Во всех секторах полиграфического производства требования к качеству полуфабрикатов и конечных продуктов постоянно повышаются вместе с развитием техники, созданием высокоавтоматизированного оборудования и современных материалов. В этом обзоре приведены некоторые данные о современных методах контроля на разных этапах послепечатных процессов.
В области послепечатных процессов используются бумагорезальное оборудование, имеющее высокую степень автоматизации и включающее контрольноизмерительные устройства.
Например, в машине Polar 137 (рис. 1) имеется система прямого сканирования размеров разрезаемого листа. Специально созданный для этого вида оборудования генератор импульсов расположен непосредственно на ходовом винте подачи без какого-либо промежуточного звена. Эта система дает возможность очень точной резки. Машина также обладает рабочим местом, которое, как и высокая точность, является непременной предпосылкой получения конечных продуктов высочайшего качества. Надежность рабочего места обеспечивается автоматическим фоторелейным устройством с боковой защитой от недопустимого вмешательства в процесс резки для предотвращения травм обслуживающего персонала. Устройство безопасного пуска машины одновременно только двумя руками и блокировка несанкционированного повторения процесса резки обеспечивают дополнительную безопасность работников, и это также способствует выходу продукции высокого качества.
Высокий комфорт и простоту обслуживания машины обеспечивает устройство Autotrim. Важным является то, что современные машины характеризуются не только высокими скоростями, но и возможностями контроля их работы, связанными с удобством обслуживания. При этом обеспечение качества состоит в том, чтобы не только распознавать, но и корректировать редко встречающиеся ошибки.

Рис. 1. Высокоавтоматизированная резальная машина Polar 137
Следующий пример - из области подборки и скрепления.
Подборочно-швейная машина Heidelberg Stitchmaster ST 400 (рис. 2) оснащена автоматическим устройством предварительной установки формата на передвижных самонакладах. Автоматическая синхронизация самонаклада относительно скорости подборочного цепного транспортера обеспечивает надежность процесса и тем самым - постоянное высокое качество продукции. На станции сшивания продукт скрепляется еще во время движения. Используемая здесь проводка посредством цепного транспортера дает возможность бокового контроля толщины без ограничения формата, и это существенно облегчает контроль качества.
Реклама

Установка машины для обрезки блоков на нужный формат и подача тактовых импульсов выполняются посредством автоматической установки формата. Однако главной "изюминкой" устройства Stitchmaster ST 400 является система распознавания изображений для оптической подборки правильного листа. Эта система связана с серийным распознаванием дефектов и последовательным контролем самонаклада.
Stitchmaster ST 400 оснащен цветным дисплеем с сенсорным экраном диагональю 10,4". Как и на резальной машине Polar, указатель дефектов здесь показывает их в текстовом виде, поэтому они легко читаемы. Таким путем исключаются ошибки обслуживания, которые обычно также оказывают влияние на качество продукции.
Фальцевальная машина Stahlfolder KD Topline автоматически, посредством цифрового управления DCT 2000, определяет минимально возможные расстояния между листами и обеспечивает таким образом сквозной контроль их соблюдения. При этом оператор машины может контролировать процесс на большом дисплее самонаклада на панели управления с рабочей стороны системы при помощи индикации неисправностей. Кроме того, высокое качество производства обеспечивают имеющийся в машине контроль подачи в машину двойного листа и его удаление специальной направляющей стрелкой. Все отмеченное свидетельствует о возможностях обеспечения и поддержания высокого качества во время производственного процесса.

Рис. 2. В брошюровочно-переплетном цехе современного полиграфического предприятия. На переднем плане - фальцевальная машина Stahlfolder KD Topline, а на заднем плане - подбороч- но-швейная машина Heidelberg Stitchmaster ST 400
Известный производитель послепечатного оборудования - фирма Kolbus разработала новые контрольные устройства, которые можно рассмотреть на примере подборочной машины ZU 840 (рис. 3). Это абсолютно новая техника для разделения листов, благодаря которой существующие системы распознавания неверных листов больше не требуются. Современная техника разделения и транспортирования листов использует один сенсор, который во время вывода оттисков контролирует лист в процессе его продвижения. Свою разработку новой техники фирма Kolbus выполнила совместно с предприятием по разработке прецизионной оптики - швейцарской фирмой Baumer electric (рис. 4).
Наряду с применением системы распознавания неверного печатного оттиска была поставлена цель создания сенсора, пригодного и для других задач распознавания продуктов. Опыт имеющихся на современном рынке систем показал, что текстовые оригиналы часто бывают перепутаны. Повышение степени их распознавания стало вследствие этого центром внимания при разработках. Задача состояла в создании системы на основе простого сенсора.
