СОДЕРЖАНИЕ
Введение....................................................................................................................
1. Изготовление кухонного стола......................................................................
1.1. Назначение кухонного стола, его устройство и классификация.........
1.2. Описание технологического процесса...................................................
1.2.1. Выбор материала............................................................................
1.2.2. Сушка древесины...........................................................................
1.2.3. Раскрой черновых заготовок.........................................................
1.2.4. Обработка черновых заготовок.....................................................
1.2.5. Склеивание и облицовывание заготовок......................................
1.2.6. Повторная обработка черновых склеенных и облицованных заготовок....................................................................................................
1.2.7. Обработка чистовых заготовок.....................................................
1.2.8. Предварительная сборка изделий.................................................
1.2.9. Отделка поверхности столярно-мебельного изделия.................
1.2.9.1. Отделочная подготовку поверхности древесины (обессмолевание, отбеливание, сушка и шлифование)...................
1.2.9.2. Нанесение отделочных материалов (лакирование)............
1.2.9.3. Сушка......................................................................................
1.2.9.4. Облагораживание покрытия, шлифование, полирование.
1.2.10. Окончательная сборка изделия...................................................
2. Экономическая часть.......................................................................................
3. Безопасные приемы работы............................................................................
4. Графическая часть...........................................................................................
5. Технологическая карта....................................................................................
Реклама

Литература.................................................................................................................
|
3
5
5
5
5
6
7
9
9
11
11
12
12
12
14
15
16
17
18
20
25
27
28
|
ВВЕДЕНИЕ
В настоящее время перед мебельной промышленностью поставлены задачи повышения качества и улучшения ее ассортимента, а также снижение материалоемкости и трудоемкости выпускаемых изделий. Эти мероприятия планируется выполнить главным образом за счет широкого внедрения в мебельную промышленность последних достижений науки и техники.
На конструкцию и форму мебели оказывает влияние выбранный стиль. Под стилем понимают единство применения определенных принципов архитектуры и форм украшений в разных областях жизни. Применительно к истории развития форм и конструкции мебели существуют следующие основные важнейшие эпохи стилей мебели, а именно:
- народная мебель - первая четверть XVIII в.;
- барокко - середина XVIII в.;
- русский классицизм - конец XVIII в.;
- русский ампир - с 1830 г.;
- бидермайер - с 1850 г.;
- элементы различных стилей - конец XIX в.;
- модерн и псевдорусский стиль - начало XX в.;
- функционально-конструкторский - настоящее время.
Экономический кризис, который овладел реальным сектором экономики т.е. промышленностью, коснулся и деревообрабатывающих отрасли производства. Сложившееся бедственное положение предприятий деревообрабатывающей отрасли вызвано, прежде всего, падением объемов производства, ослаблением научно-технического потенциала, сокращением инвестиционной деятельности и другими причинами.
Для того, чтобы стабилизировать сложившеюся обстановку, необходимо проводить политику поддержки отечественных производителей, одним из элементов которой является увеличение объемов инвестиций в производство. Инвестиции являются основным движущим инструментом развития производства. Они влекут за собой внедрение новых технологий, повышение квалификации работников, в целом – оживление отрасли.
Выбранную нами область деятельности мы считаем одной из наиболее перспективных. На всех этапах развития люди пытались по мере возможности как-то благоустроить свой быт. С годами потребности и требования людей увеличились и усовершенствовались.
По мере увеличения производства мебели и насыщения ею рынка резко повышаются требования покупателя к ее качеству и ассортименту. В условиях, когда дефицит на мебель стал меньше, особое значение приобретает изучение текущей и перспективной потребности и спроса населения на мебель.
Реклама

Гибкость в производстве и наличие своей производственной базы всегда позволяет вовремя реагировать на изменение потребности рынка, что дает возможность всегда оставаться конкурентоспособными в данном сегменте рынка.
Очевидно, что потребность в мебели всегда больше спроса в ней. Спрос на мебель имеет неразрывную связь с планированием ее производства. Это обусловлено тем, что объем производства мебели должен приближаться или полностью соответствовать величине спроса на нее.
1. ИЗГОТОВЛЕНИЕ КУХОННОГО СТОЛА
1.1. Назначение кухонного стола, его устройство и классификация.
Кухонный стол предназначен для приготовления на нем пищи. В связи с назначением основными качествами кухонного стола являются:
устойчивость;
влаговыносливость;
жаропрочность;
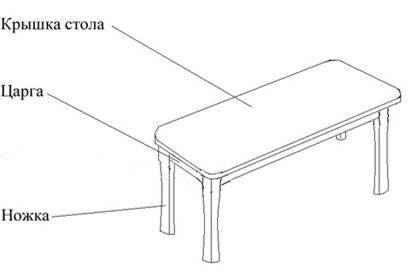
Устройство кухонного стола:
 
1.2. Описание технологического процесса.
