Российский государственный профессионально педагогический университет
Контрольная работа
По предмету: «Технология и оборудование сварки»
Вариант 9
Выполнил студент гр. ЗСМ 411
Соколов М. В.
Проверил Преподаватель
_________________
Екатеринбург
2004
Содержание
1.Описать конструкцию и принцип действия
универсальных газовых горелок
(с указанием марки и технических характеристик) для
сварки, резки и подогрева металлов. 3
2. Обосновать выбор технологии газовой сварки
легированной стали З0ХГСА. При рассмотрении
этого вопроса выявить связь выбранного режима
(предварительного, сопутствующего и последующего
подогрева) с составом стали, структурными
изменениями в металле шва и зоне термического
влияния. Результаты оформить в виде таблиц. 9
3. Условия и требования к разрезаемому металлу,
определяющие возможность протекания процесса резки.
Рассчитать расход режущего кислорода при
ручной кислородной резке
стали толщиной 50-100мм и 500мм. 13
4. Список литературы 16
1.Описать конструкцию и принцип действия универсальных газовых горелок (с указанием марки и технических характеристик) для сварки, резки и подогрева металлов.
Горелка – это устройство, предназначенное для получения пламени необходимой тепловой мощности, размеров и формы. Все существующие конструкции газо-плазменных горелок можно классифицировать следующим образом:
1) по способу подачи горючего газа в смесительную камеру — инжекторные и безынжекторные;
2) по мощности пламени — микро мощности (10—60 дм3
/ч ацетилена); малой мощности (25—400 дм3
/ч ацетилена); средней мощности (50—2800 дм3
/ч ацетилена) и большой мощности (2800— 7000 дм3
/ч ацетилена);
3) по назначению — универсальные (сварка, резка, пайка, наплавка, подогрев); специализированные (только сварка или только подогрев, закалочные и пр.);
4) по числу рабочих пламен — одноплеменные и многопламенные;
5) по способу применения — для ручных способов газопламенной обработки; для механизированных процессов.
Инжекторные горелки. Кислород через ниппель / инжекторной горелки проходит под избыточным давлением 0,1—0,4 МПа (1 — 4 кгс/см2
) и с большой скоростью выходит из центрального канала инжектора 8(рис. 1). При этом струя кислорода создает разрежение в ацетиленовых каналах рукоятки 3, за счет которого ацетилен подсасывается (инжектируется) в смесительную камеру 10,откуда образовавшаяся горючая смесь направляется в мундшук 13и на выходе сгорает. Инжекторные горелки нормально работают при избыточном давлении поступающего ацетилена 0,001 МПа (0,01 кгс/см2
) и выше.
Повышение давления горючего газа перед горелкой облегчает работу инжектора и улучшает регулировку пламени, хотя при этих условиях приходится прикрывать вентиль горючего газа на горелке, что может привести к возникновению хлопков и обратных ударов пламени. Поэтому при использовании инжекторных горелок рекомендуется поддерживать перед ними давление ацетилена (при работе от баллона) в пределах 0,02—0,05 МПа (0,2—0,5 кгс/см2
).
Реклама

Рис. 1. Инжекторная горелка:

1 — кислородный ниппель; 2 — ацетиленовый ниппель; 3 — рукоятка; 4 — кислородная трубка; 5 — вентиль для кислорода; 6 — корпус; 7 — вентиль для ацетилена; 8 — инжектор; 9 — накидная гайка; 10 — смесительная камера; 11 — наконечник; 12 — соединительный ниппель; 13 — мундштук
Инжекторные горелки рассчитывают таким образом, чтобы они обеспечивали некоторый запас ацетилена, т. е. при полном открытии ацетиленового вентиля горелки расход ацетилена увеличивался бы по сравнению с паспортным для инжекторных горелок — не менее чем на 15%; для инжекторных резаков — не менее чем на 10% максимального паспортного расхода ацетилена.
