МИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
Казахский национальный технический университет имени К. И. Сатпаева
Кафедра «Станкостроение, материаловедение и технология машиностроительного производства»
КУРСОВАЯ РАБОТА
Тема: Производство пленок и полиэтилена низкой плотности
| № |
Качество выполнения работы |
Диапозон оценки% |
Получено % |
| 1 |
Не выполнено
Отсутствие на занятии без уважительных причин
|
0% |
| 2 |
Выполнение и активность обучающегося |
0-50% |
| 3 |
Оформление работы |
0-20% |
| 4 |
Умение пользоваться справочниками, технической литературой, учебно-методическим комплексом дисциплины, конспектами лекции |
0-5% |
| 5 |
Умение пользоваться техническими средствами |
0-5% |
| 6 |
Защита работы |
0-20% |
| Итого: |
0-100% |
Руководитель
ст. преподаватель
Джанысбаева Т. А.
«4» мая 2008г.
Студент: Кудаева В. В.
Специальность: 050710
Группа: МТ(б)-06-1р
Алматы 2008
СОДЕРЖАНИЕ
IПРОИЗВОДСТВО ПЛЕНОК
1 Выдавливание червячными прессами
2 Метод пневматического растяжения
3 Червячный пресс
4 Охлаждение рукава
5 Приемное устройство
6 Управление процессом
7 Плоские пленки
8 Ориентирование пленки
9 Покрытие бумаги полимерными пленками
IIПЛЕНОЧНЫЕ ИЗДЕЛИЯ
1 Упаковочные пленки
2 Термоусадочная упаковка
3 Крупногабаритную упаковку
4 Полимерные пленки в фотоматериалах
5 Полимерные пленки — основа магнитных лент
6 Электроизоляционные пленки. Конденсаторы. Изоляция электропроводов. Электреты
7 Токопроводные пленки
8 Липкие ленты на основе полимерных пленок
9 Многослойные пленочные изделия
ПРОИЗВОДСТВО ПЛЕНОК
Большинство пленок из синтетических полимеров влагонепроницаемо, устойчиво к действию химически активных веществ, пропускает лучи солнечного света, обладает хорошими диэлектрическими и механическими свойствами. Они широко применяются во многих отраслях народного хозяйства в качестве электро- и гидроизоляции, упаковочного материала, всевозможных изделий бытового назначения (плащи, скатерти) и заменителей силикатного стекла (парники, временные строительные сооружения).
Пленки из искусственных полимеров (нитрата целлюлозы, ацетата целлюлозы, вискозы) получают из растворов на поливочных машинах.
Промышленное производство пленок из синтетических полимеров (полиэтилен, поливинилхлорид и др.) осуществляется непрерывным методом из расплавов полимеров. Такие пленки получают преимущественно двумя способами, отличающимися один от другого родом применяемого оборудования (каландры или червячные прессы). Поливинилхлоридные пленки получают преимущественно каландровым способом. Пленки из полиэтилена производят выдавливанием червячными прессами.
Выдавливание червячными прессами
Расплав, образующийся в червячном прессе, может быть выдавлен через головки двух типов: 1) круглую с кольцевым зазором и 2) плоскую с щелевым зазором.
Реклама

В головке первого типа формуется тонкостенная труба, подвергающаяся пневматическому растяжению; в головках второго типа образуется плоское полотно.
Метод пневматического растяжения
Производство пленок методом пневматического растяжения может быть организовано по трем схемам, предусматривающим направление цилиндрического рукава пленки от головки в приемное устройство: 1) вертикально вверх—рис. 1; 2) вертикально вниз—рис. 2; 3) горизонтально—рис. 3.
По первой схеме установки легче обслуживать агрегат, чем повторной, потому что червячный пресс и приемное устройство расположены на одном уровне. По этой схеме обеспечивается также получение толстых пленок; при приемке вниз толстостенный рукав обрывается под действием собственного веса. При горизонтальной приемке трудно получить пленку с небольшой разнотолщинностью, потому что в этом случае всегда велика разница между температурой воздуха, окружающего нижнюю и верхнюю поверхности рукава. Таким образом, чаще всего пользуются первой схемой.
Пленочный агрегат изображен на рис. 4. Образование расплава происходит в червячном прессе. Формование цилиндрического рукава осуществляется головкой 7.
 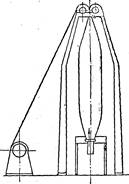
Рисунок 1 - Установка для получения пленок (приемка ,вверх).
Пневматическое растяжение производится сжатым воздухом, подаваемым внутрь рукава 8, через головку. Выход воздуха из рукава закрывается тянущими отжимными валками 4, которые зажимают рукав. Через редукционный клапан с точным манометром в рукав подается воздух ризб=0,2—0,3 аг, при этом внутри рукава устанавливается давление .ризб= 2—3 мм вод. ст. Рукав охлаждается воздухом, омывающим его на пути от головки до валков 4. Охлаждение может быть интенсифицировано принудительной подачей воздуха, нагнетаемого воздуходувкой 13, в охлаждающее кольцо 6, расположенное над головкой. Складывание рукава производится с помощью двух щек 5. Обрезка кромок рукава выполняетсярежущим приспособлением 2.
Рисунок 2 -. Установка для получения пленок (приемка вниз).
После обрезки из рукава образуются два полотна, которые разглаживаются, а затем наматываются на втулки 12 (отдельно на катушку наматываются обрезанные краевые ленты).Рисунок 3 - Установка для получения пленок (горизонтальная приемка).
Все узлы, обеспечивающие пневматическое растяжение и оттяжку пленки, складывание рукава, обрезку кромок и намотку разглаженной пленки, входят в устройство, которое принято называть приемным.
Из каждого полимера выпускается широкий ассортимент пленок, отличающихся по толщине и ширине. Толщина выпускаемых пленок 20—600 мк, ширина их может достигать 10 м. Наибольшее распространение получили тонкие пленки (30—60 мк). Производство таких пленок разной ширины осуществляется на агрегатах трех типов (табл.1).
Реклама

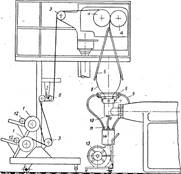
Рисунок 4 - Пленочный агрегат:
1—намоточные валки; 2—режущее приспособление; 3—направляющий валок; 4—тянущие отжимные валки; 5— направляющие (складывающие) щеки; 6—охлаждающее кольцо; 7—головка червячного пресса; 8— рукав пленки; 9—шланг подачи охлаждающего воздуха; 10—регулировочный вентиль; 11— шланг подачи воздуха для раздувания рукава; 12—втулки для намотки пленки; 13—воздуходувка;14—ресивер для воздуха.
Диаметр головки может достигать 1200 мм. Установлено, что при увеличении зазора кольцевой щели увеличивается разнотолщивдюсть пленки. Например, при степени раздувки200% найдено:
Ширина зазора, мм 0,5 0,7 1,0
Отклонения по толщине, % 11,5 21 23
Сопротивление головки и, соответственно, давление расплава увеличением зазора, по-видимому, уменьшаются, при этом процесс выдавливания становится менее устойчивым. Это объясняется тем, что разница в скоростях выдавливания расплава на разных участках кольцевого зазора головки растет вследствие того, что при падении давления возрастает разница в температуре и вязкости в разных точках расплава. Зазор обычно делают равным 0,7—0,8 мм. При меньшихеговеличинах сопротивление головки резко увеличивается. Ниже дано описание одной из конструкций агрегатаII типа. (см. табл. 1).
Таблица 1
Характеристика агрегатов для производства тонких пленок
(30—60мк)
| Величины |
Тип агрегата
|
| I |
II |
III |
| Диаметр червяка, мм |
63 |
90 |
160 |
| Длина червяка, L/D |
15—20 |
15—20 |
15—20 |
| Диаметр головки, мм |
200 |
400 |
800 |
| Зазор кольцевой щели, мм |
0,7 |
07 |
- |
| Длина валков приемного устройства, мм |
1100 |
1600 |
3100 |
| Скорость отвода пленки, м/мин |
1—20 |
1—20 |
1—20 |
| Ширина обрезанной пленки, мм |
1000 |
1500 |
3000 |
Червячный пресс
такого агрегата снабжен червяком диаметром 90 мм и длиной 20D. Червяк разделен на три зоны—загрузочную, сжатия ц дозирующую. Степень сжатия 3,7.
