из ряда элементов и бортовой оснастки; по расположению тепловых агрегатов - параллельно конвейеру, в вертикальной или горизонтальной плоскости, а также в створе его формовочной части. Наибольшее применение получили конвейеры периодического действия с формами, передвигающимися по рельсам и образующими непрерывную конвейерную линию из 6-15 постов, оборудованных машинами для выполнения операций технологического процесса. Изделия изготавливают с ритмом 12-15 мин; скорость перемещения 0.9-1.3 м ∕с; после выполнения одного элементарного цикла вся цепь тележек-поддонов перемещается на длину одного поста; для формования изделий используют современные машины и оборудование, при необходимости выделяют посты для укладки отделочного слоя; ко всем постам подают материалы и полуфабрикаты (бетонную смесь, раствор, арматурные каркасы, облицовочную плитку и др.). Рациональной областью применения конвейерной технологии следует считать специализированное производство изделий одного вида и типа- плит перекрытий и покрытий, панелей внутренних стен, шпал и др.Возможно применение конвейеров для производства колонн и ригелей с обычной и напрягаемой арматурой, санитарно-технических кабин, блок-комнат и др.
5. Подбор состава тяжелого бетона.
Определяем В/Ц отношение. В∕ Ц = А* Rц ∕ (Rб + А* 0.5*Rц), Где А; А1 - коофицент учитывающий качество заполнителя. А=0.6 (Заполнитель среднего качества ) А=0.4 (Заполнитель среднего качества)
В∕Ц = 0.4* 500 ∕ (400+0.6*0.5*500)=0.55
Определение расхода воды: Определяется в зависимости от удобоукладываемости. Подвижность смеси составляет 1-4 см, следовательно, при наибольшей крупности зёрен щебня в 20 мм расход воды составит 165 литров ∕ мі бетонной смеси, с учетом применения 3% раствора суперпластификатора СП – 3. Определение расхода цемента Расход цемента определяется по формуле:
Ц= В∕ В ∕ Ц = 165 ∕ 0.55= 336 кг
Определение расхода заполнителя. Абсолютный объём заполнителя определяется по формуле :
Vз=1000-В∕ρв - Ц ∕ρц, л Где ρв - плотность воды (=1) ρц - плотность цемента (=3.1 кг∕ л) Vз=1000-165-336∕ 3.1= 706.5 л
Определение расхода мелкого заполнителя (песок). Расход мелкого заполнителя определяется по формуле: П =Vз * r * ρп , кг∕ мі
Где r- доля песка в смеси заполнителей (r=0.39 при расходе цемента 336кг и наибольшей крупности зёрен 20мм) П= 706*0.39*2.63=724 кг∕ мі
6) Определение расхода щебня. Расход щебня определяется по формуле: Щ=Vз*(1-r)*ρщ, кг∕ мі Где ρщ - истинная плотность щебня (=2.69 кг∕ мі) Щ=706.5*(1-0.39)*2.69=1157 кг∕ мі 7) Определение расхода добавки. Расход добавки определяется по формуле: Д = Ц * 0.7/ 100 = Ц * 0.007 = 336 * 0.007 = 2.4 кг/ мі Состав бетонной смеси (на1мі): Цемент- 336кг Вода- 165л Песок- 724кг Щебень-1157кг Добавка – 2.4 кг Сумма: 336+165+724+1157 + 2.4 =2384.4 кг∕ мі
6. Производственные мощности предприятия. ( потребность в материалах).
Расчёт программы БСУ. Потребность в материалах: 1)Потребность годовая: Цг=Ц*П*1.015=336*60000*1.015=24555т Пг=П*Произв.*1.015=724*60000*1.015*1.02=53968т Щг=Щ*П*1.015=1157*60000*1.015*1.02=86245т Вг=В*П*1.015=165*60000*1.015=13520т Дг = Д*П*1.015=2.4*60000*1.015=146т
2)Потребность суточная: Цсут=24555 ∕ 253=97т Псут=53968 ∕ 253=213т Щсут=86245 ∕ 253=341т Всут=13520 ∕ 253=53т Дсут=146/ 253= 0.57т 3)Часовая потребность: Цчас=97 ∕ 16=6т Пчас=213 ∕ 16=13т Щчас=341 ∕ 16=21т Вчас=53 ∕ 16=3.3т Дчас=0.57/ 16=0.004т
Табл.2 Сводная таблица материального баланса. | №п.п | Материалы и компоненты | Год, мі | Сутки, мі | Час, мі | | 1 | Бетонная смесь | 60000 | 237.6 | 14.8 | | 2 | Цемент | 24555 | 97 | 6 | | 3 | Песок | 53968 | 213 | 13 | | 4 | Щебень | 86245 | 341 | 21 | | 5 | Вода | 13520 | 53 | 3.3 | | 6 | Добавка | 146 | 0.57 | 0.004 | | 7 | Металл (арматура) | 16747.2 | 66.2 | 4.1 |
7. Расчет технологической линии.
1) Годовая производительность конвейерной линии импульсного типа.
Пгк = Вр * τ * h * 60 * V * ά / Рс, мі
Где Вр – годовой фонд рабочего времени оборудования, сут. τ – время раб. смены. h – количество смен. V- объём бетона одного изделия. Изделие однослойное, сложной конфигурации. ά- кооф. переналадки оборудования. Рс - мах, продолжительность ритма рабочей линии (из ОНТП-07-85 для изделий однослойных сложной конфигурации Рс=18 мин)
Пгк = 247*8*2*60*1.76*1/ 18 = 23185 мі Заданная производительность цеха составляет 60000 мі и обеспечивается следующим количеством (n) конвейерных линий. nк= 1000* Пг/ Пк = 1000*60/ 23185=2.9 принимаем 3 конвейерные линии на 60000 мі
2) Необходимое количество форм на конвейере определяется по формуле:
Nф=1.05(mк + N+ q) где 1.05 – кооф. учитывающий ремонт форм. mк - количество форм на технологических постах линии. Технологических постов на линии равно 12, предварительная выдержка осуществляется в камере тепловой обработки. Следовательно, количество форм на конвейере равно 12. Количество форм в камере тепловой обработки, шт.
Nк= 60* τ* tтво / 24*Рс где tтво – продолжительность тепловой обработки (tтво = 9.5 ч. Принимается из ОНТП – 07-85, для бетона В30 и толщина изделия 160-300 мм.) Nк= 60*8*2*9.5/24*18=21.1 шт. Принимаем 22 формы. q- количество форм на передаточных устройствах. Количество форм на одной конвейерной линии составит:
Nq = 1.05*(12+22+1)=36.75 шт. Принимаем 37 форм на одной конвейерной линии. Общее количество форм для обеспечения производительности 60000 мі составит: 3*37=111 шт.
3) Число ярусов в камере тепловой обработки, длина которой равна лине конвейерной линии, вычисляется по формуле: nя = 60* tтво/ mк*Рс Число ярусов составит: nя = 60*9.5/12*18=2.63 Принимаем камеру тепловой обработки с 3 ярусами. 4) Реальный цикл тепловой обработки определяется по формуле: Тр = nя* mк*Рс/60 = (3*12*18)/60=10.8ч. Принимаем режим тепловой обработки равной 9.5 ч, при этом продолжительность предварительного выдерживания в камере составит 10.8-9.5=1.3ч Размеры камеры тепловой обработки для конвейерного способа производства определяются по следующим формулам.
Длина камеры (равна длине конвейера), м: lк = mк* lґ+ (mк – 1)* l1, м mк – количество вагонеток по длине камеры, шт. lґ - длина вагонеток, м l1 – расстояние между вагонетками. lк = 12*4.02+(12-1)*0.5=53.74 м
Ширина камеры, м: вк= вn + 2в1 вn – ширина колеи на(0.04-0.05м) превышающей ширину изделия, м в1 – расстояние от оси рельса до стенки камеры, м вк= 2.8 + 2*0.2=3.2 м
Высота камеры, м: hк= (h1+ h2+ h3)* nя+ hк*(nя-1) h1 – высота вагонетки от головки рельса до верха формы h2 – высота рельса. h3 – зазор между верхом вагонетки и низом консоли, поддерживающей рельсовый путь. hк - высота консоли. nя – количество ярусов в камере, шт. hк = (0.6+0.2+0.1)*3+0.18*(3-1)=3,064 8. Расчет и проектирование БСУ.
Расчёт производительности БСУ.
Qг=Qч*tсм*N*Тф, мі∕ год Где tсм - время рабочей смены (=8ч) N – количество смен (=2) Тф – годовой фонд времени работы оборудования в сутки (=253) Qч - часовая производительность БСУ Qч=V*nз*Кв*Кн*m ∕ 1000, мі∕ час Где V- объём смесительного барабана (=1200 мі) nз-число замесов в час (=25) Кв-кооф. использования времени (=0.91) Кн – кооф. неравномерности выдачи и потребления бетонной смеси (=0.8) m- кооф. выхода (=0.67) Qч=1200*25*0.91*0.8*0.67 ∕ 1000=15.2 мі∕ час Qгод=15.2*8*2*253= 60070 мі∕год N= Пр*1000 ∕Q год N= 72000 ∕ 60070=1.3 шт. Для проектируемой мощности завода в 60000 мі∕ год окончательно принимаем бетоносмеситель БГЦ-5 в количестве 2штуки.
Техническая характеристика бетоносмесителя БГЦ-5:
Объём готового замеса – Vз=800 л. Наибольшая крупность заполнителя – Dмах=120 мм Частота вращения барабана электродвигателя – n= 0.3 об ∕ сек Мощность электродвигателя – Pдв= 12 кВт Габариты установки (длинна * ширина * высота), мм: 2550* 2020*2850 Масса, кг: 1900
9. расчет и проектирование арматурного цеха.
Часовую потребность в комплектах арматурных элементов определяют в зависимости от объема выпуска изделий формовочным цехом и рассчитывают по формуле:
Пч = Пгод/ Вр * V, где
Пгод – годовой объем выпуска изделий, мі/ год Вр – расчетный фонд рабочего времени, час (4000) V – объем базового изделия, мі
Пч = 60000 / 4000*1.76= 8.5
Арматурный цех состоит из отделения заготовки, сварки, укрупнительной сборки и изготовления закладных деталей. В этих отделениях производят следующие операции : правка, резка, гнутье и стыковая сварка (заготовка); сварка плоских каркасов и сеток; гнутье сеток и каркасов; укрупнительная сборка объемных каркасов; изготовление и металлизация закладных деталей; доработка арматурных изделий ( приварка усиливающихся стержней и закладных деталей, вырубка отдельных стержней для образования отверстий в сетках и др.) В соответствии с необходимыми процессами подбирают и компонуют оборудование для арматурного цеха. В состав оборудования входят: 1) станки для правки и резки арматурной стали и ее упрочнения путем волочения; станки для электротермического упрочнения стали; 2) станки для резки стержневой арматуры – приводные ножницы или комбинированные пресс-ножницы; 3) станки для гибки отдельных стержней арматуры и плоских сеток; 4) сварочное оборудование – сварочные дуговые аппараты, стыковые точечные и многоточечные машины. (АТМС 14*75 или МТМС 10*35).
10. расчет и проектирование складов цемента, инертных, готовой продукции и арматуры.
Расчёт складов цемента и заполнителей.
Qц = (Qсут * Vкр) ∕ 0.9, мі Где Qсут – суточная потребность в цементе. 0.9 – кооф. заполнения Vкр - нормативный срок хранения (=8 при доставке ж/ д. транспортом) Qц = (97 * 8) ∕ 0.9 = 862.5 мі Принимаем 2 силосных склада по 500 мі каждый Qз=Qсут * Тхр *1.2 , мі Где Qсут - суточный расход заполнителей Тхр – нормативный запас хранения материала, сут
Для песка: Qп= 213*8*1.2=2045 мі Принимаем 2 отсека для песка по 1200мі в каждом. Для щебня: Qщ= 341*8*1.2=2973мі Принимаем 3 отсека для щебня по 1200мі в каждом
По объёму готового замеса бетоносмесителя в 800л, подбираем комплект дозирующего оборудования ВДБ-500 на каждый бетоносмеситель. Табл. 3 Техническая характеристика дозаторов входящих в комплект ВДБ-500
| Показатели | ВДБ-500 | | ДИ-1200 | ДЦ-200 | ДЖ-200 | | Пределы взвешывания, кг | 240-1200 | 40-200 | 40-200 |
Погрешность допустимая,% | 2.5 | 2 | 2 | | Масса, кг
| 240 | 130 | 155 |
2) Расчет склада готовой продукции:
площадь склада готовой продукции определяется по формуле:
А= (Qсут * Тхр * К1 * К2)/ Qн, где Qсут – количество изделий, поступающих в сутки, мі Тхр – продолжительность хранения, сут.; К1 – коэффициент, учитывающий площадь склада на проходы; К2 – коэффициент, учитывающий потери площади складов при применении различных кранов; Qн – нормативный объем изделий, допускаемый для хранения на 1мІ площади, мі
А = (237.6 * 12 * 1.5 * 1.5) / 1.2= 5346 мІ
Вместимость склада определяется по формуле: Vск = Vсут*Тхр, где Vсут – суточный объем изделий, мі; Тхр – продолжительность хранения, сут
Vск = 237.6 * 12= 2852 мі
3) расчет склада арматуры: Площадь склада арматуры определяется по формуле:
А = (Qсут * Тхр * К)/ м, где Qсут – суточная потребность с учетом потерь, т; Тхр – срок хранения, сут.: К – коэффициент, учитывающий проходы на хранение стали на стеллажах и закрытых складах; м – масса стали, размещаемой на складе, т/ мІ А = (66.2 * 20 * 2.5) / 3.2 = 1034 мІ
Склады арматурной стали должны быть крытыми. Арматурную сталь хранят на складе по маркам, профилям, диаметрам и партиям.
11. Контроль качества на предприятии.
При получении бетонов высокого качества и экономичности необходимо проводить постоянный контроль над их производством и на его основе управлять технологическими процессами, внося в них необходимые изменения и коррективы, учитывающие колебания свойств исходных материалов и условий производства и гарантирующие получение заданных свойств бетона при минимальных материальных, энергетических и трудовых затрат. Контроль организуется на всех стадиях производства бетона изделий из него и включает контроль свойств исходных материалов, приготовление бетонной смеси и её уплотнение , структурообразование и твердение бетона и свойств готового материала или изделия (табл.5). Для контроля используют различные способы и приборы. По полученным результатам вносят коррективы в состав бетона, в параметры и режимы технологических операций на основе закономерностей, учитывающих влияния на свойства готового бетона различных технологических факторов. Управление качеством бетона осуществляется на основе пооперационного контроля производства. Необходимо предусматривать мероприятия , обеспечивающие сохранение высокого качества изделий после их изготовления. Бетон является хрупким материалом , поэтому при небрежном хранении и транспортировке в изделиях легко могут появиться дефекты – отколы углов и кромок, трещины и др. Во избежании этого следует содержать в порядке транспорт , складировать изделия с выполнением всех предусмотрительных мер – установкой специальных прокладок в соответствующих местах , применять при погрузке соответствующие специальные захваты, использовать соответствующим образом оборудованные транспортные средства.
Табл. 4 Производственный контроль на заводах сборного железобетона.
| № п∕п | Этапы производственного фонда | Объект контроля | Этапы контроля | | 1 | Приёмка материалов | Цемент, добавки заполнители
| Определение физико - механи- ческих свойств.
| | 2 | Производство полуфабрикатов | Бетонная смесь | Контроль за точностью дозирования, продолжительностью перемешивания и степени подвижности (жёсткости). | | 3 | Формование изделие | Арматурные каркасы Формы и опалубка Подготовка к бетонированию Бетонирование | Проверка размеров каркасов, прочности сварных стыков Проверка правильности сборки форм, качества опалубки, качества смазки форм Проверка положения арматурных каркасов и закладных частей, контроль степени напряжения арматуры Контроль над укладкой, продолжительностью и степенью уплотнения бетонной смеси. | | 4 | Тепловлажностная обработка | Режим тепловой обработки | Контроль температуры, влажности и продолжительности теплообработки. | | 5 | Распалубка изделий | Готовое изделие | Контроль формы и размеров изделия, качества отделки | | 6 | Приём изделий ОТК на склад готовой продукции выдача потребителю | Контрольные кубы Готовые изделия | Определение прочности бетона, водонепроницаемости и морозостойкости. Определение прочности бетона приборами без разрушения прочности, жёсткости натурными испытаниями, толщины защитного слоя. |
12. Генплан предприятия.
Принципом генплана является разделение его территории на зоны – предзаводскую, производственную, подсобную, складскую. Предзаводскую зону располагают со стороны основных магистралей. В ней размещается административно-бытовой корпус, стоянки автотранспорта. В производственной зоне размещают главный корпус, бетоносмесительное отделение, блок вспомогательных цехов. В подсобной зоне размещают котельную, насосные станции, трансформаторные подстанции, компрессорные, сооружения водоснабжения и канализации. В складской зоне размещают склады готовой продукции, арматуры, цемента, инертных и т. д. Транспортировку сырья, полуфабрикатов, готовых изделий к цехам и зданиям следует осуществлять кротчайшим путем с механизацией погрузочно-разгрузочных работ и с обеспечением транспортных требований: 1) все складские здания группируют вдоль линии железной дороги; 2) расстояние от железной дороги до зданий не менее 6 м, до ограждения - не менее 5 м; 3) дороги предприятия примыкают к улицам общего пользования; 4) предприятия с площадью боле 5 га должно иметь не менее двух выездов; 5) автодорога должна быть кольцевая, вокруг основного здания или если тупиковая, то иметь места для разворотов (тупики 12 * 12). Расположение зданий должно обеспечивать санитарно-технические и противопожарные требования: 1) здания, где выделяются газ, дым и пыль, располагают к прочим зданиям и населенным пунктам с подветренной стороны (господствующие ветры) либо предусматривают защитные зоны шириной 50 м; 2) здания с шумным производством отделяют защитной зоной от общих и жилых зданий; 3) нельзя возводить на территории предприятия жилые здания и сооружения при расстоянии до открытых складов с пылью не менее 20 м, до административно-конторских зданий – не менее 50м; 4) пожароопасные сооружения необходимо располагать с подветренной стороны, ко всем зданиям устраивают удобный подъезд, а пожарное депо располагают отдельно с шириной защитной площадки не менее 10 м устраивают пожарные гидранты и водоемы с запасом воды, минимальные размеры между зданиями устанавливают по пожароопасности (СНиП II – 90 – 81) и степени огнестойкости зданий (СНиП II – 89 – 80), противопожарные разрывы колеблются от 10 до 30 м, а санитарные разрывы между зданиями должны быть не менее наибольшей высоты одного из них; 5) обеспечивают общие архитектурно-строительные требования благоустройства и озеленения территории; увязывают с соседними районами и предприятиями.
13.Список литературы.
1.Ю.М.Баженов.Технология бетона: Учеб. Пособие для технол. спец. строит. вузов. 2-е изд., перераб.- М.: Высш.шк., 1987.- 415 с.
2. Л.А.Малинина. Тепловлажностная обработка тяжёлого бетона.- М.: Стройиздат,1977.-158 с.
3. Г.И. Цителаури. Проектирование предприятий сборного железобетона. - М.: Высшая школа , 1986.- 312 с. 4. Ю.М.Баженов, А.Г. Комар. Технология бетонных и железобетонных изделий: Учебник для вузов.- М.: Стройиздат, 1984.- 672 с., ил. 5.А.А. Борщевский, А.С.Ильин. Механическое оборудование для производства строительных материалов и изделий:- М.: Высшая школа,1987.- 368 с., ил.
Приложение.
Табл. 1. Спецификация. | Форм. | Зона | Поз. | Обозначение | Наименование | Кол. | Прим. |
|
|
|
| Документация |
|
| | А1 |
| 1 | Главный корпус. |
|
|
| | А1 |
| 2 | Место для отдыха. |
|
|
| | А1 |
| 3 | Административно-бытовой корпус. |
|
|
| | А1 |
| 4 | Проходная . |
|
|
| | А1 |
| 5 | Бетоносмесительное отделение. |
|
|
| | А1 |
| 6 | Компрессорная . |
|
|
| | А1 |
| 7 | Тракт подачи керамзита. |
|
|
| | А1 |
| 8 | Склад керамзита. |
|
|
| | А1 |
| 9 | Склад заполнителей вместимостью 3000 т. |
|
|
| | А1 |
| 10 | Склад ГСМ. |
|
|
| | А1 |
| 11 | Склад цемента вместимостью 1100 т. |
|
|
| | А1 |
| 12 | Склад эмульсиона. |
|
|
| | А1 |
| 13 | Блок вспомогательных служб. |
|
|
| | А1 |
| 14 | Склад готовой продукции, арматурной стали, форм. |
|
|
| | А1 |
| 15 | Нефтеловушка. |
|
|
|
6. Строительная часть
6.1. Исходные данные. Намеченное место строительства проектируемого завода ЖБИ для промышленного строительства находится в г. Подольске на юге Московской области. Район застройки относится ко II климатической зоне по СНиП 2.01.01-82 « Строительная климатология и геофизика». По СНиПу 2.01.01 – 82 принимаем данные по среднемесячной температуре в течении года, а также о периодичности ветров и их скорости по направлениям для зимнего и летнего периодов. Табл. 6.1.1Средняя температура воздуха по месяцам
| Месяц | I | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | | 
| -10,2 | -9,6 | -4,7 | 4 | 11,6 | 15,8 | 18,1 | 16,2 | 10,6 | 4,2 | -2,2 | -7,6 |
Среднегодовая температура составляет 3,8  . . Абсолютная минимальная температура  . . Абсолютная максимальная температура  . . Средняя максимальная температура наиболее жаркого периода 23,7 . Средняя температура наиболее холодного периода -15 . 6.2.2. Повторяемость(%) и скорость(м/с) ветра по направлениям
| Январь | | С | СВ | В | ЮВ | Ю | ЮЗ | З | СЗ | |  |  |  |  |  |  |  |  | | Июль | | С | СВ | В | ЮВ | Ю | ЮЗ | З | СЗ | |  |  |  |  |  |  |  |  |
Направление господствующих ветров: в январе - юго-западное, в июле – северо-западное. Нормативные давления на грунт - 1,8 кг/см2, глубина промерзания грунта - 140 см. Грунты основания в районе строительства - глинистые и суглинистые. Рельеф - спокойный. Уровень грунтовых вод находится на отметке 8,0 м. Территория застройки отвечает санитарным требованиям, нормам солнечного облучения и естественного проветривания. 6.2 Генеральный план завода. Принципом генплана является разделение его территории на зоны – предзаводскую, производственную, подсобную, складскую. Предзаводскую зону располагают со стороны основных магистралей. В ней размещается административно-бытовой корпус, стоянки автотранспорта. В производственной зоне размещают главный корпус, бетоносмесительное отделение, блок вспомогательных цехов. В подсобной зоне размещают котельную, насосные станции, трансформаторные подстанции, компрессорные, сооружения водоснабжения и канализации. В складской зоне размещают склады готовой продукции, арматуры, цемента, инертных и т. д. Транспортировку сырья, полуфабрикатов, готовых изделий к цехам и зданиям следует осуществлять кротчайшим путем с механизацией погрузочно-разгрузочных работ и с обеспечением транспортных требований: 1) все складские здания группируют вдоль линии железной дороги; 2) расстояние от железной дороги до зданий не менее 6 м, до ограждения - не менее 5 м; 3) дороги предприятия примыкают к улицам общего пользования; 4) предприятия с площадью боле 5 га должно иметь не менее двух выездов; 5) автодорога должна быть кольцевая, вокруг основного здания или если тупиковая, то иметь места для разворотов (тупики 12 * 12). [2] Расположение зданий должно обеспечивать санитарно-технические и противопожарные требования: 1) здания, где выделяются газ, дым и пыль, располагают к прочим зданиям и населенным пунктам с подветренной стороны (господствующие ветры) либо предусматривают защитные зоны шириной 50 м; 2) здания с шумным производством отделяют защитной зоной от общих и жилых зданий; 3) нельзя возводить на территории предприятия жилые здания и сооружения при расстоянии до открытых складов с пылью не менее 20 м, до административно-конторских зданий – не менее 50м; 4) пожароопасные сооружения необходимо располагать с подветренной стороны, ко всем зданиям устраивают удобный подъезд, а пожарное депо располагают отдельно с шириной защитной площадки не менее 10 м устраивают пожарные гидранты и водоемы с запасом воды, минимальные размеры между зданиями устанавливают по пожароопасности (СНиП II – 90 – 81) и степени огнестойкости зданий (СНиП II – 89 – 80), противопожарные разрывы колеблются от 10 до 30 м, а санитарные разрывы между зданиями должны быть не менее наибольшей высоты одного из них; 5) обеспечивают общие архитектурно-строительные требования благоустройства и озеленения территории; увязывают с соседними районами и предприятиями. [8].
Предзаводская зона расположена со стороны основных магистралей и предназначена для осуществления кратчайшей связи с жилой зоной района и наиболее короткого пути следования работающих к производственному зданию. Для удобного и безопасного движения работников на территории завода имеются тротуары шириной 1,5 м. В пределах завода действуют правила дорожного движения, автомобильные дороги оснащены дорожными знаками. На территории завода устроено кольцевое движение. Ширина дороги принята равной 6 м, достаточная для свободного проезда двух большегрузных автомобиля. В этой зоне размешаются административно-бытовой корпус, бюро пропусков, стоянки служебного и личного транспорта и другие объекты социального назначения. Производственная зона включает в себя здания основных производств: главный производственный корпус, примыкающий к нему бетоносмесительный цех, блок вспомогательные цехов (электромастерская, столярная мастерская и другие службы). В подсобной зоне располагается компрессорная, трансформаторная подстанция, насосные станции, сооружения водопровода и канализации. Складская зона территории включает склады цемента и заполнителей, арматуры, горюче - смазочных материалов, готовой продукции. Она находится на крайних участках заводской территории для исключения пересечений грузовых потоков и засорения пылью, образующихся на складах, в цехах завода. Склады готовой продукции и арматуры расположены по торцам главного производственного корпуса. Доставка стали, заполнителей, цемента и другого сырья, а также вывоз готовой продукции может осуществляться как железнодорожным, так и автомобильным транспортом [6]. Транспорт на предприятии по характеру работы и назначению делится на внутренний, предназначенный для перевозок груза внутри предприятий, и внешний, осуществляющий доставку сырья, материалов на завод и вывоз готовой продукции. На заводской территории расположен тупиковый участок железной дороги. К железнодорожной станции предприятие расположено таким образом, что обеспечены удобные условия для примыкания и минимальный пробег до пункта выгрузки груза. Склады сырья и топлива размещены ближе к основной сортировочной станции завода, с дальнейшей доставкой материалов в цеха основного производства непрерывными видами транспорта, к которым относятся пневмотранспорт, ленточные конвейеры. Для перемещения грузов по внутризаводской территории имеется внутризаводской транспорт (электрокары, автокары, самоходные тележки). Все здания на территории предприятия располагаются с учетом рельефа местности и направления господствующих ветров. Территория завода благоустроена газонами, озеленена деревьями и многолетними травами, которые создают благоприятные и здоровые условия для труда и отдыха. Зеленые насаждения предохраняют от вредного воздействия пыли и газов, а также являются средством борьбы с шумом. Для озеленения площадок применяются местные виды деревьев и кустарников с учетом их санитарно-защитных и декоративных свойств и устойчивости к вредным веществам, выделяемым предприятием. По СНиП II-89-80 площадь озеленения не превышает 15 % площади предприятия . На территории предприятия размещены следующие здания и сооружения:
| № п.п | Наименование зданий и сооружений | Размерность | Габариты | | 1 | Главный производственный корпус | м | 54х144 | | 2 | .Административно-бытовой корпус | м | 15х60 | | 3. | Склад цемента |
| 8 банок(D=5 м) | | 4 | Склад заполнителей | м | 81х30 | | 5 | Склад готовой продукции | м | 48х72 | | 6 | Склад арматуры | м | 18х76 | | 7 | Склад ГСМ | м | 6х6 | | 8 | Компрессорная | м | 12х12 | | 9 | БСУ | м | 8х9 | | 10 | Галерея подачи заполнителей шириной 3 м |
|
| | 11 | Площадка для отдыха | м | 5х5 | | 12 | Цех приготовления и хранения добавок | м | 6х6 | | 13 | Проходная | м | 4х4 |
Общая площадь застройки составила: 14931 м2 Технико-экономические показатели генерального плана. Основными технико-экономическими показателями генплана служат следующие : - общая площадь участка - 26575 м2; - площадь застройки - 14931 м2; - коэффициент застройки - 0,56 ; - площадь озеленения - 3986,25 м2. Приведенные выше показатели соответствуют принятым нормам использования территории промышленного предприятия. Компоновка зданий и сооружений генерального плана отвечает санитарным и противопожарным нормам и даёт возможность расширения предприятия в случае необходимости. Конструктивное решение главного производственного корпуса. Главный производственный корпус является одноэтажным промышленным зданием, которое имеет 3 пролёта размером 18х144 м и высотой 12,4 м. Размеры главного корпуса в плене 54х144 м. Шаг наружных и внутренних колонн в производственном корпусе составляет 12м. В середине корпуса устроен температурный шов. Одноэтажное производственное здание проектируется по рамной системе, представляющей собой конструкцию, состоящую из поперечных рам, образуемых колоннами, защемлёнными в фундаментах и связанными с ригелями покрытия (фермами). Рамный железобетонный каркас является сборным и состоит из железобетонных колонн и унифицированных элементов заводского изготовления: фундаментов, несущих конструкций покрытия (ферм) и связей. Для создания пространственной жёсткости плоские поперечные рамы каркаса в продольном направлении связываются фундаментными и подкрановыми балками, подстропильными фермами, жёстким диском покрытия, который образуют плиты покрытия, приваренные к стропильные фермам с последующим замоноличиванием швов. Железобетонный каркас воспринимает все постоянные и временные нагрузки и подвергается комплексу не силовых воздействий. В плоскостях стен каркас усилен стойками фахверка [9]. Фундамент производственного здания служит для передачи нагрузок от здания и действующей на него силы (снега, ветра) на основание. В главном производственном корпусе используются монолитные железобетонные фундаменты. В верхней части фундамента предусматриваются уширенные отверстия - стаканы, имеющие форму усечённой пирамиды, для установки в них колонн. При малом заглублении фундаментов колонн фундамент имеет отметку верхней плоскости 0,15 м или устанавливается ниже уровня пола на 150 мм, т.е. на толщину его бетонной подготовки. На уступах фундамента установлены бетонные столбики, на которые опираются фундаментные балки. Фундаментные балки в свою очередь служат для опирания стеновых конструкций на отдельно стоящие фундаменты каркаса. Между фундаментной балкой и стеной по поверхности балки укладывается гидроизоляция, состоящая из двух слоев рулонного материала на мастике [9]. В одноэтажном промышленном здании применяются железобетонные одноветьевые колонны прямоугольного сечения размером 400х600мм.При наличии мостовых кранов колонны прямоугольного сечения приняты для зданий высотой 12,4 м. Заделка одноветьевых колонн прямоугольного сечения ниже нулевой отметки в зданиях с мостовыми кранами производится на 1,2 м. В стакан фундамента колонна заглублена на 0,85 м и забетонирована мелкозернистым бетоном. В этих пределах для связи с бетоном замоноличивания ствол колонны снабжается горизонтальными бороздками. Для крепления колонн к элементам каркаса сваркой предусмотрены стальные закладные детали, монтажные столики и анкерные болты, которые затем бетонируются. Для опирания крановых рельсов, по которым перемешаются электрические мостовые краны, применяются подкрановые балки высотой 1,6 м. Балки формуются из бетона марки 300-500 и имеют предварительно напряженную арматуру. Крепление подкрановых балок к консоли колонны производится на анкерных болтах, пропущенных сквозь опорный лист, предварительно приваренный к нижней закладной пластине, а к шейке колонны - путем приварки вертикального листа к закладным пластинам. В качестве несущих элементов покрытия применяются предварительно напряженные ребристые железобетонные плиты длиной 12 м при ширине 3 м. Плиты привариваются к верхнему поясу фермы, стыки между ними заделываются цементным раствором. [6]. Для стен отапливаемого промышленного здания используются керамзитобетонные плоские, однослойные панели толщиной 200 мм, накрытые с обеих сторон фактурным слоем цементно-песчаного раствора. Конструктивная схема стен - самонесущая, для нее характерны раздельные оконные проемы. Раскладка панелей по высоте производится таким образом, чтобы один из горизонтальных швов располагался ниже верха колонны на 0,6 м. Панели торцевой стены крепятся к стальным фахверковым колоннам с шагом 6 м, расположенным между основными колоннами и стеной. К колоннам стеновые панели крепятся металлическими опорными столиками и анкерными связями. Швы панельных стен заполняются упругими синтетическими прокладками и герметизирующими мастиками. Конструкции для заполнения оконных проёмов изготовлены из легких сплавов. Остекление выполнено одинарным из стеклопластика. Номинальные размеры оконных проемов по ширине приняты кратными 500мм, по высоте - 600 мм. В данном здании принята переплетная система заполнения оконных проемов со светопроницаемым стеклом швеллерного типа. Оконные конструкции подвешиваются к колоннам на крепежных уголках при помощи точечной сварки [9]. Для верхнего освещения производственных площадей, удаленных от оконных светопроёмов, и для естественной вентиляции цехов устроены фонари ( oстекленные надстройки покрытия). Используются фонари П-образные с вертикальным остеклением. Несущий каркас представляет собой ряд металлических стоек, опирающихся на несущие элементы покрытия. В контуре рам фонаря имеются раскосы для повышения поперечной жесткости. По длине фонарного проема переплеты образуютленточное остекление . На плитах покрытия устраивается скатная, малоуклонная кровля с гидроизоляционным ковром из рулонных материалов. Рубероидная кровля состоит из; защитного слоя гравия толщиной 25 мм; трех - четырехслойного гидроизоляционного рубероидного ковра наклеенного кровельной битумной мастикой, теплоизоляционного слоя из пенополистирольных плит толщиной 50 мм; защитного слоя рубероида, наклеиваемого на пенополистирол мастикой. Пароизоляция выполнена из слоя рубероида на битуме. Деформационные швы по граням температурных отсеков состоят из упругой арочки из полужестких минераловатных плит, обжатых фартуками из оцинкованной кровельной стали. Для отвода воды с кровель предусмотрен внутренний водосток, по которому вода через приемные воронки, отводныетрубы истояки поступает в подземную часть водоотводной сети и в дождевую канализацию . Пол в главном корпусе настилается непосредственно на грунт основания. Конструкция пола на грунте состоит из основания, подстилающего слоя и покрытия. В данном здании применяются бетонные полы толщиной 20-40 мм с применением бетона М 300-400. Для повышения прочности и водонепроницаемости полы подвергнуты флюатированию. Уровень пола расположен выше спланированной поверхности территории на 150мм. В местах расположения рельсов покрытие пола выполнено из сборных элементов. В проездах применяются покрытия, аналогичные дорожным, хорошо сопротивляющиеся нагрузкам от транспорта (преимущественно асфальтовое или асфальтобетонное). Планировка пола сделана таки образом, что имеется небольшая разуклонка для отвода собирающийся воды в дождеприемные решетки и впоследствии в отстойники сточной канализации, необходимой для нормального функционирования предприятия. [6]. В главном производственном корпусе используются унифицированные ворота распашного типа размером 2х2,4 м. Ворота оборудованы воздушнымии воздушно-тепловыми завесами. С наружной стороны ворот устраиваются пандусы с уклоном 0,1. Обрамление ворот выполненоиз унифицированныхжелезобетонных конструкций, представляющих собой раму,жестко связанную с конструкцией стены[11]. Вентиляция в производственном здании проектируется общеобменной,приточно -вытяжной, механической.Воздух в вентиляционных системах перемещается с помощью электрических вентиляторов. Вытяжные системы механической вентиляции обеспечивают удаление конвекционного тепла, избыточной влаги, пыли, окиси углерода выделяемой при сварочных работах, а также очищение воздуха перед выбрасыванием его в атмосферу. Перед, удалением в атмосферу воздух производственных помещений подвергается очистке в фильтрах и обеспыливающих агрегатах. К устройствам местной приточной механической вентиляции относятся воздушные завесы, предназначенные для предотвращения проникновения холодного воздуха вцех в зимнее время.Для воздушнойтепловой завесы подаваемой вентилятором воздух дополнительно нагревается. Для отопления производственного корпуса используется система воздушного отопления, которое отвечает санитарно - гигиеническим требованиям,характеризуется немедленным тепловым эффектом при включении, отсутствием нагревательных приборов, возможностью центрального качественного регулирования. В летнее время системы воздушного отопления могут быть использованы дляохлаждения помещений при пропускечерезнагреватель того или иного хладагента. Воздух подается в помещение горизонтальными струями, обладающими большими скоростями, и выпускаетсянад уровнем пола на высоте 5-7м. Воздухнагревается до определенной температуры в воздухонагревателях с помощью пара и горячей воды. В производственном корпусе дополнительно устроено центральное водяное отопление с использованиемв качестве нагревательных приборов радиаторови ребристых труб. Водоснабжение завода осуществляетсяиз местной городской системы водопровода. Поступающая на завод вода используется для технологических и хозяйственно-бытовых нужд. Отдельно проектируются устройства длятушения пожаров (краны, гидранты идр.). Подачаводы к зданиямосуществляется по заводской системе водопроводов. В производственных зданиях трубопроводы проложены по внутреннимстенам, колоннам, атакже под полом. Заводская канализация обеспечивает удаление отработанных сточных производственных и хозяйственно-бытовых вод. Для отвода вод используются городские канализационныесети. Дляобеспечения требуемогосанитарного уровня населенного места и промышленного предприятия сточные воды отводятся через наружную канализационную сеть в очистные сооружения [6]. Кроме того на территории завода имеются отстойники ливневой канализации, решетки которой расположены вдоль тротуаров основных дорог, а также на территории складов готовой продукции, заполнителей и т.д. Для нормальной работы предприятия систему ливневой канализации регулярно осматривают и прочищают в ходе осенних и весенних осмотров. [6]. Схемы внешнего и внутреннего электроснабжения на заводе выполнены с учётом особенностей режима работы, возможностей дальнейшего расширения производства, удобства обслуживания и т.д. Электроснабжение промышленного объекта осуществляется от существующей электрической системы для питания электродвигателей различных машин и механизмов, электрических аппаратов и машин для сварки, электроустановок освещения, автоматических систем и контрольно-измерительной аппаратуры, сигнализации, связи и т.д. В производственных целях используется несколько видов напряжения: 380 В - для питания электродвигателей оборудования; 220 и 127 В - для освещения производственных и административных помещений; 127 В - для питания контрольно-измерительной аппаратуры; 36 В - для подключения вибраторов, электрифицированного инструмента и переносных осветительных приборов. Понизительные трансформаторные подстанции проектируются отдельно для каждого цеха и размещаются в производственном корпусе.
