РРЕФЕРАТ
Шорина Е. Д. Разработать технологический процесс упрочнения кулачка главного вала с использованием лазерного излучения: Дипломный проект Димитровградский институт технологии управления и дизайна. № 1707.06.04. Димитровград, 2004 – 116с.: 14 ил. + 7 черт.
Лазер, закалка, карбюризатор, кулачок главного вала, износостойкость, упрочнение, борирование, поток, такт.
В процессе выполнения дипломного проекта проведено описание методов упрочнения. Выбран способ и технология упрочнения кулачка. Проведено испытание на износ материала. Произведён выбор оборудования, режущего и мерительного инструмента, разработан технологический процесс. Рассчитана эффективность изготовления данной детали. Разработали ряд мероприятий по предотвращению несчастных случаев, даны рекомендации по правильному использованию и организации производства.
Сделаны выводы и рекомендации по упрочнению кулачка с использованием лазерного излучения.
ВВЕДЕНИЕ. 6
1. МЕТОДЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ.. 8
1.1. Термическая обработка. 8
1.1.1. Химико-термическая обработка. 8
1.1.2. Борирование. 9
1.1.3. Плазменная обработка. 11
1.1.4 Лазерная обработка. 12
1.2 Лазерная установка. 14
1.3. Термическая обработка материалов лазерным излучением. 16
1.4. Физические основы упрочнения лазерным излучением. 17
1.5. Воздействие непрерывного лазерного излучения на сплавы на основе железа 19
1.6. Упрочнение кулачка главного вала. 24
2. КОНСТРУКТОРСКАЯ ЧАСТЬ. 28
2.1. Назначение узла «вал главный» автомата хладновысадочного. 28
2.2. Выбор способа упрочнения кулачка главного вала. 29
2.3. Приспособление для упрочнения. 34
2.4. Технология упрочнения. 45
3. ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ. 47
3.1. Лазерная обработка на CO2
- лазере. 47
3.2. Испытание материала на износ. 47
3.3 Исследование износостойкости покрытия. 49
4. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ. 51
Введение. 51
4.1. Анализ технологичности конструкции детали «Кулачёк». 51
4.2. Выбор оборудования, режущего, вспомогательного и мерительного инструментов. 58
4.3. Расчёт режимов резания. 60
4.4. Нормирование технологического процесса. 66
4.5. Расчёт специального калибра-пробки для контроля отверстия Æ
60Н7 +0,030 68
5. ЭКОНОМИЧЕСКАЯ ЧАСТЬ. 72
Реклама

Введение. 72
5.1. Расчет параметров потока. 72
5.2. Расчет себестоимости изготовления детали. 80
5.3. Технико-экономические показатели потока. 85
Вывод. 87
6. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ.. 88
Введение. 88
6.1. Общие вопросы безопасности труда. 89
6.2.Мероприятия по обеспечению нормальных санитарно-технических условий. 95
6.3. Мероприятия по предотвращению несчастны случаев, обеспечению безопасности эксплуатируемого оборудования и транспортных средств. 103
Вывод. 109
ЗАКЛЮЧЕНИЕ. 110
ЛИТЕРАТУРА.. 111
ПРИЛОЖЕНИЯ.. 115
ВВЕДЕНИЕ
Обработка материала сфокусированным излучением лазера является научным и техническим направлением технологии машиностроения и других областей промышленности, появившимся после 1960 года, когда были созданы мощные импульсные генераторы монохроматического излучения.
Лазерная обработка материалов не является ещё установившимся и законченным разделом теории и практики обработки материалов концентрированными потоками энергии. Однако в разработке теоретических основ процессов воздействия мощных световых потоков на материалы и в практических применениях указанных процессов достигнуты значительные успехи.
Применение различных типов лазеров во многих областях машино – и приборостроения и правильная их эксплуатация не возможны без чёткого представления о принципах работы оптических квантовых генераторов и об основных физических явлениях, в них происходящих.
Преимущества и перспективность использования лазеров в машиностроении определяются не только прогресса в области собственно лазерной техники, но и умелым, научно обоснованным выбором оптимальных для каждого конкретного применения режимов работы лазера и параметров его излучения.
Промышленная обработка материалов стала одной из областей наиболее широкого использования лазеров, особенно после появления лазеров высокой мощности. Лазерный луч применяется для резания и сверления отверстий, сваривания материалов и термообработки, обработки тонких металлических и неметаллических плёнок, получения на них рисунков и микросхем. Доводка номиналов пассивных элементов микросхем и методы получения на них активных элементов с помощью лазерного луча получили дальнейшее развитие и применяются в производственных условиях. При чём лазерная обработка материалов позволяет повысить эффективность и конкурентоспособность по сравнению с другими обработками.
1. МЕТОДЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ
1.1. Термическая обработка
Поверхностным упрочнением называется упрочнение поверхностного слоя детали за счёт изменения его химического состояния или структуры.
Реклама

Для получения стали с наибольшей прочностью и твёрдостью необходима термическая обработка – закалка. Термообработка – это совокупность операций технологии теплового воздействия на материал с целью изменения его структуры и потребительских свойств в нужном направлении. Упрочнение поверхности может быть достигнуто: химико-термической, плазменной, лазерной обработкой и др.