Головка
должна превратить поток расплава, выдавливаемого из канала червяка, в тонкостенный цилиндрический рукав. Температура и давление расплава по всему периметру формующего зазора должны быть одинаковыми, так как иначе цилиндрический рукав и, следовательно, пленка будут иметь большие отклонения по толщине.
Конструктивно невозможно превратить монолитный поток в трубу, не подвергая его сначала рассечению, а затем слиянию отдельных струй. Следы слияния потоков — стыковые полосы — сохраняются в пленке и ухудшают ее качество. Обычно места стыков отличаются от других участков меньшей толщиной.
Существуют два принципиально различных способа направления потоков расплава в головку—сверху и сбоку.
При поступлении потока расплава в головку сверху (рис. 5) он на пути к кольцевому зазору сначала рассекается на несколько струй крестовиной или решеткой, а затем эти струи сливаются одна с другой.
 При поступлении расплава в головку сбоку (рис. 6) поток, расплава рассекается частью дорна—распределителем—на две струи. При этом образуется труба с двумя стыками, которая выдавливается к формующему зазору и выходит из него, сохраняя две стыковые полосы. При поступлении расплава в головку сбоку (рис. 6) поток, расплава рассекается частью дорна—распределителем—на две струи. При этом образуется труба с двумя стыками, которая выдавливается к формующему зазору и выходит из него, сохраняя две стыковые полосы.
Рисунок 5 - Головка с верхним питанием:
1- труба для питания; 2—дорн; 3— корпус головки; 4— формующее кольцо; 5—регулировочный болт; 6—дорнодержатель.
Наблюдения показали, что на головках с боковым питанием качество пленки лучше, чем на головках с верхним питанием.
Для того чтобы устранить дефекты потока расплава, были созданы:1) распределители разных конструкций для более интенсивного перемешивания потока расплава на пути от входа в головку до формующего зазора и 2) подвижные формующие кольца, перемещеннием и деформацией которых можно регулировать количество расплава, выдавливаемого на разных участках полимера кольцевой щели. Однако ни одна из конструкций стационарных головок не ликвидировала полностью стыковые полосы.
Головка, изображенная на рис. 7, присоединяется к машине с помощью перехода 1, в котором расположены решетка 2 и сетка 3 (при переработке полиэтилена устанавливают две сетки № 20 и две сетки № 50). Головка состоит из двух частей — нижнего корпуса 4 и верхнего корпуса 8. Распределение монолитного потока и придание ему формы трубы осуществляется распределителем 5. Дорн 6 вместе с кольцом 9 образует формующий зазор. С помощью болтов кольцо перемещается и деформируется, вследствие чего уменьшается разнотолщинность пленки.
Предварительная калибровка может быть произведена регулировочным кольцом 10. Внутри распределителя и дорна высверлены каналы, по которым подается воздух для пневматического растяжения. По вертикальному стволу головки расположены электронагреватели, сгруппированные в зоны. Перед пуском обогревается и дорн, также имеющий элемент электрообогрева. Контрольза режимом работы электрооборудования осуществляется посредством контрольно-измерительных приборов и сигнальных ламп.

Рисунок 6 - Головка с боковым питанием:
1-дорн; 2-направляющая втулка; 3-формующее кольцо; 4-регулировочный болт; 5-штуцер для входа расплава
В современных агрегатах в переходе устанавливают манометр для измерения давления расплава, а также термопары для -измерения температуры расплава.
Устранить стыковые полосы на пленке удалось на вращающихся головках (осциллирующих).
Осциллирующая головка, изображенная на рис. 8, состоит из трех основных частей—патронного держателя 1, промежуточного соединения 2 и формующей головки 3. Расплав из машины выдавливается в патронный держатель и через канал промежуточного соединения поступает в формующую головку. В патронном держателе помещена цилиндрическая решетка, в которой крепятся фильтрующие сетки и дроссельный клапан для регулирования противодавления в конце червяка. Распределитель формующей головки имеет спиралеобразный канал. Формующая головка 3 соединена с патронным держателем 2 при помощи промежуточного устройства, вращающего головку; оно состоит из нижнего неподвижного переходника 4, соединенного с верхним вращающимся переходником 5 гайкой 6. На переходнике 5 закреплена звездочка 7, с помощью которой он соединяется с приданным головке приводом. Плоскости сопряжения переходников имеют специальные уплотнения 8. Верхний переходник вращается в шарикоподшипниках коробка с электромагнитными муфтами и концевые выключатели, с помощью 9. В систему привода входит реверсная которых изменяется направление вращения головки. Угол поворота головки может изменяться от 10 до 360°. Привод обеспечивает плавное вращение головки от 0,076 до 0,58 об/мин.
На осциллирующей головке линия стыка не фиксируется в определенном положении. На выдавливаемый из головки стык непрерывно наплывают смежные струи потока, вследствие чего в пленке исчезает стыковая полоса.
Для производства пленок разработаны также вертикальные осциллирующие машины. Подробных сведений об эксплуатации' таких машин еще нет.
Охлаждение рукава.
Сразу же после выхода из головки рукав принудительно охлаждается потоком воздуха, нагнетаемым воздуходувкой через наружное кольцо. За- зоной принудительного охлаждения на пути к тянущим вытяжным валкам рукав продолжает охлаждаться естественно омывающим его воздухом.
рукав пленки. Воздуходувка имеет производительность 8 м^/мин и развивает напор 190.-220 мм. вод. ст.
Приемное устройство
состоит из следующих узлов: 1) складывающих щек; 2) тянущих отжимных валков с приводом; 3) приспособления для обрезки кромок; 4) разглаживающего изогнутого «горбатого» валика и 5) намоточных приспособлений.
Основанием приемного устройства служит сварная рама, установленная на домкратах. При опускании рамы домкратами она становится на ролики и может быть отвезена от машины. В середине рамы расположены площадки с барьером для обслуживающего персонала. На пульте приемного устройства расположены амперметр двигателя тянущих отжимных валков, регулятор намоточного устройства, кнопка регулирования скорости вращения тянущих валков и пусковые кнопки двигателей тянущих и намоточных валков.Охлаждающее кольцо укрепляют над головкой. Воздухпоступает в него по 12 подводящим шлангам через воздушно-компенсационный резервуар из воздуходувки, а затем через круговую щель под углом 45° направляется на свой объем.

Рисунок 7 - Угловая кольцевая пленочная головка:
1—переход; 2— решетка; 3—фильтрующие сетки; 4—нижний корпус головки; 5—распределитель потока; 6-дорн; 7—фланец; 8— верхний корпус головки; 9—калибрующее кольцо; 10— регулировочное кольцо; 11- нажимной болт; 12— отжимной болт; 13— регулировочный болт; 14— штуцер для ввода воздуха; 15— регулятор воздуха; 16— электронагреватели; 17— термопари.
Рисунок 8 - Осциллирующая головка:
1—патронный держатель; 2—промежуточное соединение; 3—формующая головка; 4—неподвижный переходник; 5—вращающийся переходник; 6—гайка; 7—звездочка; 8—уплотнения; 9—шарико-подшипники.
Складывающие щеки представляют собой две шарнирно соединенные рамы. На внутренних сторонах рам укреплен бархат. Щеки можно устанавливать под нужным углом, что позволяет складывать рукав в двойное полотно без складок, и на минимальном расстоянии от тянущих отжимных валков. При этом расстояние между головкой и тянущими отжимными валками 1,5 м.
Тянущее отжимное приспособление состоит из двух валков:•один из них металлический, другой гуммированный. Стальной валок имеет привод с вариатором. Его окружную скорость можно менять в пределах 2—20 м/мин. Гуммированный валок расположен в подвижных подшипниках и может передвигаться. Расстояние между валками достигает 30 мм. При их сближении рукав плотно зажимается, и воздух, содержащийся в рукаве, сохраняет
Плоские ножи для обрезки кромок укреплены на специальных кронштейнах и расположены с двух сторон между двумя опорными валками. Кромки непрерывно наматываются на катушки, вращающиеся от привода тянущих валков.