6. АВТОМАТИЗАЦИЯ.
6.1. Автоматизация процессов формования и уплотнения. При изготовлении бетонных изделий бетонная смесь уплотняется и изделиям придается определенная геометрическая форма. Такие процессы выполняются с помощью формовочного оборудования. Основными способами уплотнения бетонной смеси являются вибрирование, центрифугирование и прессование. Использование виброуплотнения рассмотрим на примере автоматизации процесса формирования многопустотных панелей. В состав комплекта технологического оборудования входят: формовочная машина ФМ с вибровкладышами ВВ; бетоноукладчик БУ с бункером Б для бетонной смеси и шнековым питанием МШ; форма Ф, задающая контуры изделия; самоходный портал СП с виброщитом ВЩ. При управлением процессом формования необходимо: Переместить бетоноукладчик вперед и установить его в рабочие положение, при котором бетонная смесь может поступать в форму; переместить формовочную машину вперед и установить и установить ее в рабочие положение, при котором вибровкладыш полностью войдут в форму для изделия; уложить бетонную смесь; уплотнить нижний слой бетонной смеси с помощью вибровкладышей; переместить бетоноукладчик назад; переместить портал вперед и установить его в положение, при котором виброщит может быть опущен на верхний слой бетонной смеси в форме; опустить виброщит; уплотнить верхний слой бетонной смеси; переместить формовочную машину назад, в исходное положение; поднять виброщит; переместить портал назад, в исходное положение. Так как основная задача средств автоматики заключается в управлении указанной последовательностью операций, данная система относится к классу логико-програмного управления. Для управления агрегатами в составе КТС предусмотрены магнитные пускатели включения: вибраторов вибровкладышей, привода движения каретки вперед и назад, привода шнека, привода движения бетоноукладчика вперед и назад, привода лебедки подъема и опускания вибровкладыш, вибратора привода движения портала вперед и назад. Для определения места расположения агрегатов в системе установлены следующие конечные выключатели: исходного и рабочего положений формовочной машины; исходного и двух крайних рабочих положений и бетоноукладчика; исходного и рабочего положений портала. С помощью кнопок управления можно включать и выключать привод любого агрегата по месту. На щите оператора состояние процесса отображается на табло. Используя кнопки, оператор может управлять процессом дистанционно. В автоматическом режиме управление производится по программе, расположенной в памяти микро-ЭВМ. Необходимо отметить, что из-за неравномерности поступление бетонной смеси в форму и других причин автоматический режим управления формованием затруднен. Наиболее подходит для реального производства автоматизированный режим управления, при котором технологические операции выполняются автоматически в заданной последовательности, пока человек, наблюдающий за ходом технологического процесса, не остановит какой-либо агрегат и не возьмет на себя выполнения функций управления. После устранения непредвиденной ситуации система вновь переводиться в автоматический режим.
3. Исходные данные для проектирования. Номенклатура выпускаемой продукции.
3.1. Исходные данные для проектирования. Спроектировать завод по производству железобетонных изделий мощностью 70000 мі/ год. Место строительства г. Подольск, Московской области.
3.2. Номенклатура выпускаемой продукции.
В табл. 3.2.1 Приведены основные виды продукции, планируемые для производства на проектируемом предприятии.
Табл. 3.2.1. Номенклатура выпускаемой продукции.
| Тип изделия, и его марка | Эскиз изделия | Размеры, мм | Класс бет. по пр. /марка | Масса изд. ( Т )
| Объем, мі | Расход металла, кг
| | L | B | H | бет. | изд. | арм. /закл.
| всего | на 1 мі изд. | | Свая забивная С.60.30-АIII |
| 300 | 6000 | 300 | (В 25) М200
| 1,3 | 0,49 | 0,55 | 19,7 /5,3 | 25 | 45,45 | | Свая забивная С.40.30-АIII | 300 | 4000 | 300 | (В25) М200 | 0,9 | 0,34 | 0,37 | 14,8 /3,7 | 18,5 | 50
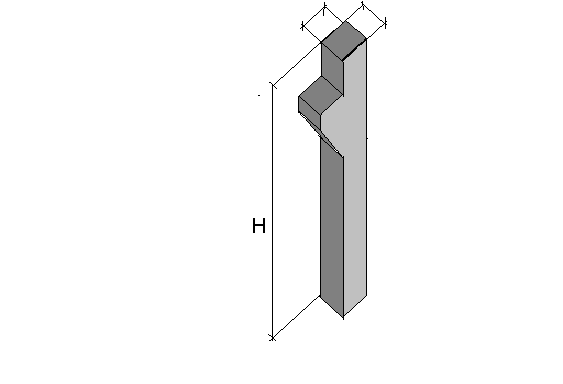
| | Колонна легкого каркаса, рядовая, одноэтажная 1КОД- 42.1 |
| 400 | 7500 | 400 | (В 40) М500 | 2,9 | 1,08 | 1,2 | 125,9 /31,5 | 157,48 | 328,08 | | Колонна легкого каркаса, рядовая, одноэтажная 1КОО- 42.1
| 400 | 7500 | 400 | (В 40) М 500 | 2,73 | 1,008 | 1,12 | 113/ 28,2 | 141,26 | 362,2 | | Ригель тяжелого каркаса, рядовой для колон РДП 9.57-90 |
| 5560 | 900 | 500 | (В 30) | 0,4
| 0,15 | 0,17 | 270/ 67,6
| 337,53 | 226 | | Трубы безнапорные ж/б. РТ 50.50-2(3)
|
| 5160 | 500 | 60 | (В 30) М 400 | 1.4 | 0,52 | 0,58 | 27,04 /6,76 | 33,8 | 58,27 | | Трубы безнапорные ж/б. РТ 80.50-2(3)
| 5160 | 800 | 80 | (В 30) М 400 | 2,9 | 1,08 | 1,2 | 38,8/ 13,76 | 38,3 | 59,91 |
1. Вводная часть и технико-экономическое обоснование района строительства проектируемого района.
1.1. Введение. Основным материалом современного индустриального строительства является сборный железобетон – долговечный и универсальный материал. Его широкое применение в современном строительстве позволяет успешно решать задачи повышения производительности труда и снижения стоимости строительства. В современном строительстве бетон является одним из важнейших строительных материалов. Из бетона сравнительно легко изготавливать самые разнообразные по форме и размерам строительные конструкции, причем применение сборных бетонных и железобетонных конструкций позволяет вести строительство индустриальными методами, что повышает производительность труда и снижает стоимость строительства. В настоящее время намечено значительное перевооружение промышленности сборного железобетона: создание более эффективных технологических линий; применение новых вяжущих веществ, легких заполнителей, химических добавок, расширение механизации и автоматизации производства, внедрение вычислительной техники, использование вторичных продуктов промышленности для экономии материальных и энергетических ресурсов. Многообразие вяжущих веществ, заполнителей, добавок и технологических приемов позволяет получать бетоны с самыми разнообразными свойствами.[2] Бетон является хрупким материалом: его прочность при сжатии в несколько раз выше прочности при растяжении. Для восприятия растягивающих напряжений бетон армируют стальными стержнями, получая железобетон. В железобетоне арматуру располагают так, чтобы она воспринимала растягивающие напряжения, а сжимающие напряжения передавались на бетон. Совместная работа арматуры и бетона обуславливается хорошим сцеплением между ними и приблизительно одинаковым температурными коэффициентами линейного расширения. Бетон предохраняет арматуру от коррозии. Бетонные и железобетонные конструкции изготавливают либо непосредственно на месте строительства – монолитный бетон и железобетон, либо на заводах и полигонах с последующим монтажом на строительной площадке – сборный бетон и железобетон. Широкое применение сборного железобетона позволило значительно сократить в строительстве расход металла, древесины и других традиционных материалов, резко повысить производительность труда, сократить сроки возведения зданий и сооружений. Только в Москве применение сборных железобетонных конструкций и перенос в заводские условия части отделочных и монтажных операций в связи с применением железобетонных изделий повышенной готовности позволили сократить численность работающих в строительстве на 50%.[6] В общей стоимости материальных ресурсов, потребляемых в капитальном строительстве, стоимость бетонных и железобетонных конструкций составляет около 25%, что значительно превышает стоимость и объем других видов строительных конструкций. Бетон и железобетон вследствие своих физико-механических свойств, долговечности, технико-экономических показателей и наличия сырьевых ресурсов в обозримом будущем будут занимать ведущее место в капитальном строительстве, как массовые материалы, обладающие большими материальными возможностями. В последние годы создаются новые виды вяжущих веществ и бетонов, начинают более широко применяться химические добавки, улучшающие свойства бетонов, совершенствуются способы проектирования состава бетона и его технология. Широкому применению в строительстве сборного железобетона способствует: 1) высокая индустриальность изготовления и монтажа конструкций, что позволяет резко сократить сроки и затраты труда в строительстве и, по существу, свести строительство зданий и сооружений к высокомеханизированному их монтажу; 2) универсальность свойств железобетонных изделий; варьируя технологические приемы и материалы, можно получать изделия с различными физико-механическими свойствами по прочности, теплопроводности, кислотостойкости, химической стойкости, стойкости от ядерного излучения и т.д.; 3) высокая долговечность железобетона по сравнению с другими конструкционными материалами – металлом и древесиной; 4) возможность значительного расширения производства сборного железобетона за счет использования больших запасов сырьевых материалов (песка, гравия, щебня, вяжущих веществ и искусственных пористых заполнителей), а также различных отходов производства (металлургических и топливных шлаков, золы и т.д.). кроме того, применение сборного железобетона позволяет экономить такие материалы, как сталь и древесину. [2] Основным направлением в развитии строительного производства является его индустриализация, посредством которой можно добиться значительного сокращения сроков и удешевления строительства. Сборный железобетон является одним из наиболее эффективных материалов, способствующих индустриализации строительного производства. Огромные масштабы и высокие темпы строительства стали возможными благодаря массовому применению сборных железобетонных изделий и конструкций. Резервы дальнейшего применения сборного железобетона заключаются в специализации предприятия по выпуску однотипной продукции, снижения массы изделий за счет применения легких бетонов, использовании бетонов высокой прочности, тонкостенных конструкций, объемно-блочных элементов полной заводской готовности и т.д. дальнейшая индустриализация строительства связана с расширением заводского производства изделий и конструкций из сборного железобетона и созданием крупных предприятий с передовой технологией, механизацией и автоматизацией производства. Применение сборных изделий для возведения жилых, промышленных, транспортных и других сооружений возможно в любое время года, что приобретает особо важное значение в связи с ускоренными темпами освоения северных и восточных районов страны. [7] Сборный и монолитный железобетон останутся основными конструкционными материалами в ближайшие годы. Будут широко применяться легкие и ячеистые бетоны, бетоны высоких марок и т.д. легкие бетоны по своим свойствам наиболее перспективные строительные материалы. За последнее время объем конструкций из легкого бетона увеличился почти в 2,5 раза Применение изделий из легких бетонов на естественных и искусственных пористых заполнителях позволит укрепить монтажные элементы, уменьшить общую массу сооружения, улучшить качество строительства и повысить производительность труда. Использование ограждающих конструкций из легкого бетона на пористых заполнителях местного производства целесообразно почти во всех районах. Эффективность применения легкого бетона для несущих конструкций зависит от соотношения стоимости крупного пористого и плотного заполнителя в данном районе. Уменьшение стоимости крупного заполнителя, снижение плотности легких бетонов (в несущих конструкциях до 1500…1700 кг/ мі и в ограждающих до 800 – 900 кг/ мі) повысит экономический эффект применения легких бетонов. [1] Эффективным материалом для наружных стен и покрытий зданий является автоклавный ячеистый бетон (газобетон, пенобетон и другие его разновидности). Наличие почти во всех районах заполнителей, пригодных для производства бетонов автоклавного твердения, позволяет широко развивать их производство и использовать в промышленном, жилищном, гражданском и сельскохозяйственном строительстве. Прогресс в производстве железобетонных конструкций из тяжелых бетонов связан с повышением марок бетона. По экспериментальным данным переход от бетонов М300 и 400 к М600…800 облегчает отдельные конструкции, сокращает расход бетона на 30…50%, стали на 10…20%, а стоимость этих конструкций снижает на 10…20%. В структуре применения сборных железобетонных конструкций за последнее время произошел ряд существенных изменений: на 15…18% увеличился удельный вес конструкций стеновых панелей и перегородок, которые вытеснили традиционные стеновые материалы; возросла на 20% доля использования конструкций из спецжелезобетона в основном за счет увеличения объемов производства напорных и безнапорных труб. Повысился уровень применения свайных фундаментов, получили массовое применение предварительно напряженные плиты, многопустотные панели перекрытий. [6] Удельный вес крупнопанельного домостроения и полносборного строительства общественных и промышленных зданий и сооружений в последующие годы должен значительно повыситься как в государственном, так и в частном строительстве до 60%. Продолжается внедрение эффективных стеновых панелей: плоских однослойных для отапливаемых зданий из легких бетонов на пористых заполнителях плотностью 900…1000 кг/ мі и ячеистого бетона плотностью до 900 кг/ мі; плоских трехслойных с эффективными утеплителями. [6] Использование безопалубочного способа производства изделий позволяет уменьшить трудоемкость производства, повысить качество выпускаемой продукции и в ряде случаев сократить расход арматурной стали в изделиях с эффективным армированием. В ближайшие 10 … 20 лет технология бетонов и производство сборного железобетона получат дальнейшее развитие. Основными направлениями при этом будут следующие: повышение эффективности и качества сборных железобетонных конструкций и изделий, снижение их металлоемкости и трудоемкости их производства; разработка и организация массового производства эффективных видов веществ, арматурной стали, высококачественных заполнителей, комплексных химических добавок; коренное улучшение технологии производства железобетонных и бетонных конструкций путем массового внедрения новых, более современных, технологических процессов, высокопроизводительного оборудования, роботов и манипуляторов, совершенных систем контроля и управления качеством готовых изделий на основе развития методов прогнозирования свойств бетона, широкого использования вычислительной техники; применение ресурсосберегающих и безотходных технологий; широкое использование вторичных продуктов и отходов промышленности, использование всех резервов производства с целью экономии материальных, энергетических и трудовых ресурсов. Дальнейшее повышение эффективности капитальных вложений в строительство, снижение материалоемкости и трудоемкости, сокращение и повышение его качества могут быть достигнуты на основе расширения объемов полносборного строительства, организации производства конструкций и изделий полной и повышенной заводской готовности. В решении этой задачи важное значение отводится бетону и железобетону, которые в нашей стране являются основными строительными материалами. [7]
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ.
2.1. Исходные данные для проектирования.
Спроектировать завод по производству железобетонных изделий мощностью 70000 мі/ год. Место строительства г. Подольск, Московской области.
2.2. Номенклатура выпускаемой продукции.
В табл. 2.2.1 Приведены основные виды продукции, планируемые для производства на проектируемом предприятии.
Табл. 2.2.1. Номенклатура выпускаемой продукции.
| Тип изделия, и его марка | Эскиз изделия | Размеры, мм | Класс бет. по пр. /марка | Масса изд. ( Т )
| Объем, мі | Расход металла, кг
| | L | B | H | бет. | изд. | арм. /закл.
| всего | на 1 мі изд. | | Свая забивная С.60.30-АIII | 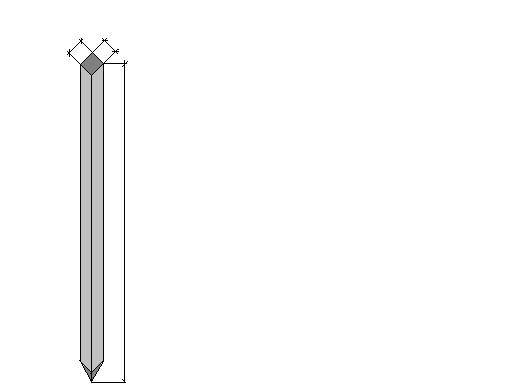
| 300 | 6000 | 300 | (В 25) М200
| 1,3 | 0,49 | 0,55 | 19,7 /5,3 | 25 | 45,45 | | Свая забивная С.40.30-АIII | 300 | 4000 | 300 | (В25) М200 | 0,9 | 0,34 | 0,37 | 14,8 /3,7 | 18,5 | 50
| | Колонна легкого каркаса, рядовая, одноэтажная 1КОД- 42. 1 | 
| 400 | 7500 | 400 | (В 40) М500 | 2,9 | 1,08 | 1,2 | 125,9 /31,5 | 157,48 | 328,08 | | Колонна тяжолого каркаса, рядовая, одноэтажная 1КОО- 42.1
| 
| 400 | 7500 | 400 | (В 40) М 500 | 2,73 | 1,008 | 1,12 | 113/ 28,2 | 141,26 | 362,2 | | Ригель тяжелого каркаса, рядовой для колон РДП 9.57-90 | 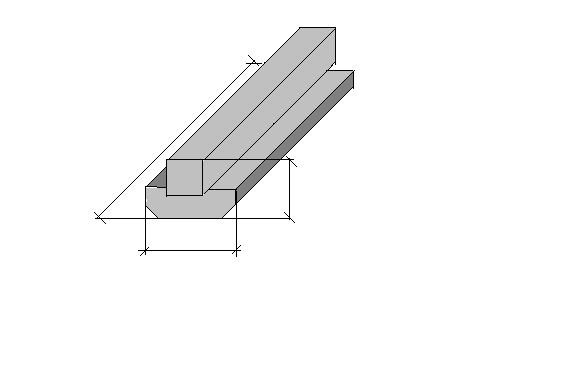
| 5560 | 900 | 500 | (В 30) | 0,4
| 0,15 | 0,17 | 270/ 67,6
| 337,53 | 226 | | Трубы безнапорные ж/б. РТ 50.50-2(3)
| 
| 5160 | 500 | 60 | (В 30) М 400 | 1.4 | 0,52 | 0,58 | 27,04 /6,76 | 33,8 | 58,27 | | Трубы безнапорные ж/б. РТ 80.50-2(3)
| 5160 | 800 | 80 | (В 30) М 400 | 2,9 | 1,08 | 1,2 | 38,8/ 13,76 | 38,3 | 59,91 |
2.3. Характеристика исходных материалов. Тяжелый бетон, применяемый для изготовления колонн, свай, ригелей и безнапорных железобетонных труб должен приобретать определенную прочность в заданный срок твердения, а бетонная смесь должна быть удобной в укладке и экономичной. При использовании в не защищенных от внешней среды конструкциях, таких как сваи, бетон должен иметь повышенные плотность, морозостойкость и коррозионную стойкость. В зависимости от назначения и условий эксплуатации бетона в сооружении предъявляются соответствующие требования к составляющим его материалам, которые предопределяют его состав и свойства, оказывают влияние на технологию производства изделий, их долговечность и экономичность. Вяжущие. Для приготовления тяжелого бетона применяем гидравлическое вяжущее вещество - портландцемент, который выбираем с учетом требований, предъявляемых к бетону
(прочности, морозостойкости, химической стойкости, водонепроницаемости и др.), а также
технологии изготовления изделий, их назначения и условий эксплуатации. Марку цемента
выбираем в зависимости от проектируемой прочности бетона при сжатии. Для производства изделий, указанных в данном дипломном проекте, наиболее приемлем по требуемым показателям портландцемент марки М500 для производства колонн и ригелей, а также портландцемент М400 для производства свай. По ГОСТ 10178 – 85 цемент должен удовлетворять следующим требованиям: начало схватывания не ранее 45 минут с момента затворения, конец схватывания - не позднее 10 часов; цемент не должен иметь признаки «ложного схватывания»; при просеивании через сито № 008 должно проходить не менее 5% общей массы цемента. Средний размер частиц цемента составляет 15-20 мкм.; удельная поверхность должна быть в пределах 320-350 м2/кг; нормальная густота в пределах 22-28%; содержание СаО не более 0,05%; марка цемента должна соответствовать пределу прочности при сжатии половинок балочек 4 х 4 х 1 6 см из раствора 1:3 по массе с нормальным Вольским песком через 28 суток после затворения водой. Вначале образцы твердеют во влажном воздухе (одни сутки), а затем после распалубки - в воде при комнатной температуре 20±2°С; прочность балочек должна быть соответственно марке не менее для марки 500 - RІіизгиб = 6 МПа;
RІісж = 50 МПа; для марки 400 - RІіизгиб = 5,5 МПа; RІісж = 40 МПа, Допускается отклонение в прочности до 5% ниже марочной. Для данного дипломного проекта я выбираю портландцемент М500 от поставщика ЗАО «Подольский цемент» г. Подольск. Этот цемент удовлетворяет требованиям ГОСТ 10178 – 85, наиболее подходит для производства колонн, ригелей и безнапорных железобетонных труб и имеет следующие характеристики: - нормальная густота - 24,5 %; - удельная поверхность - 340 м 2 /кг; - насыпная плотность - 1 ,6 т/м 3 ; истинная плотность - 3,19 т/м3 .
Таблица №2.3.1 Химико-минералогический состав М500 b %. | C3S
| C2S
| C,A
| C4AF
| MgO
| SO3
| К2О
| Na2O
| СаОов
| | 57±2
| 16±2
| 6±2
| 12,0
| 1,45
| 0,35
| 0,59
| 0,26
| 0,037
|
Для производства свай оптимальная марка цемента — М400. Поставщиком этого цемента является также, ЗАО «Подольский цемент». Этот цемент удовлетворяет требованиям ГОСТ 10178 - 85.и имеет следующие характеристики: - нормальная густота - 24,75 %; - удельная поверхность - 320 м2 /кг; - насыпная плотность - 1,62 т/м' ; - истинная плотность - 3,19 т/м , начало схватывания через 2 часа 40 минут, конец схватывания через 3 часа 45 минут с момента затворения. Таблица № 2.3.2Химико-минералогический состав М400 в %. | C3S
| C2S
| С3А | C4AF
| MgO
| AL2O3
| K2O
| Na2O
| Fe203
| SiO2
| CaO
| | 45,98
| 13,33
| 5,78
| 14,12
| 1,7
| 4,77
| 0,67
| 0,25
| 4,73
| 2,11
| 6,49
|
Мелкий заполнитель - рыхлая смесь зерен крупностью 0,16... 5мм, образовавшаяся в результате естественного разрушения массивных горных пород (природные пески). На качество бетона большое влияние оказывают зерновой состав песка (песок для бетона должен состоять из зерен различной величины, чтобы объем пустот в песке был минимальным, так как меньше требуется цемента для получения плотного бетона) и содержание в нем различных примесей: пылевидных, илистых, глинистых частиц, в том числе содержание вредных примесей, включая органические. Содержание этих примесей должно не превышать того числа, которое установлено ГОСТ 8736 - 93. По этому ГОСТу принято: - модуль крупности для крупного песка Мк = 2,5-3,0; - содержание пылевидных и глинистых частиц не более 2% по массе; - содержание глины в комках не более 0,25 % по массе; - песок, предназначенный для применения в качестве заполнителя для бетона, должен обладать стойкостью к химическому воздействию щелочей цемента. Допустимое содержание пород и минералов, относимых к вредным компонентам и примесям в песке не должно превышать следующих значений: - сера, сульфиды, кроме пирита и сульфаты в пересчете на SO3 - не более 1 %; пирит в пересчете на SОз - не более 4 %по массе; - слюда - не более 2 % по массе; - уголь - не более 1 % по массе; -галоидные соединения, включающие в себя водорастворимые хлориды, в пересчете на ион хлора - не более 0,1 5 % по массе. Для данного дипломного проекта выбран песок с Дубнинского карьера , расположенного в Тульской области, Дубнинского района, поселок Выглядь.
Данный песок соответствует ГОСТ 873б – 93 и имеет следующие характеристики:
- модуль крупности Мк - 2,1; - насыпная плотность (сух.) - 1500 кг/мі; - истинная плотность - 2560 кг/м3, - насыпная плотность (вл.) - 1245 кг/ мі; - пустотность - 36,6 %; - влажность - 6 %; - водопоглощение - 1,12 %; - загрязненность - 0,82 %; - содержание органических примесей - 0,05 %; - содержание пылевидных и глинистых частиц - 1,26 %; - морозостойкость - F200.
Крупный заполнитель. В качестве крупного заполнителя для тяжелого бетона используем гранитный щебень, который получаем путем дробления массивных плотных горных пород. Лучшей считается форма, приближающаяся к кубу или тетраэдру. К щебню предъявляют очень высокие требования, так как этот компонент очень существенно влияет на прочность цементного камня. По прочности исходной горной породы марка щебня при сжатии в насыщенном водой состоянии должна быть выше марки бетона в 1,5-2 раза. В отдельных случаях допускается применение щебня марки ниже указанной, но только при условии испытания в бетоне и при соответствующем технико-экономическом обосновании. Щебень должен удовлетворять ГОСТ 8287 - 93 его основные требования описаны ниже: содержание в щебне зерен пластинчатой (лещадной) и игловатой формы должно быть не более 35%. Допускается по соглашению сторон выпуск щебня высшей категории качества, содержащего не более 50 % по массе зерен пластинчатом (лещадной) и игловатой формы. Щебень высшей категории качества должен иметь марку по прочности не ниже 600 для щебня из осадочных пород и не ниже 800 для щебня изверженных и метаморфических пород. Содержание зерен слабых пород, к слабым относят зерна с пределом прочности исходной горной породы при сжатии в насыщенном водой состоянии 20 МПа (200 кгс/см2), не более 5% по массе для марки по прочности 1400, 1200, 1000; для марок 800, 600, 400 - не более 10% по массе; для марок 300 и 200 - не более 15 % по массе. Содержание пылевидных и глинистых частиц в щебне из изверженных и метаморфических пород не должно превышать 1 % по массе, а в щебне из осадочных пород в зависимости от вида конструкции и ее назначения - не более 2-3 %, в том числе глины в комках - не более 0,25 %. Щебень высшей категории качества для бетона должен иметь марку по морозостойкости не ниже F 25. Марка щебня соответствует числу циклов попеременного замораживания и оттаивания, выдержанных щебнем при испытании. Испытание щебня проводят по ГОСТ 8269 – 87 Щебень, применяемый в дипломном проекте, поступает с Щекинского КУ, п. Щекино, Тульская область. Данный щебень удовлетворяет требованию ГОСТ 8287 - 93его характеристики описаны ниже: - фракция - 5-20 мм; - насыпная плотность (сух) - 1350 кг/ м3; - истинная плотность - 2650 кг/м3; - пустотность - 49 %; - влажность - 1,8 %; - водопоглощение -1,077 % - марка по механической прочности (Др) - 1200 - пылевидные и глинистые частицы — 1 %; - морозостойкость — 250 циклов; - лещадность - 27 %.
