Повышению эффективности процесса обучения во многом способствует систематический и постоянный контроль знаний учащихся, наиболее распространёнными методами которого являются устный опрос и письменная проверка. Такой контроль является первостепенной задачей каждого преподавателя на всех уровнях учебно-воспитательного процесса, поскольку возбуждает интерес к предмету и стимулирует познавательную деятельность учащихся.
В данных методических рекомендациях приведены карточки для безмашинного индивидуального опроса по следующим разделам:
1. Монтаж щитов, пультов и стативов – 6 вариантов.
2. Монтаж трубных проводок – 4 варианта:
А) Типовые схемы импульсных линий при измерении давлений – 4 варианта.
Б) Типовые схемы соединительных линий при измерении давления и расхода – 4 варианта.
3. Монтаж электрических проводок – 4 варианта.
Использование индивидуальных карточек обеспечивает самостоятельность ответов. Карточки могут применяться для программированного опроса на машинах “Ритм” и “Аккорд”.
Карточки опроса по всем темам составлены по единому принципу, что облегчает их применение. В левой части каждой карточки находятся пять вопросов, а в правой – по три ответа на каждый, один из которых правильный. Оценки выставляются по количеству последних.
При изучении материала нужно использовать все имеющиеся наглядные средства.
Вопросы, включённые в карточки, сначала рассматриваются на занятиях, и только потом можно применять карточки опроса.
При изучении раздела “Монтаж щитов, пультов и стативов” обязательно нужно использовать ОСТ 36.13-76 “Щиты и пульты систем автоматизации технологических процессов”. Учащиеся должны знать термины, их определения, наименование и условное обозначение щитов. При изучении конструкции щитов, пультов и стативов необходимо обратить внимание на типовые элементы.
В разделе “Монтаж трубных проводок” приведена классификация трубных проводок по функциональному назначению, указано, какие конкретно трубы применяются в системах автоматизации технологических процессов, описаны способы соединения труб и подготовка их к монтажу.
Карточки для опроса по темам “Типовые схемы импульсных линий при измерении давлений ” и “ Типовые схемы соединительных линий при измерении давления и расхода ” составлены на основе типовых монтажных схем импульсных трубных проводок при измерении давления и расхода различных сред. Перед их использованием на занятиях должен быть проработан следующий материал:
- основные требования к трубным проводкам;
- назначение и монтаж различной арматуры (запорных и продувочных вентилей, трёхходовых кранов);
Реклама

- назначение и монтаж газосборников, влагосборников, отстойников, разделительных и конденсационных сосудов.
В разделе “Монтаж электрических проводок” дана их классификация, указано, какие провода и кабели применяются при монтаже систем контроля и автоматики, описаны их конструкции и маркировка. Учащийся обязан знать расшифровку обозначений проводов и кабелей.
При рассмотрении способов оконцевания и соединения проводок и жил кабелей преподаватель должен продемонстрировать, каким образом они выполняются, используя плакаты и натуральные образцы.
Монтаж щитов, пультов и стативов
Назначение и классификация щитов
Щиты систем автоматизации являются связующим звеном между объектом управления и оператором.
Основное назначение щитов – централизация средств контроля и регулирования работы агрегата, технологической установки или цеха. Одновременно они служат несущей конструкцией для установки приборов, средств автоматизации, подводящих и обвязочных проводок.
По назначению щиты подразделяются на местные, агрегатные, блочные, центральные и вспомогательные.
На местных щитах монтируются приборы и средства управления частью технологической установки (индивидуальной установкой). В основном местные щиты являются шкафными и размещены вблизи контролируемого объекта, т.е. в производственном помещении.
Агрегатные щиты предназначены для монтажа средств контроля и управления одним технологическим агрегатом, а также однотипными агрегатами или технологическими установками, расположенным в одном помещении. Такие щиты обычно поставляются заводом-изготовителем агрегата в комплекте с ним.
Блочные щиты служат для размещения приборов и средств управления работой связанных между собой агрегатов, представляющих комплексную установку.
Центральные щиты (диспетчерские) – это щиты, на которых сосредоточены средства контроля и регулирования технологических процессов цеха, завода или комплекса технологически связанных производств. Центральные щиты устанавливаются в специальных помещениях КИПиА.
Вспомогательные щиты – это щиты неоперативного назначения. Они подразделяются на:
- релейные щиты, на которых размещают всевозможную электроаппаратуру, элементы систем электрической сигнализации, блокировки и управления;
- щиты питания (служат ля подвода электроэнергии к системе КИПиА);
- щиты с обогревом (малогабаритные), которые применяются при монтаже приборов на открытых площадках и в неотапливаемых помещениях.
Реклама

По конструкции различают щиты шкафные нормальных габаритных размеров (полногабаритные), шкафные малогабаритные, панельные с каркасом, стативы и вспомогательные устройства к щитам. Конструкцию щитов, стативов и пультов регламентирует ОСТ 36.13-76 “Щиты и пульты систем автоматизации технологических процессов”. В дополнение к нему разработан РМ 3-82-76, определяющий конструкцию щитов и пультов.

Структурная схема
построения щитовых конструкций по ОСТ 36.13-76
Термины щитовой продукции:
Каркас – жесткий несущий объемный или плоский металлический остов, предназначенный для установки на нём панелей, стенок, дверей, крышек и монтажа приборов, аппаратов, электрических и трубных проводок и др.
Шкаф – объемный каркас на опорной раме с установленными на ней панелью, стенками, дверью, крышкой.
Стойка – объемный или плоский каркас на опорной раме.