Рукав после обрезки образует два плоских полотна, которые затем подают на намотку. Во избежание образования складок в рулоне полотно перед намоткой разглаживается специальным изогнутым валиком (рис. 9), представляющим собой стальную изогнутую трубу, на которой укреплены шарикоподшипники с кольцами. На этот каркас натягивается резиновая трубка. Валику может быть придан перекос в нужном направлении, вследствие чего обеспечивается распрямление пленки и правильная намотка.
Намотка пленки осуществляется за счет фрикции рулона с пленкой о намоточный валок. Намоточное устройство состоит из двух одинаковых узлов, в которые входят намоточный валок с приводом, наклонная зубчатая рейка и втулка. Вал втулки находится в зубчатом зацеплении с наклонной рейкой. При вращении намоточного валка вращается также втулка с наматываемой на нее пленкой.
Диаметр рулона ~ 300—400 мм. Пленка должна наматываться при температуре < 60°С. При более высоких температурах она может слипаться в рулоне.Рисунок 9 - Изогнутый распрямляющий валик приемного устройства для пленки:
1—труба; 2, 7—кольца; 3—подшипник; 4— ступица; 5, 9— втулки; 6— прокладка; 8—гайка; 10—шаровая опора; 11—цапфа; 12, 13—стопорные винты; 14—фланец; 15— втулка; 16— штифт; 17— стальной изогнутый валик.
Управление процессом
. Перед началом работы нагревают цилиндр машины и головку. По достижении заданных температур нагрев длится еще 30
мин при незагруженной машине и 2 ч, если машина была заполнена материалом. После этого включают двигатель, вращающий червяк. В момент пуска машины число оборотов червяка должно быть минимальным. Цилиндрический рукав, выдавливаемый из головки, центрируют калибрующими болтами таким образом, чтобы скорость потока расплава по всему периметру головки была примерно одинаковой и не происходил бы односторонний изгиб рукава. При достижении соосности рукава с головкой его принимают в зазор раздвинутых тянущих отжимных валков. При отсутствии на рукаве складок валки постепенно сводят. Скорость вращения тянущих отжимных валков регулируют в зависимости от толщины выпускаемой пленки. -Например, линейная скорость отвода рукава при толщине пленки 40 мк составляет 10 м/мин, а при 60 мк—5 м/мин. Соотношение между скоростью отвода рукава и скоростью его выдавливания из головки оказывает существенное влияние на физико-механические свойства пленки, так как этим соотношением определяется степень продольной вытяжки пленки и, следовательно, ее ориентация.
Скорость выдавливания для полиэтилена определяется следующим уравнением:
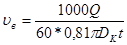 (1) (1)
 где Q—производительность червячного пресса, кг/ч; где Q—производительность червячного пресса, кг/ч;
0,81 г/см3
—плотность расплава полиэтилена при 140° С;
 —диаметр кольцевого зазора, см; —диаметр кольцевого зазора, см;
t—зазор щели в головке, см..
Физико-механические свойства пленки зависят не только от свойств исходного полимера, но и от температурного режима и степени вытяжки. При понижении температуры возрастает предел прочности при растяжении. Долевая вытяжка оказывает существенное влияние на свойства пленки. Разница в свойствах пленки в долевом и поперечном направлениях. зависит от отношения вытяжки к раздувке. Для того чтобы пленка имела одинаковые свойства в обоих направлениях, при раздувке в три раза нужно вытянуть пленку на 300%. Обычно вытяжка превышает степень раздувки. После защемления рукава в тянущих отжимных валках в него постепенно нагнетают воздух давлением ризб==100—200 мм вод. ст.Подачу воздуха регулируют таким образом, чтобы диаметр рукава в его цилиндрической части был постоянным. Существуют пневматические устройства, регулирующие давление воздуха в рукаве.
Степень раздувки
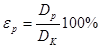 (2) (2)
(где Др—диаметр раздутого рукава, см) оказывает значительное влияние на равномерность пленки по толщине, особенно в поперечном направлении (табл. 2). Поэтому Ер не должна превышать 250%, т. е. диаметр рукава не должен быть больше диаметра формующего зазора в 2,5 раза. Следовательно, для получения пленки шириной 1,5 м на головке диаметром 400 мм диаметр рукава должен быть равен 1000 мм.
Таблица 2
Зависимость равномерности пленки по толщине от степени раздувки
Степень раздувки,
%
|
Средняя толщина,
мк
|
Отклонения по толщине, % |
| общие |
поперек |
вдоль |
| 150 |
57 |
12 |
10,5 |
9 |
| 250 |
43 |
16 |
16 |
10 |
| 350 |
44 |
32 |
32 |
— |
 Степень раздувки влияет и на механические свойства пленки: с ее увеличением повышается прочность на разрыв в поперечном направлении и несколько уменьшается относительное удлинение. Одновременно с началом раздувки рукава подают воздух в охлаждающее кольцо, установленное над головкой. Увеличение диаметра цилиндрического рукава при растяжении должно начинаться сразу после выхода из головки; нельзя допускать, чтобы растяжение начиналось близко или на значительном расстоянии от головки. . Степень раздувки влияет и на механические свойства пленки: с ее увеличением повышается прочность на разрыв в поперечном направлении и несколько уменьшается относительное удлинение. Одновременно с началом раздувки рукава подают воздух в охлаждающее кольцо, установленное над головкой. Увеличение диаметра цилиндрического рукава при растяжении должно начинаться сразу после выхода из головки; нельзя допускать, чтобы растяжение начиналось близко или на значительном расстоянии от головки. .
Рисунок 10 - Конфигурация рукава в зоне раздувания:
а—вытянутая; б—нормальная; в—сильно раздутая.
Конфигурация рукава в зоне раздувания приведена на рис. 10.
На некотором расстоянии от головки пленка мутнеет. Это свидетельствует о том, что на данном участке начинается кристаллизация.
Линия кристаллизации является границей, отделяющей аморфный полимер от полимера, в котором начались процессы кристаллизации. За пределами линии кристаллизации раздувания больше не происходит. Расстояние от головки до линии кристаллизации зависит от температуры расплава, толщины пленки, скорости приемки и температуры окружающего воздуха Волнистый характер линии кристаллизации указывает на неравномерную температуру расплава по периметру рукава.
От сложенного рукава отрезают перед намоточным устройством образец и замеряют его толщину. Если средняя толщина пленки отличается от заданной в сторону уменьшения, повышают число оборотов червяка или уменьшают скорость оттяжки; если она Больше заданной толщины, то повышают число оборотов тянущих отжимных валков, а в случае необходимости снижают число оборотов червяка.
После получения пленки со средним значением толщины (отвечающим заданным требованиям), имеющей, однако, отклонения по этой толщине на отдельных участках, приступают к калиброванию, которое производят деформацией регулировочного и калибровочного колец головки, а также регулированием потоков охлаждающего воздуха по периметру охлаждающего кольца. При хорошей оснастке и опытном обслуживающем персонале разнотолщинность выпускаемой пленки не превышает ±10%.
Толщина пленки может контролироваться непрерывно толщиномером в процессе производства. Перспективным является применение радиоактивного толщиномера. Измерение толщины пленки с помощью радиоактивных изотопов базируется на падении интенсивности Р-излучения при прохождении через пленку.
Технологический процесс производства пленки из полиэтилена низкой плотности
Для производства пленки применяется полиэтиленсо следующими показателями:
Индекс расплава, г/10 мин . . . . . 2—7
Предел прочности при растя-
жении, кгс/см1
. . . . . . 
Относительное удлинение, % . . . . 
Внешний вид . . . . . гранулы однородные по
размерам, натурального
цвета или окрашенные
Однородность . . . . . . индекс
расплавапробы,
взятой из любого
места партии, не
должен отличаться от,
показателей средней
пробы больше чем на
±15%
Обычно для получения высококачественных пленок технического назначения применяют полиэтилен с индексом расплава 2 г/10 мин. Температурный режим (в °С) процесса производства пленок толщиной 40—60 мк на машине с диаметром червяка 90 мм и головке с диаметром кольцевого зазора 400 мм и ширияой щели 0,7 мм:
Производительность агрегата при выпуске пленки толщиной 40—60 мк составляет ~55 кг/ч; количество отходов—до 10%.