Вода. Для приготовления бетонной смеси применяется питьевая, а также любая вода, не содержащая вредных примесей (кислот, сульфатов, жиров, растительных масел, сахара), препятствующих нормальному твердению бетона. Вода должна удовлетворять ГОСТ 23732 -79 Нельзя применять воды болотные и сточные, а также воды, загрязненные примесями, имеющие водородный показатель рН>4 и содержащие сульфаты в расчете на ионы SO4, более 2700 мг/л и прочих солей более 5000 мг/л. Морскую и другую, содержащую минеральные соли, можно применять, если общее количество солей в ней не превышает 2%. Вода на предприятие поступает по городскому водопроводу и соответствует ГОСТ 23732 - 79 Арматура. Арматура является важнейшей составной частью железобетона; она должна надежно работать совместно с бетоном на всех стадиях службы изделий. Арматура, поступающая на завод, различается: по способу изготовления; по профилю стержней и по применению. Арматурная сталь, применяемая при производстве железобетонных конструкций, описана ниже:
А-1 по ГОСТ 5781 - 82, диаметр 6-12,18 мм;
А-II по ГОСТ 57817 – 82диаметр 10, 20 мм; А-ІІІ по ГОСТ 57817 – 82 диаметр 8-22 мм; Таблица №2.3.3.
Ат-ІVК по ГОСТ 57817 – 82, напрягаемая арматура , диаметр 18 мм; по ГОСТ 10884 – 94 Вр–І – диаметр 5 мм; по ГОСТ 6727 - 80
| Арматура
| Класс стали
| Диаметр, мм
| Предел текучести
| Временное со-
|
|
|
| не менее, МПа
| противление
|
|
|
|
| разрыву не ме-
|
|
|
|
| нее, МПа
| | Горячекатаная,
| A-I
| 6.. .40
| 235
| 375
| | стержневая,
|
|
|
|
| | гладкая
|
|
|
|
| | Горячекатаная
| А-II | 8. ..40
| 295
| 490
| | апериодического
| А-Ш
| 6. ..40
| 390
| 590
| | действия
| A-IV
| 10. ..32
| 590
| 885
| Арматурная сталь поступает на завод в железнодорожных вагонах и автомашинах, и поступает на выгрузку металла, где с помощью автокрана она сортируется по маркам, сортаменту и партиям и отвозится на склад металла. Химические добавки. В данном проекте использовался суперпластификатор С-3 с целью сокращения расхода цемента в количестве O75% от массы цемента. [2] Суперпластификатор С-3 - эффективный разжижитель бетонной смеси — представляет синтетический полимер на основе нафталинсульфокислоты. При введении в бетонную смесь суперпластификатора резко увеличивается ее подвижность и текучесть. Воздействуя на бетонную смесь, как правило, в течение 2-3 часов с момента введения, суперпластификатор под действием щелочной среды подвергается частичной деструкции и переходит в другие вещества, безвредные для бетона и не тормозящие процесса твердения. Суперпластификаторы позволяют существенно снизить В/Ц, повысить подвижность смеси и изготовить изделие высокой прочности. Добавка С-3 поступает от поставщика ЗАО«Стройхимсервис» г. Реутов. Добавка соответствует ТУ 2481-001-04815236-97. Смазка. В качестве смазки на проектируемом заводе применяем эмульсол ЭКС-А кислый синтетический. Эмульсол представляет собой механическую взвесь кубовых остатков в веретенном масле. Цвет эмульсола - темно-коричневый. Содержание воды не более 24>. Кислотное число не более 8-10 мг/л. Стабильность (выделение из эмульсола в течение трех часов масла) не более 1%. При длительном хранении эмульсол расслаивается. Во избежание расслоения при хранении эмульсол необходимо периодически перемешивать. Перемешивание обязательно и перед выдачей эмульсола для приготовления смазки в соответствии с требованиями ГОСТ 5985, ГОСТ 6243. 2.4. Структурообразование бетона. Структура бетона образуется в результате затвердевания (схватывания) бетонной смеси и последующего твердения бетона. Определяющее влияние на ее формирование оказывает гидратация цемента, его схватывание и твердение. В начальный период при смешивании цемента с водой в процессе гидролиза трехкальциевого силиката выделяется гидроксид кальция, образуя пересыщенный раствор. В этом растворе находятся ионы сульфата, гидроксида и щелочей, а также небольшое количество кремнезема, глинозема и железа. Высокая концентрация ионов кальция и сульфатионов наблюдается непродолжительное время после затворения цемента водой, так как в течение нескольких минут из раствора начинают осаждаться первые новообразования - гидроксид кальция и этрингит. Приблизительно через час наступает вторая стадия гидратации, для которой характерно образование очень мелких гидросиликатов кальция. Вследствие того, что в реакции принимают участие лишь поверхностные слои зерен цемента, вновь образующиеся гидратные фазы, получившие название цементного геля, характеризуются очень тонкой гранулометрией, размер зерен цемента уменьшается незначительно. Новообразования в первую очередь появляются на поверхности цементных зерен. С увеличением количества новообразований и плотности их упаковки пограничный слой становится малопроницаем для воды примерно в течение 2-6 часов. Вторую стадию замедленной гидратации принято называть «скрытым или индукционным периодом» гидратации цемента. В течение скрытого периода цементное тесто представляет собой плотную суспензию, стабилизированную действием флокулообразующих сил. Однако силы притяжения между цементными частицами относительно слабы, что может быть объяснено следующим образом. Покрытые гелем зерна цемента образуют вокруг себя сольватный слой и имеют положительный Ј - потенциал. Совместное действие сольватного слоя и электрического заряда препятствует непосредственному контакту между соприкасающимися зернами. Вместе с тем эти зерна испытывают межчастичное притяжение, по крайней- мере, на V некоторых пограничных участках. Силы отталкивания и притяжения уравновешиваются на некотором расстоянии от поверхности раздела, где потенциальная энергия частиц минимальна. Цементное тесто под действием этих сил приобретает связанность и подвижность. В течение скрытого периода происходит постепенное поглощение поверхностными оболочками цементных зерен воды, толщина водных прослоек между зернами уменьшается, постепенно понижается подвижность теста и бетонной смеси. В гелевых оболочках появляется осмотическое давление. Внутренние слои цементных зерен, реагируя с водой, стремятся расшириться. В результате наступает разрушение гелевых оболочек, облегчается доступ воды в глубь цементных зерен, ускоряется процесс гидратации цемента. Наступает третья стадия процесса гидратации. Она характеризуется началом кристаллизации гидроксида кальция из раствора. Этот процесс происходит очень интенсивно. Так как на этом этапе количество гидратных фаз относительно мало, то в пространстве между частицами цемента происходит свободный рост тонких пластинок гидроксида кальция и гидросиликатов кальция и эттрингита в виде длинных волокон, которые образуются одновременно. Волокна новообразований проходят через поры, разделяют их на более мелкие и создают пространственную связь, усиливая сцепление между гидратными фазами и зернами цемента. С увеличением содержания гидратных фаз между ними возникают непосредственные контакты, число которых увеличивается - цементное тесто схватывается, затвердевает, образуется цементный камень. Образовавшаяся жесткая структура сначала является очень рыхлой, но постепенно она уплотняется: в заполненных водой порах этой структуры непрерывно появляются новые гидратные фазы. Объем пор и их размеры уменьшаются, возрастает количество контактов между новообразованиями, утолщаются и уплотняются гелевые оболочки на зернах цемента, срастающиеся в сплошной цементный гель, с включениями не прореагировавших центров цементных зерен. В результате возрастает прочность цементного камня и бетона[6]. Четвертая и пятая стадии процесса гидратации характеризуются замедленными реакциями, которые продолжаются до полной гидратации цемента. В этом периоде меняется характер пористости цементного камня в результате того, что образовавшиеся поры заполняются продуктами гидратации. Структура затвердевшего цементного камня уплотняется и образовавшийся ранее эттрингит может перейти в моносульфат. Время от начала затворения до момента резкого возрастания прочности называется периодом формирования структуры[2]. Дальнейшее упрочнение структуры происходит за счет роста новообразований внутри сложившейся матрицы и соответствует третьей стадии гидратации. К концу формирования структуры цементное тесто превращается в камень, завершается переход от пластической прочности цементного теста к хрупкой прочности затвердевшего цементного камня. В бетонной смеси на сроки схватывания существенное влияние оказывает заполнитель. Введенное в цементное тесто заполнитель вследствие проявления поверхностных сил сокращает период формирования структуры, причем, чем выше содержание заполнителя и его удельная поверхность, тем больше его влияние. Заполнитель оказывает заметное влияние на структурообразование бетона после затвердения бетонной смеси. Заполнитель может создавать жесткий каркас, упрочняющий структуру на первой стадии ее формирования. Наличие заполнителя существенным образом влияет и на условия твердения цементного камня. В бетоне взаимодействие цемента с водой и его твердение происходят в тонких прослойках между зернами заполнителя при постоянном взаимодействии с ним. Заполнитель повышает водоудерживающую способность цементного теста, ограничивает усадочные деформации, способствует образованию кристаллического каркаса цементного камня, влияет на изменение температуры и влажности в твердеющем цементном камне. Таким образом, заполнитель оказывает существенное влияние на формирование структуры цементного камня и бетона[2]. Процесс формирования структуры бетона можно разделить на три периода: - первый, в течение которого бетонная смесь превращается в бетон; - второй, во время которого структура бетона постепенно упрочняется; - третий, когда структура стабилизируется и почти не изменяется со временем. Структура бетонной смеси сохраняется и при затвердевании. Поэтому структуру бетона следует классифицировать по содержанию цементного камня и его размещению в бетоне. Однако на свойства бетона определяющее влияние оказывает его плотность и пористость. При прочих равных условиях объем и характер пористости, а также соотношение в свойствах отдельных составляющих бетона определяют его основные технические свойства, долговечность, стойкость в различных условиях. В этой связи целесообразно классифицировать структуру бетона с учетом ее плотности. Основные типы структур. - плотная; - с пористым заполнителем; - ячеистая; - зернистая. Плотная структура, в свою очередь, может иметь контактное размещение заполнителя, когда его зерна соприкасаются друг с другом через тонкую прослойку цементного камня, и «плавающее» расположение заполнителя, когда его зерна находятся на значительном удалении друг от друга. Плотная структура состоит из сплошной матрицы твердого материала (например, цементного камня), в которую вкраплены зерна другого твердого материала (заполнителя), достаточно прочно связаны с материалом матрицы. Ячеистая структура отличается тем, что в сплошной среде твердого материала распределены поры различных размеров в виде отдельно условно замкнутых ячеек. Зернистая структура представляет собой совокупность скрепленных между собой зерен твердого материала. Пористость зернистой структуры непрерывна и аналогична пустотности сыпучего материала. Наибольшей прочностью обладают материалы с плотной структурой, наименьшей - с зернистой. Плотные материалы менее проницаемы, чем ячеистые, а те, в свою очередь, менее проницаемы, чем материалы зернистой структуры. Последние обладают, как правило, наибольшим водопоглощением. Большое влияние на свойства материала оказывает размер зерен, пор или других структурных элементов. В этой связи в бетоне различают макроструктуру и микроструктуру. Под макроструктурой понимают структуру, видимую глазом или при небольшом увеличении. В качестве структурных элементов здесь различают крупный заполнитель, песок, цементный камень, воздушные поры. Иногда для анализа и построения технологических расчетов условно принимают макроструктуру, состоящую из двух элементов: крупного заполнителя и раствора, в котором объединяются цементный камень и песок. Микроструктурой называют структуру, видимую при большом увеличении под микроскопом. Для бетона большое значение имеет микроструктура цементного камня, которая состоит из не прореагировавших зерен цемента, новообразований и микропор различных размеров. Цементный камень является основным компонентом бетона, определяющим его свойства и долговечность. Основной составляющей микроструктуры цементного камня являются гидросиликаты кальция. Гидросиликаты кальция создают определенную пространственную структуру, которая включает не прореагировавшую часть зерен цемента с оболочкой новообразований в виде системы глобул и межзерновое пространство, заполненное в той или иной мере новообразованиями. Гидросиликаты кальция имеют кристаллическое и полукристаллическое или аморфное строение. Кристаллические продукты, имеющие различные размеры кристаллов, чаще появляются при тепловой, особенно автоклавной, обработке и при кристаллизации новообразований и межзерновом пространстве и порах. В цементном камне нормального твердения и в оболочке новообразований вблизи границы с исходным материалом, где возможности роста кристаллов ограничены, преобладают гелеобразные субмикрокристаллические продукты гидратации. Цементный камень содержит участки с различной структурой, сложенные разными минералами. Его строение отличается сложностью, многообразием и неоднородностью. Неоднородность строения обусловлена тем, что цементный камень состоит из глобул цементных зерен с постепенно убывающей к поверхности плотностью, контактной зоны между глобулами, состоящей из различных новообразований, а также включает поры, неплотности и дефекты структуры. Необходимо учитывать и химическую неоднородность камня, т.е. то, что отдельные участки состоят из отличающихся друг от друга минералов и в некоторых местах возможно значительное увеличение содержания отдельных компонентов по сравнению с их средним значением, определяемым физико-химическим анализом. Микроструктура и неоднородность цементного камня существенно влияют на его прочность и другие свойства. Свойства цементного камня зависят от его минералогического состава. Изменяя минералогический состав вяжущего и условия твердения, можно получать различные типы микроструктуры цементного камня: ячеистую, зернистую, волокнистую, сотовую или сложные структуры, состоящие из сочетания различных типов структуры. В технологии бетона используются различные вяжущие вещества, применяются разнообразные условия твердения бетона, что обусловливает различные типы микроструктуры цементного камня. Вблизи зерен заполнителя в результате влияния его поверхностных сил и ряда других причин микроструктура цементного камня может несколько изменяться по сравнению со структурой основной массы, поэтому часто рассматривают особо микроструктуру и свойства контактной зоны между цементным камнем и заполнителем, выделяя ее в виде отдельного структурного элемента. Определенное влияние на свойства бетона оказывает также микроструктура заполнителя. Структура бетона, как правило, изотропна, т.е. ее свойства по разным направлениям (приблизительно) одинаковы. Однако путем особых приемов формования или введения специальных структурообразующих элементов структуре бетона может быть придана анизотропность, т.е. ее свойства в одном направлении будут заметно отличаться от свойств в другом направлении. Для различных видов бетона характерна своя структура. Для тяжелых бетонов характерна плотная структура, для легких конструктивных - плотная структура с пористыми включениями, ячеистые бетоны имеют ячеистую структуру крупнопористые - зернистую. Подразделение на приведенные типы структур условно, в действительности структура бетона отличается большей сложностью, например в плотной структуре тяжелого бетона цементный камень имеет значительное количество пор, в плотной структуре легкого бетона поры наблюдаются не только у заполнителя, но и в цементном камне, отдельные ячейки в ячеистой структуре могут соединяться между собой капиллярами и т.д. Однако представление о различных типах структур позволяет более четко проектировать состав бетона, используя характерные для каждого случая зависимости. Бетоны являются искусственными каменными материалами. Известно, что прочность подобных материалов зависит от их плотности, так как она определяет плотность упаковки структурных элементов, объем и характер дефектов. Значения величины физической связи между молекулами у бетонов на различных материалах близки между собой, и прочность в основном обусловливается плотностью бетона и характером его структуры. Структура бетона неоднородна. Отдельные объемы материала могут значительно отличаться по своим свойствам, что оказывает заметное влияние на суммарные свойства материала. Могут различаться по свойствам не только цементный камень и заполнитель, но и отдельные зерна заполнителя друг от друга и отдельные микрообъемы цементного камня[6].
2.5. Обоснование и выпор способа производства железобетонных изделий Технологический процесс при изготовлении железобетонных изделий складывается из следующих операций: приемка и подготовка материалов; приготовление бетонной смеси; изготовление арматуры; подготовка форм; формование; тепловая обработка и распалубка; проверка качества изделий, их отделка, маркировка и паспортизация; хранение. Каждый процесс складывается из отдельных операций, выполняемых различными способами и машинами в зависимости от условий производства, видов и качества сырья, типов изготовляемых изделий и объема производства. Прогрессивный принцип организации технологического процесса в производстве сборного железобетона — поточность и возможно большая специализация технологических линий по виду изготовляемой продукции. Наиболее широко применяют агрегатно-поточные линии, стенды, кассеты и конвейеры[1]. При конвейерном способе производства формы с изделиями перемещаются с принудительным ритмом по всем технологическим постам линии специальными транспортными устройствами. Процесс изготовления изделий происходит в такой последовательности: подготовленная форма подается на пост формования, где в нее укладывается бетонная смесь с помощью бетоноукладчиков, затем на этом же посту или на следующем производится уплотнение бетонной смеси на виброплощадках или с помощью различных виброустройств; далее осуществляются заглаживание и отделка поверхности бетона и изделия помещаются в камеры тепло-влажностной обработки. Конвейерные линии могут быть периодического и непрерывного действия. На линиях периодического действия перемещение форм с изделиями происходите определенными интервалами. Число форм-тележек определяется производительностью линии, режимом тепловой обработки. Время формовочного ритма определяется временем наиболее загруженного поста. На конвейерных линиях применяют тепловые агрегаты непрерывного и периодического действия. К агрегатам непрерывного действия относятся горизонтальные щелевые и вертикальные камеры башенного типа, к агрегатам периодического действия - многоярусные щелевые и ямные камеры. Наибольшее распространение получили конвейеры периодического действия с формами, передвигаемыми по рельсам. Число постов на конвейерных линиях составляет 6-15, ритм работы конвейера находится в пределах 10-22 минут, скорость перемещения - от 0,9 до 1,3 м/с. Конвейерный способ производства дает возможность максимально автоматизировать технологические операции, достичь высокой эффективности производства благодаря применению принудительного режима перемещения изделий по постам; обеспечить снижение расхода тепловой энергии за счет непрерывного процесса тепловой обработки изделий; эффективно использовать технологическое оборудование, формы и оснастку; обеспечивает значительное повышение производительности труда. Конвейерные линии наиболее эффективны при специализированном серийном выпуске изделий: плит и панелей покрытий, перекрытий, наружных стеновых панелей, панелей цоколя. Конвейерные линии дают возможность изготовлять панели высокой заводской готовности при максимальной механизации процессов формования и отделки на всех постах. Пооперационное расчленение технологического процесса и узкая специализация обеспечивают высокую производительность труда. Непрерывность процессов повышает коэффициент использование оборудования. Однако конвейерный способ производства требует значительных капитальных вложений и затрат на обслуживание механизмов и оборудования, не обладает гибкостью технологии при переходе на новую номенклатуру выпускаемой продукции.[6]
Агрегатно-поточный способ производства является наиболее распространенным. Подготовленная форма с помощью мостового крана подается на пост формования, где в нее укладывается бетонная смесь с помощью бетоноукладчиков, затем на этом же посту производится уплотнение бетонной смеси на виброплощадках, заглаживание и отделка поверхности бетона. После этого формы с изделиями поступают в камеры тепловлажностной обработки. Формы и изделия двигаются от поста к посту с произвольным интервалом. Технологические посты не зависят один от другого, ритм работы одного и того же поста может изменяться: 10-16 минут - на посту укладки бетонной смеси и 6-12 часов - на посту тепловой обработки. Этот способ позволяет использовать, различное технологическое оборудование, различные по размерам формы, изготовлять широкую номенклатуру изделий. Агрегатно-поточный способ для мелкосерийного производства является наиболее выгодным. При несложном технологическом оборудовании, небольших производственных площадях и затратах на строительство этот способ дает высокий съем продукции с 1 м2 производственной площади цеха. Здесь сочетаются небольшие затраты труда со сравнительно низкими удельными капитальными вложениями. Этот способ позволяет разделить технологические операции по специализированным постам, создать условия для организации четкого пооперационного контроля качества изделий, обеспечивает высокий коэффициент использования оборудования и оборачиваемость форм. Годовая производительность агрегатно-поточной технологической линии определяется номенклатурой выпускаемой продукции, режимом формования изделий и продолжительностью работы формовочного поста.[2] При стендовом способе производства формование изделий производится в стационарных неперемещаемых формах, а оборудование перемещается от одной формы к другой. Тепловая обработка производится непосредственно в форме. Уплотнение бетонной смеси осуществляется навесными или глубинными вибраторами. Особенностью стендового способа производства является то, что все технологические процессы (установка арматурных каркасов, формование, твердение бетона, распалубка, чистка форм и т.д.) выполняются на одном месте. Этот способ требует незначительного объема капительных затрат, экономичен для изготовления изделий малыми сериями. Стендовую технологию применяют на открытых полигонах и закрытых цехах при изготовлении тяжелых длинномерных конструкций, особенно предварительно напряженных (подкрановые балки, фермы и т.д.). Широкое распространение получили плоские стенды, представляющие собой бетонную гладкую площадку, разделенную на отдельные формовочные линии. По способу организации работы плоские стенды делятся на протяженные, пакетные и короткие. Протяженные стенды используют для изготовления длинномерных изделий с большим поперечным сечением и большой высотой, пакетные - для изделий с небольшим поперечным сечением. Короткий стенд состоит из отдельных стационарных формовочных постов в виде силовых форм, в которых изготовляются предварительно напряженные железобетонные формы, балки и др.[2] К недостаткам стендового способа производства относятся: подача материалов ко всем постам; низкая степень механизации работ; непроизводительные затраты времени при выполнении одних и тех же операций на различных постах; подвод энергетических коммуникаций ко всем постам; низкая оборачиваемость оборудования и нерациональное использование производственных площадей. Разновидностью этого способа являются силовые формы, формы с виброорганом, установки для изготовления объемных элементов.[6] При кассетном способе производства изделия формуют и осуществляют тепловлажност-ную обработку их в неподвижной вертикальной кассетной установке. Кассетная установка представляет собой ряд отсеков, образованных стальными или железобетонными стенками. В каждом отсеке формуется одно изделие. Бетонная смесь в кассетные отсеки подается ленточным транспортером либо насосом по бетоноводу. При этом смесь проходит узкий формовочный отсек (60-200 мм), в котором размещены арматурный каркас, проемообразователи, закладные детали, каналообразователи для скрытой электропроводки. Уплотнение смеси производится навесными и глубинными вибраторами. Для тепловлажностной обработки в кассетной установке имеются специальные паровые рубашки. При распалубке стенки отсеков кассеты несколько раздвигаются механизмом, и изделие краном извлекается из кассеты. Кассетные установки работают по стендовой схеме организации производства, при которой выполнение всех технологических операций происходит последовательно на одном посту, в одной установке, а подача арматурных каркасов, извлечение и транспортирование готовых панелей выполняются мостовыми кранами.[2] Кассетные установки периодического действия работают по стендовому способу, и их оборачиваемость не превышает 1,5-2 формовки в сутки. Повысить производительность кассетных установок периодического действия можно путем применения двухстадийной тепловой обработки, когда изделие в кассете набирает 40-45 % марочной прочности, после чего их распалубливают и изделия дозревают в камерах твердения. Широкое распространение способ формования железобетонных изделий в кассетных установках получил с развитием полносборного домостроения. Панели внутренних стен, перегородок, перекрытий, для которых требуется хорошее качество обработки обеих поверхностей, нерационально изготовлять в горизонтальном положении.[1] В настоящее время на домостроительных заводах действует около 4 тысяч кассетных установок, в которых изготовляют примерно 15 млн. м3 изделий в год. Установки отличаются большой компактностью, простотой, надежностью в работе, малым физическим износом при эксплуатации. Съем изделий с 1 мІ производственной площади при кассетной технологии на 23 % выше, чем при агрегатно-поточной, и на 10-25 % больше, чем на горизонтальных конвейерных линиях. Изделия имеют гладкие поверхности, четкие ровные ребра, полное соответствие геометрическим размерам. Однако кассетная технология имеет и недостатки: отсутствует надлежащее уплотнение бетонной смеси в формовочных отсеках, что ведет к применению подвижных бетонных смесей (П = 12-16 см) с большим водосодержанием. Это увеличивает расход цемента, расслаивае-мость бетонной смеси, неоднородность прочности бетона по высоте изделия; повышенное водосодержание, недостаточная вибрация приводят к многочисленным порам и раковинам на поверхности изделий, что требует шпатлевки на специальных отделочных комплексах; для стендовой кассетной технологии характерны простои формовочного оборудования в процессе тепловой обработки изделий и большая удельная металлоемкость[6].
2.5.1.Характеристики технологических линий
| Производи-
| Съём с 1 м 2
| Металлов
| Трудоёмкость,
|
| тельность,
| производствен-
| МКОСТЬ,
| чел. дней/м3
|
| тыс. м
| ной площади,
| кг/ м і
|
|
|
| м /м
|
|
| | Агрегатно-
| 5-50
| _
| 22-32
| 0,4-0,45
| | поточная
|
|
|
|
| | Стендовая
| 3-20
| 2-7
| 25-27
| 0,4-0,65
| | Кассетная
| 15-25
| 12-13
| 24-27
| 0,25-0,35
| | Конвейерная
| 20-65
| 9-20
| 17-32
| 0,25-0,4
|
Учитывая все характеристики основных технологий производства, их недостатки, номенклатуру выпускаемой продукции, а также мощность предприятия считаю целесообразным осуществлять производство свай, ригелей и безнапорных железобетонных труб по агрегатно-поточной технологии, а колонн тяжелого каркаса по стендовой.
2.6. Определение состава бетонной смеси Бетонная смесь представляет собой сложную многокомпонентную систему, состоящую из новообразований, образовавшихся при взаимодействии вяжущего с водой, непрореагированных частиц клинкера, заполнителя, воды, вводимых специальных добавок и вовлеченного воздуха. Бетонные смеси должны обеспечивать получение бетонов с заданными показателями по прочности, средней плотности, морозостойкости и водонепроницаемости (при необходимости) и другими нормируемыми показателями качества бетона. Состав бетонной смеси подбирают по ГОСТ 27006 - 86. Бетонные смеси приготовляют с использованием цементов, заполнителей и добавок по стандартам и техническим условиям на материалы конкретных видов в соответствии с ГОСТ 26633 – 91. Вода для затворения бетонных смесей и приготовления добавок должна соответствовать ГОСТ 23732. Бетонные смеси на месте укладки принимают по объему. Объем бетонной смеси, установленный при погрузке, должен быть уменьшен на коэффициент уплотнения Куп. при ее транспортировании и уплотнении, устанавливаемый по согласованию изготовителя с потребителем. Для тяжелых бетонов: П2 - Куп. = 0,97; ПЗ-П5 - Куп. = 0,98. Методы контроля. Пробы бетонной смеси отбирают в соответствии с требованиями ГОСТ 10181 – 81, ГОСТ 10180 – 80, ГОСТ 18105 - 86 Материалы для приготовления бетонных смесей испытывают в соответствии с требованиями стандартов и технических условий на эти материалы. Концентрацию рабочего раствора добавок определяют ареометром в соответствии с требованиями стандартов и технических условий на добавки конкретных видов. Удобоукладываемость бетонной смеси определяют по осадке конуса; показатели расслаиваемости определяют по ГОСТ 10181.4 - 81; прочность бетона определяют по ГОСТ 10180-80, ГОСТ 22690 – 77; среднюю плотность - по ГОСТ 12730.1 – 78; морозостойкость - по ГОСТ 10060 – 87; водонепроницаемость - по ГОСТ 12730.5 – 78.
2.7. Проектирование состава тяжёлого бетона В результате проектирования состава бетона должно быть определено такое соотношение между используемыми материалами, при котором будет гарантирована прочность бетона в конструкции с учетом технологии ее изготовления, необходимая подвижность бетонной смеси и экономичность бетона (минимальный расход цемента) Проектирование состава бетона включает: а) назначение требований к бетону, исходя из вида и особенностей службы и изготовления конструкций; б) выбор материалов для бетона и получение необходимых данных, характеризующих их свойства; в) определение предварительного состава бетона, . г) проверку состава в пробных замесах; д) контроль за бетонированием; е) корректировку состава в процессе производства при колебаниях свойств заполнителя и других факторов. Определение предварительного состава бетона производят на основе зависимости прочности бетона от активности цемента, цементно-водного фактора и качества используемых материалов и зависимости подвижности бетонной смеси от расхода воды и других факторов. Для получения уточненных зависимостей свойств бетона и бетонной смеси от его состава, если имеется возможность, проводят предварительные испытания. При этом желательно использовать математические методы планирования эксперимента и обработки его результатов. Бетонная смесь обладает необходимой удобоукладываемостью только при содержании в ней достаточного количества цемента. Уменьшение количества цемента ниже определенных величин повышает опасность расслоения бетонной смеси и может привести к появлению в смеси микропустот и снижению прочности и долговечности бетона. Минимальный расход цемента зависит от консистенции бетонной смеси и крупности заполнителя. Если при определении состава бетона окажется, что расход цемента, требуемый из условия получения заданной прочности, ниже указанных значений, то в расчет принимают минимальный расход цемента. Для экономичного расходования цемента необходимо, чтобы его марка превышала заданную марку бетона. При использовании для бетона более низких марок цемента требуется слишком большой его расход. Наоборот, когда марка цемента излишне высока, может оказаться, что расход цемента будет меньше минимальных значений, требуемых техническими условиями для получения бетона необходимой плотности. В этом случае для экономии цемента в бетон целесообразно вводить тонкомолотую добавку - активную кремнеземистую или инертную (золу, молотый кварцевый песок, известняковую муку и др.). В качестве заполнителей бетона стремятся использовать, как правило, местные материалы или материалы из близко расположенных карьеров, но отбирают из них те, которые позволяют получать бетон с заданными свойствами при минимальных расходах цемента. Заданную подвижность бетонной смеси обеспечивают правильным назначением расхода воды, а прочность бетона — правильным назначением водоцементного отношения и расхода цемента. Минимального расхода цемента добиваются правильным выбором содержания крупного и мелкого заполнителя[6].
3. Подбор состава производственного бетона.
3.1. Подбор производственного состава тяжелого бетона М500, для колонн тяжелого каркаса, изготавливаемых по стендовой технологии методом радиального прессования из жесткой бетонной смеси, жесткостью 10 секунд.
Исходные компоненты смеси:
Портландцемент Rц = 60 МПа; ρц = 3,19 г/ смІ; ρнас = 1600 кг/ мі; Песок средней крупности (Мк = 2,1), ρп = 2,56 г/ смІ; ρнас = 1500 кг/ мі; W = 6% [7] Щебень гравийный с максимальной крупностью зерен 20 мм; ρщ = 2,65 г/ смі; ρнас = 1350 кг/ мі; W = 1,8 %; Пустотность Пщ = 49% [7]
Определяем состав высокопрочного бетона при применении цемента марки 500.
1. Определение расхода воды.
Расход воды отвечающий требуемой подвижности бетонной смеси ОК = 5 см и крупность заполнителя до 20 мм составит 200 литров (см. график 3.22 [1]) При использовании добавки суперпластификатора С – 3 в дозировке 0,75 % от массы цемента Водопотребность бетонной смеси снижается на 20 % [ табл. 8.7, 2] Тогда расход воды в бетонной смеси с добавкой определяют по формуле [1]; В = В0 К ; где к – коэффициент , учитывающей снижение расхода воды при введении добавки (К = 0,8) В = 200 * 0,8 = 160 л.
2. Определяем В/Ц отношение, зависящее от требуемой прочности бетона, активности цемента и вида заполнителей [1]. В/Ц = A * Rц /(R6+A* 0,5Rц); где Rц – марка цемента по прочности , МПа Rб – марка по прочности бетона, МПа А – коэффициент, учитывающий качество заполнителя [табл. 5.2; 1] (А = 0,6 – заполнитель среднего качества) В/Ц = 0,6 * 500 / (500 + 0,6 * 0,5 * 500) = 0,46
3. Определение расхода цемента.
Ц = В/(В/Ц) Отпускная прочность бетона для колонн после ТВО 70% от марочной. В зависимости от отпускной прочности бетона и его проектной марки принимается коэффициент изменения расхода цемента К70 = 1[2]. Следовательно расход цемента с учетом коэффициента изменения расхода составляет Ц = В/ (В/Ц) * К70 = (160 / 0,46) * 1 = 348 кг
4. по таблице 10.4. [1] устанавливаем коэффициент раздвижки зерен для пластичных бетонных смесей. Для смеси с расходом цемента 348 кг и В/Ц = 0,46; α = 1,36
5. Расход щебня определяется из соотношения.
Щ = 1000/ (α Пщ/ ρнас + 1/ ρщ); [1]
где Пщ - пустотность щебня (Пщ = 49%) ρнас – насыпная плотность (ρнас = 1350 кг/ мі) ρщ – плотность ( ρщ = 2,65 г/ смі)
Щ = 1000 / (1,36 * 0,49/1,35 + 1/2,65 ) = 1150 кг
6. Расход песка определяется из соотношения.