1.1.1. Химико-термическая обработка
Одним из главных средств улучшения качества стальных деталей – повышения их прочности, твёрдости и износостойкости – является химико-термическая обработка, заключающаяся в насыщении поверхности углеродом, азотом, хромом, бромом и другими элементами. При введении в поверхностный слой хрома, кремния, алюминия и других элементов можно придать изделию устойчивость против коррозии, жаростойкость, кислотоупорность и другие свойства.
В промышленности получили широкое распространение следующие виды химико-термической обработки:
- цементация – насыщение углеродом;
- азотирование – насыщение азотом;
- цианирование – одновременное насыщение углеродом и азотом;
- диффузионная металлизация – насыщение различными элементами (кроме углерода и азота), например, хромом, бромом, алюминием и другими. Каждый из этих способов имеет свои особенности, преимущества и недостатки.
1.1.2. Борирование
Борирование – насыщение поверхностного слоя металлических изделий бором. К борированию прибегают, главным образом, с целью повышения поверхностной твердости изделий, их износостойкости, реже – коррозионной стойкости и теплостойкости. Борированию подвергают поверхности изделий из железа, сплавов на его основе, а также тугоплавких металлов, используя явление диффузии. Различают борирование твердое, жидкое, газовое.
При твердом борировании очищенные изделия помещают в герметичный или негерметичный контейнер, засыпая их реакционной смесью, состоящей из порошкообразного боризатора (аморфного бора, карбида бора, ферробора и др.), инертной добавки (окиси алюминия, кварцевого песка, тонкоизмельченного шамота), вводимой для предотвращения спекания или налипания смеси на поверхность изделий, и активатора (галогенида, обычно NH4Cl) в соотношении примерно 60:35 – 39:1 – 5. Изделия укладывают так, чтобы вокруг них был слой реакционной смеси тощиной не менее 20 -30 мм. Хорошее качество диффузионного слоя достигается также при насыщении углеродистых и легированных сталей в смеси карбида бора и буры. Для получения слоя боридов толщиной 0,1 – 0,3 мм насыщение проводят при температуре 900 – 1000 о
С в течение 5 - 6 часов.
Разновидностью твердого является вакуумное борирование, осуществляемое в вакуумно-плотных контейнерах при остаточном давлении 10-3
рт.ст. При высоких температурах испарения аморфного бора или карбида бора образуются пары этого элемента, которые конденсируются на обрабатываемой поверхности, и атомарный бор диффундирует в металл.
Жидкостное борирование проводят при температуре 850 – 1000 о
С в расплавах различных солей с введением в них борсодержащих компонентов. Жидкостное электролизное борирование обычно осуществляют в расплаве буры, иногда с добавкой карбида бора. Стальное изделие подключают в качестве катода в цепь постоянного тока, анодом служит предварительно борированный тигель из жаростойких и нержавеющих сталей. Удовлетворительной стойкостью обладают также пропитанные бурой графитовые и керамические тигли. При расплавлении бура диссоциирует термически, а также вследствие наложения постоянного электрического тока с выделением атомов активного бора, диффундирующего в обрабатываемое изделие. Насыщение проводят при плотности тока 0,15 – 0,25а/см2
. Жидкостное диэлектролизное борирование осуществляют в расплавах буры с добавлением карбида бора. Хорошие результаты получаются при соотношении этих компонентов 60 : 40. Диффузионный слой можно создать также в расплавах солей NaCl и BaCl с добавлением карбида бора.
Газовое борирование проводят при термическом разложении газообразных соединений бора – диборана (В2
Н2
), трёххлористого бора (ВСl3
) и др., чаще всего в смеси с водородом в соотношении соответственно 1:25-100. При температуре выше 500 0
С диборан почти полностью ращлагается на активный бор и водород, которые и омывают насыщаемое изделие. При газовом борировании насыщение протекает интенсивнее, чем при твёрдом или жидком: за 2-5 ч. при температуре 800-900 0
С образуется слой боидов толщиной 0,1-0,2 мм. На изделиях из железа и углеродистых сталей диффузионный слой отличается иглообразным строением и состоит из 2 фаз- ромботического борида FeB (16,25%B) на поверхности и находящегося под ним тетрагонального борида Fе2
В (8,48%), микротвёрдость составляет 1800 ÷ 2000 и 1600 ÷ 1800 кгс/мм2
. Под слоем боридов находится переходная зона, эта зона состоит из твёрдого раствора бора и других легирующих элементов.
Легирование стали обеспечивает получение более равномерного по толщине боридного слоя.
Борирование вызывает появление в поверхностных слоях изделий остаточных снимающих напряжений до 50 – 100 кгс/мм2
, повышает их износостойкость в 5 - 10 раз, увеличивает коррозионную стойкость углеродистых и низколегированных сталей. Борирование повышает усталостную прочность изделий. Коррозионная- усталостная прочность изделий из углеродистых сталей после борирования увеличивается вдвое и более. Недостаток борирования – повышенная хрупкость боридов, которую снижают, вводя в реакционную смесь небольшое количество меди, алюминия и других металлов.