Готовая пленка должна отвечать следующим техническим требованиям:
Внешний вид . . . . . натурального цвета или
окрашенная, блеск,
прозрачность и видимые
включения частиц
полиэтилена («гелики») в
соответствии с эталоном
Предел прочности при растяжении
в долевом и поперечном направле-
ниях, кгс/см2 . . . . . .
Относительное удлинение в долевом
и поперечном направлениях, % . . . 
Разнотолщинность (отклонения от
заданной толщины), % . . . .  ±10 ±10
Разнотолщинность является функцией теплового режима процесса, условий формования, ширины кольцевого зазора в гелоике, степени раздувки, скорости выдувания и охлаждения рукава. При разнотолщинности, превышающей установленные нормы, кроме калибрования головки и регулирования распределения воздуха в охлаждающем кольце, целесообразно понизить температуру в цилиндре и головке. Известно, что с понижением температуры процесса разнотолщинность уменьшается.
При производстве пленки могут появляться отклонения от установленных норм по блеску, прозрачности и «геликам». Эти показатели зависят как от качества исходного полимера, так и от в условий проведения процесса.
Оптические свойства пленки (блеск и прозрачность) находятся в зависимости от состояния поверхности пленки и ее надмолекулярной структуры. Качество поверхности пленки зависит, в первую очередь, от качества расплава, образовавшегося в машине. Расплав должен быть однороден и не должен содержать никаких структурных элементов, видимых визуально: поверхность его должна быть гладкой. В меньшей степени на состоянии поверхности пленки сказывается резкое охлаждение, которое может привести к образованию морщин. Прозрачность пленки зависит от надмолекулярной структуры, в частности от содержания и строения кристаллической фазы, а также равномерности ориентации. При образовании мелких кристаллов увеличивается рассеивание света и, следовательно, снижается прозрачность. Известно, что содержание кристаллической фазы в пленке и ее структура в большой степени зависят от условий охлаждения пленки. Неоднородная ориентация, являющаяся следствием неоднородности расплава по вязкости, тоже ухудшает прозрачность. Следовательно, на оптические свойства пленки влияют не только качество исходного полимера, но И технологические факторы, к которым относятся температура расплава и скорость охлаждения пленки. Так, с увеличением температуры прозрачность пленки повышается, ас уменьшением скорости охлаждения—понижается. При уменьшении степени раздувания и вытяжки прозрачность пленки тоже уменьшается. Бугристость поверхности пленки зависит от качества расплава и скорости выдавливания. Как полагают некоторые исследователи, дефекты поверхности особенно резко проявляются при критической скорости сдвига.
Наличие в полиэтилене смеси гранул, отличающихся по индексу расплава, приводит к тому, что образуется неоднородный расплав, характеризующийся наличием видимых включений непроплавленных частиц полиэтилена — «геликов».
Для уменьшения количества включений должны быть приняты меры, целью которых является увеличение давления расплава; при этом повышается превращение механической работы в теплоту и возрастает эффективность перемешивания. Такой эффект достигается в первую очередь понижением температуры формующей части головки, а затем—температур выходящей из червяка воды, цилиндра и головки. Если принятые меры не повысят качества пленки, то нужно установкой дополнительных сеток или уменьшением зазора между концом червяка и сопряженной с ним деталью перехода к головке увеличить сопротивление потоку.
Пневматическим растяжением цилиндрического рукава получают также пленки из пластифицированного поливинилхлорида, полиэтилена высокой плотности и полипропилена.
Плоские пленки
На плоских головках получают преимущественно пленки из кристаллических полимеров—полиэтилена высокой плотности, полипропилена и т. д., отличающихся низкой вязкостью расплава при высоких температурах. Эти пленки обладают сильным блеском, хорошей .прозрачностью, жестки, прочны и влагонепроницаемы.
Объем производства плоских пленок значительно уступает производству цилиндрических пленок методом пневматического растяжения. Однако проводимые исследовательские работы могут способствовать расширению области применения таких пленок и частичной замене ими пленок из полиэтилена низкой плотности.
Существует два метода производства плоских пленок: в одном горячее полотно направляется на холодные валки, в другом пленка охлаждается водой в ванне.
При охлаждении пленки на валках может быть использовано приемное устройство, изображенное на рис. 11.
При охлаждении в воде получают пленки с сильным блеском и большой жесткостью; при охлаждении на валках пленки отличаются равномерностью физико-механических свойств. Мутность пленки, охлажденной на валках, равна 15%, охлажденной в воде — 4 %.
Процесс производства пленок состоит из следующих операции: 1) образования расплава из твердого полимера; 2) формования из расплава плоского полотна; 3) охлаждения полотна; 4) обрезки кромок полотна; 5) намотки полотна. Эти операции выполняются на агрегате, изображенном на рис. 12. Червячные прессы, используемые в процессе, ничем не отличаются от машин, работающих в агрегате для производства цилиндрических пленок. По всей длине щелевой головки (рис. 13) проходит распределительный канал, в середину которого поступает расплав из червячного пресса. На выходной щели головки укреплены губки, одна из них подвижная.

Рисунок 11 - Приемное устройство:
1—щелевая (плоская) головка; 2—охлаждаемые валки; 3—толщиномер; 4—рамка с дисковыми ножами; 5—барабан для намотки кромок; 6—барабан для намотки товарной пленки.
С помощью вытяжных и натяжных болтов губка перемещается, регулируя при этом величину щели на всей длине или на отдельных ее участках. Установленные электрона греватели сгруппированы в самостоятельные зоны. Калибрование толщины пленки производится губками и соответствующим тем пературным режимом отдельных зон нагрева. Известны головки, имеющие такое же внутреннее устройство, но прямоугольного сечения; они более массивны, поэтому меньше деформируются.
Головки с распределительными планками тоже могут быть использованы в производстве пленок, но они сложны и поэтому в данном случае их почти не применяют. На качество пленок оказывает влияние расстояние от губок до поверхности воды. Установлено, что оно должно быть минимальным и не должно превышать 6 мм. При охлаждении пленки в воде очень большое значение имеет постоянство температуры воды и отсутствие колебаний на ее поверхности. Выполнение этих требований обеспечивается специальной циркуляционной установкой с угольным фильтром, подающей воду через разбрызгиватели.На этих агрегатах можно получать пленки шириной до 2 м и толщиной>12 мк,коэффициент вытяжки может изменяться от 20 до 40.
Режим производства плоской пленки из полиэтилена высокой плотности:
Температура, °С: цилиндра машины:
1-я зона . . . . . . 230±10
2-я » . . . . . . 260±10
3-я » . . . . . . 270±10*
Перехода . . . . . 270±10*
головки . . . . . . 270±10*
воды в ванне . . . . . 70
Ширина щели между губками,мм . 0,5
Скорость приемки, м/мин . . . 60
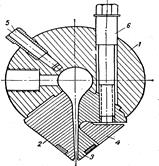
Рисунок 12 - Щелевая головка для получения плоских пленок:
1—корпус головки; 2— неподвижная губка; 3— подвижная губка; 4— промежуточная призма; 5—карман для термопары; 6—регулировочный болт.

Рисунок 13 - Агрегат для получения плоской пленки:
1—червячный пресс; 2—щелевая головка; 3—штуцер для слива воды; 4— решетка и металлическая сетка; 5—направляющий валок; 6—ванна для охлаждения; 7—регулятор зазора щели; 8—ножи для обрезки краев; 9—тянущие валки с регулируемой скоростью вращения; 10—намоточное устройство.
Ориентирование пленки.
При растяжении пленок происходит ориентация молекулярных цепей, вследствие чего повышаются морозостойкость и механические свойства пленок, а также предел прочности при растяжении.
Ориентировать пленки можно в одном и двух. направлениях. Чтобы ориентировать пленки из кристаллических полимеров, их нужно нагревать до температуры, при которой разрушается кристаллическое строение. Аморфные пленки вытягиваются при температурах высокоэластического состояния полимера.