1.2.1. Выбор материала.
Вообще для изготовления кухонного стола можно применять доски. Но не любая доска для этого подойдет. Нужны доски из высокосортной древесины, без дефектов. Иначе стол не будет иметь хорошего вида. Кроме того, для получения столешницы невозможно подобрать доски нужных размеров и приходится сплачивать доски по ширине.
Необходимо помнить также и о том, что со временем доски усыхают и могут изменить свою форму, покоробиться и даже потрескаться. Поэтому более подходящими для изготовления столешницы являются полуфабрикаты в виде широкоразмерных слоистых плит из древесины.
В отличие от досок широкие плиты позволяют обходиться без трудоемкого сплачивания досок по ширине и, что особенно важно, благодаря слоистой структуре они не подвержены короблению и растрескиванию от усыхания.
Из многих разновидностей плит, выпускаемых промышленностью, для изготовления стола наиболее подходит древесностружечная плита, включающая спрессованную на клею массу из древесных стружек и облицовочные слои бумажно-слоистого пластика. (Рис. 1).

Рис. 1. Древесностружечная плита.
Размер крышки стола 500 мм по ширине и 1000 мм по длине. Толщина
плиты 20 мм.
Ножки кухонного стола изготовляют из деревянных брусков размерами 1000Х50Х50 мм. Для изготовления царги используют доски размерами 80 мм по ширине и 25 мм по толщине. Угловые сухари изготовляют из брусков 60Х30 мм.
Оптимальным выбором породы древесины для ножек и царги является сосна, т.к. она обладает достаточной твердостью при высоких водоотталкивающих свойствах.
1.2.2. Сушка древесины.
Сушка древесины – важный элемент мебельного производства. Сушка древесины атмосферная. Проводится сушка в течение 5-6 месяцев в сухом и темном помещении до нужной влажности 12%.
Для изготовления брусков и досок используется только высушенная древесина влажностью 8-10%.
1.2.3. Раскрой черновых заготовок.
Раскрой начинают с верхнего ребра торцовой кромки доски, делая первое движение пилой на себя снизу вверх. Перед пилением полотно устанавливают на ребро кромки по ногтю большого пальца левой руки. Пилить надо всеми зубьями нарезанной части полотна.
Пиление вдоль волокон при вертикально установленном материале применяют для получения черновых заготовок и деталей. Обрабатываемый материал после разметки закрепляют в верстаке прижимной коробкой так, чтобы торцовая кромка заготовки была расположена не выше уровня локтя, а долевая кромка прижата к рабочей доске верстака.
Разметку производят карандашом по линейке или рейсмусом. При раскрое черновых заготовок по ширине припуск на последующую обработку составляет не более 1 мм, шипы и проушины запиливают без припуска по нанесенным рейсмусом рискам лучковыми пилами с зубьями для продольной и поперечной распиловок. Полотно пилы должно находиться под углом 30...45° к осям стоек.
Раскрой черновых заготовок начинают с торцовой кромки заготовки, запиливание шипов и проушин с заднего ребра торцовой кромки заготовки.
 По мере увеличения длины пропила заготовку поднимают и закрепляют вновь. При этом пилу вынимают из пропила. Раскрой заканчивают, закрепляя заготовку наклонно, что позволяет видеть риску до окончания пиления. Кроме того, раскрой можно произвести с помощью круглопильного станка или циркулярной электропилы (рис. 2.). По мере увеличения длины пропила заготовку поднимают и закрепляют вновь. При этом пилу вынимают из пропила. Раскрой заканчивают, закрепляя заготовку наклонно, что позволяет видеть риску до окончания пиления. Кроме того, раскрой можно произвести с помощью круглопильного станка или циркулярной электропилы (рис. 2.).
Крышку стола выпиливают по разметке 500Х1000 мм с допуском по 1 мм с каждой стороны. Толщина плиты должна быть 20 мм.
Рис. 2. Циркулярная электропила.
Крышку располагают на поддерживающих ее опорах — ножках с царгами так, чтобы образовались свесы, размеры которых обычно принимают равными 20—40 мм.
Ножки стола изготовляют из деревянных брусков размерами 50Х50 мм. Книзу размеры ножек уменьшают до 30Х30 мм. Из-за большой высоты ножек царгам тоже придают большие размеры: 80 мм по высоте, 25 мм по толщине.
Существенной особенностью ножек стола является то, что их, как правило, не соединяют проножками, так как проножки мешают удобно сидеть за столом. Поэтому очень важное значение для устойчивости стола приобретают угловые сухари. Их изготовляют из брусков 60Х30 мм и присоединяют к царгам косыми четверными шипами на клею.