1.1.3. Плазменная обработка
Сущность этой обработки состоит в том, что плазму, имеющую температуру 10 000 – 30 000 0
С, направляют на обрабатываемую поверхность заготовки. Этим способом можно обрабатывать заготовки из любых материалов, выполняя прошивание отверстий, вырезку заготовок из листового материала, строгание, точение. При прошивании отверстий, резке и вырезке заготовок, головку ставят перпендикулярно к поверхности заготовки, при строгании и точении – под углом 40 – 60 0
. Плазменные головки применяют также для сварки, пайки, наплавки и создания защитных покрытий на деталях.
Принципиально новым методом является метод получения деталей непосредственно из плазмы. Он заключается в том, что в камеру головки подаётся порошкообразный конструкционный материал с одновременной подачей инертного газа при высоком давлении. Под действием другого разряда конструкционный материал плавится и переходит в состояние плазмы. Струя плазмы сжимается в плазмотроне плазмообразующим газом. Выходя из сопла головки, луч фокусируется электромагнитной линзой и направляется на экран. Системы вертикальной и горизонтальной развёрток обеспечивают перемещение луча по всей площади экрана.
Плазму получают в плазменных головках.
Дуговой разряд 3 возбуждается между вольфрамовым электродом 4, выполненным в виде трубы и охлаждённым проточной водой. В трубу подают газ (аргон, азот и др.) или смесь газов. Обжимая дуговой разряд, газ при соединении с электронами ионизируется и выходит из сопла головки в виде ярко светящейся струи 2, которая направляется на обрабатываемую заготовку 1.
1.1.4 Лазерная обработка
Термическое упрочнение материалов и сплавов лазерным излучением основано на локальном нагреве участка поверхности под воздействием излучения и последующем охлаждении этого поверхностного участка со сверхкритической скоростью в результате теплоотвода теплоты во внутренние слои металла. При этом время нагрева и время охлаждения незначительны, практически отсутствуют выдержка при температуре нагрева. Эти условия обеспечивают высокие скорости нагрева и охлаждения обрабатываемых поверхностных участков.
Метод основан на тепловом воздействии светового луча высокой энергии на поверхность обрабатываемой заготовки. Источником светового излучения является лазер - оптический квантовый генератор (ОКГ).
Созданы конструкции твердотелых, газовых и полупроводниковых ОКГ. Работа оптического квантового генератора основана на принципе стимулированного генерирования светового излучения. Для механической обработки используют твердотелые ОКГ, рабочим элементом которых является рубиновый стержень, состоящий из окиси алюминия, активированного 0,05% Cr.
Рубиновый ОКГ работает в импульсном режиме, генерируя импульсы когерентного монохроматического красного света. Энергия светового импульса ОКГ обычно невелика и составляет 20 -100 Дж.
Лазерную обработку применяют для прошивания сквозных и глухих отверстий, резания заготовок на части, вырезания заготовок из листового материала, прорезания пазов и т.д. Световым методом можно обрабатывать любые материалы.

Рис. 1 Схема плазменной головки
К недостаткам светолучевого метода обработки можно отнести отсутствие надежных способов управления движением луча и необходимость перемещения заготовок, недостаточную мощность излучения при значительной мощности импульсной лампы, низкий КПД рубиновых ОКГ, перегрев рубинового стержня и трудности его охлаждения, сравнительно не высокая точность обработки.
1.2 Лазерная установка
Сегментное собирающее зеркало состоит из нескольких плоских зеркало. Угол между отдельными зеркалами меньше 180о
, поэтому совокупность их образует вогнутую поверхность. При этом они направляют излучение в общую точку. Обычно такие зеркала изготавливаются из полированной меди или молибдена, и при «суммировании» излучения мощных лазеров они охлаждаются водой.
Лазерное излучение попадает на зеркало, состоящее из множества отдельных зеркал, где происходит деление луча (рис. 1.2).
Каждый вновь образованный луч имеет одинаковый диаметр на протяжении расстояния от зеркала до плоскости линзы. В этом случае в пятне фокусировки происходит наложение интенсивностей каждого отдельного луча, что приводит к суммированию их. Распределение интенсивности излучения от каждого элемента сегментного зеркала, которые обычно выполняются в форме прямоугольников. Кроме того, излучение малой мощности на границе лазерного луча, которого недостаточно, чтобы вызвать процесс термоупрочнения, не теряется, а, напротив, с помощью сегментного зеркала добавляется в пятно фокусировки. Таким образом, распространение интенсивности в пятне фокусировки выравнивается, а прямоугольная форма пятна, в которое фокусируется лазерное излучение, оптимальна для получения однородной зоны закалки.

Рис. 2.1. Лазерная установка
1.3. Термическая обработка материалов лазерным излучением
Поверхностное упрочнение металлических деталей – перспективный технологический процесс, открывающий целый ряд новых возможностей для повышения эксплуатационных характеристик деталей машин, инструмента.
Поверхностное упрочнение деталей лучом лазера характеризуется рядом преимуществ, а именно: упрочнением локальных (по глубине и ширине) объемов деталей в местах, их износа с сохранением исходных свойств материала в остальном объеме, твердость при этом превышает 15 – 20% твердость посте термообработки существующими способами.