На рис. 2 показаны в качестве примера конструкции инжекторных горелок средней мощности ГС-3 и малой мощности ГС-2 для сварки металлов. Горелки снабжают набором сменных наконечников, различающихся расходом газа и предназначаемых для сварки металлов разной толщины. Номер требуемого наконечника выбирают в соответствии с требуемой тепловой мощностью пламени, выраженной в дм3
/ч ацетилена. К рукоятке горелки ГС-3 можно присоединять и другие наконечники, например многопламенные для подогрева, для пайки, вставные резаки для резки металла
Рис. 2. Внешний вид и разрез горелок
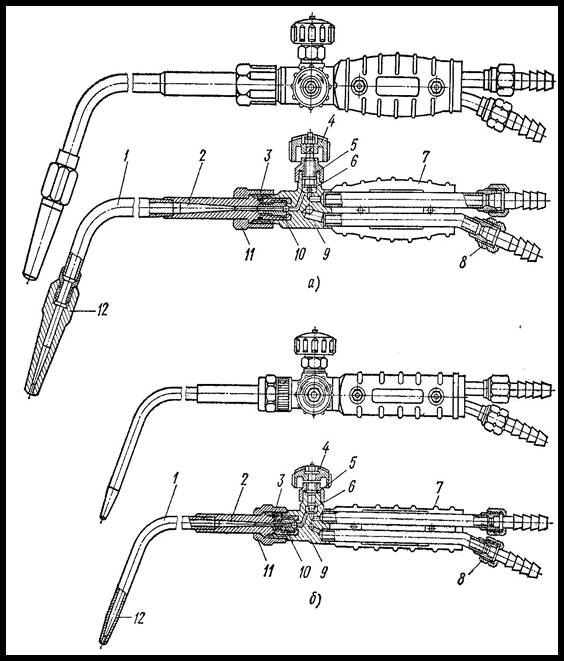
а)— типа ГС-3; б) — типа ГС-2; 1 — трубка наконечника; 2 — смесительная камера; 3 и 5 — уплотнительные кольца из масло термостойкой резины; 5 — маховичок; 6 — шариковый клапан; 7 — пластмассовая рукоятка; 8 — ацетиленовый ниппель; 9 — корпус; 10 — инжектор; 11 — накидная гайка; 12 — мундштук
Для сварки и наплавки металлов большой толщины, нагрева и других работ, требующих пламени большой мощности, используют инжекторные горелки ГС-4 с наконечниками № 8 и 9:
№ наконечника89
Расход газов, дм3
/ч:
ацетилена...... 2800—4500 4500—7000
кислорода...... 3100—5000 5000—8000
Толщина свариваемой
стали, мм....... 30—5050—100
В наконечниках ГС-4 инжектор и смесительная камера установлены непосредственно перед мундштуком. Горючий газ подается в инжектор по трубке, расположенной внутри трубки подачи кислорода. Этим предупреждается нагревание горючего газа и смесиотраженной теплотой пламени, что снижает вероятность обратных ударов пламени и хлопков при использовании пламени большой мощности. Горелка ГС-4 может работать на пропан бутане, для чего снабжена двумя наконечниками с сетчатыми мундштуками, рассчитанными на расходы: № 8 — пропан бутана 1,7—2,7, кислорода 6—9,5 м3
/ч; № 9 — пропан бутана 2,7—4,2, кислорода 9,5— 14,7 м3
/ч.
Реклама

Рис. 3. Наконечник с подогревателем для сварки на пропан бутане
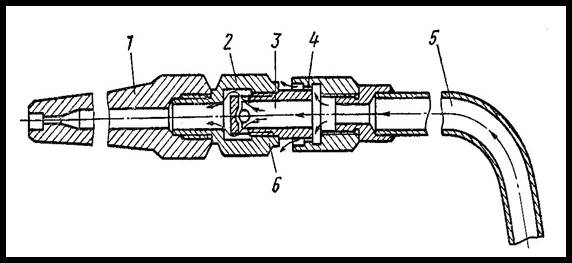
1 — мундштук; 2 — подогревающая камера; 3 — подогреватель; 4 — сопла подогревателя; 5 — трубка горючей смеси; 6 — подогревающие пламена.
Мундштуки горелок малой мощности или имеющих водяное охлаждение изготовляют из латуни ЛС59-1. В горелках средней мощности мундштуки для лучшего отвода теплоты изготовляют из меди МЗ или хромистой бронзы Бр Х0,5, к которой не так пристают брызги расплавленного металла. Для получения пламени правильной формы и устойчивого его горения выходной канал не должен иметь заусенцев, вмятин и других дефектов, а внутренняя поверхность канала должна быть чисто обработана. Снаружи мундштук рекомендуется полировать.