П = ρп ( 1000 – Ц/ ρц – В – Щ/ ρщ); [1] П = 2,56 (1000 – 349/3,19 – 160 – 1150/2,65) = 786 кг
7. Расход добавки суперпластификатора рассчитывается исходя из ее дозировки по массе сухого цемента. Дозировка суперпластификатора составляет 0,75% по массе цемента [1], соответственно: Д = 0,0075 * 348 = 2,61 кг Но по технологии добавку вводят в бетоносмеситель в сочетании с водой. Следовательно необходимо вычислить расход раствора добавки с водой в 15% концентрации [табл.10.11;2] А = ЦД/ (К * ρр); [2] где Ц – расход цемента, кг/ мі; Д – дозировка добавки в %; К – концентрация приготовленного раствора (К = 15%[2]); ρр – плотность раствора исходя из его концентрации (ρр = 1,065 г/ смі [табл. 8.13; 2]) А = 348 * 0,75/ (15 * 1,065) = 16,5 л Недостающее количество для затворения 1 мі бетонной смеси воды В2 (л) определяется по формуле [1]. В2 = В - А * ρр (1 – К/100) = 160 – 16,5 * 1,065 (1 – 15/100) = 145 л Ориентировочный состав полученной бетонной смеси с добавкой С – 3: Ц = 348 кг; В2 = 145 л; Д = 2,61 кг(А = 16,5 л); П = 786 кг; Щ = 1150 кг Расчетная плотность: ρб.с. = 2446 кг/ мі Определение состава бетона с учетом влажности заполнителей: 1) Определение содержания воды в заполнителях определяется по формулам [1]: Вп = П * Wп = 786 * 0,06 = 47,26 л Вщ = П * Wщ = 1150 * 0,018 = 21 л 2) Действительный расход воды определяем по формулам [1]: Вд = В2 – Вп – Вщ = 145 – 47,2 – 21 = 76,8 л 3) Соответственно расход песка и щебня увеличивается на объем воды, которая в них содержится [1]: Пд = П + Вп = 786 + 47,2 = 833,2 кг Щд = Щ + Вщ = 1150 + 21 = 1171 кг Окончательный производственный состав бетонной смеси: Ц = 348 кг; В = 76,8 л; Пд = 833,2 л; Щд = 1171 кг; Д = 2,61 кг ( А = 16,5 л)
3.2. Расчет состава бетона М200 (В15) для забивных свай, изготовляемых по агрегатно-поточной технологии, с уплотнением на виброплощадках, со 100% марочной прочностью после ТВО.
Исходные компоненты смеси:
Портландцемент Rц = 40 МПа; ρц = 3,19 г/ смІ; ρнас = 1600 кг/ мі; Песок средней крупности (Мк = 2,1), ρп = 2,56 г/ смІ; ρнас = 1500 кг/ мі; W = 6% [7] Щебень гравийный с максимальной крупностью зерен 20 мм; ρщ = 2,65 г/ смі; ρнас = 1350 кг/ мі; W = 1,8 %; Пустотность Пщ = 49% [7]
Определяем состав высокопрочного бетона марки М200 при применении цемента марки М400.
1. Определение расхода воды.
Расход воды отвечающий требуемой подвижности бетонной смеси ОК = 5 см и крупность заполнителя до 20 мм составит 200 литров (см. график 3.22 [1]) При использовании добавки суперпластификатора С – 3 в дозировке 0,75 % от массы цемента водопотребность бетонной смеси снижается на 20 % [ табл. 8.7, 2] Тогда расход воды в бетонной смеси с добавкой определяют по формуле [1]; В = В0 К ; где к – коэффициент , учитывающей снижение расхода воды при введении добавки (К = 0,8) В = 200 * 0,8 = 160 л.
2. Определяем В/Ц отношение, зависящее от требуемой прочности бетона, активности цемента и вида заполнителей [1]. В/Ц = A * Rц /(R6+A* 0,5Rц); где Rц – марка цемента по прочности , МПа Rб – марка по прочности бетона, МПа А – коэффициент, учитывающий качество заполнителя [табл. 5.2; 1] (А = 0,6 – заполнитель среднего качества) В/Ц = 0,6 * 400 / (200 + 0,6 * 0,5 * 400) = 0,75
3. Определение расхода цемента.
Ц = В/(В/Ц) Отпускная прочность бетона для свай после ТВО 100% от марочной. В зависимости от отпускной прочности бетона и его проектной марки принимается коэффициент изменения расхода цемента К100 = 1,22[2]. Следовательно расход цемента с учетом коэффициента изменения расхода составляет Ц = В/ (В/Ц) * К100 = (160 / 0,75) * 1,22 = 260,22 кг
4. по таблице 10.4. [1] устанавливаем коэффициент раздвижки зерен для пластичных бетонных смесей. Для смеси с расходом цемента 260 кг и В/Ц = 0,75; α = 1,36
5. Расход щебня определяется из соотношения.
Щ = 1000/ (α Пщ/ ρнас + 1/ ρщ); [1]
где Пщ - пустотность щебня (Пщ = 49%) ρнас – насыпная плотность (ρнас = 1350 кг/ мі) ρщ – плотность ( ρщ = 2,65 г/ смі)
Щ = 1000 / (1,36 * 0,49/1,35 + 1/2,65 ) = 1150 кг
6. Расход песка определяется из соотношения.
П = ρп ( 1000 – Ц/ ρц – В – Щ/ ρщ); [1] где ρп – плотность песка; Ц – расход цемента; ρц – плотность цемента; В – расход воды; Щ – расход щебня; ρщ – плотность щебня П = 2,56 (1000 – 260/3,19 – 160 – 1150/2,65) = 832,5 кг
7. Расход добавки суперпластификатора С – 3 рассчитывается исходя из ее дозировки по массе сухого цемента. Дозировка суперпластификатора составляет 0,75% по массе цемента [1], соответственно: Д = 0,0075 * 260 = 1,95 кг Но по технологии добавку вводят в бетоносмеситель в сочетании с водой. Следовательно необходимо вычислить расход раствора добавки с водой в 15% концентрации [табл.10.11;2] А = ЦД/ (К * ρр); [2] где Ц – расход цемента, кг/ мі; Д – дозировка добавки в %; К – концентрация приготовленного раствора (К = 15%[2]); ρр – плотность раствора исходя из его концентрации (ρр = 1,065 г/ смі [табл. 8.13; 2]) А = 260 * 0,75/ (15 * 1,065) = 12,2 л Недостающее количество для затворения 1 мі бетонной смеси воды В2 (л) определяется по формуле [1]. В2 = В - А * ρр (1 – К/100) = 160 – 12,2 * 1,065 (1 – 15/100) = 149 л Ориентировочный состав полученной бетонной смеси с добавкой С – 3: Ц = 260 кг; В2 = 149 л; Д = 1,95 кг(А = 12,2 л); П = 832,5 кг; Щ = 1150 кг Расчетная плотность: ρб.с. = 2394 кг/ мі Определение состава бетона с учетом влажности заполнителей: 1) Определение содержания воды в заполнителях определяется по формулам [1]: Вп = П * Wп = 786 * 0,06 = 50 л Вщ = П * Wщ = 1148 * 0,018 = 20,6 л 2) Действительный расход воды определяем по формулам [1]: Вд = В2 – Вп – Вщ = 149 – 50 – 20,6 = 78,4 л 3) Соответственно расход песка и щебня увеличивается на объем воды, которая в них содержится [1]: Пд = П + Вп = 832,5 + 50 = 882,5 кг Щд = Щ + Вщ = 1150 + 20,6 = 1168,6 кг Окончательный производственный состав бетонной смеси: Ц = 260,2 кг; В = 78,4 л; Пд = 882,5 л; Щд = 1168,6 кг; Д = 1,95 кг ( А = 12,2 л)
3.3. Расчет состава тяжелого бетона М400 для ригелей, изготавливаемых по агрегатоно-поточной технологии , с уплотнением на вибростенде и 70% прочности от марочной после ТВО.
Исходные компоненты смеси:
Портландцемент Rц = 60 МПа; ρц = 3,19 г/ смІ; ρнас = 1600 кг/ мі; Песок средней крупности (Мк = 2,1), ρп = 2,56 г/ смІ; ρнас = 1500 кг/ мі; W = 6% [7] Щебень гравийный с максимальной крупностью зерен 20 мм; ρщ = 2,65 г/ смі; ρнас = 1350 кг/ мі; W = 1,8 %; Пустотность Пщ = 49% [7]
Определяем состав высокопрочного бетона марки М400 при применении цемента марки М500.
1. Определение расхода воды.
Расход воды отвечающий требуемой подвижности бетонной смеси ОК = 5 см и крупность заполнителя до 20 мм составит 200 литров (см. график 3.22 [1]) При использовании добавки суперпластификатора С – 3 в дозировке 0,75 % от массы цемента водопотребность бетонной смеси снижается на 20 % [ табл. 8.7, 2] Тогда расход воды в бетонной смеси с добавкой определяют по формуле [1]; В = В0 К ; где к – коэффициент , учитывающей снижение расхода воды при введении добавки (К = 0,8) В = 200 * 0,8 = 160 л.
2. Определяем В/Ц отношение, зависящее от требуемой прочности бетона, активности цемента и вида заполнителей [1]. В/Ц = A * Rц /(R6+A* 0,5Rц); где Rц – марка цемента по прочности , МПа Rб – марка по прочности бетона, МПа А – коэффициент, учитывающий качество заполнителя [табл. 5.2; 1] (А = 0,6 – заполнитель среднего качества) В/Ц = 0,6 * 500 / (400 + 0,6 * 0,5 * 500) = 0,43
3. Определение расхода цемента.
Ц = В/(В/Ц) Отпускная прочность бетона для ригелей после ТВО 70% от марочной. В зависимости от отпускной прочности бетона и его проектной марки принимается коэффициент изменения расхода цемента К70 = 1[2]. Следовательно расход цемента с учетом коэффициента изменения расхода составляет Ц = В/ (В/Ц) * К70 = (160 / 0,43) * 1 = 372 кг
4. по таблице 10.4. [1] устанавливаем коэффициент раздвижки зерен для пластичных бетонных смесей. Для смеси с расходом цемента 372 кг и В/Ц = 0,43; α = 1,35
5. Расход щебня определяется из соотношения.
Щ = 1000/ (α Пщ/ ρнас + 1/ ρщ); [1]
где Пщ - пустотность щебня (Пщ = 49%) ρнас – насыпная плотность (ρнас = 1350 кг/ мі) ρщ – плотность ( ρщ = 2,65 г/ смі)
Щ = 1000 / (1,35 * 0,49/1,35 + 1/2,65 ) = 1153 кг
6. Расход песка определяется из соотношения.
П = ρп ( 1000 – Ц/ ρц – В – Щ/ ρщ); [1] где ρп – плотность песка; Ц – расход цемента; ρц – плотность цемента; В – расход воды; Щ – расход щебня; ρщ – плотность щебня П = 2,56 (1000 – 372/3,19 – 160 – 1153/2,65) = 738 кг
7. Расход добавки суперпластификатора С – 3 рассчитывается исходя из ее дозировки по массе сухого цемента. Дозировка суперпластификатора составляет 0,75% по массе цемента [1], соответственно: Д = 0,0075 * 372 = 2,8 кг Но по технологии добавку вводят в бетоносмеситель в сочетании с водой. Следовательно необходимо вычислить расход раствора добавки с водой в 15% концентрации [табл.10.11;2] А = ЦД/ (К * ρр); [2] где Ц – расход цемента, кг/ мі; Д – дозировка добавки в %; К – концентрация приготовленного раствора (К = 15%[2]); ρр – плотность раствора исходя из его концентрации (ρр = 1,065 г/ смі [табл. 8.13; 2]) А = 372 * 0,75/ (15 * 1,065) = 17,5 л Недостающее количество для затворения 1 мі бетонной смеси воды В2 (л) определяется по формуле [1]. В2 = В - А * ρр (1 – К/100) = 160 – 17,5 * 1,065 (1 – 15/100) = 144 л Ориентировочный состав полученной бетонной смеси с добавкой С – 3: Ц = 372 кг; В2 = 144 л; Д = 2,8 кг(А = 17,5 л); П = 738 кг; Щ = 1153 кг Расчетная плотность: ρб.с. = 2425 кг/ мі Определение состава бетона с учетом влажности заполнителей: 1) Определение содержания воды в заполнителях определяется по формулам [1]: Вп = П * Wп = 738 * 0,06 = 44,3 л Вщ = П * Wщ = 1153 * 0,018 = 20,8 л 2) Действительный расход воды определяем по формулам [1]: Вд = В2 – Вп – Вщ = 144 – 44,3 – 20,8 = 79 л 3) Соответственно расход песка и щебня увеличивается на объем воды, которая в них содержится [1]: Пд = П + Вп = 738 + 44,3 = 782 кг Щд = Щ + Вщ = 1153 + 20,8 = 1174 кг Окончательный производственный состав бетонной смеси: Ц = 372 кг; В = 79 л; Пд = 782 л; Щд = 1174 кг; Д = 2,61кг ( А = 16,5 л)
3.4. Расчет состава тяжелой жесткой смеси М400 для производства безнапорных железобетонных труб диаметром 600 и 800 мм, производимых по агрегатно-поточной технологии методом радиального прессования
Для производства применяется жесткая бетонная смесь, жесткостью 20 сек, изготавливаемой при помощи применения портландцемента марки М500. Исходные компоненты смеси:
Портландцемент Rц = 60 МПа; ρц = 3,19 г/ смІ; ρнас = 1600 кг/ мі; Песок средней крупности (Мк = 2,1), ρп = 2,56 г/ смІ; ρнас = 1500 кг/ мі; W = 6% [7] Щебень гравийный с максимальной крупностью зерен 20 мм; ρщ = 2,65 г/ смі; ρнас = 1350 кг/ мі; W = 1,8 %; пустотность Пщ = 49% [7] Определяем состав жесткой бетонной смеси марки М400 при применении цемента марки М500.
1. Определение расхода воды.
Расход воды отвечающий требуемой жесткости бетонной смеси в 20 с и наибольшей крупности заполнителя до 20 мм составит 150 литров (см. график 3.10 [2]) При использовании добавки суперпластификатора С – 3 в дозировке 0,75 % от массы цемента водопотребность бетонной смеси снижается на 20 % [ табл. 8.7, 2] Тогда расход воды в бетонной смеси с добавкой определяют по формуле [1]; В = В0 К ; где к – коэффициент , учитывающей снижение расхода воды при введении добавки (К = 0,8) В = 150 * 0,8 = 120 л.
2. Определяем В/Ц отношение, зависящее от требуемой прочности бетона, активности цемента и вида заполнителей [1]. В/Ц = A * Rц /(R6+A* 0,5Rц); где Rц – марка цемента по прочности , МПа Rб – марка по прочности бетона, МПа А – коэффициент, учитывающий качество заполнителя [табл. 5.2; 1] (А = 0,6 – заполнитель среднего качества) В/Ц = 0,6 * 500 / (400 + 0,6 * 0,5 * 500) = 0,55
3. Определение расхода цемента.
Ц = В/(В/Ц) Отпускная прочность бетона применяемого для производства безнапорных железобетонных труб после ТВО составляет 70% от марочной. В зависимости от отпускной прочности бетона и его проектной марки принимается коэффициент изменения расхода цемента К70 = 1[2]. Следовательно расход цемента с учетом коэффициента изменения расхода составляет Ц = В/ (В/Ц) * К70 = (120 / 0,55) * 1 = 218 кг
4. Для жестких бетонных смесей при расходе цемента менее 400 кг/ мі коэффициент раздвижки зерен применяется равным α = 1,1 [2].
5. Расход щебня определяется из соотношения.
Щ = 1000/ (α Пщ/ ρнас + 1/ ρщ); [1]
где Пщ - пустотность щебня (Пщ = 49%) ρнас – насыпная плотность (ρнас = 1350 кг/ мі) ρщ – плотность ( ρщ = 2,65 г/ смі)
Щ = 1000 / (1,1 * 0,49/1,35 + 1/2,65 ) = 1288 кг
6. Расход песка определяется из соотношения.
П = ρп ( 1000 – Ц/ ρц – В – Щ/ ρщ); [1] где ρп – плотность песка; Ц – расход цемента; ρц – плотность цемента; В – расход воды; Щ – расход щебня; ρщ – плотность щебня П = 2,56 (1000 – 218/3,19 – 120 – 1288/2,65) = 834 кг
7. Расход добавки суперпластификатора С – 3 рассчитывается исходя из ее дозировки по массе сухого цемента. Дозировка суперпластификатора составляет 0,75% по массе цемента [1], соответственно: Д = 0,0075 * 218 = 1,6 кг Но по технологии добавку вводят в бетоносмеситель в сочетании с водой. Следовательно необходимо вычислить расход раствора добавки с водой в 15% концентрации [табл.10.11;2] А = ЦД/ (К * ρр); [2] где Ц – расход цемента, кг/ мі; Д – дозировка добавки в %; К – концентрация приготовленного раствора (К = 15%[2]); ρр – плотность раствора исходя из его концентрации (ρр = 1,065 г/ смі [табл. 8.13; 2]) А = 218 * 0,75/ (15 * 1,065) = 10,2 л Недостающее количество для затворения 1 мі бетонной смеси воды В2 (л) определяется по формуле [1]. В2 = В - А * ρр (1 – К/100) = 120 – 10,2 * 1,065 (1 – 15/100) = 111 л Ориентировочный состав полученной бетонной смеси с добавкой С – 3: Ц = 218 кг; В2 = 111 л; Д = 1,6 кг (А = 10,2 л); П = 834 кг; Щ = 1288 кг Расчетная плотность: ρб.с. = 2460 кг/ мі
Определение состава бетона с учетом влажности заполнителей: 1) Определение содержания воды в заполнителях определяется по формулам [1]: Вп = П * Wп = 834 * 0,06 = 50 л Вщ = П * Wщ = 1288 * 0,018 = 23,2 л 2) Действительный расход воды определяем по формулам [1]: Вд = В2 – Вп – Вщ = 111 – 50 – 23,2 = 37,8 л 3) Соответственно расход песка и щебня увеличивается на объем воды, которая в них содержится [1]: Пд = П + Вп = 834 + 50 = 884 кг Щд = Щ + Вщ = 1288 + 23,2 = 1311,2 кг Окончательный производственный состав бетонной смеси: Ц = 218 кг; В = 37,8 л; Пд = 884 кг; Щд = 1311,2 кг; Д = 1,6кг ( А = 10,2 л)
4. Режим работы предприятия.
Исходя из режима работы предприятия определяется количество рабочих дней в году, количество смен в сутки и количество часов работы в смену. При произведении этих трех основных показателей определяется годовой фонд рабочего времени основных фондов предприятия. При назначении числа смен учитывается число времени в течении суток для текущего осмотра и ремонта оборудования, а также характер работы оборудования (непрерывная или прерывная работа). На бетонных заводах практикуется двух или трехсменный рабочий день, зависящий от мощности производства. Пропарочные камеры, автоклавы, тепловое оборудование работают в три смены, а цехи по приготовлению бетонной смеси, формовочные цехи, арматурозаготовительные цехи, склады готовой продукции могут работать как в 2 так и в 3 смены. Режим работы проектируемого предприятия приведен в табл. 3.7.1.
Табл. 4.2.1. Режим работы предприятия (подобран на основании ОНТП – 07 – 85) | Цеха | Количество раб. дней в году. | Количество смен в сутки | Рабочих часов в смене. | Годовой фонд раб. времени в часах. | | Формовочный | 260 | 3 | 8 | 5928 | | Сырьевой. | 365 | 3 | 8 | 8760 | | Бетоносмесит. отделение | 260 | 3 | 8 | 5980 | | Арматурный | 260 | 3 | 8 | 6240 | | Склад готовой продукции. | 260 | 3 | 8 | 6240 |
Следует учесть, что годовой фонд работы оборудования производственных цехов (формовочного и БСУ) рассчитывается с учетом коэффициента использования оборудования равного 0,95 (ОНТП – 07 – 85) В таблице 3.3.2. приведены объемы выпуска предприятия по основным видам продукции.
Табл. 4.2.2. Объемы выпуска изделий. | Марка изделия | Вып. изд. в час, шт. | Вып. изд. в смену, шт. | Выпуск изд. в сутки, шт. | Выпуск изд. в год, шт. | Выпуск изд. в час, мі. | Вып. изд. в смену, мі. | Выпуск изд. в сутки, мі. | Выпуск изд. в год, мі. | | С.60.30-АIII | 4,4 | 36 | 107,8 | 27272,7 | 2,47 | 19,7 | 59,3 | 15 000 | | С.40.30-АIII | 6,6 | 53,4 | 160,2 | 40540,5 | 2,47 | 19,7 | 59,3 | 15 000 | | 1 КОД 42.1 | 4,2 | 34,3 | 102,9 | 26042 | 2,1 | 16,46 | 49,4 | 12 500 | | 1 КОО 42.1 | 5,3 | 42,2 | 126,7 | 32051 | 2,1 | 16,46 | 49,4 | 12 500 | | РДП 9.57 - 90 | 4,9 | 39,4 | 118,3 | 29940 | 0,8 | 6,59 | 19,8 | 5 000 | | РТБ 50.50. – 2(3) | 1,4 | 12 | 34 | 8621 | 0,8 | 6,59 | 19,8 | 5 000 | | РТБ 80.50. – 2(3) | 0,7 | 6 | 17 | 4167 | 0,8 | 6,59 | 19,8 | 5 000 | | Итого | 70 000 |
В таблице 4.2.3. приведены основные потребности производства в сырье, основных и вспомогательных материалов (с учетом работы предприятия в смены)
Табл. 4.2.3. Основные потребности в материалах. | Марка изделия | Сырье и полуфабрикаты | Ед. измер. | Расход в год | Расход в сутки | Расход в смену | Расход в час | | Сваи забивные С 60.30. – АIII и С 60.30. – АIII, изготавливаемые по агрегатно-поточному способу | Бет. смесь М200 | мі | 27419 | 108,3 | 36,1 | 4,5 | | Цемент М400 | т | 7200 | 28,5 | 9,5 | 1,9 | | Песок | мі | 24611 | 97,3 | 32,4 | 4,05 | | Вода | мі | 2160 | 8,5 | 2,8 | 0,35 | | Щебень | мі | 32722 | 129,3 | 43,1 | 5,4 | | Добавка | т | 53,5 | 0,21 | 0,07 | 0,0028 | | Арм. сталь | т | 2721,6 | 10,8 | 3,6 | 0,45 | | Колонны для промзданий рядовые одноэтажные 1КОД 42.1 и 1 КОО 42.1., изгот. по стендовому способу. | Бет. смесь М500 | мі | 22640 | 89,4 | 29,8 | 3,72 | | Цемент М500 | т | 7774,5 | 30,73 | 10,24 | 1,28 | | Песок | мі | 19048 | 75,3 | 25,1 | 3,14 | | Вода | мі | 27019 | 106,8 | 35.6 | 4,5 | | Щебень | мі | 1756 | 6,9 | 2,3 | 0,29 | | Добавка | т | 59,09 | 0,23 | 0,078 | 0,0097 | | Арм. сталь | т | 15941 | 63 | 21 | 2,63 | | Ригели тяжелого каркаса рядовые для колонн РДП 9.57 – 90, изготавливаемые по агрегатно-поточному способу. | Бет. смесь М400 | мі | 4491 | 17,8 | 6 | 0,73 | | Цемент М500 | т | 1687,4 | 6,67 | 2,22 | 0,28 | | Песок | мі | 3582 | 14,16 | 4,72 | 0,59 | | Вода | мі | 5373 | 21,23 | 7,08 | 0,88 | | Щебень | мі | 358,34 | 1,416 | 0,47 | 0,05 | | Добавка | т | 11,72 | 0,046 | 0,015 | 0,0019 | | Арм. сталь | т | 1056 | 4,17 | 1,39 | 0,17 | | Трубы безнапорные ж/б РТБ 80.50 – 2(3) и РТБ 50.50 – 2(3), изготавливаемые радиальным прессованием. | Бет. смесь М400 | мі | 9073,1 | 35,9 | 11,95 | 1,5 | | Цемент М500 | т | 1998 | 7,9 | 2,63 | 0,32 | | Песок | мі | 8181 | 32,34 | 10,8 | 1,35 | | Вода | мі | 12133 | 48 | 16 | 2 | | Щебень | мі | 346,4 | 1,37 | 0,46 | 0,057 | | Добавка | т | 14,52 | 0,057 | 0,019 | 0,0023 | | Арм. сталь | т | 1115,2 | 4,407 | 1,5 | 0,18 | | ИТОГО | Бет. смесь: |
|
|
|
|
| | М200 | мі | 27419 | 108,3 | 36,1 | 4,5 | | М400 | мі | 13564 | 53,61 | 17,9 | 2,2 | | М500 | мі | 22640 | 89,4 | 29,8 | 3,72 | | Цемент: |
|
|
|
|
| | М400 | Т | 7200 | 28,5 | 9,5 | 1,2 | | М500 | т | 11460 | 45,3 | 15,1 | 1,9 | | Песок | мі | 4620 | 18,26 | 6,08 | 0,76 | | Вода | мі | 77247 | 305,3 | 101,8 | 12,7 | | Щебень | мі | 55422 | 219,05 | 73,01 | 9,1 | | Добавка С - 3 | т | 138,83 | 0,55 | 0,18 | 0,023 | | Арм. сталь | т | 20834 | 82,3 | 27,4 | 3,43 |
Потребность производства в бетонной смеси, цементе, воде определяется с учетом коэффициента потерь: Кп = 1,01 [2] Потребность в щебне и песке определяется с учетом коэффициента потерь: Кп = 1,02 [2] Потребность в арматурной стали определяется с учетом потерь: Кп = 1,04 [2]
4.1.Проектирование и расчет стендовой линии для производства колонн легкого каркаса. 1) Годовая производительность стендовой линии для производства колонн равна Пг = Вр*h*n*V/Тст [1]. Где Вр*h - годовой фонд времени работы оборудования, ч: n – количество изделий одновременно формируемых на стенде, шт: V – объем изделия; мі: Тст – длительность одного оборота стенда, r. Тст = Тп + Тн + Та + Тφ + Тто; [1] где Тп – продолжительность распалубки, отпуска натяжения и резки арматуры, съема изделия со стенда, чистки и смазки оснастки и ее установки на стенде Тп = 3 ч: Тн – продолжительность раскладки арматуры, ее распределение и натяжение до 50% контролируемого напряжения; Тн = 1,3 ч; Та – продолжительность установки ненапрягаемой арматуры, Та = 0, 05 ч; Тφ – продолжительность укладки и уплотнения бетонной смеси: Тφ = 1,5 ч; Тто – продолжительность тепловой обработки; Тто = 11 ч. Тст = 3 +1,3 + 0,05 + 1,5 +1 = 16,85 Пг = 253* 24*1*1,16 / 16,85= 428 мі Коб = 24/ 168= 1.42 2) Для обеспечения производительности 25 000 мі в год устанавливаем число стендов 25 000/ 488 = 51 шт.
4.2.Проектирования и расчет агрегатно–поточной линии для производства забивных свай.
1) Годовая производительность линии Пг = Вр * h * 60 * V* Z / Тцф;[1] Где Вр = 253 – расчетный фонд времени работы оборудования : h – время работы в сутки ( h = 24 ч.) V – средней объем изделия; мі: Тцф – максимальная продолжительность ритма работа линии (Тцф = 12 мин, ОНТП – 07 -85); Z – число одновременно формуемых изделий ; (Z =2) Пг = 253*24 * 60* 0,46 *2/12 = 27931,2 мі. Согласно расчету принимаем одну линии с одним формовочным постом и вибростендом для обеспечения заданной производительности 30 000 мі в год. 2) Определяем количество камер при трехсменной работе производства. Nк = h* Тк * 60/24 * Тцф * m [1] где h – время работы при трехсменной работе цеха (h = 23) Тк – средняя продолжительность оборота камер, ч; Тк = tр + tз + tто + tк Где tр – продолжительность разгрузки камер; tр = 0,1 * m ; [1] где m – количество форм в одной камере, шт (m = 8) tр = 0.1 * 8 = 0,8 ч tз – продолжительность загрузки форм в камеру; tз = m * Тцф/60 + 0,1 = 8 * 12/ 60 = 1,7 tто – продолжительность периода тепловой обработки изделий, tто = 11ч tк – продолжительность снятия крышек; tк = 0, 1ч Тк = 0,8 + 1,7 + 11 + 0,1 = 13,6 ч Nк = (23 * 13,6 * 60)/ 24 * 12 * 8 = 8,15 Для обеспечения заданной производительности 30 000 мі принимаем 8 пропарочных камер ямного типа.
3) Расчет потребности в механических формах: Nф = 1,05 * (60 * Тоб.ф/Тцф); [1] где 1,05 – коэффициент учитывающий запас форм на ремонт; Тоб.ф – среднее время одного оборота формы, ч. Тоб.ф = tто + tрас + tа + tф + tз + tр + tо; [1] где tто – время тепловой обработки (tто = 11ч); tрас – распалубка, чистка и смазка формы (tрас = 0,2); tа – время установки арматуры (tа = 0,05ч); tф – продолжительность формования изделий (tф = 0,2ч); tз = 1,7ч; tр = 0,8; tо – продолжительность ожидания формы перед формованием (tо = 0,05ч); [8] Тоб.ф = 11+ 0,2 + 0,05 + 0,2 + 1,7 + 0,8 + 0,05 = 14 Коэффициент оборота формы, [2]: Коб.ф = 24/ Тоб.ф = 24/14 = 1,71 Nф = 1,05 * (60 *14)/12 = 73 Принимаем 73 формы для обеспечения производительности предприятия в 30 000 мі. 4) Определение размеров ямной пропарочной камеры: линейные размеры сваи составляет 6000 Ч 300 Ч 300; габариты формы 6400 Ч 550 Ч 400 мм а) Длина камеры: Lк = n * L + (n + 1) * L1, [2]; где n – количество форм по длине камеры; L – длина камеры; L1 – расстояния между стенкой формы и стенкой камеры (L1 = 0,4м), [2] Lк = 1* 6,4 + (1+1) * 0,4 = 7,2м б) Ширина камеры: Вк = n1 * в + (n1 + 1) * в1, [2]; где n1 – количество форм по ширине камеры, [2]; в – ширина формы; в1 – расстояние от стенки формы до стенки камеры, (в1 = 0,4), [2] Вк = 2 * 0,55 + (2 + 1) * 0,4 = 2,3м в) Высота (глубина) камеры: Нк = m * (h +h1) + h2 + h3, [2]; где m – количество по высоте камеры, шт (принимаем по высоте 4 формы m = 4); h – высота формы (h = 0,4м); h1 – расстояние между формами (h1 = 0,2м); h2 – расстояние от пола формы до дна камеры (h2 = 0,15м); h3 – расстояние между верхним изделием и нижней частью крышки камеры (h3 =0,05м). Нк = 4 * (0,4 + 0,2) + 0,15 + 0,05 = 2,6м Принимаем камеру с габаритами Lк Ч Вк Ч Нк, мм: 7200 Ч 2300 Ч 2600
4.3.Проектирование и расчет агрегатно-поточной линии для производства ригелей тяжелого каркаса, объемом 5 000 мі.
1) Годовая производительность линии Пг = Вр * h * 60 * V* Z / Тцф;[1] Где Вр = 253 – расчетный фонд времени работы оборудования : h – время работы в сутки ( h = 24 ч.) V – средней объем изделия; мі: Тцф – максимальная продолжительность ритма работа линии (Тцф = 12 мин, ОНТП – 07 -85); Z – число одновременно формуемых изделий ; (Z =1) Пг = 253*24 * 60* 0,167 *1/12 = 5070,12 мі. Согласно полученной годовой производительности 5070,12 мі принимаем одну линию с одним формовочным постом и вибростендом для обеспечения заданной производительности 5 000 мі в год. 2) Определяем количество камер при трехсменной работе производства. Nк = h* Тк * 60/24 * Тцф * m [1] где h – время работы при трехсменной работе цеха (h = 23) Тк – средняя продолжительность оборота камер, ч; Тк = tр + tз + tто + tк Где tр – продолжительность разгрузки камер; tр = 0,1 * m ; [1] где m – количество форм в одной камере, шт (m = 8) tр = 0.1 * 8 = 0,8 ч tз – продолжительность загрузки форм в камеру; tз = m * Тцф/60 + 0,1 = 8 * 12/ 60 = 1,6 tто – продолжительность периода тепловой обработки изделий, tто = 11,5ч tк – продолжительность снятия крышек; tк = 0, 1ч Тк = 0,8 + 1,7 + 11 + 0,1 = 13,6 ч Nк = (23 * 13,6 * 60)/ 24 * 12 * 8 = 4,15 Для обеспечения заданной производительности 5 000 мі принимаем 4 пропарочные камеры ямного типа.