Упрочнением поверхностей труднодоступных полостей, углублений, куда луч лазера может быть введен с помощью оптических устройств; созданием «пятнистого» поверхностного упрочнения значительных площадей, при котором не образуется сплошного хрупкого слоя, склонного к растрескиванию, деформированию, отслаиванию и т.п.; получением заданных свойств (механических, химических и других) обрабатываемых поверхностей деталей путем их легирования различными элементами с помощью излучения лазера; отсутствием деформаций обрабатываемых деталей, обусловленных локальностью термообработки, что позволяет практически полностью исключить финишную обработку; отсутствием механического воздействия на обрабатываемый материал, что вместе с бесконтактностью лазерного нагрева обуславливает простоту автоматизации процесса термообработки по контуру, в том числе деталей сложной формы и др.
Лазерные методы упрочнения целесообразны при обработке поверхностей сложной конфигурации, деформирование которых должно быть сведено к минимуму; при трудности подвода теплоты к обрабатываемой зоне детали обычными способами; при малых размерах поверхности обрабатываемых зон в сравнении с размерами деталей.
Широкое внедрение методов лазерного упрочнения в различные отрасли промышленности обуславливается рядом благоприятных факторов:
- наличием серийного лазерного высокопроизводительного оборудования как импульсного, так и непрерывного действия;
- сравнительной простотой лазерного упрочнения, обуславливающей несложный подбор технологических режимов обработки деталей;
- значительной номенклатурой обрабатываемых деталей, требующих локального упрочнения;
- большой технико-экономической эффективностью, определяемой достоинствами лазерной термообработки и др.
В ряде случаев формы и размеры различных деталей не позволяют использовать существующие способы поверхностного упрочнения для термообработки вследствие появления значительных напряжений в поверхностных слоях, приводящих их к деформированию и т.д. Поэтому прочность деталей, изготовленных, например, из конструкционных сталей в состоянии поставки, как правило, невелика.
Методы лазерной обработки образуют группы, основанные, соответственно, на нагреве, плавлении и ударном нагружении материала в зависимости от плотности излучения лазера и времени его воздействия.
Нагрев определяет такие процессы, как отжиг материалов, а также наиболее распространенный метод лазерного поверхностного упрочнения посредством фазовых превращений в твердом состоянии в поверхностных слоях металлов и сплавов при очень быстрых нагреве и последующем охлаждении.
Лазерное упрочнение, основанное на фазовых превращениях в поверхностном слое, требует минимальной плотности потока излучения лазера при максимальном его воздействии.
1.4. Физические основы упрочнения лазерным излучением
Большинство лазерных технологических процессов основывается на тепловом воздействии лазерного излучения на непрозрачные среды. Воздействие луча лазера на непрозрачные среды можно условно разделить на несколько характерных стадий:
- поглощение светового потока и передача его энергии тепловым колебаниям решётки твёрдого тела;
- нагревание вещества без его разрушения;
- развитие испарения вещества в зоне воздействия луча лазера и разлёт продуктов разрушения;
- остывание вещества после окончания действия лазерного излучения.
Одновременно с указанными стадиями проходят диффузионные и химические процессы, а так же фазовые превращения, оказывающие существенное влияние на характер воздействия излучения лазера на материалы.
Количество поглощённой энергии зависит от оптических и теплофизических свойств материалов, особенно для металлов и с увеличением длинны волны излучения уменьшается.
Отражательная способность в оптическом диапазоне длин волн составляет для большинства металлов 70 – 95 %, а коэффициент поглощения также достаточно велик и составляет ~ 105
-106
см -1
.
Стадию нагрева материалов излучением лазера следует считать основной при анализе и исследовании ряда технологических процессов, выполняемых без разрушения материалов.
Анализ этой стадии для других технологических процессов, основанных на удалении обрабатываемого материала, позволяет определить условия разрушения, например, температурную границу и соответствующий ей поток излучения лазера.
После перехода энергии излучения лазера в теплоту начинается процесс нагрева материала. Поглощённая световая энергия передаётся от зоны воздействия «холодным» слоям с помощью различных механизмов теплопроводности, из которых для металлов в интервале температур от сотен до десятков тысяч градусов основным является электронная теплопроводность.
1.5. Воздействие непрерывного лазерного излучения на сплавы на основе железа
Рассмотрим основные наиболее типичные структурные изменения в сплавах железа в зонах воздействия непрерывного излучения лазера на СО2
с мощностью излучения 700 Вт – 1 кВт. Обрабатывали неподвижные образцы со временем воздействия до 5 с и перемещающиеся со скоростью до 1 м/мин и более.
В армко-железе в результате воздействия излучения лазера на СО2
на неподвижный образец в слое толщиной до 0,55 мм наблюдается измельчание зерна до размеров 10 – 15 мкм, проходящее наиболее в слое глубиной до 0,35 – 0,55 мм. В областях, прилегающих к кратору встречаются крупные зёрна. Измельчание зёрен является следствием процессов аустенизации в условиях разогрева и последующего распада аустенита при охлаждении, при этом возникают различные скорости зарождения и роста зёрен феррита, что обусловдено, по видимому, разными размерами зёрен аустенита, образующихся в непосредственной близости к жидкой фазе и удалении от неё.
Микротвёрдость армко-железа Нm
≈ 4000 мПа. Следует отметить, что фронт расплавлений выражен не чётко.
