1
Структура
предприятия
УППО
Практика
проводилась
на базе предприятия
УППО. Предприятие
занимается
производством
РЭО для самолетов
гражданской
и военной авиации.
Кроме того,
производятся
товары народного
потребления
(электробритвы
«Агидель») и
комплектующие
материалы для
нефтяной
промышленности
(заглушки, вентиля
и др.) Краткая
структура
предприятия
представлена
следующей
блок-схемой.



Ниже
приведена
расшифровка
аббревиатур
отделов.
ПДО
– производственно-технический
отдел;
ОСТУиС
– отдел совершенствования
технологий
управления
и статистики;
ОСиРР
– отдел строительства
и ремонтных
работ;
ОАСУП
– отдел автоматизированных
систем управления
производством;
ОГК
– отдел главного
конструктора;
ЭРО
– эксплуатационный
отдел;
КО-98
– конструкторский
отдел;
КОС
– конструкторский
отдел стандартизации;
КО
ТНП – конструкторский
отдел товаров
народного
потребления;
СГТ
– служба главного
технолога;
ОМРП
– отдел мощностей
и развития
производства;
БПТ
– бюро прогрессивных
технологий;
ИКО
СГТ – инструментально-конструкторский
отдел;
РИЦ
– рекламно-издательский
центр;
ОСАТПП
– отдел систем
автоматизации
технологической
подготовки
производства;
ОПП
– отдел инструментального
производства;
ОГЭ
– отдел главного
энергетика;
ОГМ
– отдел главного
механика;
ОН
– отдел надежности;
БТК
– бюро технического
контроля;
ООТиТБ
– отдел охраны
труда и техники
безопасности;
ОТД
– отдел технической
документации;
ОТКиТБ
– отдел технического
контроля;
Ометр
– отдел метрологии;
СНТ
– служба новой
техники
ЭКО
– экономический
отдел;
ОФС
– отдел форм
собственности;
ФО
– финансовый
отдел;
ГБ
– главная
бухгалтерия;
ОВК
– отдел внешней
кооперации;
ОМТС
– отдел материально-технического
снабжения;
ПБК
– плановое бюро
комплексации;
ОРиД
– отдел реализации
и договоров;
ОВЭД
– отдел внешней
экономической
деятельности;
ЮО
– юридический
отдел;
ХО
– хозяйственный
отдел;
Практика
на предприятии
носила ознакомительный
характер.
В
первый день
практики читались
лекции об общих
направлениях
производства
предприятия,
о технике
безопасности
и пожарной
безопасности
на территории
предприятия
и о правилах
поведения и
соблюдения
режима на территории.
Затем была
проведена
экскурсия в
отдел САТПП,
где группу
ознакомили
с процессами
проектирования
многослойных
печатных плат
при помощи
программы
P-CAD, а
также их прозвонкой
и тестированием
при помощи той
же программы.
На
второй день
ознакомительной
практики была
проведена
экскурсия по
механообрабатывающим
цехам, где были
представлены
фрезерные,
токарные,
координатно-сверлильные
станки с ЧПУ.
После этого
была проведена
краткая экскурсия
по цехам основного
производства
предприятия.
Были посещены
спец. участки
настройки и
сдачи изделий
ВТ, лакировки,
приклейки,
промывки, сушки,
монтажный зал.
Также был посещен
отдел надежности,
где проводилось
знакомство
с оборудованием
для испытания
изделий на
вибрацию
(вибростенд),
на перепад
температур.
Ознакомились
с настройкой
и тестированием
прибора БВУ-1.3.
На
третий день
практики также
был посещен
сборочный цех.
2 Технология
изготовления
печатных плат
2.1 Организационные
и технологические
предпосылки
автоматизации
монтажных работ
Методы изготовления
РЭА с использованием
дискретных
элементов и
проводного
монтажа были
приспособлены
для ручного
труда. Механизация
или даже автоматизация
отдельных
операций (зачистка
и оплетение
нитками концов
проводов) практически
ничего не изменили
в общем характере
производства
с преобладанием
ручных операций.
Для повышения
производительности
труда стали
применять
специальные
инструменты,
монтажные
приспособления
и другие средства
механизации,
но все же основным
для увеличения
выпуска РЭА
был путь расчленения
технологического
процесса на
простейшие
операции, которые
могли выполнять
рабочие относительно
низкой квалификации.
С увеличением
объема выпуски
изделий радиоэлектроники
промышленность
стала испытывать
острую нехватку
в рабочей силе.
Это было вызвано
не только отсутствием
незанятого
населения, но
главным образом
тем, что в связи
с ростом образования
и общего культурного
уровня населения
работа, связанная
с выполнением
простейших,
зачастую однообразных
и монотонных
операций, становилась
менее популярной.
Наблюдалась
тенденция к
повышению
квалификации,
получению
профессий,
связанных с
управлением
сложным технологическим
оборудованием,
повышением
роли интеллектуального
труда.
Решение этой
проблемы возможно
только за счет
комплексной
механизации
и автоматизации
производственных
процессов, при
которых рабочий
становится
оператором
сложного и
высокопроизводительного
оборудования.
Это, в свою очередь,
потребовало
коренной перестройки
сложившихся
технологических
процессов с
ручным управлением.
Из истории
техники известны
примеры, когда
внедрение
автоматики
позволяло
осуществлять
технологические
процессы, которые
без нее были
невозможны.
Известны и
довольно
многочисленные
противоположные
примеры, когда
для успешной
комплексной
автоматизации
технологических
процессов
потребовалась
их коренная
перестройка,
вплоть до изменения
основных принципов
процесса и
конструкции
изделий.
Один из способов
решения возникающих
конструкторско-технологических
противоречий,
получил название
«принцип инверсии»,
т.е. выполнения
чего-либо наоборот.
Этот принцип
оказался плодотворным
для производства
РЭА: раньше
сначала ставили
радиоэлементы,
а потом проводами
производили
электрический
монтаж, теперь
сначала делают
проводники,
а затем на плату
с готовыми
проводниками
расставляют
транзисторы,
резисторы и
другие элементы.
Так появились
печатные платы
(ПП), технологические
процессы изготовления
которых гораздо
лучше приспособлены
для механизации
и допускают
комплексную
автоматизацию
всего производственного
процесса создания
РЭА (от автоматизированного
проектирования
до выходного
контроля готовой
продукции).
Особенностью
производства
РЭА на современном
этапе является
использование
большого количества
стандартных
элементов.
Выпуск этих
элементов в
больших количествах
и высокого
качества – одно
из основных
требований.
Массовое производство
стандартных
блоков с использованием
новых элементов,
унификация
элементов
создают условия
для автоматизации
их производства.
Высокая трудоёмкость
сборочных и
монтажных работ
объясняется
наличием большого
числа соединений
и сложности
их выполнения
вследствие
малых размеров.
Наиболее трудоёмким
процессом в
производстве
РЭА занимает
контроль операций
и готового
изделия. Основным
направлением
при разработке
и создании
печатных плат
является широкое
применение
автоматизированных
методов проектирования
с использованием
ЭВМ, что значительно
облегчает
процесс разработки
и сокращает
продолжительность
всего технологического
цикла.
Исходя из
вышесказанного,
можно выделить
основные достоинства
печатных плат:
Увеличение
плотности
монтажа и
возможность
микроминиатюризации
изделий.
Гарантированная
стабильность
электрических
характеристик.
Повышенная
стойкость к
климатическим
и механическим
воздействиям.
Унификация
и стандартизация
конструктивных
изделий.
Возможность
комплексной
автоматизации
монтажно-сборочных
работ.
2.2 Методы
конструирования
РЭА на печатных
платах
При конструировании
РЭА на печатных
платах используют
следующие
методы.
Моносхемный
применяют для
несложной РЭА.
В том случае
вся электрическая
схема располагается
на одной ПП.
Моносхемный
метод имеет
ограниченное
применение,
так как очень
сложные ПП
неудобны при
настройке и
ремонте РЭА.
Схемно-узловой
метод применяют
при производстве
массовой и
серийной РЭА.
При этом методе
часть электрической
схемы, имеющая
четкие входные
и выходные цепи
(каскады УВЧ,
УПЧ, блоки развёрток
и т.п.), располагается
на отдельной
плате. Ремонтопригодность
таких изделий
больше. Недостаток
– сложность
системы соединительных
проводов, связывающих
отдельные
платы.
Функционально-узловой
метод применяют
в РЭА с использованием
микроэлектронных
элементов. При
этом ПП содержит
проводники
коммутации
функциональных
модулей в единую
схему. На одной
плате можно
собрать очень
сложную схему.
Недостаток
этого метода
– резкое увеличение
сложности ПП.
В ряде случаев
все проводники
не могут быть
расположены
на одной и даже
обеих сторонах
платы. При этом
используют
многослойные
печатные платы
(МПП), объединяющие
в единую конструкцию
несколько слоёв
печатных проводников,
разделённых
слоями диэлектрика.
