| | | | | | | | | | | | | докум.
|
Подп.
|
Дата
|
|
Разраб.
|
Шульгович
|
|
|
Минский
фарфоровый
завод
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Н.
Контр.
|
|
|
|
|
Утв.
|
|
|
|
5.
Минский
фарфоровый
завод
5.1 Общие сведения
о фарфоре и
история Минского
фарфорового
завода
Фарфор – один
из важнейших
и интереснейших
керамических
материалов.
Черепок его
плотный, спекшийся,
в изломе раковистый,
просвечивается
в тонком слое.
Открытая пористость
фарфора менее
0.5%, истинная 3-5%.
Он обладает
высокой прочностью
устойчив к
действию кислот
и щелочей,
термостоек.
Изделия из
фарфора, как
правило, глазуруют,
а хозяйственный
и художественный
фарфор декорируют.
Отечественный
фарфор изготавливают
из тонкой смеси
кварца, каолина,
полевого шпата
и глины. В зависимости
от состава и
температуры
обжига различают
твердый и мягкий
фарфор. Твердый
фарфор по сравнению
с мягким содержит
больше каолина
и меньше полевошпатовых
пород, обжигается
при температуре
1350-1450 градусов и
вследствии
этого имеет
более высокие
физико-химические
свойства. Из
твердого фарфора
в основном
изготавливаются
изделия технического
назначения
и лучшие сорта
бытовой керамики.
Мягкий фарфор
характеризуется
большим содержанием
плавней, более
низким содержанием
каолина, более
низкой температурой
обжига( 1250-1300 градусов),
белизной,
просвечиваемостью.
Он подразделяется
на полевошпатовый,
костяной, фритовый,
бисквитный
и др.
Шихтовой
состав масс
определяется
химическим
составом исходных
сырьевых материалов,
видом изделий
и технологическими
особенностями
производства.
В фарфоровые
массы вводят
4-18% глин. Глины
могут заменяться
более пластичным
бентонитом,
при этом 1% бентонита
эквивалентен
55 глины, так как
его связующая
способность
значительно
выше.
В производстве
в качестве
отощающих
добавок используется
бой фарфоровых
изделий.
Фарфоровое
разнообразие
входит в нашу
жизнь как нечто
обязательное,
само собой
разумеющееся,
мы уже не представляем
себя без него.
Отливающие
белизной изделия
с сочной росписью
стали частицей
нашего бытия.
История
фарфора в Беларуси
началась в 1883
году, когда
некто Поляк
на улице Крапоткина,
92 открыл изразцово-гончарное
производство.
В 1920 году завод
был передан
в ведение Минского
городского
совета рабочих
и солдатских
депутатов.
Началось неуклонное
восхождение
предприятия.
Расширялись
площади , наращивались
мощности, ручной
труд постепенно
заменялся
машинным,
увеличивался
выпуск продукции.
В январе 1939
года завод
вошел в структуру
Минского областного
управления
легкой промышленности.
После освобождения
Минска от
немецко-фашистских
захватчиков
многое пришлось
восстанавливать
и начинать
заново. Так уже
в 1946 году завод
выпускает
угловые глазурованные
и неглазурованные
изразцы и кафели
в общей сложности
свыше 520 тысяч
штук.
В 1946 году было
организованно
производство
силикат-глыб-заготовок
для стеклоизделий.
В 1950 году вступил
в строй горн
и 20-тонный газогенератор,
что позволило
более успешно
осуществлять
обжиг керамической
массы. Качественные
изменения
технологических
процессов
привели к применению
нового названия
предприятия:
15 марта 1951 года
Минского изразцовый
завод переименовали
в фарфорово-фаянсовый.
Эту дату принято
считать днем
рождения белорусского
фарфора.
В 1953 году начато
и завершено
строительство
цеха радиокерамики,
а с января 1954 года
налажен выпуск
фарфоровых
(беспроволочных)
сопротивлений
высокой стабильности.
С 15 июля 1957 года
фарфорово-фаянсовый
завод перешел
в систему управления
стекольной
и химической
промышленности
БССР.
В 1971 году на
минском фарфоровом
заводе осваивают
выпуск еще
одного вида
продукции
коврово-мозаичных
стеклоплиток.
В 1973 году вступил
в строй живописно-сортировочный
цех.
В 1979 году введен
в действие
комплексно-механизированный
цех, рассчитанный
на ежегодный
выпуск 5.4 млн
изделий столового
ассортимента.
В первом
квартале 1983 года
сдан в эксплуатацию
блок вспомогательных
цехов площадью
шесть тысяч
квадратных
метров. В 1983 году
номенклатуру
продукции
завода составляли
почти 600 наименований
предметов
различного
назначения.
В этом же году
завод награжден
орденом «Знак
почета». В
последующие
годы вплоть
до кризиса 90-х
годов завод
продолжал
постепенное
развитие.
В настоящее
время завод
включает следующие
цеха: цех полых
изделий, цех
плоских изделий,
цех радиокерамики,
цех огнеупоров
и лаборатории.
5.2 Ассортимент
выпускаемой
продукции
| Наименование
изделия |
диаметр или
длина, мм |
вместимость,
см3
|
толщина
черепка, мм,
не более |
средний вес
изделия, г |
| блюдо
круглое |
350 |
— |
6,5 |
1650 |
| блюдо
круглое |
300 |
— |
6,0 |
850 |
| блюдо
овальное |
350 |
— |
6,5 |
1360 |
| блюдце
чайное |
140 |
— |
3,0 |
145 |
| блюдце
кофейное |
120 |
— |
2,5 |
95 |
| блюдце
для варенья |
100 |
— |
2,5 |
75 |
| блюдце
для супа |
— |
3000 |
7,0 |
1800 |
| горчичница
с крышкой |
— |
55 |
2,5 |
80 |
| кофейник
с крышкой |
— |
1000 |
4,5 |
700 |
| кофейник
с крышкой |
— |
750 |
3,5 |
520 |
| кофейник
с крышкой |
— |
1000 |
4,0 |
— |
| масленица
на поддоне |
175 |
200 |
3,0 |
520 |
| миска |
— |
500 |
4,0 |
400 |
| миска |
— |
550 |
4,0 |
280 |
| перечница |
— |
40 |
2,5 |
80 |
| пиала |
— |
400 |
4,0 |
275 |
| пиала |
— |
230 |
3,0 |
140 |
| подливочник |
— |
400 |
4,0 |
340 |
| подставка
для яиц |
40 |
— |
3,0 |
65 |
| подставка
набора для
специй |
150 |
— |
3,0 |
150 |
| салатник
круглый |
— |
480 |
4,5 |
235 |
| салатник
круглый |
— |
1200 |
6,0 |
700 |
| сухарница
с крышкой |
— |
350 |
3,0 |
380 |
| селедочница
с крышкой |
250 |
— |
5,0 |
340 |
| селедочница |
270 |
— |
5,5 |
430 |
| сливочница |
— |
300 |
4,0 |
250 |
| солонка |
— |
55 |
2,5 |
55 |
|
тарелка:
глубокая
мелкая
|
250
—
|
—
—
|
4,5
|
520
450
|
|
тарелка:
глубокая
мелкая
|
200
—
|
—
—
|
4,0 |
315
290
|
| тарелка |
175 |
— |
3,5 |
220 |
| тарелка |
150 |
— |
3,0 |
150 |
| уксусница |
— |
120 |
2,5 |
190 |
| хренница
с крышкой |
— |
160 |
3,0 |
200 |
| чайник
с крышкой |
— |
2000 |
4,5 |
900-1500 |
| чайник
с крышкой |
— |
1200 |
4,5 |
890 |
| чайник
с крышкой |
— |
1000 |
4,0 |
690 |
| чайник
с крышкой |
— |
500 |
3,5 |
500 |
| чайник
с крышкой |
— |
350 |
3,0 |
350 |
| чайник
с крышкой |
— |
250 |
3,0 |
160 |
| чашка
чайная |
— |
250 |
2,5 |
145 |
| чашка
кофейная |
— |
100 |
2,0 |
65 |
| чашка
кофейная |
— |
130 |
2,0 |
90 |
| чашка
детская |
— |
150 |
2,0 |
110 |
| кружка
детская |
— |
250 |
2,5 |
165 |
| графины
и рюмки |
— |
— |
— |
— |
| художественные
изделия |
— |
— |
— |
— |
Посуда фарфоровая
столовая выпускается
в соответствии
с ГОСТ 28390. Посуда
подразделяется
по форме: на
плоскую и полую;
по размерам:
на мелкую, среднюю,
крупную. Посуда
должна изготавливаться
в соответствии
с требованиями
стандарта и
по утверждённым
образцам. Внутренние
поверхности
полых и плоских
изделий, соприкасающихся
с пищевыми
продуктами
не должны выделять
свинец и кадмий
более, мг/дм3:
-
|
свинец |
кадмий |
| для
плоских изделий |
1,7 |
0,17 |
| для
полых изделий: |
|
|
| мелких
и средних |
5,0 |
0,5 |
| крупных |
2,5 |
0,25 |
Изделия должны
иметь плотный
спёкшийся
черепок, покрытый
бесцветной
глазурью. Оттенок
всех изделий,
входящих в
комплект, должен
быть одинаков.
Приставные
изделия должны
быть прочно
приставлены
к основному
изделию. Неглазурованный
край изделия
должен быть
тщательно
зашлифован.
Каждое изделие
должно быть
устойчивым
на горизонтальной
плоскости. В
блюдце необходимо
углубленное
место для ножки
чашки. Поверхность
посуды, соприкасающаяся
с пищевыми
продуктами
должна быть
кислотостойкой.
Посуда подразделяется
на изделия 1-го
и 2-го сорта.
5.3 Характеристика
сырья и материалов
Керамическое
сырьё — это
минералы природного
происхождения,
используемые
после измельчения
и обогащения.
Сырьё выбирают
исходя из
технологических
свойств и
экономических
соображений.
Различают
глинистое
(тонкодисперсное)
сырье, которое
характеризуется
способностью
образовывать
с водой формуемые
смеси и каменистое
(грубодисперсное)
сырьё, которое
не образует
с водой смесей,
способных
формоваться
и другие вспомогательные
материалы. Для
наиболее полного
использования
керамического
сырья отходы
производства
(обрезки при
формовании,
полуфабрикаты
с дефектами
формования
и сушки, утильные
и политые отходы)
возвращаются
обратно в
производство.
Для повышения
механической
прочности в
воздушно-сухом
состоянии в
формовочную
массу добавляется
при помоле
сульфанаты.
Массы классифицируют
по составу и
технологическим
признакам на
формовочную
массу литейный
шликер.
Краткая
характеристика
сырья и материалов,
применяемых
в фарфоровом
производстве:
глина
бентонитовая
для тонкой и
строительной
керамики. Марка
ФРК ГОСТ 7032. Содержание
суммы окислов
и титана не
более 1,75%. Содержание
серно ангидрида
не более 0,5%. Средний
предел прочности
20 кг/м2. Показатель
адсорбции не
менее 200 мг/г.
Содержание
кусков крупностью
до 50 мм не более
10%, свыше 300 мм —
10%. Не допускается
наличие посторонних
примесей, видимых
невооружённым
глазом;
глина
огнеупорная
Веселовского
месторождения.
Марка ВГО1ТГУ
21-25-203-81. Огнеупорность
— не менее 1690 0С,
потери при
прокаливании
не более 12%. Естественная
влажность —
не более 24%. Остаток
на сите №0063 не
более 0,8%. Массовая
доля оксида
железа не более
1,1%, суммы оксида
железа и двуокиси
титана не более
2,5%. Не допускается
наличие примесей
видимых невооружённым
глазом;
глинозём.
Марка ГК ГОСТ
6912. Не допускается
наличие примесей,
видимых невооружённым
глазом. Содержание
оксида железа
не более 0,04 –
0,06%. Потери при
прокаливании
0,2%. Содержание
оксида Al
– не менее 85 –
95%;
вяжущие
гипсовые. Марки:
Г5 – ВIII, Г6 –
БIII (гипс
орловский)
ТУ21РСФСР 583 – 73,
Г10 – БIII. Предел
прочности
образцов-палочек
размером 40х40х16
мм в возрасте
2-х часов:
| МПа
не менее |
Г-5 |
Г-6 |
Г-10 |
| при
сжатии |
5 |
6 |
10 |
| при
изгибе |
2,5 |
3 |
4,5 |
Объёмное
расширение
не более 0,15%. Примеси
нерастворимые
в соляной кислоте
не более 0,5%.
Водопоглощение
не менее 30%. Сроки
схватывания,
мин: начала не
ранее 6, конец
не позднее 30;
доломит
кусковой для
стекольной
промышленности
ГОСТ 23672. Массовая
доля оксидов
железа в пересчете
на Fe2O3
% не более 7%. Не
допускается
наличие посторонних
примесей;
песок
кварцевый.
Марки ОВС-0,2-В
(1), ОВС-0,25-I (2),
ОВС-0,3-В (3) ГОСТ
22551
| Массовая
доля % |
(1) |
(2) |
(3) |
|
SiO2,
не менее
|
99 |
98,5 |
98,5 |
| оксиды
Al, не более |
0,4 |
0,6 |
0,6 |
| влаги
в обожжённых |
0,5 % |
| влаги
в необожжённых |
7 % |
Не допускается
наличие посторонних
примесей, видимых
невооружённым
глазом;
каолин
обогащенный
для керамических
изделий. Марка
КФ-1, КФ-2, КФ-3 ГОСТ
21286. Не допускается
наличие примесей:
массовая доля
% оксида железа
(не менее): КФ-1
— 0,6; КФ-2 — 0,8; двуокиси
Ti (не более):
КФ-1 — 0,4; КФ-2 — 0,5. Остаток
на сите № 0063 — не
более 0,5%. Водопоглощение
образцов, обожжённых
при 1350 0С в % не
менее 6. Массовая
доля влаги
12%;
декалькомания
керамическая
трафаретная
ТУ 17 РСФСР 20-7738-83, ТУ
205 БССР 417-85. Должна
иметь четкий
рисунок, без
помарок и искажений.
При намокании
бумаги — основа
плёнки деколи
должна легко
сдвигаться
на декорируемую
поверхность.
Листы деколи
должны быть
сухими и несмятыми.
Хранить в
вертикальном
положении при
Т = 18 – 20 0С и относительной
влажности 55 –
65 %;
краски
люстровые для
фарфора, фаянса
и стекла ТУ
17(888) РСФСР 20-7672-80. Внешний
вид — тёмно-коричневая
жидкость, Т
обжига 790 – 810 0С.
После обжига
должны давать
равномерную
блестящую
поверхность;
краски
неглазурованные
для изготовления
тонкой керамики
Дулёвского
красочного
завода ТУ РСФСР
20-3945-83. Цвет и оттенок
краски должен
соответствовать
цвету и оттенку
эталона. Влажность
сухого порошка
краски — не
более 0,25 – 0,5%. Обожжённые
на изделиях
краски должны
обладать
кислотоустойчивостью
к действию 3 –
4%-ой CH3COOH
при комнатной
температуре;
краски
глазурованные
Дулёвского
красочного
завода ТУ 17 РСФСР
20-4038-80. Влажность
порошка — не
более 0,5%. Дисперсность
не более 0,5%. Цвет
и оттенок должен
соответствовать
эталону на
палитре завода
изготовителя.
5.4 Технологическая
схема производства
фарфоровфх
изделий
5.4.1 Первичная
обработка сырья
П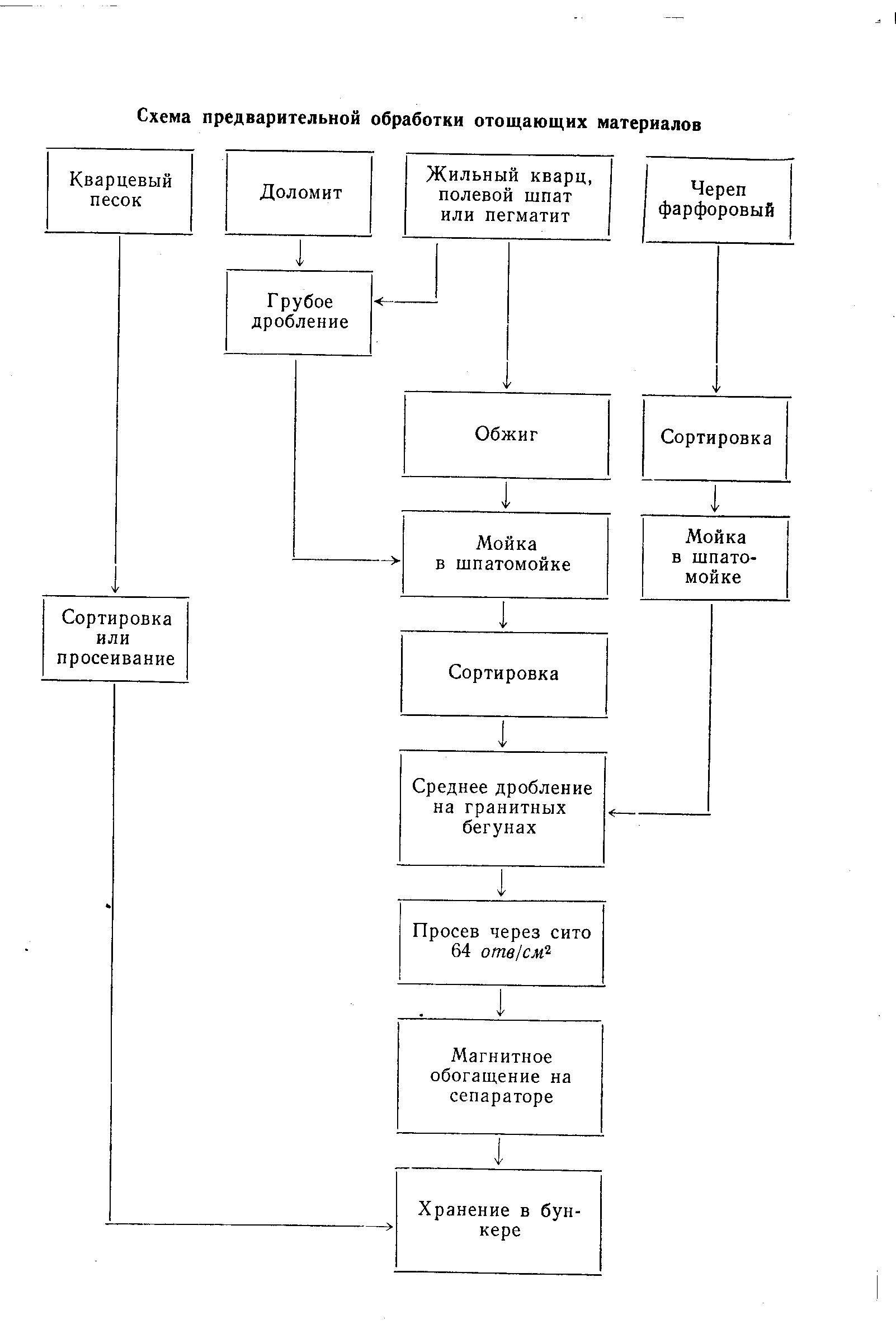 ервичная
обработка
сырьевых материалов
на заводах
осуществляется
в разных помещениях.
Рациональнее
всего эту работу
организовать
на складе сырья
или в помещении,
примыкающем
к складу. Тогда
будут сокращены
лишние перевалки
и облегчено
удаление отходов;
станет более
возможной
механизация
транспортировки
материалов
в массозаготовительный
цех (МЗЦ). ервичная
обработка
сырьевых материалов
на заводах
осуществляется
в разных помещениях.
Рациональнее
всего эту работу
организовать
на складе сырья
или в помещении,
примыкающем
к складу. Тогда
будут сокращены
лишние перевалки
и облегчено
удаление отходов;
станет более
возможной
механизация
транспортировки
материалов
в массозаготовительный
цех (МЗЦ).
Складское
хозяйство
должно быть
поставлено
так, чтобы были
предотвращены
малейшие возможности
смешения и
загрязнения
поступивших
сырьевых материалов.
В связи с этим
на заводах
должны быть
соответствующие
складские
помещения
с таким количеством
отсеков, которые
позволяли бы
раздельно
хранить каждый
вид сырья и
вспомогательных
материалов.
Кроме того,
склад должен
быть оснащен
соответствующими
механизмами
для выгрузки
сырья, его первичной
обработки и
транспортировки
в МЗЦ.
Сортировку
глинистых
материалов
производят
вручную. В результате
из материала
удаляют куски,
содержащие
скопления
красящих окислов.
Тщательно
отсортированные
глинистые
материалы
дробят на мелкие
куски . Здесь
чаще всего
применяют
зубчатые валки
и ножевые глинорезки
(стругачи). Зубчатые
валки состоят
из двух валков
снабженных
зубьями . Валки
вращаются
навстречу один
другому с разными
скоростями.
Вследствие
разницы в скоростях,
один из валков,
вращающийся
медленнее,
задерживает
куски глины,
в то время как
другой увлекает
их с большой
скоростью.
Таким образом,
куски в процессе
дробления
поворачиваются,
отчего производительность
машины повышается.
Ножевая
глинорезка
(используется
на минском
фарфоровом
заводе), в отличие
от зубчатых
валков, не дробит,
а режет глину;
в этом ее важное
преимущество.
На глинорезке
можно измельчить
как сухие, так
и мерзлые и
влажные глины;
зубчатые же
валки в процессе
работы забиваются
влажной глиной.
Различают
стругачи вертикальные
и горизонтальные.
Более производительными
являются последние.
Производительность
зубчатых валков,
в зависимости
от их размеров
и характера
глин, достигает
4—15 т/ч, а стругача
— 2,5—18 т/ч.
Параллельно
с обработкой
глинистых
материалов
производят
также обработку
и каменистых
материалов.
Первичную
обработку
таких материалов,
как жильный
(кусковой) кварц,
полевой шпат
или пегматит,
начинают либо
с грубого дробления,
либо с предварительного
обжига. Практически
эти две операции
друг друга
исключают:
обожженные
материалы часто
подают на тонкое
измельчение
без бегунного
дробления.
Грубое дробление
каменистых
материалов
производят
на щековой
дробилке. Величина
кусков материала,
подаваемых
на дробление,
зависит от
габарита дробилки.
На дробилках,
применяющихся
в тонкокерамической
промышленности,
материал подают
в виде кусков
(200—250 мм в поперечнике).
Куски, превышающие
этот размер,
до подачи на
дробление
должны быть
расколоты
кувалдой вручную.
Каменистые
материалы
сортируют,
чтобы удалить
из них вредные
минеральные
примеси, чаще
всего слюды,
хлориты, афиболы
и другие
железо-магнезиальные
силикаты, а
также окислы
железа. Эти
примеси при
обжиге фарфора
расплавляются
с образованием
шлаковых выплавок,
понижающих
декоративное
качество
художественного
фарфора. Сортировку
сырьевых материалов
обычно производят
вручную на
складе..
Все каменистые
материалы после
сортировки,
а также череп
фарфоровый
после мойки
подвергают
бегунному
измельчению
(среднему дроблению).
На бегунах
материал измельчается
под парой катков
из гранита или
кварцита, катящихся
по поду. Материал
подают на бегуны
механизированным
способом. Размер
кусков загружаемого
материала не
должен превышать
75—100 мм.
На Минском
фарфоровом
заводе сырьё
доставляется
автотранспортом.
Каолин поступает
после мокрого
обогащения
и содержит
электролиты
и коагулянты,
которые могут
негативно
отозваться
на качестве
фарфоровых
изделий, поэтому
он предварительно
подвергается
отмывке в мешалках,
а затем фильтруется
на рамных фильтр
прессах до
влажности 20-23
%. Кварцевый
песок проходит
просев, а при
влажность более
5% и сушку в сушильном
барабане, а
затем загружается
в бункера. Пегматиты
поступают на
Минский фарфоровый
завод обогащенными
и сразу загружаются
в бункера. Фарфоровый
череп дробится
в щековых дробилках,
а затем поступает
в бункер запаса.
5.4.2 Приготовление
формовочных
масс и литейного
шликера
На Минском
фарфоровом
заводе приготовление
формовочных
масс, литейного
шликера и глазури
ведется в
соответствии
со следующей
рецептурой:
|
Наименование
материала
|
Формовачная
масса
|
Литейный
шликер
|
Глазурь
|
| Каолин
Просяновский |
41,0 |
42,0 |
7,0 |
| Глина «Веско-Прима» |
12,0 |
7,0 |
|
| Пегматит
полевошпатовый |
15,0 |
18,0 |
36,0 |
| Песок кварцевый |
21,0 |
25,0 |
26,0 |
| Глинозем |
3,0 |
2,0 |
|
| Доломит |
|
|
15,0 |
| Череп утильный |
2,0 |
6,0 |
16,0 |
| Череп политой |
6,0 |
|
|
В таблице
рецептура
приведена в
массовых процентах
в расчете на
сухое вещество.
Дозировка
осуществляется
с помощью
электро-весовой
тележки. После
дозировки
материалы
загружаются
в шаровые мельницы.
Помол производится
мокрым способом.
В качестве
мелющих тел
используют
обычно цилиндрики
из уралитового
материала.
Шаровая
мельница представляет
собой сварной
или клепаный
цилиндрический
барабан из
котельного
железа, закрытый
с торцов чугунным
днищем . К днищу
прикреплены
полуоси , на
которых в подшипниках
вращается
барабан. Подшипники
закреплены
в опорах , выполненных
из железобетона
или металлоконструкций.
Для предохранения
металлического
кожуха мельницы
от быстрого
износа и во
избежание
загрязнения
размалываемых
материалов
железистыми
частицами
мельницу футеруют
изнутри фарфоровыми
кирпичами.
Футеровку
закрепляют
в барабане на
растворе, состоящем
из цемента
(40%) и кварцевого
песка (60%). Чтобы
футеровку можно
было ремонтировать,
на цилиндрической
части мельницы
сделан люк.
Тонкость помола
материалов
массы должна
быть такова,
чтобы остаток
на сите № 0063 (10000
отв/см2) не превышал
2%. На некоторых
заводах для
ускорения
помола и повышения
механической
прочности
сухого полуфабриката
в материал
при помоле
добавляют
0,3—0,7% сульфитно-спиртовой
барды. Большое
значение имеет
скорость вращения
шаровых мельниц.
Именно скоростью
определяется
характер движения
кремневых
шаров в мельнице,
и следовательно,
интенсивность
помола. Максимальная
производительность
наблюдается,
когда кремневые
шары измельчают
материал трением
и ударами. А
такое действие
шаров обеспечивается
вращением
мельницы, при
котором шары
вследствие
центробежной
силы поднимаются
вверх до момента,
когда вес шаров
преодолевает
центробежную
силу.
Помол длится
6-8 часов при этом
необходим
контроль степени
измельчения
так как перемол
как и недомол
нежелателен.
Размолотую
фарфоровую
массу из шаровой
мельницы сливают
в сборник-смеситель.
Во избежание
осаждения
жидкую массу
в смесителе
все время надо
перемешивать
(шликерные
массы в покое
имеют склонность
к осаждению
и расслаиванию).
Для этой цели
используют
пропеллерные
мешалки. Пропеллерная
представляет
собой бетонный
бассейн со
вставленным
в него вертикальным
валом, имеющим
специальный
привод. К нижнему
концу вала
прикреплен
винтовой пропеллер.
Вал приводится
во вращательное
движение от
электродвигателя
через зубчатую,
коническую
или другую
передачу. С
целью удаления
крупных частиц
красящих окислов,
отдельных
недомолотых
зерен отощающих
материалов,
легких органических
веществ (угля,
волокон и щепок),
фарфоровую
суспензию
процеживают
через сито. Для
процеживания
жидких керамических
масс используются
вибрационные
сита разных
конструкций.
Главной особенностью
этих сит является
высокая вибрация,
обеспечивающая
большую производительность.
Перекачка
жидкой фарфоровой
массы на сито
осуществляется
с помощью
мембранного
насоса.
Процеженная
через сито
фарфоровая
суспензия
поступает в
сборные мешалки.
На пути движения
массы в желобах
устанавливают
обычные подковообразные
магниты, ферромагниты
или электромагниты,
с помощью которых
улавливают
из суспензии
частицы железа
и его магнитные
соединения.
После этого
полученная
суспензия
смешивается
с каолиновой
суспензией.
Процеженная
через сито
фарфоровая
суспензия имеет
влажность
свыше 60%, в то время
как для пластичного
формования
и оформления
изделий другими
способами
требуется масса
в виде теста
с влажностью
22—32,5%. Для удаления
избыточной
воды жидкую
массу фильтруют,
применяя
фильтрпрессы.
Ф ильтрпресс
(рис. 17.) состоит
из комплекта
в 35—80 штук чугунных
рам 6 квадратной
или круглой
формы, подвешенных
параллельно
друг другу на
ручках 5 на
двух горизонтальных
металлических
штангах 8, закрепленных
в двух прочных
опорах 7. Края
рамы 6 по окружности
несколько
утолщены, имеют
канавки, в которые
запрессовывается
до половины
своего диаметра
круглая резина.
В центре рам
имеются отверстия
13, в которые
ввинчиваются
полые медные
гайки, плотно
соединяющие
эти отверстия
с отверстиями
в центре фильтрпрессных
полотен 11, надетых
на рамы. Между
фильтрпрессным
полотном и
рамой вкладывается
перфорированная
круглая пластинка
из антикоррозийного
металла или
оцинкованной
стали 12. Чугунные
рамы с закрепленными
на них фильтрпрессными
полотнами
плотно прижимаются
друг к другу,
в результате
чего между ними
образуются
замкнутые
линзовидные
камеры, которые
сообщаются
между собой
каналом, образовавшимся
по оси фильтпресса
за счет центральных
отверстий рам.
Этот канал
одним своим
концом соединяется
с трубопроводом,
идущим от мембранного
насоса, который
подает в фильтрпресс
суспензию.
Сжатие рам
фильтрпресса
производится
с помощью
гидравлического
затвора. Герметичность
соединения
рам обеспечивается
резиновой
прокладкой,
которая одновременно
предохраняет
фильтрпрессные
полотна от
быстрого износа
на стыках соединений
рам. Гидравлический
затвор состоит
из цилиндра
1, заключенного
в нем поршня
и уплотнений
в виде кожаных
манжет. Специальным
насосом 9 через
трубу, перекрываемую
краном 2, в цилиндр
нагнетают
масло, под давлением
которого поршень
выдвигается
из цилиндра
и плотно сжимает
щиты фильтр-пресса.
Первоначальное
сжатие щитов
происходит
при повороте
колеса 4. Дожимают
рамы гидравлическим
насосом. При
сжатых рамах
положение
поршня фиксируется
навинчиванием
на цилиндр
упорного колеса
3. ильтрпресс
(рис. 17.) состоит
из комплекта
в 35—80 штук чугунных
рам 6 квадратной
или круглой
формы, подвешенных
параллельно
друг другу на
ручках 5 на
двух горизонтальных
металлических
штангах 8, закрепленных
в двух прочных
опорах 7. Края
рамы 6 по окружности
несколько
утолщены, имеют
канавки, в которые
запрессовывается
до половины
своего диаметра
круглая резина.
В центре рам
имеются отверстия
13, в которые
ввинчиваются
полые медные
гайки, плотно
соединяющие
эти отверстия
с отверстиями
в центре фильтрпрессных
полотен 11, надетых
на рамы. Между
фильтрпрессным
полотном и
рамой вкладывается
перфорированная
круглая пластинка
из антикоррозийного
металла или
оцинкованной
стали 12. Чугунные
рамы с закрепленными
на них фильтрпрессными
полотнами
плотно прижимаются
друг к другу,
в результате
чего между ними
образуются
замкнутые
линзовидные
камеры, которые
сообщаются
между собой
каналом, образовавшимся
по оси фильтпресса
за счет центральных
отверстий рам.
Этот канал
одним своим
концом соединяется
с трубопроводом,
идущим от мембранного
насоса, который
подает в фильтрпресс
суспензию.
Сжатие рам
фильтрпресса
производится
с помощью
гидравлического
затвора. Герметичность
соединения
рам обеспечивается
резиновой
прокладкой,
которая одновременно
предохраняет
фильтрпрессные
полотна от
быстрого износа
на стыках соединений
рам. Гидравлический
затвор состоит
из цилиндра
1, заключенного
в нем поршня
и уплотнений
в виде кожаных
манжет. Специальным
насосом 9 через
трубу, перекрываемую
краном 2, в цилиндр
нагнетают
масло, под давлением
которого поршень
выдвигается
из цилиндра
и плотно сжимает
щиты фильтр-пресса.
Первоначальное
сжатие щитов
происходит
при повороте
колеса 4. Дожимают
рамы гидравлическим
насосом. При
сжатых рамах
положение
поршня фиксируется
навинчиванием
на цилиндр
упорного колеса
3.
Для ускорения
фильтрации
жидкая масса
в сборниках
подогревается
до 35—40° С. На процесс
фильтрации
положительно
сказывается
также чистота
полотен (с этой
целью полотна
периодически
моют), равномерная
подача массы
и др.
После того
как из фильтрпресса
вытечет вода,
включают насос,
раздвигают
рамы и выбирают
из них частично
обезвоженную
и уплотненную
массу в виде
коржей.
Подготовка
формовочной
массы. Фарфоровая
масса в виде
коржей имеет
неоднородный
характер,
выражающийся
в неравномерном
распределении
в ней как воды,
так и твердых
составляющих
компонентов
и содержит
много воздуха.
Из такой массы
еще нельзя
изготовлять
фарфоровые
изделия. Для
удаления
воздуха, придания
однородности,
пластичности
и других формовочных
свойств массу
специально
обрабатывают,
пропускают
через вакуум-прессы
для обезвоздушивания
и дальнейшей
гомогенизации
по влажности
и составу. Воздух
в массе играет
роль отощающего
компонента,
ибо он разобщает
глинистые
частицы, поэтому
вакуумирование
повышает пластичность
массы. В тонкой
керамике для
вакуумирования
массы в настоящее
время наибольшее
распространение
имеют шнековые
вакуумные
прессы, дающие
вакуум не менее
97—98%. Имеются
два типа шнековых
вакуум-прессов:
одновальные
и двухвальные
(комбинированные).