В зонах длительного воздействия излучения лазеров на СО2
все исследованные сплавы железа в верхней части, а иногда и за слоем пористого расплава наблюдается так называемый шлаковый слой, состоящий приемущественно из окислов железа и других продуктов химико-термического взаимодействия непрерывного излучения со сплавами в атмосфере воздуха и растворённых в металле газов.
При облучении малоуглеродистой стали в зоне воздействия наблюдается крупнозернистая видманштетова структура с микротвёрдостью, существенно не отличающейся от исходной.
В образцах из стали 45 с исходной структурой, состоящей из перлитных зёрен с ферритными прослойками, вследствие длительного воздействия непрерывного излучения с длинной волны λ = 10,5 мкм образовался наряду со шлаковым, слой расплавленного и пористого металла толщиной до ~ 75 мкм. Этот слой и прилегающие к нему участки стали существенно обезуглерожены. В структуре стали наблюдается мартенсит, количество которого увеличивается с удалением от кратера. На глубине 300 – 400 мкм расположен полностью закалённый слой, далее – слой, закалённый не полностью.
В предварительно закалённых образцах из стали 45 образовался слой толщиной ~ 400 мкм, состоящий из обезуглероженной зоны на поверхности и вторично закалённой внутри, причём здесь мартенсит более мелкоигольчатый, чем в матрице. Далее располагается зона отпуска с продуктами распада мартенсита.
Структурные изменения в образцах из нормализованной и предварительно закалённой стали У8 во многом аналогичны изменениям структуры в образцах из стали 45 с тем лишь отличаем, что в предворительно закалённой стали У8 в зоне закалки, примыкающем к расплаву наблюдается значительное растравливание границ зёрен. Отметим, что в обезуглероженных зонах имеет место разупрочнение. Так в стали У8 твёрдость в этих зонах примерно в 2 раза меньше, чем в исходной структуре.
В образцах из стали ХВГ структурные изменения подобны изменениям в образцах из стали У8, с той лишь разницей, что в закалённом слое, как и в закалённой матрице, наблюдаются периоды округлой формы. Также четко видна столбчатая структура ранее расплавленного слоя.
 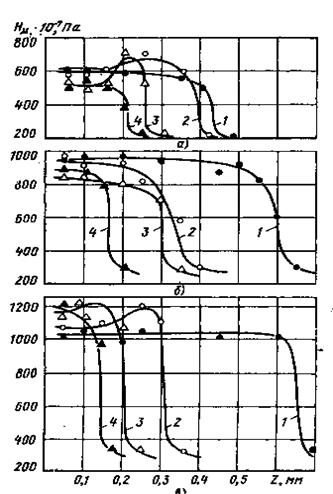

Рис. 1.3. Распределение микротвёрдости по глубине зон обработки непрерывным излучением лазера на СО2
в образцах:
а – сталь 20, б – сталь 45, в – сталь У12 при различных скоростях перемещения образцов: 1 – 0,6 м/мин; 2 – 1,8 м/мин; 3 – 3,0 м/мин; 4 – 4,2 м/мин.
|
|


Рассмотрим результаты исследований сплавов на основе железа после обработки движущимся лучом мощных лазеров на СО2
. Исследовали образцы из сталей 20, 45, У8, У12 после обработки их лучом лазера на СО2
с мощностью излучения до 1 кВт. Скорость перемещения образцов изменялась в диапазоне 0,4 – 0,6 м/мин. Плотность потока в зоне обработки изменялась в пределах 5·103
- 2·105
Вт/см2
. Области обработки состоят из четко выраженных слоев, отличающихся друг от друга степенью полноты фазовых превращений.
В первом слое температура стали превышает верхнюю критическую точку Ас3
или Асm
для доэвтектоидных и заэвтектоидных сталей, соответственно превышала температуру плавления стали. Микростуктура этого слоя – мартенсит.
Второй слой соответствует нагреву в межкритическом интервале температур, здесь имеет место неполная закалка. Для доэвтектоидных сталей она дает вследствие сохранения ферритных зерен пониженную твердость в сравнении с первым слоем. Для заэвтектоидных сталей твердость второго слоя выше, чем первого. Это объясняют присутствием цементита в высокодисперсном виде, который дополнительно упрочняет сталь. Твердость в зоне (Рис. 7) обработки стали 20 достигает 7500 мПа при перемещении образцов с v = 0,6 – 1,8 м/мин, чего нельзя достичь обычной закалкой. При этом глубина зоны упрочнения равна 500 мкм.
В образцах из стали У12 во второй зоне, зоне термического влияния, наблюдается неоднородность структуры, что подтверждается пониженной травимостью участков, расположенных на месте сетки вторичного цементита. Указанные участки характеризуются увеличенным количеством аустенита. Анализ кривых распределения твёрдости в образцах из сткли У12 показывает, что минимальной скорости перемещения образца твёрдости первого и второго слоёв зоны близки, тогда как пи более высоких скоростях твёрдость второго слоя заметно выше. Это обстоятельство определяется более равномерным распределением углерода в аустените за более длительное время лазерного нагрева. Твёрдость мартенсита при содержании углерода до 0,6% линейно зависит от последнего и практически не зависит от него при большом количестве углерода в стали.
