| Министерство образования и науки Украины
Севастопольский национальный технический университет
Кафедра автомобильного транспорта
ЛАБОРАТОРНАЯ РАБОТА
«Проектирование технологических процессов восстановления деталей»
Выполнил: Ченакал А. В.
Севастополь 2010 г.
Лабораторная работа № 1.
Дефектация деталей кривошипно-шатунного механизма
Цель работы
– научиться проводить дефектацию деталей кривошипно-шатунного механизма.
Диаметр цилиндра измеряется нутромером в четырех поясах, как в продольном, так и в поперечном направлении двигателя.
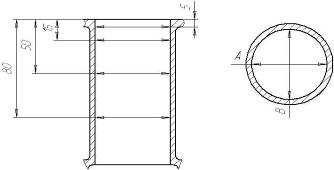
Рисунок 1.
Схема измерения цилиндров: А и В - направления измерений.
Таблица 1
– Результаты измерения блока цилиндров, поршней, шатунов.
| № цилиндра
|
1
|
2
|
3
|
4
|
| Результаты измерения цилиндра
|
| Направление А:
пояс 1
-//-2
-//-3
-//-4
|
76,41
76,48
76,41
76,41
|
76,40
76,43
76,41
76,41
|
76,41
76,45
76,44
76,46
|
76,40
76,63
76,40
76,41
|
| Направление В:
пояс 1
-//-2
-//-3
-//-4
|
76,42
76,49
76,45
76,44
|
76,42
76,47
76,45
76,44
|
76,45
76,47
76,48
76,48
|
76,43
76,57
76,44
76,42
|
| Результаты измерения плоскости разъема
|
| Не плоскостность
|
0,07
|
| Результаты измерения поршня
|
| Диаметр юбки поршня
|
76,35
|
-
|
-
|
76,34
|
| Результаты измерения шатуна
|
| Диаметр отверстия под шатунные подшипники
|
-
|
-
|
-
|
51,34-51,36
|
Таблица 2
– Результаты измерения коленчатого вала.
| Результаты измерения шатунных шеек (номинальный размер – 47,814-47,834 мм)
|
| № шейки
|
1
|
2
|
3
|
4
|
| Диаметр шейки, мм
|
47,68
|
47,68
|
47,70
|
47,66
|
| Результаты измерения коренных шеек (номинальный размер – 50,775-50,795 мм)
|
| № шейки
|
1
|
2
|
3
|
4
|
5
|
| Диаметр шейки, мм
|
50,68
|
50,73
|
50,84
|
50,78
|
50,76
|
Таблица 3
– Величина износа (мм ) цилиндра по высоте. ) цилиндра по высоте.
| № измерения
|
1
|
2
|
3
|
4
|
5
|
6
|
| Продольное
|
1
|
23
|
2,5
|
0
|
0
|
1
|
| Поперечное
|
3
|
17
|
5
|
4
|
4
|
1,5
|
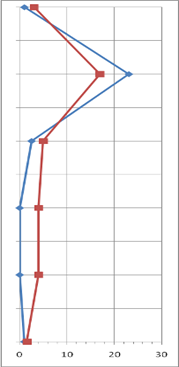
Рисунок 2
– График износа цилиндра. 1 – в продольном, 2 – в поперечном направлении.
Вывод:
Было произведено измерение размеров цилиндров, максимальный износ составил 0,23 мм (разница) в четвёртом цилиндре; это превышает допустимый (0,15 мм), поэтому следует произвести расточку до следующего ремонтного размера до (76,8 мм).
Было произведено измерение плоскости разъёма с головкой цилиндров, не плоскость составила 0,07 мм при допустимой 0,1 мм.
Так же были произведены измерения коленчатого вала. В результате измерения диаметра шеек, было выявлено, что износ составляет 0,13-0,15 мм. Т.е. колен вал необходимо шлифовать до 2-го ремонтного размера (0,50). При измерении коренных шеек износ составил 0,1-0,12 мм, необходимо шлифовать до ремонтного размера 0,25.
Реклама

Было произведено измерение диаметров поршня, т.к. поршня группы Е, то номинальный 76,37-76,38 мм, по измерениям износ поршня составил 0,03-0,04 мм. При дефектации были выявлены задиры юбки поршня 4-го цилиндра.
Было произведено измерение шатунов, эллипсность отверстия шатуна составила 0,02 мм, размер соответствует номинальному.
Лабораторная работа № 2.
Разработка карты дефектации и ремонта деталей цилиндро-поршневой группы
Цель работы
– ознакомиться с основными дефектами деталей цилиндро-поршневой группы; разработать карту дефектации.
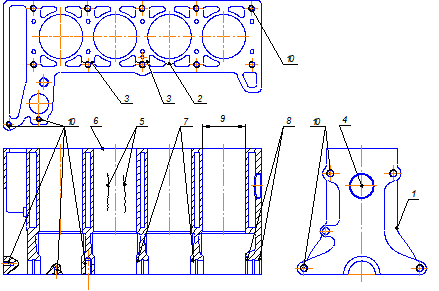
Карта дефектации и ремонта
| Блок цилиндров
|
____________
|
__________
|
__________
|
| Обозначение и наименование изделия, составной части
|
№ позиции
|
№ эскиза
|
№ карты
|
| обозначение
|
Возможный дефект
|
Метод установления дефекта
|
Средство измерения
|
Заключение и рекомендуемые методы ремонта
|
Требования после ремонта
|
| 1
|
Трещины в рубашке охлаждения
|
Осмотр. Проверка под давлением 3,5-4 кг/см2
|
-
|
1. Замена.