У одновальных
вакуум-прессов
питающий и
прессующий
шнеки имеют
один общий
вал, а у двухзальных—
каждый из этих
шнеков имеет
свой индивидуальный
вал. Так, чтобы
обеспечить
полную гидратацию
(набухание)
глинистых
частиц водой
и разложение
органического
перегноя
(«гниение»),
коржи массы
вылеживают
в подвалах с
влажной атмосферой
в течение суток.
В практических
условиях для
полной гарантии
в нормальном
качестве выпускаемой
из вакуум-пресса
массы, наряду
с показанием
манометра
степени разрежения,
периодически
необходимо
отрезать от
ленты тонкие
пластинки и
путем растяжки
ее проверять
отсутствие
в ней структурных
разрывов, означающих
наличие воздушных
скоплений.
Приготовление
литьевого
шликера. По
способу приготовления
различают
шликер прессовый
и беспрессовый.
Прессовый
шликер приготовляют
путем роспуска
в мешалке с
водой и электролитами
коржей фильтрпрессованной
массы. В качестве
электролитов
или разжижателей
здесь обычно
применяют соду,
жидкое стекло,
таннин и др.
Назначение
этих веществ
заключается
в повышении
текучести
шликера при
минимальной
влажности. Они
вводятся в
небольших
дозах— от 0,02 до
0,5%. Без электролитов
шликер с необходимой
текучестью
для литья можно
было бы получить
лишь при влажности
50—60%. Такое количество
влаги в массе
сильно удлинило
бы срок набора
черепка, сушку
сырца и вызвало
бы быстрое
разрушение
гипсовых форм.
Для нормальной
работы шликерная
масса должна
иметь определенные
литейные свойства.
Важнейшими
из них являются
влажность,
текучесть и
загустеваемость.
Текучесть
шликера
характеризуется
его подвижностью,
а загустеваемость
— потерей этой
способности
в покое.
Влажность
шликера определяют
высушиванием
или пикно-метрическим
способом. Текучесть
и загустеваемость
определяют
на вискозиметре.
После роспуска
шликер подвергается
сепарации и
затем поступает
на хранение
в бункера.
Приготовление
глазури. В отличие
от массы все
составляющие
материалы
глазури загружают
в шаровую мельницу
обычно совместно.
Толщина помола
материалов
должна быть
такой, чтобы
на сите 0.063 остались
лишь 0.4-0.5 массы
глазури. Такой
тонкий помол
достигается
в течении длительной
работы мельницы.
5.4.3 Формование
форфоровых
изделий
Ф ормование
плоских изделий
в основном
производят
полуавтоматах.
Формовщик
ставит скалки
на резальное
устройство
и одним приемом
режет их на
20—25 заготовок.
Затем заготовку
накладывает
на пустую форму,
направляющуюся
под формующий
ролик. Поворотный
круг вращается
против часовой
стрелки, останавливаясь
через каждые
90°. Перед поворотом
он поднимается,
вынимая формы
из патронов,
а при остановке
очередные формы
садятся в свои
гнезда. Формующий
ролик имеет
наклон по отношению
к шпинделю
полуавтомата.
Находясь в
постоянном
вращении против
часовой стрелки,
он опускается
на заготовку
и, приводя ее
в движение
вместе с формой,
формует изделие.
Обрезки слетают
на тележку.
.Для предотвращения
прилипания
массы формующий
ролик имеет
электроподогрев.
Отличием формования
полых изделий
от плоских
является, форма
заготовки, а
также то, что
у плоских изделий
шаблоном оформляется
преимущественно
внешняя сторона,
а у полых, наоборот,—
внутренняя.
Заготовкой
для полых изделий
служит шарообразный
или цилиндрический
ком массы. ормование
плоских изделий
в основном
производят
полуавтоматах.
Формовщик
ставит скалки
на резальное
устройство
и одним приемом
режет их на
20—25 заготовок.
Затем заготовку
накладывает
на пустую форму,
направляющуюся
под формующий
ролик. Поворотный
круг вращается
против часовой
стрелки, останавливаясь
через каждые
90°. Перед поворотом
он поднимается,
вынимая формы
из патронов,
а при остановке
очередные формы
садятся в свои
гнезда. Формующий
ролик имеет
наклон по отношению
к шпинделю
полуавтомата.
Находясь в
постоянном
вращении против
часовой стрелки,
он опускается
на заготовку
и, приводя ее
в движение
вместе с формой,
формует изделие.
Обрезки слетают
на тележку.
.Для предотвращения
прилипания
массы формующий
ролик имеет
электроподогрев.
Отличием формования
полых изделий
от плоских
является, форма
заготовки, а
также то, что
у плоских изделий
шаблоном оформляется
преимущественно
внешняя сторона,
а у полых, наоборот,—
внутренняя.
Заготовкой
для полых изделий
служит шарообразный
или цилиндрический
ком массы.
Изделия
сложной конструкции
— скульптура,
узкогорлые
вазы, кувшины,
графины, кофейники,
изделия квадратной,
овальной,
рельефной формы
и др.— можно
изготовить
только литьем.
Отливку изделий
производят
в гипсовых
формах из шликера.
Сущность литейного
способа заключается
в способности
гипсовых форм
обезвоживать
суспензию
фарфоровой
массы. Благодаря
этому частично
обезвоженная
масса образует
слой по стенкам
форм, представляющих
тело изделия.
Существует
два основных
метода литья
изделий: 1) сливной
и 2) наливной.
При сливном
методе избыток
шликера после
набора черепка
сливают из
формы. В этих
условиях наружная
поверхность
изделия соответствует
внутренней
поверхности
гипсовой формы.
Для этого метода
литья гипсовая
форма может
быть даже из
одной части.
При наливном
методе литья
обе поверхности
изделия оформляются
гипсовой формой
без слива излишка
шликера. Для
этого метода
литья формы
состоят не
менее чем из
двух частей
— наружной и
вкладыша. Шликер
заливают в
промежуток
между указанными
деталями,
соответствующим
форме изделия.
Наливным
методом обычно
отливают овальные
блюдца, селедочницы,
салатницы, а
сливным — чашки,
чайники, сахарницы,
графины и др.
Наливной
метод оформления
изделий имеет
ряд преимуществ
перед сливным:
здесь меньше
расходуется
шликера; не
требуется
емкостей для
слива шликера;
набор черепка
идет в два раза
быстрее, так
как он нарастает
с двух сторон;
можно задать
толщину для
разных конструктивных
элементов
изделия и др.
Наряду с этим
наливной метод
имеет и свои
недостатки.
Существенным
его недостатком
является то,
что он пригоден
не для каждой
конструкции
изделия. Наливным
методом могут
быть изготовлены
только те изделия,
у которых горловина
не меньше средней
части полости.
Вторым недостатком
наливного
метода является
то, что у толстостенных
изделий, изготовленных
таким методом,
в середине
черепка часто
остается пустота.
Нарастающие
с двух противоположных
сторон слои
черепка соединяются
не в одно время,
в результате
чего замыкается
ход для дальнейшего
поступления
шликера и выхода
воздуха.
Для оформления
некоторых
изделий требуется
применение
одновременно
обоих методов
литья — сливного
и наливного.
При этом одни
части тела
изделия образуются
между двумя
стенками формы,
а другие — на
одной стенке.
Для литейного
способа формования
изделий требуются
гипсовые формы
с конструктивными
особенностями,
обусловленными
сложностью
форм оформляемых
изделий и
специфичностью
этого способа.
Изделия,
имеющие (без
приставных
частей) форму
прямого конуса
или цилиндра,
оформляют
литьем или
пластическим
формованием
в формах из
одной части.
Овальные и
сложной конфигурации
изделия (чайники,
сахарницы,
чашки и др.) требуют
форм, состоящих
из трех или
четырех частей—двух
вертикальных
створок, дна
и кожуха, в
котором собираются
створки.
Посудо-хозяйственные
изделия, имеющие
более сложные
формы, а также
все скульптурные
изделия отливают
в многокусочных
формах. Кроме
того, очень
сложные изделия,
особенно
скульптурные,
не могут быть
отлиты в один
прием, в одной
многокусочной
форме. Такие
изделия оформляют
по частям—отдельные
части отливают
в отдельных
многокусочных
формах, затем
склеивают в
одну цельную
фигуру.
Приставные
части — ручки
к полым изделиям
и носики к чайникам
и кофейникам
— также отливают
отдельно, затем
приклеивают
к корпусу изделия.
При литейном
способе изготовления
изделий эти
детали могут
быть оформлены
одновременно
с корпусом
изделия.
Отливка
приставных
частей ведется
в многогнездных
гипсовых формах,
состоящих из
двух створок.
Створки этих
форм изготовляют
в виде круглых
плит с отверстием
в центре. Гнезда
для деталей
располагаются
в радиальном
направлении
так, что один
конец детали
сообщается
с центральным
отверстием,
служащим литником.
Для более высокой
производительности
литья деталей
обычно их формы
собирают в
колонку, что
дает возможность
заливать большое
количество
единиц (батарейное
литье) за один
прием.
Сервизно-хозяйственные
и скульптурные
изделия отливают
вручную и
механизированным
способом. Отливка
изделия состоит
из следующих
операций: очистки
гипсовых форм
от прилипшей
к ним массы,
сборки их, заливки
шликером, выдержки
для набора
черепка, слива
избытка шликера,
подвяливания
до некоторого
закрепления
черепка, подрезки
краев (или
литников),
второго подвяливания
сырого черепка
до отставания
от стенок форм
и выборки сырого
изделия из
форм.
На полуавтомате
гипсовые формы
устанавливаются
в соответствующих
гнездах конвейера.
При вращении
стола последовательно
формы подходят
под резервуар,
откуда через
сопла автоматически
заливаются
шликером. Набор
черепка завершается
через определенную
часть оборота
стола, затем
избыток шликера
сливается.
Формованные
или отлитые
фарфоровые
изделия подвяливаются
в формах до
некоторого
отвердения
черепка и отставания
его от формы.
Фарфоровые
изделия, не
подлежащие
одностадийной
сушке, оправляют
после подвяливания
на оправку.
Операция оправки
заключается
в снятии заусенцев
и неровностей,
которые образовались
на изделиях
при их оформлении.
Оправку производят
на шпиндельном
станке с помощью
увлажненной
губки.
Ручки и носики
приклеивают
к изделиям с
помощью жижеля
изготовляемого
из сухих отходов
изделий или
из обычного
шликера.
Изделия с
приставленными
деталями направляют
в окончательную
сушку.
В процессе
оформления
изделий получаются
значительные
технологические
отходы массы
в виде обрезков
и брака свежеформованного
полуфабриката.
Дефектами на
изделиях при
этой операции
обработки
являются складки,
срывы (при
формовании),
повреждения,
втяжки (на литьевых
изделиях) и др.
Все эти отходы
должны быть
собраны в чистом
виде и переданы
в массозаготовительныи
цех для переработки
и добавки к
свежей массе.
5.4.4 Сушка, утильный
обжиг и глазурование
изделий
После формования
полуфабрикат
надо высушить,
это требуется
как для выполнения
последующих
операций, так
и для беспрепятственного
проведения
обжига.
Кристаллическая
вода, химически
связанная в
глинистых
минералах, не
выделяется
при сушке. Она
отщепляется
только во время
обжига.
При сушке
вода превращается
в пар. Перевод
воды из: жидкой
фазы в газообразную
требует значительного
расхода тепловой
энергии. Отнесенный
к температуре
воздуха 20°С он
составляет
примерно 2427-103 Дж
на испарение
1 л воды. Сушка
должна быть
в значительной
степени закончена
перед обжигом,
так как выделяющийся
водяной пар
при определенных
условиях может
охладиться
до достижения
точки росы.
Конденсат
осаждается
на черепке и
размягчает
его, в результате
чего изделие
деформируется.
Кроме того, при
высокой температуре
в зоне нагревания
печи начинается
интенсивное
испарение воды.
Поверхность
изделия быстро
высыхает, открытые
поры сужаются
и закрываются,
препятствуя
прониканию
водяного пара
наружу. В критических
случаях это
может привести
к разрушению
черепка.
Для сушки
изделий тонкой
керамики используют
преимущественно
влажный воздух.
При сопоставлении
плотностей
сухого и влажного
воздуха и водяного
пара при температурах
О и 100°С видно,
что сухой воздух
тяжелее водяного
пара и влажного
воздуха.
Влажный воздух
благодаря своей
меньшей плотности
стремится в
сушилке вверх.
При этом он
соприкасается
с высушиваемыми
изделиями,
поглощает и
увлекает с
собой выделяющийся
из них пар.
Д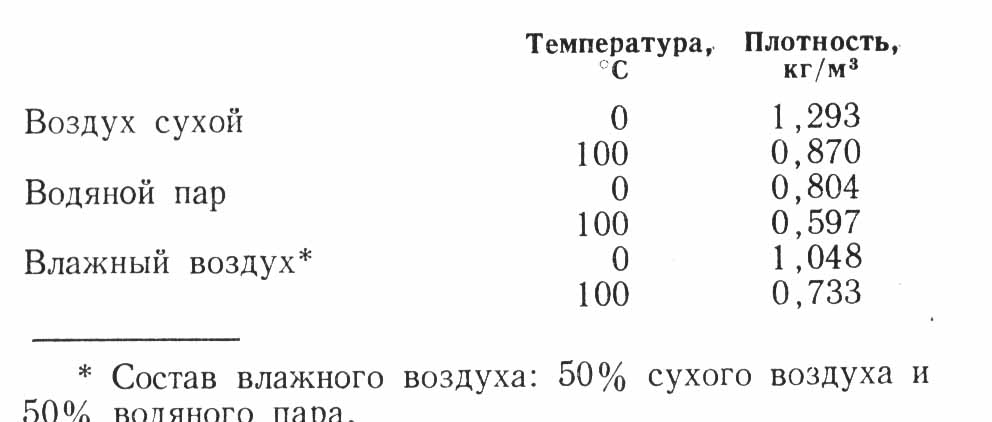 ля
правильного
ведения процесса
сушки необходимо
знать основные
закономерности.
Если сушка
организована
соответствующим
образом, то
возникает
меньше дефектов.
Процесс сушки
осуществляется
с поверхности,
изделие должно
сначала стать
относительно
сухим внутри,
а уже затем его
поверхность
отдаст последнюю
влагу. ля
правильного
ведения процесса
сушки необходимо
знать основные
закономерности.
Если сушка
организована
соответствующим
образом, то
возникает
меньше дефектов.
Процесс сушки
осуществляется
с поверхности,
изделие должно
сначала стать
относительно
сухим внутри,
а уже затем его
поверхность
отдаст последнюю
влагу.
Вода, находящаяся
в порах, достигает
поверхности,
что вызвано
увеличением
ее объема при
нагревании.
Вода в порах,
расположенных
ближе к поверхности,
испаряется
и обеспечивает
продвижение
воды из пор,
находящихся
в нижних слоях.
После удаления
значительной
части воды из
пор начинается
усадка изделия.
Так как вода,
находящаяся
в порах, не только
обусловливает
усадку, но и в
значительной
степени влияет
на ее величину,
она называется
также усадочной.
С началом усадки
изделия поры
сужаются, их
диаметр уменьшается,
в результате
увеличивается
капиллярный
эффект. По мере
нагревания
изделий к их
поверхности
поступает уже
водяной пар,
поглощаемый
теплоносителем.
Процесс аналогичен
всасыванию
жидкости, поэтому
через поры
наружу может
выходить и
вода, окружающая
частицы оболочкой.
Между поверхностью
и внутренней
частью черепка
возникает
перепад (градиент)
влажности,
который постепенно
снижается.
С повышением
температуры
начинает испаряться
большая часть
воды набухания.
Она переходит
через поверхность
частиц в их
водную оболочку,
проникает в
поры и достигает
поверхности
испарения. К
этому времени
внутри материала
воды больше
нет, остается
только водяной
пар, который
диффундирует
через черепок
наружу.
Сушку обусловливают
многие факторы.
Дефекты массы
и нарушения
технологии
ее приготовления
проявляются
в процессе
сушки и ухудшают
качество
полуфабриката.
Особое значение
имеет влажность
изделия до
сушки. Массы
с высоким
влагосодержанием
требуют длительной
сушки. Необходимо
устанавливать
по возможности
равномерную
скорость сушки.
Если при быстрой
сушке водяной
пар не может
испариться
полностью, то
в черепке появляются
напряжения.
В результате
возможна деформация
или даже полное
разрушение
черепка.
Сушку можно
проводить
различными
способами.
Задача заключается
в выборе технически
наиболее приемлемого
и экономически
наиболее эффективного
способа.
Непосредственный
теплообмен
нагретого
воздуха с
высушиваемой
продукцией
происходит
при конвективной
сушке. Теплоноситель
при этом отдает
накопленное
тепло изделиям,
поглощает
выделяющийся
водяной пар
и выводит его
из сушилки.
Процессы
теплопередачи
и поглощения
пара сопровождаются
охлаждением
поверхностей
испарения.
Поэтому горячий
теплоноситель
надо подводить
непрерывно,
иначе из-за
снижения температуры
произойдет
конденсация
пара.
Другие способы
— это контактная
и радиационная
сушка, которые
мало используются
для тонкой
керамики.
Для осуществления
сушки имеет
существенное
значение система
подачи теплоносителя
к изделиям. По
этому признаку
различают
сушку:
стационарную
— изделия не
перемещаются,
теплоноситель
воздействует
на них неравномерно;
прямоточную
— изделия и
теплоноситель
перемещаются
в сушилке в
одном направлении;
противоточную
— изделия и
теплоноситель
перемещаются
в сушилке в
противоположных
направлениях;
перекрестную
— изделия
передвигаются
вдоль сушилки,
а теплоноситель
поперек;
перекрестно-противоточную
— изделия
перемещаются
вдоль сушилки,
теплоноситель
многократно
обновляется
и движется
поперек сушилки;
в конце сушилки
навстречу
изделиям нагнетается
горячий воздух.
Самые
современные
сушилки работают
по принципу
перекрестно-циркуляционно-многоступенчатых.
Теплоноситель
циклически
многократно
нагревается
и насыщается
влажным воздухом,
чем достигаются
превосходные
результаты.
Несмотря на
относительно
высокую скорость
сушки, изделия
имеют мало •
дефектов.
Карусельная
сушилка. Состоит
из вращаемого
вручную карусельного
стола с отверстиями,
через которые
снизу по распределительной
системе нагнетается
воздух. Высушиваемые
изделия, обычно
кружки, опрокидывают
над отверстиями
карусельного
стола. Сушка
проводится
до кожетвердого
состояния.
Затем полуфабрикат
оправляют,
приставляют
ручки и переставляют
в сушилку для
окончательной
сушки. Сушилку
обогревают
паровыми
калориферами.
К амерная
сушилка (рис.
19). Состоит из
одной или нескольких
отдельных
камер. Сушка
происходит
на основе конвекции.
Источником
тепла может
быть пар, горячий
воздух или
отходящие от
печей газы.
Тепло подводится
к сушилкам
через ребристые
трубы. амерная
сушилка (рис.
19). Состоит из
одной или нескольких
отдельных
камер. Сушка
происходит
на основе конвекции.
Источником
тепла может
быть пар, горячий
воздух или
отходящие от
печей газы.
Тепло подводится
к сушилкам
через ребристые
трубы.
Сушилку
загружают
вручную. Изделия
устанавливают
на полки или
на этажерочные
вагонетки. В
камерных сушилках
осуществляется
одностадийная
сушка. Изделия
во время сушки
неподвижны,
а теплоноситель
омывает их. Для
организации
равномерной
сушки вентиляторами
обеспечивают
циркуляцию
теплоносителя.
Насыщенный
водяным паром
воздух удаляют
из верхней
части сушилки
вытяжными
вентиляторами.
В камерных
сушилках очень
трудно достичь
равномерного
распределения
потоков воздуха.
Основные
недостатки
сушилок —
периодичность
действия, большие
потери тепла
при загрузке
и разгрузке,
относительно
длительное
время сушки.
Время сушки
и тепловые
потери можно
сократить,
используя
секционные
камерные сушилки.
Туннельная
сушилка. Сушилка
отличается
от камерной:
тем, что в ней
перемещаются
изделия и
теплоноситель.
Изделия вручную
укладывают
на транспортирующую
ленту или
устанавливают
на вагонетки.
Туннельные
сушилки работают
непрерывно.
Передвижение
изделий механизировано,
используются
такие же источники
тепла, как в
камерных сушилках.
Сушилка состоит
из обшитого
теплоизоляционными
плитами каркаса,
на торцовых
стенках которого
находятся
загрузочное
и разгрузочное
окна. Источники
тепла такие
же, как для всех
остальных
сушилок. Регулирующие
устройства
поддерживают
заданные температуру,
состав влажного
воздуха и скорость
сушки. Формы
с изделиями
через загрузочное
окно помещают
на люльки сушилки.
Загрузка иногда
механизирована,
за исключением
участков литья
Сушилки на
поточных линиях
оснащены
пневматическими
переставителями.
Современное
направление
развития сушильной
техники — это
создание скоростных
сушилок, отличающихся
исключительно
коротким сроком
сушки.
Причину
дефектов,
появляющихся
в процессе
сушки, часто
трудно установить,
так как это
может быть не
только нарушение
режима, но и
отклонения
от технологических
параметров
на предыдущих
этапах производства.
Такие дефекты,
как деформация
изделий, трещины,
разрушение
полуфабриката,
проявляются
только после
сушки, и не всегда
удается однозначно
выявить причину
того или иного
дефекта. Существенное
влияние на
результат сушки
оказывает
состав массы.
Высокое содержание
глинистых
составляющих
и, как следствие,
большое количество
воды набухания
при неправильно
выбранном
режиме сушки
изделия обусловливают
появление
дефектов. Во
время сушки
в черепке образуются
большие перепады
влажности,
из-за чего происходит
деформация
полуфабриката.
Причина
деформации
может быть
заложена в
технологии
формования.
Большая разница
между частотами
вращения шпинделя
и ролика так
же, как и сильное
давление ролика,
разрыхляет
черепок, который
из-за этого
разрушается
при нагревании
во время сушки.
Интенсивная
сушка, не учитывающая
возможности
перемещения
влаги в полуфабрикате,
также приводит
к дефектам,
потому что
быстрый отбор
влаги приводит
к напряжениям
в полуфабрикате.
Сначала происходит
деформация
и появляются
трещины, затем
изделие разрушается..
Основное
правило эксплуатации
всех сушилок
— соблюдение
чистоты. Обязательно
надо удалять
пыль. Если на
высушенном
изделии вследствие
конденсации
появляются
пятна ржавчины,
то сушилку
необходимо
почистить.
Металлические
детали, с которых
осыпается
ржавчина, покрывают
антикоррозийной
краской.
Утильный
обжиг. Назначение
первого обжига
— прежде всего
упрочнить
полуфабрикат.
Относительно
тонкий черепок
необожженных
изделий при
глазуровании
размокает и
не выдерживает
механического
воздействия.
Кроме того, в
процессе первого
обжига должно
произойти
очищение черепка,
т. е. выгорание
органических
примесей, разложение
выделяющих
газ веществ.
(Этого же можно
достичь в зоне
подогрева печей
политого обжига.)
Во время первого
обжига в массе
происходят
следующие
процессы:
испаряется
не удалившаяся
при сушке остаточная
вода затворения
и гигроскопическая
влага (1—870);
в области
температур
500—600 °С выделяется
кристаллическая
вода каолинита,
масса обжигается
«намертво»
(необратимо),
после чего ее
нельзя больше
пластифицировать
водой; при более
высоких температурах
начинается
спекание массы,
прокаленный
черепок приобретает
прочность,
которая зависит
от температуры
и длительности
ее воздействия;
при температуре
от 900 до 1000 °С расщепляются
газообразные
составляющие
Для политого
обжига фарфора
в туннельных
печах, продолжительность
процесса в
которых в отличие
от камерных
печей поддерживается
постоянной,
особенно важно
правильно
проводить
первый обжиг.
Чтобы обеспечить
дальнейшее
превращение
метакаолинита,
возникшего
при обезвоживании
каолинита, для
фарфоровых
масс необходимо
поддерживать
высокую температуру
первого обжига
(950—1050°С). Этим
предотвращаются
такие дефекты
политого обжига,
как прыщ и пузырь.
Однако с
усовершенствованием
конструкции
туннельных
печей для политого
обжига фарфора
развивается
противоположное,
более экономичное
направление
в технологии
обжига: с целью
снижения расхода
топлива первый
обжиг проводят
при низкой
температуре
(700—850°С), а очистку
и дегазацию
черепка обеспечивают
во время политого
обжига. Естественно,
механическая
прочность
полуфабриката
снижается,
впрочем для
глазурования
она остается
достаточной.
Преимуществом
более низкой
температуры
первого обжига
является также
быстрое охлаждение
изделий, благодаря
чему можно
значительно
повысить
производительность
печей.
При современном
уровне развития
техники первый
обжиг можно
проводить в
щелевых печах,
в которых чашки
и установленные
поодиночке
тарелки обжигают
за 30—60 мин, стопки
тарелок по 10
шт. и более —за
6 ч. Предпосылкой
скоростного
первого обжига
является хорошая
сушка. Содержание
остаточной
влаги в полуфабрикате
не должно превышать
2%. С повышением
влажности массы
сильно снижается
прочность
необожженного
черепка. На это
необходимо
обращать особое
внимание при
транспортировании
полуфабриката
например
установленных
в стопки тарелок.
Особенно
тщательно надо
проводить
охлаждение,
так как большая
часть трещин
во время первого
обжига образуется
при охлаждении.
Рекомендуется
замедление
процесса охлаждения
в области температуры
превращения
кварца 575 °С,
связанного
со скачкообразным
изменением
объема материала..
Толстостенные
изделия, такие
как фарфоровая
посуда для
общественного
питания, можно
обжигать однократно,
минуя первый
обжиг.
На Минском
фарфоровом
заводе утильный
обжиг производится
в следующих
печах: полые
изделия обжигаются
в печи ЛЕР, а
плоские изделия
в печи типа
ПОК. Температурные
режимы печей
приведены в
приложении.
Глазурование
5.4.5 Политой
обжиг
Фарфоровый
полуфабрикат
приобретает
нужные свойства
— механическую
прочность,
газо- и водонепроницаемость,
термическую
устойчивость
только после
политого обжига
при высокой
температуре.
Поэтому политой
обжиг является
завершающей
и ответственнейшей
операцией в
технологии
изготовления
фарфора. Он
называется
политым потому,
что ему подвергаются
изделия, политые
глазурью. Иногда
политой обжиг
именуется
также вторым
или окончательным
обжигам, так
как он следует
за первым обжигом.
Политой обжиг
фарфоровых
изделий производится
в нижней (политой)
камере горна
или соответствующих
туннельных
и Щелевых печах.
Его осуществляют
при определенных
температурных
и газовых
режимах, точное
соблюдение
которых зависит
от регулировочной
способности
печи. При обжиге
фарфора большое
значение имеет
процесс нагревания
полуфабриката
от температуры
1050 до 1080°С. В этот
период нужно
обеспечить
избыток воздуха
и полное сгорание
топлива без
образования
сажи. С одной
стороны, это
необходимо
для дегазации
черепка, особенно
если он недостаточно
прокален в
первом обжиге,
с другой, — для
предотвращения
оседания частиц
сажи, которые
очень плохо
выгорают вторично.
Опыт показывает,
что неправильное
нагревание
способствует
образованию
пятен и наколов
на поверхности
глазури. Поэтому
рекомендуется
делать окислительную
выдержку 30— 60
мин при температуре
1050—1080 °С до перехода
к восстановительному
периоду. В отличие
от фаянса и
витриес-чайна
для обжига
фарфора необходим
восстановительный
период, который
оказывает
решающее влияние
на качество
полуфабриката
и во время которого
могут образоваться
многие огневые
дефекты.
Почти во всех
сырьевых материалах
в качестве
примесей содержатся
Fe2O3
и сульфаты.
Так, в фарфоровой
массе содержится
около 0,5% Fe2O3
, который при
температуре
1300°С отщепляет
кислород:
3Fe2O3
= 2Fe3O4
+ 0,5O2,
или 2Fe2O3
= 4FeO + O2.
При температуре
выше 1300°С черепок
в значительной
степени уплотнен,
глазурь расплавлена,
поэтому кислород
не может выделиться
и содействует
образованию
пузырей. Следовательно,
дегазация
должна быть
смещена в область
таких температур,
при которых
черепок еще
пористый и
кислород может
улетучиваться.
Для этого необходимы
восстановительные
газы (СО или
Н2). Горение
должно осуществляться
при недостатке
воздуха. Процесс
восстановления
должен произойти
до плотного
спекания черепка
и растекания
глазури. Восстановление
Fe2O3
происходит
согласно уравнению:
Fe2O3
+ СО = 2FеО + CO2.
В период
восстановления,
пока черепок
еще пористый,
СО или H2
отнимает у
Fe2O3
кислород, который
в противном
случае позднее
отщепляется
сам и становится
причиной образования
прыщей и пузырей.
Во время этого
этапа обжига
в дымовых газах
должно содержаться
от 2 до 5 % СО и H2.
Для надежности
восстановительную
среду поддерживают
немного дольше,
чем нужно
теоретически;
таким образом,
обжиг проводят
при недостатке
воздуха в области
температур
от 1050 до 1300 °С.
Необходимость,
восстановления
Fe2O3
обусловлена
также следующими
причинами.
Разложение
Fe2O3
на FeО и О2
может осуществляться
без восстановительной
среды при
температурах
выше 1300 °С, однако
оно происходит
не полностью.
Fe2O3
окрашивает
невосстановленный
черепок в желтоватый
цвет. Чтобы
получить белую
окраску, весь
имеющийся Fe2O3
надо перевести
в FeО. Последний,
соединяясь
с SiO2, образует
силикат железа,
имеющий зеленовато-голубой
оттенок, который
почти незаметен
и не снижает
качества изделия.
Образующийся
при восстановлении
FeO значительно
улучшает условия
спекания черепка
и ускоряет его
уплотнение.
Аналогичное
явление происходит
с CaSO4 В
присутствии
СО или Н2 он
разлагается
быстрее, чем
в окислительной
среде, с отщеплением
SO3.
Восстановления
не требуется
для керамических
масс, спекающихся
при более низких
температурах
(1300 °С), при которых
выделения газов
не происходит,
так же как и
для масс, не
достигающих
плотного спекания,
из которых газы
могут выделиться
в любое время.
В последний
период политого
обжига черепок
должен созреть,
благодаря чему
фарфор приобретает
высокую прочность,
становится
просвечивающим
и плотным. Глазурь
равномерно
растекается
и создает красивую
блестящую
поверхность
фарфора.
Качество
политого обжига
зависит от
максимальной
температуры
обжига, длительности
выдержки и
состава газовой
среды. Состав
дымовых газов
в этот период
обжига должен
быть близким
к нейтральному.
Избыток воздуха
может привести
к повторному
окислению Fe0,
а восстановительная
среда ухудшает
экономические
показатели
обжига, белизну
и качество
поверхности
фарфора.
В последний
период обжига
подъем температуры
замедляется,
расход топлива
увеличивается.
Окончательная
температура
обжига, °С,1340—1380
(в щелевых печах
до 1430)
Максимальная
температура
обжига зависит
от состава
массы и равномерности
распределения
температур
по сечению
садки изделий.
Политой обжиг
фарфора проходит
четыре периода:
1) нагревание
и дегазация
до температуры
1050—1080 °С в окислительной
среде;
2) восстановление
в области температур
(1050—1080) — 1300 0С;
3) максимальная
выдержка в
нейтральной
среде до температуры
1340—1380°С;
4) охлаждение
от максимальной
до комнатной
температуры.
Продолжительность
обжига фарфоровых
изделий в туннельных
печах составляет
27—35 ч, фаянсовой
посуды — 18— 27 ч.
Для большинства
видов изделий
продолжительность
нагревания
и охлаждения
теоретически
можно значительно
сократить,
однако огнеприпас,
которым мы
распологаем
при современном
уровне знаний,
не позволяет
этого сделать.
В щелевых
печах, в которых
огнеприпас
практически
не используется,
обжиг посуды
сокращен до
2 – 5 ч.
В технике
обжига наряду
с режимами
имеет значение
организация
производства.
Расход топлива
и капитальные
затраты на
сооружение
печей должны
быть по возможности
низкими, срок
службы и надежность
в работе высокими.
Раньше самыми
целесообразными
были камерные
печи (горны) с
многодневным
режимом обжига,
которые не
соответствуют
современному
уровню развития
теплотехники.
Современные
типы печей —
непрерывнодействующие
туннельные
и камерные
периодического
действия с
выкатным подом.
Разновидностью
туннельных
печей являются
щелевые, разновидностью
камерных печей
с выкатным
подом — колпаковые.
Туннельные
печи. Недостаточно
широкое распространение
туннельных
печей в керамической
промышленности
в предшествующий
период объясняется
их особенностями.
Туннельные
печи не отличаются
такой гибкостью
изменения
режима обжига,
как например
горны. Это значит,
что для туннельной
печи нужен
приблизительно
одинаковый
ассортимент
и достаточно
большое количество
изделий, подаваемых
на загрузку
постоянно.
Поэтому туннельные
печи стали
применять
только с развитием
концентрации
производства
на больших
предприятиях.
Годовая производительность
средней туннельной
печи длиной
85 м, высотой и
шириной садки
по 1 м 1500— 1800 т.
Туннельную
печь делят на
три зоны: подогрева
— от входа в
печь до первых
горелок; обжига
— средняя часть,
в которой находятся
горелки; охлаждения
— от конца зоны
обжига до выхода
из печи.
В первой зоне
изделия нагреваются
поступающими
из зоны обжига
продуктами
горения, которые
перемещаются
навстречу
движению печной
вагонетки.
Продукты горения
отсасываются
из туннеля
через расположенные
в боковых стенках
каналы и выводятся
к дымовой трубе
или вытяжному
вентилятору.