3) Расчет потребности в механических формах: Nф = 1,05 * (60 * Тоб.ф/Тцф); [1] где 1,05 – коэффициент учитывающий запас форм на ремонт; Тоб.ф – среднее время одного оборота формы, ч. Тоб.ф = tто + tрас + tа + tф + tз + tр + tо; [1] где tто – время тепловой обработки (tто = 11,5ч); tрас – распалубка, чистка и смазка формы (tрас = 0,2); tа – время установки арматуры (tа = 0,05ч); tф – продолжительность формования изделий (tф = 0,2ч); tз = 1,6ч; tр = 0,8; tо – продолжительность ожидания формы перед формованием (tо = 0,05ч); [4] Тоб.ф = 11+ 0,2 + 0,05 + 0,2 + 1,7 + 0,8 + 0,05 = 14,4 Коэффициент оборота формы, [2]: Коб.ф = 24/ Тоб.ф = 24/14 = 1,6 Nф = 1,05 * (60 *14)/12 = 47 Принимаем 47 форм для обеспечения производительности предприятия в 5 000 мі. 4) Определение размеров ямной пропарочной камеры: линейные размеры сваи составляет 5560 Ч 900 Ч 500; габариты формы 5960 Ч 1150 Ч 600 мм а) Длина камеры: Lк = n * L + (n + 1) * L1, [2]; где n – количество форм по длине камеры; L – длина камеры; L1 – расстояния между стенкой формы и стенкой камеры (L1 = 0,4м), [2] Lк = 1* 5,9 + (1+1) * 0,4 = 6,7м б) Ширина камеры: Вк = n1 * в + (n1 + 1) * в1, [2]; где n1 – количество форм по ширине камеры, [2]; в – ширина формы; в1 – расстояние от стенки формы до стенки камеры, (в1 = 0,4), [2] Вк = 2 * 1,15 + (2 + 1) * 0,4 = 3,5 м в) Высота (глубина) камеры: Нк = m * (h +h1) + h2 + h3, [2]; где m – количество по высоте камеры, шт (принимаем по высоте 4 формы m = 4); h – высота формы (h = 0,4м); h1 – расстояние между формами (h1 = 0,2м); h2 – расстояние от пола формы до дна камеры (h2 = 0,15м); h3 – расстояние между верхним изделием и нижней частью крышки камеры (h3 =0,05м). Нк = 4 * (0,6 + 0,2) + 0,15 + 0,05 = 3,4 м Принимаем камеру с габаритами Lк Ч Вк Ч Нк, мм: 6700 Ч 3500 Ч 3400
4.4.Проектирование бетоносмесительного узла и приготовление бетонкой смеси.
1) Часовая производительность бетоносмесительного узла по тяжелому бетону: Qч = V * nз * * Kн * m/ 1 000, [6]; где V – объем смесительного барабана, мі; nз – число замесов в час; Kв – коэффициент использования времени; Kн – коэффициент неравномерности выдачи и потребления бетонной смеси; m – коэффициент выхода бетонной смеси. nз = 35 – расчетное количество замесов в час для приготовления на плотных запонителях тяжелых бетонных и растворных смесей с автоматизированным дозированием сосатвляющих, приготовленных в смесителях принудительного действия [ОНТП – 07 -85]; m = 6,67 Kн = 0,8 Kв = 0,91 Qч = 750 * 35 * 0,91 * 0,8 * 0,67/ 1000 = 12,8 мі/ч 2) Годовая производительность БСУ определяется по формуле: Qг = Qч * tсм * N * Тф, [6]; где tсм – время работы в смену, ч; N – количество смен; Тф – годовой фонд времени работы оборудования. Qг = 12,8 * 8 * 3 * 253 = 77744,06 мі/год 3) Число бетоносмесителей, требуемых для выполнения производственной программы завода. М = 1 000 * Qг/(Вг * V * m * nз * Kв), [2]; М = 1 000 * 77744,06/ (6072 * 750 * 0,67 * 35 * 0,91) = 0,79 Для производственной программы завода необходим 1 бетоносмеситель принудительного действия вместимостью 750 л СБ – 146. Также 1 бетоносмеситель СБ – 146 используется в качестве резервного, который в свободное время используется для приготовления товарного бетона. Бетоносмесители устанавливаются в типовой секции 409 – 28 – 30. Типовая автоматизированная секция 409 – 28 – 30: высота секции – 26,6 м, площадь в плане – 72 мІ Бетоносмесительный цех проектируется с учетом того, чтобы для быстрой подачи бетонной смеси на производство, его расположение было как можно ближе с формовочным цехом – это обеспечивает наиболее эффективную подачу бетонной смеси к формовочным постам. Подача расходных материалов бетонной смеси происходит по схеме: через затвор течки силоса материал попадает на ленточный конвейер, с ленточного конвейера происходит подача материалов в распределительный механизм, подающий материалы в разные расходные бункера. Подача цемента из силосов происходит пневматически по цементопроводу при помощи пневмонасосов. По цементопроводу цемент поступает в расходные бункера БСУ [3] В расходных бункерах происходит сепарация материалов по отсекам. Для крупнозернистого заполнителя предусмотрено три отсека, для мелкозернистого два. Чтобы не происходило прилипание и зависание заполнителей на стенках в нижней части бункера, при их повышенной влажности, применяются навесные вибрационные сводообрушители. Также в конструкции расходных бункеров применяют устройства для аэрации цемента, указатели уровней заполнения отсеков бункеров. Запас материалов в расходных бункерах составляет: 2 часа – для мелкого и крупного заполнителя; 3 часа – для цемента. После расходных бункеров в схеме предусмотрены весовые дозаторы, где происходит их отвес согласно рецепту (дозировке). При отвешивании компонентов могут встречаться незначительные погрешности, которые должны соответствовать разрешенными для данного типа дозаторов, но не более ± 1% для цемента, воды, жидких химических добавок; ± 2% для заполнителей. Дозатор, применяемый для отвешивания заполнителей однофрикционный, дозатор для цемента способен взвешивать цемент любой из двух марок, находящихся в смежных бункерах, дозатор для жидких компонентов приспособлен для дозирования воды и жидких компонентов. [3] Дозаторы сухих компонентов бетонной смеси загружают из соответствующих отсеков бункера. Вода поступает из расходного бака, наполняемого из водопроводной магистрали. Водные растворы добавок подают в дозаторы с помощью циркуляционного трубопровода от установок по приготовлению добавок. Дозаторы, применяемые в цехе приготовления бетонной смеси различаются по назначению: для жидкости – 6.006. ХД – 200 – 2БЖ с пределом взвешивания от 40 до 200 кг; для цемента принимается дозатор 6.001. АД – 600 – 2 БЦ с пределом взвешивания 200 – 400 кг; для щебня 6.011.АД – 1600 – 2БЩ (400 – 1600 кг); для песка 6.012.АД – 500 – 2БП (100 – 500 кг) Применяемый комплект дозаторов серии АД имеет цикл дозирования 45 с и классы точности 1 и 2. [4] После цикла дозирования по схеме компоненты подаются в работающий бетоносмеситель. Подача компонентов происходит в следующей последовательности; цемент вводится смешанным с песком затем щебень, затем вода с добавкой (добавка вводится в растворе с водой концентрацией 20%). Время перемешивания определяется маркой бетоносмесителя и составляет для бетоносмесителя СБ – 146 50 сек, после чего готовая бетонная смесь подается в бетонораздатчик, который перемещаясь по бетоновозной эстакаде доставляет смесь к формовочным постам.
4.5.Проектирование складов арматуры.
По нормам хранения склад арматурной стали проектируется крытыми и как правило располагается максимально приближенным к подъездным путям (железнодорожного, автотранспорта). Сталь на складе сортируется по маркам, по классу, и по назначению. Склады оборудованы ячейками и стеллажами для хранения стержневой арматуры и отсеками для хранения буфтовой арматуры. Все отсеки и ячейки снабжаются бирками с указанием класса, марки, а также для метра арматуры. [6] Арматурный склад должен вмещать такое количество арматурной стали, которое бы удовлетворяло трехнедельную потребность арматурного цеха. Сталь доставляется в арматурный цех с помощью самоходных тележек либо с помощью крановых операций. [1]
Площадь складских помещений для хранения арматурной стали определяются по формуле, [1]: А = Qсут * Tхр * К1/m, [1]; где Qсут – суточная потребность в арматуре, т: Тхр – срок хранения; Тхр = 25 сут ( по ОНТП – 07 – 85): К1 – коэффициент, учитывающий проходы при хранении стали на складах и в закрытых складах, К1 = 2,5 (ОНТП – 07 – 85); m – массе стали, размещаемой на 1 мІ площади склада, т/мІ: Масса стали в бухтах – 1,2 т/мІ Сталь в прутках – 3,2 т/мІ Полосовая сталь – 2,1 т/мІ Сетки в рулонах – 0,4 т/мІ mср = 1,7 т/мІ Следовательно площадь складов арматуры равна: А = 82,3 * 25 * 2,5/ 1,7 = 3025 мІ
4.6.Проектирование арматурозаготовительного отделения.
Изготовление арматурных сеток и каркасов осуществляется высокопроизводительным оборудованием (сварочные станки, станки для гибки и правки и т.д.). Процесс изготовления строится по принципу единого технологического потока от подготовки арматурной стали до получения готового изделия по возможности без промежуточных перевалочных операций и межоперационного хранения заготовок и полуфабрикатов. Внутрицеховую доставку арматурной стали, заготовок и готовых арматурных элементов производят мостовыми кранами и ручными тележками Арматурный цех состоит из отделения заготовки, сварки, укрупнительной сборки и изготовления закладных деталей. В этих отделениях выполняют следующие основные операции: правка, резка, гнутье и стыковая сварка (заготовка); сварка плоских каркасов и сеток, укрупнительная сборка объемных каркасов; изготовление и металлизация закладных деталей; доработка арматурных изделий (приварка отливающихся стержней и закладных деталей, вырубка отдельных стержней для образования отверстий в сетках и др.) В соответствии с необходимыми процессами подбирают и компонуют оборудование арматурного цеха [1]. Для средних заводов железобетонных изделий и КПД производительностью 60 – 120 тыс. мі в год мощность арматурных цехов составляет от 3 до 6 тыс. т. арматурных изделий в год. Арматурный цех располагают вместе с формовочным в одном блоке [6].
Правка и резка арматурной стали диаметром от 3 до 12 мм классов В – I; А – I; А - II,А - III, поставляемой в мотках производится на правильно-отрезных следующих типов: установка СМЖ – 357, станки И – 6022А; ГД – 162-01 и ИВ – 6118. [6] Станки работают стабильно при заготовке прутков длиной от 1000 до 9000 мм. Для мерной резки стержневой арматуры применяется станок механические станки типа СМЖ – 322А и гидравлические 175А. Для экономии стали предусмотрено стыкование стержней на стыковой сварочной машине. Для гибки арматурных стержней применяются универсальные станки СМЖ – 179А. Сварные сетки и плоские каркасы изготавливают контактной сваркой на высокопроизводительных многоэлектродных сварочных машинах МТМ – 160; МТМ – 166. Гибка изготовленных арматурных сеток осуществляется на станках для гибки сварных сеток СМЖ – 353А Заготовка стержней напрягаемой арматуры заключается в отмеривании и отрезки стержней заданной длины, образовании на их концах временных концевых анкеров или установке инвентарных зажимов. Для сварки горячекатаной стержневой арматуры и высадки на обоих ее концах анкерных головок используют установку СМЖ – 524. она состоит из приемного и подающего роликовых конвейеров, роликового станка для резки арматуры СМЖ – 133А; машины МС – 2008 для комплектной стыковой сварки и механизма продольной подачи стержней по роликовым конвейерам. Для сборки и сварки объемных арматурных каркасов предназначена горизонтальная установка 7207/ 1А.
4.7.Проектирование складов цемента. Проектируемый завод для хранения цемента оборудуется складами силосного типа, изготавливаемых из железобетона, представляющих собой цилиндры с коническим днищем. Силоса группируются в несколько рядов. Цемент поставляется на завод железнодорожным транспортом, а также автоцементовозами. При разгрузке цемент поступает в приемные устройства цементного склада. Для разгрузки крытых железнодорожных вагонов применяются пневморазгрузчики. Пневматические разгрузчики всасывающего типа забирают из крытых вагонов и подают его на расстояние до 12 м в приемный бункер пневмоподъемника. На предприятии используется автоматизированный склад хранения цемента. В состав типового автоматизированного склада входят: приемный бункер, плоская башня, фильтр, камерный насос или винтовой разгрузчик, распределительное пневматическое устройство, цементопроводы, исполнительный механизм, системы масло и влагоочистки сжатого воздуха и автоматического управления. Для контроля и автоматического управления загрузкой и выгрузкой в силосах предусмотрены указателей уровней. Днища силосов оснащаются аэрационными сводоразрушающими устройствами, состоящими из аэродорожек и данных пневморазрушителей с системой дистанционного управления. Во избежание слеживания цемента предусмотрена перекачка его из одного силоса в другой. Для очистки воздуха выходящего из силосов бункеров приема и выдачи применяются фильтры и циклоны, под которыми установлены сборники пыли, отсасываемой пневморазгрузчиком. Вместимость складов цемента рассчитывается по формуле:
Vц = (Qсут * Тхр)/ 0,9; [2] где Qсут – суточный расход цемента в т; Тхр – нормативный запас хранения цемента (Тхр = 10 сут, по ОНТП – 07 – 85); 0,9 – коэффициент заполнения емкостей. Vц = (73,8 * 10)/ 0,9 = 820 т Принимаем автоматизированный склад вместимостью 960 т с количеством силосных банок 8 штук (Типовой склад 409 – 29 – 64; табл. 4.1.5. [6])
Проектирование склада заполнителей. Доставка заполнителей на предприятие осуществляется как по железной дороге, так и автотранспортом. Для выгрузки из полувагонов заполнителей применяется передвижные разгрузочные машины ТР – 2. для хранения заполнителей на предприятии мощностью до 100 тыс. мі/ год используется штабельно-траншейный склад. Хранение заполнителей производится по видам, фракциям и сортам путем устройства разделительных стенок. Для перемещения материалов на складе используется погрузочно-разгрузочная машина ТР – 2. При смерзании заполнителей во время их транспортировании при низких температурах или их слеживании используют бурорыхлительную машину БРМ – 80/110 Вместимость склада заполнителей Vз (мі) определяется по формуле [6] Vз = Qсут * Тхр * 1,2 * 1,02 ;[6] где Qсут – суточный расход материалов Тхр - нормативный запас хранения материалов (Тхр = 10 сут, по ОНТП – 07 – 85); 1,2 – коэффициент разрыхления; 1,02 – коэффициент учитывающий потери при транспортировке. = 219,05 * 10 * 1,2 * 1,02 = 2681,2 мі Vщ = 305,03 * 10 * 1,2 * 1,02 = 3733,6 мі Vобщ = 2681,2 + 3733,6 = 6416 мі Для данного типового проекта принимаем типовой штабельно-траншейный склад вместимостью до 9 000 мі (шифр склада 708 – 25 – 86) с площадью в плане 3378 мІ.
4.8.Проектирование складов готовой продукции. Склады готовой продукции на предприятиях железобетонных изделий предназначены для приема и хранения, принятых отделом технического контроля изделий до отгрузки их потребителю по железной дороге или автотранспортом. В теплое время года склад используют для выдерживания бетона с целью ускорения оборачиваемости пропарочных камер и форм. В некоторых случаях на складах ведут укрупнительную сборку составных конструкций, осматривают изделия и устраняют мелкие дефекты и повреждения. Изделия, поступающие на склад готовой продукции маркируются. В маркировке указывается: логотип фирмы, номер заказа, марка изделия, его вес, дата изготовления и знак ОТК, а также знак сертификата, если продукция сертифицирована. Склад готовой продукции на заводе – это открытая прямоугольная площадка, оборудованная подъемными механизмами, покрытие площадки преимущественно бетонное. Чтобы улучшить водоотвод со складов готовой продукции и обеспечить бесперебойную работу склада в любую погоду устраивают уклоны в 1 - 2° в сторону ближайших дождеприемников. Для вывода изделий предусмотрены дороги сквозные и кольцевые, шириной, достаточной для свободного проезда двух машин. При хранении изделий в штабелях между ними предусматривается пространство для свободной погрузки и выгрузки изделий, так чтобы, не повреждать изделия в соседних штабелях. Проходы между штабелями в продольном направлении располагают не реже чем через каждые два штабеля, в поперечном не реже чем через каждые 25 метров. При хранении в штабелях используются швеллерные прокладки и подкладки. Трубы хранятся в рабочем положении, как в специальных кассетах, так и складированием друг на друга с использованием специальных прокладок и противооткатных приспособлений. Сваи хранятся горизонтальными рядами остриями в одну сторону. Между горизонтальными рядами свай (как при хранении, так и при транспортировании) укладывают деревянные прокладки. Под нижний ряд свай прокладки укладываются на тщательно выровненное основание. Все прокладки для сохранения монтажных петель, должны быть на 20 мм выше высоты петли. Высота штабеля не должна превышать 2,5 метра. Колоны следует укладывать в штабеле в 4 ряда. Высота штабеля не должна превышать 2 метра. Прокладки между колонами и под ними укладываются в местах расположения строповочных отверстий и монтажных петель. Площадь склада готовой продукции определяется по формуле [6]: А = Qсут * Тхр * К1 *К2/ Qн где Qсут – количество изделий, выпускаемых в сутки, мі; Тхр - нормативный запас хранения материалов (Тхр = 10 сут, по ОНТП – 07 – 85); К1 – коэффициент, учитывающий потери площади склада на проезды и проходы, (К1 = 1,5 по ОНТП – 07 – 85); К2 – коэффициент, учитывающий потери площади склада при применении кранов, (К2 = 1,3 – при использовании мостовых кранов); Qн – нормативный объем изделий, допускаемый для хранения на 1 мІ площади, мі Для труб: Ат = (19,8 + 19,8) * 10 * 1,5 * 1,3/ 1,2 = 644 мІ Для свай: Ас = (59,3 + 59,3) * 10 * 1,5 * 1,3/ 1 = 2312,7 мІ Для колон: Ак = (49,4 + 49,4) * 10 * 1,5 * 1,3/ 1 = 1926,6 мІ Общая площадь склада: Аобщ = Ат + Ас + Ак = 644 + 2312,7 + 1926,6 = 4890 мІ Вместимость склада определяется по формуле [2]: Vск = Vсут * Тхр, [2]: где Vсут - количество изделий, выпускаемых в сутки, мі; Тхр - нормативный запас хранения материалов (Тхр = 10 сут, по ОНТП – 07 – 85) Vск = 257 * 10 = 2570 мі
| Министерство образования Российской Федерации. МОСКОВСКИЙ ИНСТИТУТ КОММУНАЛЬНОГО ХОЗЯЙСТВА И СТРОИТЕЛЬСТВА.
Факультет: Кафедра: Специальность: Специализация:
Утверждаю: Утверждаю: Декан факультета Заведующий кафедрой ___________(_________) ______________(__________) «___»_________ г. «____»____________ г.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К ДИПЛОМНОМУ ПРОЕКТУ.
_______________________________________________________________________________________ (ТЕМА) _______________________________________________________________________________________
_______________________________________________________________________________________
МИКХиС______________
Согласовано: Руководитель ______________________________________________________(___________)
Консультанты:
________________________________________________________________(___________)
2. ________________________________________________________________(___________)
3. ________________________________________________________________(___________)
4. ________________________________________________________________(___________)
5. ________________________________________________________________(___________)
6. ________________________________________________________________(___________)
Дипломник _______________________________________________________(___________)
|
ТЕПЛОТЕХНИЧЕСКАЯ ЧАСТЬ.
1.Обоснование необходимости ТВО.
В настоящее время железобетон является в основном главным строительным материалом, объемы производства которого непрерывно растут. Неотъемлемым процессом производства сборного железобетона является тепловая обработка. Несмотря на определенные усилия тепловлажностная обработка была и остается наиболее значительным технологическим переделом времени, необходимого для изготовления изделий. Режимы твердения железобетонных изделий следует назначать, исходя из необходимости создания оптимальных условий твердения и возможно более полного использования прочностных свойств бетона при возможно меньшем удельном расходе цемента и с обязательным обеспечением необходимой долговечности изделий. Основным теплоносителем при ТВО является пар. Пар как более нагретое тело отдает теплоту парообразования менее нагретым телам – материалу и установке, нагревает их, а сам в виде конденсата удаляется из установки. За счет нагрева скорость реакции гидратации цемента резко возрастает и ускоряется процесс структурообразования бетона. Постепенно материал в установке нагревается до температуры паровоздушной смеси. С ростом температуры ускоряются реакции гидратации и структурообразования. Время, которое проходит с начала нагрева до достижения бетоном температуры паровоздушной смеси, называют периодом тепловлажностной обработки. Во второй период подача пара в установку продолжается. В материале по его сечению постепенно выравнивается поле температур. Это так называемый период изотермической выдержки. Далее наступает третий период – охлаждения. В это время пар в установку не подается. Для более быстрого охлаждения установку вентилируют воздухом. В этом случае с поверхностей материала, формы, установки быстро испаряется влага, бетон также начинает терять ее. Некоторые бетонные изделия имеют большую начальную влажность, и ТВО не только не снижает их начального влагосодержания, но увеличивает его. Поэтому в практике ищут способы, которые позволили бы снизить влагосодержание продукции до нормативного. Наиболее широкое распространение в щелевых пропарочных камерах получил электронагрев ТЭНами. Это способ принципиально отличается от нагрева паром, так как при нагреве из изделия с открытой поверхности испаряется часть влаги до получения в установке насыщенной водяным паром среды. Для снижения конечного влагосодержания в начальной камере создают в напольной камере создают условия твердения за счет нагрева газообразным теплоносителем, в котором регулируют начальную относительную влажность. Регулирование относительной влажности позволяет при частичном изменении влаги из бетона оставить в нем достаточное количество воды для гидратации цементного клинкера. Пропаривание бетона значительно ускоряет физико-химические процессы твердения, что позволяет в короткий срок получить бетоны требуемой прочности. В это же время при пропаривании возникают деструктивные процессы, которые повышают пористость и понижают физико-механические свойства бетона. Структурные нарушения в бетоне могут возникать в периоды подъема и понижения температуры. Для их устранения необходимо применение предварительного выдерживания бетона, рациональных скоростей подъема и снижения температуры, использование горячих бетонных смесей, предварительно разогретых паром или электрическим током. Нарушение структуры твердеющего бетона в процессе тепловой обработки в основном сводится к следующему: объемные изменения, вызванные тепловым расширением составляющих бетон материалов главным образом увеличением объема свободной воды и вовлеченного воздуха, в том числе и расширяющимся растворенным в воде и абсорбированным воздухом; избыточное давление паровоздушной среды, возникающее в парах бетона; миграция влаги вследствие изменения внутреннего давления в пузырьках вовлеченного воздуха различного давления при нагревании; объемное изменение материала в результате внутреннего переноса тепла и вещества в виде влаги, пара и воздуха.
2.Обоснование выбора тепловой установки.
Установки для тепловлажностной обработки предназначены для ускоренного процесса твердения изделий. Наиболее распространенной является пропарочная камера ямного типа. В зависимости от условий эксплуатации камеру устанавливают на уровне пола или заглубляют в землю так , чтобы ее края для удобства эксплуатации возвышались над полом цеха не более 0.6 – 0.7 м; в этом случае для обслуживания устраивают специальные площадки. Ямная камера работает по циклу порядка 12 – 15 часов. Цикл включает в себя время на загрузку, на разогрев изделий, на изотермическую выдержку и охлаждение, а также на выгрузку материала. Удельный расход пара 200 – 300 кг/мі бетона. Кассетные установки применяются для формования и тепловлажностной обработки панелей, лестничных маршей, ребристых плит и ряда других изделий, применяемых в строительстве. Как формование, так и тепловлажностная обработка осуществляется в кассетах в вертикальном положении. Масса сформированного бетона находиться в кассете в замкнутом пространстве, что способствует более интенсивной ТВО. ТВО складывается из двух периодов: первый – прогрев, второй – изотермическая выдержка, после чего кассету разбирают, а изделия распалубливают. В кассетах изделия не охлаждают. Время ТВО составляет 6 – 8 часов. Охлаждение очень медленное, в течении 15 – 18 часов, набирается прочность. Расход пара или любого другого источника теплоты в пересчете на теплоту, выделяемую паром, составляет 150 – 250 кг на 1 мі бетона. Для бескамерной ТВО наиболее широко применяют пакеты, установленные в штабель на специальном устройстве – пакетировщике. ТВО проводят без предварительной выдержки. Прогрев изделий в таких формах неравномерен. Поэтому прочность на сжатие в разных точках бывает различной. Выше перечисленные камеры относятся к периодическим. В установках непрерывного действия происходит постоянное или импульсное передвижение подвергаемого обработки материала. Установки непрерывного действия легче механизировать и автоматизировать весь процесс. Производительность труда обслуживающего персонала на них значительно возрастет, поэтому в настоящее время они внедряются наиболее широко в производство. В качестве установок непрерывного действия для ТВО наиболее распространены щелевые пропарочные камеры. Горизонтальные пропарочные камеры щелевого типа представляют собой туннель длинной 100 – 120 м. ширина проектируется в расчете на движение через него одного – двух изделий на каждой форме – вагонетке и находится в пределах 5 – 7 метров. Высота 1 – 1,7 м. В камере помещается от 17 до 27 вагонеток с изделиями. Для данного дипломного проекта при производстве колонн легкого каркаса по стендовой технологии целесообразно применять обработку изделий в пропарочной камере ямного типа, работающей по периодическому циклу. Такого вида камеры является наиболее распространенной и применяемой на заводах ЖБИ. В зависимости от условий эксплуатации, уровня грунтовых вод камеру либо заглубляют землю так, чтоб ее края для удобства эксплуатации возвышались над полом цеха не более 0,6 – 0,7 м, или устанавливают на уровне пола. В этом случае для обслуживания устраивают специальные площадки. Принцип работы такой камеры следующий. В камеру с помощью направляющих , в качестве которых используют опорные стойки, краном загружают изделия в формах. Каждая форма от следующей изолируется прокладками из металла для того, чтобы пар обогревал формы со всех сторон. Высота камеры достигает 2.5 – 3 м. Ширину и длину обычно выбирают с учетом размещения в ней двух штабелей изделий в формах. Между штабелями изделий и между штабелем и стенками камеры устраивают зазоры, чтобы обеспечить захват изделий автоматическими траверсами при загрузке и разгрузки камеры. Иногда в камерах подвергают тепловлажностной обработке предварительно выдержанные изделия, набравшее достаточную прочность для их распалубки. Такие изделия на поддонах загружают на дополнительно устанавливаемые стойки с кронштейнами – упорами. При укладке изделия на нижней кронштейн за счет тяг открывается следующий и т.д., позволяя загружать изделия на всю высоту камеры. После загрузки камера закрывается крышкой, представляющей собой металлический каркас, заполненный теплоизоляционным материалом. Низ и верх крышки изолируют металлическим листом. Крышку также, как и пол, делают с уклоном i = 0,005 – 0,01 для стока конденсата. Для герметизации крышки служит водяной затвор. Для этого на верхних обрезах стен камеры устанавливают швеллер, а крышку по ее периметру оборудуют уголком, который входит в швеллер. Швеллер заполняют водой, кроме того, конденсат с крышки также стекает в швеллер. Образующийся таким образом в ней слой воды предотвращает выбивание пара в цех через соединения крышки с камерой. Расход теплоносителя в данной камере составляет 200 – 300 кг/ мі бетона.
3. Обоснование режима ТВО. Для тепловлажностной обработки колонн, изготавливаемых по стендовому способу, пропариваемых в напольной ямной пропарочной камере принимаем режим тепловлажностной обработки изделий 10 часов: Подъем температуры (нагрев) – 1,5 часа Изотермическая выдержка при 80 єС – 6 часов Остывание – 2,5 часа Режим назначается на основании СНиПа 3.09.01 – 85 «Производство сборных железобетонных конструкций.»