Реклама

В новых разработках на основе сенсоров были достигнуты скорости, которых пока не обеспечивают быстроработающие системы, базирующиеся на ПЭВМ, так как в этих сенсорах была применена инновационная концепция обработки сигналов. Тем самым были открыты возможности их использования в промышленной среде.
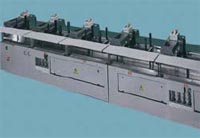
Рис. 3. Общий вид современной подборочной машины Kolbus ZU 840
Раньше во многих случаях комплексные задачи можно было решать только при помощи наблюдательных специальных систем, установка, ввод в эксплуатацию и использование которых требует некоторых знаний в области оптики и большого опыта работ с системами обработки информации. Интегрировать эти системы в производственные процессы не очень просто, поэтому использование их весьма дорого. Применение же простых и недорогих оптических сенсоров часто выполняет задачу недостаточно или же не выполняет совсем. Решить ее позволяет вновь разработанный так называемый изобразительный сенсор. Он производительнее, чем поддерживаемое ПЭВМ камерное решение, и использовать его так же просто, как и оптический сенсор.
Задача этого нового сенсора состоит в том, чтобы надежно распознавать однажды запомненные объекты, как, например, отпечатанные сфальцованные листы в подборочной машине, этикетки, запечатанные или с фактурой ткани, упаковки с печатной информацией.
Если рассматриваемые сенсором объекты отличаются от оригиналов, то сенсор должен распознать это отличие и передать информацию посредством цифрового входа в систему управления машиной. При этом сенсор должен выполнить эту задачу с обычными для промышленного производства скоростями процесса до 2,5 м/с при максимально достижимой точности.
Изобразительный сенсор содержит в одном корпусе все необходимые компоненты: оптику, камеру, систему освещения, блок обработки, индикацию и элементы управления. Сенсорная оптика представляет высококачественную систему обработки изображений и требует соответственно и высококачественной оптики, принимающей изображение. Высокоточное оптическое устройство воспроизводит резкое изображение объекта вплоть до внешней краевой зоны. Объект сканируется построчно воспроизводящей изображение матрицей на ПЗС с разрешением 200 dpi.
Интегрированное освещение объекта необходимо для получения изображений требуемого качества. Опыт применения имеющихся на рынке систем распознавания неверных листов показывает, что освещение объектов светодиодами вследствие почти монохроматического спектра их излучения при соответствующих печатных красках или цветах объекта обеспечивает получение монохроматического изображения. Непосредственно же интегрированное в сенсор освещение белым светом обеспечивает возможность получения контрастных изображений независимо от цвета оригинала. При этом освещение примерно соответствует свету, исходящему из полупроводниковых лазерных излучателей.
Что касается электрических параметров системы, то осуществление подачи энергии дает возможность применения сенсора в интервале напряжения питания от 18 до 30 В постоянного тока, но нормальное промышленное напряжение 24 В обеспечивает достаточный резерв питания.
Обработка изображения, полученного от ряда ПЗС, и его оценка реализованы в исключительно компактной схеме. Для передачи информации можно использовать сенсор совместно с цифровыми интерфейсами SPS-I/O. Предусмотрена также интеграция в локальные сети с общей шиной через открытый интерфейс CAN.
Обслуживание и элементы отображения находятся прямо в сенсоре. Чтобы сенсор был соединен с текущим процессом, необходимо только нажать на клавишу ВКЛ./ВЫКЛ. (ON/OFF). Вторая клавиша дает пользователю возможность индивидуального изучения сфальцованного листа или других объектов. Интегрированный семисегментный указатель информирует о текущем режиме работы и состоянии устройства. Схема описанного выше сенсора показана на рис. 5.
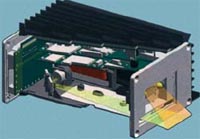
Рис. 4. Изобразительный сенсор фирм Kolbus и Baumer electric в разрезе
Как уже отмечалось, считывание изображения выполняется через ряд ПЗС. Построчное и синхронизированное с движением листа сканирование гарантируется соединением с датчиком угловых перемещений. Благодаря этому изменения скорости разделения и вывода не оказывают никакого влияния на выполнение проверочного задания. В отличие от сбора информации плоским ПЗС, в данном случае могут быть записаны и обработаны более длинные объекты. Например, с помощью описанного сенсора могут сканироваться листы или объекты длиной до 500 мм. Количество собранных данных об изображении, прием которых при максимальной скорости информационного потока может составлять несколько мегабайт в секунду, в устройстве для выделения признаков так называемом экстракторе признаков может быть существенно сокращено.