В соответствии
с ГОСТом различают
три метода
выполнения
ПП:
ручной;
полу
автоматизированный;
автоматизированный;
Предпочтительными
являются полу
автоматизированный,
автоматизированный
методы.
2.3 Классификация
печатных плат
Все ПП делятся
на следующие
классы.
ОПП
– односторонняя
печатная плата.
Элементы
располагаются
с одной стороны
платы. Характеризуется
высокой точностью
выполняемого
рисунка.
ДПП
– двухсторонняя
печатная плата.
Рисунок
располагается
с двух сторон,
элементы с
одной стороны.
ДПП на металлическом
основании
используются
в мощных устройствах.
МПП
– многослойная
печатная плата.
Плата
состоит из
чередующихся
изоляционных
слоев с проводящим
рисунком. Между
слоями могут
быть или отсутствовать
межслойные
соединения.
ГПП
- гибкая печатная
плата.
Имеет
гибкое основание,
аналогична
ДПП.
ППП
- проводная
печатная плата.
Сочетание
ДПП с проводным
монтажом из
изолированных
проводов.
2.4 Технологические
процессы
изготовления
печатных плат Печатные
платы являются
основными
конструктивными
единицами
любой радиоэлектронной
и электронно-вычислительной
аппаратуры,
так как печатный
монтаж обеспечивает
повторяемость
параметров
от образца к
образцу, дает
возможность
точно и просто
идентифицировать
установленные
на плату элементы
и обеспечивает
высокую надежность
изделий за
счет использования
стандартных,
хорошо отработанных
технологических
процессов их
изготовления.
Преимущество
печатного
монтажа заключается
также в компактности
аппаратуры
и уменьшении
ее массы.
Кроме
того, технология
печатного
монтажа не
зависит от
функционального
назначения
аппаратуры,
т.е. технология
изготовления
ПП для радиовещательной
аппаратуры,
телевизионных
приемников,
персональных
ЭВМ, бортовых
вычислительных
систем самолетов
одинакова.
Поэтому возможны
механизация
и автоматизация
как технологических
процессов
изготовления
самих плат,
так и процессов
установки на
них компонентов
и сборки аппаратуры.
Печатные
платы изготовляют
из сформированных
под высоким
давлением
слоистых пластиков,
к которым с
одной или с
двух сторон
приклеивают
медную фольгу.
Такой пластик
состоит из
слоев волокнистого
материала,
склеенных
между собой
термореактивной
смолой под
давлением и
при повышенной
температуре.
Материалом
может быть
диэлектрическая
бумага, пропитанная
фенольной
смолой, или
стеклоткань
с непрерывными
волокнами,
склеенная
компаундом
на основе эпоксидной
смолы. За рубежом
такое материалы
имеют фирменные
названия, у
нас же первый
материал получил
название
«фольгированный
гетинакс», а
второй – стеклотекстолит».
Материалы
на бумажной
основе легче
поддаются
механической
обработке,
однако по сравнению
со стеклотекстолитом
они менее стойки
к температурным
перепадам и
другим внешним
воздействиям.
К
печатным проводникам
применимы те
же способы
выполнения
монтажа, которые
используются
в обычных
конструкциях.
Однако если
при монтаже
изолированным
проводом возможны
пересечения
проводников,
то при печатном
монтаже их
размещают
только в одной
плоскости, а
в результате
этого невозможно
их пересечение.
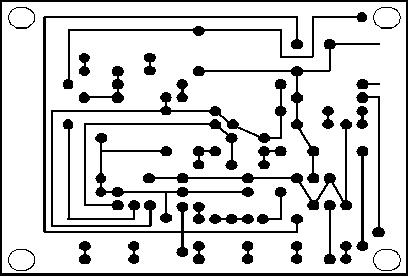
Чтобы
в точках пересечения
проводников
не возникали
контакты, необходимо
изменять пути
прокладки
(трассы) проводников
(рис. 1). В некоторых
случаях для
избежания
контактов при
пересечениях
применяют
переходы на
противоположную
сторону с помощью
металлизированных
сквозных отверстий
(рис. 1,а).
При
выборе формы
проводников
используют
один из вариантов:
либо применяют
плавные линии
печатных
проводников,
которые обеспечивают
кратчайшие
соединения
элементов
(рис. 1,а), либо
вычерчивают
рисунок печатных
проводников
в виде прямых
линий и прямых
углов (рис. 1,б).
Этот метод
характеризуется
тем, что место
каждой линии
заранее определяется
координатной
сеткой, в узлах
которой располагаются
отверстия.
Рисунок проводников
получается
простым.
 а) б)
а) б)
Рис.1
Образцы печатного
монтажа:
а)
– с кратчайшими
соединениями
элементов;
б)
– с установкой
элементов в
узлах координатной
сетки. По
стандартной
технологии
печатные платы
изготовляют
на фольгированном
диэлектрике
комбинированным
позитивным
или комбинированным
негативным
методом. Их
называют
комбинированными
потому, что в
обоих случаях
вытравливание
рисунка печатных
проводников
производится
химическим
способом, а
наращивание
меди на проводники
и контактные
площадки –
электрохимическим.
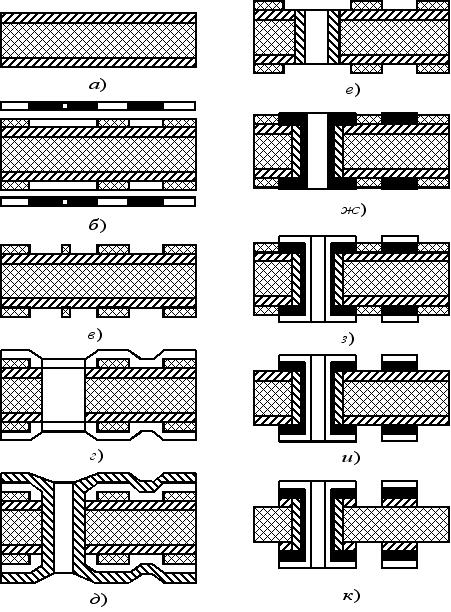
Комбинированный
позитивный
метод. Последовательность
основных операций
изготовления
ПП позитивным
методом показана
на рис. 2. 

Рис.2
Последовательность
операций
изготовления
печатных плат
комбинированным
позитивным
методом:
а) – заготовка
из фольгированного
диэлектрика;
б) – нанесение
фоторезиста
и экспонирование
через фотошаблон;
в) – проявление
защитного
рельефа;
г) – нанесение
защитного слоя
и сверление
отверстий;
д) – химическое
меднение;
е) – удаление
защитного
слоя;
ж) – гальваническое
осаждение
меди;
з) – гальваническое
нанесение
защитного
покрытия;
и) – удаление
фоторезиста;
л) – стравливание
фольги.

Заготовка
из фольгированного
стеклотекстолита
или гетинакса
покрывается
слоем фоторезиста
(рис.2,а).
Фоторезист
– это высокомолекулярное
соединение,
которое изменяет
свои свойства
под действием
ультрафиолетового
излучения.
С
одной стороны,
смещение
спектральной
чувствительности
в коротковолновую
область спектра
– это хорошо,
так как позволяет
обходиться
без темного
помещения и
работать при
свете обычных
ламп накаливания.
С другой стороны,
чувствительность
к ультрафиолетовым
лучам вызывает
необходимость
использования
ртутных ламп
в кварцевом
баллоне, которые
мене удобны
в эксплуатации,
чем обычные.
Под
действием
излучения
происходит
фотополимеризация
слоя, в результате
которой пропадает
растворимость
в обычных
растворителях,
поэтому после
проявления
на освещенных
участках поверхности
образуется
защитный рельеф,
а на затемненных
– слой фоторезиста
остается без
изменения и
в дальнейшем
вымывается.
Экспонирование
фоторезистов,
нанесенных
на поверхность
фольгированного
диэлектрика,
производится
через фотошаблон
(рис.2,б), в котором
система прозрачных
и непрозрачных
участков образует
требуемый
рисунок проводников
и контактных
площадок. При
последующем
проявлении
удаляется
часть фоторезиста
и образуется
защитный рельеф,
с рисунком и
размерами,
определяемыми
фотошаблоном
(рис.2,в). При этом
методе защитный
слой фоторезиста
сохраняется
на пробельных
участках, а
проводники
и контактные
площадки остаются
открытыми.
Поскольку
фотошаблон
при подобном
процессе
соответствует
позитивному
изображению
печатной платы
(темные проводники
на светлом
фоне), то и сам
метод называют
позитивным.
После
проявления
рисунка схемы
плату покрывают
слоем лака для
защиты от
механических
повреждений
и направляют
на сверление
отверстий
(рис.2,г). Эта операция
нарушает
непрерывность
процесса, так
как сушка и
задубливание
лака занимают
несколько
часов. Затем
сверлят переходные
и монтажные
отверстия и
производят
их химическое
меднение (рис.2,д).
Далее следует
удаление защитного
слоя (рис.2,е) и
гальваническое
осаждение меди
на проводники,
контактные
площадки и в
отверстия
(рис.2,ж).