4. Тепловой баланс напольной ямной пропарочной камеры (теплоноситель – влажный пар). Ямная пропарочная камера является установкой периодического действия, поэтому ее тепловой баланс составляется на весь объем бетона в камере для каждого полного периода активного подвода теплоты. Данные для проектирования: Lизд = 7500 мм Hизд = 400 мм Bизд = 400 мм Mизд = 2,9 т 1) Определение габаритов камеры. Длина камеры (Lк): Lк = Lизд + 2 B3 + 2 Bб; где Lизд - длина изделия, м; B3 – величина зазора между формой и стенкой камеры (при использовании влажного пара B3 = 0,25 м; Bб – толщина борта формы, равная 0,15 м. Lк = 7,5 + (2 * 0,25) + (2 * 0,15) = 8,3 м Ширина камеры (B): Bк = Bизд + 2 B3 + 2 Bб, где Bизд - ширина изделия, м; B3 – величина зазора между формой и стенкой камеры (при использовании влажного пара B3 = 0,25 м; Bб – толщина борта формы, равная 0,15 м. Bк = 0,4 + (2 * 0,25) + (2 * 0,15) = 1,2 м Высота камеры (Hк): Hк = n Hф + (n – 1) Hз + H1 + H2, где n – количество форм в камере по высоте, шт.; Hф – высота формы, которая складывается из толщины изделия и поддона, м; Hз - величина зазора между формами (величина Hз принимается при использовании пара равной 0,1 м); H1,H2 – зазоры между нижней формой и дном камеры и между верхним изделием и крышкой камеры, м. Величины H1 и H2 принимаются соответственно равными 0,2 и 0,1 м. Hк = 5 * 0,65 + (5 – 1) * 0,1 + 0,2 + 0,1 = 3,95 м 2) Годовая производительность камеры (Qк): Qк = Vк * Tф * Kз/ τц, где Vк – объем пропарочной камеры, мі (Vк = мі); Tф – годовой фонд времени работы камеры, ч (Tф = ч); Kз – коэффициент загрузки камеры, доли ед., τц – продолжительность полного цикла работы камеры, ч (τц = 10 часов); Kз = Vб / Vк, где Vб – объем бетона в плотном теле в камере, мі (Vб = 6 мі); Vк – объем камеры, Kз= 6/ 39,3 = 0,152 Qк = 39,3 * 253 * 0,152 = 1511,3 мі
А. Период нагрева. 1. Статьи расхода теплоты. 1.1. Нагрев бетонной смеси (Q1): Q1 = Мб.с. * Сб.с. * (tk – tн)б.с., где Мб.с. – общая масса бетонной смеси, находящаяся в камере, кг; Сб.с. – удельная теплоемкость бетонной смеси; tk – tн – соответственно конечная и начальная температуры бетонной смеси в период нагрева. Мб.с = Vб * ρб.с.- = 5,4 * 2446 = 13208,4 кг Сб.с.= Сар ( Ц + П + Щ) + Св * В + См * А/ ( Ц + П + Щ + В + А) = 0,2 (260.2 + 882,5 + 1168,6) + 93,5 + 0,115 * 328,8/ (260.2 + 882,5 + 1168,6 + 93,5 + 328,8) = 0,234 кКал/ кг єС Q1 = 13208,4 * 0,23 * (80 – 18) = 18835,7 кКал = 78733 кДж 1.2. Нагрев форм и конструкций пакетировщика (Q2): Q2 = Мф * См * (tk – tн)ф, где Мф – общая масса металла, находящегося в камере, кг; См – удельная теплоемкость металла; tk – tн – конечная и начальная температура металла в период нагрева. Q2 = 14000 * 0,115 (80 – 18) = 99820 кКал = 417247,6 кДж 1.3. Теплота, аккумулированная ограждениями камеры (Q3). Расход теплоты на нагрев ограждений складывается из теплоты, требуемой на нагрев стен, пола и крышки камеры. Однако, учитывая, что на практике крышка на камеру, в которой начинается процесс ТВО, устанавливается с камеры, которой процесс ТВО уже закончился, т.е. крышка имеет высокую температуру, то расходом теплоты на нагрев крышки можно пренебречь и учесть его в неучтенных потерях. Таким образом, расход теплоты на нагрев ограждений камеры (Q 3): 3): Q3 = Q3' + Q3'' ; где Q3' – расход теплоты на нагрев пола; Q3'' – расход теплоты на нагрев стен камеры. 1.3.1. Расход теплоты на нагрев пола (Q3'): Q3' = 0,85 * (tиз – tо.с – 35) * Fn *  (λогр * Согр * ρогр * τ), (λогр * Согр * ρогр * τ), где tиз – температура изотермической выдержки; tо.с – температура окружающей среды; λогр ,Согр, ρогр – удельная теплоемкость, коэффициент теплопроводности и плотность материала пола; Fn – площадь пола по внутреннему обмеру; τ – продолжительность периода нагрева. Q3' = 0,85 * (80-18-35) * 99.6(1,9 * 0,2 * 2446 * 1,5) = 85350.8 кКал =355742 кДж 1.3.2. Расход теплоты на нагрев стен камеры (Q3''). Стены камеры – трехслойные (металлический лист, теплоизоляционный слой из пенопласта и минваты и наружный слой из тяжелого бетона) Q3'' = Qвн + Qиз + Qнар 1) Задаемся температурой наружной поверхности t4 = 21,8 єС Определяем коэффициент теплоотдачи от наружной поверхности в окружающую среду (α2) α2= А *  ( t4 - tо.с) + С/ ( t4 - tо.с) * [((273 + t4) ( t4 - tо.с) + С/ ( t4 - tо.с) * [((273 + t4) /100) -((273 + tо.с.)/100)], [Вт/ мІ єС] /100) -((273 + tо.с.)/100)], [Вт/ мІ єС] А – коэффициент, учитывающий расположение теплопередающей поверхности; t4, tо.с – температура на наружной поверхности и температура окружающей среды; С – излучательная способность серого тела. α2 = 2,2  (21,8 – 18) + (21,8 – 18) +  [((273 + 21,8)/100) -((273 + 18.)/100)] = 7,7397[Вт/ мІ єС] [((273 + 21,8)/100) -((273 + 18.)/100)] = 7,7397[Вт/ мІ єС] 2) Вычисляют коэффициент теплопередачи через ограждение (К) К = 1/ (1/ α1 + ( δi δi  λi) + 1/ α2), λi) + 1/ α2), где δi, λi – толщина, м и коэффициент теплопроводности ί-го слоя ограждения; α1, α2 – соответственно коэффициент тепловосприятия внутренней поверхностью и коэффициент теплоотдачи наружной поверхностью. К = 1/ [(0,002/40) + (0,1/0,059) + (0,3/1,6) + (1/7,7397)] = 0,4971 3) Определяем величину удельного теплового потока (q), проходящего через ограждение: , где t1 = tср – средняя за период нагрева температура внутренней поверхности охлаждения. q = 0,4971 * (80-18) = 30,8 4) Проверяем правильность принятого значения температуры наружной поверхности ограждения t4: t4 = t1 – q * (δi λi), t4 = 80–30,8( + +  + +  ) = 22,01 єС ) = 22,01 єС t1 = tср = tиз = 80єС = tиз = 80єС – так как коэффициент теплопроводности металла велик, температуры на внутренней и наружной поверхностях металлической стенки равны: t2 = t1; – температура на границе теплоизоляция – наружный бетонный слой: t3 = t1 – q * ( δ1 / λ1 + δ2 / λ2); t3 = 80 – 30,8 (+) = 27,8 єС – температура наружной поверхности камеры t4 определена при проверке (см. п. 4) и t4 = 22,01 єС Определяем расход теплоты на нагрев каждого слоя, что в сумме дает расход теплоты на нагрев стенки в целом: Q3'' = Qвн + Qиз + Qнар – определяем расход теплоты на нагрев внутренней металлической обшивки (Qвн): Qвн = Мм * См * ( t1 – tнач), где Мм, См – масса и удельная теплоемкость металлической внутренней обшивки; tнач – начальная температура обшивки, которая может быть принята равной tо.с; Qвн = 580,45 * 0,115 (80 – 18) = 4138,61 кКал = 17327,53 кДж – определяем расход теплоты на нагрев теплоизоляционного слоя Qизол: Qизол = Мизол * Сизол * [0,5 * (t2 + t3) - tнач], где Мизол, Сизол - масса и удельная теплоемкость теплоизоляционного слоя; t2, t3 – температура на внутренней и наружной поверхностях слоя теплоизоляции, определенные ранее; Vизол = 3,468 мі; ρиз = 50 кг/ мі Qизол = 173,4 * 0,6 ( - 18) = 3735 кКал = 15567,5 кДж - 18) = 3735 кКал = 15567,5 кДж – расход теплоты на нагрев наружного бетонного слоя (Qнар); Qнар = Мб * Сб * [0,5 * (t3 + t4) - tнач], где Мб, Сб - масса и удельная теплоемкость наружной несущей стенки; t3, t4 - температура на внутренней и наружной поверхностях несущей стенки. Vизол = 10,87 мі; ρб = 2446 кг/ мі Qнар = 26588,02 * 0,2 ( - 18) = 36718,05 кКал = 153701,8 кДж - 18) = 36718,05 кКал = 153701,8 кДж Следовательно Q3'' = 17327,53 + 15567,5 + 153701,8 = 186696,83 кДж Q3 = 355742 + 186696,83 = 542439 кДж 1.4. Потери теплоты через ограждения (Q4): Данная расходная статья складывается из трех составляющих: потери через крышку в цех (Q4'), потери через стенки камеры в цех (Q4'') и потери через пол и стены (если камера заглублена) в землю (Q4'''). Q4 = Q4' + Q4'' + Q4'''; 1.4.1. Потери тепла через крышку камеры (Q4'): Q4' = Fкр * q * τ , где Fкр - площадь крышки по наружному обмеру, мІ q – удельный тепловой поток, проходящий через крышку; τ – продолжительность теплопередачи (время нагрева). 1) Задаемся температурой наружной поверхности tнар = 20 єС 2) Определяем коэффициент теплоотдачи (α2) [Вт/ мІ єС]: α2 = А * ( tнар - tо.с) + С/ ( tнар - tо.с) * [((273 + tнар)/100) -((273 + tо.с.)/100)], [Вт/ мІ єС] где tнар – принятая температура наружной поверхности; α2 = 2,6 * (20 – 18) +  [(273 + 20 /100) – (273 + 18/100) ] = 7,673[Вт/ мІ єС] [(273 + 20 /100) – (273 + 18/100) ] = 7,673[Вт/ мІ єС] 3) Определяем коэффициент теплопередачи через ограждение (К): К = 1/ (1/ α1 + (δi λi) + 1/ α2), К = 1/ [(0,002/40) + (0,1/0,059) + (0,3/1,6) + (1/7,673)] = 0,5478 4) Определяем величину удельного теплового потока через ограждение (q): q = К * ( tср - tо.с), где К – коэффициент теплопередачи через ограждение; tср – среднее значение температуры внутренней поверхности ограждения за период нагрева: q = 0,5478 * ( - 18) = 16,9 - 18) = 16,9 5) Проверяем правильность принятого значения температуры наружной поверхности ограждения (tнар): tнар = tср – q * (δi λi), tнар = 49–16,9( + + ) = 20,01 єС Q4' = 99,6 * 16,9 * 1,5 = 2524,9 кКал = 10523,6 кДж 1.4.2. Потери теплоты в окружающую среду через стенки камеры (Q4''): Q4'' = q * Fст * τ , где Fст – площадь стен по наружному обмеру, выступающих из земли, мІ q – удельный тепловой поток, проходящий через ограждение. 1) tнар = 20,2 єС; 2) α2 = 2,2 * (20.2– 18) +  [(273 + 20.2 /100) – (273 + 18/100) ] = 7,265 [Вт/ мІ єС] [(273 + 20.2 /100) – (273 + 18/100) ] = 7,265 [Вт/ мІ єС] 3) К = 1/ [(0,002/40) + (0,1/0,059) + (0,3/1,6) + (1/7,265)] = 0,498 4) q = 0,495 * ( - 18) = 15,45 5) tнар = 49–15,45( + + ) = 19,92 єС + + ) = 19,92 єС Q4'' = 15,45 * 23,24 *1,5 = 538,6 кКал = 2244,8 кДж 1.4.3. Потери теплоты через пол камеры в землю (Q4'''): Q4''' = Fn * (λогр/ δогр) * (tср – tгр) * τ, где Fn – площадь пола по наружному обмеру, λогр, δогр – коэффициент теплопроводности и толщина ограждения; tср – средняя температура внутренней поверхности ограждения за период нагрева; tгр – температура на границе ограждение-земля, τ – продолжительность периода нагрева. (λогр/ δогр) * (tср – tгр) = (λземл/ δземл) * (tгр – tб) (1,5/0,3) * (49 - tгр) = (0,593/2) * (tгр – 6) 261,33 – 5,33 tгр = 0,2965 tгр – 1,779 5,6265 tгр = 263,2 tгр = 46,8 єС Q4''' = 99,6 * (1,6/0,3) * (49 – 46,8) * 1,5 = 1168,64 кКал = 4891,9 кДж Общие потери теплоты через ограждения камеры составляют: Q4 = 10523,6 + 2244,8 + 4891,9 = 17660,3 кДж 1.5. Неучтенные потери теплоты (Q5). Кроме перечисленных производственных и непроизводственных статей расхода теплоты при работе любой тепловой установки имеет место целый ряд дополнительных расходных статей, которые точно учесть сложно (выброс пара в цех через неплотности камеры, неисправности паропроводящих систем и т.д.), неучтенные потери как правило составляют 10 – 20% учтенных статей расхода теплоты. В неучтенные потери могут быть также включены затраты на незначительный догрев крышки и теплосодержание пара, занимающий свободный объем камеры. Q5 = μ * (Q1 + Q2 + Q3 + Q4), где μ – коэффициент неучтенных потерь, равный 0,1 = 0,1 (78733 + 417247,6 + 542439 + 17660,3) = 105608 кДж 1.6. Общий расход теплоты за период нагрева (Qобщ. нагр) равен: Qобщ. нагр = Q1 + Q2 + Q3 + Q4 + Q5 = 78733 + 417247,6 + 542439 + 17660,3 + 105608 = 1161687,9 кДж
2. Статьи прихода теплоты. 2.1. Теплота экзотермических реакций цемента (Q1'). Часть расхода теплоты компенсируется за счет внутреннего источника теплоты – экзотермических реакций цемента. Q1' = Vб * Ц * qэкз, где qэкз – тепловыделение 1 кг цемента в процессе ТВО; Ц – расход цемента на 1 мі бетона, кг/ мі; Vб – общий объем бетона в камере. qэкз = 0,0023 * q28 * tср'' * (В/Ц) τ, τ, q28 – тепловыделение 1 кг цемента за 28 суток твердения в нормальных условиях; tср'' – средняя температура бетона за период нагрева В/Ц – водоцементное отношение, доли ед; τ – продолжительность тепловыделения за период нагрева. qэкз = 0,0023 * 120 * 49 * 0,71 * 1,5 = 14,4 кКал /кг Q1' = 6 * 348 * 14,4 = 30067,2 кКал = 125861,3 кДж 2.2. Теплота, подводимая в установку с теплоносителем (Q2'). Q2' = Qобщ. нагр - Q1' = 1161687,9 - 125861,3 = 1035826,6 кДж 3. Расход теплоносителя (влажного пара) за период нагрева. 3.1. Общий расход пара за период нагрева (Моб.н ). Моб.н = Q2'/ (ι΄΄ - ι΄), где Q2' – подводимое из вне количество теплоты; ι΄΄, ι΄ - теплосодержание 1 кг пара и конденсата. Моб.н = 1035826,6 / 4,1868 (640 – 100) = 459,15 кг 3.2. Часовой расход пара за период нагрева (Мч.н ). Мч.н = Моб.н / τ = 459,15/ 1,5 = 306,1 кг/ч 3.3. Удельный расход пара за период нагрева (Муд.н ). Муд.н = Моб.н/ Vб =
……………………………………………..……………………….. 4 1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ…………………………………….……………8 Стр. 1. Исходные данные для проектирования……………………………….……………8 Стр. 2. Номенклатура выпускаемой продукции……………………………….…………...8 Стр. 3. Характеристика исходных материалов…………………………………..………..10 Стр. 4. Структурообразование бетонной смеси………………………………….……….14 Стр. 5. Обоснование и выбор производства ж/б изделий………………………………..18 Стр. 6. Определение состава бетонной смеси…………………………………………….21 Стр. 7. Проектирование состава бетонной смеси………………………………….……...23 Стр. 8. Подбор состава произведенного бетона…………………………………………..25 Стр. 9. Режим работы предприятия………………………………………………………..35 Стр. 2. ТЕПЛОТЕХНИЧЕСАЯ ЧАСТЬ…………………………………………..……..50 Стр. 1. Влияние ТВО на физико-химические процессы при твердении бетона….…….50 Стр. 2. Обоснование выбора тепловой установки………………………………….…….52 Стр. 3. Обоснование режима ТВО…………………………………………………….…...56 Стр. 4. Тепловой баланс напольной ямной пропарочной камеры (теплоноситель – влажный пар)…………………………………………………………………………………….56 Стр. 3. СТРОИТЕЛЬНАЯ ЧАСТЬ….………………………………………………..…..71 Стр. 1.Исходные данные……………………………………………………………….…..71 Стр. 2. Генеральный план завода……………………………………………………….…72 Стр. 4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ…………………………………………………....80 Стр. 1. Программа завода…………………………………………………………………..80 Стр. 2. Капитальные вложения…………………………………………………………….81 Стр. 3. Штаты и фонд заработной платы заводоуправления…………………………….82 Стр. 4. Штаты и фонд заработной платы цехового аппарата……………………………83 Стр. 5. Штаты рабочих……………………………………………………………………..85 Стр. 6. Расчет фонда заработной платы рабочих…………………………………………86 Стр. 7. Распределение фонда заработной платы основных производственных рабочих по видам продукции……………………………………………………………………....87 Стр. 8. Распределение фонда заработной платы…………...……………………………..87 Стр. 9. Сводная ведомость численности и фонда заработной платы……………………88 Стр. 10. Амортизационные отчисления………………………...…………………………88 Стр. 11. Амортизационные отчисления (для составления сметы затрат)……………….89 Стр. 12. Смета расходов по содержанию и эксплуатации оборудования……………….90 Стр. 13. Распределение расходов по содержанию и эксплуатации оборудования……..91 Стр. 14. Смета общезаводских расходов…………………...……………………………..92 Стр. 15. Распределение общезаводских расходов………………………………………...93 Стр. 5. АВТОМАТИЗАЦИЯ……………….………………………………..…………….105Стр. 1. Автоматизация процессов формования и уплотнения………………………….105 Стр. 6. ОХРАНА ТРУДА………………………………………………………………….107 Стр. 1. Аттестация рабочих мест по условиям труда…………………………………...107 Стр. 2. Характеристика вредных условий труда и их ликвидация……………………..108 Стр. 3. Определение вероятной безопасной работы на участке формования……...….114 Стр.
5. ЭКОНОМИЧЕСКАЯ ЧАСТЬ.
5.1.Производственная программа завода. Таблица 1 | Продукция | Действующая оптовая цена предприятия за единицу продукции, руб. | Годовая программа, тыс. мі | Стоимость выпуска продукции в действующих оптовых ценах предприятия, руб. | | 1 | 2 | 3 | 4 | | Объём выпуска продукции в натуральном выражении – всего. |
| | В том числе: | | С 60.30 – АIII | 3465 | 15000(13363) | 46302795 | | C 40.30 – АIII | 3518 | 15000(14056) | 49449008 | | 1КОД – 42.1 | 6425 | 12500(11250) | 72281250 | | 1КОО – 42.1 | 6625 | 12500(11390) | 75458750 | | РДП 9.57-90 | 5132 | 5000(4412) | 22642384 | | РТБ 50.50-2(3) | 3766 | 5000(4483) | 16882978 | | РТБ 80.50-2(3) | 3906 | 5000(4590) | 17928540 | | Итого товарной продукции. |
| 70000 | 300945705 | | Итого реализуемой продукции. |
|
| 300945705 |
5.2.Капитальные вложения. Таблица 2 | Вид основных фондов. | Капитальные вложения, руб. | Всего кап-ных вложений, руб. | | СМР | Оборуд. | Затраты на непред. работы. | | 1 | 2 | 3 | 4 | 5 | | Здания, сооружения. |
| | Объекты основного производственного назначения. | 18134000 |
| | Объекты подсобного и обслуживающего назначения. | 5181000 | | Прочие сооружения. | 2590600 | | Итого по зданиям и сооружениям. | 25905600 |
| 25905600 | | Оборудование цехового назначения. |
| 14493200 |
| | Оборудование общезаводского назначения. |
| 1610300 |
| | Итого по оборудованию. |
| 16103500 |
| 16103500 | | Всего. |
| 4900000 | 4900000 | | Итого стоимость предприятия. |
| 46909100 |
5.3.Штаты и фонд заработной платы аппарата заводоуправления. Таблица 3 | Штаты | Численность, чел. | Среднемесячная заработная плата, руб. | Годовой фонд заработной платы, руб. | | 1 | 2 | 3 | 4 | | Руководители: |
| | Директор | 1 | 12000 | 144000 | | Заместитель директора | 2 | 10000 | 240000 | | Главный инженер | 1 | 10000 | 120000 | | Главный бухгалтер | 1 | 9000 | 108000 | | Начальник планового отдела | 1 | 9000 | 108000 | | Главный механик | 1 | 8000 | 96000 | | Главный энергетик | 1 | 8000 | 96000 | | Начальник лаборатории | 1 | 7500 | 90000 | | Начальник отдела снабжения | 1 | 7000 | 84000 | | Начальник службы КИП и автоматики | 1 | 7000 | 84000 | | Начальник ОТК | 1 | 7000 | 84000 | | Итого руководителей | 12 | 1254000 | | Специалисты: |
| | Инженер – экономист | 2 | 4000 | 96000 | | Техник – конструктор | 3 | 4000 | 144000 | | Нормировщик | 2 | 4000 | 96000 | | Инспектор по кадрам | 2 | 4000 | 96000 | | Сменные лаборанты | 3 | 3000 | 108000 | | Теплотехник | 2 | 4000 | 96000 | | Бухгалтер | 2 | 4000 | 96000 | | Итого специалистов | 16 | 732000 | | Служащие: |
| | Контролёры ОТК | 5 | 3500 | 210000 | | Кассир инкассатор | 1 | 2500 | 30000 | | Секретарь – машиниста | 1 | 2000 | 24000 | | Курьер – уборщица | 1 | 1500 | 18000 | | Итого служащих | 8 |
| 282000 | | Всего по заводоуправлению | 36 | 2268000 |
5.4.Штаты и фонд заработной платы цехового аппарата управления. Таблица 4 | Цехи и должность | Численность, чел. | Среднемесячная заработная плата, руб. | Годовой фонд заработной платы, руб. |
| | 1 | 2 | 3 | 4 |
| | Основное производство |
|
| | Формовочный цех №1: |
| | Начальник цеха | 1 | 10000 | 120000 |
| | Инженер технолог | 1 | 7000 | 84000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Техник – нормировщик | 1 | 3000 | 36000 |
| | Кладовщик | 3 | 3000 | 108000 |
| | Итого | 10 |
| 852000 |
| | Формовочный цех №2: |
|
|
| | Начальник цеха | 1 | 10000 |
| 120000 | | Инженер технолог | 1 | 7000 | 84000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Техник – нормировщик | 1 | 3000 | 36000 |
| | Кладовщик | 3 | 3000 | 108000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 870000 |
| | Бетоносмесительный цех: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Инженер – экономист | 1 | 5000 | 60000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 738000 |
| | Формовочный цех №3: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Инженер – экономист | 1 | 5000 | 60000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 738000 |
| | Арматурный цех: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Инженер – экономист | 1 | 5000 | 60000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 738000 |
| | Итого по основному производству. | 53 | 3936000 |
| | Вспомогательное производство и обслуживание хозяйства |
|
| | Транспортный цех: |
| | Начальник цеха | 1 | 10000 | 120000 |
| | Мастер | 6 | 7000 | 504000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Кладовщик | 1 | 3000 | 36000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 714000 |
| | Ремонтно – механический цех: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Мастер | 4 | 7000 | 336000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 7 | 510000 |
| | Электроцех: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Мастер | 2 | 7000 | 168000 |
| | Кладовщик | 2 | 3000 | 72000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 6 | 378000 |
| | Цех КИП: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Мастер | 2 | 7000 | 168000 |
| | Кладовщик | 2 | 3000 | 72000 |
| | Уборщица | 1 | 1500 | 18000 |
| | Итого | 6 | 378000 |
| | Склады: |
|
| | Заведующий складом | 300945705 | 10000 | 120000 |
| | Кладовщик | 5 | 3000 | 180000 |
| | Уборщица | 1 | 1500 | 18000 |
| | Итого | 7 | 318000 |
| | Итого по вспомогательному производству | 39 | 2298000 |
| | В том числе: |
|
|
|
| | Руководители | 10 | 10000 | 1200000 |
| | Специалисты | 55 | 6683 | 4411200 |
| | Служащие | 25 | 2076 | 622800 |
| | Всего по всем цехам | 90 | 5652 | 6234000 |
|
5.5.Штаты рабочих. Таблица 5 | Цехи | Явочная численность | Число дней работы в году | Продолжительность смены в часах | Число часов, отраб. всеми раб., чел/час. | Фонд времени одного раб-го в год, час. | Списочная численность рабочих, чел. | | Смены | Всего | | 1 | 2 | 3 |
| | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | | Основное производство |
| | Основные рабочие: | | Формовочный цех №1: | 16 | 16 | 14 | 46 | 247 | 8 | 90896 | 1840 | 49 | | Сырьевой цех | 20 | 20 | - | 40 | 260 | 8 | 83200 | 1840 | 45 | | Бетоносмесительный цех | 13 | 13 | 14 | 40 | 260 | 8 | 83200 | 1840 | 45 | | Формовочный цех №2 | 14 | 14 | - | 28 | 253 | 8 | 56672 | 1840 | 31 | | Формовочный цех №3 | 12 | 12 | - | 24 | 253 | 8 | 48576 | 1840 | 26 | | Арматурный цех | 17 | 17 | - | 34 | 260 | 8 | 70720 | 1840 | 38 | | Итого | 92 | 92 | 28 | 212 |
| 234 | | Вспомогательные рабочие основных цехов |
| | Формовочный цех №1 | 7 | 1 | 1 | 9 | 247 | 8 | 17784 | 1840 | 10 | | Формовочный цех №2 | - | - | - | - | - | - | - | - | - | | Сырьевой цех | 2 | 2 | - | 4 | 260 | 8 | 8320 | 1840 | 4 | | Бетоносмесительный цех | 2 | 2 | - | 4 | 260 | 8 | 8320 | 1840 | 4 | | Формовочный цех №3 | 2 | 2 | 2 | 6 | 253 | 8 | 12144 | 1840 | 7 | | Арматурный цех | 4 | 2 | - | 6 | 253 | 8 | 12144 | 1840 | 7 | | Итого | 17 | 9 | - | 26 |
| 32 | | Вспомогательные цеха |
| | Ремонтно – механический цех | 10 | 10 | - | 20 | 253 | 8 | 48000 | 1840 | 26 | | Транспортный цех | 6 | 6 | - | 12 | 253 | 8 | 28800 | 1840 | 15 | | Электроцех | 4 | 4 | - | 8 | 253 | 8 | 19200 | 1840 | 10 | | Цех КИП | 3 | 3 | - | 6 | 253 | 8 | 14400 | 1840 | 7 | | Склады | 2 | 2 | 2 | 6 | 253 | 8 | 14400 | 1840 | 7 | | Итого по вспомогательным цехам | 25 | 25 | 2 | 52 |
| 65 | | Всего по заводу | 134 | 126 | 32 | 292 |
| 331 |
5.6.Расчет фонда заработной платы рабочих. Таблица 6 | Рабочие | Списочное число рабочих, чел. | Среднемесячная заработная плата одного рабочего, руб. | Годовой фонд зараб-ой платы, руб. | | 1 | 2 | 3 | 4 | | Рабочие основных производственных цехов |
| | Основные рабочие: | | Формовочный цех №1 | 49 | 8000 | 4704000 | | Формовочный цех №2 | 31 | 8000 | 2976000 | | Формовочный цех №3 | 26 | 8000 | 2496000 | | Сырьевой цех | 45 | 8000 | 4320000 | | Бетоносмесительный цех | 45 | 8000 | 4320000 | | Арматурный | 38 | 8000 | 3648000 | | Итого | 234 |
| 22464000 | | Вспомогательные рабочие основных цехов: |
| | Формовочный цех №1 | 10 | 6000 | 720000 | | Формовочный цех №2 | - |
|
| | Сырьевой цех | 4 | 6000 | 288000 | | Бетоносмесительный цех | 4 | 6000 | 288000 | | Формовочный цех №3 | 7 | 6000 | 504000 | | Арматурный | 7 | 6000 | 504000 | | Итого | 32 |
| 2304000 | | Вспомогательные цеха: |
| | Ремонтно – механический цех | 26 | 7000 | 2184000 | | Транспортный цех | 12 | 7000 | 1008000 | | Электро цех | 10 | 7000 | 840000 | | Цех КИП | 7 | 7000 | 588000 | | Склады | 7 | 7000 | 588000 | | Итого по вспомогательным цехам | 55 |
| 5208000 | | Всего по заводу | 335 | 7615 | 29976000 |
5.7.Распределение фонда заработной платы основных производственных рабочих по видам продукции. Таблица 7 | Изделие | Годовая программа, мі | Коэфф-нт сложности | Условно привед. выпуск прод. | Удельный вес каждого вида продукции в приведенном объеме производств, % | Годовой фонд заработной платы по каждому виду продукции, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | | С 60.30–АIII | 15000 | 1,3 | 19500 | 0,198 | 4447872 | | C 40.30–АIII | 15000 | 1,3 | 19500 | 0,198 | 4447872 | | 1КОД–42.1 | 12500 | 1,5 | 18750 | 0,19 | 4268160 | | 1КОО–42.1 | 12500 | 1,5 | 18750 | 0,19 | 4268160 | | РДП 9.57-90 | 5000 | 1,4 | 7000 | 0,07 | 1572480 | | РТБ50.50-2(3) | 5000 | 1,5 | 7500 | 0,076 | 1707264 | | РТБ80.50-2(3) | 5000 | 1,5 | 7500 | 0,076 | 1707264 | | Итого | 70000 |
| 98500 | 1 | 22464000 |
5.8.Распределение фонда заработной платы рабочих вспомогательных цехов, обслуживающих хозяйств и вспомогательных рабочих основных цехов. Таблица 8 | Статьи расхода | Процент общей суммы, % | Сумма, руб. | | 1 | 2 | 3 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы | 90 | 48945600 | | Общезаводские расчеты | 10 | 5438400 | | Итого | 100 | 54384000 |
5.9.Сводная ведомость численности и фонда заработной платы промышленно – производственного персонала предприятия.
Таблица 9 | Категория работников | Списочная численность, чел. | Среднемесячная заработная плата, руб. | Годовой фонд заработной платы, руб. | | 1 | 2 | 3 | 4 | | Рабочие | 335 | 7615 | 29976000 | | Руководители | 22 | 9300 | 2454000 | | Специалисты | 71 | 5680 | 5143200 | | Служащие | 33 | 2222 | 904800 | | Итого | 461 | 6955 | 38478000 |
Отношение численности аппарата управления к численности рабочих __37____ %.
5.10.Амортизационные отчисления для составления калькуляции себестоимости продукции. Таблица 10 | Фонды, объекты | Использование амортизационных отчислений | Здания и сооружения | Оборудование | Итого амортизационных отчислений, руб. | | Стоимость, руб. | Амортизационные отчисления | Стоимость, руб. | Амортизационные отчисления | | % | Сумма, руб. | % | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | | Здания, сооружения: |
| | Объекты основного производственного назначения |
| 18134000 | 3,2 | 580288 |
| 580288 | | Объекты подсобного и обслуживающего назначения |
| 5181000 | 3,2 | 165792 | 165792 | | Прочие сооружения |
| 2590600 | 3,2 | 82890 | 82980 | | Итого по зданиям и сооружениям |
| 25905600 | 3,2 | 828980 | 828980 | | Оборудование: |
| | Оборудование цехового назначения |
|
| 14493200 | 15 | 2173980 | 2173980 | | Оборудование общезаводского назначения |
| 1610300 | 15 | 241545 | 241545 | | Итого по оборудованию |
| 16103500 | 15 | 2415525 | 2415525 | | Всего |
|
| 3244505 |
Сумма амортизации зданий и оборудования цехового назначения _________2754268_______________ руб. Сумма амортизации зданий и оборудования общезаводского назначения ______490227____________ руб.
5.11.Амортизационные отчисления (для составления сметы затрат на производство продукции). Таблица 11 | Показатели | Здания, сооружения | Оборудование | Затраты на непредвиденные расходы | Всего, руб. | | 1 | 2 | 3 | 4 | 5 | | Стоимость строительства, руб. – всего | 25905600 | 16103500 | 4900000 | 46909100 | | Амортизационные отчисления, руб. – всего | 828980 | 2415525 | - | 3244505 | | В том числе |
|
|
|
| | Амортизационные отчисления: |
|
|
|
| | Отнесённые на расходы по содержанию и эксплуатации зданий и оборудования и цеховые расходы, руб. | 580288 | 2173980 |
| 2754268 | | Отнесённые на общезаводские расходы, руб. | 248682 | 241545 |
| 490227 |
Примечание. Стоимость зданий, сооружений и оборудования должна соответствовать данным стоимости строительства завода, приведены в таблице 3, а при расширении (реконструкции, техническом перевооружении) – данным, приведенным в таблице 4. Сумма амортизационных отчислений по оборудованию должна соответствовать данным таблицы 18. При производстве различных видов продукции для составления смет косвенных расходов расчет амортизационных отчислений производится по таблице 18.
5.12.Смета расходов по содержанию и эксплуатации оборудования и цеховых расходов. Таблица 12 | Статьи расхода | Сумма, руб. | Обоснование расчета | | 1 | 2 | 3 | | Основная заработная плата цехового аппарата управления и вспомогательных рабочих | 78921600 | Табл. 9, гр. 5 (или табл. 10, гр. 8) и табл. 16, гр. 3 | | Дополнительная заработная плата | 10259800 | 13% основной зарплаты | | Начисления на заработную плату | 2286700 | 39% основной и дополнительной зарплаты | | Амортизация зданий сооружений и оборудования цехового назначения | 2754268 | Табл. 19 | | Текущий ремонт и содержание зданий и оборудования | 2610200 | 8% стоимости основных фондов цехового назначения | | Электроэнергия для освещения | 716440 | 4% суммы предыдущих статей | | Топливо для отопления | 1074660 | 6% суммы предыдущих статей | | Прочие расходы | 1791100 | 10% суммы предыдущих статей | | Итого | 100414768 |
|
Заработная плата основных производственных рабочих 22464000 руб. Отношение расходов по содержанию и эксплуатации оборудования и цеховых расходов к заработной плате основных производственных рабочих 4,4700
5.13.Распределение расходов по содержанию и эксплуатации оборудования и цеховых расходов. Таблица 13 | Изделия | Заработная плата основных производственных рабочих, руб. | Отношение расходов по содержанию и эксплуатации оборудования и цеховых расходов к заработной плате основных производственных рабочих | Сумма расходов, руб. | | 1 | 2 | 3 | 4 | | С 60.30–АIII | 4447872 | 4,47 | 19881987,8 | | C 40.30–АIII | 4447872 | 4,47 | 19881987,8 | | 1КОД–42.1 | 4268160 | 4,47 | 19078675,2 | | 1КОО–42.1 | 4268160 | 4,47 | 19078675,2 | | РДП 9.57-90 | 1572480 | 4,47 | 7028985,6 | | РТБ50.50-2(3) | 1707264 | 4,47 | 7631470,08 | | РТБ80.50-2(3) | 1707264 | 4,47 | 7631470,08 | | Итого | 22464000 | 4,47 | 100213251,8 |
Примечание. Итоговая сумма гр. 2 таб. 20 должна равняться итоговой сумме гр. 4 табл. 21.
5.14.Смета общезаводских расходов. Таблица 14 | Статьи расходов | Сумма затрат, руб. | Обоснование расчета | | 1 | 2 | 3 | | Заработная плата административно – управленческого персонала | 7706400 | Табл. 7, гр. 5 (или табл. 8, гр. 8) и табл. 16, гр. 3 | | Начисления на заработную плату | 3005496 | 39% фонда заработной платы | | Административно – хозяйственные расходы | 2311920 | 30% фонда заработной платы | | Амортизация зданий, сооружений и оборудования общезаводского назначения | 490227 | Табл. 19 | | Текущий ремонт общезаводских зданий, сооружений и оборудования | 562914 | 6% основных фондов общезаводского назначения | | Электроэнергия для освещения | 563080 | 4% суммы предыдущих статей | | Топливо для отопления | 844617 | 6% суммы предыдущих статей | | Прочие расходы | 1407696 | 10% суммы предыдущих статей | | Итого | 16892353 |
|
Заработная плата основных производственных рабочих 22464000 руб. Отношение общезаводских расходов к заработной плате основных производственных рабочих 0,75197.
5.15.Распределение общезаводских расходов. Таблица 15 | Изделия | Заработная плата основных производственных рабочих, руб. | Общезаводские расходы | | Отношение общезаводских расходов к заработной плате основных производственных рабочих | Сумма расходов, руб. | | 1 | 2 | 3 | 4 | | С 60.30–АIII | 4447872 | 0,75197 | 3344666 | | C 40.30–АIII | 4447872 | 0,75197 | 3344666 | | 1КОД–42.1 | 4268160 | 0,75197 | 3209528 | | 1КОО–42.1 | 4268160 | 0,75197 | 3209528 | | РДП 9.57-90 | 1572480 | 0,75197 | 1182457 | | РТБ50.50-2(3) | 1707264 | 0,75197 | 1283811 | | РТБ80.50-2(3) | 1707264 | 0,75197 | 1283811 | | Итого | 22464000 | 0,75197 | 16892353 |
Примечание. Итоговая сумма гр. 2, табл. 22 должна равняться итоговой сумме гр. 4, табл. 23.