После ориентации пленки в растянутом состоянии прогревают. Эта операция (закалка) уменьшает тепловую усадку. Ориентация пленок в двух направлениях производится в две ступени: пленки нагреваются и вытягиваются в продольном направлении, затем производится вторичный нагрев и поперечная вытяжка. Температура на обоих ступенях должна регулироваться самостоятельно. При растяжении пленок в поперечном направлении температура несколько выше, чем при ориентации в долевом направлении. Продольная ориентация пленок осуществляется двумя группами валков: первая группа валков обогревается, вторая охлаждается; каждая группа имеет индивидуальный привод. Окружная скорость валков второй группы выше, чем первой. В каждой группе имеются прижимные гуммированные ролики. Установка для поперечной ориентации состоит из камеры, механизма захвата пленки с индивидуальным приводом и системы обогрева. Камера разделена по длине на несколько зон: предвари тельного нагрева пленки (4 м), ориентации (4 м), закалки (2 м) охлаждения (2 м), и обогревается воздухом. Температура по зонам регулируется в пределах 90—240° С.
Механизм захвата пленки состоит из двух бесконечных цепей, несущих зажимы. В зонах предварительного нагрева, закалки и охлаждения цепи движутся параллельно. В зоне ориентации они расходятся и пленка растягивается в поперечном направлении. Скорость всех узлов синхронизирована. Ширина пленки на входе в зону ориентации может изменяться от 200 до 1800 мм. Максимальная скорость равна 60 м/мин. Полипропиленовые пленки обычно вытягиваются вдоль на 650, поперек—на 750%.
Покрытие бумаги полимерными
пленками.
При покрытии бумаги полимерными она приобретает влагозащитные пленками свойства. Процесс состоит из получения плоской полимерной пленки и спрессовывания ее в горячем состоянии с бумагой.
 Получение плоской полимерной пленки производится на червячном прессе с щелевой головкой, которая присоединяется к машине одним из торцов. В этом положении головки бумага и пленка перемещаются параллельно. Спрессовывание горячей пленки, имеющей температуру >200°С, с бумагой осуществляется в зазоре между стальным и гуммированным валками. Гуммированный валок создает давление, достаточное для спресовывания пленки с бумагой. Стальной валок необходимо охлаждать. С целью увеличения адгезии пленки к бумаге, последнюю перед поступлением в зазор валков прогревают Агрегат для нанесения пленки на бумагу изображен на рис. У-35. Нормальная скорость нанесения покрытия достигает 120 м1мин. Получение плоской полимерной пленки производится на червячном прессе с щелевой головкой, которая присоединяется к машине одним из торцов. В этом положении головки бумага и пленка перемещаются параллельно. Спрессовывание горячей пленки, имеющей температуру >200°С, с бумагой осуществляется в зазоре между стальным и гуммированным валками. Гуммированный валок создает давление, достаточное для спресовывания пленки с бумагой. Стальной валок необходимо охлаждать. С целью увеличения адгезии пленки к бумаге, последнюю перед поступлением в зазор валков прогревают Агрегат для нанесения пленки на бумагу изображен на рис. У-35. Нормальная скорость нанесения покрытия достигает 120 м1мин.
Рис. 14. Агрегат для нанесения полимерных пленок на бумагу:
1—рулон с бумагой (размотка); 2—вал для рулона № 2; 3— сушильный валок (обогрев паром 13 кгс/см2
, 170° С); 4— валок, облицованный силиконовой рези-ной; 5—ванна с водон для охлаждения; 6—щелевая головка червячного пресса; 7—главный валок (полированный, охлажденный водой); Я—направляющий валок; 9— узел намотки; 10— подающий валок.
ПЛЕНОЧНЫЕ ИЗДЕЛИЯ
Пленочные изделия применяют очень широко. В зависимости от назначения пленки имеют одно- и многослойную конструкцию.
Условно к пленкам относят вещества, представляющие собой непрерывные тонкие слои толщиной менее 0,25 мм. Пленки толщиной более 0,25 мм относят к листам.
Толщина выпускаемых пленок колеблется от 250 до 1 мкм (иногда до 0,5 мкм).
Упаковочные пленки.
В качестве упаковки применяют пленку в обычном виде (толщина 10...12 мкм). В последнее время выпускают оберточную пленку, которая при небольшом растяжении при упаковке продукта становится липкой; в результате обрезанный конец пленки плотно прилегает к поверхности предыдущего слоя.
Пакеты открытые и закрытые изготовляют из рулонной плоской пленки сваркой или склеиванием (толщина 16...60 мкм). Тубы для упаковки изготовляют из бесшовной рукавной заготовки. Для упаковки продукта концы туб сваривают.
Особенность усадочной пленки — уменьшение размеров при кратковременном прогревании; в результате пленка плотно обтягивает продукт. Такую пленку широко применяют для компактной упаковки многочисленных предметов в единую оболочку-контейнер.
Мешки и сумки изготовляют из пленки сваркой. Мешки повышенной прочности получают из тонких (30...50 мкм) и узких лент (из полимера с ориентированной структурой молекулярных цепей) плетением на текстильных станках; можно плотно покрыть мешки тонкой пленкой.
Наружную упаковку используют не только для сыпучих материалов, но и для мелких штучных товаров в индивидуальной упаковке (из бумаги, металлической фольги и др.). Упаковку изготовляют на автоматах. При этом важно, чтобы полимерная пленка легко сваривалась или склеивалась; в качестве примера могут быть пленки из полиэтилена (ПЭ), полипропилена (ПП), поливинилхлорида (ПВХ). Внутреннюю упаковку применяют перед укладыванием товаров в большие емкости (ящики, контейнеры) для предварительной упаковки в пленку из ПЭ, целлофана, поливинилового спирта, полиамида (ПА), полиэтилентерефталата (ПЭТФ), ПВХ, полистирола (ПС) и др.
Мешочная упаковка представляет особый интерес; при этом методе сочетаются процессы получения рукавной пленки и ее заполнения товаром с последующей автоматической сваркой (термоимпульсной). В этом случае пленка должна обладать повышенной прочностью, что достигается при определенных параметрах технологического режима и специальных приемах получения полимерного рукава.
Индивидуальная упаковка заключается в механическом «закручивании» продукта в пленку (обычный вариант — конфета в целлофане). Такие пленки должны быть способны к сохранению формы, приданной при закручивании. При использовании специальных пленок, обладающих эффектом липкости при натяжении, процедура упаковки закручиванием упрощается и сокращается время затаривания.
Ленточную упаковку используют для малогабаритных изделий; последние располагают между двумя лентами полимерных пленок и упаковываются автоматической запрессовкой (сваркой) с высокой скоростью. Применяют пленки из ПЭ, целлофана с ПЭ, фольгированного ПЭ (алюминиевая фольга, покрытая ПЭ).
Для получения объемной упаковки изделия помещают на перфорированный картон, покрытый (пропитанный с той же стороны) полимером того же типа, что и упаковочная пленка. Сверху его накрывают полимерной пленкой, нагревают и при небольшом вакууме пленки соединяются по периферии с картоном. В результате изделие расположено на жестком картоне и плотно обтянуто пленкой. При этом используют ацетилцеллюлозу, ПС, ПВХ, ПЭ, ПП, (сополимеры двух последних полимеров).
Термоусадочная упаковка
— это специально изготовленные пленки, которые при нагревании дают усадку; используют для товаров, не имеющих определенной формы (игрушки, овощи и др.). Такая пленка при нагревании несколько сжимается и обхватывает пакуемый предмет. Напряжение, возникающее в пленке, составляет а = 5...10 МПа в зависимости от структуры и типа полимера. Так, для пленок из ПЭ, ПП, ПЭТФ, ПС.
ПВХ (пластифицированного), «сшитого» ПЭ и гидрохлорированного каучука соответственно ст = 0,5; 2,0...4,0; 5,0...10,0; 0,5...1,0; 1,0...2,0; 10,0 и 1,0...2,5 МПа. Максимальное значение о в зависимости от типа полимера достигается при температуре 70... 100 °С.