Панель с каркасом - объемный каркас на опорной раме с установленной на ней панелью.
Корпус пульта - объемный каркас с установленными наклонной столешницей, стенками, дверьми.
Щит шкафной – шкаф с установленными на унифицированных монтажных конструкциях, поворотной или стационарной раме аппаратурой, арматурой, установочными изделиями и с электрической и трубной проводками, подготовленными к подключению внешних цепей и приборов, устанавливаемых на объекте.
Щит панельный с каркасом – панель с каркасом с установленными на унифицированных монтажных конструкциях, поворотной или стационарной раме аппаратурой, арматурой, установочными изделиями и с электрической и трубной проводками, подготовленными к подключению внешних цепей и приборов, устанавливаемых на объекте.
Статив – стойка с объемным каркасом и установленными на унифицированных монтажных конструкциях, аппаратурой, арматурой, установочными изделиями и с электрической и трубной проводками, подготовленными к подключению внешних цепей и приборов, устанавливаемых на объекте.
Статив плоский – стойка с плоским каркасом и установленными на унифицированных монтажных конструкциях, аппаратурой, арматурой, установочными изделиями и с электрической и трубной проводками, подготовленными к подключению внешних цепей и приборов, устанавливаемых на объекте.
Панель вспомогательная и панель вспомогательная с дверьми – панели, предназначенные для оформления многопанельных каркасных щитов.
Панель декоративная – панель, предназначенная для декоративного оформления верхней части щитов панельных с каркасом, а также для монтажа элементов мнемосхем.
Вставка угловая – элемент, предназначенный для соединения двух смежных щитов или пультов, устанавливаемых под углом друг к другу.
Наименование и типы щитов, стативов, пультов
И вспомогательных элементов к ним (ОСТ 36.13-76)
Наименование Усл.обозн.
Щиты шкафные
Щит шкафной с задней дверью ЩШ-ЗД
Щит шкафной с задней дверью, открытый с двух сторон ЩШ-ЗД-02
Продолжение
Наименование Усл.обозн.
Щит шкафной с задней дверью, открытый с правой
стороны ЩШ-ЗД-ОП
Щит шкафной с задней дверью, открытый с левой
стороны ЩШ-ЗД-ОЛ
Щит шкафной двухсекционный ЩШ-2
Щит шкафной двухсекционный, открытый с двух сторон ЩШ-2-02
Щит шкафной двухсекционный, открытый с правой
стороны ЩШ-2-ОП
Щит шкафной двухсекционный, открытый с левой
стороны ЩШ-2-ОЛ
Щит шкафной трёхсекционный ЩШ-3
Щит шкафной трёхсекционный, открытый с двух сторон ЩШ-3-02
Щит шкафной трёхсекционный, открытый с правой
стороны ЩШ-3-ОП
Щит шкафной трёхсекционный, открытый с левой
стороны ЩШ-3-ОП
Щит шкафной с передней и задней дверьми ЩШ-ПЗД
Щит шкафной малогабаритный ЩШМ
Щиты для диспетчерских и операторских пунктов
Щит панельный с каркасом ЩПК
Щит панельный с каркасом, закрытый с правой
стороны ЩПК-ЗП
Щит панельный с каркасом, закрытый с левой
стороны ЩПК-ЗЛ
Щит панельный с каркасом двухсекционный ЩПК-2
Щит панельный с каркасом двухсекционный,
закрытый с правой стороны ЩПК-2-ЗП
Щит панельный с каркасом двухсекционный,
закрытый с левой стороны ЩПК-2-ЗЛ
Щит панельный с каркасом трёхсекционный ЩПК-3
Щит панельный с каркасом трёхсекционный,
закрытый с правой стороны ЩПК-3-ЗП
Щит панельный с каркасом трёхсекционный,
закрытый с левой стороны ЩПК-3-ЗЛ
Стативы
Продолжение
Наименование Усл.обозн.
Статив С
Статив двухсекционный С-2
Статив трёхсекционный С-3
Статив плоский СП
Вспомогательные элементы для щитов диспетчерских
и операторских пунктов
Панель вспомогательная ПнВ
Панель вспомогательная с дверью ПнВ-Д
Вставка угловая ВУ
Панель декоративная ПнД-ЩПК
Панель торцевая декоративная ПнТД-ЩПК
Вставка угловая для панелей декоративных ВУ-Д-ЩПК
Пульты
Пульт П
Пульт правый П-П
Пульт левый П-Л
Пульт средний П-С
Пульт с наклонной приборной приставкой ПНП
Пульт с наклонной приборной приставкой левый ПНП-Л
Пульт с наклонной приборной приставкой правый ПНП-П
Пульт с наклонной приборной приставкой средний ПНП-С
Вспомогательные элементы для щитов
Вставка угловая к пультам ВУ-П
Вставка угловая к пультам с наклонной приборной
приставкой ВУ-ПНП
Сокращения в условных обозначениях
Щ – щит
Ш – шкафной
ЩПК – щит панельный с каркасом
ЩШМ – щит шкафной малогабаритный
С – статив
СП – статив плоский
П – пульт
ПНП - пульт с наклонной приборной приставкой
ЗД – задняя дверь
ПЗД – передняя и задняя двери
О2 – открытый с двух сторон
ОП – открытый справа
ОЛ – открытый слева
ЗП – закрытый справа
ЗЛ – закрытый слева.
Если наименование заканчивается буквами ЗД, то щит закрытого исполнения, если ЩПК – открытый с двух сторон, цифры 2 и 3 – это количество секций.