 При
электролитическом
наращивании
соединение
с катодом
осуществляется
сплошным слоем
медной фольги,
покрывающим
диэлектрик.
Этот слой защищает
также поверхность
диэлектрика
от воздействия
электролита. При
электролитическом
наращивании
соединение
с катодом
осуществляется
сплошным слоем
медной фольги,
покрывающим
диэлектрик.
Этот слой защищает
также поверхность
диэлектрика
от воздействия
электролита.
На
следующем
этапе поверх
медного слоя
гальваническим
способом наносят
защитное покрытие
из сплава
олово-свинец
(рис.2,з), после
чего с пробельных
мест удаляют
защитный слой
фоторезиста
и стравливают
фольгу (рис.2,и,
к).
Изготовление
ПП завершается
химической
обработкой
защитного
покрытия
(осветлением)
для улучшения
его способности
к пайке (окончательная
отмывка и
консервация).
Позитивный
метод позволяет
изготовлять
ПП с повышенной
плотностью
монтажа, например,
с расстоянием
между проводниками
в узких местах
0,35 – 0,5 мм, с хорошими
электрическими
параметрами
и высокой прочностью
сцепления
проводников
с основанием.
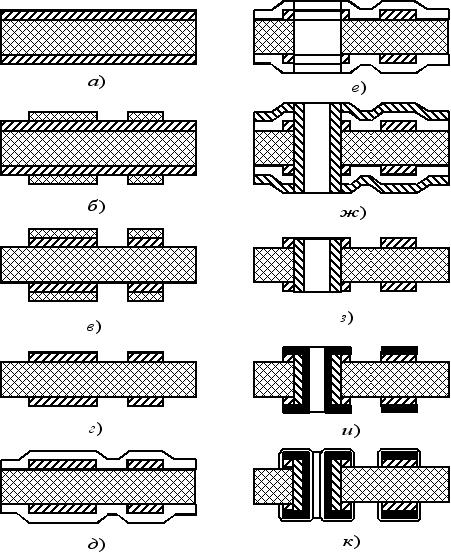
Рис.3
Последовательность
операций
изготовления
печатных плат
комбинированным
негативным
методом: а) –
заготовка из
фольгированного
диэлектрика;
б) –
заготовка со
слоем защитного
фоторезиста;
в) –
стравливание
фольги;
г) –
удаление
фоторезиста;
д)
– нанесение
слоя лака для
защиты от
механических
повреждений;
е) –
сверление
отверстий;
ж) –
химическое
меднение;
з) –
удаление защитной
пленки;
и) –
гальваническое
осаждение
меди;
к) –
гальваническое
нанесение
защитного
слоя.
Комбинированный
негативный
метод. При
негативном
методе защитный
слой фоторезиста
наносится на
проводники
и контактные
площадки, поэтому
фотошаблон
имеет негативное
изображение
платы (прозрачные
проводники
на темном фоне).
Порядок операций
при этом изменяется,
но их количество
и общий характер
сохраняются.
После
покрытия платы
лаком для ее
защиты от
механических
повреждений
производят
сверление
отверстий и
их химическую
металлизацию.
Следующей
операцией
является
гальваническое
осаждение меди
на проводники
и отверстия.
Для обеспечения
электрического
контакта с
катодом создают
дополнительные
технологические
проводники
(перемычки) и
прошивают
отверстия
платы медным
проводом.
В
некоторых
случаях применяют
специальные
рамки и другие
приспособления,
обеспечивающие
электрический
контакт со
всеми участками,
на которые
медь должна
наращиваться
гальваническим
способом.
Последовательность
технологических
операций при
негативном
комбинированном
методе изготовления
печатных плат
показана на
рис.3, а – к.
Основной
недостаток
негативного
метода заключается
в том, что щелочные
и кислые растворы,
применяемые
при металлизации
отверстий,
воздействуют
на участки
диэлектрика,
незащищенные
медной фольгой,
что может привести
к ухудшению
электрических
параметров
готовой платы.
В то же время
негативный
метод менее
трудоемок, чем
позитивный.
Поэтому в тех
случаях, когда
к платам не
предъявляют
повышенных
требований,
применяют
комбинированный
негативный
метод.
2.5 Методы
изготовления
многослойных
печатных плат
Существует
три метода
изготовления
многослойных
печатных плат: 1.
Металлизация
сквозных отверстий
Данный
метод основан
на том, что слои
между собой
соединяются
сквозными,
металлизированными
отверстиями.
Достоинства:
2.
Попарное прессование
Применяется
для изготовления
МПП с четным
количеством
слоев.
Достоинства:
3.Метод послойного
наращивания
Основан на
последовательном
наращивании
слоёв.
Достоинства:
МПП изготавливают
методами
построенными
на типовых
операциях
используемых
при изготовлении
ОПП и ДПП.
Достоинства
МПП:
Уменьшение
размеров,
увеличение
плотности
монтажа.
Сокращение
трудоёмкости
выполнения
монтажных
операций.
Дадим краткое
описание
технологического
процесса.
Заготовки
из фольгированного
диэлектрика
отрезают с
припуском 30
мм на сторону.
После снятия
заусенцев по
периметру
заготовок и
в отверстиях,
поверхность
фольги зачищают
на станке и
обезжиривают
химически
соляной кислотой
в ванне.
Рисунок схемы
внутренних
слоёв выполняют
при помощи
сухого фоторезиста.
При этом противоположная
сторона платы
должна не иметь
механических
повреждений
и подтравливания
фольги.
Базовые
отверстия
получают
высверливанием
на универсальном
станке с ЧПУ.
Ориентируясь
на метки совмещения,
расположенные
на технологическом
поле.
Полученные
заготовки
собирают в
пакет. Перекладывая
их складывающимися
прокладками
из стеклоткани,
содержащими
до 50% термореактивной
эпоксидной
смолы. Совмещение
отдельных
слоёв производится
по базовым
отверстиям.
Прессование
пакета осуществляется
горячим способом.
Приспособление
с пакетами
слоев устанавливают
на плиты пресса,
подогретые
до 120…130С.
Первый цикл
прессования
осуществляют
при давлении
0,5 Мпа и выдержке15…20
минут. Затем
температуру
повышают до
150…160С, а
давление – до
4…6 Мпа. При этом
давлении плата
выдерживается
из расчёта 10
минут на каждый
миллиметр
толщины платы.
Охлаждение
ведется без
снижения давления.
Сверление
отверстий
производится
на универсальных
станках с ЧПУ.
В процессе
механической
обработки
платы загрязняются.
Для устранения
загрязнения
отверстия
подвергают
гидроабразивному
воздействию.
При большом
количестве
отверстий
целесообразно
применять
ультразвуковую
очистку. После
обезжиривания
и очистки плату
промывают в
горячей и холодной
воде.
Затем выполняют
химическую
и гальваническую
металлизацию
отверстий.
После этого
удаляют маску.
Механическая
обработка по
контуру, получение
конструктивных
отверстий и
т.д. осуществляют
на универсальных,
координатно-сверлильных
станках совместимых
с САПР.
Выходной
контроль
осуществляется
автоматизированным
способом на
специальном
стенде, где
происходит
проверка
работоспособности
платы, т.е. её
электрических
параметров.
Выходной контроль
осуществляется
по ГОСТ 10316-78.
Типовой
технологический
процесс представлен
блок-схемой.

- Основы
безопасности
производства
печатных плат
Объем аппаратуры
на печатных
платах и их
производство
в отечественной
промышленности
и за рубежом
неуклонно
увеличивается.
Именно поэтому
знание опасных
и вредных факторов
производства,
возникающих
при изготовлении
печатных плат,
является одним
из непременных
условий подготовки
специалистов
электронной
промышленности.
К заготовительным
операциям
относят раскрой
заготовок,
разрезку материала
и выполнение
базовых отверстий
и изготовление
слоев на печатных
платах.
В крупносерийном
производстве
разрезку материала
выполняют
методом штамповки
в специальных
штампах на
эксцентриковых
прессах с
одновременной
пробивкой
базовых отверстий
на технологическом
поле. В серийном
и мелкосерийном
производстве
широкое распространение
получили одно-
и многоножевые
роликовые
ножницы, на
которых материал
разрезается
сначала на
полосы заданной
ширины, а затем
на заготовки.
Разрезку основных
и вспомогательных
материалов
(прокладочной
стеклоткани,
кабельной
бумаги и др.),
необходимых
при изготовлении
многослойных
печатных плат
в мелкосерийном
и единичном
производстве,
осуществляют
с помощью
гильотинных
ножниц.
Таким образом,
выполнение
заготовительных
операций по
раскрою материала
сопряжено с
опасностью
повреждения
рук работающего
в случае попадания
их в зону между
пуансоном и
матрицей, в
частности
верхним и нижним
ножом гильотинных
ножниц, при
ручной подаче
материала.