2. Ремонт.
Заварить.
|
--
|
| 2
|
Трещины между окнами рубашки охлаждения
|
ОсмОсмотр
|
-
|
рРемонт.
Заварить.
|
--
|
| 3
|
Трещины между резьбовыми отверстиями и окнами рубашки
|
Осмотр
|
-
|
1. Замена.
2. Ремонт.
Установит ввёртыш
|
-
|
| 4
|
Коррозия технологической заглушки
|
Осмотр
|
-
|
Замена.
|
-
|
| 5
|
Трещины на стенках цилиндров
|
Осмотр. Проверка под давлением 3,5-4 кг/см2
|
-
|
Замена.
|
-
|
| 6
|
Коробление плоскости сопряжения с головкой цилиндров
|
Измерение
|
Линейка, щуп
|
Ремонт. Шлифовать
|
Не плоскостность не более 0,05 мм по всей длине
|
| 7
|
Износ или несоосность отверстий гнёзд под вкладыши коренных подшипников
|
Измерение
|
Нутромер индикаторный 50-100
|
Ремонт. Фрезеровать крышки и расточить до исходного размера
|
Несоосность отверстий не более 0,015 мм.
|
| 8
|
Износ посадочных поверхностей под полукольца
|
Осмотр. Измерение
|
Микрометр
|
Ремонт. Наплавить.
|
Ном размер 23,14-23,2 мм Биение 0,02 мм, не более
|
| 9
|
Износ и задиры на поверхности цилиндров
|
Осмотр. Измерение
|
Нутромер индикаторный 50-100
|
Ремонт. Расточить до ремонтного размера. Гильзовать.
|
Овальность и конусность цилиндров 0,02 мм, не более
|
| 10
|
Износ резьбовых отверстий
|
Осмотр.
|
-
|
Ремонт. Установить ввёртыш. нарезать резьбу ремонтного размера.
|
-
|
Вывод:
В ходе работы ознакомились с основными дефектами блока цилиндров, разработали карту дефектации блока.
Лабораторная работа №3
Изучение технологии сборки кривошипно-шатунного механизма
Цель работы
-изучить технологию сборки деталей кривошипно-шатунного механизма, разрабатывать карту дефектации.
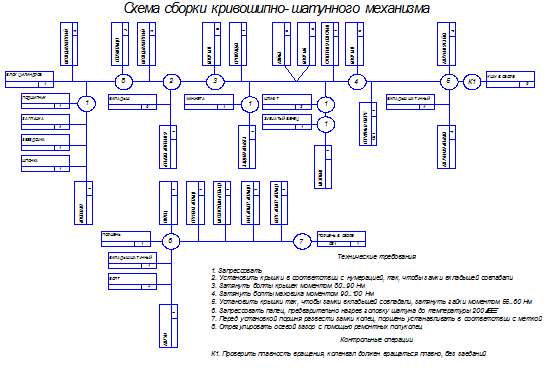
Технологическая карта сборки КШМ
Реклама

| Операция
|
№ перехода
|
Содержание перехода
|
Оборудование
|
| 005 - Установка колен вала
|
005
|
Установит верхние вкладыши в гнёзда блока цилиндров
|
Ключ накидной № 10, ключ динамометрический, головка сменная 14, 17, комплект щупов, оправка для запрессовки поршневого пальца, оправка для установки поршня, приспособление для установки поршневых колец
|
| 010
|
Установить колен вал, предварительно смазав шейки маслом
|
| 015
|
Установить упорные полукольца, отрегулировать осевой зазор с помощью ремонтных полуколец
|
| 020
|
Установить нижние вкладыши в коренные крышки
|
| 025
|
Крышки установить в соответствии с нумерацией, так чтобы замки вкладышей совпадали
|
| 030
|
Затянуть болты коренных крышек моментом 80-90 Нм.
|
| 035
|
Установить заднюю крышку
|
| 040
|
Установить маховик
|
| 045
|
Затянуть болты маховика моментом 90-100 Нм.
|
| 010 - Установка поршней
|
005
|
Запрессовать поршневой палец, предварительно нагрев шатун до 2000
С
|
| 010
|
Замерить зазоры в замках поршневых колец, зазоры между поршнем и цилиндром, между кольцами и канавками
|
| 015
|
Установить поршневые кольца
|
| 020
|
Установить шатунные вкладыши в шатуны
|
| 025
|
Установить поршень в цилиндр, предварительно развести замки колец
|
| 030
|
Установить шатунные вкладыши в шатунные крышки
|
| 035
|
Установить шатунные крышки, предварительно смазав вкладыши маслом, так чтобы замки вкладышей совпадали
|
| 040
|
Затянуть шатунные гайки моментом 55-60 Нм.
|
| 045
|
Провернуть колен вал. Колен вал должен вращаться плавно, без заеданий
|
Вывод:
В ходе лабораторной работы, изучили технологию сборки деталей кривошипно-шатунного механизма, составили технологическую карту сборки КШМ, разрабатывали карту сборки.
|