Шипы изготавливают на токарном станке. Токарные станки предназначены для обработки деталей с поверхностями, имеющими форму тела вращения. Обработка деталей на токарных станках осуществляется вследствие вращения заготовки.
По устройству токарные станки аналогичны, однако некоторые узлы имеют различия. Так, для крепления заготовок в центровых станках имеются специальные центрирующие устройства, а в лобовых—планшайбы, на которых крепятся и обрабатываются заготовки. В столярно-мебельном производстве применяют токарные станки ТП40-1,
ТС40 и ТС63-1.

Рис. 2. Токарный станок.
1 – передняя бабка;
2 – станина;
3 – подручник;
4 – задняя бабка.
Токарный станок (рис. 2) состоит из станины, передней бабки, в которой смонтирован в подшипниках шпиндель, вращающийся от электродвигателя при помощи ременной передачи. Для изменения скорости вращения шпинделя применяют ступенчатые шкивы или электродвигатели с бесступенчатым изменением скорости. Задняя бабка с размещенным в ней центрирующим устройством передвигается по направляющим станины в нужное положение в зависимости от длины заготовки. Заготовку в центрирующем устройстве зажимают при помощи маховичков, находящихся на задней бабке. Заготовку можно крепить в пустотелом патроне или на планшайбе болтами.
1.2.4. Обработка черновых заготовок.
После раскроя на черновых заготовках остаются грубые, с заусенцами кромки. Выравнивание кромки производится путем строгания. Строгание производят с помощью шерхебеля или электрофуганка (рис. 3).

Рис. 3. Электрофуганок.
1.2.5. Склеивание и облицовывание заготовок.
Технологический процесс склеивания заготовок состоит из подготовки заготовок, склеивания их пластами или кромками, обработки склеенных заготовок.
Клей наносят на одну из склеиваемых поверхностей. При нанесении клея пользуются кистями или щетками из щетины, кистями из луба.
В кухонном столе склеивают соединение ножки и сухаря с царгами. (Рис.4).
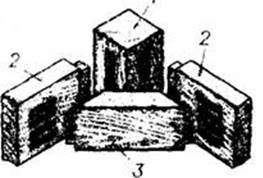
Рис.4.
1 – ножка;
2 – царга;
3 – сухарь.
Облицовывание заготовок.
В изготовлении кухонного стола пластиками облицовывают верх крышки стола и кромки плит. Для облицовывания крышки применяют декоративный бумажно-слоистый листовой пластик толщиной 1,5 мм, для облицовывания кромок — рулонный пластик толщиной 0,6 мм.
Пласты облицовывают в гидравлических прессах с обогреваемыми плитами и в прессах без подогрева карбамидными клеями, модифицированными латексом или поливинилацетатной дисперсией, казеиновыми клеями и др.
Пластики следует приклеивать к основе так, чтобы не повредить их лицевую поверхность, т. е. чтобы не происходило потускнения глянца и смятия поверхности. Для этого пластики приклеивают при относительно низких давлениях (0,3 МПа) и низких температурах (60...70°С). Время выдержки в прессах при горячем способе склеивания модифицированными клеями на основе карбамидных смол и поливинилацетатной дисперсией 8...10 мин.
Облицовывание кромок плит пластиком производят на специальных кромкооклеивающих станках непрерывного действия клеем-расплавом. Свернутый в рулон пластик подается роликом на кромку плиты, на которую предварительно наносится клеенаносящим валиком расплав клея. При движении плиты конвейером пластик к кромке плиты прижимается подпружиненными роликами и прочно приклеивается. Станок оборудован
механизмами дальнейшей обработки плиты с приклеенным пластиком.
1.2.6. Повторная обработка черновых склеенных и облицованных заготовок.
При повторной обработке исправляются дефекты от просачивания клея. Если применялись глютиновые клеи, поверхность отбеливают 6...10%-ным раствором щавелевой кислоты или 15%-ным раствором перекиси водорода. В результате отбеливания происходит осветление просочившегося клея. Отбеливание выполняют кистью или тампоном, нанося слой раствора на поверхность и смывая его теплой водой. При отбеливании необходимо пользоваться резиновыми перчатками,
1.2.7. Обработка чистовых заготовок.
Обработка чистовых заготовок (сухари, царги, ножки, крышки) производится шлифованием шлифмашинкой (рис. 5.) тканевыми шлифовальными шкурками. При этом поверхности заготовок подготавливают под отделку, а также защищают поверхность деталей.
Для получения нужной шероховатости поверхность заготовки шлифуют за два-три прохода шкурками различной зернистости. Перед последним проходом поверхность увлажняют, чтобы поднять ворс и высушивают.

Рис. 5. Шлифовальная машина с прямоугольной площадкой.