Упаковку в среде инертного газа применяют для обеспечения сохранности продуктов и выполняют известными способами в камере с инертным газом. При такой упаковке наиболее важны такие свойства пленок, как малая газопроницаемость (особенно по кислороду), способность к свариванию или склеиванию. Для этих целей применяют пленки комбинированные (например, алюминиевая фольга — полиэтилен) или многослойные (полиэтилен—целлофан, полиэтилен—фторопласт и др.). Один из слоев такой пленки должен быть воздухонепроницаемым, другой — иметь хорошую свариваемость.
Упаковку для пастеризации и варки используют при необходимости нагревания продуктов в упаковке без нарушения ее герметичности. В этом случае упаковочная пленка должна отличаться повышенными термо- и водостойкостью, значительной прочностью сварного шва. Таким требованиям удовлетворяют многослойные термостойкие пленки, состоящие из алюминиевой фольги, ПЭТФ, поликарбоната (ПК), ароматического ПА.
Крупногабаритную упаковку
применяют для минеральных удобрений, цемента и др. Для удобства транспортирования наружную поверхность мешков выполняют с неровностями; для этого на нее предварительно наносят распыленную струю полимера. Такие мешки с продуктом не соскальзывают при транспортировании и потери продукта уменьшаются. В качестве сырья для пленки чаще всего используют ПЭ или ПВХ (толщина пленки 0,1...0,3 мм, вместимость мешка 10...40 кг). Такая оболочка влагостойка и химически стойка. Многократное использование не рекомендуется из-за загрязнения и невозможности повторного получения качественного сварного шва. Применяют упрочненные мешки из плетеных высокопрочных полимерных узких пленок.
Сварной шов достаточно прочен для удержания упакованных мешков даже за горловину при транспортировании, загрузке и разгрузке.
В качестве временного укрытия пленки применяют в полевых условиях (навесы, крыши, покрытия парников, временные водопроводы и др.). Эти пленки должны быть устойчивы к изменениям погодных условий, т.е. термо- и морозостойки. Кроме этого, они должны быть дешевыми и желательно одноразового использования. Для таких целей применяют прозрачные пленки из ПЭ, ПП, реже — из ПЭТФ и пластифицированного ПВХ. Иногда используют пленки из ПА. Для укрытий с большой площадью поверхности необходимо использовать те же полимеры со специальными добавками, придающими им способность саморазрушаться через определенное время под действием солнечных лучей. Это необходимо для защиты окружающей среды от твердых загрязнений полимерными пленками.
Полимерные пленки в фотоматериалах.
В качестве основы для изготовления кино- и фотопленок используют: триацетат- и ацетилбутиратцеллюлозу, ПС, ПЭТФ, ПК. На их основе получают черно-белую, цветную, негативную, позитивную фото- и кинопленки, пленку для диапозитивов, рентгеновских снимков и рентгенограмм, пленку, служащую индикатором радиоактивного излучения и др.
В общем виде черно-белые кино- и фотопленки состоят из основы (полимерной пленки), нижнего слоя (адгезионного), светочувствительного эмульсионного и защитного слоев.
С учетом условий эксплуатации и изготовления изделий к полимерной пленочной основе предъявляют повышенные требования:
высокие физико-механические показатели (предел прочности при разрыве не менее 150 МПа, относительное удлинение при растяжении не менее 30% модуль упругости не менее 7 ГПа), стабильные в температурном интервале от —20 до +100 °С, причем в случае использования пленки в экстремальных условиях эти температурные диапазоны расширяются;
незначительная усадка (менее 1 %) при повышенных температурах стабильность размеров не более 1-10 см/°С в широких температурном и влажностном диапазонах;
хорошая оптическая прозрачность, обеспечивающая коэффициент пропускния светового потока более 90% (для части спектра видимого излучения);
плотность, не превышающая плотность воды (требование, определяемое технологией обработки кино- и фотопленки);
показатель преломления, близкий к его значению для нижнего слоя (на основе желатина);
исключение возможности возникновения значительного статического электрического разряда при перематывании пленки в лентопротяжном механизме (в противном случае электроразряд «засветит» пленку),
отсутствие водопоглощения, слипания, скручивания и др.
Для кино- и фотопленок используют основу с преимущественной прочностью по длине; этого достигают обработкой пленки, называемой ориентационной вытяжкой.
Полимерные пленки — основа магнитных лент.
В качестве полимерной пленочной основы для получения магнитных лент применяют ПЭТФ, ПК, реже — ПВХ и триацетат целлюлозы.
Ленты получают нанесением магнитного порошка у – Fе2О3 на основу (пленку), содержащую сополимеры винилхлорида с акрилатами, эпоксидами, полиэфирами, полиуретанами и добавки пластификаторов, стабилизаторов, антистатиков. После получения широкой заготовки ее режут на узкие ленты, выполняют поверхностную обработку, снимают электростатический заряд и обрабатывают для создания магнитной анизотропии.
Толщина пленок колеблется в широких пределах — от 20 до 50 мкм. Чем тоньше лента, тем больше время магнитной записи. Чрезвычайно важна для качества лент равномерность толщины. В зависимости от страны и заводаизготовителя отклонение толщины от заданной колеблется от ± 0,1 до ± 2 мкм. Поверхность основы должна быть равномерно шероховатой для лучшего сцепления с магнитным порошком- Оптимальное значение параметра шероховатости Rа = 0,05...0,10 мкм. Пленка должна иметь хорошие механические характеристики при растяжении в направлении длины: предел прочности при разрыве не менее 170...200 МПа, относительное удлинение около 70 %, модуль упругости не менее 5 ГПа. Поскольку при эксплуатации лент возможно повышение температуры, пленка должна быть термостойкой: температура «потери формы» триацетатцеллюлозной пленки 150...250 °С, полиэтилентерефталатной — 150 , поликарбонатной — 165 °С. К лентам, применяемым в блоках памяти большого объема ЭВМ, предъявляют повышенные требования. Так, для лавсановой (полиэтилентерефталатной) пленки толщиной 30...40 мкм усадка при t = 100 °С не должна превышать 0,5%.
Электроизоляционные пленки.
Благодаря минимальной электрической проводимости полимеры и, в частности, полимерные пленки широко применяют в качестве электроизоляторов, конденсаторов (основа). Наряду с традиционными полимерами в последнее время распространены пленки на основе полиимидов (ПИ) благодаря стабильности размеров при высокой (до 400°С) температуре.
Таблица 3
Основные электрические характеристики пленок на основе различных полимеров ( при частоте f=10 Гц)
| Полимерная пленка |
Диэлектрическая проницаемость |
Тангенс угла диэлектрических потерь |
Удельное объемное электрическое сопротивление, Ом • см |
Максимальная температура эксплуатации пленки,°С |
| Полиэтилентереф- талат (ПЭТФ) |
3.0...3.2 |
0,003 |
1016
|
100...120 |
| Поликарбонат (ПК) |
3,0...3,17 |
0,0011 |
1016
|
120...150 |
| Полистирол (ПС) |
2,4..2,7 |
0,0001 |
1016
|
50...70 |
| Полиэтилен (ПЭ) |
2,3 |
0,0005 |
1016
|
30...50 |
| Поливинил- хлорид (ПВХ) |
3,5 |
0,010 |
1015
|
70... 100 |
| Ацетилцеллюлоза |
3,2...4,5 |
0,01...0,06 |
1012
...1013
|
150 |
| Политетрафторэ- тилен (ПТФЭ) |
2,0...2,1 |
0,0002...0,0003 |
1016
|
200 |
| Поилиимид (ПИ) |
3,5...3,9 |
0,003...0,005 |
5- 1016
…5 1017
|
250...300* |
| Полиимид-фторо- пласт |
2.8...3.0 |
0.001...0,003 |
5- 1017
…5 1018
|
200...250 |
В табл. приведены некоторые основные электрические характеристики пленок на основе различных полимеров, применяемых в качестве электроизоляционных материалов, основы конденсаторов и др.
Конденсаторы.