Конструкции щитов
Основной несущей конструкцией щитов является каркас (объёмный и плоский).
Каркас объемный (рис.1) состоит из четырёх стоек, соединённых при помощи болтов с верхней и нижней рамами. В местах соприкосновения рам и стоек установлены прокладки из пластичного материала, закрывающие щели и играющие роль амортизатора.
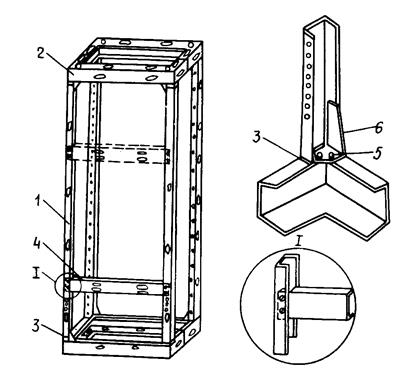 С передней стороны каркаса между стойками устанавливается один или два швеллера, образующие перемычку для крепления фасадных панелей. Детали каркаса изготавливаются из стального листа толщиной 2,5 мм. Стойка выполнена в виде швеллера с приваренными по краям кронштейнами. Рама сварена из двух стоек и скрепленных П-образных деталей швеллерного типа. С передней стороны каркаса между стойками устанавливается один или два швеллера, образующие перемычку для крепления фасадных панелей. Детали каркаса изготавливаются из стального листа толщиной 2,5 мм. Стойка выполнена в виде швеллера с приваренными по краям кронштейнами. Рама сварена из двух стоек и скрепленных П-образных деталей швеллерного типа.
Рис.1. Каркас объемный: 1 – стойка, 2 – рама, 3 – прокладка, 4 – швеллер, 5 – болт, 6 – швеллер, I – крепление стойки к раме.
Каркас плоский (рис.2.) состоит из двух стоек, скрепленных при помощи болтовых соединений с двумя рамами.
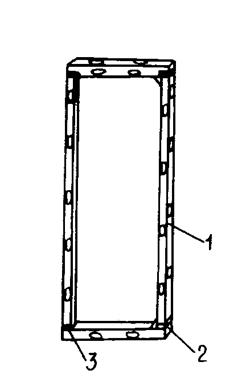
Рис.2. Каркас плоский:
1 – стойка, 2 – рама, 3 – прокладка.
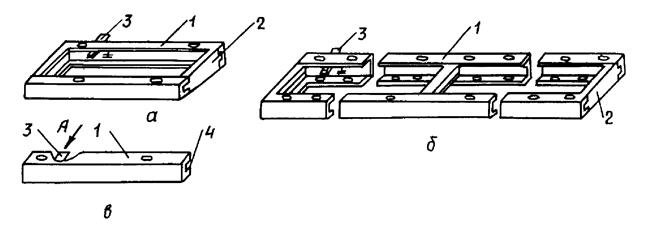
Опорные рамы предназначены для установки на них каркасов щитовых конструкций. Опорная рама (Рис.3.) – это сварная сборочная единица из продольных и поперечных швеллеров. К опорным рамам крепятся каркасы, образуя одно-, двух-, трехсекционные стойки (Рис.4.)
Панели с каркасом образуются путем сборки унифицированных каркасов на опорной раме с установкой фасадных панелей и боковых стенок (Рис.5.).
 Панели с каркасом используются в качестве металлоконструкций для щитов панельных с каркасом. Последние применяются для построения диспетчерских и операторских пунктов из готовых щитовых секций. Панели с каркасом используются в качестве металлоконструкций для щитов панельных с каркасом. Последние применяются для построения диспетчерских и операторских пунктов из готовых щитовых секций.
Рис.3. Опорная рама многосекционная (а), одиночная(б), плоская (в):
1-швеллер продольный, 2- швеллер поперечный, 3- скоба заземления, 4- лист
Аналогично образуются шкафы щитов шкафных. Щиты шкафные имеют боковые панели, крышки и двери.
Элементы панельного типа защитные и несущие представляют собой прямоугольные коробчатые детали, изготовленные из листовой стали толщиной соответственно 1,2-1,5 и 2,5 мм.
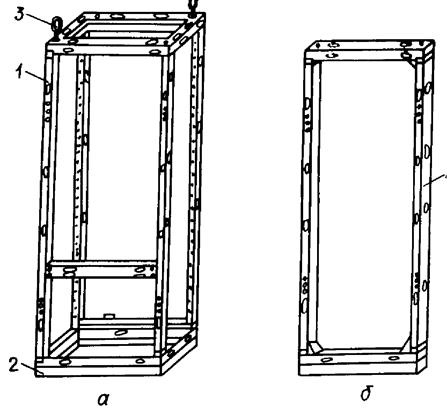
Рис.4. Опорная рама объемная (а), плоская (б):
1-каркас, 2-рама, 3-рым-болт, 4-каркас плоский
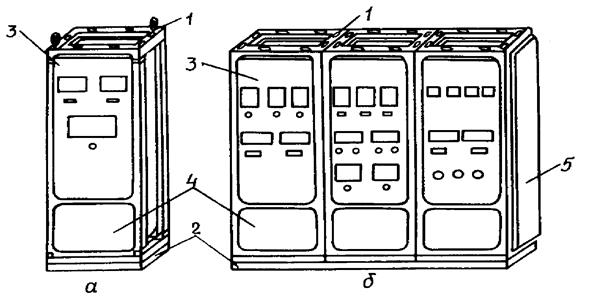 . .
Рис.5. Панель с каркасом: 1-каркас, 2-рама опорная, 3-рым-болт, 4-панель, 5-винты, соединяющие каркасы.

