Реферат
Усть-Илимск 2004
Обработка древесины, при которой изменяются ее размеры, форма и внешний вид, но остается неизменным состав вещества древесины, производится ручным или механизированным способом. При отдельных видах механической обработки древесины (при пилении, строгании, фрезеровании) состав волокон может нарушиться, в то время как при прессовании и гнутье остается постоянным. В большинстве случаев древесина обрабатывается с нарушением волокон; основным способом этого вида обработки является резание.
Известны три вида резания:
с отделением стружки (пиление, строгание, фрезерование, долбление, сверление);
без отделения стружки (лущение шпона, срезание ножевой фанеры, раскрой фанеры, на ножницах);
расслоение или раскалывание древесины (колка дров, производство клепки для бочек, колотой драни и кровельной щепы).
Процесс резания состоит в том, что под воздействием силы в древесину внедряется резец, перерезающий волокна древесины и отделяющий от нее частицы в виде стружки или опилок.
Резец представляет собой клин, имеющий лезвие (режущую кромку), переднюю, заднюю и боковые грани (рис. 1). Плоскость, вдоль которой прямолинейно перемещается режущая кромка резца, или плоская поверхность древесины, остающаяся после прохода резца, называется плоскостью резания.

Рис. 1. Элементы резца:
oo1 - режущая кромка-лезвие резца, oo1m1m - передняя грань, oo1n1n - задняя грань, omn. o1m1n1 - боковые грани, lfda - плоскость резания, δ - угол резания, β - угол заострения, α - задний угол, γ - передний угол.
Угол, образуемый передней и задней гранями резца, называется углом заострения, или углом заточки; угол между передней гранью резца и плоскостью резания — углом резания. Между задней гранью резца и плоскостью резания образуется задний угол; между передней гранью резца и перпендикуляром к плоскости резания — передний угол.
Правильный выбор углов заострения, резания, переднего и заднего углов имеет большое практическое значение: чем больше угол заострения, тем большее усилие приходится применять на резание или строгание древесины. В то же время при малых углах заострения резко снижается стойкость резца, который быстро выходит из строя; лезвие его тупится, гнется, мнется на сучках или ломается. Поэтому для железок рубанков установлен наиболее выгодный угол заострения (заточки) — в 23—25°, а передний угол или, как его иногда называют, угол наклона (присадки) резца колеблется от 40 до 52° (в зависимости от назначения инструмента, характера материала и вида обработки).
Реклама

В процессе резания древесины происходит ряд сложных явлений, вызванных внедрением резца в древесину и образованием стружки. Чтобы яснее представить себе процесс резания, его следует расчленить на элементы. Так, различают простое и сложное резание. Простое («открытое») резание можно производить лезвием, имеющим большую ширину, чем ширина самого изделия (строгание гладильными ножами или циклей). Траектория резания, или путь режущей кромки, при этом прямолинейна, а процесс резания происходит при постоянной скорости и толщине стружки.
Сложное резание имеет криволинейную траекторию резания и переменную толщину стружки. Длина режущей кромки резца (лезвия) может быть меньше ширины обрабатываемого изделия. Сложное резание встречается при процессах пиления, гладкого или профильного фрезерования, долбления, сверления.
По отношению к направлению волокон различают три основных вида резания — торцовое, продольное и поперечное.
При торцовом резании (рис. 2, а) резец движется в направлении, перпендикулярном к волокнам древесины, и происходит поперечное перерезание волокон. При резании в торец стружка скалывается по слоям, а поверхность получается шероховатой. Торцовое резание обозначают знаком  . .
При продольном резании (рис. 2, б) резец движется вдоль волокон, сравнительно легко разделяя слои, поэтому поверхность получается гладкой. Форма стружки зависит от толщины снимаемого слоя. Толстая стружка надламывается по длине, более тонкая получается в виде непрерывной ленты (строгание фуганком, получение древесной шерсти на станках и др.). Усилие, которое нужно приложить к резцу определенной ширины для снятия слоя древесины одинаковой толщины (при постоянной скорости движения резца), называется удельной силой резания.
Удельная сила резания вдоль волокон примерно в 2—3,5 раза меньше, чем резания в торец. Резание вдоль волокон обозначают знаком ||.
Поперечное резание (рис. 2, в) происходит при движении резца в плоскости волокон, перпендикулярном их направлению. При таком резании стружка получается короткой и ломкой, а поверхность шероховатой. Только при тепловой обработке (распаривании) и при обжиме древесины перед резцом получается стружка в виде непрерывной ленты хорошего качества (лущение шпона).
Реклама