С торца царги высверливают углубления для шипов. Вставляют в них шипы, предварительно смазанные клеем. В крышке стола под эти шипы также высверливают углубления.
1.2.8. Предварительная сборка изделия.
Предварительная сборка изделия производится в следующем порядке:

Рис.6.
1 – ножка;
2 – царга;
3 – сухарь.
1) соединяют «на сухую» ножки и сухари с царгами. (Рис. 6).
 2) На получившуюся раму накладывают крышку стола так, чтобы шипы на царгах вошли в углубления столешницы. (Рис. 7). 2) На получившуюся раму накладывают крышку стола так, чтобы шипы на царгах вошли в углубления столешницы. (Рис. 7).
Рис. 7.
1 – крышка стола;
2 – рама стола.
1.2.9. Отделка поверхности столярно-мебельного изделия.
1.2.9.1. Отделочная подготовка поверхности древесины (обессмолевание, отбеливание, сушка и шлифование).
Для всех видов внешней отделки поверхность древесины
должна соответствовать шероховатости Rz
max
32—16 мкм (9—10-му классам). Поэтому сначала выполняют столярную, а затем отделочную подготовку поверхности деталей из древесины к отделке.
Основная цель столярной подготовки — и высверлить и заделать сучки и другие дефектные места, а затем отшлифовать.
Вставки и другие заделки применяются только при непрозрачной отделке поверхности деталей из древесины. Окончательное шлифование поверхностей при столярной подготовке выполняют шлифовальными шкурками различных номеров (под нитрокраски и эмали № 8—12, под масляные краски № 12—32). На поверхности под прозрачную отделку, особенно светлую, не должно оставаться грязных пятен, шероховатости, волнистости, вмятин, царапин от шкурки, вырывов и других дефектов.
Подготовка поверхности под непрозрачную отделку. Цель подготовки под непрозрачную отделку состоит в том, чтобы окончательно выровнять поверхность, уплотнить ее, обеспечить прочное сцепление древесины с лакокрасочным покрытием. Отделочная подготовка поверхности под непрозрачную отделку включает следующие операции:
1. Обессмоливание, которое осуществляют для лучшего сцепления слоя краски с поверхностью древесины на смолистых участках изделий из хвойных пород. Для обессмоливания применяют смолорастворители — бензин, спирт, скипидар, 25%-ный водный раствор ацетона, 5—10%-ный водный раствор соды (после удаления смолы поверхность протирают ацетоном), 4—5 %-ный водный раствор едкого натра.
Обессмоливающие растворы на поверхность древесины наносят травяными щетками или хлопчатобумажными кистями. Растворы, подогретые до 50 °С, лучше растворяют смолу. Растворенную смолу смывают с поверхности теплой водой. Большинство обессмоливающих средств огнеопасны или вредны для здоровья человека, поэтому чаще всего применяют раствор соды.
2. Грунтование способствует увеличению плотности древесины и лучшему сцеплению слоя краски с ней. Оно состоит в пропитывании поверхностных слоев древесины жидкими составами—грунтовками, которые быстро высыхают. Кроме пропитки поверхностных слоев, грунтовки до некоторой степени заполняют поры и после высыхания образуют твердую подстилку под лакокрасочные покрытия, с которыми они прочно сцепляются. Грунтовки на поверхность наносят кистями, тампонами, также распылением, вальцами. Современная лакокрасочная промышленность выпускает грунтовки различных составов, чаще всего на основе синтетических смол.
3. Шпатлевание применяют только для последующей непрозрачной отделки. Различают местное и сплошное шпатлевание. При местном шпатлевании шпатлевкой заполняют более значительные неровности, которые встречаются на поверхности древесины в отдельных местах (вырывы, трещины и т. п.). Сплошное шпатлевание окончательно выравнивает поверхность деталей и одновременно повышает ее плотность. Шпатлевку наносят шпателем вручную.
Отбеливание пятнистой поверхности (особенно при пробитии клея в процессе облицовывания) выполняют, если эта поверхность отделывается в светлый цвет. Отбеливанием восстанавливают натуральный цвет древесины, для чего применяют различные растворы. Это перекись водорода (15%-ный водный раствор, в который добавляют нашатырный спирт), хлорная известь, растворенная в воде до густоты пасты, щавелевая кислота (5—10%-ный водный раствор).
Удаление ворса делают для того, чтобы поверхность стала гладкой. Это способствует равномерному нанесению отделочных материалов, а значит и их экономии. Ворс удаляют шлифованием поверхности мелкозернистыми шкурками (№ 6—12), предварительно увлажнив поверхность 3—5%-ным клеевым раствором при помощи губки или тампона. Ворс можно удалить и в процессе грунтования, где функцию клеевого раствора выполняет грунтовка или первый слой отделочного материала. После высушивания поверхность шлифуют шлифовальными шкурками № 6—8.