С 60.30–АIII
Годовой выпуск продукции – 15000 мі. Калькуляция себестоимости изделия 1 (годовой выпуск 15000_____ тыс. куб. м).Бет. смесь:13363 мі. Таблица 16 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М400 | Тонн | 3477 | 900 | 3129300 | кг | 260,2 | 234 | | Песок | Тонн | 11786 | 150 | 1767900 | мі | 0,882 | 132 | | Щебень | Тонн | 15607 | 230 | 3589610 | мі | 1160 | 268 | | С-3 | кг | 26726 | 30 | 801780 | Кг | 2 | 60 | | Арматура | Тонн | 606 | 9000 | 5454000 | Кг | 45,4 | 408 | | Вода | М3 | 1042 | 3 | 3126 | мі | 0,078 | 1 | | Итого |
|
|
| 14745716 |
|
| 1103 | | Топливо для технологических целей | Гкал | 750 | 900 | 675000 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 2250 | 160 | 360000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 60000 | 2 | 120000 | мі | 4 | 8 | | Вода технологическая | мі | 3000 | 3 | 9000 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 150000 | 1 | 150000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 4447872 |
| 296 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 1734670 |
| 115 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 19881988 |
| 1325 | | Итого цеховая себестоимость |
| 42124246 |
| 2927 | | Общезаводские расходы |
| 3344666 |
| 223 | | Итого заводская себестоимость |
| 45468912 |
| 3150 | | Внепроизводственные расходы |
| 4546891 |
| 315 | | Всего полная себестоимость |
| 50015800 |
|
3465 |
C 40.30–АIII
Годовой выпуск продукции – 15000 мі. Калькуляция себестоимости изделия 2 (годовой выпуск 15000_____ тыс. куб. м).Бет.смесь: 14056 мі. Таблица 17 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции |
| | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. |
| | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| | Сырье и основные материалы: |
|
| | Цемент | Тонн | 3657 | 900 | 3291300 | Тонн | 260,2 | 234 |
| | Песок | Тонн | 12397 | 150 | 1859550 | мі | 0,882 | 132 |
| | Щебень | Тонн | 16417 | 230 | 3775910 | мі | 1169 | 268 |
| | С-3 | кг | 28112 | 30 | 843360 | Кг | 2 | 60 |
| | Вода | М3 | 1096 | 3 | 3288 | мі | 0,078 | 1 |
| | Арматура | Тонн | 702,8 | 9000 | 6325200 | Тонн | 0,05 | 450 |
| | Итого |
|
|
| 16098600 |
|
| 1145 |
| | Топливо для технологических целей | Гкал | 750 | 900 | 675000 | Гкал | 0,05 | 45 |
| | Пар для технологических целей | Тонн | 2250 | 160 | 360000 | Тонн | 0,15 | 24 |
| | Сжатый воздух | мі | 60000 | 2 | 120000 | мі | 4 | 8 |
| | Вода технологическая | мі | 3000 | 3 | 9000 | мі | 0,2 | 0,6 |
| | Электроэнергия силовая | КВт/ч | 150000 | 1 | 150000 | КВт/ч | 10 | 10 |
| | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 4447872 |
| 296 |
|
| 296 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 1734670 |
| 122 |
| 115 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 19881987 |
| 1325 |
| 1325 | | Итого цеховая себестоимость |
| 43477129 |
| 2976 |
|
| 2927 | | Общезаводские расходы |
| 3344666 |
| 223 |
| 223 | | Итого заводская себестоимость |
| 46821795 |
| 3199 |
| 3150 | | Внепроизводственные расходы |
| 4682179 |
| 319 |
| 315 | | Всего полная себестоимость |
| 51503975 |
| 3518 |
|
3465 |
1КОД–42.1
Годовой выпуск продукции – 12500 мі. Калькуляция себестоимости изделия 3 (годовой выпуск 12500_____ тыс. куб. м).Бетонная смесь: 11250 мі. Таблица 18 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М500 | Тонн | 3915 | 900 | 3523000 | кг | 348 | 313 | | Песок | Тонн | 9371 | 150 | 1405650 | мі | 833 | 125 | | Щебень | Тонн | 13173 | 230 | 3029790 | мі | 1171 | 27 | | С-3 | Кг | 29362 | 30 | 880860 | Кг | 2,61 | 78 | | Арматура | Тонн | 4100 | 9000 | 36900000 | Кг | 329 | 2952 | | Вода | М3 | 950 | 3 | 2850 | мі | 0,076 | 1 | | Итого |
|
|
| 45742150 |
|
| 3496 | | Топливо для технологических целей | Гкал | 625 | 900 | 562500 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 1875 | 160 | 300000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 50000 | 2 | 100000 | мі | 4 | 8 | | Вода технологическая | мі | 2500 | 3 | 7500 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 125000 | 1 | 125000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 4268160 |
| 341 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 1664715 |
| 133 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 19078675 |
| 1526 | | Итого цеховая себестоимость |
| 71848700 |
| 5584 | | Общезаводские расходы |
| 3209528 |
| 257 | | Итого заводская себестоимость |
| 75058230 |
| 5841 | | Внепроизводственные расходы |
| 7505823 |
| 584 | | Всего полная себестоимость |
| 82564050 |
|
6425 |
1КОО–42.1
Годовой выпуск продукции – 12500 мі. Калькуляция себестоимости изделия 4 (годовой выпуск 12500_____ тыс. куб. м).Бетонная смесь: 11390 мі/год. Таблица 19 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М500 | Тонн | 3964 | 900 | 3567348 | кг | 348 | 313 | | Песок | мі | 9488 | 150 | 1423181 | мі | 833 | 125 | | Щебень | мі | 13338 | 230 | 3067669 | мі | 1171 | 270 | | С-3 |
| 29728 | 30 | 891837 | кг | 2,61 | 78 | | Арматура | Тонн | 4123 | 9000 | 37108620 | Кг | 362 | 3258 | | Вода | М3 | 866 | 3 | 2597 | мі | 0,076 | 1 | | Итого |
|
|
| 46061252 |
|
| 4045 | | Топливо для технологических целей | Гкал | 570 | 900 | 512550 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 1709 | 160 | 273360 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 45560 | 2 | 91120 | мі | 4 | 8 | | Вода технологическая | мі | 2278 | 3 | 6834 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 113900 | 1 | 113900 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих. |
| 4268160 |
| 341 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 1664582 |
| 133 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 19078675 |
| 1526 | | Итого цеховая себестоимость |
| 72070433 |
| 6327,5 | | Общезаводские расходы |
| 3209528 |
| 257 | | Итого заводская себестоимость |
| 75279961 |
| 6022 | | Внепроизводственные расходы |
| 7527996 |
| 602 | | Всего полная себестоимость |
| 82807957 |
| 6625 |
РДП 9.57-90
Годовой выпуск продукции – 5000 мі. Калькуляция себестоимости изделия 5 (годовой выпуск 5000_____ тыс. куб. м).Бетонная смесь: 4412 мі/год. Таблица 20 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М500 | Тонн | 1641 | 900 | 1477138 | кг | 372 | 335 | | Песок | мі | 3450 | 150 | 517528 | мі | 782 | 117 | | Щебень | мі | 5180 | 230 | 1191328 | мі | 1174 | 270 | | С-3 | кг | 11471 | 30 | 344136 | кг | 2,6 | 78 | | Арматура | Тонн | 997 | 9000 | 8974008 | Кг | 226 | 2034 | | Вода | М3 | 349 | 3 | 1046 | мі | 0,079 | 1 | | Итого |
|
|
| 12505184 |
|
| 2835 | | Топливо для технологических целей | Гкал | 250 | 900 | 225000 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 675 | 160 | 108000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 20000 | 2 | 40000 | мі | 4 | 8 | | Вода технологическая | мі | 1000 | 3 | 3000 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 50000 | 1 | 50000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 1572480 |
| 314 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 613267 |
| 123 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 7028986 |
| 1406 | | Итого цеховая себестоимость |
| 22145917 |
| 4429 | | Общезаводские расходы |
| 1182457 |
| 236 | | Итого заводская себестоимость |
| 23328374 |
| 4665 | | Внепроизводственные расходы |
| 2332837 |
| 467 | | Всего полная себестоимость |
| 25661211 |
| 5132 |
РТБ50.50-2(3)
Годовой выпуск продукции – 5000 мі. Калькуляция себестоимости изделия 6 (годовой выпуск 5000_____ тыс. куб. м). Бетонная смесь: 4483 мі/год. Таблица 21 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М400 | Тонн | 977 | 900 | 879565 | кг | 218 | 196 | | Песок | мі | 3963 | 150 | 594446 | мі | 884 | 132 | | Щебень | мі | 5877 | 230 | 1351759 | мі | 1311 | 302 | | С-3 | Кг | 7173 | 30 | 215184 | Кг | 1,6 | 48 | | Арматура | Тонн | 261 | 9000 | 2352230 | Кг | 58,3 | 525 | | Вода | М3 | 170 | 3 | 511 | мі | 0,038 | 1 | | Итого |
|
|
| 5393695 |
|
| 1203 | | Топливо для технологических целей | Гкал | 250 | 900 | 225000 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 750 | 160 | 120000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 20000 | 2 | 40000 | мі | 4 | 8 | | Вода технологическая | мі | 1000 | 3 | 3000 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 50000 | 1 | 50000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих. |
| 1707264 |
| 341 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 665833 |
| 133 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 7631470 |
| 257 | | Итого цеховая себестоимость |
| 15836262 |
| 3167 | | Общезаводские расходы |
| 1283811 |
| 257 | | Итого заводская себестоимость |
| 17120073 |
| 3424 | | Внепроизводственные расходы |
| 1712007 |
| 342 | | Всего полная себестоимость |
| 18832080 |
| 3766 |
РТБ 80.50-2(3)
Годовой выпуск продукции – 5000 мі. Калькуляция себестоимости изделия 7 (годовой выпуск 5000_____ тыс. куб. м).Бетонная смесь 4590 мі/год
Таблица 21 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М400 | Тонн | 1001 | 900 | 90558 | кг | 218 | 196 | | Песок | Тонн | 4058 | 150 | 608634 | мі | 884 | 132 | | Щебень | Тонн | 6017 | 230 | 1384023 | мі | 1311 | 302 | | С-3 | Кг | 7344 | 30 | 220320 | Кг | 1,6 | 48 | | Арматура | Тонн | 268 | 9000 | 2408373 | Кг | 58,3 | 525 | | Вода | М3 | 175 | 3 | 523 | л | 0,038 | 1 | | Итого |
|
|
| 4712431 |
|
| 1027 | | Топливо для технологических целей | Гкал | 250 | 900 | 225000 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 750 | 160 | 120000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 20000 | 2 | 40000 | мі | 4 | 8 | | Вода технологическая | мі | 1000 | 3 | 3000 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 50000 | 1 | 50000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 1707264 |
| 341 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 665833 |
| 133 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 7631470 |
| 1526 | | Итого цеховая себестоимость |
| 15154998 |
| 3031 | | Общезаводские расходы |
| 1283811 |
| 257 | | Итого заводская себестоимость |
| 16438809 |
| 3288 | | Внепроизводственные расходы |
| 1643880 |
| 329 | | Всего полная себестоимость |
| 18082689 |
| 3617 |
Смета затрат на производство годового объема выпуска продукции (составляется на основе калькуляций отдельных видов продукции). Таблица 24 | № пп | Элемент затрат | Единица измерения | Количество | Стоимость единицы, руб. | Сумма затрат на годовой выпуск, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | | 1 | Сырье и материалы: |
|
|
|
| | Цемент. | Тонн | 3915 | 900 | 3523000 | | Песок. | Тонн | 9371 | 150 | 1405650 | | Щебень. | Тонн | 13173 | 230 | 3029790 | | С-3 | кг | 29362 | 30 | 880860 | | Арматура. | Тонн | 4100 | 9000 | 36900000 | | 2 | Топливо всех видов со стороны | Гкал | 625 | 900 | 562500 | | 3 | Пар технологический, получаемый со стороны | Тонн | 12003,3 | 160 | 1920528 | | 4 | Электроэнергия | Квт/ч | 125000 | 1 | 125000 | | 5 | Вода для технологических целей | мі | 2500 | 3 | 7500 | | 6 | Сжатый воздух | мі | 50000 | 2 | 100000 | | 7 | Расходы на оплату туда всех работающих |
|
|
| 4268160 | | 8 | Начисления на расходы по оплате труда всех работающих (39% расходов на оплату всех работающих) |
|
|
| 1664715 | | 9 | Амортизация зданий, сооружений и оборудования |
|
|
| 3244505 | | 10 | Текущий ремонт зданий, сооружений и оборудования |
|
|
| 19078675 | | 11 | Административно – хозяйственные расходы |
|
|
| 3209528 | | 12 | Прочие расходы |
|
|
| 7505823 |
| Итого |
|
|
| 246707550 |
Сводная таблица технико-экономических показателей дипломного проекта. Таблица 25
| №№пп | Показатели | Единица измерения | Кол-во | | 11 | 2 | 3 | 4 | | 22 | Стоимость товарной продукции в действующих оптовых ценах предприятия | руб. | 300945705 | | 33 | Объем реализованной продукции в стоимостном выражении | руб. | 300945705 | | 44 | Режим работы основных производственных цехов: |
| | Дней в году | День | 253 | | Смен в сутки | Смена | 3 | | Часов в смену | Час | 8 | | 55 | Расход на единицу продукции основного сырья и вспомогательных материалов: |
| | Цемент | Тонн | 0,27 | | Песок | Мі | 0,803 | | Щебень | Мі | 1,08 | | Арматура | Тонн | 0,157 | | Электроэнергии силовой | Тыс. квт. – час | 10 | | Топлива технологического | Тн. Усл. Топл. | 0,05 | | Пара технологического | Тн | 0,15 | | Воды для технологических целей | Тыс. м | 0,2 | | Сжатого воздуха | Тыс. м | 4 | | 66 | Общий годовой расход основного сырья и вспомогательных материалов |
| | Цемент | Тонн | 18632 | | Песок | Тонн | 56243 | | Щебень | Тонн | 75609 | | Арматура | Тонн | 11058 | | Электроэнергии силовой | Тыс. квт. – час | 160440 | | Топлива технологического | Тн. Усл. Топл. | 4001 | | Пара технологического | Тн | 6001,65 | | Воды для технологических целей | Тыс. м | 16004 | | Сжатого воздуха | Тыс. м | 800220 | | 77 | Численность промышленно – производственного персонала – всего |
| | В том числе: | | Рабочие | Чел. | 335 | | Руководители | Чел. | 22 | | Специалисты | Чел. | 77 | | Служащие | Чел. | 33 |
| Выработка товарной продукции на одного рабочего | Мі/чел. | 932388 |
| 88 | Средняя месячная заработная плата: |
| | Рабочие | руб. | 7615 | | Руководители | руб. | 4564 | | Специалисты | руб. | 5680 | | Служащие | руб. | 2222 | | 99 | Фонд заработной платы промышленно – производственного персонала: |
| | Рабочие | руб. | 29976000 | | Руководители | руб. | 13740000 | | Специалисты | руб. | 5143200 | | Служащие | руб. | 904800 | | 110 | Полная стоимость единицы продукции (перечислить по основным видам продукции) |
| | С 60.30–АIII | руб. | 3465 | | C 40.30–АIII | руб. | 3518 | | 1КОД–42.1 | руб. | 6425 | | 1КОО–42.1 | руб. | 6625 | | РДП 9.57-90 | руб. | 5132 | | РТБ50.50-2(3) | руб. | 3766 |
| РТБ80.50-2(3) | Руб. | 3906 | | 111 | Действующая оптовая цена единицы продукции (перечислить по основным видам продукции) |
| | С 60.30–АIII | руб. | 4505 | | C 40.30–АIII | руб. | 4573 | | 1КОД–42.1 | руб. | 8353 | | 1КОО–42.1 | руб. | 8613 | | РДП 9.57-90 | руб. | 6672 | | РТБ50.50-2(3) | руб. | 4896 |
| РТБ80.50-2(3) | Руб. | 4922 | | 112 | Полная себестоимость всей товарной продукции | руб. | 366588155 | | 113 | Годовая прибыль: |
| | Балансовая | руб. | 65642450 | | 114 | Объем капитальных вложений (для нового строительства) | руб. | 46909100 | | 115 | Удельные капитальные вложения | руб/куб. м | 670 | | 116 | Рентабельность продукции | % | 26 | | 117 | Срок окупаемости новых капитальных вложений (для нового строительства) | Год | 2 | | 118 | Сумма налога на прибыль предприятия (ставка налога на прибыль для предприятия – 36%), с учетом превышения фонда заработной платы всех работающих над необлагаемой суммой фонда заработной платы промышленно – производственного персонала | руб. | 23631282 |
5. ЭКОНОМИЧЕСКАЯ ЧАСТЬ.
5.1.Производственная программа завода. Таблица 1 | Продукция | Действующая оптовая цена предприятия за единицу продукции, руб. | Годовая программа, тыс. мі | Стоимость выпуска продукции в действующих оптовых ценах предприятия, руб. | | 1 | 2 | 3 | 4 | | Объём выпуска продукции в натуральном выражении – всего. |
| | В том числе: | | С 60.30 – АIII |
| 15000(13363) | 46302795 | | C 40.30 – АIII |
| 15000(14056) | 49449008 | | 1КОД – 42.1 |
| 12500(11250) | 72281250 | | 1КОО – 42.1 |
| 12500(11390) | 75458750 | | РДП 9.57-90 |
| 5000(4412) | 22642384 | | РТБ 50.50-2(3) |
| 5000(4483) | 16882978 | | РТБ 80.50-2(3) |
| 5000(4590) | 17928540 | | Итого товарной продукции. |
| 70000 | 300945705 | | Итого реализуемой продукции. |
|
| 312350000 |
5.2.Капитальные вложения. Таблица 2 | Вид основных фондов. | Капитальные вложения, руб. | Всего кап-ных вложений, руб. | | СМР | Оборуд. | Затраты на непред. работы. | | 1 | 2 | 3 | 4 | 5 | | Здания, сооружения. |
| | Объекты основного производственного назначения. | 18134000 |
| | Объекты подсобного и обслуживающего назначения. | 5181000 | | Прочие сооружения. | 2590600 | | Итого по зданиям и сооружениям. | 25905600 |
| 25905600 | | Оборудование цехового назначения. |
| 14493200 |
| | Оборудование общезаводского назначения. |
| 1610300 |
| | Итого по оборудованию. |
| 16103500 |
| 16103500 | | Всего. |
| 4900000 | 4900000 | | Итого стоимость предприятия. |
| 46909100 |
5.3.Штаты и фонд заработной платы аппарата заводоуправления. Таблица 3 | Штаты | Численность, чел. | Среднемесячная заработная плата, руб. | Годовой фонд заработной платы, руб. | | 1 | 2 | 3 | 4 | | Руководители: |
| | Директор | 1 | 12000 | 144000 | | Заместитель директора | 2 | 10000 | 240000 | | Главный инженер | 1 | 10000 | 120000 | | Главный бухгалтер | 1 | 9000 | 108000 | | Начальник планового отдела | 1 | 9000 | 108000 | | Главный механик | 1 | 8000 | 96000 | | Главный энергетик | 1 | 8000 | 96000 | | Начальник лаборатории | 1 | 7500 | 90000 | | Начальник отдела снабжения | 1 | 7000 | 84000 | | Начальник службы КИП и автоматики | 1 | 7000 | 84000 | | Начальник ОТК | 1 | 7000 | 84000 | | Итого руководителей | 12 | 1254000 | | Специалисты: |
| | Инженер – экономист | 2 | 4000 | 96000 | | Техник – конструктор | 3 | 4000 | 144000 | | Нормировщик | 2 | 4000 | 96000 | | Инспектор по кадрам | 2 | 4000 | 96000 | | Сменные лаборанты | 3 | 3000 | 108000 | | Теплотехник | 2 | 4000 | 96000 | | Бухгалтер | 2 | 4000 | 96000 | | Итого специалистов | 16 | 732000 | | Служащие: |
| | Контролёры ОТК | 5 | 3500 | 210000 | | Кассир инкассатор | 1 | 2500 | 30000 | | Секретарь – машиниста | 1 | 2000 | 24000 | | Курьер – уборщица | 1 | 1500 | 18000 | | Итого служащих | 8 |
| 282000 | | Всего по заводоуправлению | 36 | 2268000 |
5.4.Штаты и фонд заработной платы цехового аппарата управления. Таблица 4 | Цехи и должность | Численность, чел. | Среднемесячная заработная плата, руб. | Годовой фонд заработной платы, руб. |
| | 1 | 2 | 3 | 4 |
| | Основное производство |
|
| | Формовочный цех №1: |
| | Начальник цеха | 1 | 10000 | 120000 |
| | Инженер технолог | 1 | 7000 | 84000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Техник – нормировщик | 1 | 3000 | 36000 |
| | Кладовщик | 3 | 3000 | 108000 |
| | Итого | 10 |
| 852000 |
| | Формовочный цех №2: |
|
|
| | Начальник цеха | 1 | 10000 |
| 120000 | | Инженер технолог | 1 | 7000 | 84000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Техник – нормировщик | 1 | 3000 | 36000 |
| | Кладовщик | 3 | 3000 | 108000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 870000 |
| | Бетоносмесительный цех: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Инженер – экономист | 1 | 5000 | 60000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 738000 |
| | Формовочный цех №3: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Инженер – экономист | 1 | 5000 | 60000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 738000 |
| | Арматурный цех: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Сменный мастер | 6 | 7000 | 504000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Инженер – экономист | 1 | 5000 | 60000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 738000 |
| | Итого по основному производству. | 53 | 3936000 |
| | Вспомогательное производство и обслуживание хозяйства |
|
| | Транспортный цех: |
| | Начальник цеха | 1 | 10000 | 120000 |
| | Мастер | 6 | 7000 | 504000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Кладовщик | 1 | 3000 | 36000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 10 | 714000 |
| | Ремонтно – механический цех: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Мастер | 4 | 7000 | 336000 |
| | Нормировщик | 1 | 3000 | 36000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 7 | 510000 |
| | Электроцех: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Мастер | 2 | 7000 | 168000 |
| | Кладовщик | 2 | 3000 | 72000 |
| | Курьер – уборщица | 1 | 1500 | 18000 |
| | Итого | 6 | 378000 |
| | Цех КИП: |
|
| | Начальник цеха | 1 | 10000 | 120000 |
| | Мастер | 2 | 7000 | 168000 |
| | Кладовщик | 2 | 3000 | 72000 |
| | Уборщица | 1 | 1500 | 18000 |
| | Итого | 6 | 378000 |
| | Склады: |
|
| | Заведующий складом | 300945705 | 10000 | 120000 |
| | Кладовщик | 5 | 3000 | 180000 |
| | Уборщица | 1 | 1500 | 18000 |
| | Итого | 7 | 318000 |
| | Итого по вспомогательному производству | 39 | 2298000 |
| | В том числе: |
|
|
|
| | Руководители | 10 | 10000 | 1200000 |
| | Специалисты | 55 | 6683 | 4411200 |
| | Служащие | 25 | 2076 | 622800 |
| | Всего по всем цехам | 90 | 5652 | 6234000 |
|
5.6.Штаты рабочих. Таблица 6 | Цехи | Явочная численность | Число дней работы в году | Продолжительность смены в часах | Число часов, отрабатываемых всеми рабочими, чел/час. | Фонд времени одного рабочего в год, час. | Списочная численность рабочих, чел. | | Смены | Всего | | 1 | 2 | 3 |
| | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | | Основное производство |
| | Основные рабочие: | | Формовочный цех №1: | 16 | 16 | 14 | 46 | 247 | 8 | 90896 | 1840 | 49 | | Сырьевой цех | 20 | 20 | - | 40 | 260 | 8 | 83200 | 1840 | 45 | | Бетоносмесительный цех | 13 | 13 | 14 | 40 | 260 | 8 | 83200 | 1840 | 45 | | Формовочный цех №2 | 14 | 14 | - | 28 | 253 | 8 | 56672 | 1840 | 31 | | Формовочный цех №3 | 12 | 12 | - | 24 | 253 | 8 | 48576 | 1840 | 26 | | Арматурный цех | 17 | 17 | - | 34 | 260 | 8 | 70720 | 1840 | 38 | | Итого | 92 | 92 | 28 | 212 |
| 234 | | Вспомогательные рабочие основных цехов |
| | Формовочный цех №1 | 7 | 1 | 1 | 9 | 247 | 8 | 17784 | 1840 | 10 | | Формовочный цех №2 | - | - | - | - | - | - | - | - | - | | Сырьевой цех | 2 | 2 | - | 4 | 260 | 8 | 8320 | 1840 | 4 | | Бетоносмесительный цех | 2 | 2 | - | 4 | 260 | 8 | 8320 | 1840 | 4 | | Формовочный цех №3 | 2 | 2 | 2 | 6 | 253 | 8 | 12144 | 1840 | 7 | | Арматурный цех | 4 | 2 | - | 6 | 253 | 8 | 12144 | 1840 | 7 | | Итого | 17 | 9 | - | 26 |
| 32 | | Вспомогательные цеха |
| | Ремонтно – механический цех | 10 | 10 | - | 20 | 253 | 8 | 48000 | 1840 | 26 | | Транспортный цех | 6 | 6 | - | 12 | 253 | 8 | 28800 | 1840 | 15 | | Электроцех | 4 | 4 | - | 8 | 253 | 8 | 19200 | 1840 | 10 | | Цех КИП | 3 | 3 | - | 6 | 253 | 8 | 14400 | 1840 | 7 | | Склады | 2 | 2 | 2 | 6 | 253 | 8 | 14400 | 1840 | 7 | | Итого по вспомогательным цехам | 25 | 25 | 2 | 52 |
| 65 | | Всего по заводу | 134 | 126 | 32 | 292 |
| 331 |
5.7.Расчет фонда заработной платы рабочих. Таблица 7 | Рабочие | Списочное число рабочих, чел. | Среднемесячная заработная плата одного рабочего, руб. | Годовой фонд заработной платы, руб. | | 1 | 2 | 3 | 4 | | Рабочие основных производственных цехов |
| | Основные рабочие: | | Формовочный цех №1 | 49 | 8000 | 4704000 | | Формовочный цех №2 | 31 | 8000 | 2976000 | | Формовочный цех №3 | 26 | 8000 | 2496000 | | Сырьевой цех | 45 | 8000 | 4320000 | | Бетоносмесительный цех | 45 | 8000 | 4320000 | | Арматурный | 38 | 8000 | 3648000 | | Итого | 234 |
| 22464000 | | Вспомогательные рабочие основных цехов: |
| | Формовочный цех №1 | 10 | 6000 | 720000 | | Формовочный цех №2 | - |
|
| | Сырьевой цех | 4 | 6000 | 288000 | | Бетоносмесительный цех | 4 | 6000 | 288000 | | Формовочный цех №3 | 7 | 6000 | 504000 | | Арматурный | 7 | 6000 | 504000 | | Итого | 32 |
| 2304000 | | Вспомогательные цеха: |
| | Ремонтно – механический цех | 26 | 7000 | 2184000 | | Транспортный цех | 12 | 7000 | 1008000 | | Электро цех | 10 | 7000 | 840000 | | Цех КИП | 7 | 7000 | 588000 | | Склады | 7 | 7000 | 588000 | | Итого по вспомогательным цехам | 55 |
| 5208000 | | Всего по заводу | 335 | 7615 | 29976000 |
5.8.Распределение фонда заработной платы основных производственных рабочих по видам продукции. Таблица 8 | Изделие | Годовая программа, мі | Коэффициент сложности | Условно приведенный выпуск продукции | Удельный вес каждого вида продукции в приведенном объеме производств, % | Годовой фонд заработной платы по каждому виду продукции, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | | С 60.30–АIII | 15000 | 1,3 | 19500 | 0,198 | 4447872 | | C 40.30–АIII | 15000 | 1,3 | 19500 | 0,198 | 4447872 | | 1КОД–42.1 | 12500 | 1,5 | 18750 | 0,19 | 4268160 | | 1КОО–42.1 | 12500 | 1,5 | 18750 | 0,19 | 4268160 | | РДП 9.57-90 | 5000 | 1,4 | 7000 | 0,07 | 1572480 | | РТБ50.50-2(3) | 5000 | 1,5 | 7500 | 0,076 | 1707264 | | РТБ80.50-2(3) | 5000 | 1,5 | 7500 | 0,076 | 1707264 | | Итого | 70000 |
| 98500 | 1 | 22464000 |
5.9.Распределение фонда заработной платы рабочих вспомогательных цехов, обслуживающих хозяйств и вспомогательных рабочих основных цехов. Таблица 9 | Статьи расхода | Процент общей суммы, % | Сумма, руб. | | 1 | 2 | 3 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы | 90 | 48945600 | | Общезаводские расчеты | 10 | 5438400 | | Итого | 100 | 54384000 |
5.10.Сводная ведомость численности и фонда заработной платы промышленно – производственного персонала предприятия.
Таблица 10 | Категория работников | Списочная численность, чел. | Среднемесячная заработная плата, руб. | Годовой фонд заработной платы, руб. | | 1 | 2 | 3 | 4 | | Рабочие | 335 | 7615 | 29976000 | | Руководители | 22 | 9300 | 2454000 | | Специалисты | 71 | 5680 | 5143200 | | Служащие | 33 | 2222 | 904800 | | Итого | 461 | 6955 | 38478000 |
Отношение численности аппарата управления к численности рабочих __37____ %.
5.11.Амортизационные отчисления для составления калькуляции себестоимости продукции. Таблица 11 | Фонды, объекты | Использование амортизационных отчислений | Здания и сооружения | Оборудование | Итого амортизационных отчислений, руб. | | Стоимость, руб. | Амортизационные отчисления | Стоимость, руб. | Амортизационные отчисления | | % | Сумма, руб. | % | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | | Здания, сооружения: |
| | Объекты основного производственного назначения |
| 18134000 | 3,2 | 580288 |
| 580288 | | Объекты подсобного и обслуживающего назначения |
| 5181000 | 3,2 | 165792 | 165792 | | Прочие сооружения |
| 2590600 | 3,2 | 82890 | 82980 | | Итого по зданиям и сооружениям |
| 25905600 | 3,2 | 828980 | 828980 | | Оборудование: |
| | Оборудование цехового назначения |
|
| 14493200 | 15 | 2173980 | 2173980 | | Оборудование общезаводского назначения |
| 1610300 | 15 | 241545 | 241545 | | Итого по оборудованию |
| 16103500 | 15 | 2415525 | 2415525 | | Всего |
|
| 3244505 |
Сумма амортизации зданий и оборудования цехового назначения _________2754268_______________ руб. Сумма амортизации зданий и оборудования общезаводского назначения ______490227____________ руб.
5.12.Амортизационные отчисления (для составления сметы затрат на производство продукции). Таблица 12 | Показатели | Здания, сооружения | Оборудование | Затраты на непредвиденные расходы | Всего, руб. | | 1 | 2 | 3 | 4 | 5 | | Стоимость строительства, руб. – всего | 25905600 | 16103500 | 4900000 | 46909100 | | Амортизационные отчисления, руб. – всего | 828980 | 2415525 | - | 3244505 | | В том числе |
|
|
|
| | Амортизационные отчисления: |
|
|
|
| | Отнесённые на расходы по содержанию и эксплуатации зданий и оборудования и цеховые расходы, руб. | 580288 | 2173980 |
| 2754268 | | Отнесённые на общезаводские расходы, руб. | 248682 | 241545 |
| 490227 |
Примечание. Стоимость зданий, сооружений и оборудования должна соответствовать данным стоимости строительства завода, приведены в таблице 3, а при расширении (реконструкции, техническом перевооружении) – данным, приведенным в таблице 4. Сумма амортизационных отчислений по оборудованию должна соответствовать данным таблицы 18. При производстве различных видов продукции для составления смет косвенных расходов расчет амортизационных отчислений производится по таблице 18.