Исследовали образцы из стали 35 с исходной ферритно-перлитной структурой. После воздействия излучения лазера на СО2
обработка сопровождается оплавлением поверхности до скорости 2,4 м/мин, а при скоростях перемещения образцов ~ 2,6 м/мин и более оплавления не наблюдается. Зона лазерного воздействия при скоростях перемещения образцов 0,6- 1,8 м/мин состоит из четырёх слоёв. Первый, оплавленный слой характеризуется пониженной травимостью и микротвёрдостью Нм = 8 000 мПа, превышающей твёрдость стали в исходном состоянии в 4 раза. Микроструктура этого слоя представляет собой мартенсит и некоторое количество остаточного аустенита. Во втором слое микроструктура – мартенсит с иглами размером в 2 – 4 раза большим, чем в первом. Третий слой – зона не полной закалки со структурой из мартенсита, троостита, феррита. Четвёртый слой также является зоной неполной закалки, однако отличается от третьего полным отсутствием троостита, наличием ферритной сетки и более высокой твёрдостью.
Распределение твёрдости по глубине зоны, подвергнутой лазерной обработке при различных скоростях перемещения луча приведено на рис. 1.5.
Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2
, объясняют различными условиями их нагрева и охлаждения.
1.6. Упрочнение кулачка главного вала
В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка нескольких киловатт. Благодаря этому стало возможным осуществлять новую технологическую операцию – термическую обработку металлических поверхностей. Это особенно важно для обработки таких поверхностей, где мощный лазерный луч имеет преимущества или где геометрия обрабатываемых изделий создаёт трудности для применения традиционного теплового метода. Лазерная обработка применяется для закалки стальных поверхностей, высокоскоростного отжига фольги, удаления плёнок и других поверхностных осаждений, а также вникания порошкового материала в металлическую поверхность.
Образование тонкого твёрдого поверхностного слоя у стали путём её подогрева и последующего быстрого охлаждения играет важную роль во многих технологических операциях. Обрабатываемыми деталями могут быть зубчатые колёса, шпоночные канавки, зубчатые муфты, распределительные валы, концы пальцев толкателя, ножи различных машин, а также данный на упрочнение кулачёк. Поскольку допустимый износ у стали является малой величиной, то увеличение срока службы кулачка достигается за счёт создания поверхностного слоя. Одной из важных особенностей поверхностного упрочнения является сохранение качества основной массы металла, которая также разогревается вместе с поверхностным слоем.
Для кулачка главного вала основным процессом при закалке является нагревание поверхности до температуры, при которой исчезает аустенитная структура. При этом углерод начинает существовать как твёрдый раствор карбида железа в гамме железа. Затем происходит охлаждение до температуры, при которой ещё не успеет образоваться устойчивое состояние перлита с ферритом или цементитом, а образуется очень прочный, твёрдый раствор карбида в α – железе, известный как мартенсит. Необходимая скорость охлаждения зависит от состава стали и имеет значение порядка 30 – 40 0
С до тех пор, пока температура не достигнет порядка 250 0
С. Для получения указанной скорости охлаждения применяют охлаждающие жидкости.
При лазерной закалке количество энергии, вложенные в металл, является достаточным для поверхностного нагрева, а масса металла кулачка остаётся холодной. В этом случае нагретая поверхность будет охлаждаться за счёт теплопроводности с достаточно высокой скоростью.
Для закалки кулачка из стали 18 ХГТ, применим закалку при температуре 780 – 800 0
С с последующим охлаждением. Лазерный луч диаметром 5 мм, перемещаем по поверхности со скоростью 1,4 м/мин. Используем непрерывный СО2
- лазер мощностью 2,8 кВт. При такой обработке поверхностный слой в результате двойного прохода луча СО2
- лазера стал в три раза выше.
Температурную обработку кулачка можно производить в различных средах (вода, воздух, различные газы). Более высокое упрочнение стали имеет место при её обработке в жидких средах.
При воздействии импульса излучения на шлифовальную поверхность кулачка возникает узкая зона расплавленного металла, микротвёрдость которой отлична от микротвёрдости основного металла. На поверхности микротвёрдость составляет Н50
= 350, увеличивается в глубь обьёма материала, достигая Н50
= 450. В зоне термического влияния микротвёрдость увеличивается до Н50
= 45 ÷ 500 и уменьшается далее в глубь металла до Н50
= 158, а затем микротвёрдость возвращается к исходному значению.
Полный цикл термообработки требует 1 – 2 с. Максимальная глубина упрочнённой лазером зоны 1 – 2 мм. Такой глубины достаточно для повышения износостойкости, прочности и усталостной сопротивляемости.
Обычные методы закалки, такие как поверхностная закалка часто вызывают искажение формы металла, что необратимо портит изделие или требует больших затрат на доводку.
Цементация и азотирование поверхности занимают много времени, для них требуется высокая плотность поддержания газового состава. При этом нельзя обрабатывать большие площади. Искажение кулачка также минимальное в сравнении с другими методами.
По сравнению с другими источниками тепла геометрия лазерного луча легко изменяется оптическими системами. Лазерный луч передаётся на расстояние, фокусируется или расширяется специальными линзами. Таким образом, диаметром луча можно управлять дистанционно. Его даже можно разделять одновременно на различные участки кулачка.