В оснащенной
горелками (до
90 шт.) зоне обжига
изделия нагреваются
до температуры
спекания.
В зоне охлаждения
вагонетка и
садка должны
отдать тепло,
что осуществляется
с помощью
рекуператоров,
представляющих
собой систему
труб или каналов,
через которые
продувается
воздух. Полученный
таким образом
нагретый воздух
передается
для других
технологических
процессов,
например для
сушки, или
возвращается
в туннельную
печь (вдувание
нагретого
воздуха в зону
подогрева,
нагревание
воздуха, подаваемого
для горения
в зону обжига).
При выходе из
печи садка
должна быть
охлаждена до
температуры
100—150 °С.
Во всех трех
зонах туннельной
печи требуется
равномерное
распределение
температур
и газовой среды
по всему сечению.
Новейшие туннельные
печи для этой
цели оснащены
системами
циркуляции,
нагнетания
и вытяжки.
В настоящее
время для улучшения
равномерности
распределения
температур
во всех зонах
печей как при
нагревании,
так и при охлаждении
применяется
принцип поперечной
циркуляции
теплоносителя.
При этом используется
преимущественно
естественный
термический
напор (нагретые
газы легче, они
сами поднимаются).
Однако эффективность
циркуляции
зависит от
наличия продольных
разрывов в
садке.
Благодаря
многочисленным
техническим
усовершенствованиям
(вентиляторы,
трубопроводы,
горелки, шиберы,
контрольно-измерительные
и регулирующие
приборы) туннельная
печь стала
сложным агрегатом,
для правильного
обслуживания
которого необходимы
рабочие высокой
квалификации.
Контроль
обжига осуществляется
с помощью обширной
измерительной
системы.
Канал обжига
должен быть
хорошо закрыт
от влияния
внешней среды.
Снизу это
обеспечивается
плотным смыканием
платформ вагонеток
(в поперечном
направлении),
а у стен (в продольном
направлении)
специальными
устройствами
— лабиринтами,
песочным уплотнением.
В начале печи
для уплотнения
раньше часто
устанавливали
жалюзи. Теперь
их заменили
воздушными
завесами.
Печные вагонетки
перемещаются
по рельсам.
Вагонетка
состоит из
огнеупорной
платформы,
металлического
основания и
ходовой части.
На платформе
обычно устанавливают
канализированный
под, который
воспринимает
садку и выполняет
важнейшую
технологическую
функцию, обусловливая
аэрогидродинамические
параметры
обжига. В связи
с тем что механическая
прочность
платформы
невелика, основание
ее должно быть
жестким, чтобы
оградить огнеупорный
материал от
повреждений.
Различают
две основные
системы туннельных
печей — открытого
пламени и муфельные.
Так как для
обжига все в
большей степени
применяется
чистый природный
газ, в промышленности
преобладают
печи открытого
пламени. Муфельные
печи устарели.
Для исключения
влияния дымовых
газов на качество
полуфабриката
все чаще используют
электрические
туннельные
печи.
Туннельные
печи открытого
пламени можно
применять там,
где используют
чистое топливо,
или где изделия
при соприкосновении
с дымовыми
газами не портятся.
Для некоторых
изделий такой
контакт даже
необходим,
например при
обжиге
фарфора, когда
необходимы
химические
реакции между
продуктами
горения и изделиями.
В печах открытого
пламени горячие
дымовые газы
поступают прямо
в туннель. Они
омывают обжигаемые
изделия и должны
при этом равномерно
распределиться
по сечению
садки, обеспечив
непрерывное
нагревание.
Следует избегать
непосредственного
соприкосновения
изделий с пламенем,
чтобы предотвратить
их пережог.
Поэтому горение
происходит
в топках или
в разрывах
садки (импульсные
или высокоскоростные
горелки), откуда
продукты горения
поступают к
обжигаемым
изделиям. Благодаря
такой прямой
теплопередаче
печь открытого
пламени достаточно
экономична,
отличается
высокой
производительностью.
В промышленности
тонкой керамики
наиболее
распространены
печи с сечением
канала 1—1,2 м3.
В печах, имеющих
более крупное
сечение, труднее
обеспечить
необходимый
аэрогидродинамический
режим обжига.
При большой
высоте садки
очень сильно
возрастают
нагрузки на
огпеприпас,
в результате
чего существенно
увеличиваются
расходы на
обжиг.
Электрические
туннельные
печи обеспечивают
абсолютно
чистую газовую
среду, поэтому
их применяют
преимущественно
для обжига
декорированных
изделий. В качестве
нагревателей
используют
канталовые
(Кантал — сплав
для электронагревательных
элементов —
сталь, содержащая
Fe, Сг. А1, Со,
с максимальной
температурой
использования
1150— 1375 °С, разработан
в Швеции) стержни.
Электронагреватели
обеспечивают
температуру
обжига до 1200 °С.
Благодаря
использованию
системы рециркуляции,
отводу горячего
воздуха из зоны
обжига в зону
подогрева, где
тепло передастся
изделиям, достигается
низкий удельный
расход энергии
(0,06— 0,1 кВт/кг), отнесенный
к загружаемой
продукции,
включая вспомогательные
материалы,
Широкому
распространению
электрических
туннельных
печей препятствует
в настоящее
время повышенный
спрос на электроэнергию.
Однако по мере
истощения
мировых запасов
органического
топлива и
совершенствования
атомных электростанций
значение
электрических
печей возрастает.
Но туннельные
печи имеют
некоторые
недостатки.
С одной стороны,
из-за высокой
производительности
печи все производство
(неуправляемо)
сосредоточивается
в процессе
обжига, с другой
стороны, загрузка
изделий в печь
— процесс трудоемкий,
необходим
дорогой огнеприпас,
возникают
большие расходы
на загрузку
и выгрузку
печей. Трудно
оптимизировать
процесс обжига
из-за инертности
крупногабаритной
туннельной
печи и длительного
обжига, составляющего
для фарфора
(политой обжиг)
25—35 ч.
В туннельных
печах обжигаемые
изделия в конце
зоны подогрева
достигают
температуры
400—800 °С, а затем
попадают на
первый участок
зоны обжига),
образуемый
первой группой
горелок, настроенных
на сильное
окисление. Эта
группа горелок
обеспечивает
нагревание
изделий до
температуры
1050—1080 °С, после
чего изделия
поступают на
второй участок
зоны обжига,
где горелки
работают при
недостатке
воздуха. Здесь
в фарфоровой
массе происходит
восстановление
Fe2О3.
В связи с тем что
продукты горения
в туннельной
печи перемещаются
навстречу
изделиям, т. е.
к входной двери,
восстановительные
газы попадают
на первый
окислительный
участок зоны
обжига. Для
сохранения
окислительной
среды на первом
участке восстановительные
составляющие
продуктов
горения на
границе между
двумя участками
дожигаются
благодаря
вдуванию воздуха
через воздушную
завесу.
связи с тем что
продукты горения
в туннельной
печи перемещаются
навстречу
изделиям, т. е.
к входной двери,
восстановительные
газы попадают
на первый
окислительный
участок зоны
обжига. Для
сохранения
окислительной
среды на первом
участке восстановительные
составляющие
продуктов
горения на
границе между
двумя участками
дожигаются
благодаря
вдуванию воздуха
через воздушную
завесу.
Важно, чтобы
на втором участке
зоны обжига
в канал печи
не подсасывался
побочный воздух,
который может
нарушить
восстановительную
среду. Поэтому
печи для политого
обжига на участках,
начиная с перехода
к восстановительной
фазе, работают
с избыточным
давлением. Это
необходимо,
так как уплотнение
печного пространства
никогда не
бывает полным.
Следовательно,
при обжиге
наряду с температурой
и газовой средой
большое внимание
следует уделять
давлению в
объеме печи.
На последнем
участке зоны
обжига происходит
созревание
фарфора. Здесь
также нежелательно
проникание
побочного
воздуха, так
как необходима
стабильная,
равномерная
газовая среда,
приближающаяся
к нейтральной.
Процесс
охлаждения
в туннельных
печах в значительной
степени определяется
устойчивостью
огнеприпаса
к сменам температур.
Тонкостенные
фарфоровые
изделия можно
охладить за
несколько
минут. Однако
такой процесс
сопровождается
быстрым выходом
из строя дорогостоящего
огнеприпаса.
Для повышения
качества изделий
важно, чтобы
охлаждение
проходило в
газовой среде,
не содержащей
продуктов
горения. Зона
обжига находится
под давлением,
поэтому продукты
горения стремятся
в зону охлаждения.
Чтобы препятствовать
этому, в конце
печи вдувают
воздух для
получения
противодавления
в зоне охлаждения.
Кроме того, для
предотвращения
перемещения
дымовых газов
в начале зоны
охлаждения
размещают
отсасывающие
отверстия.
Режим работы
печей политого
обжига обусловливается
теплопроизводительностью
групп или отдельных
горелок, газовой
средой, аэрогидродинамическим
режимом в объеме
печи, количеством
вдуваемого
воздуха, эффективностью
рекуператоров
в зоне охлаждения.
Эти величины
постоянно
контролируют
и поддерживаютавтоматически
на заданном
уровне, за
исключением
пропускной
способности
рекуператоров.
Процесс спекания
— самый энергоемкий
в керамической
промышленности,
поэтому особо
важное значение
имеет рациональное
использование
энергии. Для
экономии энергии
необходимо:
оптимально
загружать объем
печи, соблюдать
установленные
плотность садки
и длительность
процесса;
максимально
использовать
тепло продуктов
горения в зоне
подогрева за
счет поперечной
циркуляции,
снижать
поглощение
тепла плитами
вагонеток за
счет футеровки
вагонеток
легковесными
огнеупорными
материалами;
подогревать
воздух, подаваемый
для горения,
с помощью
рекуператоров
оптимальной
конструкции,
действующих
в зоне охлаждения
(температура
воздуха до 600
° С);
использовать
в сушилках
воздух, отбираемый
из зоны охлаждения
печей;
избегать
потерь от боя
при транспортировании
полуфабриката
и огне-припаса;
снижать массу
огнеприпаса.
Распределение
температур
в туннельной
печи в значительной
степени зависит
от аэрогидродинамического
режима в канале,
который в свою
очередь обусловлен
плотностью
садки. Изделия,
которые не
омываются
продуктами
горения, нагреваются
недостаточно.
Для отсасывания
продуктов
горения
в плотно
загруженной
туннельной
печи необходимо
большое разрежение
в зоне подогрева,
что способствует
подсасыванию
побочного
воздуха и снижению
тем самым
коэффициента
полезного
действия.
Садка вагонетки
образуется
столбами капселей
с плоскими
изделиями или
загруженными
продукцией
этажерками.
Перемещающиеся
вдоль и частично
поперек печи
продукты горения
должны насколько
возможно равномерно
омывать изделия.
Для этого необходимо,
чтобы столбы
капселей стояли
не плотно, а с
зазорами. Потеря
производительности
может быть
компенсирована
повышением
скорости перемещения
вагонеток.
К элементам
садки относятся
также опорные
стойки, образующие
канализированный
под вагонетки,
через который
продукты горения
подводятся
к нижней части
садки. Излишня
плотная садка
вынуждает
поддерживать
большое разрежение
в начале печи,
что повышает
опасность
появления таких
дефектов, как
задувка, засорка.
Кроме того, с
увеличением
плотности садки
повышается
опасность
недожога середины
ее нижней части
и пережога
внешней части.
Следует
учесть, что при
пережоге изделий,
находящихся
вблизи горелок,
повреждается
огнеприпас,
особенно
кордиеритовый
капсель.
Большое
значение для
режима обжига
имеет соблюдение
свободных
проходов для
потоков тепла
в канализированном
поду и в разрывах
садки.
Необходимо
также следить
за устойчивостью
столбов капселей
и этажерок,
иначе в печи
может произойти
завал и повреждение
вагонеток. Это
случается чаще
всего из-за
обвала садки,
которая заклинивается
между вагонеткой
и стенкой печи.
В таких случаях
приходится
останавливать
печь. Работы
по ликвидации
аварии проводятся
в тяжелых условиях.
При загрузке
изделий в капседь
и на вагонетку
необходимо
придерживаться
разработанных
схем садки.
Фарфоровые
чашки и кружки
легко деформируются
в процессе
обжига, поэтому
их склеивают
попарно или
устанавливают
на бомзы. При
склеивании
двух кружек
их края смазывают
специальным
составом и
соединяют
отверстиями,
препятствуя
таким образом
искривлению.
Кружки с фигурным
краем обжигают
на бомзах,
представляющих
собой своеобразный
огнеприпас,
который, будучи
отформованным
из той же массы,
что и кружка,
в процессе
обжига претерпевает
одинаковую
с ней усадку,
тем самым,
предотвращая
деформацию.
Особого
внимания требует
установка для
обжига фигурной
керамики. В
зависимости
от вида изделий
иногда приходится
использовать
специальный
огнеприпас.
Изделия с широко
расставленными
деталями надо
установить
так, чтобы эти
детали при
обжиге не отвалились.
При загрузке
вагонеток
следует неукоснительно
соблюдать
профиль садки.
Назначение
огнеприпаса
— обеспечить
рациональную
загрузку печей
и защитить
изделия от
нежелательного
воздействия
дымовых газов.
В зависимости
от назначения
и формы различают
следующие виды
огнеприпаса:
капсель для
круглой плоской
посуды из
карбидкремний-
или кордиеритсодержащего
материала;
плиты для этажерок
на основе тех
же материалов;
стойки для
этажерок и
канализированного
пода из карбид-кремний-,
муллит- или
кордиеритсодержащего
материала;
подставки
для тарелок
и приспособления
для установки
глазурованной
плоской посуды
в стопки во
время политого
обжига или
обжига декорированных
изделий;
опорные плиты
и бомзы, подпорки
для установки
обжигаемых
изделий в наклонном
положении;
опоры для
выступающих
деталей при
обжиге скульптуры.
Огнеприпас
испытывает
высокие механические
и термические
нагрузки, поэтому
он должен иметь
высокую прочность
в холодном и
нагретом состоянии,
термостойкость,
стабильность
размеров в ходе
длительной
эксплуатации,
химическую
устойчивость
при температурах
эксплуатации,
умеренную
себестоимость.
5.4.6 Декорирование
фарфоровых
изделий.
Назначение
декора — повысить
эффект, производимый
цветом материала
и его формой,
так как материал,
форма и декор
при правильном
сочетании
определяют
эстетические
свойства изделий.
Для изделий
с белым черепком
или покрытых
белой глухой
глазурью белизна
имеет первостепенное
значение.
Декорирование
таких изделий
способствует
большему проявлению
ценных свойств
материала, из
которого они
изготовлены.
Это в равной
мере относится
и к изделиям
с окрашенным
черепком, так
как окраска
сама по себе
является декором.
Декор не должен
подавлять
окраску материалом
изделий. Правильно
подобранный
декор выгодно
оттеняет белый
цвет, который
становится
светлее и ярче
всех тонов.
Эффект декорирования
обусловлен
прежде всего
умелым сочетанием
декора и формы
изделия. Плохо
продуманную
форму изделия
не спасет никакой
декор. Нельзя
также считать,
что хорошая
форма может
обойтись без
декора. Декор
выполняет свою
роль тем лучше,
чем больше он
соответствует
форме изделия.
Из этого, однако,
не следует, что
он не имеет
самостоятельного
значения. Напротив,
характерная
форма требует
и характерного
декора.
Соотношение
живописных
разделок, %: деколь
— 60; аэрограф—10;
отводка (ленты)
— 15; штамп, печать
— 5; ручная роспись
— 10. Различают
рельефное
и гладкое
декорирование
изделий.
Одним из
способов
декорирования
изделий является
покрытие их
цветными глазурями.
Особый интерес
представляет
декорирование
кракле — получение
глазурного
покрова в виде
сетки разного
цвета и размера.
Этот способ
декорирования
основан на
значительном
различии
коэффициентов
термического
расширения
(КТР) глазури
и черепка изделий.
На отечественных
предприятиях
все в больших
объемах применяется
под-глазурное
декорирование
(роспись) фарфоровых
изделий. Около
60% всех фаянсовых
изделий декорируется
подглазурными
красками.
Подглазурное
декорирование
исключает
специальный
обжиг изделий
и способствует
лучшему закреплению
декора.
Декорирование
изделий, обжигаемых
скоростными
способами,
имеет свои
особенности.
Толщина слоя
краски не должна
превышать 40
мкм, в противном
случае она не
сможет хорошо
закрепиться
на глазурном
покрове (взаимная
диффузия краски
в глазурь, и
наоборот).
Декорирование
изделий является
наименее
механизированным
процессом по
сравнению с
другими процессами
производства
фарфора и фаянса.
На декориро-вании
занято до 30% рабочих
основного
производства,
а объем работ,
выполняемых
вручную, составляет
70—75%. Такое положение
объясняется
сложностью
процессов
декорирования
— многоцветностью
рисунка, трудностью
нанесения
декора на поверхность
изделий, имеющих
различную
кривизну, частой
заменой декора,
а также отсутствием
механизированных
средств нанесения
декора.
Рельефный
декор. Выпуклые
украшения
поверхности.
Эти способы
рельефного
декора изделий
включают: отливку
изделий в гипсовых
формах с рельефным
рисунком на
их поверхности,
нанесение
декора путем
лепки на поверхность
изделий, находящихся
в кожетвердом
(подвяленном)
состоянии.
После сушки
изделия глазуруют
и обжигают.
Этот вид декорирования,
особенно изделий
из тонкокаменных
масс и майоликовых,
широко распространен
в США и Франции,
где имеется
несколько
патентов получения
рельефного
декора по цвету
как соответствующего
фону окраски
изделия, так
и отличного
от него.
Нанесение
заглубленного
декора. Способы
заглубленного
декорирования
включают получение
изображения
гравировкой
проволочной
петлей, процарапыванием
поверхности
подвяленного
изделия или
вдавливанием
изображения
(инкрустация).
Вырезанные
линии рисунка
заполняют
цветным ангобом
или красками
шпиндельного
типа, изделие
сушат и покрывают
прозрачной
глазурью. Иногда
рисунок (сграффито)
процарапывают
сквозь слой
нанесенной
(сырой) глазури
до обнажения
цвета черепка
или подглазурного
ангоба, зачищают
края линий и
обжигают
Декорирование
деколью. Деколь
особенно пригодна
для декорирования
хозяйственной
посуды, так как
способ этот
очень производителен,
а качество
отделки высокое.
Деколь изготовляют
методом офсетной
(плоской) или
трафаретной
печати.
На керамических
предприятиях
отпечатанные
листы деколи
разрезают на
отдельные
рисунки, так
называемые
лепки. Лепки
окунают по
возможности
в мягкую воду
(1—2 мин). Подложка
и пленка с рисунком
отделяются
друг от друга,
благодаря чему
становится
возможным
перенос рисунка.
Промежуточный
слой облегчает
этот процесс.
Изготовление
деколи проходит
в основном семь
рабочих стадий:
оригинал —
репрофотография
— ретушь — контактное
изготовление
— монтаж —
изготовление
печатных форм
(копии) — печать.
Первые пять
стадий одинаковы
для офсетной
и трафаретной
печати, различны
только некоторые
детали.
Оригиналом
может быть
акварель, диапозитив,
чистовой рисунок
и т. д.
Репрофотография
(репро — сокращение
от слова «репродукция»)
— это воспроизведение
оригинала на
фотопленке
с помощью
репро-камеры.
Пленки размножаются
фотографическим
путем аналогично
изготовлению
фотографий.
Для печатания
сдвижной деколи
художник выполняет
разноцветный
рисунок натуральной
величины. Этот
рисунок копируют
с увеличением
в два раза и
фотографируют
с изготовлением
негативов по
количеству
примененных
красок. На каждом
полученном
негативе оставляют
просвет только
одной краски,
остальные поля
закрывают
ретушью. По
полученным
таким образом
негативам
изготовляют
на пленке позитивы.
Шелковую сетку
натягивают
на рамку, пропитывают
светочувствительной
эмульсией и
сушат. Затем
на эту сетку
накладывают
позитив и
засвечивают.
После этого
сетку промывают
в теплой воде,
в результате
эмульсия на
непросвеченных
местах растворяется,
а на просвеченных
— остается.
Таким образом
получают требуемый
трафарет для
каждой краски
многоцветного
рисунка. Для
сдвижной деколи
применяют все
керамические
краски, а также
препараты
золота и других
драгоценных
металлов.
Рамки с трафаретом
шарнирами
укрепляют на
станке, представляющем
собой квадратный
стол, покрытый
листовым стеклом.
Под стеклом
расположены
люминесцентные
лампы для
просвечивания.
На стекло накладывают
лист декольной
бумаги, ориентируют
ее по имеющейся
на стекле метке
(крестик) и
расправляют
с помощью
вакуум-присоса.
После этого
рамку с трафаретом
плотно накладывают
на декольную
бумагу.
Краску (или
препарат золота)
в количестве,
примерно в 1—
1,5 раза превышающем
потребность
в ней для получения
одного оттиска,
с помощью шпателя
наносят на
трафарет и
прокатывают
резиновым
ракелем (валиком).
При этом краска
продавливается
через зазоры
трафарета на
бумагу, образуя
рисунок. Поднимают
рамку с трафаретом,
снимают декольную
бумагу с нанесенным
на ней рисунком
и направляют
на сушку. Тут
же накладывают
следующий лист
бумаги и аналогичным
способом получают
второй оттиск
того же рисунка
и т. д. При каждом
последующем
прокате на
трафарет добавляют
краску для
получения
одинакового
слоя на всех
оттисках.
После накопления
достаточного
количества
оттисков одной
краски рамку
с трафаретом
этой краски
снимают и укрепляют
на станке рамку
с трафаретом
другой краски
рисунка и т. д.
При нанесении
последующей
краски декольную
бумагу с высушенной
на ней первой
краской накладывают
на стекло станка
и точно ориентируют
ее по имеющейся
на ней метке
так, чтобы зазоры
трафарета
совпали с местами,
подлежащими
закрашиванию
очередной
краской. Таким
образом последовательно
наносят на
бумагу все
краски многоцветного
рисунка.
Окончив работу
по приготовлению
сдвижной деколи,
краску осторожно
собирают шпателем,
а остаток смывают
разбавителем,
обрабатывают
и используют
в смеси со свежей
партией краски.
Трафарет и
инструменты
протирают
чистыми лоскутками
хлопчатобумажной
ткани, смоченными
в скипидаре.
Готовый
отпечаток
сдвижной деколи
на бумаге покрывают
полибутилметакрилатовым
лаком, дающим
эластичную
прозрачную
пленку. Лист
с рисунками
разрезают на
лепки, которые
опускают в
воду. При этом
гумминовый
клей растворяется
(разжижается),
а пленку с красочным
изображением
сдвигают с
бумаги и переносят
на декорируемое
изделие. Оставшиеся
под рисунком
пузырьки воздуха
осторожно
выдавливают
резиновым
валиком или
тампоном.
Для закрепления
краски изделия,
декорированные
сдвижной
деколью, подвергают
муфельному
обжигу.
Прямая
трафаретная
печать. Уже
в течении ряда
лет в промышленности
тонкой керамики
применяются
механизированные
устройства
и машины для
прямой трафаретной
печати при над-
и подглазурном
декорировании.
Декорирование
инструментами.
При декорировании
хозяйственной
посуды и посуды
для ресторанов
часто повторяются
отдельные
декоративные
элементы: усики,
ленты и канты,
нанесение
которых поддается
механизации.
Для выполнения
этого декора
вместо кисти
применяется
инструмент
для отводки,
с помощью которого
можно наносить
полосу на равном
расстоянии
от края. Инструмент
используют
также для
декорирования
овальной посуды
.
Декорирование
с помощью штампа.
Штамп используют
при декорировании
изделий повторяющимися
мотивами. Изделия
небольших серий
и художественный
фарфор декорируют
вручную.
В массовом
производстве
применяют
машины для
нанесения
штампа. Этот
способ декорирования
более производителен,
чем ручная
живопись; кроме
того, получают
более тождественные
изображения.
Штамп наносят
на дно, борт и
всю поверхность
изделия .
Аэрография.
Одна из наиболее
часто встречающихся
техник декорирования
— это наложение
красочного
фона. В зависимости
от желаемого
эффекта поверхность
изделия покрывают
краской, полностью
или частично
или наносят
подглазурный
декор.
Декорирование
осуществляют
аэрографом.
Остающиеся
не закрашенными
поверхности
предварительно
прикрывают
трафаретами.
Отдельные
участки поверхности
можно предварительно
обработать
маслом. Аэрографией
можно получить
так же потечные
поверхности
и плавный переход
тонов. Этим
методом на
изделия могут
быть нанесены
рисунки следующих
видов:
1) рисунки
типа цветочного
«букета», 2)
бортовые рисунки
3) сплошное
(однотонное)
крытье, 4) теневое
крытье (восходящее
или нисходящее),
5) лента.
Рисунки первых
двух видов
разделяются
на одноцветные
и многоцветные.
Сплошное и
теневое крытье
обычно не применяют
в виде законченной
самостоятельной
разделки, а
используют
лишь как отдельную
операцию при
комбинированной
раскраске,
например при
ручных живописных
работах, декалькомании
и др. .
Роспись
кистью. Если
по оригиналу
или эскизу на
фарфор надо
перенести
цветы, орнамент,
пейзаж, то сначала
рисунок переводят
на кальку, используя
карандаш, войлок,
пемзу, графит,
жженую газетную
бумагу и тампон.
Кальку накладывают
на рисунок и
карандашом
прорисовывают
контуры. Положив
бумагу на войлок,
прокалывают
шилом линии
так, чтобы отверстия
не располагались
слишком близко
друг к другу
и не были крупными,
иначе при переносе
рисунка появятся
искажения.
Наколотую
кальку выравнивают,
протирая пемзой
или мелкой
наждачной
бумагой. Теперь
кальку можно
наложить на
изделие. С помощью
тампона через
отверстия
протирают
графит. После
снятия кальки
на изделии
остается контур
рисунка в виде
слабых пунктирных
линий.
Декорирование
с помощью травления.
Бортовой рисунок
можно также
получить химическим
травлением
глазури изделия
или имитацией
травления.
Получение
бортового
рисунка путем
травления
глазури производится
следующим
образом. Способом
печати на бумагу
асфальтовым
лаком наносят
рисунок. Эту
бумагу наклеивают
рисунком вниз
на борт изделия.
Затем снимают
бумагу, а лак
остается на
изделии. После
этого обрабатываемый
борт изделия
погружают в
плавиковую
кислоту. При
этом свободные
от лака участки
глазури травятся
кислотой и
приобретают
матовую поверхность.
Асфальтовый
лак смывают
с изделия керосином,
остатки удаляют
обжигом в муфеле
при 600° С. Протравленный
борт отводят
жидким золотом
и обжигают в
муфельной печи.
После обжига
на протравленных
местах золото
получается
матовым, а на
местах асфальтового
лака — блестящим,
и это создает
эффект рисунка.
Фотокерамическое
декорирование.
Принцип получения
фотоизображения
керамическими
красками во
многом сходен
с обычным процессом
фотографирования.
Метод основан
на различной
степени прилипаемости
просвеченных
и непросвеченных
участков
фоточувствительной
пленки к порошку
керамической
краски.
Процесс
производства
фотокерамики
вкратце заключается
в следующем.
Приготовляют
фоточувствительную
эмульсию, наносят
на стеклянную
пластинку и
подсушивают.
Путем засвечивания
получается
на пластинке
изображение,
которое затем
опыляют керамической
краской. Изображение
с краской покрывают
пленкой коллодия.
Пластинку с
коллодием
обрабатывают
в щелочном
растворе для
отделения
пленки с фотоизображением
от стекла. Отставшую
пленку извлекают
из щелочного
раствора, тщательно
промывают в
дистиллированной
воде и наносят
на изделие.
Для получения
фотокерамического
изображения
существуют
еще способы:
1) окрашивания
и 2) замещения.
При способе
окрашивания
вместо опыления
фотоотпечаток
покрывают
специальным
составом, содержащим
соответствующие
керамические
краски. Этот
состав наносят
в разжиженном
виде.
При способе
замещения
фоточувствительные
вещества в
эмульсии диапозитива,
полученного
из обычного
негатива, замещают
благородными
металлами —
золотом, платиной,
иридием — путем
погружения
диапозитива
в раствор хлорного
соединения
этих металлов
.
Украшение
декоративными
глазурями и
цветными массами.
К декоративным
относятся
глазури «кракле»,
потечные, матовые,
кристаллические
и глазури
восстановительного
огня. Глазурь
«кракле» декоративна
по характеру
своего растрескивания,
а остальные
глазури — различной
степенью
рекристаллизации.
Декоративный
эффект глазури
«кракле» заключается
в том, что она
при охлаждении
изделий после
обжига дает
на их поверхности
причудливую
сеть волосяных
трещин, которые
в основном
пронизывают
только толщу
глазурного
слоя и в керамике
именуются
цеком. Располагаясь
хаотически,
они пересекают
друг друга,
разбивая глазурный
покров на
многоугольные
участочки или
ячейки.
Такое растрескивание
глазурной
пленки происходит
в результате
высокого коэффициента
теплового
расширения
глазури по
сравнению с
черепком. Подобные
глазури специально
подбирают, и
они должны
содержать
большое количество
щелочей и
соединения
бора.
Для декорирования
тонкокерамических
изделий применяют
в основном
керамические
краски и препараты
благородных
металлов. Люстровые
краски используют
ограниченно,
цветные и
художественные
глазури, как
и ангобы,—только
для фаянса,
витриес-чайна
и декоративной
керамики.
Керамические
краски и препараты
благородных
металлов приготовляют
для различных
способов
декорирования,
смешивая их
с маслами и
лаками, которые
испаряются
и сгорают в
процессе обжига
декорированных
изделий.
Керамические
краски. В соответствии
с возможными
видами декора
различают
краски надглазурные,
внутриглазурные,
подглазурные.
При надглазурном
декорировании
краски наносят
на глазурованный
обожженный
черепок и обжигают
в окислительной
среде при температуре
800—850 °С так, что
краска наплавляется
на глазурь, не
вплавляясь
в нее. Палитра
надглазурных
красок охватывает
всю цветовую
шкалу, причем
смешиванием
красок можно
получить любые
цветовые оттенки.
Надглазурные
краски обычно
состоят из
флюса (или смеси
флюсов) и собственно
пигмента. Флюс
и пигмент в
большинстве
случаев тщательно
перемешивают,
иногда же их
дополнительно
спекают, фриттуют
или сплавляют.
В некоторых
случаях в
качестве надглазурных
красок используют
окрашенные
флюсы.
Высокоустойчивые
надглазурные
краски предназначены
для украшения
посуды всеми
способами
декорирования.
Степень их
устойчивости
гарантирует
соблюдение
установленных
пределов
выделения
токсичных
веществ даже
при условии
нанесения
их сплошным
фоном.
Внутриглазурные
краски, так же
как надглазурные,
наносят на
глазурованный,
прошедший
политой обжиг
черепок, однако
окислительный
обжиг проводят
при достаточно
высокой температуре
(обычно 1200—1280°С).
В результате
краски вплавляются
в размягченную
глазурь.
Высокотемпературные
надглазурные
краски (температура
обжига 1000—1100°С)
не относятся
к внутриглазурным.
Разработанные
в последние
годы погружающиеся
(вжигаемые)
краски (температура
обжига 1200—1280 °С)
так же, как и
издавна известные
краски высокого
огня (температура
обжига 1350—1400 °С),
являются типичными
внутриглазурными
красками.
Керамические
препараты
драгоценных
металлов. Данные
препараты
обеспечивают
возможность
декорирования
керамических
изделий золотом,
серебром и
платиной.
Различают
глянцевые
препараты,
которые блестят
сразу же после
обжига, и полировальные
препараты,
которые после
обжига выглядят
матовыми и
требуют полировки.
Глянцевые
и полировальные
препараты
обычно изготовляют
жидкими, а иногда
в виде паст.
Наряду с ними
существуют
также порошкообразные
препараты
благородных
металлов (для
пудрования).
Керамические
препараты
благородных
металлов можно
применять для
всех способов
декорирования,
причем для
некоторых
из них (например,
нанесения
кистью или
штампом, механизированного
декорирования,
трафаретной
печати, пудрования)
изготовляют
специальные
препараты. Для
декорирования
на темном фоне
(например
кобальтовом)
используют
просветленные
глянцевые и
полировальные
препараты .
Люстры.
Люстры – это
растворы органических
соединий металлов
(например, кобальта,
хрома, марганца,
железа, урана)
в эфирных маслах
и органических
растворителях,
люстры могут
содержать
благородные
металлы (розовые,
карминовые,
рубиновые,
фиолетовые,
синие и зеленые
люстры), но могут
и не содержать
их (желтые,
оранжевые,
коричневые,
иризирующие
люстры).
При обжиге
люстры образуют
на глазури
тонкие, блестящие,
переливающие
радужными
цветами пленки
оксидов обычных
металлов или
смесей оксидов
обычных и благородных
металлов.
Радужный блеск
люстрового
декора обусловлен
разным отражением
поверхностью
падающего света
— цвет изменяется
в зависимости
от точки наблюдения
(эффект интерференции).
Этот эффект
для иризирующего
люстра усиливают
путем изменения
толщины наносимого
слоя. Используют
люстры — кракле,
мраморные,
побежалые,
жемчужные и
потечные.
Люстры, так
же как надглазурные
краски, обжигают
в окислительной
среде при температуре
800—820 °С. За исключением
иризирующих,
люстры можно
обжигать вместе
с красками
(кроме кадмиевых)
и препаратами
благородных
металлов.
5.4.7 Контроль
производства
Контроль
сырьевых материалов
Качество
сырья по внешнему
виду и отбор
средней пробы
для анализа
осуществляется
на складе сырья
и площадке для
хранения материалов
из каждой партии.
Испытания
глинистых
материалов
Массовая
доля влаги
измеряется
в сушильном
шкафу СНОП из
каждой партии.