Если на полимерную пленку большой длины нанести в вакууме напылением тонкий слой металла (алюминий, цинк) и снабдить токовыводами, то можно получить миниатюрный высокоомный и экономичный микроконденсатор. Небольшой нагрев свернутой металлизированной с одной стороны пленки приводит к свободной усадке (2...5%), что позволяет увеличить долговечность изделия. Основные требования к полимерным пленкам, применяемым в качестве конденсаторов, довольно жесткие, что, естественно, удорожает изделие: «химическая чистота» полимера; отсутствие включений размером в 2...3 раза больше толщины основы минимальная разнотолщинность (не более ± 1 и ± 0,5 мкм по длине пленки толщиной соответственно 20...50 и 3...5 мкм).
В качестве пленки для изготовления ординарных конденсаторов используют ПЭТФ, ПС, ПК толщиной 5...10 мкм. Конденсаторы повышенной емкости при минимальной массе выполняют из пленки толщиной 3...5 мкм.
Изоляция электропроводов.
В качестве изоляционной ленты применяют пленки из ПВХ с липким слоем или без него. Для изоляции проводов сложного профиля, а также стыков проводов хорошо зарекомсндовали себя термоусадочные пленки из ПЭТФ и «сшитого» ПЭ. Изолированные такими пленками провода и стыки подвергают кратковременному нагреву (горячим воздухом); в результате пленка плотно облегает стыки проводов сложного профиля и даже герметизирует их.
В последнее время для герметизации проводов электродвигателей, работаюших в условиях воздействия высоких температур и коррозионных сред (например, погружные электродвигатели в нефтяных скважинах), применяют пленки повышенной термостойкости. Для этой цели используют термостойкие пленки на основе ПИ с термостойким покрытием (герметиком), в качестве которого применяют фторопласт. Полиимидные пленки должны быть термоусадочнымн. После намотки их на провод или другой токонесущий элемент при воздействии температуры происходят усадка пленки из ПИ и герметизация витков вследствие сплавления слоев фторопластового покрытия. В СНГ такие пленки выпускают под индексом ПМФ;
в качестве плавкого фторопластового покрытия применяют сополимеры тетрафторэтилена а гексафторпропилена. За рубежом изготовляют полиимидную пленку со специально синтезированным липким слоем полипиромеллитамидокислоты или термостойкого адгсзива. Такие покрытия успешно эксплуатируют, например при = + 270 °С более 2000 ч; они не теряют эластичности и при t = - 200 "С. Применяют для зашиты проводов, кабелей, пазовой изоляции обмоток электродвигателей, трансформаторов, изоляцйи бухт провода, погружных насосов.
В более мягких условиях работают изоляционные элементы проводов на основе фторопластовых пленок (при t до 250 °С). Однако вследствие плохой механической обрабатываемости и низкой стойкости к коронному разряду применение фторопластовой изоляции ограничено некоторыми видами электродвигателей и трансформаторов.
Кроме перечисленных основных видов термостойких электроизоляционных пленок применяют (в основном за рубежом) пленки из полифениленоксида, полидиметилпентана, полисульфонов и др.
Электреты
представляют собой пленочные полимерные диэлектрики, способные длительное время находиться в наэлектризованном состоянии. В качестве материала для изготовления элсктретов используют ПТФЭ, поливинилиденфторид, полифениленоксид, ПИ, ПК, ПЭТФ, ПА, ПВХ, полиметилметакрилат (ПММА). Важнейшие характеристики электретов — поверхностная плотность зарядов, потенциал поверхности и время жизни зарядов. Так, на пленках толщиной 1...2 мкм поверхностная плотность зарядов может составить (З...5)10-5
Кл/м2
(ПММА), на пленках толщиной 10 мкм — 10-3
- 10-4
Кл/м2
(ПТФЭ, ПЭТФ, ПК). Поверхностная плотность зарядов электретов со временем уменьшается. При нормальных условиях хранения время жизни зарядов составляет от 0,5 до 3 лет. Повышение температуры хранения, влажности окружающей среды, воздействие радиоактивного излучения приводит к ускоренному уменьшению зарядов злектретов. Важное свойство электретов — способность изменять величину и знак поверхностных зарядов при механическом нагружении (пьезоэффект). Так, пьезоэлектрический коэффициент пленочных термоэлектретов из поливинилиденфторида и поливинилхлорида соответственно (10...20)•10-12
и 3-10-12
Кл/м.
Электреты могут деформироваться под действием электрического поля (электрострикция), вырабатывать электрический ток при нагревании или охлаждении (пироэлектричество). Пленочные электреты широко применяют в «миниатюрной» технике, используют в качестве источников постоянного электрического поля в датчиках механических напряжений и деформаций, в электрометрах, высоковольтных генераторах, устанавливают в микрофонах, громкоговорителях, звукоснимателях в качестве аккумуляторов электроэнергии для питания приборов в аварийных ситуациях, в дозиметрах радиоактивных излучений.
Электропроводные полимерные пленки
характеризуются удельным объемным электрическим сопротивлением не более 10 Ом-см. Существует два вида электропроводных пленок: гомопленки (из одного полимера), обладающие полупроводниковыми свойствами, и гетеропленки (из полимеров с различными токопроводящими наполнителями), содержащие сажу, графит, порошки никеля, меди, серебра и других металлов.
Полупроводниковые полимерные пленки.
Получение таких пленок связано с технологическими трудностями: не все из них хорошо растворяются или переходят в расплав, из которого впоследствии формируют пленку. Возможности переработки таких полимеров в пленки, волокна и другие изделия ограничены. Полимеры, обладающие полупроводниковыми свойствами, относятся к классу материалов типа поливиниленов (полиенов, полиметинов), полиинов, поли-п-фениленов, полиацетиленов, полиариленов, полибензонитрилов, полипиридинов, полиаминов, или к полимерам, макромолекулы которых содержат систему сопряженных химических связей. Такие пленки и изделия из них широко применяют в технике. На их основе можно создавать выпрямители, тензодатчики, терморезисторы, термоэлектрические генераторы, антистатические покрытия фоторезисторов, детекторы ИК-излучения, фотоэлектрические датчики, чувствительные слои для электрофотографии и др. В перспективе применение пленок позволит реализоват эффект сверхпроводимости. Дальнейшей переработкой подобных пленок, например получением их в ориентированном состоянии, достигают эффекта анизотропии проводимости, т.е. ориентацией макромолекул таких полимеров (в пленках, волокнах) можно создать изделия, характеризующиеся анизотропие оптических, электрических и фотоэлектрических свойств.
Токопроводные пленки.
Синтетические пленки, являющиеся большинстве своем диэлектриками, можно сделать электропроводными по крайней мере двумя способами.
Поверхностная обработка состоит в нанесении специальных веществ являющихся относительно хорошими проводниками электрических зарядов, на поверхность полимерных пленок, волокон. В качестве таких веществ применяют так называемые поверхностно-активные (ПАВ) или рошкообразные минеральные вещества. Наиболее распространены оксиэтиллированные синтетические кислоты фракций С14…..
С18
, оксиэтиллированные лауриновая, стеариновая и олеиновая кислоты, а также оксиэтиллированные высшие жирные спирты, сульфоэфиры высших жирных и ненасыщенных кислот. Массовая доля наносимых веществ 0,2...0,8%. В качестве электропроводных материалов для полимерных пленок применяют порошок металлического серебра, оксида олова, гигроскопические соли (хлориды кальция, лития, магния), сажу. Удельное поверхностное электрическое сопротивление пленок из ПВХ, ПС, ПЭ, ПК и др. порядка р = 1012
...1017
Ом. При поверхностной обработке пленок из ПВХ составом из сажи, даоксилфталата и метилэтилкетона (соответственно около 25; 30 и 40 частей по массе с добавками образуется электропроводная поверхностьс рs
= 20 Ом.
Полимерные материалы вообще и в частности пленки, содержащие наполнитель, проявляют электропроводные свойства только при образовании в полимере частичками наполнителя цепочечных структур. В качестве наполнителя применяют порошки оксидов алюминия, железа, меди, а также графита, сажи. При введении различного количества токопроводной добавки в полимер, из которого изготовляют пленку, значительно и по-разному меняется удельное сопротивление. Так, удельное сопротивление полиэтиленовой пленки рv
= 1012
…1013
Ом*см; после добавления 10; 20 и 40 % канальной сажи соответственно рv
= 2*1016
; 1,8*106
и 6,1*102
Ом*см.