Наибольшую
опасность
представляет
работа пресса
в автоматическом
режиме, требующая
большого напряжения,
внимания и
осторожности
работающего,
так как всякое
замедление
движения рабочего
может привести
к травматизму.
Во избежание
попадания рук
рабочего в
опасную зону
применяют
систему двурукого
включения, при
котором пресс
включается
только после
одновременного
нажатия обеими
руками двух
пусковых кнопок.
В прессах
и ножницах с
ножными педалями
для предотвращения
случайных
включений
педаль ограждают
или делают
запорной. Часто,
кроме этого,
опасную зону
у пресса ограждают
при помощи
фотоэлементов,
сигнал от которых
автоматически
останавливает
пресс, если
руки рабочего
оказались в
опасной зоне.
При ручной
подаче заготовок
необходимо
применять
специальные
приспособления:
пинцеты, крючки
и т.д.
Радикальным
решением вопроса
безопасности
является механизация
и автоматизация
подачи и удаления
заготовок из
штампа, в том
числе с использованием
средств робототехники.
Базовые
отверстия
получают различными
методами в
зависимости
от класса печатных
плат. На печатных
платах первого
класса базовые
отверстия
получают методом
штамповки с
одновременной
вырубкой заготовок.
Базовые отверстия
на заготовках
плат второго
и третьего
классов получают
сверлением
в универсальных
кондукторах
с последующим
развертыванием.
В настоящее
время в серийном
и крупносерийном
производстве
традиционное
сверление
базовых отверстий
по кондуктору
на универсальных
сверлильных
станках уступило
место сверлению
на специализированных
станках. Таким
образом, станки
в одном цикле
со сверлением
предусматривают
установку
фиксирующих
штифтов, плотно
входящих в
просверленное
отверстие и
скрепляющих
пакет из 2-6 заготовок.
Во избежание
травм при работе
на сверлильных
станках необходимо
следить за
тем, чтобы все
ремни, шестерни
и валы, если
они размещены
в корпусе станка
и доступны для
прикосновения,
имели жесткие
неподвижные
ограждения.
Движущиеся
части и механизмы
оборудования,
требующие
частого доступа
для осмотра,
ограждаются
съемными или
открывающимися
устройствами
ограждения.
В станках без
электрической
блокировки
должны быть
приняты меры,
исключающие
возможность
случайного
или ошибочного
их включения
во время осмотра.
Во избежание
захвата одежды
и волос рабочего
его одежда
должна быть
заправлена
так, чтобы не
было свободных
концов; обшлага
рукавов следует
застегнуть,
волосы убрать
под берет.
Образующуюся
при сверлении,
резке материала
заготовок
печатных плат
пыль необходимо
удалять с помощью
промышленных
пылесосов. 3 Элементы
теории надежности
3.1 Основные
понятия и
определения
Надежность
– свойство
изделия (детали,
компонента,
элемента, узла,
блока, устройства,
системы) выполнять
заданные функции
(являться
работоспособным)
в течение требуемого
промежутка
времени.
Надежность
современной
электронной
аппаратуры
(ЭА) в значительной
мере определяется
надежностью
составляющих
ее компонентов,
и границы сложности
электронных
систем зависят
в основном от
достижимого
уровня надежности
составляющих
их технических
средств. Проблема
обеспечения
надежности
приобретает
тем большее
значение, чем
сложнее ЭА.
Разрешение
противоречия
между сложностью
устройств и
их надежностью
является одной
из важнейших
инженерных
задач.
В
основе проектирования
надежности
ЭА лежит математическая
теория надежности,
опирающаяся
на статистическую
теорию надежности.
Обработка
статистических
материалов
в области надежности
привела к накоплению
большой статистической
информации.
Разработаны
статистические
характеристики
и закономерности
отказов ЭА.
Теория надежности
изучает природу
и процессы
возникновения
отказов в
технических
системах, методы
борьбы с этими
отказами, вопросы
прогнозирования
состояния
работоспособности
систем.
Вероятность
безотказной
работы
 – вероятность
того, что в заданном
интервале
времени
– вероятность
того, что в заданном
интервале
времени
 не произойдет
ни одного отказа.
не произойдет
ни одного отказа.
Вероятность
отказа
 – вероятность
того, что в заданном
интервале
времени
произойдет
хотя бы один
отказ.
– вероятность
того, что в заданном
интервале
времени
произойдет
хотя бы один
отказ.
Так как
работоспособность
и отказ являются
несовместимыми
событиями, то
 .
(3.1) .
(3.1)
При
экспериментальных
исследованиях
опытная вероятность
безотказной
работы
 (оценка вероятности)
определяется
из соотношения
(оценка вероятности)
определяется
из соотношения
 ,
где (3.2) ,
где (3.2)
 – общее
количество
изделий одинакового
типа при испытании
на надежность;
– общее
количество
изделий одинакового
типа при испытании
на надежность;
 – количество
отказавших
изделий на
интервале
времени
.
– количество
отказавших
изделий на
интервале
времени
.
Дифференцирование
левой и правой
частей соотношения
(3.2) приводит к
выражению
 . .
Поделив
обе части выражения
на
,
получим
 ,
где ,
где
 (3.3)
(3.3)
При увеличении
количества
изделий, участвующих
в испытании
на надежность
до уровня
 оценки вероятности
и интенсивности
отказов
оценки вероятности
и интенсивности
отказов
 стремятся к
постоянным
истинным значениям
вероятности
и интенсивности
отказов
стремятся к
постоянным
истинным значениям
вероятности
и интенсивности
отказов
 .
Поэтому получаем
уравнение .
Поэтому получаем
уравнение
 . .
Решение
этого дифференциального
уравнения
находится
интегрированием
левой и правой
частей уравнения
с учетом того,
что
 ,
имеем ,
имеем
или
 . .
На
практике выполняется
ограничение,
когда
не зависит от
времени на
достаточно
большом интервале
времени и равна
 .
Тогда .
Тогда
 .
(3.4) .
(3.4)
Это
соотношение
устанавливает
связь вероятности
безотказной
работы изделия
с интенсивностью
отказов данного
изделия
.
Используя
соотношение
(3.1) и (3.4), получим
 . .
Определим
плотность
вероятности
отказов изделия
 ,
(3.5) ,
(3.5)
которая
подчиняется
экспоненциальному
закону распределения.
Для любого
закона распределения
отказов
 справедливы
соотношения
справедливы
соотношения
 , ,
 . .
В
качестве показателя
надежности
ЭА используют
только среднее
время безотказной
работы
 (математическое
ожидание случайной
величины
)
(математическое
ожидание случайной
величины
)
 . .
Для
экспоненциального
закона распределения
отказов (3.5)
 .
(3.6) .
(3.6)
При
экспериментальной
оценку среднее
время безотказной
работы изделия
 определяется
следующим
образом
определяется
следующим
образом
 ,
где ,
где
 – время исправной
работы i-го
изделия,
– время исправной
работы i-го
изделия,
– число изделий
в партии, над
которой производится
испытание.
Используя
соотношение
(3.6) для вероятности
безотказной
работы (3.4) получим
 . .
Положим
 .
Тогда .
Тогда
 ,
т.е. на интервале
времени
отказали 63% изделий
и сохранили
безотказность
37%. ,
т.е. на интервале
времени
отказали 63% изделий
и сохранили
безотказность
37%.
Дисперсия
времени безотказной
работы
 определяется
из выражения
определяется
из выражения

и
при экспоненциальном
законе распределения
отказов равна
 . .
Отсюда
среднеквадратическое
отклонение
времени безотказной
работы изделия
будет
 . .
Интенсивность
отказов любого
изделия определяется
выражением
(3.3). Для небольших
интервалов
времени
 справедливы
приближения
справедливы
приближения
 , ,
 , ,
 ,
поэтому из
(3.3) имеем ,
поэтому из
(3.3) имеем
 . .
Эта
оценка интенсивности
отказов может
быть использована
при опытном
определении
интенсивности
отказов. Физически
интенсивность
отказов изделий
определяет
относительное
число отказавших
изделий в единицу
времени. Единицей
измерения
интенсивности
отказов обычно
является величина
 . .
Интенсивность
отказов изделия
на большом
интервале
времени описывается
качественной
кривой
(рис.4). Она характеризуется
тремя явно
выраженными
периодами:
приработки
I, нормальной
эксплуатации
II и износа
III.
На
участке приработки
 наблюдаются
внезапные
приработочные
отказы. Они
возникают
вследствие
того, что часть
элементов,
входящих в
состав изделия,
являются либо
бракованными,
либо имеют
низкий уровень
надежности.
Период приработки
составляет
обычно доли
и единицы процента
от времени
нормальной
эксплуатации
изделия.
наблюдаются
внезапные
приработочные
отказы. Они
возникают
вследствие
того, что часть
элементов,
входящих в
состав изделия,
являются либо
бракованными,
либо имеют
низкий уровень
надежности.
Период приработки
составляет
обычно доли
и единицы процента
от времени
нормальной
эксплуатации
изделия.