1.2.9.2. Нанесение отделочных материалов (лакирование).
Лакокрасочные материалы на подготовленную поверхность деталей наносят вручную кистями или тампонами, а также механизированно — распылением, наливом, окунанием и на вальцовых станках.
Нанесение лакокрасочных материалов распылением. Этим
способом можно наносить все виды лакокрасочных материалов
на любые поверхности (горизонтальные, вертикальные, криволинейные и профильные). Причем производительность труда повышается в 5—6 раз по сравнению с ручным способом. Распыление лакокрасочных материалов выполняют различными методами: сжатым воздухом, перегретым паром, электростатическим, механическим и электромеханическим.
Наиболее распространен способ нанесения лакокрасочных материалов сжатым воздухом (пневматическое распыление), который подается в пистолет-распылитель под давлением 0,3—0,5 МПа. Отделочный материал из распылителя подается под давлением 0,02—0,15 МПа. Встречая на своем пути сильный воздушный поток, отделочный материал распыляется форсункой пистолета и ложится на отделываемую поверхность в виде мелких капель, которые, расплываясь, образуют сплошное ровное покрытие.
1.2.9.3. Сушка.
В технологическом процессе отделки операция сушки повторяется и занимает много времени. Сокращение сроков сушки даст возможность не только сэкономить время на выполнение этой операции, но и организовать непрерывно-поточный процесс отделки на конвейерах, полуавтоматических и автоматических линиях.
На продолжительность сушки лакокрасочных покрытий влияют температура окружающей среды, состав лакокрасочных материалов, толщина покрытий. Сушку лакокрасочных покрытий можно осуществлять конвективным, терморадиационным, фотохимическим способами, а также и аккумулированием тепла на поверхности древесины.
При конвекционном способе сушки испарение растворителей происходит наиболее интенсивно из верхних слоев, что способствует образованию на поверхности покрытия пленки, которая тормозит выход паров из нижней ее части. При форсировании процесса сушки на покрытии из паров растворителя образовываются маленькие пузырьки, что делает поверхность неровной. Для предупреждения этого дефекта сушку ведут по ступенчатым режимам, разделяя сушильную камеру на зоны. Температура в первой зоне должна быть 20—25 °С, во второй 25—30 °С, в третьей 30-40 °С, в четвертой 20 °С.
Полиэфирные лаки горячего отверждения сушат при температуре 60—80°С на протяжении 2—3 ч.
1.2.9.4. Облагораживание покрытия, шлифование, полирование.
Все лакокрасочные покрытия должны иметь ровную и гладкую поверхность (блестящую или матовую). Однако при всех видах отделки на поверхности пленки образуются неровности (волнистость, шероховатость). В процессе облагораживания эти неровности должны быть сняты.
Обыкновенным полированием можно снять только шероховатость, а волнистость после полирования становится еще более заметной. Поэтому перед полированием поверхность сначала шлифуют, а затем полируют до зеркального блеска специальными жидкостями или полировальными пастами.
Шлифование поверхности лакокрасочного покрытия после полного его высыхания выполняют шлифовальными шкурками и реже — шлифовальными пастами. Шлифуют поверхности ручным и механизированным способами.
При шлифовании полиэфирных покрытий поверхность не увлажняют, потому что эти покрытия образуются вследствие химической реакции и стойки к нагреву.
Для промежуточного шлифования лакокрасочных покрытий, при котором удаляются только поверхностные дефекты, применяют виброшлифовальные станки модели Шл2В.
Полирование поверхности производится на барабанном полировальном станке П1Б. Барабанные полировальные станки применяют для полирования поверхности щитовых деталей. Эти станки компактны, производительны и дешевы, так как полировальные барабаны собраны из отдельных дисков. Каждый диск барабана состоит из трех гофрированных шайб, изготовленных из нескольких слоев тканевых полос.
Для полирования лакокрасочных покрытий применяют жидкие полировальные пасты № 290, в которых абразивным порошком является окись алюминия, или твердые—в виде брикетов. Жидкие пасты наносят непосредственно на полируемые поверхности, а твердые устанавливают в специальные приспособления, имеющиеся на станках.
1.2.10. Окончательная сборка изделия.
Окончательная сборка изделия производится после всех подготовительных работ и происходит в следующем порядке:
1) склеивают ножки и сухари с царгами. (Рис. 3).
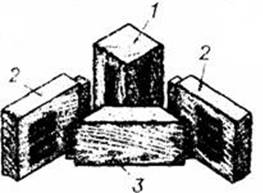
Рис.3.
1 – ножка;
2 – царга;
3 – сухарь.
2) На получившуюся раму накладывают крышку стола так, чтобы шипы на царгах, уже смазанные клеем, вошли в углубления столешницы. Рис. 4.