Рис.6. Шкафы малогабаритные исполнения 1 (а) и 2 (б) :
1-корпус, 2-панель, 3-дверь, 4-замок, 5-петля, 6-крышка, 7-рым-болт, 8-уголок, 9-заглушка.
Шкафы малогабаритные (рис.6.) конструктивно представляют собой открытый цельносварной корпус. В днище шкафа есть монтажный проем, закрытый крышкой.
Шкафы малогабаритные исполнения 1 предназначены для напольной установки, а исполнения 2 – для настенной.
Монтаж трубных проводок.
Классификация трубных проводок
Трубные проводки систем автоматизации представляют собой совокупность труб, арматуры, крепежных и установочных деталей, узлов и конструкций, проложенных и закрепленных на элементах зданий, сооружений и технологическом оборудовании.
Трубные проводки по назначению делятся на :
- импульсные, - соединяющие отборное устройство с чувствительным элементом.
- командные, - соединяющие между собой отдельные функциональные блоки (первичные преобразователи, вторичные приборы, регуляторы и т.д.).
- питающие, - соединяющие источники дополнительной энергии с элементами систем автоматизации.
- выбросные (дренажные), - предназначенные для сброса отработанных жидкостей, газа, конденсата и т.д.
- обогревные, - предназначенные для подачи и отвода теплоносителя.
- охлаждающие, - предназначенные для подачи и отвода хладоагента.
- вспомогательные, - предназначенные для подвода инертных веществ к импульсным проводкам, а также для подвода к приборам жидкостей и газов для их периодической промывки или продувки.
- Защитные, - защищающие электрические провода и кабели от механических воздействий, а также применяющиеся при прокладке электрических линий в пожароопасных помещениях.
По виду прокладки и условиям эксплуатации трубные проводки разделяются на внутренние и наружные, скрытые и открытые. Внутренними называют проводки, проложенные в закрытых помещениях, наружными – проложенные по наружным стенам зданий и сооружений.
Способы соединения труб
Соединения труб систем автоматизации могут быть разъёмными и неразъёмными. В обоих случаях они должны обеспечивать герметичность и механическую прочность трубной проводки при воздействии внешних условий и давления заполняющих сред в процессе эксплуатации и при пневматических и гидравлических испытаниях, чистоту прохода и сохранение внутреннего диаметра трубопровода, а разъёмные соединения, кроме того, - лёгкость монтажа и демонтажа стандартными или специальными инструментами.
Неразъёмные соединения выполняются сваркой или пайкой, их нельзя разобрать без нарушения целостности труб или для этого требуется вращение одного либо нескольких соединений труб.
Электродуговую или газовую сварку труб из стали любых марок производят встык (Рис.7.в) или с помощью муфты (Рис.7.г). Перед сваркой торцы труб опиливают так, чтобы они прилегали друг к другу по всему периметру, а концы зачищают до металлического блеска при сварке встык на длине около 10 мм, а при наличии муфты – на длине, равной примерно 1,5 диаметра трубы. Длина муфты должна равняться двум диаметрам соединяемых труб. Подготовленные концы труб соединяют и закрепляют прижимным приспособлением, после чего прихватывают сваркой в трёх – четырёх местах по окружности, а затем проваривают весь шов, не допуская протекания расплавленного металла внутрь.
Медные трубы сваривают аналогично стальным, применяя присадочную проволоку из электролитической меди, сварка производится в пламени газовой горелки. Для соединения медных и латунных труб применяют также пайку встык с развальцовкой (Рис.7.а) или с муфтой (Рис.7б). Перед пайкой концы труб очищают механическим путём или травлением в 10% растворе азотной кислоты. Место пайки прогревают в пламени горелки, а затем на него накладывают последовательно буру и твёрдый припой.
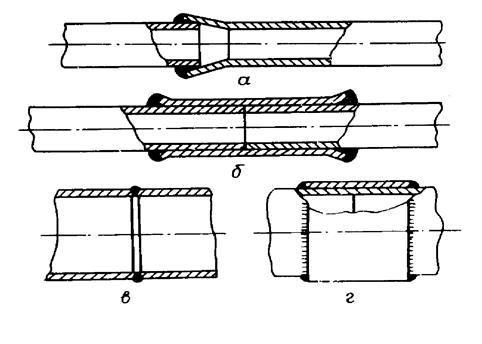 Рис.7. Рис.7.
Виды пайки:
а- с развальцовкой, б- с муфтой и сваркой, в- встык, г- с помощью муфты.
Разъёмными называют соединения, которые позволяют разобрать трубную проводку без нарушения целостность труб или без их вращения. Разъёмные соединения применяют при подключении труб к приборам и средствам автоматизации, соединении труб между собой у уплотнённых проходов через стены и перекрытия, на входе в щиты и пульты. Разъёмные соединения могут быть проходными, предназначенными для труб, идущих в одном направлении и одного диаметра; переходными, с помощью которых изменяют направление соединяемых труб, устанавливают ответвления или соединяют трубы разных диаметров; переборочными, предназначенными для соединения труб разных диаметров с креплением их к металлической панели.
Для выполнения разъёмных соединений применяют соединители: проходные, переходные, переборочные, присоединительные ввёртные, присоединительные навёртные, переборочные навёртные, тройники проходные, тройники присоединительные.