 На
втором участке На
втором участке
 интенсивность
отказов изделия
имеет минимальный,
примерно постоянный
номинальный
уровень
интенсивность
отказов изделия
имеет минимальный,
примерно постоянный
номинальный
уровень
 .
Для этого периода
работы изделия
характерны
внезапные
отказы, вследствие
действия ряда
случайных
факторов.
Предупредить
их приближение
практически
невозможно,
тем более, что
к этому времени
в изделии остаются
только полноценные
компоненты,
срок износа
которых еще
не наступил. .
Для этого периода
работы изделия
характерны
внезапные
отказы, вследствие
действия ряда
случайных
факторов.
Предупредить
их приближение
практически
невозможно,
тем более, что
к этому времени
в изделии остаются
только полноценные
компоненты,
срок износа
которых еще
не наступил.
Рис.4
Зависимость
интенсивности
отказов изделия
от времени
.
Третий участок
кривой характеризуется
увеличением
интенсивности
отказов. На
этом интервале
времени наблюдаются
как внезапные,
так и постепенные
отказы, связанные
с износом
(старением)
элементов. При
износе происходит
частичное
разрушение
материалов,
изменение их
физико-химических
свойств. Период
износа завершается
в точке
 ,
когда интенсивность
отказов изделия
приблизится
к максимально
допустимой
для данного
изделия.
При
расчетах изделий
на надежность
с учетом внезапных
отказов обычно
принимают
интенсивность
отказов изделий,
равную
 ,
т.е. расчет
производят
для нормального
участка эксплуатации
изделий. ,
т.е. расчет
производят
для нормального
участка эксплуатации
изделий. Средние
значения номинальной
интенсивности
отказов для
элементов
приведены в
таблице 1. Эти
значения даны
для нормальных
лабораторных
условий эксплуатации
изделий (температура
–
 ,
относительная
влажность –
60%, атмосферное
давление –
1013 гПа). В реальных
условиях
эксплуатации
внешние воздействия
на ЭА могут
существенно
отличаться
от нормальных.
Изменение
действующих
реальных
интенсивностей
отказов элементов
учитывается
путем введения
поправочных
коэффициентов. ,
относительная
влажность –
60%, атмосферное
давление –
1013 гПа). В реальных
условиях
эксплуатации
внешние воздействия
на ЭА могут
существенно
отличаться
от нормальных.
Изменение
действующих
реальных
интенсивностей
отказов элементов
учитывается
путем введения
поправочных
коэффициентов.
При
ориентировочных
оценках надежности
особенности
эксплуатации
ЭА учитываются
следующим
образом
 ,
где ,
где
 – поправочный
коэффициент.
– поправочный
коэффициент.
 всегда больше
единицы. Коэффициент
всегда больше
единицы. Коэффициент
 учитывает
воздействия
на ЭА механических
факторов (вибраций,
ударных нагрузок),
учитывает
воздействия
на ЭА механических
факторов (вибраций,
ударных нагрузок),
 – климатических
(температуры,
влажности),
– климатических
(температуры,
влажности),
 – условия работы
при пониженном
атмосферном
давлении. Значения
этих коэффициентов
для полупроводниковой
ЭА приведены
в таблицах 2,
3, 4 соответственно.
– условия работы
при пониженном
атмосферном
давлении. Значения
этих коэффициентов
для полупроводниковой
ЭА приведены
в таблицах 2,
3, 4 соответственно.
При
окончательном
расчете надежности
ЭА расчетные
интенсивности
отказов элементов
уточняются
с поправкой
на электрические
режимы элементов
и определяются
выражением
 ,
где ,
где
 – поправочный
коэффициент,
учитывающий
температуру
окружающей
среды
– поправочный
коэффициент,
учитывающий
температуру
окружающей
среды
 и коэффициент
электрической
нагрузки
и коэффициент
электрической
нагрузки
 .
Значения .
Значения
 для различных
типов элементов
приведены в
таблице 5. Величина
для различных
типов элементов
приведены в
таблице 5. Величина
 для для
 и температуре
окружающей
среды близкой
к нормальной
может быть
осуществлено
ниже единицы.
и температуре
окружающей
среды близкой
к нормальной
может быть
осуществлено
ниже единицы.
Коэффициент
нагрузки элемента
равен
 ,
где ,
где
Н и
Нд – соответственно
электрическая
нагрузка в
реальном и
допустимом
номинальном
(по техническим
условиям) режимах.
Коэффициент
нагрузки либо
расчитывается,
либо определяется
экспериментально,
путем замера
режимов работы
для реальной
ЭА.
Коэффициенты
нагрузок для
различных
элементов ЭА
находятся
следующим
образом.
Резисторы
 ,
где ,
где
 – реальная
мощность,
рассеиваемая
резистором,
– реальная
мощность,
рассеиваемая
резистором,
 –
допустимая
рассеиваемая
резистором
мощность по
справочнику. –
допустимая
рассеиваемая
резистором
мощность по
справочнику.
Конденсаторы
 ,
где ,
где
 – реальное
напряжение
на конденсаторе,
– реальное
напряжение
на конденсаторе,
 – допустимое
напряжение
на конденсаторе
по справочнику.
– допустимое
напряжение
на конденсаторе
по справочнику.
Полупроводниковые
диоды
 , ,
 ,
где ,
где
 – средний
рабочий выпрямленный
ток,
– средний
рабочий выпрямленный
ток,
 – выпрямленный
допустимый
ток,
– выпрямленный
допустимый
ток,
 – обратное
рабочее напряжение,
– обратное
рабочее напряжение,
 – допустимое
обратное напряжение.
– допустимое
обратное напряжение.
Транзисторы
 , ,
 , ,
 , ,
 , ,
 ,
,
где ,
,
где
 ,
,
 – токи коллектора
и эмиттера;
– токи коллектора
и эмиттера;
 , ,
 – допустимые
токи коллектора
и эмиттера;
– допустимые
токи коллектора
и эмиттера;
 , ,
 , ,
 – напряжение
коллектор-база,
коллектор-эмиттер,
эмиттер-база;
– напряжение
коллектор-база,
коллектор-эмиттер,
эмиттер-база;
 , ,
 , ,
 – допустимые
напряжения;
– допустимые
напряжения;
 – мощность,
рассеиваемая
транзистором;
– допустимая
мощность.
– мощность,
рассеиваемая
транзистором;
– допустимая
мощность.
При
определении
надежности
простой системы
обычно вводятся
следубщие
ограничения.
Отказы,
происходящие
в системе, являются
независимыми.
Отказы
системы вызваны
отказом элементов.
При отказе
любого из элементов
происходит
отказ системы.
Данные
ограничения
надежности
систем без
резервирования
при расчетах
устанавливают
математическую
модель, состоящую
из последовательно
включенных
элементов
(рис.6), независимо
от действительных
связей элементов
в реальной
системе.

Рис.6
Последовательная
модель системы
при расчетах
на надежность Если
известны вероятности
безотказной
работы элементов
 ,
то вероятность
безотказной
работы всей
системы равна ,
то вероятность
безотказной
работы всей
системы равна
 . .
Полагая
в соответствии
с выражением
(3.4), что
 и
и
 – интенсивность
отказа элемента,
имеем
– интенсивность
отказа элемента,
имеем
 ,
где ,
где
 – (3.8)
– (3.8)
суммарная
интенсивность
отказов, есть
интенсивность
отказов системы.
Аналогично
выражению
(3.6) определяется
среднее время
безотказной
работы системы
 .
(3.9) .
(3.9)
Из
приведенных
соотношений
(3.7) – (3.9) следует:
Чем
меньше интенсивность
отказов элементов
системы, тем
выше характеристики
надежности
самой системы;
Чем
меньше общее
количество
элементов
системы, тем
лучше характеристики
надежности
системы.
Таким образом,
при конструировании
систем необходимо
стремиться
к более простым
системам, состоящим
из высоконадежных
элементов при
заданных
ограничениях
на технические
характеристики
и стоимость
системы.
3.2 Физическая
надежность
элементов ЭА
Надежность
резисторов.
Статистические
данные показывают,
что обрыв
токопроводящего
слоя и нарушение
контакта резистора
– наиболее
типичный вид
отказа (свыше
50%). Значительный
процент отказов
(35-40%) относят за
счет перегорания
токопроводящего
слоя. Около 5%
отказов вызываются
резким изменением
величины
сопротивления
(в 10-100 раз и более).
Количество
отказов резисторов
меняется с
течением времени
и зависит от
условий применения,
технологии
производства,
качества материалов.
Нагрев резистивного
слоя за счет
мощности,
рассеиваемой
на резисторе
в рабочем режиме,
и резкие изменения
температуры
окружающей
среды вызывают
необратимые
накапливающиеся
изменения в
резисторе,
приводящие
к внезапному
отказу. Снижение
электрической
нагрузки резистора,
создание условий
работы, исключающих
резкие изменения
температуры,
повышают его
надежность.
На надежность
резисторов
отрицательно
влияет влага.
Она ускоряет
коррозию контактных
выводов, что
приводит к их
обрыву, и способствует
растрескиванию
защитных эмалей.