Рис. 4.
1 – крышка стола;
2 – рама стола.
Кухонный стол готов.
2. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Основные материалы.
Древесина на бруски — 0,01584 м3
;
Древесина на царги — 0,006 м3
;
Древесина на сухари — 0,00108 м3
;
Итого древесины — 0,023 м3
.
Цена за единицу объема – 1000 руб. за м3
.
Древесностружечная плита – 0,5 м2
.
Цена за единицу площади - 200 руб. за м2
.
Вспомогательные материалы.
Лак - 1 литр. Цена - 80 руб. Растворитель - 0,5 литра. Цена - 12 руб. Клей – 1л. Цена - 58 руб.
Калькуляция определения себестоимости и цены продукции дипломного изделия.
| № п/п |
Наименование статей затрат |
сумма |
1
2
|
Основные материалы
Вспомогательные материалы
|
123 руб.
150 руб.
|
| 3 |
Зарплата, основная |
200 руб. |
| 4 |
Зарплата дополнительная |
9,9% от основной з/пл (резерв на отпуск) – 20 руб. |
| 5 |
Отчисление на соц. страхование |
36,5% от суммы (осн.+доп. Зарплата)– 80,3 руб. |
| 6 |
Расходы на содержание и эксплуатацию оборудования |
10% от суммы (осн.+доп. Зарплата) – 22 руб. |
| 7 |
Общезаводские расходы |
30% от суммы (осн.+доп. Зарплата) – 66 руб. |
| 8 |
Прочие расходы |
| 9 |
Производственная себестоимость |
Сумма с 1 по 8 пункты: 666 руб. |
| 10 |
Коммерческие расходы |
1-1,5% от производства, себестоимость: 74 руб. |
| 11 |
Полная себестоимость |
Сумма с 1 по 10 пункты (т.е.9+10)
740 руб.
|
| 12 |
Прибыль |
10% от полной себестоимости
74 руб.
|
| 13 |
Оптовая цена |
Сумма пункт 11+пункт 12
814 руб.
|
| 14 |
Налог на добавленную стоимость (НДС) |
20% от оптовой цены
163 руб.
|
| 15 |
Отпускная цена |
Сумма пункт13+пункт 14
977 руб.
|
3. БЕЗОПАСНЫЕ ПРИЕМЫ РАБОТЫ
Общие правила техники безопасности при работе
на деревообрабатывающем оборудовании.
Современное деревообрабатывающее оборудование оснащено быстродействующими режущими инструментами, механизмами подачи и другими приспособлениями. При работе на деревообрабатывающих станках нужно знать и строго выполнять следующие общие правила техники безопасности:
нельзя начинать работу на станке, не изучив его устройства, эксплуатации и основных правил техники безопасности;
работать можно только на полностью исправном станке;
режущий инструмент и все движущиеся части должны быть надежно закреплены и защищены;
защитные устройства должны быть простыми, легко сниматься и откидываться, не усложняя наблюдения за процессом работы;
перед началом каждой смены нужно проверить исправность приспособлений;
нельзя работать на станке со снятыми или неисправными защитными приспособлениями;
при изменении размеров обрабатываемого материала защитные приспособления должны регулироваться быстро и легко, без применения специального инструмента;
механическая подача должна быть сблокирована с пусковым устройством режущих инструментов, чтобы избежать ее включения до пуска режущего инструмента;
части деревообрабатывающих станков, которые быстро возвращаются в исходное положение, должны обеспечиваться надежными тормозными устройствами;
запрещается тормозить режущие инструменты и другие движущиеся части случайными предметами;
рычаги, педали и рукоятки для остановки станков должны действовать безотказно и быть на кратчайшем расстоянии от рабочего;
органы управления станком (кнопки, рычаги, ручки) должны быть на высоте 0,8—1,2 м от уровня пола и не дальше чем 0,6 м от станка в таком месте, чтобы к ним был свободный доступ (случайное включение их исключено);
при кнопочной системе управления нужно, чтобы кнопка «Пуск» была утоплена в оправе не менее чем на 5 мм, а кнопка «Стоп» ярко-красного цвета была рядом, но не ближе чем на 50 мм и выступала из оправы не менее чем на 3 мм;
при работе на станке нужно быть внимательным, не разговаривать с посторонними;
нельзя удалять отходы, чистить и смазывать станок во время работы (для этого его нужно остановить и отключить от электросети);
на каждом рабочем месте должен быть ящик или шкаф для хранения инструментов, проверочных устройств и приспособлений;
нельзя класть ключи, линейки и другие инструменты на станок;
станки, при работе на которых необходим постоянный надзор за правильностью выполнения операций (фрезерные, шипорезные и др.), должны иметь местное освещение;
на рабочем месте не должно быть ничего лишнего; проходы возле станков должны быть свободными, пол — ровным;
при отключении станка нельзя отходить от него до полной его остановки;
по окончании работы (смены) станок нужно очистить и смазать, о выявленных недостатках доложить мастеру смены или сменному станочнику.