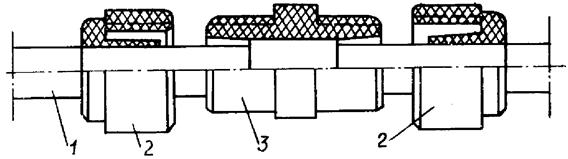
Для пластмассовых труб используют соединители с уплотняющим венцом (Рис.8.). Выполнение соединения: концы труб обрезают и надевают на них накидные гайки с уплотняющим венцом. Затем концы труб вставляют в уплотняющий венчик штуцера и навёртывают на него гайки. При этом конец трубы уплотняется между венчиками штуцера и гайки.
 Соединение с развальцовкой (Рис.9.) применяют для медных и пластмассовых труб: на концы труб насаживают гайки, после чего производят развальцовку труб. Далее на штуцер навёртывают гайки, при этом развальцованная часть трубы зажимается между конусами штуцера и гайки. Соединение с развальцовкой (Рис.9.) применяют для медных и пластмассовых труб: на концы труб насаживают гайки, после чего производят развальцовку труб. Далее на штуцер навёртывают гайки, при этом развальцованная часть трубы зажимается между конусами штуцера и гайки.
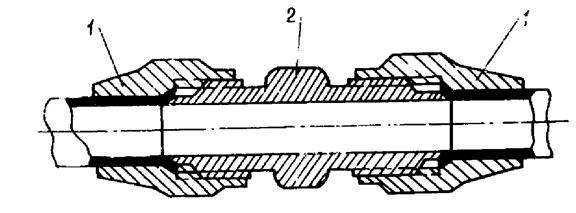 Рис.8. Соединитель с уплотняющим венцом: 1- пластмассовая трубка, 2 – накидная гайка с уплотняющим венцом, 3 – штуцер. Рис.8. Соединитель с уплотняющим венцом: 1- пластмассовая трубка, 2 – накидная гайка с уплотняющим венцом, 3 – штуцер.
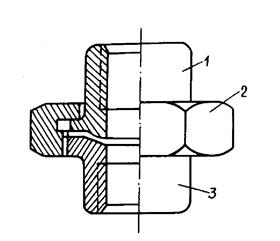
Рис.9. Соединение с развальцовкой: 1- накидная гайка, 2- штуцер.
Для соединения стальных труб применяют соединительные гайки (Рис.10.) Выполнение соединения: ниппель и штуцер навёртывают на трубы, после чего их соединяют гайкой и стягивают.
При выполнении соединений труб весьма важным является соблюдение их соосности. Отклонение осевых линий соединительных труб не должно превышать 2 мм на 1 м прямого участка трубной проводки.
Рис.10. Соединитель стальной трубы: 1 – ниппель, 2 – гайка, 3 – штуцер.
Разница в толщине стенок стыкуемых труб или смещение одной трубы относительно другой не должны превышать 10% от толщины стенок.
Типовые схемы импульсных трубных проводок.
Места установки отборных устройств и первичных приборов следует выбирать с учётом требований проекта, заводских инструкций и с таким расчётом, чтобы обеспечить надлежащую точность измерений, свободный доступ к приборам, хорошую видимость и удобство их обслуживания.
При проектировании и монтаже импульсных трубных проводок необходимо учитывать некоторые физические процессы, происходящие в жидкостях и газах, которые могут влиять на результаты измерений.
Все жидкости обладают способностью растворять в себе газы, причём количество растворяемого в данном объёме жидкости газа тем больше, чем выше давление жидкости. При падении давления из жидкости выделяются растворённые в ней газы, которые в случае неправильной прокладки труб образуют в верхних точках линии воздушные мешки, являющиеся причиной неправильных показаний приборов.
Газы, как правило, содержат водяные пары, которые при изменении температуры конденсируются, что тоже влияет на показания приборов.
Учитывая рассмотренные физические процессы, можно сформулировать следующие общие правила построения схем импульсных трубных проводок, заполненных жидкостью или газом:
Для жидкости:
- если прибор расположен ниже места отбора, то импульсную трубную проводку целесообразно направить вниз, если выше – её следует направить горизонтально с уклоном, обеспечивающим выход газа через место отбора.
- Если в импульсной трубной проводке есть верхняя точка, не являющаяся местом отбора, то в ней необходимо предусмотреть специальный газосборник и устройство для выпуска газов.
Для газа:
- если прибор расположен выше места отбора, то импульсную трубную проводку целесообразно направить вверх, если ниже – её следует направить горизонтально с уклоном, обеспечивающим сток конденсата через место отбора.
- если в импульсной трубной проводке есть нижняя точка, не являющаяся местом отбора, то в ней необходимо предусмотреть специальный влагосборник и устройство для слива конденсата.
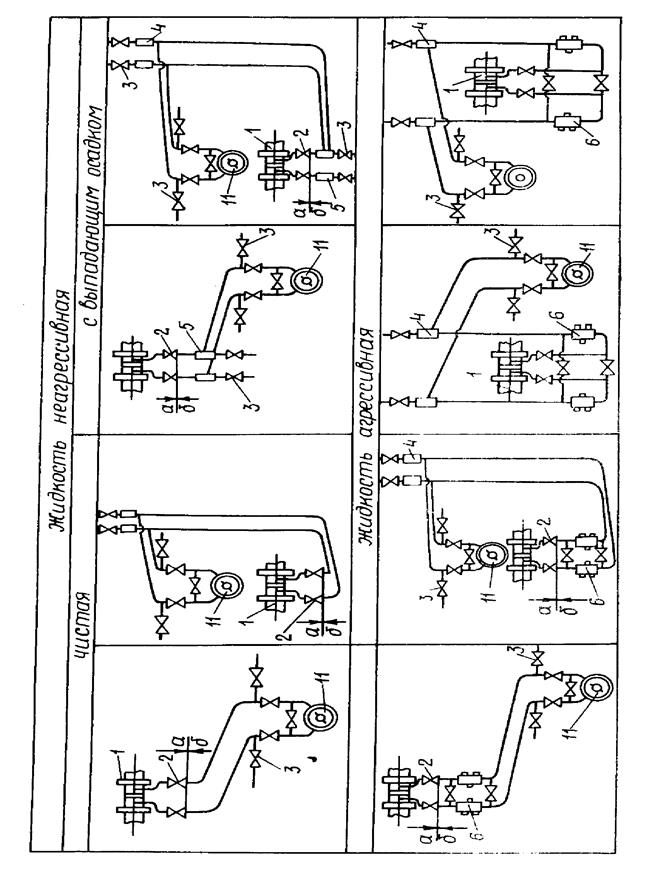
Конкретные типовые схемы импульсных трубных проводок для измерения расхода приведены на рис.11, для измерения давления – на рис.12.