Закалка не требует специального охлаждения. Поверхность обработанного кулачка остаётся чистой.
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1. Назначение узла «вал главный» автомата хладновысадочного
Автомат хладновысадочный предназначен для изготовления деталей из проволоки методом холодной высадки. Автомат хладновысадочный состоит из следующих основных узлов: главного вала, узла подачи проволоки, узла подачи ножа, узла высадки заклёпки, узла отрезки, привода, станины, электрооборудования, ограждения, разматывающего устройства, узла правки и пневмооборудования.
Главный вал автомата хладновысадочного устанавливается на подшипниках в корпус 1 (см. сбор. чертёж). С правой стороны вала крепится кулачёк 4 и шкив 3, а с другой стороны в пазу вала 2 крепится эксцентрик 5. На эксцентрике 5 устанавливается подшипник 65 с хомутом 9 (см. Г-Г) и державка 6 (см. А-А). В пазу держаки 6 крепится болт 10, на котором закреплён подшипник 64 с обоймой 15 (см. Д-Д).
Главный вал получает вращение через клиноременную передачу от привода и приводит в движение другие узлы: посредством кулачка 4 перемещается шток узла отрезки проволоки; опора 7, закреплённая на хомуте 9 (см. Г-Г), перемещает ползун узла высадки заклёпки; обойма 15 через тягу поворачивает обгонную муфту узла подачи проволоки. Величину хода ползуна узла высадки заклёпки регулируют путём перемещения эксцентрика 5 в пазу вала 2, а угол поворота обгонной муфты – перемещением болта 10. Подачу проволоки осуществляют двумя роликами, которые устанавливаются на плите станины станка. При рабочем ходе заготовка из проволоки выдвигается в матрицу и опрессовывается; полученная заклёпка выталкивается пуансоном, на который воздействует упорная планка, далее заклёпка сбрасывается под воздействием кулачка на рычаг узла сбрасывания.
2.2. Выбор способа упрочнения кулачка главного вала
Для увеличения твёрдости и износостойкости деталей сложной конфигурации, а также для снижения себестоимости детали подвергают упрочнению методом лазерного воздействия, изменению свойств поверхностного слоя, что в итоге даёт возможность изготавливать детали из более дешёвого сырья.
Изменение свойств поверхностных слоёв материала с помощью лазерного излучения можно производить в результате насыщения поверхности легирующими элементами (Сr, A,B,C). Эти элементы, растворившись в основном металле, в сочетании с ним образуют новый слой с особыми свойствами.
По сравнению с ранее известными способами (азотирование, цементация, наплавление и др.) модификация поверхности легированием при локальном лазерном нагреве и высоких скоростях плавления и кристаллизации обладает целым рядом преимуществ:
- экономией легирующего материала;
- минимальный объём последующей механической обработки;
- отсутствием необходимости в последующей термообработке;
- достаточно хорошей контролируемостью процесса;
- высокой скоростью процесса и высоким качеством изделия;
- хорошей воспроиводимостью параметров упрочняемого слоя и др.
Процесс лигирования позволяет получать на поверхности деталей из углеродистых материалов микрообъёмы новых сплавов с заданными свойствами и повышать их теплостойкость до 300 – 400 0
С. Рекомендуется для поверхностного легирования использовать такие дешёвые материалы, как например стали Ст. 3, 45, У8А, У10А, и на поверхности деталей, инструмента, изготовленных из них создавать микрообъёмы со свойствами, обусловленными свойствами детали, инструмента и т.п.
На поверхность материала легирующий элемент наносится различными способами:
- накатыванием (фольги из легирующего элемента);
- электролитическим осаждением;
- детонационным покрытием;
- плазменным напылением;
- нанесением обмазки и связующего вещества и т.д.
Лазерное термоупрочнение сталей заключается в формировании на этапе нагрева аустенитной структуры и её последующем превращением в мартенсит на этапе охлаждения.
При лазерной обработке без оплавления решающей стадией является нагрев, т.к. при последующем высокоскоростном охлаждении фиксируется превращение при нагреве. При нагреве сплавов железа в точке Ас1
диаграммы состояния железо – углерод начинается превращение перлита в аустенит.
Высокоскоростной нагрев, характерный для лазерной обработки, изменяет кинетику образования аустенита. Подводимая тепловая энергия превосходит по величине энергию, необходимую для перестройки кристаллической решётки, а сама перестройка происходит с некоторой конечной скоростью. Вследствие этого превращение осуществляется не изотермически, а в некотором интервале температур от Ас1
нач
до Ас1
кон
, то есть происходит смещение конца аустенитного превращения в область высоких температур (рис. 2.1 область 1).

Рис. 2.1. Диаграмма состояния Fe– Fe3
S
Вследствие высокой скорости нагрева диффузионные процессы перестройки решётки объёмноцентрированного куба избыточного феррита в решётку гранецентрированного куба избыточного аустенита могут не закончиться на линии GS диаграммы Fe– Fe3
S и происходит сдвиг точки Ас3
в область более высоких температур (рис. 2.1. область 2). Так же происходит смещение точки Асм
и обусловленное этим микроплавление границы цементита с аустенитом (рис. 1.4, область 3).