Для привода деревообрабатывающего оборудования и электроинструмента применяется электрическая энергия. Некоторые части электрического оборудования в случае повреждения изоляции могут оказаться под напряжением, поэтому необходимо внимательно следить за постоянной исправностью изоляции.
От поражения электрическим током защищает заземление. Для заземления применяют стальные трубы диаметром 35—65 мм и длиной 2—3 м. Эти трубы забивают в землю на расстоянии 3 м друг от друга и соединяют металлической полосой, используя сварку, а затем присоединяют к оборудованию. На незаземленном оборудовании работать нельзя.
Электрифицированный инструмент трехфазного тока включают в сеть четырехжильным кабелем, одна жила которого предназначена для заземления. При осмотре оборудования обязательно обратить внимание на целостность электропроводов. Оголенные места проводов необходимо немедленно заизолировать.
Противопожарные мероприятия на деревообрабатывающих предприятиях.
По степени противопожарной безопасности все предприятия делятся на 5 категорий: А, Б, В, Г, Д. Наиболее пожароопасные предприятия — категории А, наименее — категории Д. Деревообрабатывающие цехи относятся к категории В, отделочные — к категории Б. Древесина и ее отходы пожароопасны, поэтому на деревообрабатывающих предприятиях особенно строго нужно соблюдать противопожарный режим:
Дороги и подъезды на территорию предприятия должны быть исправными, подходы и подъезды к зданиям и сооружениям — свободны, проходы и выходы в цехах не загромождены. Цехи и склады систематически следует очищать от отходов. Приборы системы отопления, строительные конструкции нужно очищать от пыли. Курить и использовать открытый огонь в деревообрабатывающих цехах запрещается. На выполнение огнеопасных работ в цехах нужно иметь разрешение противопожарной охраны. В деревообрабатывающих цехах запрещается хранить легковоспламеняющиеся вещества.
Отделочные участки, находящиеся в составе цехов, обязательно отделять от производственных участков других категорий противопожарными стенами, тамбурами, шлюзами, коридорами или лестничными клетками. Все несущие и защитные конструкции должны быть огнеупорными, преимущественно из сборного железобетона. В прорезях внутренних стен или в стенах, которые ведут непосредственно на лестничные клетки, должны быть защитные противопожарные двери или ворота из огнеупорных материалов. Пол в отделочных цехах настилают
из огнеупорных и стойких к различным растворителям материалов.
Камеры, предназначенные для нанесения и сушки лакокрасочных материалов, в которых создаются высокие концентрации паров растворителей, необходимо оборудовать усиленной вытяжной вентиляцией. При применении полиэфирных лаков нельзя смешивать катализатор с ускорителем, так как при этом образуется взрывоопасная смесь. Катализатор необходимо хранить в стеклянной или алюминиевой посуде.
При эксплуатации электрических сетей необходимо следить за исправностью проводов, чтобы не допускать искрения, нагрева или короткого замыкания. Подшипники электродвигателей регулярно смазывать, а сами электродвигатели очищать от пыли, стружки и опилок. Конвейеры, станки, вентиляторы, кабины, трубопроводы необходимо надежно заземлять. Ремонтные работы в отделочных цехах с применением открытого огня
разрешается выполнять только в нерабочее время после тщательного проветривания цеха, очистки от пыли оборудования и обеспечения рабочего места средствами пожаротушения.
Противопожарный инвентарь (лопаты, ведра, огнетушители, ящики с песком, бочки с водой) должен быть во всех цехах и на складах в специально отведенных для них местах. Спецодежду хранят развешанной в шкафах в специальных помещениях. Не разрешается оставлять в карманах спецодежды промасленный обтирочный материал и спички. Для курения отводят специальные места (за пределами отделочных цехов), где должны быть урны и бочки с водой. Отходы нитролака не разрешается выбрасывать в ящики для мусора и на свалку. Их нужно собирать в специальные металлические ящики с плотно закрывающимися крышками, выносить из цехов и уничтожать
в отведенных для этого местах.
Основным средством для тушения пожара является вода, поэтому каждый цех предприятия должен быть обеспечен водой для противопожарных целей. Противопожарный водопровод должен быть рассчитан на высокое или низкое давление. В водопроводах высокого давления напор воды, необходимый для тушения пожара, создается непосредственно от гидранта при помощи специально установленных стационарных насосов. Стационарные пожарные насосы должны быть оборудованы устройствами, которые обеспечивают пуск насосов не позже чем через 5 мин после подачи сигнала о возникновении пожара.