В зависимости от удельного объемного сопротивления электропроводные пленки применяют для различных целей. Пленки с рv
= 103
..1 Ом*см применяют в качестве электронагревательных элементов различных приборов (при небольшом электрическом напряжении такие пленки нагреваются до температуры не выше температуры размягчения пластмассы), пленки с рv
= 106
...103
Ом*см — в качестве изделий, в которых не должно накапливаться статическое электричество (пленочная облицовка салонов самолетов, транспорта, особо точных приборов и др); пленки с рц = 1...10 Ом-см — в печатных электрических схемах, волноводах.
Из пленок с рv
= 1012
…1013
Ом*см м изготовляют наружную изоляцию трубопроводов для районов Севера. При пропускании по ней слабого электрического тока она нагревается и предотвращает замерзание транспортируемых по трубам жидких нефтепродуктов.
Пленки с большим количеством солей тяжелых металлов и комплексным наполнителем применяют в качестве экрана направленных электромагнитных излучений, для защиты электронных приборов от помех.
Липкие ленты на основе полимерных пленок.
В качестве основы для таких лент используют ПЭ, ПВХ, ПЭТФ и др. Липкий слой, наносимый на обработанную в коронном разряде сторону пленки, состоит из смеси каучуков различных молекулярных масс, эфиров полиакриловых кислот, поливиниловых эфиров, поливинилацеталей, канифоли и др.
Толщина пленочной основы .может быть различной, но чаще составляет 20...30 мкм; толщина клеевого слоя 10...15 мкм. Температура эксплуатации ленты на основе ПЭ от -40 до +50 °С. Клеевой слой не должен отслаиваться при разматывании рулона, не должен оказывать коррозионного воздействия на скрепляемые детали (например, трубопровода). Липкая лента в рулоне должна быть равнотолщинной, плотно намотанной. При хранении рулоны должны находиться в горизонтальном положении.
«Силовые» элементы на основе высокопрочных пленок.
Один из основных силовых элементов плоских приводных ремней, используемых в приводах различных машин и оборудования, — высокопрочная (ориентированная) пленка из полиамида типа ПА 6. Толщина такой пленки 0,25...1,00 мм, ширина 150 мм, прочность при разрыве 350 МПа, модуль упругости 8 ГПа, относительное удлинение при разрыве 20 %, термическая усадка — не более 5 %.
Плоские приводные ремни изготовляют из пленок следующим образом. Ориентированную и термообработанную пленку из ПА 6 разрезают на узкие полосы шириной 5...20 мм. Эти полосы располагают в несколько рядов, причем каждый последующий ряд смещают относительно предыдущего на половину толщины полосы. Набирают нужное число рядов, соответствующее толщине приводного ремня; число полос в одном ряду зависят от ширины изделия. Далее набор полос обклеивают с двух сторон капроновой тканью, а затем резиной. Нужную длину приводного ремня отрезают от всей ленты, а концы склеивают, срезав их под углом 1...5°С к горизоитали для увеличения площади поверхности контакта срезанных концов. Полученные плоские приводные ремни на основе полимерных ориентированных пленок бесшумны в эксплуатации, универсальны по длине и ширине, имеют небольшое тепловыделение при многократных перегибах и др.
Силовые элементы типа «пассика» из монопленки (для приводов магнитофонов) изготовляют из пленки аморфного изотропного ПЭТФ. Изготовление пассиков любых типоразмеров чрезвычайно просто. Из плоской пленочной заготовки вырубают кольцо; это кольцо растягивают при нагревании и вращении двух валков. При этом внутренний и внешний диаметры значительно увеличиваются. Ширина и толщина у пассика меньше, чем уисходной заготовки, в 2...5 раз (в зависимости от требуемой прочности пассика). Прочность при разрыве пассика может достигать 300 МПа, относительное удлинение при разрыве — 5 %, число двойных перегибов - более 50 000; усадка незначительная.
С развитием механизации упаковки изделий (типа пакетов, газет, тюков и др.) стали применять обвязочную тисненую высокопрочную ленту (толстую пленку) из ПП и ПЭ. Для повышения прочности исходную ленточную заготовку подвергают ориентационной выдержке и последующему тиснению (нанесение рельефного рисунка) поверхности для увеличения сцепления концов. Прочность при разрыве лент толщиной 200...500 мкм может достигать 300 МПа, относительное удлинение при разрыве 10...20 %. Ленты поставляют в комплекте с установкой для автоматической упаковки. В связи с этим толщина и ширина ленты должны строго соответствовать техническим характеристикам установки.
Фибриллизованную синтетическую обвязочную веревку, предназначенную для штучной ручной упаковки товаров широкого потребления изготовляют из полиэтиленовых лент. Для упрочнения ленты подвергают ориентационной вытяжке, при которой происходит микрорасщепление их по ширине (фибриллизация). Прочность при разрыве таких изделий может достигать 400 МПа- Концы веревки необходимо многократно завязывать узлами, так как волокна гладкие и имеют очень малый коэффициент трения.
Многослойные пленочные изделия.
Плоские изделия, обладающие большой прочностью на растрескивание, ударной прочностью при высокой скорости приложения нагрузки и др., изготовляют из нескольких слоев пленок одного и того же полимера (ПЭТФ, ПА 6, ПА 12 и др.), их склеиванием или сваркой (прессованием).
Изделия типа тел вращения (трубы) изготовляют наматыванием пленок с промежуточным клеевым слоем и последующим отверждением клея.
Изделия из дублированных и многослойных пленок полимеров с высокой и низкой температурами плавления (например, пленка ПЭ — ПЭТФ — ПЭ) получают плотной намоткой на заготовку с последующим оплавлением легкоплавкого слоя (полиэтилена) для получения монолитного соединения. Прочность при разрыве и модуль упругости таких изделий лишь на 10... 15 % меньше, чем у составляющих элементов, но такие показатели, как хрупкость, сопротивление раздиру, ударная прочность и др. значительно выше.
Полимерные пленки в качестве разделительных мембран.
Разделительные мембраны из монолитных или пористых полимерных пленок используют для разделения компонентов газовых смесей, растворов, коллоидных систем, тонких взвесей; такие мембраны весьма перспективны в промышленных методах разделения. Для разделения смесей газов используют монолитные мембраны без заметных пор. Сам процесс разделения основан на таком свойстве полимерной пленки, как газопроницаемость. Мембраны для разделения газовых смесей изготовляют из весьма ограниченного числа синтетических полимеров, обладающих высокой газопроницаемостью. Так, плоские пленочные мембраны выполняют из фторированного сополимера этилена с пропиленом (толщина 5=10 мкм), армированного тканью кремнийорганического каучука (8 = 50 мкм ), поливинилтриметилсилана. С помощью мембраны, полученной из последнего полимера, удается повысить долю кислорода в воздухе с 21 до 35...40 %.
Для разделения жидких смесей, например растворов низкомолекулярных веществ, применяют пористые полимерные пленки с порами размером 5*10-4
… 1*10-2
мкм. Пленки таких мембран изготовляют из ацетата целлюлозы, ароматических полиамидов и других полимеров, обладающих относительно высокой жесткостью цепи макромолекул и умеренной гидрофильностью. Такие мембраны применяют, например, для опреснения морской и соленой воды. С их помощью удается удалять из солевого раствора до 98 % солей, причем ионы тяжелых металлов задерживаются на 100 %. Селективность разделительных мембран для жидкостей по NаС1 (поваренная соль) может достигать 90...95 %. Это самый экономичный и экологически чистый способ разделения жидких смесей.
Для разделения растворов высокомолекулярных веществ (а также коллоидных систем) и тонкодисперсных взвесей применяют пористые пленки с порами размером соответственно 3*10-3
...1 и 5*10-2
...20 мкм. Для этих целей используют пленки из эфиров целлюлозы; разрабатывают способы получения пор нужных размеров в пленках традиционных полимеров (ПЭТФ, ПТФЭ и др.). Мембраны используют для разделения сточных вод производств, извлечения солей драгоценных металлов и др. Кроме плоских мембран (дисков) используют также трубчатые и др.
|