Надёжность работы приборов и средств автоматизации во многом определяется состоянием трубных проводок при их эксплуатации. Ниже перечислены основные требования к проектированию трубных проводок.
Трубные проводки должны обеспечивать возможность:
- проверки и испытаний приборов, средств автоматизации и самих труб во время их монтажа, наладки и эксплуатации без остановки технологического оборудования.
- промывки и продувки труб эксплуатации без остановки технологического оборудования.
- заполнение приборов, средств автоматизации и самих труб разделительной жидкостью.
- удаление газов из приборов, средств автоматизации и самих труб, заполняемых жидкостями.
- удаление конденсата из приборов, средств автоматизации и самих труб, заполняемых газами.
Трубные проводки должны иметь уклоны для стока образующегося в них конденсата или отвода скопляющихся газов с целью предотвращения отказа приборов и средств автоматизации.
Импульсные трубные проводки к манометрам должны иметь уклон не менее 1:50, а к дифманометрам – не менее 1:10.
Трубные проводки систем автоматизации должны обладать механической прочностью и плотностью соединений и присоединений c трёхкратным или большим запасом прочности.
Трубные проводки должны иметь проходные сечения труб, обеспечивающие передачу информации на заданное расстояние при величине времени запаздывания не более максимально допустимого для данной системы контроля или управления.
Трубные проводки, прокладываемые в пожаро- и взрывоопасных помещениях, вблизи сильных электромагнитных полей, должны быть заземлены. По механической прочности трубы выбираются исходя из наиболее неблагоприятных условий режима их работы.
Температура среды в импульсных трубках должна быть близка к температуре помещений, где они располагаются. Однако она, как правило, бывает ниже температуры измеряемой среды, поэтому плотность измеряемой среды в трубной проводке больше, чем в месте отбора. Таким образом, если прибор установлен выше места отбора, то при неправильной прокладке труб в них будет происходить конвекционное движение измеряемой среды. Это может вызвать нагревание чувствительного элемента прибора до температуры выше допустимой и исказить измеряемый параметр за счёт изменения упругих свойств чувствительного элемента. В связи с этим длина трубной проводки должна быть такой, чтобы температура измеряемой среды, поступающей в прибор, не отличалась от температуры окружающего воздуха, но не больше максимальной допустимой длины, указанной в инструкции по монтажу и эксплуатации приборов.
Зоны монтажа: а-технологического оборудования, б-средств автоматизации.
 Рис.11. Типовые схемы импульсных трубных проводок для измерения расхода Рис.11. Типовые схемы импульсных трубных проводок для измерения расхода
1-суж. устройство, 2-запорный вентиль, 3- продувочный вентиль, 4-газосборник, 5-отстойный сосуд, 6-разд.сосуд, 7-влагосборник, 8-конденсационный сосуд,
9-трубка для сбора конденсата, 10-теплоизоляция, 11-дифманометр.

Рис.12. Типовые схемы импульсных трубных проводок для измерения давления.
1- манометр, 2- запорный вентиль, 3- трёхходовой кран, 4- импульсная труба, 5- отбор давления, 6- влагосборник, 7- разделительный сосуд.
Монтаж электрических проводок
Классификация электрических проводок
По назначению эл.проводки делятся на измерительные, командные и питающие.
Измерительные проводки могут быть нескольких типов, отличающихся особенностью монтажа и материалами.
1. Термоэлектрические проводки предназначены для соединения термоэлектрических термометров с измерительными приборами. Выполняются с помощью термоэлектродных проводов.
2. Проводки омических систем соединяют электрические термометры сопротивления со вторичными приборами. Такие проводки выполняются только медными проводами с обязательной подгонкой величины сопротивления линии до номинального значения.
3. Проводки дистанционных систем передачи показаний на расстояние соединяют индукционные, ферродинамические, дифференциально-трансформаторные и сельсинные преобразователи со вторичными приборами.
4. Линии рН-метров соединяют электроды рН-метров со вторичными приборами. Для них используют медные коаксиальные кабели.
Командные проводки применяют для соединения измерительных приборов с электрическими и электронными регуляторами, регуляторов с исполнительными механизмами, сигнализирующих приборов с сигнальными устройствами.
Линии электрического питания применяют для подвода напряжения от щитков питания к потребителям.
По способу выполнения электрические проводки разделяют на открытые и скрытые.
Обозначения проводов, кабелей и их конструкция.