Горелки для газов заменителей отличаются от ацетиленовых тем, что снабжены устройством для дополнительного подогрева иперемешивания газовой смеси до выхода ее из канала мундштука. Серийно выпускаемые горелки ГЗУ-2-62 и ГЗМ-2-62М для этого имеют подогреватель и подогревательную камеру, расположенные на наконечниках между трубкой подвода горючей смеси и мундштуком (рис. 3).Часть потока смеси (5—10%) выходит через дополнительные сопла подогревателя и сгорает, образуя факелы, подогревающие камеру из коррозионно-стойкой стали. Температура смеси на выходе из мундштука повышается на 300—350° С и соответственно возрастает скорость сгорания и температура основного сварочного пламени. Горелки могут работать на пропан-бутан-кислородной и метан-кислородной смеси; ими можно сваривать стали толщиной до 5 мм (в отдельных случаях до 12 мм) с удовлетворительными показателями по производительности и качеству сварки. Наконечники этих горелок рассчитаны на следующие расходы газов:
№ наконечника 0 1 2 3
Расход, дм3
/ч:
пропан-бутана 15—40 30-70 70—140 140-240
кислорода 50—140 105—260 260—540 520-840
№ наконечника 4 5 6 7
Расход, дм3
/ч:
пропан-бутана 240—400 400—650 650—1050 1650—1700
кислорода........ 840—1400 1350—2200 2200—3600 3500—5800
При переводе на пропан-бутан горелок, рассчитанных для работы на ацетилене, следует брать наконечник, на два номера больший, и ввертывать в него мундштук, на один номер больший, а инжектор — на один номер меньший, чем при сварке металла той же толщины на ацетиленокислородной смеси.
Специальные наконечники.
Для сварки в тяжелых условиях нагрева, например крупных чугунных отливок с подогревом, применяют специальные теплоустойчивые наконечники НАТ-5-6 и НАТ-5-7. В этих наконечниках мундштук и трубка снабжены теплоизоляционной прослойкой из асбеста, разведенного на воде или жидком стекле, и покрыты сверху кожухом из стали Х25Т. Они могут длительно работать без хлопков и обратных ударов. Для этих работ используют также обычные наконечники, снабженные дополнительной трубкой для подвода охлаждающего воздуха.
Безынжекторные горелки. В
отличие от инжекторных в данных горелках сохраняется постоянный состав смеси в течение всего времени работы горелки, независимо от ее нагрева отраженной теплотой пламени. В, инжекторных же горелках нагрев мундштука и смесительной камеры ухудшает инжектирующее действие струи кислорода, вследствие чего поступление ацетилена уменьшается и смесь обогащается кислородом. Это приводит к хлопкам и обратным ударам пламени, — приходится прерывать сварку и охлаждать наконечник.
Безынжекторные горелки, в которых ацетилен и кислород поступают в смесительное устройство под равными давлениями, принагревании не меняют состава смеси, поскольку при нагревании мундштука если и уменьшается поступление газов в горелку, то оно одинаково как для кислорода, так и для ацетилена. Следовательно, относительное содержание их в смеси, т. е. состав смеси, остается постоянным. На рис. 4, а
показана схема безынжекторной горелки, на рис. 4, б
— схема устройства для питания безынжекторной горелки ГАР (равного давления).кислородом и ацетиленом через постовой беспружинный регулятор ДКР (см. рис. 23). Горелка ГАР комплектуется семью наконечниками на расходы ацетилена 50—2800 дм3
/ч. Каждый наконечник имеет смесительную камеру с двумя калиброванными отверстиями: центральным для кислорода и боковым для ацетилена.
Рис 4. Безынжекторная горелка
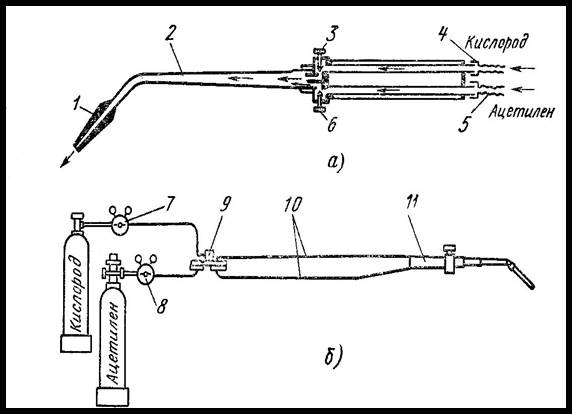
1 — мундштук; 2 — трубка наконечника; 3 — вентиль кислорода; 4 — ниппель кислорода; 5 — ниппель ацетилена; 6 — вентиль ацетилена; 7 — редуктор кислородный; 8 — редуктор ацетиленовый; 9 — регулятор ДКР; 10 — шланги; 11 — горелка ГАР
Камерно-вихревые горелки.