В водопроводе низкого давления нужный для тушения пожара напор создают передвижными пожарными насосами (автонасосами, мотопомпами).
4. ГРАФИЧЕСКАЯ ЧАСТЬ
Эскизы кухонного стола и отдельных узлов.
1. Внешний вид стола в собранном состоянии.
2. Деталь крепления – сухарь.
3. Строение крышки стола.

4. Узел крепления ножки с двумя царгами и сухарем.
1 – ножка;
2 – царга;
3 – сухарь.
5. Стол перед окончательной сборкой.
1 – крышка стола;
2 – рама стола.
Станки и инструменты, использующиеся в столярном деле.
1. Токарный станок.
1 – передняя бабка;
2 – станина;
3 – подручник;
4 – задняя бабка.
2. Шлифовальная машина с прямоугольной площадкой.
Рис. 3. Циркулярная электропила.
Рис. 4. Электрофуганок.
5. ТЕХНОЛОГИЧЕСКАЯ КАРТА
Наименование предприятия
|
Наименование изделия:
стол кухонный
Артикул изделия:
|
Номер технического проекта изделия:
|
Эскиз детали Наименование детали: ножка
Номер чертежа детали: 5205.01
Количество деталей на изделие: 4
Порода древесины: сосна
Размер детали до обработки, мм: 1100Х60Х60
Размер детали после обработки, мм: 1000Х50Х50
| № |
Операции
|
Размеры деталей
|
Оборудование или
рабочее
место
|
Количество
деталей
на данной
операции
|
Инструмент,
приспособления
|
Методы
контроля
калибр
шаблон
|
Применяемые
материалы
|
Д
|
Ш
|
Т
|
глубина |
1
|
Поперечная распиловка |
1100
|
ЦМЕ-3
|
1
|
Пилы
|
2
|
Продольная распиловка |
1100 |
60 |
60 |
ЦДК-4 |
2 |
Пилы |
3
|
Фрезерование
|
1100 |
60 |
60 |
СФ6-3 |
2 |
Ножи |
Угольник
|
4
|
Фрезерование
вдоль волокон
|
1100 |
50 |
50 |
СР6-7 |
2 |
Ножи |
Угольник |
| 5 |
Торцевание |
1000 |
50 |
50 |
ЦПА-2 |
4 |
Пилы |
Метр |
6
|
Сверление двух гнезд
|
37
|
10
|
37
|
СВПА-2
|
Сверло |
Калибр |
| 7 |
Шлифование с четырех сторон |
1000 |
50 |
50 |
ШлДБ-3 |
4 |
Шлифовальная
шкурка 18
|
8
|
Контроль качества
изделия
|
1000 |
50 |
50 |
Р/М |
4 |
По эталону |
ЛИТЕРАТУРА
1. Барташевич А.А., Антонов В.П. Технология производства мебели и резьба по дереву Издательство: Высшая школа; 288 стр., 2001 г.;
2. Белов Н.В. Работа с деревом. Издательство: Современный литератор; 176 стр., 1999 г.;
3. Благун И.С. Состояние и перспективы развития лесопромышленного комплекса // Экономика и управление. 1990. Вып. 4. С. 33-40.
4. Бобко А. Лесопользование: социальная необходимость и экологическая целесообразность/ «Экономика» – 2001 №3, с.75-81
5. Волынский В.Н. Каталог деревообрабатывающего оборудования. Уч. пособие для вузов. "Стройиздат", 2000, 129 с.
6. Кулебакин Г.И. Столярное дело 2-е изд. М.: "Стройиздат", 1996, 144с.
7. Лесопромышленный комплекс – «Фондовый рынок», №16, 1999 с.23
8. Мебель своими руками. Издательство: Времена; 224 стр., 1999 г.
9. Медведев Ю., Дяченко Я. Проблемы развития лесопромышленного комплекса: приоритеты, структура, эффективность/ «Экономика», №1, 1999, с.13
10. Обработка дерева. Традиционная техника. Издательства: АСТ, Гелеос; 432 стр., 1999 г.
11. Практические советы. Столярные работы. Издательства Харвест 208 стр., 2000 г.
12. Савченко В.Ф. Материалы для облицовывания и отделки столярно-мебельных изделий. Издательство: Академия (Москва) 128 стр., 1999 г.
13. Степанов Б.А. Материаловедение для профессий, связанных с обработкой дерева Издательства: Академия (Москва), ИРПО 328 стр., 2000 г.
14. Столярные и плотничные работы Издательство: Вече 176 стр., 2000 г.
15. Столярные работы, Издательство: Феникс; 320 стр., 2000 г.
16. Столярные работы Издательство: Урал LTD; 128 стр., 1999 г.
|