Степень
чистоты — в
туннельной
печи.
Запесоченность
— с помощью
сита № 0056.
Показатель
адсорбции
метиленового
голубого — в
сушильном
шкафу СНОП.
Керамические
свойства:
усадка
при Т = 110 0С и 1380
0С измеряется
в сушильном
шкафу СНОП;
водопоглощение
утильных изделий
измеряется
1 раз в сутки
на весах Т-200;
предел
прочности на
изгиб сухих
образцов измеряется
3 раза в неделю
в сушильном
шкафу, на весах,
штангенциркулем
и прибором
Иванова.
Коллоидно-химические
свойства
активная
щелочность
(рН) каолина
измеряется
каждой партии
лабораторным
рН-метром;
показатель
упругости
каолина (при
удельном весе
1,36 г/см3), группа
каолина определяется
из средней
пробы каждой
партии ареометром
АОН – 4и;
бентонитовое
число (для
бентонита)
измеряется
в сушильном
шкафу СНОП
разжижаемость
для каолина
определяют
с помощью весов
Т-200 и мерной
посуды.
Химический
состав
массовая
доля двуокиси
кремния определяется
в каждой партии
из средней
пробы в сушильном
шкафу, весами
Т-200;
массовая
доля оксидов
Al, Ca, Mg
определяется
мерной посудой
в каждой партии;
массовая
доля суммы
оксилов Fe
и Ti определяется
на фотоэлектрокалориметре
ФЭК – М, в печи
СНОП, с помощью
мерной посуды;
массовая
доля оксидов
K и Na
определяется
на пламенном
фотометре с
помощью мерной
посуды и печи
СНОП.
Испытания
кварцполевошпатовых
материалов
Отбор
средней пробы
осуществляется
со склада сырья
из каждой партии.
Огневая
пробы берется
из средней
пробы в печи
туннельной.
Содержание
свободного
кварца в пегматите
определяется
при помощи
микроскопа
МБС – 9.
Химический
состав
потери
при прокаливании
определяются
в печи СНОП,
на весах Т-200 из
средней пробы;
массовая
доля оксидов
Ca, Mg, Al,
Si, Fe, K,
Na определяется
так же как и в
глинистых
материалах.
Испытания
кварцевых
материалов
Отбор
средней пробы
осуществляется
со склада сырья
из каждой партии.
Массовая
доля влаги
определяется
в средней пробе
в сушильном
шкафу, на весах
Т-200.
Огневая
проба (внешний
вид, степень
чистоты) определяется
в туннельной
печи.
Химический
состав: массовая
доля оксидов
определяется
также как и в
глинистых
материалах.
Испытания
доломита
Отбор
средней пробы
осуществляется
со склада сырья
из каждой партии.
Огневая
проба берётся
в туннельной
печи из средней.
Массовая
доля влаги
измеряется
в сушильном
шкафу, на весах
Т-200.
Химический
состав определяется,
так же как и в
глинистых
материалах.
Испытания
сульфанатов
Отбор
средней пробы
осуществляется
со склада сырья
из каждой партии.
Огневая
проба берётся
в туннельной
печи из средней.
Массовая
доля влаги
измеряется
в сушильном
шкафу, на весах
Т-200.
Химический
состав определяется,
так же как и в
глинистых
материалах.
Испытания
глинозёма
Отбор
средней пробы
осуществляется
со склада сырья
из каждой партии.
Огневая
проба берётся
в туннельной
печи из средней.
Массовая
доля влаги
измеряется
в сушильном
шкафу, на весах
Т-200.
Химический
состав определяется,
так же как и в
глинистых
материалах.
Испытания
жидкого стекла
Силикатный
модуль определяется
расчётным
методом на
складе материалов
из каждой партии.
Плотность
определяется
на складе материалов
с помощью набора
ареометров,
термометра,
мерной посуды.
Химический
состав:
Испытания
мелющих тел
из уралита
Отбор
средней пробы
осуществляется
со склада сырья
из каждой партии.
Дефекты
внешнего вида
и чистота.
Размеры
определяются
линейкой.
Водопоглощение
определяется
с помощью весов
в сушильном
шкафу.
Объёмный
вес определяется
весами Т-200.
Испытания
сетки проволочной,
тканой с квадратными
ячейками
Определяют
количество
ячеек на 1 см2
с помощью микроскопа
МБС-3 на складе
материалов.
Контроль
работы МЗО
Каменистые
материалы
Контролируется
правильность
хранения в
бункерах каждую
смену.
Глинистые
материалы
Контролируется
каждую смену
чистота при
хранении.
Формовочная
масса
Контролируется
массовая доля
влаги в завесочном
отделении 2
раза в неделю
в сушильном
шкафу на весах.
Правильность
завески контролируется
постоянно с
помощью водомера.
При каждой
загрузке
контролируется
заливка воды.
При каждом
помоле в шаровой
мельнице
контролируется
продолжительность
помола и массовая
доля влаги с
помощью сушильного
шкафа и весов.
Крупность
помола контролируется
ситом № 0056. 1 раз
в неделю контролируется
состояние
мелющих тел
с помощью весов.
После каждого
слива контролируется
состояние
футеровки
мельниц, целостность
сит на обогатительной
установке и
наличие мушки
с помощью сушильного
шкафа и весов
определяется
массовая доля
влаги после
обезвоживания,
контролируется
расслаивание
массы. На фильт-прессе
проверяется
манометром
давление. При
вакуум-прессовании
постоянно
вакуумметром
определяется
разрежение.
Контролируются
также следующие
параметрические
характеристики:
массовая
доля влаги на
формовочном
полуавтомате
1 раз в сутки
с помощью сушильного
шкафа;
конечная
усадка при Т
= 1350 0С определяется
с помощью
электропечи
для обжига;
потери
при прокаливании
с помощью
электропечи;
1 раз
в неделю осуществляется
химический
анализ.
5.5 Производство
гипсовых форм
Фарфоровые
изделия бытового
назначения
изготавливаются
в гипсовых
формах. В себестоимость
изделий расходы
на гипсовое
производство
составляют
2-3%.
Гипсовые
формы должны
передавать
изделиям в
свежеформованном
и свежеотлитом
виде тончайшие
детали рельефа
и рисунка своих
рабочих поверхностей,
равномерно
сорбировать
влагу, сохранять
неизменными
свои собственные
размеры, иметь
гладкую рабочую
поверхностьи
сохранить ее
при дальнейшей
эксплуатации,
не загрязнялась
колоидными
частицами
глинистого
веществаю
Требования
к качеству
гипсовых форм
зависят от
способа оформления
изделий. Формы
предназначенные
для литья должны
обладать хорошей
водопоглощаемость
и иметь удовлетворительную
прочность,
формы же для
пластического
формования
изделий должны
обладать повышенной
прочностью
при удовлетворительной
способности
к поглощению
воды.
Схема
производствы
гипсовых изделий
Хранение
гипса
Просев гипса
Дозирование
воды и гипса
Приготовление
гипсового
раствора
Приготовление
модели
Сушка модели
Изготовление
маточной формы
Сушка маточной
формы
Изготовление
маточного капа
Приготовление
пристоя
Сушка пристоя
Изготовление
рабочего капа
Приготовление
серо-графитовой
смеси
Сушка рабочего
капа
Изготовление
рабочего капа
Обточка
наружной поверхности
Изготовление
гипсовой формы
Сборка частей
гипсовой формы
Калибровка
формы
Накопление
партии форм
Транспортирование
к рабочим местам
Со склада
мешки с гипсом
подаются на
участок элеватором,
далее на просев
через вибросито.
При помощи
литейного ведра
и щеткой дозируется
необходимое
количество
воды. Смешивание
и удаление
воздуха из
раствора
осущевствляется
в гипсомешателе
с электроприводом.
Изготовление
модели осущевствляется
вручную, путем
заливки гипсового
раствора в
обечайку. Сушка
моделей происходит
при температуре
60-65 градусов на
протяжении
7-14 дней в камерной
сушилке. Теплоноситель
– горячий воздух
из зоны охлаждения
тунельной печи.
Изготовление
маточной формы
производят
вручную заливкой
гипсового
раствора. Сушка
в камерном
сушиле при
температуре
не более 60 градусов.
Изготовление
пристоя, рабочего
капа из гибса
производится
также вручную
с использованием
различных ножей
и кистей. Сушка
при температуре
не выше 60 градусов.
Приготавливают
серографитовую
смесь из 80% серы
и 20% графита. Смесь
подогревается
до температуры
плавления серы
(120-160 градусов).
Далее пристой
заливают
серографитовой
охлажденной
смесью. Разъемным
ножом пристой
разделяют на
части и обтачивают
наружную поверхность.
Далее изготавливают
гипсовые формы
заполняя чаши
гипсовым раствором.
Съем излишка
массы производят
и выбивают
формы из капов.
Зачищают гипсовые
формы, смазывают
эмульсией.
Вручную собирают
части гипсовой
формы и передают
на колибровку.
Откалиброванные
гипсовые формы
прокладываются
картоном. Формы
вручную транспортируются
на сушку при
температуре
не более 60 градусов
в камерном
сушиле. Также
допускается
естественная
сушка изделий.
Гипсовые формы
складываются
в стопки высотой
не более 1.2 метра
с обязательной
прокладкой
картоном.
5.5 Производство
стеатитовой
керамики
Стеатитовая
(клиноэнстатитовая)
керамика получена
на основе системы
MgO-SiO2.
Основной
кристаллической
фазой является
метасиликат
магния MgSiO3.
Стеатитовая
керамика относится
к теплоэлектроизоляционным
материалам
. Обладает высоким
электрическим
сопротивлением,
низкими диэлектрическими
потерями, высокой
пробивной
напряжённостью.
Эти свойства
позволяют
применять в
качестве различного
типа радиоизоляторов.
Отличительная
особенность
этой керамики
является высокая
механическая
прочность,
нулевая пористость
и водопоглощение.
Основным сырьем
является природный
водный силикат
Mg (тальк
3MgO*4SiO2*H2O).
На предприятии
используются
тальк Оноцкого
месторождения.
При нагревании
в температурном
интервале
950-1050 0С он разлагается
с образованием
3(MgO*SiO2)+SiO2+H2O.
Для повышения
технологических
свойств в массу
добавляют 2 –
4% огнеупорных
глин, для улучшения
электрофизических
характеристик
— BaCO3, катион
Ba имеет
большой радиус
и способствует
уплотнению
структуры
материала, что
снижает проводимость.
На
фарфоровом
заводе выпускают
непластичный
стеатит с малым
содержанием
глины. Состав
массы, %: тальк
– 82, карбонат
бария – 13-14, глина
до 4.
Производство
двухстадийное:
Получение
кристаллической
фазы (энстатита).
Получение
изделий.
1 стадия
тальк карбонат
бария глина
дозирование
по массе
помол
(мокрый) в шаровой
мельнице
процеживание
магнитная
сепарация
обезвоживание
проминка
(получение
гранул)
сушка
обжиг
гранул в камерной
печи
2 стадия
помол
сухой (ρ = 5000 см2/г)
приготовление
литейного
шликера (в качестве
связки используется
парафин)
реактор
с мешалкой (Т
= 70 0С)
литьё
в холодные
металлические
формы (р = 5 - 6 атм)
1 обжиг
(выгорание
связки и частичное
спекание в
щелевой печи,
в тонком адсорбенте
(глинозём, молотый
обожжённый
тальк) при Т =
1100 — 1120 0С)
отделение
изделия от
адсорбента
2
окончательный
обжиг
5.6
Производство
огнеупорного
припаса
Назначение
огнеприпаса
— обеспечить
рациональную
загрузку печей
и защитить
изделия от
нежелательного
воздействия
дымовых газов.
В зависимости
от назначения
и формы различают
следующие виды
огнеприпаса:
капсель для
круглой плоской
посуды из
карбидкремний-
или кордиеритсодержащего
материала;
плиты для этажерок
на основе тех
же материалов;
стойки для
этажерок и
канализированного
пода из карбид-кремний-,
муллит- или
кордиеритсодержащего
материала;
подставки
для тарелок
и приспособления
для установки
глазурованной
плоской посуды
в стопки во
время политого
обжига или
обжига декорированных
изделий;
опорные плиты
и бомзы, подпорки
для установки
обжигаемых
изделий в наклонном
положении;
опоры
для выступающих
деталей при
обжиге скульптуры.
Огнеприпас
испытывает
высокие механические
и термические
нагрузки, поэтому
он должен иметь
высокую прочность
в холодном и
нагретом состоянии,
термостойкость,
стабильность
размеров в ходе
длительной
эксплуатации,
химическую
устойчивость
при температурах
эксплуатации,
умеренную
себестоимость.
Глина
предварительно
измельчается,
шамот проходит
помол и рассев
на фракции. Всё
это помещается
в бункера, дозируется
по объему и
проводится
двухступенчатое
смешивание
(сухое, мокрое)
в двухвальном
смесителе.
Влажность массы
14 – 16%. Масса усредняется
и прессуется.
Прессование
производят
в прессформах,
сушку производят
при температуре
100 – 130 0С, обжигаются
изделия в камерных
печах периодического
действия Т =
1250 0С в течение
нескольких
суток.

Список
использованных
источников
Ахъян А. М.
Технология
фарфоровых
изделий бытового
назначения.
— М.: Лёгкая
индустрия,
1986. — 311 с.
Визир В. А.,
Мартынов М. А.
Керамические
краски. — Киев:
Техника, 1983. — 276
с.
Кошляк Л.
Л., Калиновский
В.В. Производство
изделий строительной
керамики. —
М.: Высшая школа,
1990. — 196 с.
Мороз И. И.,
Комская М. С.,
Олейников Л.
Л. Справочник
по фарфоро-фаянсовой
промышленности.
— М.: Лёгкая
индустрия,
1990. — 349 с.
Технология
тонкой керамики.
Лангер Ф., Лейб
Э., Майер П., Мухе
К., Шрот З., Шулер
Р. — М.: Легкая
и пищевая
промышленность,
1995. — 183 с.
Содержание
|
Введение
Характеристика
выпускаемой
продукции
предприятий
РБ
Методы оценки
качества сырьевых
материалов
и керамических
изделий
Сырьевая
база керамической
промышленности
РБ
Общеинженерное
оборудование
керамических
предприятий
Минский
фарфоровый
завод
Общие сведения
о фарфоре и
краткая история
завода
Ассортимент
выпускаемой
продукции
Характеристика
применяемых
сырьевых
материалов
Технологическая
схема производства
фарфоровых
изделий
Первичная
обработка
сырья
Приготовление
формовочной
массы, шликера
и глазури
Формование
фарфоровых
изделий
Сушка утильный
обжиг и глазурование
Политой
обжиг и процессы
при обжиге
Декорирование
изделий из
фарфора
Контроль
производства
Производство
гипсовых форм
Производство
стеатитовой
керамики
Производство
огнеупорного
припаса
Список
использованных
источников
|
1
4
8
13
16
32
32
33
35
36
36
37
40
41
46
51
55
57
58
59
60
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
Разраб.
|
Шульгович
|
|
|
Содержание
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
|
|
|
|
|
|
|
60
|
|
|
|
|
|
|
Н.
Контр.
|
|
|
|
|
Утв.
|
|
|
|
Приложение
|
|
|
|
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
Разраб.
|
Шульгович
|
|
|
Характеристика
продукции
выпускаемой
предприятиями
керамической
отрасли РБ
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Н.
Контр.
|
|
|
|
|
Утв.
|
|
|
|
1.
ХАРАКТЕРИСТИКА
ПРОДУКЦИИ
ВЫПУСКАЕМОЙ
ПРЕДПРИЯТИЯМИ
КЕРАМИЧЕСКОЙ
ОТРАСЛИ РБ
Кирпич и
камни керамические
лицевые. Кирпич
и камни керамические
лицевые представляют
собой обожженные
полнотелые
и пустотелые
изделия, изготовляемые
из глины с добавками
или без них.
Цвет выпускаемых
изделий
— светло-кремовый,
светло-желтый,
красный, терракотовый
и др., поверхности
рельефные,
офактуренные
и гладкие. Способ
нанесения
лицевой поверхности
— торкретирование,
двухслойное
формование,
апробирование;
форма изделий
— прямоугольные
параллелепипеды
с прямыми углами
и ровными
гранями. Керамические
лицевые камни
и кирпич предназначаются
для облицовки
фасадов зданий
или сооружений,
внутренних
стен вестибюлей,
лестничных
клеток, переходов
и т. п. Облицовочные
работы могут
вестись одновременно
с кладкой стен.
Техническая
характеристика
Размеры:
кирпича
.............
250Х120Х65
камня
.............. 250Х120Х65250
Прочность,
марки ........... 100,
125, 150 250
Морозостойкость,
марки ........ 35, 50
Объемная
масса пустотелого
кирпича
и камня,
кг/м3
............ 1250—1400
Масса одного
кирпича, кг
........ 2,5—2,8
Масса одного
камня, кг
......... 5,1—5,6
Водопоглощение,
%.......... 6,0—14,0
Морозостойкость,
циклы ........ 25—50
Двухслойный
лицевой кирпич
представляет
собой керамическое
изделие, изготовленное
пластическим
прессованием
из двух глинистых
слоев. Лицевой
слой кирпича
толщиной
5 мм может иметь
различный цвет.
Двухслойный
кирпич выпускается
трех марок:
100, 125, 150.
Кирпич и камни
укладываются
(можно друг на
друга в два
ряда) в клетки
на подкладках
или поддонах
раздельно по
маркам и цветам
лицевых поверхностей.
В открытых
транспортных
средствах
кирпич и камни
перевозятся
на поддонах.
Погрузка и
выгрузка кирпича
и камней должны
производиться
механизированным
способом с
помощью специальных
захватов, погрузка
навалом и
выгрузка сбрасыванием
запрещаются.
Изготовители—Горынский
завод облицовочно-фасадной
керамики,
производственное
объединение
«Мннскстройматерналы»,
намечается
освоение на
Минском заводе
строительных
материалов
и Брестском
комбинате
строительных
материалов.
Блоки
конструкционные,
кирпич профильный.
Кирпич
и блоки представляют
собой обожженные
пустотелые
конструкционные
декоративные
изделия прямоугольного
и профильного
сечения с несквозными
пустотами,
изготовляемые
методом полусухого
прессования
из глин, с добавками
или без них. В
производстве
изделий может
быть использована
шликерная
подготовка
массы с последующим
получением
пресс-порошка
в башенной
распылительной
сушилке. Изделия
изготавливаются
с естественной
лицевой поверхностью
или покрытыми
глазурью.
Керамические
конструктивно-декоративные
кирпич и блоки
предназначены
для облицовки
фасадов зданий
и сооружений,
внутренних
стен вестибюлей,
лестничных
клеток, переходов
и т. п. Облицовка
может вестись
одновременно
с кладкой.
Изготовители:
Обольский
керамический
завод, АО «Керамин».
Керамический
декоративный
кирпич с оплавленной
поверхностью.
Представляет
собой полнотелые
или пустотелые
силикатные
или керамические
изделия, изготовляемые
по общепринятой
технологии
с последующим
оплавлением
лицевой поверхности
низкотемпературной
плазмой. Кирпич
с оплавленной
поверхностью
изготавливается
двух видов:
А
—
с оплавленной
одной тычковой
и одной смежной
лотковой сторонами;
Б
—
с оплавленной
одной лотковой
стороной,
Предназначается
для облицовки
фасадов зданий,
внутренних
стен вестибюлей,
лестничных
клеток, переходов
и т. д. Облицовка
может вестись
одновременно
с кладкой стен.
Упакованный
раздельно по
маркам, цветам
силикатный
и глиняный
кирпич с оплавленной
поверхностью
хранится в
пакетах на
поддонах, которые
следует защищать
от атмосферных
осадков и
механических
повреждений.
В открытых
транспортных
средствах
кирпич перевозится
на поддонах.
Погрузка его
навалом и выгрузка
сбрасыванием
запрещаются.
Изготовитель
— Опытно-экспериментальное
предприятие
Минского НИИСМ.
Кирпич глиняный
лицевой глазурованный.
Кирпич глиняный
лицевой гпазурованный
представляет
собой полнотелое
или пустотелое
изделие, покрытое
глазурью с
одной или двух
смежных лицевых
сторон. По характеру
покрытия изделие
делится на три
типа;
А — с покрытием
глазурью одной
тычковой и
одной смежной
ложковой стороны;
Б — с покрытием
глазурью одной
ложковой стороны;
В — с покрытием
глазурью одной
тычковой стороны.
Выпускается
белого, синего,
голубого, коричневого
и других цветов.
Допускается
изготовление
глазурованного
кирпича однократным
или двукратным
обжигом. Применяется
для облицовки
фасадов зданий,
внутренних
стен вестибюлей,
лестничных
клеток, переходов,
архитектурных
ансамблей и
т. п. Облицовка
может вестись
одновременно
с кладкой стен
зданий в соответствии
с, действующими
СНиП каменных
и армокаменнык
конструкций.
В настоящее
время кирпич
не производится.
Кирпич
и камни керамические
пустотные
изготовленные
по технологии
пластического
прессования.
Кирпич
и камни керамические
пустотелые
и пористопустотелые
представляют
собой обожженные
изделия, изготовляемые
пластическим
прессованием
из глины с добавками
или без них.
Изделия выпускаются
с 18
пустотами,
(пустотность
27,0%). По
объемной массе
кирпич и камни
делятся на
классы А и Б.
Применяются
а наружных и
внутренних
несущих и самонесущих
стенах зданий
и сооружений,
гражданского,
промышленного
и сельскохозяйственного
строительства,
а также для
изготовления
крупных стеновых
блоков и панелей.
Кирпич и камни
хранятся на
поддонах раздельно
по маркам, классам
и видам. При
хранении поддоны
с изделиями
могут устанавливаться
друг на друга
в два ряда. Перевозка
кирпича и камней
производится
на поддонах.
Изготовители
— Брестский,
Полоцкий и
Витебский
комбинаты
строительных
материалов,
Горыньскиий
завод облицовочно-фасадной
керамики.
Кирпич
глиняный
обыкновенный.
Кирпич глиняный
обыкновенный
представляет
собой обожженный
сплошной и
пустотелый
искусственный
камень, изготовляемый
пластическим
и полусухим
прессованием
из глины с добавками
или без них. Он
имеет форму
прямоугольного
параллелепипеда
с прямыми ребрами
и ровными гранями.
Применяется
в каменных и
армокаменных
конструкциях
в соответствии
со строительными
нормами и правилами.
Кирпич должен
храниться на
поддонах раздельно
по маркам и
видам. Поддоны
с кирпичом
могут устанавливаться
друг на друга
в два ряда. Кирпич
с несквозными
пустотами при
хранении укладывается
пустотами
вниз. Перевозка
кирпича производится
на поддонах
или пакетами.
Погрузка навалом
и выгрузка
сбрасыванием
запрещается.
Изготовители
— производственные
объединения
«Гомельстройматериалы»,
«Минскстройматермалы»;
комбинаты
стройматериалов
Гродненский,
Полоцкий,
Молодечненский
и Брестский;
Минский завод
стройматериалов;
кирпичные
заводы Бобруйский
и Обольский;
Обольский
завод керамических
изделий.
Печные
изразцы
Печные
изразцы представляют
собой керамические
изделия специальной
формы с глазурованной
поверхностью.
С их внутренней
стороны имеется
особый борт,
служащий для
взаимного
крепления
изразцов. Изразцы
печные выпускаются
типа «Рустии»,
по форме
— прямые
и угловые;
соединение
глазури с черепком
— прочное,
без наличия
трещин. Применяются
для облицовки
и кладки лицевых
поверхностей
отопительных
бытовых печей.
Изразцы хранятся
в закрытых
помещениях
раздельно по
форме, цвету
и сортам. Перевозка
производится
любым видом
транспорта,
обеспечивающим
защиту изделий
от механических
повреждений.
При хранении
и транспортировании
изразцы укладываются
попарно лицевыми
поверхностями
друг к другу
и прокладываются
бумагой или
стружкой.
Изготовители
— Гродненский
комбинат
стройматериалов,
Оршанский
комбинат силикатных
изделий.
Керамическая
черепица
Черепица
плоская ленточная
полусухого
прессования
имеет габаритные
размеры, мм
360*153. Количество
штук на 1 м2
кровли 40,8. Масса
1 м2 кровли 10
кг. Морозостойкость
не менее 50 циклов.
Изготавливается
на АО «Керамин».
Черепица
керамическая
ангобированная
полусухого
прессования.
Масса 1 м2 покрытия
в насыщеном
водой состоянии
44-45 кг. Морозостойкость
100 циклов. Водопроницаемость
– водонепроницаема.
Изготавливается
на АО «Керамин».
Черепица
коньковая имеет
размеры, мм
365*200. Масса 1 п.м.
конька не более
10 кг. Морозостойкость
не менее 50 циклов.
Изготавливается
на АО «Керамин».
Черепица
S – образная
ленточная
пластического
формования
имеет размеры
390*215 мм. Количество
штук на 1 м2
17-20. Масса 1 м2
кровли около
50 кг. Морозостойкость
не менее 50 циклов.
Изготавливается
на Витебском
ОАО «Керамика».
Керамическая
плитка
Керамические
плитки изготавливаются
из глиняной
массы с окрашивающими
и другими добавками
или без них с
последующим
обжигом и применяются
для настилки
полов и облицовки
стен в санитарных
узлах, вестибюлях,
жилых и производственных
помещениях.
По виду лицевой
поверхности
плитки могут
изготавливаться
гладкие, с рельефом
и теснением;
по цвету –
одноцветные
и многоцветные.
Цвет и узор
плиток устанавливаются
эталонами.
Плитки должны
иметь правильную
форму, четкие
грани и ровные
лицевые поверхности;
все плитки
одной партии
должны быть
однотонными
по цвету. На
обратной стороне
плитки должен
быть нанесен
оттиск-клеймо
завода изготовителя.
В настоящее
время ведущим
производителем
керамической
плитки на территории
РБ является
АО «Керамин».
Керамические
трубы
Керамические
дренажные
трубы.
Керамические
дренажные трубы
представляют
собой обожженные
пустотелые
керамические
изделия, изготовленные
из глин с добавками
или без них.
Выпускаются
цилиндрической
или шестигранной
формы. Керамические
дренажные трубы
применяются
в мелиоративном
строительстве
для устройства
закрытого
дренажа с защитой
стыков фильтрующими
материалами.
Трубы на складе
предприятия-изготовителя
хранятся в
контейнерах
или уложенными
в штабеля высотой
не более
1,5
м на ровных
горизонтальных
площадках
раздельно по
партиям, Перевозка
производится
в закрытых
транспортных
средствах.
Изготовители
—
Витебский и
Полоцкий комбинаты
строительных
материалов,
Бобруйский
кирпичный
завод.
Керамические
канализационные
трубы. Канализационная
труба представляет
собой пустотелое
водонепроницаемое
керамическое
изделие, на
одном конце
которого имеется
раструб. Наружная
и внутренняя
поверхность
труб покрыта
защитным слоем
глазури. Изготавливаются
из глин с добавками
и обжигаются.
Керамические
трубы применяются
в условиях
неагрессивных
и агрессивных
грунтовых вод
для строительства
безнапорных
канализационных
сетей производственных,
бытовых и дождевых
сточных вод.
Трубы хранятся
раздельно по
размерам внутреннего
диаметра уложенными
горизонтально
в контейнеры.
При перевозке
железнодорожным
транспортом
трубы укладываются
горизонтально.
Изготовитель
— Речицкий
керамико-трубный
завод производственного
объединения
«Гомельстройматериалы».
Керамические
заполнители
Керамзитовый
гравий. Представляет
собой искусственный
пористый материал,
получаемый
вспучиванием
при обжиге
силикатных
пород (глин,
трепела, сланцев)
или зол тепловых
станций. Керамзитовый
гравий применяется
в качестве
заполнителя
при изготовлении
теплоизоляционного,
конструкционно-теплоизоляционного
и конструкционного
легких бетонов.
Керамзитовый
гравий в зависимости
от размеров
зерен подразделяется
на фракции;
5—10, 10—20 и 20—40
мм. По обьемной-насыпной
массе на марки:
350, 400, 450, 500, 550 и 600.
Морозостойкость
гравия не менее
15 циклов с потерей
в массе при
этом не более
5%. Водопоглощение
для гравия
марок 450—600—20%,
марки 400—25%.
Гравий хранится
отдельно по
фракциям, маркам
и классам. При
хранении и
транспортировании
гравий не должен
подвергаться
загрязнению,
увлажнению
и механическому
разрушению.
Изготовители
— Витебский
комбинат строительных
материалов,
Петриковский
завод керамзитового
гравия, Минский
завод строительных
материалов.
Щебень и
песок аглопоритовый.
Аглопорит
представляет
собой искусственный
пористый заполнитель,
получаемый
из природного
сырья и отходов
промышленности
путем спекания
с последующим
дроблением
и рассевом.
Применяется
в качестве
заполнителя
для изготовления
теплоизоляционных,
теплоизоляционно-конструкционных
и конструкционных
легких бетонов.
Щебень аглопоритовый
в зависимости
от размеров
зерен подразделяется
на фракции:
5—10, 10—20 и 20—40
мм (менее 5
мм—рядовой),
каждая фракция
— от насыпной
плотности
(объемной массы)
— на марки
600, 700, 800, 900 и от прочности,
определяемой
при сдавливании
в цилиндре,—на
марки: П-75, П-100, П-125,
П-150, П-200, П-250, П-300, П-350.
Щебень транспортируется
и хранится
раздельно по
фракциям и
маркам, а песок
— по фракциям.
Щебень может
перевозиться
любым видом
транспорта
в открытых или
закрытых вагонах
и автомашинах,
хранится
— в закрытых
или открытых
складах. Песок
перевозится
в закрытых
транспортных
средствах,
исключающих
его распыление.
Песок перлитовый
вспученный.
Представляет
собой пористый
материал, получаемый
при термической
обработке
дробленых
вулканических
водосодержащих
пород (перлита,
обсидиана и
других вулканических
стекол). Предназначается
для применения
в качестве
заполнителя
теплоизоляционных,
конструкционно-теплоизоляционных,
конструкционных
и жаростойких
легких бетонов
и огнестойких
штукатурных
растворов, для
изготовления
теплоизоляционных
и акустических
материалов,
наполнителя
и добавок при
производстве
материалов
и изделий (линолеума,
красок, резиновых
изделий, огнестойких
и антикоррозионных
обмазок), а также
для теплоизоляционных
засыпок при
температуре
изолируемых
поверхностей
от минусовых
до плюс 875°С.
Вспученный
перлитовый
песок поставляется
в полиэтиленовых
или бумажных
многослойных
мешках или
другой таре,
не допускающей
его распыления,
увлажнения
и загрязнения.
Транспортирование
и хранение
песка производится
раздельно по
фракциям и
маркам. Изготовитель
— Минский завод
стройматериалов.
|
|
|
|
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
Разраб.
|
Шульгович
|
|
|
Методы
контроля качества
керамических
материалов
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Н.
Контр.
|
|
|
|
|
Утв.
|
|
|
|
2. МЕТОДЫ
КОНТРОЛЯ КАЧЕСТВА
КЕРАМИЧЕСКИХ
МАТЕРИАЛОВ
Керамические
изделия должны
изготавливаться
в соответствии
с требованиями
стандарта по
техническому
регламенту,
утвержденному
в установленном
порядке. Определение
качества продукции
начинается
с характеристики
внешнего вида.
Определяют
цвет, рельеф,
фактуру поверхности,
наличие дефектов
внешнего вида
(отбитость
углов, трещены,
заусенцы и т.
Определение
водопоглощения
стеновых керамических
материалов.
Определение
проводят по
ГОСТ 7025. Водопоглощение
определяют
при насыщении
образцов водой
с температурой
20 градусов при
атмосферном
давлении. Образцы
выдерживают
в воде в течении
48 часов. Насыщенные
водой образцы
взвешивают
на аналитических
весах. Водопоглощение
образцов определяют
по формуле:
где:
м1 – масса
образца насыщенного
водой, г;
м – масса
образца высушенного
до постоянной
массы, г
За значение
водопоглощения
изделий принимают
среднее арифметическое
результатов
определения
водопоглощения
не менее 3-х
образцов. Для
ускорения
процесса насыщения
керамических
материалов
водой образцы
подвергают
кипячению в
течении 5 часов
и остыванию
на протяжении
19 часов или
вакуумированию
в эксикаторе
с помощю вакумного
насоса при
разрежении
над поверхностью
воды 0,05 Мпа.
Определение
морозостойкости
Морозостойкость
рядовых изделий
определяют
как объемным
так и односторонним
методами
замораживания,
а лицевых –
только односторонним
замораживанием,
как наиболее
близким к условиям
эксплуатации.
Определение
проводят по
степени повреждений
или потере
массы на 8-ми
образцах, а по
потере прочности
на 16-ти образцах.
Предварительно
образцы насыщают
водой в течении
72 часов, а при
одностороннем
замораживании
подвергают
дождеванию
не менее 8-ми
часов, чтобы
лицевая сторона
покрылась
сплошной водяной
пленкой. Далее
образцы подвергают
замораживанию
в установке
ХДУ не менее
8-ми часов. После
окончания
замораживания
охлажденную
поверхность
оттаивают с
помощью дождевания.
Затем проводят
оценку степени
повреждений,
определяют
потерю массы
и потерю прочности.
где:
Rк –
значение предела
прочности
контрольных
образцов;
R – значение
предела прочности
при сжатии
образцов после
замораживания
и оттаивания.
Определение
проводят до
полного разрушения
образцов.
Определение
средней плотности
Определение
проводят, измеряя
линейные размеры
образца и определяя
массу. Среднюю
плотность
вычисляют по
формуле:
где:
ср – средняя
плотность
образца в кг/м3;
V – объем
образца, м3;
м - масса образца,
кг.