Проникающая
через трещины
влага разрушает
резистивный
слой или проволоку.
При длительных
механических
воздействиях
происходят
усталостные
изменения в
материалах,
используемых
в конструкции
резисторов,
что приводит
к скачкообразному
изменению
свойств резисторов
и их отказу.
Надежность
резисторов
существенно
зависит от
качества проводящего
слоя и его
геометрических
размеров. Чем
меньше сечение
проводящего
слоя и чем больше
его длина, тем
ниже надежность.
Мгновенные
отказы резисторов
возможны из-за
нарушения
целостности
контактного
узла. Наиболее
частые отказы
этого вида
наблюдаются
у поверхностных
резисторов
из-за возникающих
механических
перенапряжений.
У объемных
резисторов
таких отказов
нет, так как у
них контактный
вывод работает
на сжатие.
Большинство
резисторов
имеют в начальный
период работы
такую же надежность,
как и в период
нормальной
работы. Характерной
особенностью
резисторов
при их работе
в схемах является
то, что их отказы
в более чем
50% случаев вызывают
отказы других
элементов,
например, пробой
конденсаторов,
короткие замыкания
в электропроводниках
и полупроводниковых
приборах.
Надежность
конденсаторов.
Наиболее частым
видом отказов
конденсаторов
является пробой
диэлектрика
и перекрытие
изоляции между
обкладками
(поверхностный
разряд). Эти
отказы составляют
около 80% всех
отказов и возникают
из-за наличия
слабых мест
в диэлектрике
и технологических
дефектов, допущенных
при производстве.
Довольно часто
конденсаторы
выходят из
строя из-за
обрывов выводов.
Около 15% отказов
конденсаторов
вызваны уменьшением
их емкости
ниже допустимой.
Чаще это наблюдается
у электрических
конденсаторов.
Из-за уменьшения
сопротивления
изоляции выходят
из строя около
5% конденсаторов.
Количество
отказов конденсаторов
зависит и от
их назначения
в схеме. Наибольшая
опасность
отказов наблюдается
у разделительных
и блокированных
конденсаторов,
наименьшая
– у контурных
и накопительных.
На надежность
конденсаторов
существенное
влияние оказывает
температура,
влажность и
частота питающего
напряжения.
Конденсаторы
с большой
электрической
и тепловой
нагрузкой
имеют повышенное
число отказов.
Увеличение
рабочего напряжения
на конденсаторе
всегда снижает
сопротивление
изоляции, нередко
вызывает появление
внутренней
короны и пробой
диэлектрика.
Нагрев
конденсатора
снижает электрическую
прочность
диэлектрика
и сопротивление
изоляции,
увеличивает
тангенс угла
диэлектрических
потерь. Причем
местное уменьшение
сопротивления
изоляции вызывает
повышение
температуры
конденсатора
и, как следствие,
еще большее
возрастание
потерь и снижение
сопротивления
изоляции. Развитие
этих процессов
приводит к
пробою конденсатора.
Влажность
окружающей
среды является
причиной увеличения
тангенса угла
диэлектрических
потерь, снижение
электрической
прочности и
сопротивления
изоляции, что
ведет к снижению
пробивного
напряжения.
Это особенно
сильно заметно
в негерметизированных
конденсаторах.
Надежное
влагозащитное
покрытие замедляет
протекание
нежелательных
процессов под
действием
влаги.
В противоположность
резисторам
основное количество
отказов у
конденсаторов
наблюдается
в начальный
период эксплуатации.
Так, около 70% всех
пробоев происходит
до наступления
нормального
периода работы.
Надежность
полупроводниковых
элементов.
Параметры
полупроводниковых
диодов и транзисторов
сильно зависят
от внешних
воздействий
и главным образом
от влияния
температуры.
Высшая температура
для полупроводникового
прибора определяется
переходом базы
в область
собственной
проводимости.
Для германия
эта температура
лежит в пределах
80-100С, для
кремния 150-200С,
для карбида
кремния 300-400С.
Полупроводниковые
приборы очень
чувствительны
к перегрузкам
по току и по
напряжению
и выходят из
строя даже при
кратковременных
перегрузках.
Основной
причиной внезапных
отказов полупроводниковых
приборов является
перенапряжение
между коллектором
и базой, возникающее
во время переходных
процессов.
Иногда отказы
могут быть
обусловлены
обратными
импульсными
выбросами на
участке база-эмиттер.
Частым видом
внезапных
отказов является
также обрыв
электрической
цепи, короткие
замыкания и
недопустимые
отклонения
параметров
элемента от
номинала.
Постепенные
отказы полупроводниковых
приборов возникают
большей частью
из-за изменения
их параметров,
причем наиболее
интенсивное
изменение
параметров
отмечается
в начальный
период эксплуатации,
составляющий
несколько
сотен часов.
В дальнейшем
скорость изменения
параметров
уменьшается
и с наступлением
периода старения
снова растет.
Изменения
параметров
полупроводниковых
приборов большей
частью наблюдаются
при повышенных
напряжениях
на коллекторе
или из-за проникновения
влаги в прибор
при нарушении
герметичности.
Такое нарушение
вызывается
обычно различием
коэффициентов
линейного
расширения
металлов и
проходных
изоляторов.
Надежность
печатных плат.
Основными
параметрами,
определяющими
надежность
печатных плат,
являются тангенс
угла диэлектрических
потерь, диэлектрическая
проницаемость,
удельное объемное
и поверхностное
сопротивления,
сопротивление
изоляции между
печатными
проводниками.
К факторам,
наиболее влияющим
на величину
этих параметров
относят температуру
окружающей
среды и влажность.
Продолжительное
нахождение
печатных плат
в условиях
повышенной
температуры
и влажности,
а особенно при
одновременном
их сочетании
приводит к
возникновению
в платах необратимых
явлений, вызывающих
резкое уменьшение
сопротивления
изоляции, а
это зачастую
ведет к их отказу.
Влага служит
причиной образования
плесени и коррозии
металлов, которые
могут вызвать
разрыв электрической
цепи.
Одной из
причин, вызывающих
отказы печатных
плат является
перекрытие
по поверхности
платы. Это явления
возникает в
результате
увеличения
относительной
влажности
воздуха вблизи
поверхности
платы по следующим
причинам: из-за
неоднородности
поверхностного
сопротивления
печатных плат
и их покрытий,
образования
поверхностных
трещин на плате
и на покрытии,
уменьшении
давления окружающей
атмосферы. При
уменьшении
атмосферного
давления напряжение
поверхностного
перекрытия
твердых диэлектриков
уменьшается
и становится
минимальным
при давлении
800-950 Па, а затем
снова возрастает.
Повышенная
температура
окружающей
среды снижает
напряжение
поверхностного
перекрытия
печатных плат.
Старение материала
изоляционного
основания
печатной платы
приводит к
значительному
увеличению
тангенса угла
диэлектрических
потерь, в результате
чего происходит
резкое возрастание
уровня потерь
и нередко отказ
печатной платы.
Н адежность
печатных плат
зависит также
от количества
соединений
(паек), нанесенных
на нее. С увеличением
количества
соединений
увеличивается
вероятность
отказа. адежность
печатных плат
зависит также
от количества
соединений
(паек), нанесенных
на нее. С увеличением
количества
соединений
увеличивается
вероятность
отказа.
Надежность
интегральных
схем. Интенсивность
отказов ИМС
лежит в пределах
10-6-10-9 ч-1, приближаясь
к уровню высоконадежных
элементов.
Сравнение
интенсивности
отказов отдельных
элементов ИМС
и ИМС в целом
показывает,
что они практически
равнозначны.
Преимуществом
является то,
что степень
функциональной
сложности ИМС
с малым и средним
уровнем интеграции
слабо отражается
на их надежности.
Д
Рис.5
Процентное
соотношение
основных типов
дефектов монолитных
ИС.
ля ИМС прежде
всего характерны
внезапные
отказы, обусловленные
качеством
изготовления
(технологическими
дефектами):
разрывы соединений
между контактной
зоной на поверхности
подложки (кристалла)
и выводами
корпуса, обрывы
и короткие
замыкания
внутренних
соединений.
Процентное
соотношение
основных типов
дефектов монолитных
ИС указано на
круговой диаграмме
(рис.5). Внезапные
отказы полупроводниковых
ИМС составляют
80% от общего числа
отказов. Свыше
50% отказов гибридных
линейных ИМС
связано с дефектами
встроенных
транзисторов
и паяных соединений.
Отказы контактов
золотых проволочных
выводов чаще
всего происходят
из-за обрыва
проволочки
около шарика
ковары.
Наиболее
слабым звеном
полупроводниковых
ИМС в пластмассовых
корпусах являются
внутренние
проволочные
соединения,
дающие обрывы
и короткие
замыкания
(более 90% отказов
вызвано обрывами
соединительных
проводов). Основная
причина таких
отказов определяется
различием
температурных
коэффициентов
линейного
расширения
металла и
обволакивающего
материала, что
приводит к
возникновению
термомеханических
напряжений.