В условных обозначениях проводок приняты следующие сокращения:
П – провод
АП – провод с алюминиевыми жилами
ПК – провод термоэлектронный
Р – резиновая изоляция негорючая
В – поливинилхлоридная изоляция
Г – гибкий (многожильный) провод
Л – лакированная оплётка
Ш – шёлковая оплётка
О – общая оплётка
Э – экранированный провод
Т – провод для прокладки в трубах
М – монтажный провод
В системах контроля и автоматического регулирования наиболее часто применяются следующие типы проводов:
ПВ – провод с медной жилой и изоляцией из поливинилхлоридного пластиката. Его конструкция показана на рис.13.б.
АПВ – то же с алюминиевой жилой
ПР – провод с медной жилой и резиновой изоляцией в оплётке из хлопчатобумажной ткани, пропитанной противогнилостным составом. Его конструкция показана на рис.13.а.
АПР – то же с алюминиевой жилой
ПРГ – провод гибкий с медной жилой в оплётке из хлопчатобумажной ткани, пропитанной противогнилостным составом
ПГВ - провод гибкий с медной жилой и изоляцией из поливинилхлоридного пластиката
В условных обозначениях кабелей приняты следующие обозначения:
К – кабель контрольный с медными жилами
АК - то же с алюминиевой жилой
С – свинцовая оболочка
В – поливинилхлоридная оболочка
Н – оболочка резиновая негорючая
Р – резиновая изоляция жил
П - полиэтиленовая изоляция жил
В – изоляция жил из ПВХ-пластиката
Б – внешнее покрытие (броня) из двух стальных лент с наружным покровом из хлопчатобумажной пряжи, пропитанной противогнилостным составом
БГ - внешнее покрытие (броня) из двух стальных лент с противокоррозионным покрытием
К – внешнее покрытие из круглых оцинкованных проволок с наружным покровом
Г – кабель без внешнего покрытия
Термоэлектродные провода ПКВ, ПКВО, ПКГВ, ПКВП, ПКЛ широко применяются в системах автоматизации технологических процессов. На рис.14. показана конструкция термоэлектродного провода ПКВ, на рис.15. – кабеля типа КРВБ и АКРВБ.
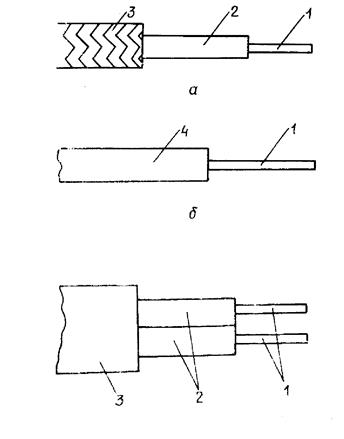 Рис.13. Конструкция проводов типа ПР и АПР (а), ПВ и АПВ (б) Рис.13. Конструкция проводов типа ПР и АПР (а), ПВ и АПВ (б)
1 – жила
2 – резиновая изоляция
3 – хлопчатобумажная оплётка
4 – ПВХ-изоляция
Рис.14. Конструкция термоэлектродного провода ПКВ
1 – жила
2 – ПВХ-изоляция
3 – ПВХ-оболочка
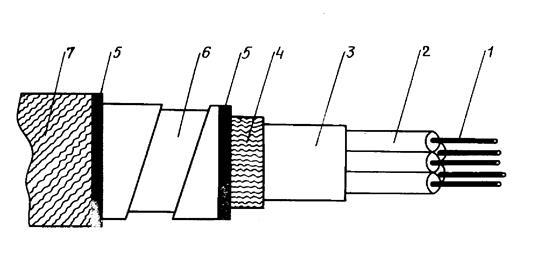
Рис.15. Конструкция кабеля типа КРВБ и АКРВБ
1 – жилы, 2 – изоляция жил, 3 – оболочка, 4 – наполнитель, 5 – бандаж из мягкой проволоки, 6 – внешнее покрытие, 7 – наружный покров
Структура условного обозначения контрольных кабелей
П П П П П П ___ Наличие общего экрана – Э
     Вид брони и защитного покрова Вид брони и защитного покрова
 Внешнее покрытие типа Б – две стальные ленты с наружным покровом из хлопчатобумажной пряжи, пропитанной противогнилостным составом Внешнее покрытие типа Б – две стальные ленты с наружным покровом из хлопчатобумажной пряжи, пропитанной противогнилостным составом
 Внешнее покрытие типа БГ – две стальные ленты с противокоррозионным покрытием без наружного покрова Внешнее покрытие типа БГ – две стальные ленты с противокоррозионным покрытием без наружного покрова
Внешнее покрытие типа К – из круглых оцинкованных проволок с наружным покровом из хлопчатобумажной пряжи, пропитанной противогнилостным составом
 Внешнее покрытие отсутствует Г Внешнее покрытие отсутствует Г
Материал оболочки
  Свинец Свинец
 Резина негорючая Резина негорючая
 Поливинилхлоридныи пластикат Поливинилхлоридныи пластикат
Материал изоляции жил
 Резина Резина
 Поливинилхлоридныи пластикат Поливинилхлоридныи пластикат
 Полиэтилен низкой плотности Полиэтилен низкой плотности
  Назначение кабеля (контрольный) Назначение кабеля (контрольный)
Материал токопроводящей жилы
 Медь (не обозначается) Медь (не обозначается)
Алюминий – А
Оконцевание и соединение жил проводов и кабелей
Разделкой провода или кабеля называют освобождение их концов от защитных покровов, оболочек и изоляции и закрепление бандажами оставшихся на жиле защитных покровов, чтобы исключить их смещение и разматывание. Разделка является одной из технологических операций монтажа проводов и кабелей и определяется конструкцией, материалом изоляции жил, оболочки и защитных покровов.