Этот экстрактор признаков основан на матричной БИС (интегральной схеме с высокой степенью интеграции) или на программируемой пользователем вентильной матрице с эксплуатационным программированием FPGA и характеризуется исключительной быстротой работы. Его задача заключается в предварительной обработке отсканированного оригинала и преобразовании его в черно-белое изображение, а также в сегментации входящих данных о нем. Результатом сокращения данных является "лист признаков" (Feature List) объемом в несколько килобайт. Цифровой процессор для обработки сигналов (DSP) сравнивает эти листы признаков c изученными предварительно эталонными объектами и выдает свое решение "Хорошо - Плохо". Этот результат передается через переключаемый выход управления подборочной машины.
Наряду со способом преобразования изображения для принятия решения "Хорошо - Плохо" в реальном времени можно также параллельно, в зависимости от объекта и применения, извлечь изображение в тонах серого для целей анализа.

Рис. 5. Блок-схема работы изобразительного сенсора фирм Kolbus и Baumer electric
Благодаря встроенной функции обучения "Teach-Function" сенсор может быть легко перестроен на новые сфальцованные листы или другие объекты. Во время процесса обучения сенсор автоматически выбирает из принятого изображения соответствующие эталонные объекты и принимает решение для оптимального режима работы, как, например, "текстовой режим" или "иллюстрационный режим".
Во время процесса обучения сенсора требуется, чтобы он обрабатывал только "хорошие" объекты. Этот процесс обучения может выполняться при посредстве управляющего входа, а также путем нажатия на клавишу сенсора. Управляющий вход может быть подключен параллельно со всеми управляющими входами других сенсоров подборочной машины, что обеспечивает совместное обучение всех сенсоров станции.
При этом сенсор в состоянии проверить 10 сфальцованных листов в секунду при скорости свыше 2,5 м/с с разрешением 200 dpi. Текстовые листы с мелкими шрифтами, которые имеются в телефонных книгах, идентифицируются с высокой точностью.
Точно так же сенсор устанавливается в случаях иллюстрационных или смешанных оригиналов (текст и иллюстрации на одной и той же странице) путем процесса обучения на наилучший режим работы. Применение специального, уже упоминавшегося выше способа преобразования изображения дает также возможность беспроблемного и надежного анализа просвечивающих бумаг.
Путем оптимального размещения освещения и камеры внутри корпуса сенсора глянцевые и сильно отражающие свет бумаги не оказывают никакого отрицательного влияния на результаты контроля и измерений. Перемещенные в сторону, скрученные и волнистые страницы надежно распознаются сенсором в относительно большом диапазоне допусков.
Оптические системы контроля фирмы OPTIGRAF
На специалистов-полиграфистов произвело большое впечатление создание и выпуск на рынок фирмой OPTIGRAF AG в 90-е гг. новой оптической системы контроля печатных изображений для подборочных машин. Благодаря этой системе, получившей название OPTICONTROL, появилась возможность своевременно распознавать и устранять ошибки наклада при комплектовке и подборке тетрадей. Но то, что было революционным в то время, сейчас является стандартом. Данной системой были оснащены многочисленные самонаклады, и известные полиграфические машиностроители рекомендовали OPTICONTROL в качестве необходимой опции. В последующем оказалось, что переплетчики хотят применять подобный контроль также для сложных текстовых листов, но наталкиваются при этом на границы применения имеющейся системы.

Рис. 6. Система оптического контроля подборки листов OPTICAMERA фирмы OPTIGRAF AG
Для этого была разработана технология в области цифровых камер, и в результате появилась система OPTICAMERA, которая преодолела существовавшие границы допусков, обозначив новую веху в оптическом обеспечении качества. Эта система поступила в распоряжение полиграфистов после длительного этапа разработки и апробирования.
Она очень компактна, имеет идеальные для производственного использования размеры (40х50х75 мм) и соответствует пожеланиям многих пользователей. Воздействие постороннего освещения не оказывает никакого влияния на изображение. Во время засветки сенсор цветного изображения воспроизводит "фотографию" печатного объекта на дисплее с разрешением 640х480. Объектив захватывает окошко изображения 34х25 мм при расстоянии считывания около 30 см.
Быстроработающий микропроцессор с технологией обработки цифровых сигналов DSP рассчитывает самостоятельно комплексные алгоритмы и обеспечивает скорость работы до 18 тыс. изображений или листов в час.
При старте системы считываются одно за другими шесть изображений с поступающих на самонаклад материалов. Из них процессор DSP выбирает автоматически самое лучшее изображение, определяет методы анализа (текст или цветное изображение, план решения задачи) и записывает данные в память. В процессе производства новые отсканированные изображения сравниваются с заложенными данными.