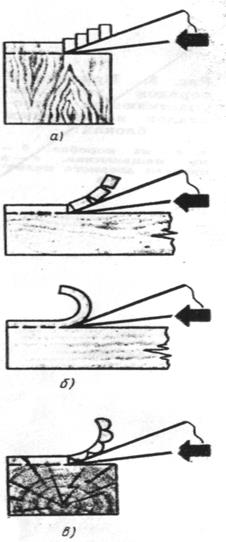
Рис. 2. Виды резания:
а - торцовое, б - продольное (вдоль волокон), в - поперечное (поперек волокон)
Удельная сила резания древесины поперек волокон примерно в четыре раза меньше, чем резания в торец. Поперечное резание обозначается знаком ≠. Помимо указанных выше основных видов резания, на практике применяют резание под углом (рис. 3, а, б, в), в этом случае резец движется под некоторым углом к направлению волокон.
 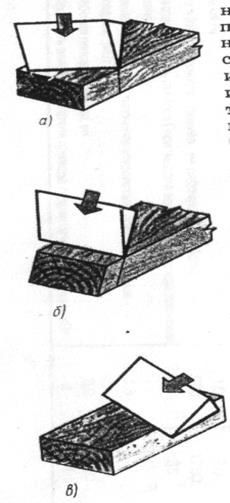
Рис. 3. Резание под углом:
а - поперечно-торцовое, б - продольно-торцовое, в - продольно-поперечное.
Чистота обработки поверхности древесины (по ГОСТ 7016-54) характеризуется степенью ее гладкости, количеством и размером неровностей и зависит от многих факторов: породы, структуры и влажности древесины, направления волокон к обрабатываемой плоскости; толщины снимаемой стружки; углов и скорости резания; диаметра рабочих валов и числа резцов; качества заточки резцов и точности установки; состояния оборудования; способов надламывания стружки (во избежание отщепа).
Более чистая поверхность древесины получается при резании вдоль волокон, при подпоре волокон древесины перед резцом и надламывании стружки. Для этой цели в станках на валах имеются стружколоматели и прижимы. В рубанке волокна подпирает леток (со стороны подошвы), а стружку надламывает двойная железка; крутой край накладки служит, стружколомателем. При снятии более тонкой стружки поверхность древесины получается более чистой, чем при снятии толстой.
Для получения чистой поверхности большое значение имеет качество заточки резцов: тупой резец не перерезает и не разделяет волокна, а мнет их и разрывает — в результате получается нечистая поверхность; острый резец легко разрезает и разделяет волокна древесины. Обрабатывать древесину следует по направлению волокон, так как при обработке против слоя получается менее чистая поверхность (с отщепами, отколами, задирами).
На чистоту поверхности оказывает влияние скорость резания. Как указывалось ранее, резание происходит за счет движении резца относительно древесины или при движении древесины относительно резца. Линия относительного движения лезвия резца я и является траекторией резания.
Под скоростью резания понимается относительная скорость движения лезвия резца. Для большинства станков (круглопильных, строгальных, фрезерных, шипорезных, верлильных) скорость резания определяют по формуле:
где V — скорость резания в м/сек;
π — 3,14;
d — диаметр режущего инструмента в мм;
n — число оборотов инструмента в минуту.
Скоростью подачи на основном деревообрабатывающем оборудовании (круглопильных, строгально-калевочных, рейсмусовых, двусторонних шипорезных станках) называется та скорость, с какой механизм подачи равномерно подает деталь на режущий инструмент.
На станках с ручной подачей (круглопильных, фуговальных, сверлильных, долбежных и односторонних шипорезных) скорость подачи определяется теми же факторами, но зависит от опыта и усилий рабочего-станочника.
На торцовых станках с прямолинейным движением суппорта скорость подачи зависит от скорости подачи суппорта. Во всех видах ручного инструмента и ручного электрифицированного инструмента скоростью подачи можно считать скорость движения инструмента относительно обрабатываемой древесины.
|