Соединению жил кабелей и проводок предшествует оконцевание, заключающееся в их подготовке к соединению между собой, присоединению и ответвлению от клеммников блоков зажимов типа БЗ и зажимов наборных типа ЗН, а также соединению со сборками зажимов электроаппаратуры, с контактами приборов и регуляторов.
Оконцевание проводов и жил кабелей можно выполнять специальными клещами КК-1, КУ-1 или ножом. Оконцевание производят следующим образом: отступают от края провода на 8-10 мм (для зажима и пайки) или на 20-25 мм (для кольца).Затем жилу необходимо очистить от остатков изоляции и окислов, используя нож или специальные приспособления.
Оконцевание жил производят несколькими способами в зависимости от материала, сечения, конструкции жил и вида зажима. Основные способы оконцевания показаны на рис.16.
При оконцевании многопроволочных жил штырём или кольцом жилы скручивают и облуживают припоем ПОС-60 с канифольным флюсом. При оконцевании жил наконечником с их концов снимают изоляцию с таким расчётом, чтобы между изоляцией и концом наконечника после его установки жила была оголена на 2-3 мм. Жилу вставляют в отверстие наконечника и припаивают припоем ПОС-60 с канифолью. Место пайки и оголённую часть жилы тщательно очищают от остатков флюса, покрывают лаком и изолируют изолентой с заходом на изоляцию провода.
Срез изоляции жилы после оконцевания заделывают специальными монтажными изделиями – оконцевателями, которыми в большинстве случаев выполняют и маркировку. Маркировку жил выполняют также маркировочными манжетками. Наиболее распространённые оконцеватели и маркировочные манжетки показаны на рис.17.
Маркировочные манжетки типа ММ крепят на изоляции на расстоянии 6-7 мм от среза или оконцевателя типа ОИ обжатием плоскогубцами. Маркировочные знаки предварительно наносят пуансонами с высотой 2-3 мм. Маркировочные надписи на оконцевателе ОП и муфточке из ПВХ-трубки делают несмываемыми чернилами с высотой знаков 3-4 мм.
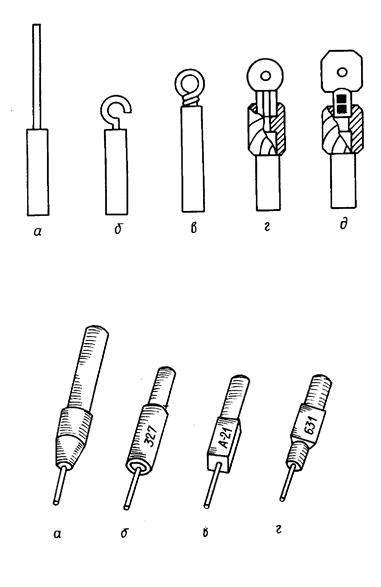
Рис.16. Основные способы оконцевания жил
А-штырём под зажим
Б-кольцом однопроволочных жил
В-кольцом многопроволочных жил
Г-наконечником для пайки
Д-наконечником для опрессовки
Рис.17. Оконцеватели и маркировочные манжетки
А-изоляционный оконцеватель типа ОИ
Б-ПВХ-трубка
В-оконцеватель проводов типа ОП
Г-маркировочная манжетка типа ММ
При соединении проводов требуется обеспечить: надёжный электрический контакт, электрическую изоляцию жил между собой и относительно земли, герметизацию соединяемых концов.
Жилы проводов и кабелей соединяют пайкой или сваркой. Основные виды соединений показаны на рис.18.
Пайка медных жил: перед пайкой жилы зачищают и скручивают (рис.18.а), затем паяют припоем ПОС-60 с канифолью. Алюминиевые жилы паяют припоем марки А. Концы зачищают до металлического блеска. Жилы укладывают внахлёстку и скручивают так, чтобы в месте их соприкосновения образовался желобок (рис.18.б). Скрученные жилы нагревают паяльной лампой до температуры, близкой к температуре плавления припоя. Затем прутком припоя, введённым в пламя, с усилием натирают поверхность жил в желобке, очищая её от плёнки окиси, облуживая жилы и заливая желобок припоем. Такую же операцию производят в другом желобке на обратной стороне скрутки и в местах скрутки жил. После соединения жил место покрывают бакелитовым лаком.
Чтобы восстановить изоляцию, место соединения обматывают изолентой.
Для соединения медных и алюминиевых жил применяется также сварка. Источником питания служит трансформатор 300 Вт со вторичным напряжением 6-12 В. Концы жил подготавливают, зачищая до блеска, а затем одну жилу навивают 3-5 витками (медные) и 2-3 витками (алюминиевые) на другую жилу. При этом конец прямой жилы должен выступать примерно на 10 мм. Подготовленные концы зажимают в плоскогубцах на участке между витками и изоляцией. При сварке алюминиевых жил применяют флюс ВАМИ, медных – буру. Покрыв соединение флюсом, к концу прямой жилы прикасаются угольным электродом. После оплавления первого витка жилы и образования шарика электрод отводят от жил. Затем место соединения очищают и изолируют изолентой.
Место сварки алюминиевых жил перед изоляцией зачищают, тщательно промывают бензином (промывка водой запрещена) и обильно покрывают бакелитовым лаком. Затем места сварки изолируют изолентой.
Описанным способом сваривают также медную жилу сечением до 2,5 мм с алюминиевой сечением 2,5 мм. В этом случае алюминиевую жилу наматывают на медную. В качестве флюса применяют флюс ВАМИ.
|