Определение
истинной плотности
Определение
проводят
пикнометрическим
методом параллельно
на двух навесках
массой около
10 г. Для этого
взвешивают
чистые и высушенные
пикнометры
вместимостью
50-100 мл, пикнометры
с навеской
предварительно
измельченного
материала (до
полного прохождения
через сито
0,63). Затем наливают
в пикнометр
воду до половины
объема и кипятят
в течении 15-20 минут
на водяной
бане. После
этого пикнометры
заполняют
жидкостью до
метки по нижнему
мениску и взвешивают.
Истинную плотность
и в
г/см3 вычисляют
по формуле:
где:
w –
плотность
жидкости, г/см3;
м2 – масса
пикнометра
с навеской, г;
м3 – масса
пикнометра,
г;
м4 – масса
пикнометра
с жидкостью,
г;
м5 – масса
пикнометра
с навеской и
жидкостью, г.
Определение
предела прочности
при сжатии
Определение
предела прочности
при сжатии
производится
соответствии
с требованиями
ГОСТ 8462. Количество
образцов, подлежащих
испытанию
определяется
по таблицам
в зависимости
от вида изделия.
Образцы испытываются
в состоянии
естественной
влажности.
Отбор образцов
для испытаний
производится
по правилам
и в порядке,
устанавливаемым
действующими
стандартами
на соответствующие
виды стеновых
и облицовочных
материалов.
Кирпич глинный
распиливают
или разделяют
любым способом,
допускающим
разделение
кирпича на две
равные половинки
без его раздробления.
Обе половинки
кирпича накладывают
постелями одна
на другую и
соединяют
цементным
тестом. Верхнюю
и нижнюю поверхности
образцов,
соприкасающихся
плитами пресса,
выравнивают
тем же тестом.
Для испытания
керамических
камней правильной
формы верхнюю
и нижнюю поверхности
образцов,
соприкасающихся
с плитами пресса,
выравнивают
цементным
тестом слоем
не более 5 мм.
Испытания
образцов производят
на прессе, степень
точности показаний
которого не
должна быть
ниже чем 2%. Одна
из плит пресса
должна иметь
сферическое
опирание,
обеспечивающее
возможность
ее поворота.
Предел прочности
при сжатии
стеновых материалов
определяется
испытанием
образцов в
положении,
соответствующем
положению их
в кладке. Нагрузка
на образец во
время испытания
должна прикладываться
плавно, без
толчков и сотрясений
со скоростью
2-3 кгс/см2 в секунду,
до полного
разрушения
образца.
Предел
прочности при
сжатии отдельного
образца вычисляют
по формуле:
где:
Р - наибольшая
сжимающая
нагрузка, кгс.
F - площадь
поперечного
сечения образца
без вычета
площади пустот
в см2.
Предел
прочности при
сжатии материалов
данной партии
определяют
с точностью
до 1%, как среднее
арифметическое
значение результатов
испытаний
образцов.
Определение
предела прочности
при изгибе
Определение
предела прочности
при изгибе
производится
соответствии
с требованиями
ГОСТ 8462. Количество
образцов, подлежащих
испытанию
определяется
по таблицам
в зависимости
от вида изделия.
Образцы испытываются
в состоянии
естественной
влажности.
Отбор образцов
для испытаний
производится
по правилам
и в порядке,
устанавливаемым
действующими
стандартами
на соответствующие
виды стеновых
и облицовочных
материалов.
Для
испытания
кирпича при
изгибе образцы
принимают в
виде целых
изделий, которые
испытывают
уложенными
плашмя по схеме
балки, свободно
лежащей на двух
опорах с расстоянием
между опорами
20 см. Испытание
производятся
сосредоточенной
нагрузкой,
приложенной
посередине
пролета.
Для
испытания
образцов на
изгиб применяют
пресс любой
системы, снабженный
прибором позволяющим
регистрировать
величину разрушающей
нагрузки с
точностью до
25 кгс.
П редел
прочности при
изгибе отдельного
образца вычисляют
по формуле
: редел
прочности при
изгибе отдельного
образца вычисляют
по формуле
:
где
:
Р – наибольшая
нагрузка, отмеченная
при испытании
образца, кгс;
l - расстояние
между осями
опор в см;
b – ширина
образца в см;
h – высота
образца в середине
пролета без
выравнивающего
слоя.
Предел
прочности при
изгибе материалов
данной партии
определяют
с точностью
до 1%, как среднее
арифметическое
значение результатов
испытаний пяти
образцов.
Определение
пустотности
изделий
Определение
пустотности
изделий производится
в соответствии
с требованиями
ГОСТ 7025. Пустотность
изделий П
определяется
в % по формуле:
где:
V1 – объем
пустот в изделии
в см3;
V - объем
изделия в см3.
Определение
теплопроводности
Теплопроводность
полнотелых
изделий определяется
по ГОСТ 7076. Теплопроводность
пустотных
изделий определяется
по ГОСТ 26254 по
методу стационарного
теплового
режима на установке
позволяющей
испытывать
образцы с рабочей
поверхностью
0.25 – 0.5 м2. Теплопроводность
изделий с
вертикальным
расположением
пустот определяют
по формуле:

где:
q – среднее
значение плотности
теплового
потока в Вт/м2;
Тв, Тн –
среднеарифметические
значения температур
внутренней
и наружной
поверхностей
фрагмента;
- толщина
фрагмента в
м.
Теплопроводность
изделий с
горизонтальным
расположением
пустот вычисляют
по формуле:
где:
т, l
– теплопроводность
изделий из
тычковых и
лошковых рядов.
Определение
радиоактивности
Удельную
эффективную
активность
естественных
радионуклидов
керамических
стеновых материалов
определяется
в соответствии
с требованиями
ГОСТ 30108.
Определение
термического
коэффициента
линейного
расширения
(ТКЛР)
Определение
проводится
по ГОСТ 27180 на
кварцевом
дилатометре
системы ГИС
марки ДКВ – 5АМ
в интервале
температур
20-400 градусов при
постоянной
скорости нагрева
3-5 градусов в
минуту ( в УП
«НИИСМ» в лаборатории
физхимии силикатов
кварцевый
дилатометр
оборудован
селитоваой
печью позволяющей
производить
определение
ТКЛР до 1200 градусов.
Определение
проводятся
на образцах
размером 50*5*5 мм.
Удлинение
образцов фиксируется
индикатором
часового типа
с ценой деления
0,001 мм.
Определение
истираемости
Испытание
плиток на
истираемость
проводят на
вращающемся
металлическом
диске с неподвижно
закрепленными
держателями,
которые должны
плотно прижимать
испытуемые
образцы к поверхности
диска. Сопротивление
плиток истиранию
характеризуется
потерей плиток
в массе после
прохождения
испытуемыми
образцами 150 м
пути по кругу.
Потерю одной
плитки в массе
(g) определяется
по формуле:
где:
g2 - масса
плитки до испытания
в г;
g1 – масса
плитки после
испытания в
г;
F – площадь
плитки, подвергаемой
истиранию, см2.
Методы
исследования
структуры и
фазового состава
керамических
материалов.
Дифференциальный
термический
анализ (ДТА)
основан на
изучении с
помощью измерения
температуры
процессов
идущих с выделением
или поглощением
тепла. Определение
проводится
в соответствии
с требованиями
ГОСТ 5226. При проведении
анализа испытуемый
образец постоянно
нагревают
регистрируя
изменение
температуры
Происходящие
в материале
фазовые превращения
сопровождаются
поглощением
или выделением
тепла, что вызывает
изменение
скорости нагрева
образца при
этом на кривых
нагревания
появляются
соответствующие
отклонения
в виде перегибов
и площадок
параллельных
оси времени.
ДТА керамических
материалов
проводят в
интервале
температур
20-1200 градусов на
дериватографе
ОД –108 или О-1500Д,
при постоянной
скорости нагрева
равной 10 градусов
в минуту. Одновременно
проводится
запись кривых
температуры,
ДТА, термогравиметрической
кривой и дифференциальной
термогравиметрической
кривой. В качестве
эталона используется
прокаленный
глинозем.
Рентгенофазовый
анализ (РФА)
проводится
на установках
марки «Дрон»
с ионизационной
регистрацией
рассеянных
лучей ( излучения
Cu K,
Co K,
Fe K,).
Детектором
излучения
является счетчик
Гейгера. Сущность
данного метода
заключается
в изучении
дифракционной
картины (дифрактограммы)
получаемой
при отражении
рентгеновских
лучей атомами
кристаллической
решетки кристаллов.
По дифрактограмме
определяют
углы отражения
() соответствующие
максиумам, а
оценивают их
относительную
интенсивность.
По найденным
для каждого
пика значениям
и известной
длине волны
определяют
межплоскостное
расстояние
по формуле
Вульфа –Брегга:
Расшифровка
дифрактограммы
проводится
по американской
рентгенометрической
картотеке.
Электронные
микроскопические
исследования
позволяют
изучить микроструктуру
объекта, границы
зерен, фазовый
состав, размер
и вид кристаллов
и пор при увеличении
до 50000 раз. В растровых
электронных
микроскопах
поверхность
образца сканируется
тонким электронным
пучком, а вторичное
преобразованное
изображение
передается
на экран монитора.
С этой целью
на поверхность
скола материала
методом термического
напыления
наносится
токопроводящее
покрытие из
хрома или золота.
Подготовка
образцов для
исследования
на электронном
микроскопе
проводится
методом травления
реплик плавиковой
кислотой.
|
|
|
|
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
Разраб.
|
Шульгович
|
|
|
Сырьевая
база керамической
промышленности
РБ
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Н.
Контр.
|
|
|
|
|
Утв.
|
|
|
|
3. Сырьевая
база керамической
промышленности
РБ
Для
производства
керамических
изделий применяют
следующие
основные виды
сырья: беложгущиеся
глины и каолин,
кварц, кварцевый
песок, полевой
шпат, пегматит,
нефелиновый
сиенит, сподумен,
мел, магнезит,
доломит, чистые
однородные
по составу
разновидности
цветных глин.
В массы специального
состава для
изготовления
разных видов
технической
керамики водят
тальк, андалузит,
окислы магния
и др.
К
сырьевым материалам
предъявляются
высокие требования
в отношении
однородности
и стабильности
их состава;
включения
инородных
материалов
не допускаются.
Недостаточно
чистые исходные
материалы
обогащают
отмучиванием,
флотацией,
воздушной или
электромагнитной
сепарацией.
Сырьевые
материалы
подразделяются
на пластичные
и отощающие.
К пластичным
относятся
глинистые. К
отощающим все
остальные
материалы не
обладающие
пластичностью.
Пластичные
составляющие
Глины — это
полиминеральные
осадочные
породы, являющиеся
результатом
совместного
действия выветривания
и жизнедеятельности
микроорганизмов.
При затворении
водой глина
придаёт массе
пластичность,
что даёт возможность
формовать
изделия сложной
формы с небольшим
усилием сохранять
её после снятия
нагрузки и
приобретать
камнеподобное
состояние после
термообработки.
Минеральный
состав глин
очень сложен.
Основу составляет
каолинит,
монтмориллонит,
минералы групп
гидрослюд.
Кроме этого
присутствуют
примеси кварцевого
песка, полевых
шпатов, карбонатов,
растворимых
солей и органических
остатков. Частицы
глинообразующих
минералов имеют
размер 0,001 — 10 мкм
и в основном
пластинчатую
форму. Они не
способны включать
воду в свою
химическую
структуру, но
удерживают
её вокруг частиц
в виде тонких
плёнок (физически
связанная
вода). Поэтому
большая часть
глинистых
минералов
увеличивает
свой объём,
т.е. набухает.
Существует
классификация
глин по нескольким
характеристикам.
По
химическому
составу глины
подразделяются
по содержанию
Al2O3:
По
содержанию
красящих оксидов
Fe2O3
и TiO2 делят
на 4 группы: от
низкого содержания
— не более 1% до
высокого —
Fe2O3
более 3%, TiO2
больше 2%.
Невысокое
содержание
Al2O3
при значительном
SiO2 может
свидетельствовать
о запесоченности
сырья или о
том, что основным
глинообразующим
компонентом
является
монтмориллонит.
Малое содержание
Al2O3
при значительном
содержании
оксидов щелочных
металлов
свидетельствует
о легкоплавкости
глин.
Пластичность
глин — основная
характеристика
для получения
изделий лепкой,
раскаткой и
выдавливанием
через мундштук.
Чем пластичней
глина, тем больше
число пластичности
(П = П1 + П2), тем
легче формование
из пластической
массы.
По
пластичности
глины подразделяются
на 5 групп: от
высокопластичных
до непластичных.
Нижний предел
пластичности
(П2) — это минимальное
содержание
воды в глине,
при котором
на поверхности
глиняного жгута
диаметром до
3 см3 отмечается
появление
трещин (масса
рассыпается
в руках).
Верхний
предел пластичности
(П1) — содержание
воды в глине,
при котором
она приобретает
свойства текучести
(масса прилипает
к рукам).
По чувствительности
к сушке глины
делят на 3 категории:
высокочувствительные,
среднечувствительные,
малочувствительные.
По огнеупорности
глины делят
на легкоплавкие
— огнеупорность
ниже 1350 0С, тугоплавкие
— огнеупорность
1350 — 1580 0С, огнеупорные
— огнеупорность
выше 1580 0С. Для
изготовления
огнеупоров
годятся только
последние
глины. Для фарфора
и фаянса —
огнеупорные
и беложгущиеся
тугоплавкие.
Для строительной
керамики и
изделий
хозяйственно-бытового
назначения
используют
легкоплавкие
глины.
Месторождения
огнеупорных
глин: Украина
— Чесовьяское,
Дружковское,
Новорайское,
Веселовское.
Месторождения
каолинов: Украина
— Глуховецкое
и Просяновское.
Российские
месторождения
глин: Трошковское
и Латненское.
Каолины — Кыштынское
и Журавлиный
Лог. Месторождения
легкоплавких
глин: российское
— Имбрийское
(голубой цвет),
Кучинское; в
Беларуси —
Гайдуковка
(Минская обл.),
Лукомль (Витебская
обл.), Осетки,
Секеровщина,
Заполле, Гершоны,
Щебринь. Тугоплавкие:
Гародное, Туровское,
Городок, Столинские
хутора. Каолины:
Ситница, Глушковичи.
Отощающие
добавки.
Отощающие
материалы
играют в массах
сложную роль,
с одной стороны,
улучшают усадку,
способствуют
бездефектной
сушке изделий,
с другой стороны
снижают пластичность
масс.
Кварцевые
пески и кварцсодержащие
материалы
(кварцит, жильный
кварц, трепел,
диатомит, маршалит
и др.) характеризуются
содержанием
SiO2, Fe2O3,
TiO2 и щелочно-земельных
оксидов.
Шамот — это
огнеупорный
материал, полученный
путём обжига
глин и каолина.
В роли шамота
выступает либо
измельчённый
и рассеянный
бой изделий,
бой огнеупорных
капселей, либо
специально
изготовленный
шамот из огнеупорных
глин.
Плавни в
технологии
керамики играют
важнейшую роль,
т.к. они не только
образуют стеклофазу,
но и позволяют
снижать температуру
спекания и,
следовательно,
обжига изделия.
Из наиболее
распространенных
плавней в
керамической
промышленности
используются
полевые шпаты,
пегматиты,
доломит, нефелин,
сиенит, перлит,
тальк и некоторые
виды искусственных
материалов,
например, бой
тарного стекла.
Полевые шпаты
(ортоклаз, альбит,
анортит, микроклин),
в чистом виде
встречаются
редко и для
производства
тонкой керамики
применяются
с определённым
содержанием
красящих оксидов
(не более 0,3%), щелочей
(не менее 12%) и
калийнонатриевым
модулем (K2O/Na2O)
не менее 2%. Наиболее
широко используются
в России Карельское
полевошпатовое
сырьё (Чупинские
полевые шпаты
и пегматиты).
Одна из важных
стадий керамического
производства
— это хранение
и контроль
сырья. Прибывшее
на предприятие
сырье должно
проходить
входной контроль,
на каждую партию
составляют
паспорт с указанием
всех определённых
свойств и датой
приёмки. Каждый
компонент
керамической
массы должен
хранится в
отдельном
отсеке складов
сырья. Для карьерных
глин желательно
длительное
вылёживание
в условиях
постоянной
влажности или
промораживания
в ямах и на открытых
площадках.
Дефекты,
связанные с
сырьевыми
материалами
можно условно
разделить на
2 группы: возникающие
из-за присутствия
в сырье нежелательных
примесей и
возникающие
из-за несоблюдения
рецептуры масс.
I группа
связана в основном
с содержанием
в сырье примесей
ухудшающих
цвет изделия
(высаливание
растворимых
сульфатов,
хлоридов в
глинах, появление
мушки из-за
небольших
включений,
наличие гипса
или муллита
в глине), деформирующих
изделие при
обжиге (наличие
карбонатов
и слюд в глинах,
органических
веществ).
Дефекты
относящиеся
ко II группе,
могут проявляться
лишь после
обжига изделий.
Поэтому необходимо
постоянный
контроль
промежуточных
технологических
параметров
керамической
массы на всех
технологических
стадиях. По
составу масс
типичные составы
фарфоровых
масс содержат
половину пластичных
и отощающих
материалов.
Фаянсовые массы
содержат больше
пластичных
и мало полевых
шпатов, в качестве
плавня добавляют
доломит, известняки.
В майоликовых
массах широко
применяется
как тугоплавкие,
так и легкоплавкие
глины в сочетании
с кварцевым
песком и различными
плавнями (нефелин,
доломит). Масса
для производства
строительной
керамики содержит
разнообразные
местные легкоплавкие
глины со значительным
содержанием
шамота, различных
плавней.
В современном
керамическом
производстве
стремятся
использовать
нетрадиционные
виды сырья
(пирофиллит,
волластонит,
диопсид, рисовую
шелуху, а также
широкую гамму
техногенных
материалов,
как отходы
(металлургические
шлаки, гальванические
шламы, золы
ТЭЦ), так и заранее
синтезированные.
|
|
|
|
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
Разраб.
|
Шульгович
|
|
|
Общеинженерное
оборудование
керамической
отрасли
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Н.
Контр.
|
|
|
|
|
Утв.
|
|
|
|
4. Общеинженерное
оборудование
керамической
отрасли
ДРОБИЛЬНО-ПОМОЛЬНЫЕ
МАШИНЫ
Дробилыю-помольные
машины чрезвычайно
разнообразны
и могут быть
классифицированы
по следующим
признакам.
По технологическому
назначению:
машины первичного
измельчения,
в которые материал
поступает
непосредственно
из склада или
карьера; машины
вторичного
измельчения,
в которые поступает
материал, уже
прошедший
первичное
измельчение.
По величине
частиц конечного
продукта:
дробилки—машины,
измельчающие
материал до
величины частиц
более 0,5 мм; мельницы
— машины, измельчающие
материал до
величины частиц
менее 0,5 мм.
По принципу
действия и
конструктивным
особенностям:
щековые
дробилки с
простым (рис.
1, а) и сложным
(рис. 1, б) движением
подвижной щеки;
первые измельчают
материал
раздавливанием,
а вторые —
раздавливанием
и истиранием
при периодическом
приближении
подвижной щеки
к неподвижной;
к онусные
дробилки с
подвижным валом
(рис. 1, в) и с неподвижной
осью (рис. 1, г); эти
дробилки измельчают
материал
раздавливанием
и изгибом при
постоянном
приближении
к неподвижному
конусу поверхности
подвижного
конуса, который
совершает
поступательные
движения в
горизонтальной
плоскости (рис.
1, г) или круговые
движения (рис.
1, в), эксцентричные
относительно
внутренней
поверхности
неподвижного
конуса; онусные
дробилки с
подвижным валом
(рис. 1, в) и с неподвижной
осью (рис. 1, г); эти
дробилки измельчают
материал
раздавливанием
и изгибом при
постоянном
приближении
к неподвижному
конусу поверхности
подвижного
конуса, который
совершает
поступательные
движения в
горизонтальной
плоскости (рис.
1, г) или круговые
движения (рис.
1, в), эксцентричные
относительно
внутренней
поверхности
неподвижного
конуса;
валковые
дробилки (рис.
1, д) измельчают
материал в
основном
раздавливанием,
частично истиранием,
ударом или
изгибом между
двумя вращающимися
навстречу друг
другу валками
с гладкой, рифленой,
ребристой или
зубчатой
поверхностями;
стругачи
(см. рис. 5) измельчают
материал ножами,
закрепленными
на вращающемся
горизонтальном
или вертикальном
диске;
бегуны (рис.
1, е) измельчают
материал
раздавливанием
и истиранием
между цилиндрической
поверхностью
катков и плоской
поверхностью
чаши;
дезинтеграторы
(рис. 1, ж) измельчают
материал ударами
быстро вращающихся
жестко закрепленных
молотков—бил;
молотковые
дробилки (рис.
1, з) измельчают
материал ударами
и частично
истиранием
быстро вращающихся
шарнирно или
жестко закрепленных
молотков;
струйные
мельницы
измельчают
материал в
помольной
камере в результате
ударов летящих
навстречу друг
другу частиц,
поступающих
в нее с большой
скоростью и
под большим
давлением;
кольцевые
мельницы (рис.
1, и) измельчают
материал
раздавливанием
и истиранием
между криволинейными
поверхностями
кольцевой
дорожкой и
роликами или
шарами;
барабанные
вращающиеся
(рис. 1, к) и вибрационные
(рис. 1, л) мельницы
измельчают
материал ударами
и истиранием
свободно падающих
мелющих тел,
последние
поднимаются
во вращающемся
барабане под
действием
центробежной
силы, а в вибрационных
мельницах —
в результате
вибрации барабана.
Материал
измельчается
мокрым (с добавлением
воды) и сухим
способами, в
замкнутом и
открытом цикле.
При замкнутом
цикле измельченный
материал направляется
в сортировочные
устройства,
откуда куски
или частицы
недостаточной
тонкости
возвращаются
для повторного
измельчения,
а материал с
необходимой
величиной
частиц используется
по назначению.
При открытом
цикле измельченный
материал направляется
в машины или
аппараты для
дальнейшей
переработки
или используется
как готовый
продукт.
Щековые
дробилки
Щековые
дробилки применяют
для первичного
(грубого) дробления
материалов
твердых и средней
твердости. В
щековых дробилках
измельчение
материалов
осуществляется
раздавливанием
(рис. 2, а), раздавливанием
и истиранием
(рис. 2, б) при
периодическом
приближении
подвижной
щеки 2 к неподвижной
1.
Щековые
дробилки отличаются
большим разнообразием
конструкций
и классифицируются
по следующим
основным признакам:
по характеру
движения подвижной
щеки — с простым
(рис. 3 и рис. 2, а,
в, г, ж), сложным
(рис. 2, б и е) и
комбинированным
(рис. 2, д) движением;
по подвесу
подвижной щеки
— с верхним
(рис. 2, а, б, г, д, е,
ж) и нижним
подвесом (рис.
2, в);
по количеству
загрузочных
отверстий —
с одним (рис.
2, а—е) и двумя—спаренная
(рис. 2, ж). Установлено,
что производительность
спаренной
дробилки меньше
двух обычных,
так как неполадка
одной вызывает
остановку
другой, усложняется
технологическая
схема и процесс
обслуживания.
Некоторая
экономия металла
не компенсирует
эксплуатационные
недостатки;
по конструкции
механизма,
передающего
движение подвижной
щеке, — с
эксцентриково-шатунным
(рис. 2, а, б, в, д, е,
ж), кулачковым
(рис. 2, г) и др.
Н аибольшее
распространение
получили щековые
дробилки с
простым и сложным
качаниями
подвижной щеки,
с эксцентриково-шатунным
механизмом
с двумя (рис.
2, а) и одной (рис.
2, б) распорной
плитой, на
рассмотрении
которых мы и
остановимся. аибольшее
распространение
получили щековые
дробилки с
простым и сложным
качаниями
подвижной щеки,
с эксцентриково-шатунным
механизмом
с двумя (рис.
2, а) и одной (рис.
2, б) распорной
плитой, на
рассмотрении
которых мы и
остановимся.
Дробилки
с простым движением
подвижной щеки
имеют цельнолитую
(см. рис. 3) или
сборную станину.
У дробилки на
рис. 3 клиньями
3 крепится
ребристая
рабочая плита
(щека) 2. Подвижная
щека 6 с дробящей
плитой 4 надета
на ось 5.
Дробящие
плиты изготовляют
из марганцовистой
стали (с содержанием
12—14% Mn) или
отбеленного
чугуна, в большинстве
составными
с криволинейной
поверхностью
и параллельной
зоной внизу.
Криволинейная
поверхность
плит способствует
созданию лучших
условий для
разрушения
материала,
увеличению
производительности
дробилок hа
10—20% и удлинению
срока службы
плит, а параллельная
зона повышает
однородность
продукта дробления.
Рифление плит
характеризуется
отношением
высоты зуба
к шагу (расстоянию
между вершинами
гребней) и
принимается
от 1 : 4 до 1:2. Чем меньше
шаг зубьев, тем
мельче и однороднее
продукт дробления.
Зубья одной
плиты должны
находиться
против впадин
другой, что
обеспечивает
изгиб материала.
Приводной
вал 8 в современной
дробилке смонтирован
в подшипниках
качения. На
эксцентриковую
часть этого
вала надеты
подшипники
качения, охватываемые
головкой шатуна
9, а на выступающие
за подшипники
концы — маховики
7, один из которых
является и
шкивом. Маховики
соединены с
эксцентриковым
валом многодисковыми
фрикционными
муфтами. Назначение
этих муфт состоит
в том, чтобы,
не выключая
двигателя,
вращающего
шкив, можно
было плавно
включить
эксцентриковый
вал 8 дробилки.
Э ксцентриковый
вал изготовляют
из специальных
сталей — хромоникелевой,
хромомолибденовой
или ванадиевой,
а для небольших
машин — из Ст5.
Регулирование
ширины разгрузочной
щели осуществляют
клиньями 12 и
15 (см. рис. 3). При
подъеме клина
12 (см. рис. 3) болтами
10 разгрузочная
щель уменьшается. ксцентриковый
вал изготовляют
из специальных
сталей — хромоникелевой,
хромомолибденовой
или ванадиевой,
а для небольших
машин — из Ст5.
Регулирование
ширины разгрузочной
щели осуществляют
клиньями 12 и
15 (см. рис. 3). При
подъеме клина
12 (см. рис. 3) болтами
10 разгрузочная
щель уменьшается.
Шатун 9, связанный
с одной стороны
с подвижной
щекой 6, а с
противоположной
стороны — с
клином 15 распорными
плитами 16, передает
движение подвижной
щеке. Распорная
плита 16 при
попадании в
загрузочное
отверстие
дробилки недробимого
предмета перерезает
предохранительные
болты рис. 3 раньше,
чем другая
более ответственная
деталь дробилки.
Чтобы распорные
плиты не выпадали,
подвижная щека
6 оттягивается
за ось 18 тягой
17 с пружиной
14, сжимаемой
гайками 13. Крупные
дробилки оборудуют
централизованной
автоматической
системой густой
и жидкой смазок.
Валковые
дробилки
Валковые
дробилки применяют
для тонкого,
мелкого, среднего
и крупного
измельчения
горных пород
и других материалов
различной
твердости,
брикетирования
материалов,
удаления из
глины каменистых
включений и
т. д. В валковых
дробилках
измельчение
материала
осуществляется
раздавливанием,
частично истиранием,
ударом или
изгибом между
двумя вращающимися
навстречу друг
другу валками
с гладкой,
зубчатой или
рифленой
поверхностями.
Достоинства
валковых дробилок:
простота устройства,
надежность
в работе, небольшой
расход энергии.
Недостатки:
дробилка с
гладкими валками
может измельчать
относительно
небольшие куски
материала,
небольшая
производительность,
наличие вибрации
и необходимость
равномерного
непрерывного
питания валков
во избежание
снижения их
эффективности.
Валковые
дробилки можно
классифицировать
по следующим
основным признакам.
По назначению
и форме рабочей
поверхности:
1) для тонкого,
среднего и
мелкого дробления
материалов,
с гладкой
поверхностью
валков, с продольными
полукруглыми
выемками на
одном из валков;
2) для крупного
дробления
глинистых
материалов
с зубчатыми
валками; 3) для
среднего и
мелкого дробления
глинистых
материалов
и удаления
камней с одним
гладким и другим
рифленым валками
и с валками,
имеющими винтовую
поверхность;
4) для крупного,
среднего, мелкого,
тонкого дробления
материалов
и формования
брикетов с
дырчатыми
валками и валками,
имеющими
полусферические
выемки на двух
валках.
В алковая
дробилка мелкого
и среднего
дробления
имеет конструктивное
оформление,
в основном
подобное дробилке,
показанной
на рис. 4, валки—с
гладкой, рифленой
или зубчатой
поверхностью
и различно
оформленным
приводом. Зазор
между валками
устанавливается
3—30 мм. У дробилок
(см. рис. 4) на станине
4 установлены
корпуса подшипников
3 и 11, в которых
смонтированы
валы валков
6 и 10. Корпуса
11 подшипников
прикреплены
к станине, а
корпуса 3
подшипников
удерживаются
предохранительными
пружинами 5,
которые позволяют
валку 6 отойти
от валка 10 в
случае попадания
между ними
недробимых
предметов.
Привод валков
осуществляется
через ременную
передачу, шкив
9, вал 12 и шестерни
/, 2, 7 и 8. Шестерни
6 и 7 изготовляют
с длинными
зубьями. алковая
дробилка мелкого
и среднего
дробления
имеет конструктивное
оформление,
в основном
подобное дробилке,
показанной
на рис. 4, валки—с
гладкой, рифленой
или зубчатой
поверхностью
и различно
оформленным
приводом. Зазор
между валками
устанавливается
3—30 мм. У дробилок
(см. рис. 4) на станине
4 установлены
корпуса подшипников
3 и 11, в которых
смонтированы
валы валков
6 и 10. Корпуса
11 подшипников
прикреплены
к станине, а
корпуса 3
подшипников
удерживаются
предохранительными
пружинами 5,
которые позволяют
валку 6 отойти
от валка 10 в
случае попадания
между ними
недробимых
предметов.
Привод валков
осуществляется
через ременную
передачу, шкив
9, вал 12 и шестерни
/, 2, 7 и 8. Шестерни
6 и 7 изготовляют
с длинными
зубьями.
В валковых
дробилках
валки, подшипники,
направляющие,
пружинные
амортизаторы
и привод валков
отличаются
разнообразием
конструкций.
Привод валков
осуществляется
от электродвигателя
через редуктор
и карданные
валы, которые
обеспечивают
передачу вращения
валкам даже
при значительном
отходе их друг
от друга.
При разной
окружной скорости
валков с гладкой
поверхностью
они дробят
материал
раздавливанием
и истиранием,
а в дробилках
с зубчатыми
валками — ударом
и изгибом. Если
один из валков
имеет продольные
полукруглые
выемки, то валки
диаметром 600
мм могут захватывать
куски материала
размером 60 и
даже 85 мм в поперечнике.
Бегуны
Бегуны широко
применяют для
мелкого и тонкого
дробления
материалов
мягких и средней
твердости.
Принцип
действия бегунов
состоит в
измельчении
материалов
раздавливанием
и истиранием
между цилиндрической
поверхностью
катков и плоской
поверхностью
чаши. Катки
при помощи
кривошипов
шарнирно
соединены с
закрепленным
на вертикальном
валу хомутом,
благодаря этому
катки всей
тяжестью опираются
на материал,
находящейся
под ними, и свободно
приподнимаются
при увеличении
слоя материала
и попадании
под них недробимых
предметов.
Бегуны
классифицируют
по следующим
основным признакам.
По технологическому
назначению:
для мокрого,
сухого и полусухого
измельчения;
для измельчения
и перемешивания
и только перемешивания;
для брикетирования
сырьевой смеси;
с металлическими
катками и
металлическим
подом; с каменными
катками и каменным
подом.
По способу
действия:
периодического
и непрерывного
действия.
Ножевые
глинорезки
Ножевые
глинорезки
(стругачи) нашли
широкое распространение
для предварительного
измельчения
глинистых
материалов
значительной
влажности,
мерзлых и большей
крупности, чем
материалов,
поступающих
в валковую
дробилку и
бегуны.
С тругачи
бывают с вертикальным
и с горизонтальным
(наиболее
распространены)
режущим диском.
Последние имеют
диск 1 с ножами
2, закрепленными
под углом 30° в
радиальных
прорезях. Диск
свободно надет
на ось 3 и опирается
на подпятник
4. Снизу к диску
прикреплен
направляющий
усеченный конус
7 с тарелкой 8,
жестко соединенный
с конической
шестерней 10.
Последняя
находится в
зацеплении
с шестерней
11 и приводится
во вращение
от двигателя
через клиноременную
передачу или
редуктор. Над
тарелкой неподвижно
установлен
скребок 9,
направляющий
измельченную
глину к окну,
прорезанному
в кожухе. Кожух
привинчен к
кольцу и охватывает
разгрузочную
тарелку 8. Приемная
воронка 6 башмаками
соединена с
кольцом, опирающимся
на кронштейны,
прикрепленные
к балкам, на
которых смонтированы:
опорный стакан,
два подшипника
приводного
вала или редуктор
с двигателем.
Глина, загружаемая
в воронку 6,
удерживается
ребрами 5 и
режется ножами,
вращающимися
вместе с диском.
Глиняная стружка
через отверстия
в диске проваливается
на разгрузочную
тарелку 8 и
скребком
направляется
к разгрузочному
окну. Толщину
стружки регулируют
выдвижением
ножей. тругачи
бывают с вертикальным
и с горизонтальным
(наиболее
распространены)
режущим диском.
Последние имеют
диск 1 с ножами
2, закрепленными
под углом 30° в
радиальных
прорезях. Диск
свободно надет
на ось 3 и опирается
на подпятник
4. Снизу к диску
прикреплен
направляющий
усеченный конус
7 с тарелкой 8,
жестко соединенный
с конической
шестерней 10.