5.13.Смета расходов по содержанию и эксплуатации оборудования и цеховых расходов. Таблица 13 | Статьи расхода | Сумма, руб. | Обоснование расчета | | 1 | 2 | 3 | | Основная заработная плата цехового аппарата управления и вспомогательных рабочих | 78921600 | Табл. 9, гр. 5 (или табл. 10, гр. 8) и табл. 16, гр. 3 | | Дополнительная заработная плата | 10259800 | 13% основной зарплаты | | Начисления на заработную плату | 2286700 | 39% основной и дополнительной зарплаты | | Амортизация зданий сооружений и оборудования цехового назначения | 2754268 | Табл. 19 | | Текущий ремонт и содержание зданий и оборудования | 2610200 | 8% стоимости основных фондов цехового назначения | | Электроэнергия для освещения | 716440 | 4% суммы предыдущих статей | | Топливо для отопления | 1074660 | 6% суммы предыдущих статей | | Прочие расходы | 1791100 | 10% суммы предыдущих статей | | Итого | 100414768 |
|
Заработная плата основных производственных рабочих 22464000 руб. Отношение расходов по содержанию и эксплуатации оборудования и цеховых расходов к заработной плате основных производственных рабочих 4,4700
5.14.Распределение расходов по содержанию и эксплуатации оборудования и цеховых расходов. Таблица 14 | Изделия | Заработная плата основных производственных рабочих, руб. | Отношение расходов по содержанию и эксплуатации оборудования и цеховых расходов к заработной плате основных производственных рабочих | Сумма расходов, руб. | | 1 | 2 | 3 | 4 | | С 60.30–АIII | 4447872 | 4,47 | 19881987,8 | | C 40.30–АIII | 4447872 | 4,47 | 19881987,8 | | 1КОД–42.1 | 4268160 | 4,47 | 19078675,2 | | 1КОО–42.1 | 4268160 | 4,47 | 19078675,2 | | РДП 9.57-90 | 1572480 | 4,47 | 7028985,6 | | РТБ50.50-2(3) | 1707264 | 4,47 | 7631470,08 | | РТБ80.50-2(3) | 1707264 | 4,47 | 7631470,08 | | Итого | 22464000 | 4,47 | 100213251,8 |
Примечание. Итоговая сумма гр. 2 таб. 20 должна равняться итоговой сумме гр. 4 табл. 21.
5.16.Смета общезаводских расходов. Таблица 15 | Статьи расходов | Сумма затрат, руб. | Обоснование расчета | | 1 | 2 | 3 | | Заработная плата административно – управленческого персонала | 7706400 | Табл. 7, гр. 5 (или табл. 8, гр. 8) и табл. 16, гр. 3 | | Начисления на заработную плату | 3005496 | 39% фонда заработной платы | | Административно – хозяйственные расходы | 2311920 | 30% фонда заработной платы | | Амортизация зданий, сооружений и оборудования общезаводского назначения | 490227 | Табл. 19 | | Текущий ремонт общезаводских зданий, сооружений и оборудования | 562914 | 6% основных фондов общезаводского назначения | | Электроэнергия для освещения | 563080 | 4% суммы предыдущих статей | | Топливо для отопления | 844617 | 6% суммы предыдущих статей | | Прочие расходы | 1407696 | 10% суммы предыдущих статей | | Итого | 16892353 |
|
Заработная плата основных производственных рабочих 22464000 руб. Отношение общезаводских расходов к заработной плате основных производственных рабочих 0,75197.
5.17.Распределение общезаводских расходов. Таблица 16 | Изделия | Заработная плата основных производственных рабочих, руб. | Общезаводские расходы | | Отношение общезаводских расходов к заработной плате основных производственных рабочих | Сумма расходов, руб. | | 1 | 2 | 3 | 4 | | С 60.30–АIII | 4447872 | 0,75197 | 3344666 | | C 40.30–АIII | 4447872 | 0,75197 | 3344666 | | 1КОД–42.1 | 4268160 | 0,75197 | 3209528 | | 1КОО–42.1 | 4268160 | 0,75197 | 3209528 | | РДП 9.57-90 | 1572480 | 0,75197 | 1182457 | | РТБ50.50-2(3) | 1707264 | 0,75197 | 1283811 | | РТБ80.50-2(3) | 1707264 | 0,75197 | 1283811 | | Итого | 22464000 | 0,75197 | 16892353 |
Примечание. Итоговая сумма гр. 2, табл. 22 должна равняться итоговой сумме гр. 4, табл. 23.
С 60.30–АIII
Годовой выпуск продукции – 15000 мі. Калькуляция себестоимости изделия 1 (годовой выпуск 15000_____ тыс. куб. м).Бет. смесь-13363куб. м Таблица 17 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М400 | Тонн | 3477 | 900 | 3129300 | кг | 260,2 | 234 | | Песок | Тонн | 11786 | 150 | 1767900 | мі | 0,882 | 132 | | Щебень | Тонн | 15607 | 230 | 3589610 | мі | 1168,6 | 268 | | С-3 | кг | 26726 | 30 | 801780 | Кг | 2 | 60 | | Арматура | Тонн | 606 | 9000 | 5454000 | Кг | 45,4 | 408 | | Вода | М3 | 1042 | 3 | 3126 | мі | 0,078 | 1 | | Итого |
|
|
| 14745716 |
|
| 1103 | | Топливо для технологических целей | Гкал | 750 | 900 | 675000 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 2250 | 160 | 360000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 60000 | 2 | 120000 | мі | 4 | 8 | | Вода технологическая | мі | 3000 | 3 | 9000 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 150000 | 1 | 150000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 4447872 |
| 296 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 1734670 |
| 115 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 19881988 |
| 1325 | | Итого цеховая себестоимость |
| 42124246 |
| 2927 | | Общезаводские расходы |
| 3344666 |
| 223 | | Итого заводская себестоимость |
| 45468912 |
| 3150 | | Внепроизводственные расходы |
| 4546891 |
| 315 | | Всего полная себестоимость |
| 50015800 |
|
3465 |
C 40.30–АIII
Годовой выпуск продукции – 15000 мі. Калькуляция себестоимости изделия 1 (годовой выпуск 15000_____ тыс. куб. м).Бет.смесь 14056 куб.м. Таблица 18 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции |
| | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. |
| | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| | Сырье и основные материалы: |
|
| | Цемент | Тонн | 3657 | 900 | 3291300 | Тонн | 260,2 | 234 |
| | Песок | Тонн | 12397 | 150 | 1859550 | мі | 0,882 | 132 |
| | Щебень | Тонн | 16417 | 230 | 3775910 | мі | 1168,6 | 268 |
| | С-3 | кг | 28112 | 30 | 843360 | Кг | 2 | 60 |
| | Вода | М3 | 1096 | 3 | 3288 | мі | 0,078 | 1 |
| | Арматура | Тонн | 702,8 | 9000 | 6325200 | Тонн | 0,05 | 450 |
| | Итого |
|
|
| 16098600 |
|
| 1145 |
| | Топливо для технологических целей | Гкал | 750 | 900 | 675000 | Гкал | 0,05 | 45 |
| | Пар для технологических целей | Тонн | 2250 | 160 | 360000 | Тонн | 0,15 | 24 |
| | Сжатый воздух | мі | 60000 | 2 | 120000 | мі | 4 | 8 |
| | Вода технологическая | мі | 3000 | 3 | 9000 | мі | 0,2 | 0,6 |
| | Электроэнергия силовая | КВт/ч | 150000 | 1 | 150000 | КВт/ч | 10 | 10 |
| | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 4447872 |
| 296 |
|
| 296 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 1734670 |
| 122 |
|
| 115 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 19881987 |
| 1325 |
|
| 1325 | | Итого цеховая себестоимость |
| 43477129 |
| 2976 |
|
| 2927 | | Общезаводские расходы |
| 3344666 |
| 223 |
|
| 223 | | Итого заводская себестоимость |
| 46821795 |
| 3199 |
|
| 3150 | | Внепроизводственные расходы |
| 4682179 |
| 319 |
|
| 315 | | Всего полная себестоимость |
| 51503975 |
| 3518 |
|
|
3465 |
1КОД–42.1
Годовой выпуск продукции – 12500 мі. Калькуляция себестоимости изделия 1 (годовой выпуск 12500_____ тыс. куб. м).Бетонная смесь: 11250 мі. Таблица 19 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М500 | Тонн | 3915 | 900 | 3523000 | кг | 348 | 313 | | Песок | Тонн | 9371 | 150 | 1405650 | мі | 833 | 125 | | Щебень | Тонн | 13173 | 230 | 3029790 | мі | 1171 | 27 | | С-3 | Кг | 29362 | 30 | 880860 | Кг | 2,61 | 78 | | Арматура | Тонн | 4100 | 9000 | 36900000 | Кг | 328,08 | 2952 | | Вода | М3 | 950 | 3 | 2850 | мі | 0,076 | 1 | | Итого |
|
|
| 45742150 |
|
| 3496 | | Топливо для технологических целей | Гкал | 625 | 900 | 562500 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 1875 | 160 | 300000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 50000 | 2 | 100000 | мі | 4 | 8 | | Вода технологическая | мі | 2500 | 3 | 7500 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 125000 | 1 | 125000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 4268160 |
| 341 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 1664715 |
| 133 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 19078675 |
| 1526 | | Итого цеховая себестоимость |
| 71848700 |
| 5584 | | Общезаводские расходы |
| 3209528 |
| 257 | | Итого заводская себестоимость |
| 75058230 |
| 5841 | | Внепроизводственные расходы |
| 7505823 |
| 584 | | Всего полная себестоимость |
| 82564050 |
|
6425 |
1КОО–42.1
Годовой выпуск продукции – 12500 мі. Калькуляция себестоимости изделия 1 (годовой выпуск 12500_____ тыс. куб. м).Бетонная смесь: 11390 мі/год. Таблица 20 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М500 | Тонн | 3964 | 900 | 3567348 | кг | 348 | 313 | | Песок | мі | 9488 | 150 | 1423180,5 | мі | 833 | 125 | | Щебень | мі | 13338 | 230 | 3067669 | мі | 1171 | 270 | | С-3 |
| 29728 | 30 | 891837 | кг | 2,61 | 78 | | Арматура | Тонн | 4123 | 9000 | 37108620 | Кг | 362 | 3258 | | Вода | М3 | 866 | 3 | 2597 | мі | 0,076 | 1 | | Итого |
|
|
| 46061252 |
|
| 4045 | | Топливо для технологических целей | Гкал | 570 | 900 | 512550 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 1709 | 160 | 273360 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 45560 | 2 | 91120 | мі | 4 | 8 | | Вода технологическая | мі | 2278 | 3 | 6834 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 113900 | 1 | 113900 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих. |
| 4268160 |
| 341 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 1664582 |
| 133 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 19078675 |
| 1526 | | Итого цеховая себестоимость |
| 72070433 |
| 6327,5 | | Общезаводские расходы |
| 3209528 |
| 257 | | Итого заводская себестоимость |
| 75279961 |
| 6022 | | Внепроизводственные расходы |
| 7527996 |
| 602 | | Всего полная себестоимость |
| 82807957 |
| 6625 |
РДП 9.57-90
Годовой выпуск продукции – 5000 мі. Калькуляция себестоимости изделия 1 (годовой выпуск 5000_____ тыс. куб. м).Бетонная смесь: 4412 мі/год. Таблица 21 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М500 | Тонн | 1641 | 900 | 1477138 | кг | 372 | 335 | | Песок | мі | 3450 | 150 | 517528 | мі | 782 | 117 | | Щебень | мі | 5180 | 230 | 1191328 | мі | 1174 | 270 | | С-3 | кг | 11471 | 30 | 344136 | кг | 2,6 | 78 | | Арматура | Тонн | 997 | 9000 | 8974008 | Кг | 226 | 2034 | | Вода | М3 | 349 | 3 | 1046 | мі | 0,079 | 1 | | Итого |
|
|
| 12505184 |
|
| 2835 | | Топливо для технологических целей | Гкал | 250 | 900 | 225000 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 675 | 160 | 108000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 20000 | 2 | 40000 | мі | 4 | 8 | | Вода технологическая | мі | 1000 | 3 | 3000 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 50000 | 1 | 50000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 1572480 |
| 314 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 613267 |
| 123 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 7028986 |
| 1406 | | Итого цеховая себестоимость |
| 22145917 |
| 4429 | | Общезаводские расходы |
| 1182457 |
| 236 | | Итого заводская себестоимость |
| 23328374 |
| 4665 | | Внепроизводственные расходы |
| 2332837 |
| 467 | | Всего полная себестоимость |
| 25661211 |
| 5132 |
РТБ50.50-2(3)
Годовой выпуск продукции – 5000 мі. Калькуляция себестоимости изделия 1 (годовой выпуск 5000_____ тыс. куб. м). Бетонная смесь: 4483 мі/год. Таблица 22 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М400 | Тонн | 977 | 900 | 879565 | кг | 218 | 196 | | Песок | мі | 3963 | 150 | 594446 | мі | 884 | 132 | | Щебень | мі | 5877 | 230 | 1351759 | мі | 1311 | 302 | | С-3 | Кг | 7173 | 30 | 215184 | Кг | 1,6 | 48 | | Арматура | Тонн | 261 | 9000 | 2352230 | Кг | 58,3 | 525 | | Вода | М3 | 170 | 3 | 511 | мі | 0,038 | 1 | | Итого |
|
|
| 5393695 |
|
| 1203 | | Топливо для технологических целей | Гкал | 250 | 900 | 225000 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 750 | 160 | 120000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 20000 | 2 | 40000 | мі | 4 | 8 | | Вода технологическая | мі | 1000 | 3 | 3000 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 50000 | 1 | 50000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих. |
| 1707264 |
| 341 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 665833 |
| 133 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 7631470 |
| 257 | | Итого цеховая себестоимость |
| 15836262 |
| 3167 | | Общезаводские расходы |
| 1283811 |
| 257 | | Итого заводская себестоимость |
| 17120073 |
| 3424 | | Внепроизводственные расходы |
| 1712007 |
| 342 | | Всего полная себестоимость |
| 18832080 |
| 3766 |
РТБ 80.50-2(3)
Годовой выпуск продукции – 5000 мі. Калькуляция себестоимости изделия 1 (годовой выпуск 5000_____ тыс. куб. м).Бетонная смесь 4590 мі/год
Таблица 23 | Статьи расхода | Затраты на годовой выпуск | Затраты на 1 куб. м продукции | | Единица измерения | Кол-во | Стоимость единицы, руб. | Сумма затрат, руб. | Единица измерения | Кол-во | Сумма, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | | Сырье и основные материалы: |
| | Цемент М400 | Тонн | 1001 | 900 | 90558 | кг | 218 | 196 | | Песок | Тонн | 4058 | 150 | 608634 | мі | 884 | 132 | | Щебень | Тонн | 6017 | 230 | 1384023 | мі | 1311 | 302 | | С-3 | Кг | 7344 | 30 | 220320 | Кг | 1,6 | 48 | | Арматура | Тонн | 268 | 9000 | 2408373 | Кг | 58,3 | 525 | | Вода | М3 | 175 | 3 | 523 | л | 0,038 | 1 | | Итого |
|
|
| 4712431 |
|
| 1027 | | Топливо для технологических целей | Гкал | 250 | 900 | 225000 | Гкал | 0,05 | 45 | | Пар для технологических целей | Тонн | 750 | 160 | 120000 | Тонн | 0,15 | 24 | | Сжатый воздух | мі | 20000 | 2 | 40000 | мі | 4 | 8 | | Вода технологическая | мі | 1000 | 3 | 3000 | мі | 0,2 | 0,6 | | Электроэнергия силовая | КВт/ч | 50000 | 1 | 50000 | КВт/ч | 10 | 10 | | Заработная плата основных производственных рабочих, исходя из 6 – кратного годового минимума заработной платы |
| 1707264 |
| 341 | | Начисления на заработную плату (39% основной и дополнительной заработной платы) |
| 665833 |
| 133 | | Расходы по содержанию и эксплуатации оборудования и цеховые расходы |
| 7631470 |
| 1526 | | Итого цеховая себестоимость |
| 15154998 |
| 3031 | | Общезаводские расходы |
| 1283811 |
| 257 | | Итого заводская себестоимость |
| 16438809 |
| 3288 | | Внепроизводственные расходы |
| 1643880 |
| 329 | | Всего полная себестоимость |
| 18082689 |
| 3617 |
Смета затрат на производство годового объема выпуска продукции (составляется на основе калькуляций отдельных видов продукции). Таблица 24 | № пп | Элемент затрат | Единица измерения | Количество | Стоимость единицы, руб. | Сумма затрат на годовой выпуск, руб. | | 1 | 2 | 3 | 4 | 5 | 6 | | 1 | Сырье и материалы: |
|
|
|
| | Цемент. | Тонн | 3915 | 900 | 3523000 | | Песок. | Тонн | 9371 | 150 | 1405650 | | Щебень. | Тонн | 13173 | 230 | 3029790 | | С-3 | кг | 29362 | 30 | 880860 | | Арматура. | Тонн | 4100 | 9000 | 36900000 | | 2 | Топливо всех видов со стороны | Гкал | 625 | 900 | 562500 | | 3 | Пар технологический, получаемый со стороны | Тонн | 12003,3 | 160 | 1920528 | | 4 | Электроэнергия | Квт/ч | 125000 | 1 | 125000 | | 5 | Вода для технологических целей | мі | 2500 | 3 | 7500 | | 6 | Сжатый воздух | мі | 50000 | 2 | 100000 | | 7 | Расходы на оплату туда всех работающих |
|
|
| 4268160 | | 8 | Начисления на расходы по оплате труда всех работающих (39% расходов на оплату всех работающих) |
|
|
| 1664715 | | 9 | Амортизация зданий, сооружений и оборудования |
|
|
| 3244505 | | 10 | Текущий ремонт зданий, сооружений и оборудования |
|
|
| 19078675 | | 11 | Административно – хозяйственные расходы |
|
|
| 3209528 | | 12 | Прочие расходы |
|
|
| 7505823 |
| Итого |
|
|
| 246707550 |
Сводная таблица технико-экономических показателей дипломного проекта. Таблица 25 | № пп | Показатели | Единица измерения | Количество | | 1 | 2 | 3 | 4 | | 1 | Стоимость товарной продукции в действующих оптовых ценах предприятия | руб. | 300945705 | | 2 | Объем реализованной продукции в стоимостном выражении | руб. | 300945705 | | 3 | Режим работы основных производственных цехов: |
| | Дней в году | День | 253 | | Смен в сутки | Смена | 3 | | Часов в смену | Час | 8 | | 4 | Расход на единицу продукции основного сырья и вспомогательных материалов: |
| | Цемент | Тонн | 0,27 | | Песок | Мі | 0,803 | | Щебень | Мі | 1,08 | | Арматура | Тонн | 0,157 | | Электроэнергии силовой | Тыс. квт. – час | 10 | | Топлива технологического | Тн. Усл. Топл. | 0,05 | | Пара технологического | Тн | 0,15 | | Воды для технологических целей | Тыс. м | 0,2 | | Сжатого воздуха | Тыс. м | 4 | | 5 | Общий годовой расход основного сырья и вспомогательных материалов |
| | Цемент | Тонн | 18632 | | Песок | Тонн | 56243 | | Щебень | Тонн | 75609 | | Арматура | Тонн | 11058 | | Электроэнергии силовой | Тыс. квт. – час | 160440 | | Топлива технологического | Тн. Усл. Топл. | 4001 | | Пара технологического | Тн | 6001,65 | | Воды для технологических целей | Тыс. м | 16004 | | Сжатого воздуха | Тыс. м | 800220 | | 6 | Численность промышленно – производственного персонала – всего |
| | В том числе: | | Рабочие | Чел. | 335 | | Руководители | Чел. | 22 | | Специалисты | Чел. | 77 | | Служащие | Чел. | 33 | | 7 | Выработка товарной продукции на одного рабочего | Мі/чел. | 932388 | | 8 | Средняя месячная заработная плата: |
| | Рабочие | руб. | 7615 | | Руководители | руб. | 4564 | | Специалисты | руб. | 5680 | | Служащие | руб. | 2222 | | 9 | Фонд заработной платы промышленно – производственного персонала: |
| | Рабочие | руб. | 29976000 | | Руководители | руб. | 13740000 | | Специалисты | руб. | 5143200 | | Служащие | руб. | 904800 | | 10 | Полная стоимость единицы продукции (перечислить по основным видам продукции) |
| | С 60.30–АIII | руб. | 3465 | | C 40.30–АIII | руб. | 3518 | | 1КОД–42.1 | руб. | 6425 | | 1КОО–42.1 | руб. | 6625 | | РДП 9.57-90 | руб. | 5132 | | РТБ50.50-2(3) | руб. | 3766 |
| РТБ80.50-2(3) | Руб. | 3906 | | 11 | Действующая оптовая цена единицы продукции (перечислить по основным видам продукции) |
| | С 60.30–АIII | руб. | 4505 | | C 40.30–АIII | руб. | 4573 | | 1КОД–42.1 | руб. | 8353 | | 1КОО–42.1 | руб. | 8613 | | РДП 9.57-90 | руб. | 6672 | | РТБ50.50-2(3) | руб. | 4896 |
| РТБ80.50-2(3) | Руб. | 4922 | | 12 | Полная себестоимость всей товарной продукции | руб. | 300945705 | | 13 | Годовая прибыль: |
| | Балансовая | руб. | 65642450 | | 14 | Объем капитальных вложений (для нового строительства) | руб. | 46909100 | | 15 | Удельные капитальные вложения | руб/куб. м | 670 | | 16 | Рентабельность продукции | % | 26 | | 17 | Срок окупаемости новых капитальных вложений (для нового строительства) | Год | 2 | | 18 | Сумма налога на прибыль предприятия (ставка налога на прибыль для предприятия – 36%), с учетом превышения фонда заработной платы всех работающих над необлагаемой суммой фонда заработной платы промышленно – производственного персонала | руб. | 23631282 |
Производство безнапорных труб. Безнапорные трубы можно изготовлять на центрифугах, используя при этом ненапрягаемою арматуру. Для производства труб не требуется навиваемой арматуры и укладки защитного слоя. Стальные формы для безнапорных труб применяются 2-х типов: для диаметра 500 – 1000 мм – длиной 4200 мм, а для диаметра 300 – 400 мм – длиной 3200 м. Трубы изготовляют в разъемных формах. Внутрь форм вставляют арматурные каркасы, а затем надевают днище форм. После этого форму с каркасом устанавливают на центрифугу и подают бетонную смесь. Затем форма устанавливается в вертикальное положение, раструбом вниз, на пост пропаривания. После приобретения бетоном 70% прочности, форму разбирают, извлекают трубу и направляют на склад. Производство безнапорных труб можно вести в вертикальных установках. Установка состоит из формовочной рамы с полуформой, находящейся в вертикальном положении, и горизонтальной рамы с поддоном. Пустообразователи с виброголовкой заглублены в колодце. На поддон укладывают два арматурных каркаса. Затем формовочную раму переводят в горизонтальное положение и соединяют с поддоном. Далее формовочные и горизонтальную рамы возвращают в первоначальное положение. После подачи пустообразователя в формы через направляющие и раструбообразователи начинают укладывать бетон. Процесс формирования 15 мин, затем извлекают пустообразователи и формовочную раму устанавливают в горизонтальное положение. Верхнею полоформу возвращают в вертикальное положение, а поддон с отформованным изделием перемещают в камеру пропаривания. Безнапорные трубы диаметром 700 мм и длиной 5000 мм можно изготавливать на поточно-конвейерной линии методом центрифугирования. Изготовление труб начинают с процесса навивки на сердечник и напряжения продольной арматуры. Затем на специальном стенде собирают спиральную напряженную арматуру и скрепляют ее с продольной. После этого сердечник с арматурным каркасом укладывают в полуформу, установленную на тележке формовочного конвейра. Укладывают бетонную смесь, устанавливают верхнюю полуформу, и собранная форма поступает на центрифугу. При поточно-агрегатной схеме производства каждая труба и форма последовательно проходят соответствующие посты технологической линии. Производство безнапорных труб методом радиального прессования. Способ радиального прессования заключается в безвибрационном уплотнение бетонной смеси роликовой головкой. Роликовая головка состоит из основания, на котором свободно закреплены ролики распределительного диска разбрасывающими лопатками. Для заглаживания внутренней поверхности стенки трубы служит цилиндрическая часть основания головки. С помощью центробежных сил вращающихся лопаток набрызгивается бетонная смесь, образующая слабоуплотненную стенку трубы. Далее роликами производится укатка бетона предварительно отформованной стенки трубы. Цилиндрической частью основания головки заглаживания внутренняя поверхность трубы.
1. Вводная часть и технико-экономическое обоснование района строительства проектируемого района.
1.1. Введение. Основным материалом современного индустриального строительства является сборный железобетон – долговечный и универсальный материал. Его широкое применение в современном строительстве позволяет успешно решать задачи повышения производительности труда и снижения стоимости строительства. В современном строительстве бетон является одним из важнейших строительных материалов. Из бетона сравнительно легко изготавливать самые разнообразные по форме и размерам строительные конструкции, причем применение сборных бетонных и железобетонных конструкций позволяет вести строительство индустриальными методами, что повышает производительность труда и снижает стоимость строительства. В настоящее время намечено значительное перевооружение промышленности сборного железобетона: создание более эффективных технологических линий; применение новых вяжущих веществ, легких заполнителей, химических добавок, расширение механизации и автоматизации производства, внедрение вычислительной техники, использование вторичных продуктов промышленности для экономии материальных и энергетических ресурсов. Многообразие вяжущих веществ, заполнителей, добавок и технологических приемов позволяет получать бетоны с самыми разнообразными свойствами.[2] Бетон является хрупким материалом: его прочность при сжатии в несколько раз выше прочности при растяжении. Для восприятия растягивающих напряжений бетон армируют стальными стержнями, получая железобетон. В железобетоне арматуру располагают так, чтобы она воспринимала растягивающие напряжения, а сжимающие напряжения передавались на бетон. Совместная работа арматуры и бетона обуславливается хорошим сцеплением между ними и приблизительно одинаковым температурными коэффициентами линейного расширения. Бетон предохраняет арматуру от коррозии. Бетонные и железобетонные конструкции изготавливают либо непосредственно на месте строительства – монолитный бетон и железобетон, либо на заводах и полигонах с последующим монтажом на строительной площадке – сборный бетон и железобетон. Широкое применение сборного железобетона позволило значительно сократить в строительстве расход металла, древесины и других традиционных материалов, резко повысить производительность труда, сократить сроки возведения зданий и сооружений. Только в Москве применение сборных железобетонных конструкций и перенос в заводские условия части отделочных и монтажных операций в связи с применением железобетонных изделий повышенной готовности позволили сократить численность работающих в строительстве на 50%.[6] В общей стоимости материальных ресурсов, потребляемых в капитальном строительстве, стоимость бетонных и железобетонных конструкций составляет около 25%, что значительно превышает стоимость и объем других видов строительных конструкций. Бетон и железобетон вследствие своих физико-механических свойств, долговечности, технико-экономических показателей и наличия сырьевых ресурсов в обозримом будущем будут занимать ведущее место в капитальном строительстве, как массовые материалы, обладающие большими материальными возможностями. В последние годы создаются новые виды вяжущих веществ и бетонов, начинают более широко применяться химические добавки, улучшающие свойства бетонов, совершенствуются способы проектирования состава бетона и его технология. Широкому применению в строительстве сборного железобетона способствует: 1) высокая индустриальность изготовления и монтажа конструкций, что позволяет резко сократить сроки и затраты труда в строительстве и, по существу, свести строительство зданий и сооружений к высокомеханизированному их монтажу; 2) универсальность свойств железобетонных изделий; варьируя технологические приемы и материалы, можно получать изделия с различными физико-механическими свойствами по прочности, теплопроводности, кислотостойкости, химической стойкости, стойкости от ядерного излучения и т.д.; 3) высокая долговечность железобетона по сравнению с другими конструкционными материалами – металлом и древесиной; 4) возможность значительного расширения производства сборного железобетона за счет использования больших запасов сырьевых материалов (песка, гравия, щебня, вяжущих веществ и искусственных пористых заполнителей), а также различных отходов производства (металлургических и топливных шлаков, золы и т.д.). кроме того, применение сборного железобетона позволяет экономить такие материалы, как сталь и древесину. [2] Основным направлением в развитии строительного производства является его индустриализация, посредством которой можно добиться значительного сокращения сроков и удешевления строительства. Сборный железобетон является одним из наиболее эффективных материалов, способствующих индустриализации строительного производства. Огромные масштабы и высокие темпы строительства стали возможными благодаря массовому применению сборных железобетонных изделий и конструкций. Резервы дальнейшего применения сборного железобетона заключаются в специализации предприятия по выпуску однотипной продукции, снижения массы изделий за счет применения легких бетонов, использовании бетонов высокой прочности, тонкостенных конструкций, объемно-блочных элементов полной заводской готовности и т.д. дальнейшая индустриализация строительства связана с расширением заводского производства изделий и конструкций из сборного железобетона и созданием крупных предприятий с передовой технологией, механизацией и автоматизацией производства. Применение сборных изделий для возведения жилых, промышленных, транспортных и других сооружений возможно в любое время года, что приобретает особо важное значение в связи с ускоренными темпами освоения северных и восточных районов страны. [7] Сборный и монолитный железобетон останутся основными конструкционными материалами в ближайшие годы. Будут широко применяться легкие и ячеистые бетоны, бетоны высоких марок и т.д. легкие бетоны по своим свойствам наиболее перспективные строительные материалы. За последнее время объем конструкций из легкого бетона увеличился почти в 2,5 раза Применение изделий из легких бетонов на естественных и искусственных пористых заполнителях позволит укрепить монтажные элементы, уменьшить общую массу сооружения, улучшить качество строительства и повысить производительность труда. Использование ограждающих конструкций из легкого бетона на пористых заполнителях местного производства целесообразно почти во всех районах. Эффективность применения легкого бетона для несущих конструкций зависит от соотношения стоимости крупного пористого и плотного заполнителя в данном районе. Уменьшение стоимости крупного заполнителя, снижение плотности легких бетонов (в несущих конструкциях до 1500…1700 кг/ мі и в ограждающих до 800 – 900 кг/ мі) повысит экономический эффект применения легких бетонов. [1] Эффективным материалом для наружных стен и покрытий зданий является автоклавный ячеистый бетон (газобетон, пенобетон и другие его разновидности). Наличие почти во всех районах заполнителей, пригодных для производства бетонов автоклавного твердения, позволяет широко развивать их производство и использовать в промышленном, жилищном, гражданском и сельскохозяйственном строительстве. Прогресс в производстве железобетонных конструкций из тяжелых бетонов связан с повышением марок бетона. По экспериментальным данным переход от бетонов М300 и 400 к М600…800 облегчает отдельные конструкции, сокращает расход бетона на 30…50%, стали на 10…20%, а стоимость этих конструкций снижает на 10…20%. В структуре применения сборных железобетонных конструкций за последнее время произошел ряд существенных изменений: на 15…18% увеличился удельный вес конструкций стеновых панелей и перегородок, которые вытеснили традиционные стеновые материалы; возросла на 20% доля использования конструкций из спецжелезобетона в основном за счет увеличения объемов производства напорных и безнапорных труб. Повысился уровень применения свайных фундаментов, получили массовое применение предварительно напряженные плиты, многопустотные панели перекрытий. [6] Удельный вес крупнопанельного домостроения и полносборного строительства общественных и промышленных зданий и сооружений в последующие годы должен значительно повыситься как в государственном, так и в частном строительстве до 60%. Продолжается внедрение эффективных стеновых панелей: плоских однослойных для отапливаемых зданий из легких бетонов на пористых заполнителях плотностью 900…1000 кг/ мі и ячеистого бетона плотностью до 900 кг/ мі; плоских трехслойных с эффективными утеплителями. [6] Использование безопалочного способа производства изделий позволяет уменьшить трудоемкость производства, повысить качество выпускаемой продукции и в ряде случаев сократить расход арматурной стали в изделиях с эффективным армированием. В ближайшие 10 … 20 лет технология бетонов и производство сборного железобетона получат дальнейшее развитие. Основными направлениями при этом будут следующие: повышение эффективности и качества сборных железобетонных конструкций и изделий, снижение их металлоемкости и трудоемкости их производства; разработка и организация массового производства эффективных видов веществ, арматурной стали, высококачественных заполнителей, комплексных химических добавок; коренное улучшение технологии производства железобетонных и бетонных конструкций путем массового внедрения новых, более современных, технологических процессов, высокопроизводительного оборудования, роботов и манипуляторов, совершенных систем контроля и управления качеством готовых изделий на основе развития методов прогнозирования свойств бетона, широкого использования вычислительной техники; применение ресурсосберегающих и безотходных технологий; широкое использование вторичных продуктов и отходов промышленности, использование всех резервов производства с целью экономии материальных, энергетических и трудовых ресурсов. Дальнейшее повышение эффективности капитальных вложений в строительство, снижение материалоемкости и трудоемкости, сокращение и повышение его качества могут быть достигнуты на основе расширения объемов полносборного строительства, организации производства конструкций и изделий полной и повышенной заводской готовности. В решении этой задачи важное значение отводится бетону и железобетону, которые в нашей стране являются основными строительными материалами. [7]
3
|