Для некоторых процессов газопламенной обработки — нагрева, пайки, сварки пластмасс и т. п. не требуется высокой температуры ацетиленокислородного пламени. Для этих процессов можно использовать камерно-вихревые горелки, работающие на пропано-воздушной смеси. В этих горелках вместо мундштука имеется камера сгорания, в которую поступают пропан и воздух под давлением 0,05—0,2 МПа (0,5—2 кгс/см2
). Пропан подается в камеру через центральный канал, а воздух, вызывающий также вихреобразование, поступает по многозаходной спирали, обеспечивающей «закрутку» газовой смеси в камере сгорания. Продукты сгорания выходят через концевое сопло камеры сгорания с большой скоростью, образуя пламя достаточно высокой температуры (1500—1600° С). Горелки позволяют получать пламя с температурой 350—1700° С.
Горелки специальные.
К таким горелкам относятся, например, многопламенные для очистки металла от ржавчины и краски;газо-воздушные для пайки и нагрева, работающие на ацетилене газах заменителях; керосино кислородные для распыленного жидкого горючего; многопламенные кольцевые для газопрессовой сварки; для поверхностной закалки; для пламенной наплавки; для сварки термопластов и многие другие.
Принципы устройства и конструкции их во многом аналогичны используемым для сварочных горелок. Отличие состоит в основном; в тепловой мощности и размерах пламени или суммы пламен (при многопламенных горелках), а также размерах и форме мундштука.
2. Обосновать выбор технологии газовой сварки легированной стали З0ХГСА. При рассмотрении этого вопроса выявить связь выбранного режима (предварительного, сопутствующего и последующего подогрева) с составом стали, структурными изменениями в металле шва и зоне термического влияния. Результаты оформить в виде таблицы.
Газовая сварка характеризуется высокими значениями вводимой в изделие удельной энергии εи
достигающими величин порядка 200—400 Дж/мм2
, большей зоной теплового влияния, меньшей производительностью, чем дуговая сварка.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали; при ремонтной сварке литых изделий из чугуна, бронзы, алюминиевых сплавов; при монтажной сварке стыков трубопроводов малых и средних диаметров (до 100 мм) с толщиной стенки до 5 мм и фасонных частей к ним; при сварке узлов конструкций из тонкостенных труб; при сварке изделий из алюминия и его сплавов, меди, латуни и свинца; при наплавке латуни и бронзы на детали из стали и чугуна; при наплавке твердых и износоустойчивых сплавов, а также при сварке ковкого и высокопрочного чугуна с применением прутков из латуни и бронзы.
Газовой сваркой можно сваривать почти все металлы, используемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой. Простота оборудования, независимость от источника энергоснабжения, возможность широкого регулирования скорости нагрева и охлаждения металла при сварке позволяют применять этот процесс при ремонтных и монтажных работах. Сталь толщиной свыше 6 мм газовой сваркой соединяют редко.
Таблица 1.
Влияние примесей на свойства металла шва и около шовной зоны
| Наименование, химический символ примеси |
В каком виде находится примесь в металле |
Взаимодействие с кислородом металла сварочной ванны, шлака, газа |
Дефекты сварной конструкции |
Причины образования трещин |
Допустимость (желательна \нежелательна) присутствия примеси в |
Максимально допустимое содержание примеси в % |
Характерные свойства основного металла при наличии данной примеси |
Свариваемость металла |
| В около шовной зоне |
В металле шва |
Холодных |
Горячих |
Основном металле |
Присадочной проволоке |
| Включение окислов, непровар |
Таблица 2.
| Свариваемый металл |
Пламя и его мощность дм3
/ч |
Присадочная проволока |
Флюсы |
Термообработка после сварки |
Способ сварки |
Наличие трещин |
Нагрев перед сваркой |
Свариваемость |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
| 30ХГСА |
75-100 |
Св-08
Св-08А
Св-18ХГСА
Св-18ХМА
|
3. Условия и требования к разрезаемому металлу, определяющие возможность протекания процесса резки. Рассчитать расход режущего кислорода при ручной кислородной резке стали толщиной 50-100мм и 500мм.
Подвергаемый газовой резке металл должен удовлетворять ряду определенных условий (требований).
Температура плавления металла должна быть выше температуры воспламенения его в кислороде (температуры начала интенсивного окисления металла). В противном случае металл под действием подогревающего пламени резака будет плавиться и принудительно удаляться кислородной струей без необходимого окисления, характеризующего процесс газовой резки. При этих условиях шлак не образуется, и расплавляемый металл, трудно удаляемый кислородной струей, будет образовывать на кромках реза наплывы. При этом производительность процесса крайне низкая, рез большой ширины и исключительно неровный.
Низкоуглеродистая сталь этому условию удовлетворяет. Температура ее плавления составляет ~ 1500° С, а температура воспламенения в кислороде 1350—1360° С. Однако с повышением содержания углерода в стали способность ее поддаваться газовой резке падает (так как температура плавления стали снижается, а температура воспламенения в кислороде возрастает). Кроме того, в образующихся при резке шлаках увеличивается количество не окисленного железа, сильно затрудняющего процесс резки из-за образования грата (сплава шлака с металлом), трудно отделяемого от кромок реза. Тем более не поддается газовой резке чугун, содержание углерода в котором составляет более 1, 7%.