Около 10% отказов
полупроводниковых
ИМС в пластмассовых
корпусах происходит
по причине
электрической
коррозии алюминиевой
металлизации
из-за недостаточной
влагостойкости
пластмасс и
загрязнения
поверхности
окисла при
герметизации.
Типичны для
таких ИМС и
отказы из-за
образования
шунтирующих
утечек и коротких
замыканий, так
как влага вызывает
перенос ионов
металла и
загрязнений,
а также образование
проводящих
мостиков между
разнопотенциальными
точками схемы.
Более надежными
являются ИМС
с керамическими
корпусами.
ПРИЛОЖЕНИЕ
Таблица
1
Номинальные
интенсивности
отказов элементов
ЭА
Наименование,
тип элемента
|
Интенсивность
отказа
н10-6
ч-1
|
|
1
|
2
|
|
Интегральные
микросхемы
|
|
| Гибридные |
0,07 |
| Полупроводниковые |
0,02 |
|
Микромодули
|
1,8 |
|
Транзисторы
|
|
| Маломощные
НЧ, СЧ, ВЧ германиевые |
2 |
| Маломощные
НЧ, СЧ, ВЧ кремниевые |
2,5 |
| Средней
мощности НЧ,
СЧ, ВЧ германиевые |
2,5 |
| Средней
мощности ВЧ
кремниевые |
3,5 |
| Мощные
НЧ германиевые |
2,8 |
| Мощные
НЧ кремниевые |
2,4 |
| Мощные
СЧ германиевые |
3 |
| Мощные
СЧ кремниевые |
2,4 |
| Мощные
ВЧ германиевые |
5 |
| Мощные
ВЧ кремниевые |
1,7 |
| Кремниевые
ключевые |
0,7 |
| Кремниевые
микроволновые |
9,7 |
|
Диоды
|
|
| Выпрямительные
сплавные |
1,5 |
| ВЧ
точечные
германиевые |
2 |
| ВЧ
точечные
кремниевые |
3,9 |
| Импульсные
сплавные |
0,6 |
| Импульсные
точечные |
3 |
| Стабилитроны |
5 |
| Варикапы |
5 |
| Туннельные |
3 |
| Световоды |
8 |
| Микромодульные |
4,5 |
|
Конденсаторы
|
|
| Металлобумажные |
2 |
| Слюдяные |
1,2 |
| Стеклянные |
1,6 |
| Керамические |
1,4 |
| Электролитические |
2,4 |
| Пленочные |
2 |
| Переменные
с воздушным
диэлектриком |
18,6 |
|
Трансформаторы,
моточные изделия
|
|
| Питания |
3 |
|

|
Продолжение
табл.1 |
|
1
|
2
|
| Импульсные |
0,6 |
| Дроссели |
1 |
| Катушки
индуктивности |
0,5 |
|
Электровакуумные
приборы
|
|
| Диоды |
0,6 |
| Триоды |
1 |
| Пентоды
и тетроды |
1,6 |
| Кенотроны |
2,5 |
| Стабилитроны |
1 |
| Генераторные
лампы |
15 |
| Тиратроны |
5 |
| ЭЛТ |
18 |
| Клистроны |
20 |
| Лампы
бегущей волны
и магнетроны |
200 |
| Индикаторные
лампы |
0,5 |
|
Электрические
машины
|
|
| Двигатели
постоянного
тока |
10 |
| Машины
переменного
тока |
6 |
| Тахогенераторы |
8 |
| Шаговые
двигатели |
0,37 |
|
Радиоэлектронные
элементы
|
|
| Микрофоны
динамические |
20 |
| Громкоговорители
динамические |
6,5 |
| Телефоны
головные |
20 |
| Датчики
оптические |
4,7 |
| Датчики
температуры |
3,3 |
| Антенны |
0,36 |
| Волноводы
жесткие |
1,1 |
| Волноводы
гибкие |
2,6 |
|
Источники
питания
|
|
| Аккумуляторы |
7,2 |
| Батареи
одноразрядные |
30 |
|
Коммутационные
элементы
|
|
| Реле
малогабаритные |
0,25 (на
одну контактную
группу) |
| Переключатели
миниатюрные |
0,25 (на
одну контактную
группу) |
| Выключатели,
микровыключатели,
тумблеры |
3 |
| Клеммы,
гнезда |
0,1 |
| Разъемы |
0,06 |
| Предохранители |
1 |
| Переходные
колодки |
5,2 |
| Ламповые
панели |
0,75 |
|
|
Продолжение
табл.1 |
|
1
|
2
|
|
Монтажные
элементы
|
|
| Провода
соединительные |
0,02 |
| Пайка
печатного
монтажа |
0,01 |
| Пайка
навесного
монтажа |
0,03 |
| Основание
печатных плат
из гетинакса |
0,1 |
| Основание
печатных плат
из текстолита |
0,01 |
| Соединительные
провода ПП,
выполненные
фотохимическим
способом |
0,3 (на
один проводник) |
|
Номинальная
мощность
|
|
0,25 |
0,6 |
1,0 |
2,0 |
5,0 |
10 |
|
Резисторы
непроволочные
|
|
|
|
|
|
|
| МЛТ |
0,4 |
0,5 |
1,0 |
1,6 |
- |
- |
| ТВО |
0,4 |
0,45 |
0,8 |
1,4 |
2,2 |
3,0 |
| МОУ |
0,5 |
0,55 |
1,1 |
1,5 |
2,3 |
3,1 |
| МУН |
0,6 |
0,6 |
1,2 |
2,0 |
- |
- |
| УНУ |
0,6 |
0,7 |
1,2 |
1,7 |
2,3 |
3,0 |
| КЭВ |
0,6 |
0,75 |
1,3 |
1,75 |
2,4 |
3,1 |
| ВС |
0,7 |
0,8 |
1,35 |
1,8 |
2,5 |
3,3 |
| УЛИ |
0,6 |
0,65 |
1,3 |
- |
- |
- |
| БЛЦ |
0,7 |
0,75 |
1,4 |
- |
- |
- |
| СПО |
0,6 |
0,7 |
1,15 |
1,8 |
- |
- |
| СП |
0,7 |
0,8 |
1,3 |
2,0 |
- |
- |
|
Резисторы
проволочные
|
|
|
|
|
|
|
| ПТН |
- |
1,1 |
1,4 |
1,8 |
- |
- |
| ПКВ |
- |
1,2 |
1,5 |
2,0 |
2,5 |
- |
| ПЭВ |
- |
1,6 |
1,5 |
2,0 |
2,5 |
- |
| ПТП |
- |
- |
2,2 |
2,6 |
3,0 |
- |
| РП |
- |
- |
- |
3,0 |
- |
- |
|
Резисторы
металлопленочные
|
0,4 |
- |
- |
- |
- |
- |
Таблица
2
Поправочные
коэффициенты
 в зависимости
от
в зависимости
от
механических
воздействий
|
Условия
эксплуатации
ЭА
|
|
|
При
вибрации
|
При
ударных нагрузках
|
При
суммарном
воздействии
|
| Лабораторные |
1,00 |
1,00 |
1,00 |
| Стационарные |
1,04 |
1,03 |
1,07 |
| Автофургонные |
1,35 |
1,08 |
1,46 |
| Железнодорожные |
1,40 |
1,10 |
1,54 |
| Корабельные |
1,30 |
1,05 |
1,37 |
| Самолетные |
1,46 |
1,13 |
1,65 |
Таблица
3
Поправочные
коэффициенты
 в зависимости
от
в зависимости
от
влажности
и температуры
|
Влажность,
%
|
Температура,
С
|
|
| 60-70 |
20-40 |
1,0 |
| 90-98 |
20-25 |
2,0 |
| 90-98 |
30-40 |
2,5 |
Таблица
4
Поправочные
коэффициенты
 в зависимости
от
в зависимости
от
атмосферного
давления (высоты)
Высота,
км
|
|
Высота,
км
|
|
| 0-1 |
1,00 |
8-10 |
1,25 |
| 1-2 |
1,05 |
10-15 |
1,30 |
| 2-3 |
1,10 |
15-20 |
1,35 |
| 3-5 |
1,14 |
20-25 |
1,38 |
| 5-6 |
1,16 |
25-30 |
1,40 |
| 6-8 |
1,20 |
30-40 |
1,45 |
Таблица
5
Поправочные
коэффициенты
для
интенсивностей
отказов элементов
ЭА
в
зависимости
от коэффициента
нагрузки
 и температуры
и температуры
|
Наименование,
тип элемента