Если после отфильтровывания разрешенных допусков еще определяются отклонения, то речь может идти об одном неверном листе. По имеющейся на сегодня информации в области практического тестирования, в одной из типографий Швейцарии при практическом использовании системы OPTICAMERA не произошло ни одной ошибки. В случае необходимости OPTICAMERA останавливает машину. На экране компьютера увеличенным, хорошо читаемым шрифтом отражается номер станции самонаклада, где произошел сбой.После удаления неверных листов из машины и перезагрузки, которую можно произвести даже дистанционно, производственный процесс продолжается (рис.6).
OPTICAMERA надежно распознает сплошные тексты, поэтому она оптимальна для работы с любой книжной продукцией. Здесь не требуется никаких штриховых кодов или печатных меток.
OPTICAMERA нечувствительна к отклонениям при фальцовке и резке листов в области допусков +/- 5 мм, а также к отклонениям углов до 6о. Быстрый анализ двигающихся изображений представляет интерес в новых областях применения, таких как печать и обработка почтовых отправлений, цифровая печать и пр.
Компактное построение дает возможность простой установки системы во все имеющиеся подборочно-швейные, подборочные и фальцевальные машины.
Контроль клеевого (бесшвейного) скрепления
Дефекты, возникающие при нанесении клея, если они вовремя не обнаружены, ведут к дефектным тиражам. Теперь на рынке имеется система, которая непрерывно контролирует равномерность и полноту нанесения клея в машине бесшвейного скрепления. Это запатентованная система проверки качества RC 305 фирмы DIV Vogl. Она контролирует равномерность нанесения клея, а также определяет участки, на которых клеевой слой пропущен, что может происходить вследствие попадания на корешок бумажных обрезков, которые остаются во время нанесения клея между ракелем и валиком, а также вследствие дефектов системы слежения или других технических дефектов, особенно при набрызгивании клея при посредстве форсунок, когда возможно лишь однократное нанесение.
Так как этих дефектов полностью избежать нельзя, необходимо своевременно их выявлять. RC 305 дает возможность полной проверки гомогенного слоя клея на корешке книги.
Система RC 305 включает в себя:
- датчики ПЗС для распознавания книжного блока с нанесенным клеем, которыми оснащается каждая машина;
- дисплей с сенсорным экраном, оснащенный встроенным процессором для ввода необходимых параметров, а также оптического контроля книжных блоков, качества нанесения клея, для построения гистограммы, определения количества оттисков и счета захватов;
- фотодатчики для распознавания используемых и пустых захватов машины бесшвейного скрепления;
- переключатель масштабирования для включения камеры и направления на определенную точку.
Используемая здесь приемная техника обеспечивает возможность контроля во время производственного процесса со скоростями до 21 тыс. циклов/час.
В RC 305 входит устройство непрерывного автоматического определения яркости среды, а также блок обеспечения отфильтровывания лучей. Посредством приема эталонного изображения определяются критерии сравнения.
Система опознавания RC 305 регистрирует нанесение клея при помощи оптики. Информация о полученных данных формируется после сравнения основных колебаний яркости путем сравнения критериев измеряемого объекта с эталонным изображением.
Определение приемлемого образца посредством функции "соответствует" выполняется сопоставлением с эталонным оригиналом. Типы эталонов различаются по величине, запечатке и свойствам материала. Все данные при этом запоминаются.
В связи с колебаниями условий освещения распознавание дефектов может быть осуществлено по критериям проверки. По ним в сответствии с лежащими вне испытуемого объекта площадями средней яркости, которые освещаются одним и тем же источником света, определяется вновь основная яркость для каждого измерения. С целью классифицирования размеров объекта предусмотрен регулятор для минимальной величины объекта - "размер". Дефектные участки в этом случае оцениваются лишь тогда, когда их величина превышает заданную. При активной классификации объектов регуляторы для дефектных площадей относятся не к абсолютной площади дефекта, а к остающимся обычным отрицательно оцененным общим площадям всех дефектных участков.
Благодаря возможности индивидуальных установок, можно определять величину отдельных бракованных участков и общее количество всех дефектов для каждого продукта. Для более быстрой установки могут быть предварительно определены три различные уровня чувствительности, которые устанавливаются посредством сенсорного экрана.
Стоимость системы составляет менее 1% стоимости устройства бесшвейного скрепления, RC 305 предоставляет недорогое решение - дефектные тиражи типографии обойдутся значительно дороже.
Таким образом, контрольно-измерительная техника, имея уже сегодня большие успехи, продолжает развиваться, так как она необходима полиграфическим предприятиям, ибо никакое технологическое оборудование не дает стопроцентно высокого качества при полном исключении возможности появления дефектов.
По материалам зарубежной печати
Обзор подготовил В.Н. Филин
|