Последняя
находится в
зацеплении
с шестерней
11 и приводится
во вращение
от двигателя
через клиноременную
передачу или
редуктор. Над
тарелкой неподвижно
установлен
скребок 9,
направляющий
измельченную
глину к окну,
прорезанному
в кожухе. Кожух
привинчен к
кольцу и охватывает
разгрузочную
тарелку 8. Приемная
воронка 6 башмаками
соединена с
кольцом, опирающимся
на кронштейны,
прикрепленные
к балкам, на
которых смонтированы:
опорный стакан,
два подшипника
приводного
вала или редуктор
с двигателем.
Глина, загружаемая
в воронку 6,
удерживается
ребрами 5 и
режется ножами,
вращающимися
вместе с диском.
Глиняная стружка
через отверстия
в диске проваливается
на разгрузочную
тарелку 8 и
скребком
направляется
к разгрузочному
окну. Толщину
стружки регулируют
выдвижением
ножей.
Производительность
стругача зависит
от диаметра
режущего диска,
числа ножей
и величины
выступающей
режущей части
(определяющей
толщину стружки),
числа оборотов
диска, а также
от пластичности,
степени замороженности
и влажности
глины.
Молотковые
дробилки и
мельницы
Молотковые
дробилки и
мельницы применяют
для измельчения
материалов
средней твердости
и мягких, небольшой
влажности и
вязкости.
Принцип
действия молотковых
дробилок и
мельниц состоит
в измельчении
материалов
ударами и истиранием
при наличии
колосниковой
решетки быстро
вращающимися
жестко или
шарнирно
закрепленными
молотками .
Молотковые
дробилки и
мельницы могут
быть классифицированы
по следующим
основным признакам:
по
количеству
роторов: однороторные
и двухроторные;
с
шарнирно
подвешенными
молотками и
жестко за
крепленными
молотками;
дробилки
с колосниковой
решеткой и без
нее в загрузочной
и разгрузочной
частях дробилки;
по
конструктивному
оформлению
молотков: дробилки
и мельницы
с П-образными,
плоскими,
утолщенными
и другой конструкции
молотками.
Кроме того,
молотковые
дробилки и
мельницы имеют
различное
оформление
бронеплит,
колосников,
корпуса и т. д.
Достоинства
молотковых
дробилок и
мельниц: простота
конструкции,
небольшие
габаритные
размеры, небольшая
масса, большая
степень измельчения
(10—200 и более),
малые затраты
на 1 т измельчаемого
материала.
Недостатки:
быстрый износ
молотков, колосников
и бронеплит
при дроблении
абразивных
материалов
и залипание
колосниковой
решетки при
измельчении
влажных пластичных
материалов.
В молотковых
дробилках и
мельницах с
шарнирно
закрепленными
молотками
материал измельчается
за счет накапливаемой
молотками
кинетической
энергии и истиранием
при протягивании
его по колосниковой
решетке. Кинетическая
энергия, а
следовательно,
и ударная сила
молотков меняются
от их массы и
окружной скорости.
В зависимости
от этих факторов
молотковые
машины делят
на дробилки
и мельницы.
Д робилками
принято называть
машины с небольшим
количеством
молотков массой
20—70 кг, вращающихся
с небольшой
скоростью 15—25
м/с. Продукт
дробления
содержит .малое
количество
мелких фракций. робилками
принято называть
машины с небольшим
количеством
молотков массой
20—70 кг, вращающихся
с небольшой
скоростью 15—25
м/с. Продукт
дробления
содержит .малое
количество
мелких фракций.
Мельницами
называют машины
с большим количеством
молотков массой
2—5 кг, вращающихся
с большой скоростью
30— 200 м/с и более,
продукт измельчения
имеет большое
количество
мелких фракций.
Дробилки
с П-образными
молотками
(рис. 6) широко
применяются
в установках
небольшой
производительности
для измельчения
сухих материалов
мягких и средней
твердости.
Чугунный корпус
дробилки имеет
основание и
крышку 4, соединенные
шарниром 3 на
валу 1. Внутри
корпуса, обложенного
бронелистами
6 из отбеленного
чугуна, смонтирован
ротор, а снаружи
— шкивы. Ротор
состоит из двух
дисков 7 с
отверстиями,
к которым подвешены
шесть молотков
5 П-образной
формы со сменной
рабочей поверхностью
из головок
узкоколейных
рельсов. Расстояние
между дисками
фиксируется
хомутом. Колосниковая
решетка 10, надетая
на ось 2, поддерживается
амортизационными
пружинами 9.
Материал,
измельченный
в дробилке,
просыпается
сквозь отверстия
в решетке. Через
окно, закрываемое
дверцей 8,
осматривают
и чистят колосниковую
решетку. В
молотковых
дробилках и
мельницах с
жестко закрепленными
молотками
измельчение
материала
осуществляется
в основном
ударами быстро
вращающихся
молотков, т. е.
за счет кинетической
энергии, накапливаемой
всей вращающейся
системой. Молотки,
нанося большой
силы удары,
весьма эффективно
измельчают
неабразивные
и невязкие
материалы,
мягкой и средней
твердости с
пределом прочности
до 150МПа (1500кгс/см2).
К молотковым
измельчающим
машинам с жестко
закрепленными
молотками можно
отнести роторные
дробилки,
дезинтеграторы
и аэробильные
мельницы.
Дезинтеграторы
М атериал
через загрузочный
карман подается
внутрь вращающихся
роторов, где
подвергается
действию двух
сил: центробежной,
направленной
по радиусу, и
силы удара,
направленной
тангенциально.
По направлению
равнодействующей
материал
отбрасывается
на следующий
ряд бил другого
диска, вращающегося
в противоположную
сторону, который
отбрасывает
материал на
третий ряд бил
и т. д. Под действием
встречных
ударов материал
измельчается.
Тонкость помола
в дезинтеграторе
повышается
с увеличением
числа рядов
бил. Так, уже
при четырех
рядах бил получается
весьма тонкий
помол глины,
в котором находится
до 70—80% частиц
материала
меньше 0,54 мм. атериал
через загрузочный
карман подается
внутрь вращающихся
роторов, где
подвергается
действию двух
сил: центробежной,
направленной
по радиусу, и
силы удара,
направленной
тангенциально.
По направлению
равнодействующей
материал
отбрасывается
на следующий
ряд бил другого
диска, вращающегося
в противоположную
сторону, который
отбрасывает
материал на
третий ряд бил
и т. д. Под действием
встречных
ударов материал
измельчается.
Тонкость помола
в дезинтеграторе
повышается
с увеличением
числа рядов
бил. Так, уже
при четырех
рядах бил получается
весьма тонкий
помол глины,
в котором находится
до 70—80% частиц
материала
меньше 0,54 мм.
Производительность
дезинтегратора
зависит от
равномерности
питания, числа
оборотов, диаметра
роторов, крупности
загружаемых
кусков и может
колебаться
в широких пределах.
При значительном
увеличении
скорости вращения
роторов увеличивается
тонкость помола
и уменьшается
производительность.
Для получения
более тонкого
помола следует
применять
дезинтеграторы
с большим количеством
рядов пальцев.
Чтобы дезинтегратор
работал нормально,
необходимо
материал подавать
механическим
питателем,
размером кусков—не
более 25—35мм,
влажностью—не
более 8—11%.
Достоинства
дезинтеграторов:
возможность
достижения
тонкости помола,
соответствующей
требованиям
технологического
процесса
производства
кирпича сухим
способом и
огнеупорных
изделий; простота
конструкций
и ухода; возможность
помола при
большей, чем
на других машинах,
влажности
глины; сравнительно
малая чувствительность
к изменениям
влажности глины
в пределах
8—11%. Недостатки:
опасность
поломки бил
при попадании
металлических
предметов;
быстрый износ
пальцев-бил;
сравнительно
большой расход
энергии; нарушение
балансировки
роторов при
неравномерном
износе бил, что
вызывает быстрый
износ подшипников;
распушенность
глины в результате
домола.
Очистка
дезинтегратора
от глины может
быть выполнена
в течение 10—15
мин.
Шаровые
мельницы
Шаровые
мельницы широко
применяют для
грубого и тонкого
помола материалов.
Принцип действия
шаровых мельниц
состоит в измельчении
материала
ударом и частично
истиранием
свободно падающих
мелющих тел
во вращающемся
барабане.
Ш аровые
мельницы отличаются
большим разнообразием
конструкций:
с коротким и
длинном барабаном,
без перегородок
и с перегородками,
с разными мелющими
телами и т. д.
Шаровые мельницы
могут быть
классифицированы
по следующим
основным признакам:
по конструкции
барабана и
наличию перегородок:
цилиндрические
(рис. дрические
(рис. 38)льницый
.ащающимися
роторами (установка
ротора)водом8,
а, б, г), конические
(рис. 8, в), короткие
(рис. 8, а, б) и длинные
(рис. 8, г), с внутренними
перегородками
и без них (одно-
и многокамерные);
по способу
работы: периодического
действия (рис.
8, а), непрерывного
действия — с
периферической
разгрузкой
(рис. 8, б) и с разгрузкой
через полую
цапфу (рис. 8, в,
г) по роду
футеровки и
характеру
мелющих тел:
с неметаллической
футеровкой
и неметаллическими
мелющими телами,
с металлической
футеровкой
и металлическими
мелющими телами
— шарами, короткими
цилиндрами
пли стержнями;
по роду
привода: с
шестеренчатым
приводом (рис.
8, а, в), с
центральным
приводом (рис.
8, г). аровые
мельницы отличаются
большим разнообразием
конструкций:
с коротким и
длинном барабаном,
без перегородок
и с перегородками,
с разными мелющими
телами и т. д.
Шаровые мельницы
могут быть
классифицированы
по следующим
основным признакам:
по конструкции
барабана и
наличию перегородок:
цилиндрические
(рис. дрические
(рис. 38)льницый
.ащающимися
роторами (установка
ротора)водом8,
а, б, г), конические
(рис. 8, в), короткие
(рис. 8, а, б) и длинные
(рис. 8, г), с внутренними
перегородками
и без них (одно-
и многокамерные);
по способу
работы: периодического
действия (рис.
8, а), непрерывного
действия — с
периферической
разгрузкой
(рис. 8, б) и с разгрузкой
через полую
цапфу (рис. 8, в,
г) по роду
футеровки и
характеру
мелющих тел:
с неметаллической
футеровкой
и неметаллическими
мелющими телами,
с металлической
футеровкой
и металлическими
мелющими телами
— шарами, короткими
цилиндрами
пли стержнями;
по роду
привода: с
шестеренчатым
приводом (рис.
8, а, в), с
центральным
приводом (рис.
8, г).
Мельницы
могут работать
в открытом или
замкнутом
цикле. Последние
более современны,
эффективны
и перспективны.
В мельницах
можно измельчать
материал как
сухим, так и
мокрым способом.
Достоинства
шаровых мельниц:
получение
высокой и постоянной
тонкости помола
и регулирование
ее; возможность
подсушки материала
в самой мельнице;
простота конструкции;
надежность
в эксплуатации;
возможность
измельчения
пород различной
твердости.
Недостатки:
значительный
расход энергии;
большая масса
и размеры; большой
пусковой момент;
сильный шум
во время работы.
ОБОРУДОВАНИЕ
ДЛЯ СОРТИРОВКИ
И КЛАССИФИКАЦИИ
Сортировка
и обогащение
материалов
оказывают
существенное
влияние на
качество и
стоимость
конечного
продукта.
Назначение
сортировки:
до дробления
— выделить
куски материала,
размеры которых
больше допускаемых
для данной
машины; выделить
куски или частицы,
размеры которых
меньше, чем
размеры конечного
продукта;
после
дробления и
помола — разделить
по крупности
частицы материала,
из которых в
определенной
пропорции
составляются
массы или шихты,
а при замкнутом
цикле помола
выделить крупные
частицы, чтобы
направить их
для повторного
измельчения;
удалить из
материала
случайно попавшие
в них металлические
предметы или
опилки; произвести
обогащение
материала.
Обогащением
называют процесс
удаления из
материалов
ненужных и
вредных примесей
с целью увеличения
содержания
ценного вещества.
Обогащение
на месте добычи
приводит к
снижению стоимости
готовой продукции
за счет транспортных
перевозок,
упрощению схемы
технологического
процесса
производства,
уменьшению
удельного
расхода сырья,
улучшению его
качества и
качества готовых
изделий и к
рациональному
использованию
примесей.
Процесс
обогащения
основывается
на использовании
различных
особенностей
материалов:
крупности,
формы кусков
или частиц, их
цвета и блеска,
плотности и
объемной массы,
скорости падения
в водной и воздушной
среде, магнитной
восприимчивости,
поверхностной
энергии минералов,
величины заряда
на поверхности,
электропроводимости
материалов
и др. Процессу
обогащения
в большинстве
случаев сопутствует
дробление,
помол и сортировка
материалов.
Сортировку
и обогащение
материалов
осуществляют
механическим,
гидравлическим,
воздушным,
магнитным,
флотационным
и другими
способами.
Механическая
сортировка
Механическая
сортировка,
т. е. разделение
частиц или
кусков материала,
по крупности,
производится
при помощи
машин, снабженных
ситами или
решетами. Такие
машины называются
грохотами, а
процесс просеивания
— грохочением.
Решета
(листовые сита)
штампуют из
металлических
листов на
дыропробивных
прессах. Отверстия
решет (рис. 9, а)
обычно выполнены
круглыми, реже
квадратными,
овальными,
шестиугольными
и прямоугольными.
Размер отверстий
более 3 мм. Круглые
отверстия (рис.
9,б) для предупреждения
забивания имеют
коническую
форму с углом
при вершине
14°. Недостаток
решет: небольшая
площадь отверстий
— до 50% площади
всего листа.
Для увеличения
площади отверстий
их размещают
в шахматном
порядке.
Сита
(сетки)
плетут или ткут
из стальной,
медной, бронзовой
и другой
проволоки,
конского волоса,
шелковых или
других нитей
(рис. 9, в, г). Отверстия
сеток бывают
квадратные
или прямоугольные.
Площадь живого
сечения сит
составляет
до 70%. Сита с
прямоугольными
— щелевидными
отверстиями
повышают в
1,5—2 раза производительность
грохотов, лучше
самоочищаются.
Однако при
большом количестве
удлиненных
зерен (лещадок)
невозможно
получить необходимый
зерновой состав
сортируемых
материалов.
Недостатки
проволочных
сит: неровная
поверхность,
что приводит
к быстрому их
засорению и
износу и возможность
раздвигания
проволок в
ситах.
В последнее
время начали
применять
резиновые сита
и сита из синтетических
волокон.
Р езиновые
сита бывают:
1). струнные (рис.
9, к) с натянутыми
в поперечном
направлении
резиновыми
шнурами; шнуры
поддерживаются
продольными
планками и
крепятся к
угольникам
(без завязывания
узлов), пропуская
их через отверстия
размером меньше
на 1,5—2 мм; 2) штампованные,
(рис. 9, и)
из
износостойкой
резины, секции
сит соединяются
стержнями,
пропускаемыми
через проушины;
в случае износа
сито может быть
перевернуто;
3) колосниковые
(рис. 9, м)
из резиновых
колосников,
собранных на
несущих тросах
в полотно
толщиной 45 мм
с ячейками
70x70 мм; 4) листовые
армированные,
предварительно
напряженные,
свободно подвешенные
(рис. 9, д)
толщиной 20—25
мм с размером
ячеек 40—160 мм.
Достоинства
резиновых
сит по сравнению
с металлическими:
не забиваются
благодаря
мембранному
пружинящему
эффекту, возрастает
производительность
в 2—2,5 раза, повышается
износоустойчивость
в 15—25 раз, легче
в 1,5— 2 раза, незначительно
изменяются
размеры ячеек,
самоочищаются,
уменьшаются
расходы на
ремонт и эксплуатацию,
уменьшается
запыленность
воздуха и
производственный
шум. езиновые
сита бывают:
1). струнные (рис.
9, к) с натянутыми
в поперечном
направлении
резиновыми
шнурами; шнуры
поддерживаются
продольными
планками и
крепятся к
угольникам
(без завязывания
узлов), пропуская
их через отверстия
размером меньше
на 1,5—2 мм; 2) штампованные,
(рис. 9, и)
из
износостойкой
резины, секции
сит соединяются
стержнями,
пропускаемыми
через проушины;
в случае износа
сито может быть
перевернуто;
3) колосниковые
(рис. 9, м)
из резиновых
колосников,
собранных на
несущих тросах
в полотно
толщиной 45 мм
с ячейками
70x70 мм; 4) листовые
армированные,
предварительно
напряженные,
свободно подвешенные
(рис. 9, д)
толщиной 20—25
мм с размером
ячеек 40—160 мм.
Достоинства
резиновых
сит по сравнению
с металлическими:
не забиваются
благодаря
мембранному
пружинящему
эффекту, возрастает
производительность
в 2—2,5 раза, повышается
износоустойчивость
в 15—25 раз, легче
в 1,5— 2 раза, незначительно
изменяются
размеры ячеек,
самоочищаются,
уменьшаются
расходы на
ремонт и эксплуатацию,
уменьшается
запыленность
воздуха и
производственный
шум.
Сита из
синтетических
материалов
— полиамидов,
полиэфирных
смол, полипропилена,
полиэтилена
и других изготовляют
из нитей различной
толщины. Точность
размеров ячеек
у них примерно
такая, как у
металлических,
но эти сита
отличаются
более высокой
износоустойчивостью,
способностью
к повышенным
резонансным
колебаниям,
что увеличивает
их пропускную
способность,
они просты в
обслуживании,
водостойки,
устойчивы к
высоким температурам
(ткани из тефлона
выдерживают
температуру
до 300°С), истиранию
и химическим
веществам.
В новых полимерных
ситах закладывается
арматура,
фиксирующая
размер ячеек
и увеличивающая
грузоподъемность.
Неподвижные
колосниковые
грохоты устанавливают
перед дробилками
первичного
дробления, над
бункерами,
смесителями,
ящичными питателями
и т. д. Грохот
состоит из
колосников
(стержней)
прямоугольного,
клиновидного,
трапециевидного
или круглого
сечений. Колосники
устанавливают
на гребенках
или соединяют
болтами с муфтами,
обеспечивающими
постоянство
зазора между
колосниками.
Достоинством
грохотов является
простота и
прочность
конструкции.
Недостатками—низкая
производительность,
и необходимость
проталкивания
материала
вручную даже
при наклоне
грохота 30—50°.
Подвижные
колосниковые
грохоты применяют
для тех же целей,
что и неподвижные.
Одновременно
с грохочением
они выполняют
функции питателен.
Грохот (рис.
10) имеет две
подвижные
колосниковые
решетки 1
и 2, подвешенные
на подвесках
3 и
4 под
углом 14—16° к
горизонту.
Каждая решетка
соединена с
эксцентриками
5 и 6, закрепленными
на валу 7,
которые
смещены на
180°, поэтому когда
одна решетка
движется вперед,
другая движется
назад. Вал приводится
в движение от
электродвигателя
8 через
клиноременную
передачу и две
пары цилиндрических
шестерен. Решетки
1 и
2, совершая
возвратно-поступательные
движения в
противоположные
стороны, то
опускаются,
то поднимаются,
а материал,
находящийся
на них, перемещается
по уклону к
выходному
концу грохота
и куски меньше
40 мм проваливаются
через щели
между колосниками.
При ширине
грохота 1,5—2 м
и длине 3—3.5 м его
производительность
составляет
более 150 т/ч, а
расход энергии—
0,037—0,052 кВт/ч на 1 т
материала.
Плоские
качающиеся
грохоты принцип
действия плоских
качающихся
грохотов основан
на взаимодействии
сил тяжести
с силами инерции
и трения. Сортировка
возможна при
обеспечении
относительного
перемещения
материала по
грохоту.
Вибрационные
грохоты
применяют для
сортировки
сухих материалов
и жидких масс.
В них вибрация
решета вызывается
полностью или
частично
динамическими
причинами,
незначительной
амплитудой
и большой частотой
колебаний
(800—3000 кол/мин).
Материал при
грохочении
расслаивается
— тонкие частицы
оказываются
под крупными,
что ускоряет
и делает более
качественным
процесс грохочения,
грохоты характеризуются
высокой
производительностью;
небольшим
удельным расходом
энергии, высоким
к. п. д. (>90%). Различают
две основные
группы вибрационных
грохотов:
.механические
и электрические
(электромагнитные).
Барабанные
грохоты
применяют для
сортирования
порошкообразных
глиняных масс,
кварца, шамота
и других материалов.
Грохот представляет
собой слегка
наклонный
цилиндр, иногда
усеченный конус
или многогранную
усеченную
призму со стенками
из решет или
сит. Многогранные
барабанные
грохоты называются
буратами.
Д остоинства
барабанных
грохотов: медленное
и равномерное
вращение без
толчков и сотрясений,
что позволяет
устанавливать
их в верхних
этажах зданий
и над бункерами;
простота конструкции. остоинства
барабанных
грохотов: медленное
и равномерное
вращение без
толчков и сотрясений,
что позволяет
устанавливать
их в верхних
этажах зданий
и над бункерами;
простота конструкции.
Недостатки:
низкий к. п. д.
(0,45—0,6) в результате
использования
лишь части
поверхности
сита; значительные
габаритные
размеры и большая
масса конструкции;
сложность
изготовления
барабанных
решеток.
Барабанные
многогранные
грохоты, так
называемые
бураты, применяют
для сортировки
сухих материалов
с величиной
частиц 1,3—3,5 мм
и более. На
горизонтальном
валу грохота
(рис. 11), смонтированном
в подшипниках
2, закреплены
втулки 6
с крестовинами,
которые с
угольниками
образуют каркас.
К каркасу
барашками 7
крепятся рамки
5 с сетками 4
разных
размеров.
Материал поступает
через воронку
3. Вначале
отсеиваются
самые мелкие
фракции, затем
средние и, наконец,
наиболее крупные
и каждая направляется
в свой бункерный
отсек.
ПИТАТЕЛИ
И ДОЗАТОРЫ
П итатели
и дозаторы
применяют для
получения шихт
и масс в строгом
соответствии
с рецептом и,
следовательно,
они оказывают
влияние на
качество конечных
продуктов.
Питатели служат
для непрерывной
и равномерной
подачи материалов
в количестве,
необходимом
для обеспечения
производительности
машины соответственно
процентному
содержанию
материалов
в шихте или
массе. Дозаторы
предназначены
для отмеривания
по объему или
массе необходимых
доз материалов
соответственно
их процентному
содержанию
в шихте или
массе. Питатели
в большинстве
случаев выполняют
и роль дозаторов.
Питатели и
дозаторы подразделяют
на объемные
и весовые. итатели
и дозаторы
применяют для
получения шихт
и масс в строгом
соответствии
с рецептом и,
следовательно,
они оказывают
влияние на
качество конечных
продуктов.
Питатели служат
для непрерывной
и равномерной
подачи материалов
в количестве,
необходимом
для обеспечения
производительности
машины соответственно
процентному
содержанию
материалов
в шихте или
массе. Дозаторы
предназначены
для отмеривания
по объему или
массе необходимых
доз материалов
соответственно
их процентному
содержанию
в шихте или
массе. Питатели
в большинстве
случаев выполняют
и роль дозаторов.
Питатели и
дозаторы подразделяют
на объемные
и весовые.
Виды
питателей
объемных: дозатор
а — пластинчатый;
б — цепной; в
—лотковый; г
— барабанный;
д - секторный:
е — цилиндрический;
ж —
тарельчатый;
з — винтовой;
и — качающая
воронка; к —
лопастной.
МАШИНЫ ДЛЯ
СМЕШИВАНИЯ
МАТЕРИАЛОВ
И НАСОСЫ ДЛЯ
ПЕРЕКАЧИВАНИЯ
ЖИДКИХ МАСС
Основной
целью смешивания
является получение
однородной
массы (или шихты),
состоящей из
разных материалов.
При смешивании
материалов
стремятся
получить массу,
легко поддающуюся
формованию,
в которой
зерна отощающих
материалов
равномерно
покрыты пластичными
или связующими
материалами
и смочены водой.
Процесс смешивания
является весьма
ответственной
операцией,
оказывающей
существенное
влияние на
качество конечного
продукта.
Смешивающие
машины отличаются
большим разнообразием
конструкций,
их можно подразделить
на: машины для
смешивания
сухих и
пластичных
материалов;
машины и устройства
для перемешивания
жидких
масс и поддержания
их во взвешенном
состоянии;
машины непрерывного
и периодического
действия.
Машины для
смешивания
Л опастные
смесители
являются
смесителями
непрерывного
действия с
принудительным
перемешиванием,
отличаются
простотой
конструкции,
большой производительностью
и легкостью
обслуживания. опастные
смесители
являются
смесителями
непрерывного
действия с
принудительным
перемешиванием,
отличаются
простотой
конструкции,
большой производительностью
и легкостью
обслуживания.
Недостатки
лопастных
смесителей:
не обеспечивается
тщательное
смешение компонентов
и лопасти смесителя
вгоняют воздух
в смешиваемую
массу, что ухудшает
ее пластичность.
Смесители
бывают одно-
и двухвальные
(более совершенные).
Двухвальные
лопастные
смесители при
меньшей длине
лучше смешивают
материалы, чем
одновальные.
Они бывают с
одинаковым
и разным числом
оборотов лопастных
валов, прямоточные
и противоточные,
для перемешивания
сухих и увлажненных
материалов,
с водяным и
паровым увлажнением,
с протирочной
решеткой и без
нее, без накопителя
и с накопителем.
Двухвальный
лопастной
прямоточный
смеситель без
пароувлажнения
с одинаковым
числом оборотов
лопастных валов
(рис. 13) широко
распространен
в производстве
кирпича и огнеупоров
для смешивания
как сухих, так
и влажных пластичных
материалов.
Смеситель имеет
широкое корыто
9, закрытое
с двух сторон
стенками, на
кронштейнах
7 которых установлены
подшипники
6 валов
5 и 11. Внутри
корыта к каждому
валу по прерывистой
винтовой линии
под углом 14—18°
прикреплены
по восемнадцать
лопаток 4
и 12.
Лопатки
12 образуют
правую прерывистую
винтовую линию,
а лопатки 4
— левую
и лопатки одного
вала находятся
между лопатками
другого вала.
Такое расположение
лопастей обеспечивает
более тщательное
перемешивание.
Вал 1 мешалки
приводится
во вращение
от электродвигателя
1 через
фрикционную
муфту 10,
редуктор
2 (РМ-650), а вал 5 —от
вала 1 через
пару цилиндрических
зубчатых колес.
В смеситель
вода подается
через трубу
с рядом небольших
отверстий.
Материалы,
непрерывно
загружаемые
в смеситель,
разрушаются,
смешиваются
вращающимися
навстречу друг
другу лопастями
и продвигаются
ими к разгрузочному
отверстию 8.
Применение
сжатого
воздуха
для перемешивания
жидких масс
и поддержания
их во взвешенном
состоянии
получило широкое
распространение.
При пневматическом
способе перемешивания
сжатый воздух
давлением
0,2—0,4 МПа (2—4 ат)
пропускается
через жидкую
массу, силой
упругости
вспучивает
ее и приводит
в сильное движение,
сопровождающееся
энергичным
перемешиванием.
Перемешивание
и поддержание
во взвешенном
состоянии
больших объемов
цементного
шлама с помощью
сжатого воздуха
происходит
в шлам-бассейнах.
Сжатый воздух
подается в
бассейны через
большую трубу
диаметром 125
мм, которую
вертикально
опускают в
центральную
часть. Расстояние
от конца трубы
до дна бассейна
— 400—600мм.
Учитывая
простоту устройства
и хорошее качество
смешения, способ
пневматического
перемешивания
должен найти
широкое распространение
в керамической
промышленности
Машины для
перекачивания
Для
перекачивания
жидких масс
в промышленности
получили
распространение
центробежные,
мембранные
и камерные
насосы.
М ембранные
насосы применяют
в керамической
промышленности
для перекачивания
жидких масс
с влажностью
40%, а также для
нагнетания
этих масс в
фильтр-прессы
или распылительные
сушилки. Мембранный
насос (рис. 14) имеет
цилиндр 7, плунжер
3, соединенный
с кривошипным
валом 1
шатуном 2.
Цилиндр
в нижней части
несколько
расширен, а
в верхней закрыт
сальниковой
буксой 4
с сальниковой
набивкой 5,
предотвращающей
просачивание
воды. С уширенной
полостью цилиндра
с одной стороны
трубкой 6
соединена
коробка 19
пружинного
регулятора
давления, а с
противоположной
стороны — камера
8 с
резиновой
мембраной 9
и клапанной
коробкой 11.
Последняя имеет
всасывающий
10 и
нагнетательный
12 клапаны.
Над коробкой
расположен
воздушный
колпак 14,
смягчающий
толчкообразное
движение жидкости,
обусловленное
периодическим
движением
плунжера. ембранные
насосы применяют
в керамической
промышленности
для перекачивания
жидких масс
с влажностью
40%, а также для
нагнетания
этих масс в
фильтр-прессы
или распылительные
сушилки. Мембранный
насос (рис. 14) имеет
цилиндр 7, плунжер
3, соединенный
с кривошипным
валом 1
шатуном 2.
Цилиндр
в нижней части
несколько
расширен, а
в верхней закрыт
сальниковой
буксой 4
с сальниковой
набивкой 5,
предотвращающей
просачивание
воды. С уширенной
полостью цилиндра
с одной стороны
трубкой 6
соединена
коробка 19
пружинного
регулятора
давления, а с
противоположной
стороны — камера
8 с
резиновой
мембраной 9
и клапанной
коробкой 11.
Последняя имеет
всасывающий
10 и
нагнетательный
12 клапаны.
Над коробкой
расположен
воздушный
колпак 14,
смягчающий
толчкообразное
движение жидкости,
обусловленное
периодическим
движением
плунжера.
Регулятор
давления представляет
собой чугунную
цилиндрическую
коробку, в которой
имеется два
клапана —
предохранительный
20 и
всасывающий
21. Плотность
прижатия клапанов
к гнездам
обеспечивается
пружинами, на
которые оказывают
воздействие
регулирующие
винты 18
и 17.
Коробка
регулятора
заполняется
водой. При движении
плунжера вверх
под ним создается
разрежение,
в результате
чего открывается
всасывающий
клапан 21
и в уширенную
полость цилиндра
до мембраны
поступает вода.
В случае возникновения
избыточного
давления в
цилиндре клапан
20 приподнимается
и выпускает
воду в коробку
регулятора.
Таким образом,
клапан 20
предохраняет
насос от возникновения
избыточного
давления, а
двигатель —
от перегрузки.
Манометр на
воздушном
колпаке показывает
величину давления,
с которым масса
выталкивается
в массопровод.
Кривошипный
вал 1
насоса приводится
во вращение
от электродвигателя
16 через
редуктор и
передает движение
шатуну 2
и связанному
с ним плунжеру
3. При
этом последний
то поднимается,
то опускается.
При подъеме
плунжера 3
в цилиндре
7 создается
разрежение,
в результате
чего мембрана
9 оттягивается
в сторону цилиндра;
в клапанной
коробке 11
также
создается
разрежение,
а жидкая масса
под атмосферным
давлением
поступает во
всасывающий
трубопровод,
поднимает
клапан 10
и заполняет
коробку до
мембраны, заставляя
ее еще больше
отклоняться
вправо. Благодаря
разрежению
клапан 21
клапанной
коробки 19
опускается
и из нее в полость
цилиндра
(поступает
вода. При движении
вниз плунжер
давит на воду,
которая передает
давление на
мембрану, заставляя
ее изгибаться
влево. Масса,
находящаяся
в клапанной
коробке 11,
прижимает
всасывающий
клапан 10
к седлу,
приподнимает
нагнетательный
.клапан 12
и через
открытое отверстие
в седле выходит
в нагнетательный
трубопровод
через патрубок
13 (или
13 и
15).
При последующих
подъемах и
опусканиях
плунжера описанный
цикл повторяется.
Необходимо,
чтобы во время
работы насос
своевременно
пополнялся
водой. При уменьшении
количества
воды в полости
цилиндра плунжер
часть своего
пути будет
проходить
вхолостую и
количество
нагнетаемой
массы, а следовательно,
и производительность
насоса уменьшаются.
Мембранные
насосы бывают
с одним или
двумя цилиндрами.
Последние
создают более
равномерное
давление в
трубопроводе
и обеспечивают
более спокойную
работу двигателя.
МАШИНЫ И
УСТРОЙСТВА
ДЛЯ ОБЕЗВОЖИВАНИЯ
СУСПЕНЗИЙ
Обезвоживание
широко применяется
на керамических
заводах для
частичного
удаления из
сырьевых материалов
или жидких
суспензий
механически
связанной воды,
с целью получения
материала с
влажностью,
при которой
возможна их
дальнейшая
обработка или
формование
из них изделий
определенным
способом.
Обезвоживание
можно осуществлять
следующими
способами:
механическим
в фильтр-прессах
с тканевыми
фильтрами,
электрокинетическим
— наложением
внешнего
электрического
поля, вызывающего
перемещение
положительно
заряженных
частиц (ионов)
с молекулами
воды к катоду,
и термическое
обезвоживание
испарением
воды в распылительных
сушилках и
сушильных
барабанах. В
фарфоро-фаянсовой
промышленности
при производстве
хозяйственных
изделий и изоляторов
для обезвоживания
суспензий
наибольшее
распространение
получили
фильтр-прессы,
в производстве
облицовочных
плиток и плиток
для полов —
распылительные
сушилки. Электрическое
обезвоживание
распространения
не получило
вследствие
низкой производительности,
большого расхода
энергии и сложного
оборудования.
Фильтр-прессы,
применяемые
в керамической
промышленности,
относятся
к фильтрующим
аппаратам с
тканевыми
фильтрами,
работающими
под относительно
высоким давлением.
Масса с содержанием
~ 40% воды подается
насосом в
фильтр-прессы,
где под давлением
0,6 - 0,8 - 1,0 - 1,2 МПа (6 - 8 – 10 - 12
ат) происходит
ее фильтрация
и удаление
фильтрата через
фильтры. Образующиеся
при этом
в камерах между
тканевыми
фильтрами
тестообразные
коржи с влажностью
20— 25% периодически
удаляются из
фильтр-пресса
и используются
в процессе
производства.