|
|
Коэффициент
нагрузки
|
| 0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
| Полупроводниковые
ИМС |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
1,0 |
| 60 |
- |
- |
- |
- |
- |
- |
- |
- |
1,0 |
| 80 |
- |
- |
- |
- |
- |
- |
- |
- |
2,5 |
| Транзисторы
кремниевые |
20 |
0,16 |
0,18 |
0,20 |
0,35 |
0,43 |
0,52 |
0,63 |
- |
- |
| 40 |
0,17 |
0,20 |
0,23 |
0,40 |
0,51 |
0,59 |
0,72 |
- |
- |
| 60 |
0,19 |
0,22 |
0,26 |
0,50 |
0,61 |
0,71 |
0,85 |
- |
- |
| Транзисторы
германиевые |
20 |
0,23 |
0,26 |
0,35 |
0,42 |
0,50 |
0,70 |
0,74 |
- |
- |
| 40 |
0,32 |
0,40 |
0,55 |
0,66 |
0,81 |
1,04 |
1,22 |
- |
- |
| 60 |
0,52 |
0,63 |
0,86 |
1,10 |
1,38 |
1,65 |
1,90 |
- |
- |
| 80 |
0.69 |
0,91 |
1,25 |
1,57 |
1,92 |
2,24 |
2,59 |
- |
- |
| Диоды
кремниевые |
20 |
0,77 |
0,78 |
0,79 |
0,81 |
0,83 |
0,85 |
0,88 |
- |
- |
| 40 |
0,92 |
0,92 |
0,94 |
0,97 |
1,00 |
1,04 |
1,08 |
- |
- |
| 60 |
1,04 |
1,08 |
1,11 |
1,16 |
1,22 |
1,30 |
1,39 |
- |
- |
| Диоды
германиевые |
20 |
0,15 |
0,22 |
0,30 |
0,39 |
0,50 |
0,62 |
0,74 |
- |
- |
| 40 |
0,23 |
0,32 |
0,41 |
0,51 |
0,63 |
0,76 |
0,91 |
- |
- |
| 60 |
0,53 |
0,66 |
0,86 |
1,13 |
1,40 |
1,75 |
2,13 |
- |
- |
| Конденсаторы
керамические,
слюдяные
негерметичные |
20 |
- |
- |
0,08 |
0,10 |
0,18 |
0,23 |
- |
- |
- |
| 40 |
- |
- |
0,09 |
0,13 |
0,28 |
0,35 |
- |
- |
- |
| 60 |
- |
- |
0,12 |
0,20 |
0,45 |
0,62 |
- |
- |
- |
| 80 |
- |
- |
0,22 |
0,43 |
0,92 |
1,46 |
- |
- |
- |
| Продолжение
табл.5 |
| Конденсаторы
слюдяные
герметичные |
20 |
- |
- |
0,36 |
0,49 |
0,18 |
0,23 |
- |
- |
- |
| 40 |
- |
- |
0,42 |
0,54 |
0,28 |
0,35 |
- |
- |
- |
| 60 |
- |
- |
0,61 |
0,75 |
0,45 |
0,61 |
- |
- |
- |
| 80 |
- |
- |
0,97 |
1,40 |
0,92 |
1,46 |
- |
- |
- |
| Конденсаторы
стеклянные,
пленочные,
металлобумажные |
20 |
- |
- |
0,36 |
0,49 |
0,64 |
0,80 |
- |
- |
- |
| 40 |
- |
- |
0,42 |
0,54 |
0,80 |
1,10 |
- |
- |
- |
| 60 |
- |
- |
0,61 |
0,75 |
1,19 |
2,00 |
- |
- |
- |
| 80 |
- |
- |
0,97 |
1,40 |
2,10 |
2,80 |
- |
- |
- |
| Конденсаторы
электролитические
с алюминиевым
анодом |
20 |
- |
- |
0,48 |
0,40 |
0,48 |
0,65 |
- |
- |
- |
| 40 |
- |
- |
0,90 |
0,64 |
0,90 |
1,24 |
- |
- |
- |
| 60 |
- |
- |
2,10 |
1,80 |
2,10 |
2,30 |
- |
- |
- |
| 80 |
- |
- |
5,60 |
4,40 |
5,60 |
7,00 |
- |
- |
- |
| Конденсаторы
электролитические
с танталовым
анодом |
20 |
- |
- |
0,20 |
0,20 |
0,20 |
0,39 |
- |
- |
- |
| 40 |
- |
- |
0,30 |
0,30 |
0,30 |
0,47 |
- |
- |
- |
| 60 |
- |
- |
0,50 |
0,50 |
0,50 |
0,70 |
- |
- |
- |
| 80 |
- |
- |
0,80 |
0,80 |
0,80 |
1,05 |
- |
- |
- |
| Резисторы
непроволочные |
20 |
0,20 |
0,26 |
0,35 |
0,42 |
0,50 |
0,60 |
0,72 |
0,84 |
1,00 |
| 40 |
0,33 |
0,42 |
0,51 |
0,60 |
0,76 |
0,94 |
1,11 |
1,38 |
1,71 |
| 60 |
0,47 |
0,56 |
0,67 |
0,82 |
1,08 |
1,43 |
1,70 |
2,17 |
2,81 |
| 80 |
0,61 |
0,71 |
0,84 |
1,07 |
1,46 |
2,05 |
2,48 |
3,31 |
4,40 |
| Резисторы
проволочные |
20 |
0,02 |
0,02 |
0,05 |
0,10 |
0,20 |
0,34 |
0,61 |
0,73 |
1,00 |
| 40 |
0,06 |
0,06 |
0,11 |
0,19 |
0,32 |
0,53 |
0,69 |
0,92 |
1,29 |
| 60 |
0,10 |
0,10 |
0,17 |
0,30 |
0,47 |
0,73 |
0,96 |
1,29 |
1,95 |
| 80 |
0,15 |
0,16 |
0,23 |
0,40 |
0,67 |
0,99 |
1,37 |
2,03 |
3,28 |
| Моточные
изделия, трансформаторы |
20 |
- |
0,1 |
0,1 |
0,1 |
0,2 |
0,3 |
0,6 |
0,8 |
1,0 |
| 40 |
- |
0,1 |
0,2 |
0,2 |
0,5 |
1,2 |
1,8 |
2,4 |
3,0 |
| 60 |
- |
0,2 |
0,3 |
0,4 |
1,2 |
2,5 |
4,1 |
6,4 |
8,6 |
| 70 |
- |
0,3 |
0,4 |
0,6 |
2,0 |
4,2 |
7,2 |
10,7 |
14,0 |
| Электровакуумные
диоды и триоды |
20 |
0,63 |
0,66 |
0,70 |
0,75 |
0,80 |
0,85 |
0,90 |
0,95 |
1,00 |
| 40 |
0,63 |
0,66 |
0,70 |
0,76 |
0,82 |
0,87 |
0,93 |
0,01 |
1,10 |
| 60 |
0,68 |
0,73 |
0,76 |
0,83 |
0,91 |
1,00 |
1,07 |
0,20 |
1,35 |
| 80 |
0,78 |
0,83 |
0,88 |
0,98 |
1,07 |
1,18 |
1,30 |
0,50 |
1,71 |
| Электровакуумные
тетроды и пентоды |
20 |
- |
- |
0,70 |
0,73 |
0,76 |
0,83 |
0,87 |
0,92 |
1,00 |
| 40 |
- |
- |
0,82 |
0,87 |
0,90 |
0,96 |
1,02 |
1,10 |
1,25 |
| 60 |
- |
- |
0,96 |
1,02 |
1,10 |
1,18 |
1,27 |
1,45 |
1,65 |
| 80 |
- |
- |
1,09 |
1,20 |
1,30 |
1,41 |
1,55 |
1,80 |
1.97 |
| ЭЛТ |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
1,00 |
| 40 |
- |
- |
- |
- |
- |
- |
- |
- |
1,28 |
| 60 |
- |
- |
- |
- |
- |
- |
- |
- |
1,50 |
| 80 |
- |
- |
- |
- |
- |
- |
- |
- |
1.70 |
Список
использованной
литературы
Алексеенко
А.Г. Основы
микросхемотехники.
Элементы морфологии
микроэлектронной
аппаратуры.
Изд. 2-е перераб.
и доп. – М.: Советское
радио, 1977.– 408 с.
Вершинин
О.Е., Мироненко
И.Г. Монтаж
радиоэлектронной
аппаратуры
и приборов:
Учеб. для ПТУ.
– М.: Высшая школа,
1991.–208 с.
Вишняков
В.А. Надежность
электронной
аппаратуры:
учебное пособие.
– Ярославль:
ЯПИ, 1988,–64 с.

Содержание
1 Структура
предприятия
УППО 1
2 Технология
изготовления
печатных плат 3
Организационные
и технологические
предпосылки
автомати-
зации
монтажных
работ
3
2.2 Методы
конструирования
РЭА на печатных
платах 4
2.3 Классификация
печатных плат 4
2.4 Технологические
процессы изготовления
печатных плат 4
2.5 Методы
изготовления
многослойных
печатных плат 8
2.6 Основы
безопасности
производства
печатных плат 10
3 Элементы
теории надежности 11
3.1 Основные
понятия и
определения 11
3.2 Физическая
надежность
элементов
ЭА 15
Приложение
19
Список
использованной
литературы 24 |