Температура плавления металла должна быть выше температуры плавления образуемых в процессе резки окислов.
Низкоуглеродистая сталь образует три окисла железа: FeO с температурой плавления 1270° С, Fe3
O4
с температурой плавления 1538°С и Fe2
. O3
с температурой плавления 1562°С. Допуская, что нее эти окислы железа присутствуют в шлаке, температура плавления которого в среднем ниже 1500° С, можно считать, что низкоуглеродистая сталь удовлетворяет и этому условию, тем более, что на поверхности ее при нагревании не образуется пленки тугоплавких окислов, препятствующих контакту кислородной струи с металлом. Однако целый ряд металлов и сплавов, например алюминий, магний, сплавы этих металлов, а также высоколегированные стали, содержащие высокий процент хрома, этому условию резки не удовлетворяют. При нагревании этих сплавов в процессе резки на их поверхности образуется пленка тугоплавкого окисла, изолирующая металл от контакта с кислородом.
Тепловой эффект образования окисла металла должен быть достаточно высоким. Это условие диктуется тем, что при резке стали, подогревающее пламя резака сообщает металлу сравнительно небольшую часть теплоты — около 5—30% ее общего количества, выделяемого в процессе резки. Основное же количество теплоты (70—95%) выделяется при окислении металла.
Низкоуглеродистая сталь образует при резке три окисла железа, выделяющих при своем образовании в среднем около 627 — 666, 8 кДж/моль (150—160 ккал/г-мол). Этого количества теплоты оказывается достаточно, для протекания эффективного процесса газовой резки стали.
Иначе обстоит дело с резкой меди и ее сплавов. Помимо высокой тепло производительности меди, сильно затрудняющей начало процесса резки, главной причиной, делающей газовую резку меди невозможной, является низкое тепловыделение при окислении, поскольку при образовании СиО выделяется теплоты всего 156, 8 кДж/моль (37, 5 ккал/г-мол), а при образовании Си2
О 169, 7 кДж/моль (40, 6 ккал/г-мол). Этого количества теплоты для начала и поддержания процесса резки меди недостаточно, в связи с чем процесс газовой резки этого металла невозможен.
Консистенция образующихся окислов Должна быть жидкой, т. е. появляющиеся при резке шлаки должны быть жидкотекучими. Это условие хорошо выполняется при резке низко- и среднеуглеродистой стали, низколегированной стали и титановых сплавов.
Газовая резка сплавов, содержащих высокий процент кремния пли хрома сильно затруднена или невозможна. Так, например, невозможна резка серого чугуна, содержащего высокий процент кремния (до 3,5—4,5%), окись которого (SiO2
) сильно повышает вязкость.
Теплопроводность металла должна быть возможно низкой. В противном случае бывает трудно, а иногда и невозможно (при большой массе высокотеплопроводного металла) достигнуть концентрированного нагрева металла.
Низкоуглеродистая сталь, теплопроводность которой невелика {коэффициент теплопроводности λ =
0,63 Дж/(см. сК) [λ, = 0,12 кал/(см. -с-° С]}, не вызывает трудностей ни в начальный момент, ни в процессе резки. В этом случае подогрев металла в начальной точке реза до воспламенения осуществляется быстро, без заметного отвода теплоты в массу разрезаемого металла.
Что касается начального подогрева до воспламенения таких металлов, как медь и алюминий, то для этих металлов из-за высокой теплопроводности начальный подогрев связан с большими трудностями и в большинстве случаев становится возможным только после предварительного подогрева разрезаемых листов или заготовок до достаточно высокой температуры (меди до 700—800° С, алюминия до 300—500° С). Высокая теплопроводность меди и алюминия — одна из причин, затрудняющих и делающих невозможной газовую резку этих металлов.
Анализируя приведенные выше условия газовой резки, можно констатировать, что всем этим условиям хорошо удовлетворяет чистое железо и низкоуглеродистая сталь. С повышением содержания углерода в стали способность ее поддаваться газовой резке падает.
Список литературы
1. А. И. Акулов, Г. А. Бельчук, В. П. Демянцевич «Технология и оборудование сварки плавлением»
2. Г. Б. Евсеев, Д. Л. Глизманенко «Оборудование и технология газопламенной обработки металлов и неметаллических материалов»
3. Г. Л. Петров «Сварочные материалы»
|