Различают
фильтр-прессы
рамные и камерные,
ручные и автоматические.
Распылительные
сушилки
значительно
упростили,
механизировали
и облегчили
процесс производства
пресс-порошков,
высвободили
большое количество
оборудования,
площадей и
рабочих от
тяжелого ручного
труда .по обслуживанию
фильтр-прессов
(с ручной разгрузкой)
и другого
оборудования.
При этом значительно
возросла
производительность
завода, длительность
приготовления
пресс-порошков
сократилась
до 1 — 2 мин вместо
8 — 12 ч, улучшилось
качество, снизилась
стоимость
готовых изделий
и уменьшилось
в 3 — 4 раза количество
рабочих. При
выпуске 1000000 м2
облицовочных
плиток в год
применение
распылительных
сушилок по
сравнению с
фильтр-прессовым
способом уменьшает
затраты на
каждую тонну
пресс-порошка,
увеличивает
производительность
труда и сокращает
количество
оборудования
в 4 — 5 раз, улучшает
использование
площадей в 10
раз, сокращает
потери массы
и дает пресс-порошок
(с незначительным
количеством
пыли) с шарообразной
формой гранул,
обеспечивающих
равномерное
заполнение
пресс-форм и
высокое качество
изделий.
Значительный
вклад в создание
и внедрение
распылительных
сушилок на
отечественных
керамических
заводах внесли:
ВНИИСтройкерамика
и Минский комбинат
строительных
материалов
(МКСМ). Этими
организациями
были проведены
теоретические
и экспериментальные
исследования
с целью получения
оптимальных
параметров
для создания
рациональных
конструкций.
Было установлено,
что в распылительных
сушилках, в
зависимости
от сообщаемых
им конструктивных
и технологических
параметров,
можно получать
порошок или
пластическую
массу, которые
могут применяться
не только при
производстве
плиток, но и
для изготовления
изделий радиокерамики,
керамики на
основе чистых
окислов, труб,
санстройизделий
и электрофарфора,
формуемого
методом гидростатического
прессования,
а также грубой
керамики, формуемой
полусухим и
пластическим
методами.
Существующие
отечественные
и зарубежные
распылительные
сушилки в
основном отличаются
устройствами
для распыления
суспензий,
направлением
ее подачи снизу
вверх или сверху
вниз, особенностями
создаваемого
теплового
режима и т. д.
В результате
проведенных
исследований
установлено,
что в сушилках
с верхней подачей
суспензии
получаются
гранулы со
значительной
разницей размеров
поперечника
и влажности.
Так, гранулы
размером 0,105 —
0,225 мм, выпадающие
в центре, полностью
высыхают, а
гранулы размером
0,283 мм, выпадающие
у стенок, имеют
влажность более
20%, т. е. примерно
в 3 раза больше
средней влажности
(7 — 8%) порошка.
С ушилка
НИИСтройкерамики
в комплексе
с машинами для
приготовления
фаянсовой
суспензии
показана на
рис. 15. Распылительная
сушилка состоит
из теплоизолированной
башни 23,
сваренной
из стальных
листов, крыша
24 которой
выполнена в
виде пологого
теплоизолированного
корпуса с отверстием
в центре диаметром
1,6 м, закрытым
плоской крышкой
25. В
крыше имеется
еще два отверстия,
над которыми
крепятся трубы
26 со
взрывобезопасными
клапанами,
выполненными
в виде асбестовых
прокладок 27.
Крыша
своим кольцевым
ребром 28
вставлена
в песочный
затвор 29
и скреплена
с башней болтами
30. ушилка
НИИСтройкерамики
в комплексе
с машинами для
приготовления
фаянсовой
суспензии
показана на
рис. 15. Распылительная
сушилка состоит
из теплоизолированной
башни 23,
сваренной
из стальных
листов, крыша
24 которой
выполнена в
виде пологого
теплоизолированного
корпуса с отверстием
в центре диаметром
1,6 м, закрытым
плоской крышкой
25. В
крыше имеется
еще два отверстия,
над которыми
крепятся трубы
26 со
взрывобезопасными
клапанами,
выполненными
в виде асбестовых
прокладок 27.
Крыша
своим кольцевым
ребром 28
вставлена
в песочный
затвор 29
и скреплена
с башней болтами
30.
К нижней
части башни
приварен усеченный
конус с поясом.
Через этот пояс
проходят двенадцать
отростков —
трубок 8,
которые
одним концом
приварены к
кольцевому
массопроводу
6, а на
другом конце
имеют распылительные
форсунки 5
с выходными
отверстиями
диаметром 2,1
мм. Форсунки
внутри сушилки
расположены
на расстоянии
5430 мм от потолка
по окружностям
диаметром 600
мм (восемь форсунок)
и диаметром
320 мм (четыре
форсунки). Над
форсунками
в стенках башни
по окружности
смонтировано
двенадцать
инжекционных
газовых горелок
31 (ИКГ-25М)
производительностью
14—16 м3/ч.
В горелки подается
природный газ.
Сушилка оборудована
газорегулирующей
аппаратурой.
При работе
горелок пространство
внутри сушилки
нагревается
до 560° С под потолком,
в середине —
350 — 400 и внизу —
до 160° С.
Суспензию,
приготовленную
при совместном
помоле глинистых
и отощающих
материалов
в шаровых мельницах
18, сливают
в сборник 16,
оборудованный
пропеллерной
мешалкой 15.
Перед
подачей в сборник
суспензию два
раза пропускают
через вибрационные
грохоты с натянутыми
на них тонкими
сетками № 0355 и
02.
Из сборника
16 суспензия,
поддерживаемая
во взвешенном
состоянии
мембранным
двухплунжерным
насосом 17
(СМ-938), под
давлением до
1,2 МПа (12 ат) подается
в систему питания
сушила через
отростки к
форсункам 5.
Система
питания обеспечивает
постоянную
циркуляцию
суспензии в
кольцевом
массопроводе
6 и
исключает
возможность
его закупоривания.
Оптимальное
давление распыления
— 1 — 1,2 МПа (10 — 12 ат).
При давлении
большем 1,4 МПа
(14 ат) порошок
будет налипать
на потолок, а
при 0,8 МПа (8 ат)
размер гранул
увеличивается.
Давление в
массопроводе
обеспечивается
подпорным
краном, через
который суспензия
возвращается
в сборник.
Предусмотрена
также подача
суспензии по
тупиковой
схеме. Для этого
перекрывается
кран на возвратном
массопроводе.
Для
дополнительной
очистки суспензии
на подающем
массопроводе
смонтирован
фильтр 19,
в котором
суспензия
проходит через
сетчатый стакан
20 и
по массопроводу
22 поступает
в кольцевой
массопровод
6 и
далее по отросткам
в форсунки.
Частицы массы
или посторонние
предметы, имеющие
размеры больше,
чем отверстия
в сетке стакана,
задерживаются
на ней и удаляются
через сливную
трубу 21.
Стакан
периодически
вынимают и
промывают.
Выбрасываемая
через форсунки
суспензия с
влажностью
40—50%, пролетая
вверх, а затем
вниз между
факелами огня,
за время нахождения
в сушильной
камере образует
разнообразные
по величине
и подобные
по форме гранулы,
составляющие
порошок с влажностью
примерно 7%. Порошок
с температурой
76° С через центральное
отверстие в
нижнем конусе
9, имеющем
затвор, высыпается
на транспортер
4, который
доставляет
его к элеватору
3. Элеватор
подает порошок
в бурат 2,
установленный
над бункерами
1, в
которых порошок
вылеживается
и в нем равномерно
распределяется
влага. Из бункеров
порошок с влажностью
7% подается в
бункера прессов,
предварительно
пройдя магнитную
сепарацию.
ПРЕССЫ
ДЛЯ ПЛАСТИЧЕСКОГО
ФОРМОВАНИЯ
ИЗДЕЛИИ
Прессы
пластического
формования
характерны
тем, что их
конструктивные
особенности
и работа основаны
на использовании
пластических
свойств керамических
масс без разрывов
и трещин сохранять
полученную
форму после
прекращения
действия усилий.
Для пластического
формования
применяют
ленточные
лопастные,
трубные, салазочные,
револьверные
и другие прессы
из масс с влажностью
14—25%. Ленточные
лопастные
прессы бывают
безвакуумные
и вакуумные.
Вакуумирование
(«обезвоздушивание»)
керамических
масс для придания
им однородности
и пластичности
широко применяют
в производстве
фарфора, фаянса,
шамотных изделий,
канализационных
труб; глиняного
кирпича, черепицы
и т. п.
В результате
вакуумирования
керамических
масс они приобретают
новые свойства,
благодаря
которым: 1) малопригодные
тощие керамические
массы широко
применяют для
формования
труб, черепицы,
дырчатого
кирпича и других
тонкостенных
керамических
изделий; 2) для
их формования
с успехом используют
мундштуки, не
пригодные для
формования
невакуумированных
масс; 3) меньше
деформируется
резательная
проволока,
причем изделия
получаются
с острыми гранями;
4) устраняется
пузырчатость,
являющаяся
весьма существенным
дефектом при
формовании
тонкостенных
керамических
изделий; 5) прочность,
плотность и
однородность
обожженных
изделий значительно
повышаются.
Вакуумирование
керамических
масс обычно
происходит
в герметически
закрытой камере,
являющейся
составной
частью пресса
и проходит
успешно, если
в вакуум-камеру
масса поступает
в виде тонких
полосок или
прутков. При
этом воздушные
пузырьки, заключенные
в массе, находятся
близко к поверхности
и легко удаляются.
Разрежение
в вакуум-камере
в зависимости
от свойств
массы меняется
в широких
пределах — от
60 до 95% абсолютного
вакуума (60—96 кПа
или 450—720 мм рт.
ст.).
Несмотря
на повышенный
расход энергии
в вакуум-прессах
(на 5— 6% больше,
чем в обыкновенных
ленточных), они
получают все
большее
распространение
в керамической
промышленности
благодаря
высокому
качеству
вырабатываемых
изделий.
Существующие
вакуумные
прессы по
конструктивному
оформлению
могут быть
подразделены
на две основные
группы: с дырчатой
(перфорированной)
перегородкой
и с перегородкой
в виде мундштука
для формования
труб.
В вакуум-прессе
с дырчатой
перегородкой
7
(рис. 16, а) и камере
3 предварительного
прессования,
находящейся
в одном цилиндре,
дырчатая
перегородка
делит корпус
пресса на две
части. За перегородкой
имеется вакуум-камера
4, внутри
которой помещен
валик 5.
Последний
препятствует
поступлению
массы в вакуум-камеру.
Привод валика
осуществляется
через цепную
передачу от
вдавливающего
валка 2
(п=450 об/мин).
Последний и
шнек 6 (n=26
об/мин) приводится
во вращение
от электродвигателя
1 (N=30 кВт,
n=1400
об/мин) через
редуктор и
зубчатые колеса.
Отсос воздуха
осуществляется
через специальный
трубопровод,
который соединяет
вакуум-камеру
4 с вакуум-насосом.
Шнек 6
перемещает
и проталкивает
массу в вакуум-камеру
через дырчатую
перегородку
7 в виде отдельных
полосок. Здесь
происходит
отсасывание
воздуха. Недостатком
пресса этого
типа является
то, что в нем
хорошо вакуумируются
только верхние
слои массы.
В вакуум-прессе
с дырчатой
перегородкой
и камерой
вакуумирования,
вынесенной
наверх
(рис. 16, б), под
давлением
лопастного
винта 1 масса
продавливается
сквозь отверстия
решетки 2
и поступает
в вакуум-камеру
3, из
которой воздух
отсасывается
насосом через
трубу 4. Тонкие
полоски массы,
прошедшие
сквозь решетку,
вакуумируются
при своем падении
в пресс. Масса,
разбитая крыльчаткой
5, закрепленной
на валу 6,
поступает
на вращающиеся
лопасти 7, которые
захватывают
ее и продвигают
через корпус
8, головку
9 и мундштук
10. Подсос
воздуха в корпус
пресса предупреждается
сальником 11.
Максимальный
вакуум в прессе
можно довести
до 90 кПа (700 мм рт.
ст.). Общим недостатком
этих прессов
является то,
что перегородки
забиваются
и приходится
останавливать
пресс для их
очистки.
вакуум-прессе
с дырчатой
перегородкой
и камерой
вакуумирования,
вынесенной
наверх
(рис. 16, б), под
давлением
лопастного
винта 1 масса
продавливается
сквозь отверстия
решетки 2
и поступает
в вакуум-камеру
3, из
которой воздух
отсасывается
насосом через
трубу 4. Тонкие
полоски массы,
прошедшие
сквозь решетку,
вакуумируются
при своем падении
в пресс. Масса,
разбитая крыльчаткой
5, закрепленной
на валу 6,
поступает
на вращающиеся
лопасти 7, которые
захватывают
ее и продвигают
через корпус
8, головку
9 и мундштук
10. Подсос
воздуха в корпус
пресса предупреждается
сальником 11.
Максимальный
вакуум в прессе
можно довести
до 90 кПа (700 мм рт.
ст.). Общим недостатком
этих прессов
является то,
что перегородки
забиваются
и приходится
останавливать
пресс для их
очистки.
Вакуум-прессы
с перегородкой
в виде мундштука
для формования
труб
(наиболее
совершенные)
представляют
собой сочетание
пресса
с одно-
или двухвальной
мешалкой, работающие
от общего привода,
а
в последних
конструкциях
от самостоятельных
приводов.
Такие
прессы
называются
агрегатными.
ПРЕССЫ ДЛЯ
ПОЛУСУХОГО
ПРЕССОВАНИЯ
КЕРАМИЧЕСКИХ
И ОГНЕУПОРНЫХ
МАСС
Прессы
для полусухого
прессования
керамических
и огнеупорных
порошковых
масс с влажностью
3—12% нашли широкое
распространение
в производстве
изделий строительной
керамики и
огнеупоров.
При пластическом
способе формования
изделий из
керамических
масс удельное
давление прессования
в зависимости
от влажности
массы составляет
0,15 — 1,8 МПа (1,5 —18 кгс/см2),
тогда как при
полусухом
способе прессования
оно достигает
100 МПа (1000 кгс/см2
)и более. Ниже
рассмотрено
влияние этого
и других наиболее
существенных
факторов на
процесс формования
и качество
готовых изделий,
получаемых
методом полусухого
прессования.
Процесс
прессования
изделий из
порошковых
масс протекает
в такой последовательности.
В форму засыпают
порошок, в котором
наряду с твердыми
частицами
имеются водные
пленки и воздух.
Затем в форму
входят с одной
или двух противоположных
сторон штампы,
оказывающие
давление на
порошок, из
которого
отпрессовываются
изделия необходимой
формы и размеров.
В начале
прессования
имеет место
перемещение
частиц пресс-порошка
в вертикальной
и горизонтальной
плоскостях
без существенных
деформаций.
По мере возрастания
давления на
порошок увеличивается
сопротивление
частиц перемещению,
происходит
уплотнение
порошка, которое
сопровождается
пластической,
хрупкой и упругой
деформациями
частиц. Когда
давление на
контактах
превысит критическое
напряжение
происходит
пластическая
или хрупкая
деформация
частиц и при
этом достигается
необходимое
уплотнение
порошка.
Качество
готовых изделий,
как показала
практика и
экспериментальные
данные, зависит
от состава и
физико-химических
свойств порошков,
величины и
формы зерен,
пористости,
влажности,
количества
воздуха, запрессованного
в порошок,
развиваемого
давления,
продолжительности
приложения
усилия прессования
и других факторов.
Процесс
уплотнения,
зависящий от
столь многих
факторов, пока
еще не удалось
выразить при
помощи строгих
научно обоснованных
уравнений.
Однако работы
советских
ученых в этой
области позволили
выяснить
сущность ряда
явлений, происходящих
при прессовании
порошков, и
установить
зависимость
между некоторыми
из перечисленных
факторов.
РЕЗАТЕЛЬНЫЕ
АВТОМАТИЧЕСКИЕ
СТАНКИ И УКЛАДЧИКИ
Резательные
станки, конструкция
которых постоянно
совершенствуется,
предназначены
для разрезания
движущейся
глиняной ленты
(бруса), непрерывно
выходящей из
мундштука
пресса, на отдельные
кирпичи, блоки,
черепицы, плиты
и другие изделия
(заготовки)
необходимой
ширины или
длины. На кирпичных
заводах широко
применяются
однострунные
и многострунные
резательные
автоматы, которые
часто работают
с автоматами
укладчиками
сырца на рамки
(рейки) или
непосредственно
на печные вагонетки.
Автоматический
однострунный
резательный
станок
имеет
сварную станину
к которой крепится
коробка
со смонтированными
в ней механизмами:
приводного
и смычкового
вала,
гильзы
с салазками
и
приемного
транспортера,
лента которого
охватывает
натяжной
и приводной
(регулировочный)
барабаны. Для
обслуживания
механизмов
верхняя и одна
боковая стенки
коробки выполнены
откидными. К
передней стенке
коробки крепится
кожух смычка.
К кожуху
прикреплена
подвеска,
поддерживающая
прикрепленные
к гильзе салазки,
на которых
происходит
разрезание
бруса на кирпичи
сырцы. Салазки
передают кирпичи
сырцы на передаточный
транспортер.
Последний
имеет несколько
большую скорость
приемного
транспортера,
благодаря чему
между кирпичами
сырцами образуются
промежутки.
У стенки коробки
на кронштейне
смонтирован
двигатель.
В конструкции
станка имеется
три основных
кинематических
узла: 1) для создания
возвратно-поступательного
движения смычка;
2) для сообщения
вращательного
движения приводному
и смычковому
валу; 3) для синхронизации
возвратно-поступательного
движения смычка
и вращательного
движения смычкового
вала со смычком.
Ввиду
того что разрезание
глиняного бруса
осуществляется
во время его
движения, все
кинематические
узлы станка
синхронно
связаны с движением
бруса.
|
|
|
|
|
|
|
|
|
|
|
|
Изм
|
Лист
|
№ докум.
|
Подп.
|
Дата
|
|
Разраб.
|
Шульгович
|
|
|
Введение
|
Лит.
|
Лист
|
Листов
|
|
Пров.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Н.
Контр.
|
|
|
|
|
Утв.
|
|
|
|
ВВЕДЕНИЕ
ОСНОВНЫЕ
ЭТАПЫ РАЗВИТИЯ
УП «НИИСМ»
Государственное
предприятие
«Научно-исследовательский
институт строительных
материалов
(ГП «НИИСМ»)
создан в сентябре
1939 года. Его первое
название –
Научно-исследовательский
институт строительных
материалов
Беларуссии.
До
этого времени
в БССР с 1929 года
функционировал
комплексный
Научно-исследовательский
институт
промышленности.
В составе этого
института
работал отдел
минеральной
технологии
с секторами
вяжущих материалов,
минеральных
удобрений,
стекла и строительной
керамики. Еще
в 1927 году была
создана
химико-аналитическая
лаборатория,
которая занималась
испытанием
местного сырья
для промышленности
Республики.
Эти подразделения
стали основой
Научно-исследовательского
института
строительных
материалов.
Создание
института было
обусловлено
необходимостью
повышения
технического
уровня производства
строительных
материалов
с целью обеспечения
потребностей
народного
хозяйства БССР,
развивавшегося
в 30-х годах довольно
высокими темпами.
С
начала Великой
Отечественной
войны до освобождения
Белоруссии
от немецко-фашистских
захватчиков
институт не
функционировал.
Он вновь был
воссоздан в
1944 году.
Конец
40-х и начало 50-х
годов было
трудными годами
становления
института в
условиях разрушенного
войной хозяйства.
Он не имел
необходимой
лабораторной
базы был плохо
оснащен оборудованием,
отсутствовала
экспериментально-производственная
база.
Основой
структуры
института
всегда были
научно-исследовательские
лаборатории.
Количество
лабораторий
и отделов,
направленность
их работы отражали
задачи, которые
ставило перед
институтом
развитие
промышленности
строительных
материалов.
Научные
подразделения
в структуре
института в
1946 году были
представлены
пятью лабораториями:
керамики, стекла,
теплотехники,
вяжущих веществ
и химико-аналитической
лабораторией.
На
этом этапе
развития института
главной задачей,
помимо оказания
научно-технической
помощи по
восстановлению
и началу функционирования
разрушенных
войной предприятий
по производству
стройматериалов,
было создание
условий для
проведения
научно-исследовательских
работ. Наряду
с созданием
экспериментально-производственной
базы целенаправлено
проводилась
работа по оснащению
лабораторий
института
исследовательским
оборудованием.
Уже к 1955 году
институт располагал
современным
оборудованием
для проведения
исследований
с использованием
ренгноструктурного,
электронно-микроскопического,
спектрального,
термографического,
петрографического
и микроскопического
методов.
В
1954 году в связи
с ростом производства
изделий из
бетона в институте
была создана
лаборатория
железобетонных
конструкций.
В
1959 году из лаборатории
керамики выделялась
лаборатория
легких вспученных
заполнителей,
в задачу которой
входили вопросы
разработки
технологии
производства
ячеистых материалов,
испытания сырья
для производства
керамзита,
совершенствование
технологии
производства
аглопорита.
В
1962 году из состава
лаборатории
сушки и обжига
керамических
изделий выделилась
в самостоятельное
подразделение
лаборатория
теплофизических
исследований.
Это было связано
с расширением
номенклатуры
производства
стеновых материалов
и необходимостью
исследования
их теплофизических
характеристик.
В
1963 году создан
патентный
отдел.
В
1967 году была
создана лаборатория
контрольно-измерительных
приборов и
аппаратов,
ее
предшественник
– отдел механизации
и автоматизации
был ликвидирован.
В
1967 году создана
научно исследовательская
лаборатория
распылительной
сушки.
В
1977 году созданы
две научно-технические
лаборатории
технологического
оборудования:
НИЛТО
– 1 работавшая
по обеспечению
НИР керамического
производства.
НИЛТО
– 2 по обеспечению
работ в области
вяжущих, бетонов
и теплоизоляции.
В 1988 году создана
лаборатория
ячеистых бетонов
В
1992 году на базе
ведомственного
испытательного
центра МПСМ
БССР в институте
создан испытательный
центр, аккредитованный
в марте 1994 года
на проведение
сертификационных
испытаний по
28 видам строительных
материалов
и 159 видам испытаний.
Важнейшими
задачами стоящими
перед институтом
в настоящее
время являются:
Выполнение
научно-исследовательских,
опытно-конструкторских
и экспериментальных
работ в области
керамических,
автоклавных,
термоизоляционных,
стеновых и др.
изделий и материалов
в основном с
использованием
местных сырьевых
ресурсов, а
также в области
промышленой
теплоэнергетики.
Разработка
нормативной
документации
на новые виды
стройматериалов,
испытание
стройматериалов
на соответствие
их стандартам,
контроль их
качества.
Оказание
научно-технической
помощи предприятиям
в совершенствовании
технологии,
пуско-наладочных
работах новых
производств.
Изготовление
опытных образцов
оборудования,
опытно-промышленных
установок и
технологических
линий и оснастки.
Осуществление
экспертно-консультативной,
информационно
учебной,
рекламно-издательской
и коммерческо-посреднической
деятельности.
В
структуре
института в
1999 году функционировало
8 научно–исследовательских
лабораторий
(НИЛ) и 2 научно-исследовательских
сектора (НИС):
НИЛ
керамических
материалов.
НИЛ осуществляет
изучение сырья
для производства
изделий строительной
керамики, производит
испытание
образцов продукции
предприятий,
осуществляет
научные исследования
в данной области.
НИЛ
вяжущих материалов
НИЛ
бетонов и испытаний
цемента. НИЛ
осуществляет
испытание
образцов продукции,
ведет научные
исследовния
в области ячеистых
бетонов, основных
огнеупоров.
НИЛ
силикатных
материалов
и отделки
НИЛ
теплоизоляционных
материалов
НИЛ
электрофизических
методов исследований
НИЛ
теплоизоляционных
полимерных
материалов.
НИЛ производит
исследование
и испытание
изделий на
основе полимерных
теплоизоляционных
материалов.
НИЛ
физхимии силикатов.
НИЛ занимается
определением
строения и
физико-химических
свойств материалов,
осуществляет
радиационный
контроль продукции
производимой
в Республике.
НИС
теплофизических
исследований,
НИС метрологии
и сектор
научно-технической
информации,
изобретательской
и патентно-лицензионной
работы
Кроме
того в структуре
института
функционируют
самостоятельные
производственные
участки: по
производству
изделий из
полистирольного
пенопласта,
механосборочный
участок, ремстройучасток,
служба механика
и энергетика,
гараж.
Общая
численность
работающих
составляла
186 человек в т.ч.
научных сотрудников
89 человек, из
них докторов
наук – 2 человека,
кандидатов
наук 12 человек.
В настоящее
время в институте
работают около
150 человек.
Глазурование,
его дефекты
и способы их
устранения.
Обычно глазурь
наносят в виде
суспензии,
содержащей
воды до 60 % от
объема. Черепок
глазуруемого
изделия всасывает
воду, твердое
вещество глазури
образует покрытие.
Глазуруют
черенок методами
окунания, полива,
распыления.
Пульверизатором
распыляют
специальные
глазури и
преимущественно
на крупные
изделия.
К подготовительным
работам относится
отсортировка
дефектных и
поврежденных
изделий, а также
устранение
мелких дефектов.
Для предотвращения
скатывания
глазури и образования
плешин перед
глазурованием
изделия очищают
от пыли' преимущественно
сжатым воздухом.
Следующий
этап — контроль
для выявления
трещин. Мелкие
трещины можно
обнаружить,
смочив изделия
водой, окрашенной
анилиновой
краской. Если
товарный знак
наносят под-глазурно,
то после обдувания
изделия маркируют.
На поверхности,
не подлежащие
глазурованию,
наносят парафин,
который препятствует
всасыванию
глазури. Если
на эти поверхности
опираются
обжигаемые
вместе с изделиями
крышки, то к
парафину добавляют
глинозем.
Несмотря
на широкую
механизацию,
ручное глазурование
все еще имеет
большое значение,
особенно на
мелких предприятиях
и в производстве
художественной
керамики. Чтобы
получить равномерную
толщину глазури
по всей поверхности,
необходимо:
поддерживать
заданное содержание
твердого вещества
в глазури (плотность
должна быть
1,32—1,39 г/см3) и
оптимальную
температуру
первого обжига,
которая должна
обеспечить
достаточную
прочность
изделий при
глазуроваинии
всасывающую
способность
черепка;
не допускать
пребывания
изделий в глазури
до полного
насыщения
пористого
черепка. Если
удлиняется
время глазурования
или имеется
пережог черепка,
то глазурованная
поверхность
долго остается
влажной и не
поддастся сразу
дальнейшей
обработке;
хорошо размешивать
или полностью
убирать остатки
глазури, чтобы
предотвратить
появление ее
натеков.
При ручном
глазуровании
изделия рекомендуется
по возможности
держать за
ножку, так как
в местах касания
глазурь не
пристает. Конвейеры
и поверхности,
на которые
ставят глазурованные
изделия, надо
периодически
очищать. Их
можно делать
из сетки с крупными
отверстиями,
тогда излишки
глазури свободно
стекают.
Конструкции
машин для
глазурования
разрабатывают
в основном для
методов полива
и окунания.
В ГДР сконструированы
машину для
глазурования
плоских изделий
методом полива.
Тарелки или
блюдца ставят
на подающий
конвейер, который
проходит ч(.'рсз
обдувочную
кабину. Стопорное
устройство
сталкивает
изделия первым
поводком точно
на середину
вращающейся
туристки непрерывно
движущегося
карусельного
стола. Полуфабрикат
со всех сторон
омывается
глазурью, вытекающей
из нескольких
сопел. Избыток
глазури разбрасывается
при вращении
турнетки. Возврат
собирается
в бачок и снова
подводится
насосом к системе
сопел. После
глазурования
вращение турнеток
затормаживается
и
тарелка
сталкивается
вторым поводком
на разгрузочный
конвейер. Машина
для глазурования
мелких изделий
и чашек сконструирована
по такому же
принципу. Чашки
при этом ставят
ножкой вверх.
В машинах
для глазурования
окунанием
изделия закрепляют
на подставках
обычно одним
или несколькими
проволочными
тросиками.
Машина представляет
собой вращающийся
карусельный
стол, на котором
на равных расстояниях
размещаются
держатели.
Глазуруемое
изделие насаживают
на фиксирующую
крестовину
вручную или
механически.
При вращении
стола прижим
с проволочным
тросиком опускается
и зажимает
насаженное
изделие. Все
вместе погружается
в глазурь. После
возврата в
исходное положение
прижим поднимается
и полуфабрикат
освобождается.
В машинах
новых конструкций
для прижимания
изделий к подставкам
используют
усилие сопротивления
жидкости. Проводят
также эксперименты
по комбинированию
методов окунания
и полива. Наряду
с поточными
линиями для
глазурования
плоских изделий
в эксплуатации
находятся
машины для
глазурования
чашек. При этом
чашки вручную
ставят в приемные
гнезда подающего
конвейера
(последний
может быть
соединен с
машиной для
подглазурного
нанесения марки
завода). Скорость
конвейера
плавно регулируется
от 6 до 20 м/мин.
Д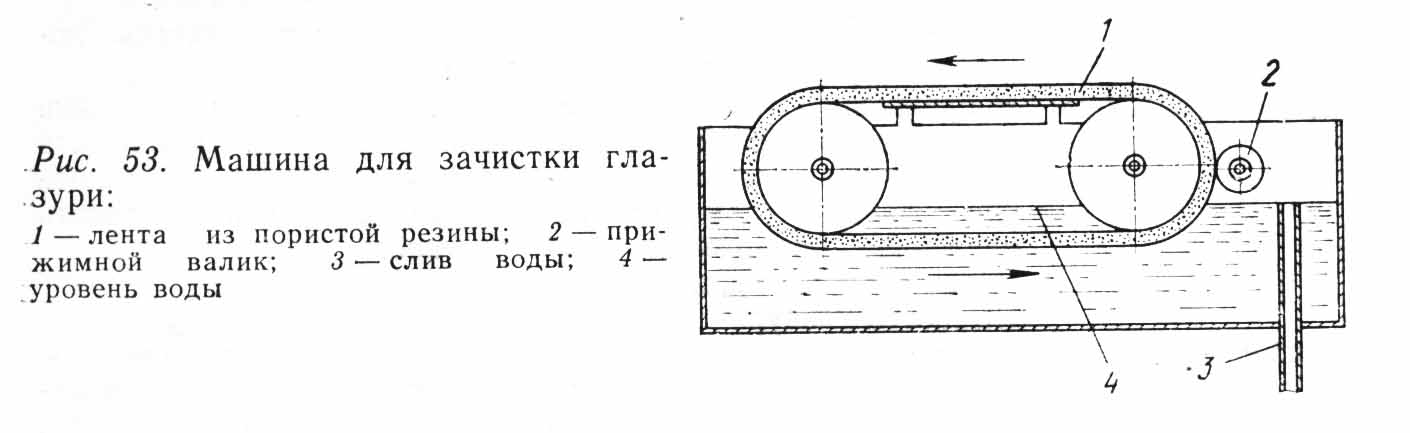 ля
получения слоя
глазури достаточной
толщины чашки
проходят под
тремя глазурующими
соплами. Последнее
сопло обеспечивает
глазурование
чашки внутри.
Форма струи
может быть
отрегулирована
в соответствии
с конфигурацией
чашки. После
нанесения
глазури чашки
проходят между
двумя боковыми
соплами, которые
заглаживают
поверхность
и снимают натеки.
Одновременно
воздушное
сопло, включаемое
фотоэлементом,
сдувает остатки
глазури с ножки,
предотвращая
образование
капель. После
этого чашка
попадает на
ленту из пористой
резины, которая
впитывает
избыток глазури
с края чашки.
На последней
позиции находится
машина для
зачистки глазури
(рис. 53). С нее чашки
поступают на
склеивание
попарно или
устанавливаются
на бомзы. На
этих же машинах
можно глазуровать
крышки для
чайников, кофейников
и другие изделия.
Допустимая
величина глазуруемого
изделия зависит
от шиоины потока
глазури и расстояния
по вертикали
от последнего
сопла до поверхности
конвейера. ля
получения слоя
глазури достаточной
толщины чашки
проходят под
тремя глазурующими
соплами. Последнее
сопло обеспечивает
глазурование
чашки внутри.
Форма струи
может быть
отрегулирована
в соответствии
с конфигурацией
чашки. После
нанесения
глазури чашки
проходят между
двумя боковыми
соплами, которые
заглаживают
поверхность
и снимают натеки.
Одновременно
воздушное
сопло, включаемое
фотоэлементом,
сдувает остатки
глазури с ножки,
предотвращая
образование
капель. После
этого чашка
попадает на
ленту из пористой
резины, которая
впитывает
избыток глазури
с края чашки.
На последней
позиции находится
машина для
зачистки глазури
(рис. 53). С нее чашки
поступают на
склеивание
попарно или
устанавливаются
на бомзы. На
этих же машинах
можно глазуровать
крышки для
чайников, кофейников
и другие изделия.
Допустимая
величина глазуруемого
изделия зависит
от шиоины потока
глазури и расстояния
по вертикали
от последнего
сопла до поверхности
конвейера.
Снятие глазури
с опорных и
контактных
поверхностей
— трудоемкий
процесс, осуществляемый
или путем смещения
изделия по
влажной пористой
движущейся
ленте конвейера
для зачистки
ножки, или на
двух движущихся
параллельно
с разной скоростью
лентах или на
виброконвейере.
После глазурования
становятся
хорошо заметными
трещины в черепке
и другие дефекты(табл.
16).
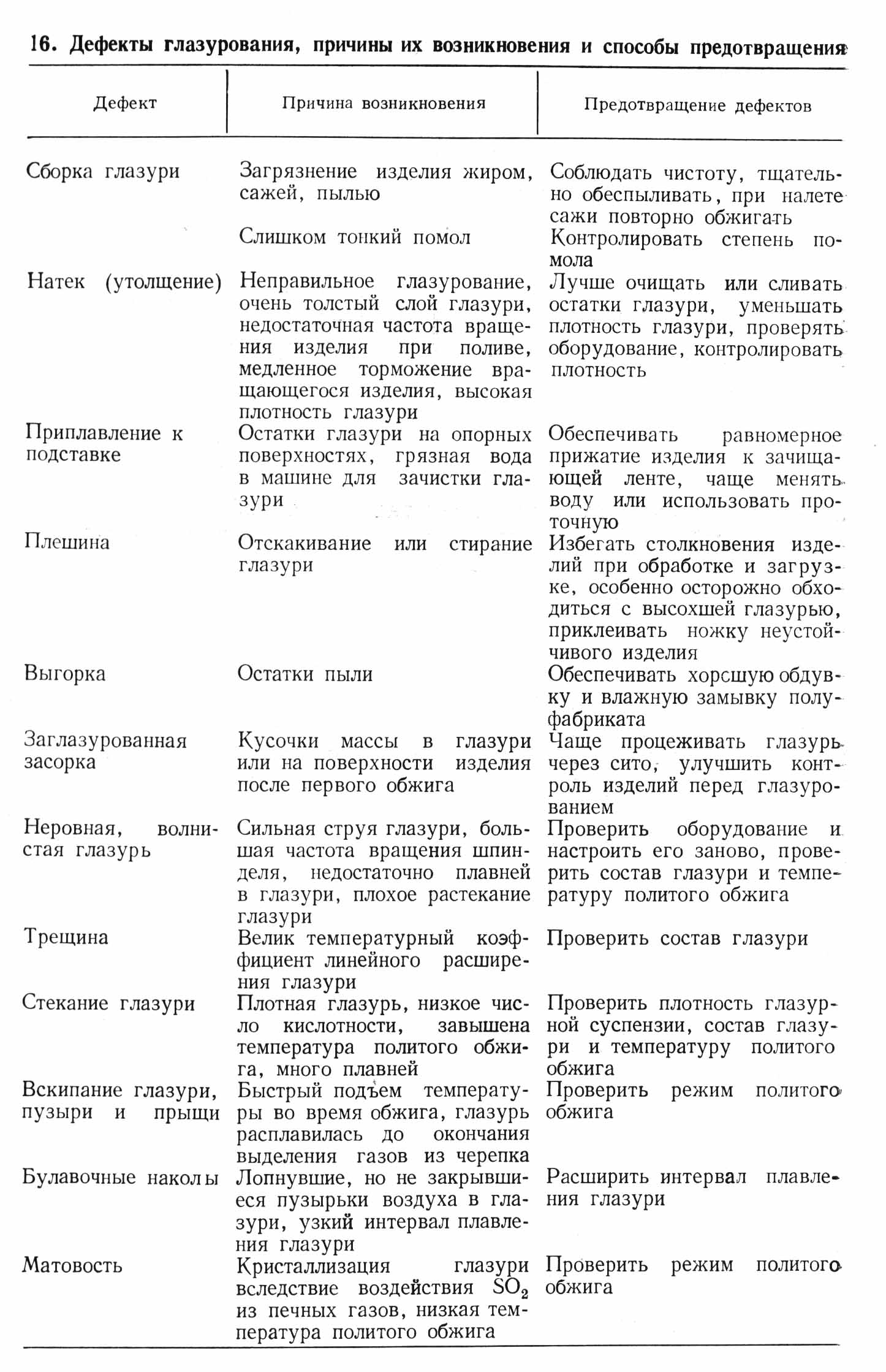
Министерство
образования
Республики
Беларусь
учреждение
образования
Белорусский
государственный
технологический
университет
Факультет
химической
технологии
и техники
Кафедра
технологии
стекла и керамики
Индивидуальное
задание
Назначение
утильного и
политого обжига
фарфоровых
изделий, режимы,
тепловые агрегаты.
Студента
3-его курса 9 группы
Шульговича
Александра
Геннадьевича
Минск
2002
ОГЛАВЛЕНИЕ
Первый
обжиг
(утильный)
Назначение
первого обжига
— прежде всего
упрочнить
полуфабрикат.
Относительно
тонкий черепок
необожженных
изделий при
глазуровании
размокает и
не выдерживает
механического
воздействия.
Кроме того, в
процессе первого
обжига должно
произойти
очищение черепка,
т. е. выгорание
органических
примесей, разложение
выделяющих
газ веществ.
(Этого же можно
достичь в зоне
подогрева печей
политого обжига.)
Во время первого
обжига в массе
происходят
следующие
процессы:
испаряется
не удалившаяся
при сушке остаточная
вода затворения
и гигроскопическая
влага (1—870);
в
области температур
500—600 °С выделяется
кристаллическая
вода каолинита,
масса обжигается
«намертво»
(необратимо),
после чего ее
нельзя больше
пластифицировать
водой; при более
высоких температурах
начинается
спекание массы,
прокаленный
черепок приобретает
прочность,
которая зависит
от температуры
и длительности
ее воздействия;
при
температуре
от 900 до 1000 °С расщепляются
газообразные
составляющие
(N2,
CO2).
Для
политого обжига
фарфора в туннельных
печах, продолжительность
процесса в
которых в отличие
от камерных
печей поддерживается
постоянной,
особенно важно
правильно
проводить
первый обжиг.
Чтобы обеспечить
дальнейшее
превращение
метакаолинита,
возникшего
при обезвоживании
каолинита, для
фарфоровых
масс необходимо
поддерживать
высокую температуру
первого обжига
(950—1050°С). Этим
предотвращаются
такие дефекты
политого обжига,
как прыщ и пузырь.
Однако
с усовершенствованием
конструкции
туннельных
печей для политого
обжига фарфора
развивается
противоположное,
более экономичное
направление
в технологии
обжига: с целью
снижения расхода
топлива первый
обжиг проводят
при низкой
температуре
(700—850°С), а очистку
и дегазацию
черепка обеспечивают
во время политого
обжига. Естественно,
механическая
прочность
полуфабриката
снижается,
впрочем для
глазурования
она остается
достаточной.
Преимуществом
более низкой
температуры
первого обжига
является также
быстрое охлаждение
изделий, благодаря
чему можно
значительно
повысить
производительность
печей.
При
современном
уровне развития
техники первый
обжиг можно
проводить в
щелевых печах,
в которых чашки
и установленные
поодиночке
тарелки обжигают
за 30—60 мин, стопки
тарелок по 10
шт. и более —
за 6 ч. Предпосылкой
скоростного
первого обжига
является хорошая
сушка. Содержание
остаточной
влаги в полуфабрикате
не должно превышать
2%. С повышением
влажности массы
сильно снижается
прочность
необожженного
черепка. На это
необходимо
обращать особое
внимание при
транспортировании
полуфабриката
например
установленных
в стопки тарелок.
Особенно
тщательно надо
проводить
охлаждение,
так как большая
часть трещин
во время первого
обжига образуется
при охлаждении.
Рекомендуется
замедление
процесса охлаждения
в области температуры
превращения
кварца 575 °С,
связанного
со скачкообразным
изменением
объема материала..
Толстостенные
изделия, такие
как фарфоровая
посуда для
общественного
питания, можно
обжигать однократно,
минуя первый
обжиг.
Печи
для первого
обжига работают
с высокой
производительностью,
так как для них
надо мало огнеприпаса
и на вагонетке
можно разместить
много изделий.
При использовании
печей одинакового
размера одна
печь для первого
обжига может
обеспечить
загрузку четырех-пяти
печей политого
обжига. Вследствие
высокой плотности
садки необходимо
тщательно
регулировать
режим обжига.
В первой зоне
нагревание
изделий должно
проходить
равномерно
и непрерывно.
Из-за того что
горячие газы
под воздействием
термического
напора направляются
преимущественно
в верхнюю часть
печного канала,
нижняя часть
садки обычно
нагревается
медленнее, чем
верхняя.
Для
улучшения
условий обжига
рекомендуют
следующие
мероприятия:
отвод
продуктов
горения через
вытяжные отверстия,
расположенные
в боковых стенках
печи на уровне
пода вагонеток,
при этом будет
омываться и
нагреваться
нижняя часть
садки; вдувание
воздуха под
свод непосредственно
в начале печи
(рис. 1.) навстречу
потоку продуктов
горения;
закручивание
продуктов
горения в зоне
подогрева
поперек сечения
печи для их
равномерного
распределения.
Это достигается
с помощью инжекторов
или циркуляционных
горелок. Особенно
важно обеспечить
равномерность
работы горелок
в зоне обжига.
Следует избегать
температурных
пиков, которые
приводят к
местным пережогам
продукции.
Кроме того,
для получения
полуфабриката
равномерной
прочности и
пористости
необходимо
выдерживать
заданную температуру
обжига.
После
обжига изделия,
установленные
в плотные стопки,
надо очень
осторожно
охлаждать, в
то время как
редко расставленные
изделия охлаждаются
легко и быстро.
При плотной
садке важно
плавно снижать
температуру,
особенно в
средней части
зоны охлаждения.
Политой
обжиг
При
обжиге фарфора
большое значение
имеет процесс
нагревания
полуфабриката
от температуры
1050 до 1080°С. В этот
период нужно
обеспечить
избыток воздуха
и полное сгорание
топлива без
образования
сажи. С одной
стороны, это
необходимо
для дегазации
черепка, особенно
если он недостаточно
прокален в
первом обжиге,
с другой, — для
предотвращения
оседания частиц
сажи, которые
очень плохо
выгорают вторично.
Опыт показывает,
что неправильное
нагревание
способствует
образованию
пятен и наколов
на поверхности
глазури. Поэтому
рекомендуется
делать окислительную
выдержку 30— 60
мин при температуре
1050—1080 °С до перехода
к восстановительному
периоду. В отличие
от фаянса и
витриес-чайна
для обжига
фарфора необходим
восстановительный
период, который
оказывает
решающее влияние
на качество
полуфабриката
и во время которого
могут образоваться
многие огневые
дефекты.
Почти
во всех сырьевых
материалах
в качестве
примесей содержатся
Fe2O3
и сульфаты.
Так, в фарфоровой
массе содержится
около 0,5% Fe2O3
, который при
температуре
1300°С отщепляет
кислород:
3Fe2O3
= 2Fe3O4
+ 0,5O2,
или
2Fe2O3
= 4FeO + O2.
При
температуре
выше 1300°С черепок
в значительной
степени уплотнен,
глазурь расплавлена,
поэтому кислород
не может выделиться
и содействует
образованию
пузырей. Следовательно,
дегазация
должна быть
смещена в область
таких температур,
при которых
черепок еще
пористый и
кислород может
улетучиваться.
Для этого необходимы
восстановительные
газы (СО или
Н2).
Горение должно
осуществляться
при недостатке
воздуха. Процесс
восстановления
должен произойти
до плотного
спекания черепка
и растекания
глазури. Восстановление
Fe2O3
происходит
согласно уравнению
Fe2O3
+ СО
= 2FеО
+ CO2.
В
период восстановления,
пока черепок
еще пористый,
СО или H2
отнимает у
Fe2O3
кислород, который
в противном
случае позднее
отщепляется
сам и становится
причиной образования
прыщей и пузырей.
Во время этого
этапа обжига
в дымовых газах
должно содержаться
от 2 до 5 % СО и H2.
Для надежности
восстановительную
среду поддерживают
немного дольше,
чем нужно
теоретически;
таким образом,
обжиг проводят
при недостатке
воздуха в области
температур
от 1050 до 1300 °С.
Необходимость,
восстановления
Fe2O3
обусловлена
также следующими
причинами.
Разложение
Fe2O3
на FeО
и О2
может осуществляться
без восстановительной
среды при
температурах
выше 1300 °С, однако
оно происходит
не полностью.
Fe2O3
окрашивает
невосстановленный
черепок в желтоватый
цвет. Чтобы
получить белую
окраску, весь
имеющийся Fe2O3
надо
перевести в
FeО.
Последний,
соединяясь
с SiO2,
образует силикат
железа, имеющий
зеленовато-голубой
оттенок, который
почти незаметен
и не снижает
качества изделия.
Образующийся
при восстановлении
FeO
значительно
улучшает условия
спекания черепка
и ускоряет его
уплотнение.
Аналогичное
явление происходит
с CaSO4
В присутствии
СО или Н2
он разлагается
быстрее, чем
в окислительной
среде, с отщеплением
SO3.
Восстановления
не требуется
для керамических
масс, спекающихся
при более низких
температурах
(1300 °С), при которых
выделения газов
не происходит,
так же как и
для масс, не
достигающих
плотного спекания,
из которых газы
могут выделиться
в любое время.
В
последний
период политого
обжига черепок
должен созреть,
благодаря чему
фарфор приобретает
высокую прочность,
становится
просвечивающим
и плотным. Глазурь
равномерно
растекается
и создает красивую
блестящую
поверхность
фарфора.
Качество
политого обжига
зависит от
максимальной
температуры
обжига, длительности
выдержки и
состава газовой
среды. Состав
дымовых газов
в этот период
обжига должен
быть близким
к нейтральному.
Избыток воздуха
может привести
к повторному
окислению Fe0,
а восстановительная
среда ухудшает
экономические
показатели
обжига, белизну
и качество
поверхности
фарфора.
В
последний
период обжига
подъем температуры
замедляется,
расход топлива
увеличивается.
Окончательная
температура
обжига, °С, составляет:
Фарфоровые
массы 1340—1380 (в щелевых
печах до 1430)
Витриес-чайна
1220—1280
Известковый
фаянс 1060—1150
Полевошпатовый
фаянс 1200—1280
Максимальная
температура
обжига зависит
от состава
массы и равномерности
распределения
температур
по сечению
садки изделий.
Политой
обжиг фарфора
проходит четыре
периода: 1) нагревание
и дегазация
до температуры
1050—1080 °С в окислительной
среде;
2)
восстановление
в области температур
(1050—1080) — 1300 0С;
3)
максимальная
выдержка в
нейтральной
среде до температуры
1340—1380°С;
4)
охлаждение
от максимальной
до комнатной
температуры.
Продолжительность
обжига фарфоровых
изделий в туннельных
печах составляет
27—35 ч, фаянсовой
посуды — 18— 27 ч.
Для
большинства
видов изделий
продолжительность
нагревания
и охлаждения
теоретически
можно значительно
сократить,
однако огнеприпас,
которым мы
распологаем
при современном
уровне знаний,
не позволяет
этого сделать.
В
щелевых печах,
в которых огнеприпас
практически
не используется,
обжиг посуды
сокращен до
2 – 5 ч.
В
туннельных
печах обжигаемые
изделия в конце
зоны подогрева
достигают
температуры
400—800 °С, а затем
попадают на
первый участок
зоны обжига
(рис. 2.), образуемый
первой группой
горелок, настроенных
на сильное
окисление. Эта
группа горелок
обеспечивает
нагревание
изделий до
температуры
1050—1080 °С, после
чего изделия
поступают на
второй участок
зоны обжига,
где горелки
работают при
недостатке
воздуха. Здесь
в фарфоровой
массе происходит
восстановление
Fe2О3.
В
связи с тем что
продукты горения
в туннельной
печи перемещаются
навстречу
изделиям, т. е.
к входной двери,
восстановительные
газы попадают
на первый
окислительный
участок зоны
обжига. Для
сохранения
окислительной
среды на первом
участке восстановительные
составляющие
продуктов
горения на
границе между
двумя участками
дожигаются
благодаря
вдуванию воздуха
через воздушную
завесу.
В ажно,
чтобы на втором
участке зоны
обжига в канал
печи не подсасывался
побочный воздух,
который может
нарушить
восстановительную
среду. Поэтому
печи для политого
обжига на участках,
начиная с перехода
к восстановительной
фазе, работают
с избыточным
давлением. Это
необходимо,
так как уплотнение
печного пространства
никогда не
бывает полным. ажно,
чтобы на втором
участке зоны
обжига в канал
печи не подсасывался
побочный воздух,
который может
нарушить
восстановительную
среду. Поэтому
печи для политого
обжига на участках,
начиная с перехода
к восстановительной
фазе, работают
с избыточным
давлением. Это
необходимо,
так как уплотнение
печного пространства
никогда не
бывает полным.
Следовательно,
при обжиге
наряду с температурой
и газовой средой
большое внимание
следует уделять
давлению в
объеме печи.
На
последнем
участке зоны
обжига происходит
созревание
фарфора. Здесь
также нежелательно
проникание
побочного
воздуха, так
как необходима
стабильная,
равномерная
газовая среда,
приближающаяся
к нейтральной.
Процесс
охлаждения
в туннельных
печах в значительной
степени определяется
устойчивостью
огнеприпаса
к сменам температур.
Тонкостенные
фарфоровые
изделия можно
охладить за
несколько
минут. Однако
такой процесс
сопровождается
быстрым выходом
из строя дорогостоящего
огнеприпаса.
Для повышения
качества изделий
важно, чтобы
охлаждение
проходило в
газовой среде,
не содержащей
продуктов
горения. Зона
обжига находится
под давлением,
поэтому продукты
горения стремятся
в зону охлаждения.
Чтобы препятствовать
этому, в конце
печи вдувают
воздух для
получения
противодавления
в зоне охлаждения.
Кроме того, для
предотвращения
перемещения
дымовых газов
в начале зоны
охлаждения
размещают
отсасывающие
отверстия.
Режим
работы печей
политого обжига
обусловливается
теплопроизводительностью
групп или отдельных
горелок, газовой
средой, аэрогидродинамическим
режимом в объеме
печи, количеством
вдуваемого
воздуха, эффективностью
рекуператоров
в зоне охлаждения.
Процесс
спекания —
самый энергоемкий
в керамической
промышленности,
поэтому особо
важное значение
имеет рациональное
использование
энергии. Для
экономии энергии
необходимо:
оптимально
загружать объем
печи, соблюдать
установленные
плотность садки
и длительность
процесса;
максимально
использовать
тепло продуктов
горения в зоне
подогрева за
счет поперечной
циркуляции,
снижать
поглощение
тепла плитами
вагонеток за
счет футеровки
вагонеток
легковесными
огнеупорными
материалами;
подогревать
воздух, подаваемый
для горения,
с помощью
рекуператоров
оптимальной
конструкции,
действующих
в зоне охлаждения
(температура
воздуха до 600
° С);
использовать
в сушилках
воздух, отбираемый
из зоны охлаждения
печей;
избегать
потерь от боя
при транспортировании
полуфабриката
и огнеприпаса;
снижать
массу огнеприпаса.
Распределение
температур
в туннельной
печи в значительной
степени зависит
от аэрогидродинамического
режима в канале,
который в свою
очередь обусловлен
плотностью
садки. Изделия,
которые не
омываются
продуктами
горения, нагреваются
недостаточно.
Для отсасывания
продуктов
горения
в
плотно загруженной
туннельной
печи необходимо
большое разрежение
в зоне подогрева,
что способствует
подсасыванию
побочного
воздуха и снижению
тем самым
коэффициента
полезного
действия.
Садка
вагонетки
образуется
столбами капселей
с плоскими
изделиями или
загруженными
продукцией
этажерками.
Перемещающиеся
вдоль и частично
поперек печи
продукты горения
должны насколько
возможно равномерно
омывать изделия.
Для этого необходимо,
чтобы столбы
капселей стояли
не плотно, а с
зазорами. Потеря
производительности
может быть
компенсирована
повышением
скорости перемещения
вагонеток.
К
элементам садки
относятся также
опорные стойки,
образующие
канализированный
под вагонетки,
через который
продукты горения
подводятся
к нижней части
садки. Излишня
плотная садка
вынуждает
поддерживать
большое разрежение
в начале печи,
что повышает
опасность
появления таких
дефектов, как
задувка, засорка.
Кроме того, с
увеличением
плотности садки
повышается
опасность
недожога середины
ее нижней части
и пережога
внешней части.
Следует
учесть, что при
пережоге изделий,
находящихся
вблизи горелок,
повреждается
огнеприпас,
особенно
кордиеритовый
капсель.
Большое
значение для
режима обжига
имеет соблюдение
свободных
проходов для
потоков тепла
в канализированном
поду и в разрывах
садки.
Необходимо
также следить
за устойчивостью
столбов капселей
и этажерок,
иначе в печи
может произойти
завал и повреждение
вагонеток. Это
случается чаще
всего из-за
обвала садки,
которая заклинивается
между вагонеткой
и стенкой печи.
В таких случаях
приходится
останавливать
печь. Работы
по ликвидации
аварии проводятся
в тяжелых условиях.
При загрузке
изделий в капсель
и на вагонетку
необходимо
придерживаться
разработанных
схем садки.
Фарфоровые
чашки и кружки
легко деформируются
в процессе
обжига, поэтому
их склеивают
попарно или
устанавливают
на бомзы. При
склеивании
двух кружек
их края смазывают
специальным
составом и
соединяют
отверстиями,
препятствуя
таким образом
искривлению.
Кружки с фигурным
краем обжигают
на бомзах,
представляющих
собой своеобразный
огнеприпас,
который, будучи
отформованным
из той же массы,
что и кружка,
в процессе
обжига претерпевает
одинаковую
с ней усадку,
тем самым,
предотвращая
деформацию.
Особого
внимания требует
установка для
обжига фигурной
керамики. В
зависимости
от вида изделий
иногда приходится
использовать
специальный
огнеприпас.
Изделия с широко
расставленными
деталями надо
установить
так, чтобы эти
детали при
обжиге не отвалились.
При загрузке
вагонеток
следует неукоснительно
соблюдать
профиль садки.
ПЕЧИ
ДЛЯ ОБЖИГА
ТОНКОЙ КЕРАМИКИ
В
технике обжига
наряду с режимами
имеет значение
организация
производства.
Расход топлива
и капитальные
затраты на
сооружение
печей должны
быть по возможности
низкими, срок
службы и надежность
в работе высокими.
Раньше самыми
целесообразными
были камерные
печи (горны) с
многодневным
режимом обжига,
которые не
соответствуют
современному
уровню развития
теплотехники.
Современные
типы печей —
непрерывнодействующие
туннельные
и камерные
периодического
действия с
выкатным подом.
Разновидностью
туннельных
печей являются
щелевые, разновидностью
камерных печей
с выкатным
подом — колпаковые.
Туннельные
печи.
Недостаточно
широкое распространение
туннельных
печей в керамической
промышленности
в предшествующий
период объясняется
их особенностями.
Туннельные
печи не отличаются
такой гибкостью
изменения
режима обжига,
как например
горны. Это значит,
что для туннельной
печи нужен
приблизительно
одинаковый
ассортимент
и достаточно
большое количество
изделий, подаваемых
на загрузку
постоянно.
Поэтому туннельные
печи стали
применять
только с развитием
концентрации
производства
на больших
предприятиях.
Годовая производительность
средней туннельной
печи длиной
85 м, высотой и
шириной садки
по 1 м 1500— 1800 т.
Туннельную
печь делят на
три зоны: подогрева
— от входа в
печь до первых
горелок; обжига
— средняя часть,
в которой находятся
горелки; охлаждения
— от конца зоны
обжига до выхода
из печи.
В
первой зоне
изделия нагреваются
поступающими
из зоны обжига
продуктами
горения, которые
перемещаются
навстречу
движению печной
вагонетки.
Продукты горения
отсасываются
из туннеля
через расположенные
в боковых стенках
каналы и выводятся
к дымовой трубе
или вытяжному
вентилятору.
В оснащенной
горелками (до
90 шт.) зоне обжига
изделия нагреваются
до температуры
спекания.
В
зоне охлаждения
вагонетка и
садка должны
отдать тепло,
что осуществляется
с помощью
рекуператоров,
представляющих
собой систему
труб или каналов,
через которые
продувается
воздух. Полученный
таким образом
нагретый воздух
передается
для других
технологических
процессов,
например для
сушки, или
возвращается
в туннельную
печь (вдувание
нагретого
воздуха в зону
подогрева,
нагревание
воздуха, подаваемого
для горения
в зону обжига).
При выходе из
печи садка
должна быть
охлаждена до
температуры
100—150 °С.
Во
всех трех зонах
туннельной
печи требуется
равномерное
распределение
температур
и газовой среды
по всему сечению.
Новейшие туннельные
печи для этой
цели оснащены
системами
циркуляции,
нагнетания
и вытяжки.
В
настоящее время
для улучшения
равномерности
распределения
температур
во всех зонах
печей как при
нагревании,
так и при охлаждении
применяется
принцип поперечной
циркуляции
теплоносителя.
При этом используется
преимущественно
естественный
термический
напор (нагретые
газы легче, они
сами поднимаются).
Однако эффективность
циркуляции
зависит от
наличия продольных
разрывов в
садке.
Благодаря
многочисленным
техническим
усовершенствованиям
(вентиляторы,
трубопроводы,
горелки, шиберы,
контрольно-измерительные
и регулирующие
приборы) туннельная
печь стала
сложным агрегатом,
для правильного
обслуживания
которого необходимы
рабочие высокой
квалификации.
Контроль
обжига осуществляется
с помощью обширной
измерительной
системы.
Канал
обжига должен
быть хорошо
закрыт от влияния
внешней среды.
Снизу это
обеспечивается
плотным смыканием
платформ вагонеток
(в поперечном
направлении),
а у стен (в продольном
направлении)
специальными
устройствами
— лабиринтами,
песочным уплотнением.
В начале печи
для уплотнения
раньше часто
устанавливали
жалюзи. Теперь
их заменили
воздушными
завесами.
Печные
вагонетки
перемещаются
по рельсам.
Вагонетка
состоит из
огнеупорной
платформы,
металлического
основания и
ходовой части.
На платформе
обычно устанавливают
канализированный
под, который
воспринимает
садку и выполняет
важнейшую
технологическую
функцию, обусловливая
аэрогидродинамические
параметры
обжига. В связи
с тем что механическая
прочность
платформы
невелика, основание
ее должно быть
жестким, чтобы
оградить огнеупорный
материал от
повреждений.
Различают
две основные
системы туннельных
печей — открытого
пламени и муфельные.
Так как для
обжига все в
большей степени
применяется
чистый природный
газ, в промышленности
преобладают
печи открытого
пламени. Муфельные
печи устарели.
Для исключения
влияния дымовых
газов на качество
полуфабриката
все чаще используют
электрические
туннельные
печи.
Туннельные
печи открытого
пламени можно
применять там,
где используют
чистое топливо,
или где изделия
при соприкосновении
с дымовыми
газами не портятся.
Для некоторых
изделий такой
контакт даже
необходим,
например при
обжиге
фарфора,
когда необходимы
химические
реакции между
продуктами
горения и изделиями.
В
печах открытого
пламени горячие
дымовые газы
поступают прямо
в туннель. Они
омывают обжигаемые
изделия и должны
при этом равномерно
распределиться
по сечению
садки, обеспечив
непрерывное
нагревание.
Следует избегать
непосредственного
соприкосновения
изделий с пламенем,
чтобы предотвратить
их пережог.
Поэтому горение
происходит
в топках или
в разрывах
садки (импульсные
или высокоскоростные
горелки), откуда
продукты горения
поступают к
обжигаемым
изделиям. Благодаря
такой прямой
теплопередаче
печь открытого
пламени достаточно
экономична,
отличается
высокой
производительностью.
В промышленности
тонкой керамики
наиболее
распространены
печи с сечением
канала 1—1,2 м3.
В печах, имеющих
более крупное
сечение, труднее
обеспечить
необходимый
аэрогидродинамический
режим обжига.
При большой
высоте садки
очень сильно
возрастают
нагрузки на
огпеприпас,
в результате
чего существенно
увеличиваются
расходы на
обжиг.
Электрические
туннельные
печи обеспечивают
абсолютно
чистую газовую
среду, поэтому
их применяют
преимущественно
для обжига
декорированных
изделий. В качестве
нагревателей
используют
канталовые
(Кантал — сплав
для электронагревательных
элементов —
сталь, содержащая
Fe,
Сг. А1, Со, с максимальной
температурой
использования
1150— 1375 °С, разработан
в Швеции) стержни.
Электронагреватели
обеспечивают
температуру
обжига до 1200 °С.
Благодаря
использованию
системы рециркуляции,
отводу горячего
воздуха из зоны
обжига в зону
подогрева, где
тепло передастся
изделиям, достигается
низкий удельный
расход энергии
(0,06— 0,1 кВт/кг), отнесенный
к загружаемой
продукции,
включая вспомогательные
материалы,
Широкому
распространению
электрических
туннельных
печей препятствует
в настоящее
время повышенный
спрос на электроэнергию.
Однако по мере
истощения
мировых запасов
органического
топлива и
совершенствования
атомных электростанций
значение
электрических
печей возрастает.
Но
туннельные
печи имеют
некоторые
недостатки.
С одной стороны,
из-за высокой
производительности
печи все производство
(неуправляемо)
сосредоточивается
в процессе
обжига, с другой
стороны, загрузка
изделий в печь
— процесс трудоемкий,
необходим
дорогой огнеприпас,
возникают
большие расходы
на загрузку
и выгрузку
печей. Трудно
оптимизировать
процесс обжига
из-за инертности
крупногабаритной
туннельной
печи и длительного
обжига, составляющего
для фарфора
(политой обжиг)
25—35 ч.
Щелевые
печи.
По принципу
действия и
конструкции
щелевые печи
(рис. 3) аналогичны
туннельным,
но в щелевойпечи
изделия устанавливают
не ярусами, а
преимущественно
в один ряд. При
этом частично
или полностью
можно отказаться
от огнеприпаса
и становится
возможным более
короткий обжиг
(1—7 ч). Вместо
массивных
вагонеток
используют
более легкие
транспортные
средства. Печи
ниже и короче.
Загрузка
специализирована,
для каждой
группы ассортимента
используют
собственные
печи, в связи
с чем требуются
печи меньшей
производительности.
Большое число
печей и их
облегченная
конструкция
позволяют
использовать
секционный
(модульный)
принцип сооружения.
Цикл
передвижения
транспортных
средств полностью
механизирован,
имеются предпосылки
для механизации
загрузки и
разгрузки
печей.
Благодаря
уменьшению
сечения печного
канала по сравнению
с каналом туннельных
печей возможны
технологические
упрощения:
устройство
для регулирования
режима настраивают
на короткий
цикл обжига,
при этом должна
быстро происходить
теплопередача;
используются
высокоскоростные
горелки, а в
некоторых
случаях повышается
температура
обжига.
Так
же как и для
туннельных
печей, в качестве
топлива используются
природный газ
и электроэнергия.
Значительного
технического
развития достигли
щелевые печи
с роликовым
подом, сетчатым
или решетчатым
конвейером,
подвижными
плитами, с салазками,
шагающим подом,
мини-вагонетками.
В промышленности
тонкой керамики
большое значение
имеют салазочные
печи. Под печи
(аналогично
поду туннельных
печей) образован
огнеупорными
платформами,
каждая из которых
закреплена
на основании.
Под быстро
перемещается
в печи, в результате
чего испытывает
относительно
кратковременное
тепловое воздействие.
Благодаря этому
плиты могут
иметь облегченную
конструкцию.
В свою очередь
снижение массы
плит позволяет
отказаться
от дорогостоящей
ходовой части,
плиты скользят
в печи на полозьях
по рельсам в
виде салазок.
Перемещение
в обратном
направлении
по обгонному
пути происходит
так же. Чтобы
снизить силы
трения плит
по рельсам и
уменьшить
износ, на салазки
наносят смазку.
Такая транспортная
система прочна
и надежна.
промышленности
тонкой керамики
большое значение
имеют салазочные
печи. Под печи
(аналогично
поду туннельных
печей) образован
огнеупорными
платформами,
каждая из которых
закреплена
на основании.
Под быстро
перемещается
в печи, в результате
чего испытывает
относительно
кратковременное
тепловое воздействие.
Благодаря этому
плиты могут
иметь облегченную
конструкцию.
В свою очередь
снижение массы
плит позволяет
отказаться
от дорогостоящей
ходовой части,
плиты скользят
в печи на полозьях
по рельсам в
виде салазок.
Перемещение
в обратном
направлении
по обгонному
пути происходит
так же. Чтобы
снизить силы
трения плит
по рельсам и
уменьшить
износ, на салазки
наносят смазку.
Такая транспортная
система прочна
и надежна.
В
зависимости
от огнеупорности
плит, которые
наряду с хорошими
теплоизоляционными
свойствами
должны обладать
низкой способностью
к аккумуляции
тепла, салазки
можно использовать
до температуры
1500 °С. Благодаря
электронной
системе управления
передвижение
салазок полностью
автоматизировано.В
особых случаях
салазки вместо
полозьев оснащают
облегченной
ходовой частью
— получают
минивагонетки
(см. рис. 3). При
этом уменьшается
усилие проталкивания
вагонетки через
печь, что имеет
значение для
длинных печей
или печей с
тяжелой загрузкой.
Список
использованных
источников
Ахъян
А. М.
Технология
фарфоровых
изделий бытового
назначения.
— М.: Лёгкая
индустрия,
1986. — 311 с.
Мороз
И. И., Комская
М. С., Олейников
Л. Л.
Справочник
по фарфоро-фаянсовой
промышленности.
— М.: Лёгкая
индустрия,
1990. — 349 с.
Технология
тонкой керамики.
Лангер Ф., Лейб
Э., Майер П., Мухе
К., Шрот З., Шулер
Р.
— М.: Легкая и
пищевая промышленность,
1995. — 183 с.

Министерство
образования
РБ
УО «Белорусский
государственный
технологический
университет»
Кафедра
технологии
стекла и керамики
ОТЧЁТ
О ПРОХОЖДЕНИИ
УЧЕБНОЙ ПРАКТИКИ
в УП «НИИСМ»
и на ОАО «Минский
фарфоровый
завод»
в период с
«......» ………………
по «......» ………………2002
г.
Студента
3 курса 9 группы
факультета
ХТиТ А. Г.
Шульговича
Руководители
практики
от
УП «НИИСМ»
от
университета:
Вед. науч.
сотр. Г. Я.
Миненкова
доц. Е.
М. Дятлова
от
ОАО «МФЗ»
асс.
В. А. Бирюк
Минск 2002
|