В рассмотренных случаях процесс диффузионного перераспределения углерода в аустените, то есть гоиогенизация аустенита, смещается в область ещё более высоких температур.
Лазерная обработка отличается малым временем воздействия, вследствие чего не успевает произойти укрупнение зерна. Однако процесс лазерного легирования стремятся осуществлять с нагревом до максимально возможной температуры, вплоть до температуры плавления с целью получить достаточную глубину упрочнённого слоя.
Обработка без оплавления поверхности приводит к образованию неоднородной аустенитной структуры с наличием в верхней части зоны воздействия мартенсита, обусловленного закритическими скоростями охлаждения. Микротвёрдость оплавленного слоя увеличивается на 4000 мПа. Наряду с диффузией в жидкой фазе насыщение поверхности лигирующими элементами реализуется так же и путём диффузии в твёрдой фазе. После начала действия луча лазера на материал вблизи границы разрушения возникает тонкий слой жидкого металла, толщина которого тем меньше, чем выше интенсивность излучения.
Узкий слой расплавленного сплава на поверхности материала может быть в процессе воздействия луча лазера обогащён или обеднён лигирующими элементами по сравнению с исходным сплавом из-за разной упругости паров легирующего элемента и основного металла. Для большинства легирующих элементов энергия связи их в сплаве ниже соответствующей энергии связи основного метала, приходящейся на атом сплава. Поэтому при движении границы разрушения возможно испарение не только атомов, находящихся на поверхности границы разрушения, но и части примесных атомов из слоя некоторой толщины из которого обеспечивается переход примесей к границе разрушения. Толщина этого слоя близка к толщине слоя поглощения светового излучения в металлах, где эффективные температуры и давление весьма высоки, и вследствие этого коэффициент диффузии существенно увеличивается.
Скорость подвижности легирующих элементов определяется температурой в жидкой фазе, временем соприкосновения между твёрдой и жидкой фазами, физической природой примесных атомов и концентрацией примесей. Для значительного числа элементов, растворимость их в жидкой фазе выше, чем в твёрдой, поэтому перед границей жидкой фазы образуется слой с пониженным содержанием примесей. После окончания действия излучения прекращается движение границы раздела жидкая фаза – твёрдая фаза, и начинается кристаллизация тонкой плёнки.
В этот момент испарение с поверхности перестаёт иметь значение. Поэтому по мере кристаллизации наблюдается обратный переход части примесных и легирующих атомов в зону, прилегающую к кратеру. Это должно приводить к выравниванию числа примесных атомов в зоне вблизи кратера, хотя полной компенсации недостачи легирующих примесей может и не быть вследствие того, что температура в зоне обработки не существенно превышает температуру плавления.
Таким образом, исходного распределения легирующих примесей в зоне, прилегающей к кратеру, должно быть отлично от конечного. Диффузионная глубина существенно зависит от температурного поля в зоне кратера. В связи с этим процесс изменения содержания элементов при действии излучения лазера на металлы может быть разбит на несколько стадий.
Первая стадия – нестационарный процесс, приводящий к установлению квазистационарного распределения температуры в зоне кратера. Следующая стадий – квазистационарный процесс разрушения, при котором температурное поле материала можно считать установившемся. На этой стадии происходит установление диффузионного процесса накопления примесей в жидкой плёнке, примыкающей к зоне обработки, или её примесями, в последней стадии процесса, соответствующей кристаллизации тонкой плёнки расплава после окончания действия излучения, происходит обратный перенос примесей из жидкой в твёрдую фазу, то есть обогащение поверхностного слоя легирующими элементами.
При легировании СО2
- лазером мощностью 1 кВт, диаметр пятна 0,59 – 1,8 мм и скорости сканирования 12,7 ÷ 1270 см/мин, время наплавления металла в данной точке не превышает 0,1 ÷ 1,5 с.
Примерно столько же составляет время кристаллизации металла. На процесс перемешивания оказывают влияние высокие градиенты температур, действие ударной волны и т.д. Глубину проплавления можно менять от 0,05 до 5 мм, а степень легирования в пределах от 0,1 ÷ 1 до 0,81 ÷ 1.
2.3. Приспособление для упрочнения
Поверхность детали представляет собой сложную геометрическую форму. Это связано с конструктивной особенностью станка. От главного вала вращательное движение кулачка передаётся в возвратно-поступательное движение штока привода узла отрезки детали автомата холодновысадочного. Вследствие этой работы износу подвергается профиль кулачка.
Для увеличения срока службы детали мы разработали приспособление для лазерного легирование (борирование) сложного профиля кулачка на установке «Кардамон».
Приспособление представляет собой систему копирования профиля кулачка. На устройстве копирования закреплена линза, предназначенная для фокусирования лазерного луча, с помощью которой при вращении кулачка и, соответственно, копира выдерживается однаковое фокусное расстояние до детали и диаметр пятна остаётся неизменным. В нашем случае диаметр сфокусированного луча составляет dл
= 2 мм; скорость луча vл
= 5 мм/с.
Произведём расчёт длинны окружности кулачка, учитывая все плавные переходы его профиля:
С = ПD = 2ПR
Итого Собщ
= 402,1 мм
Переведем скорость луча в единицы СИ:
V = 5 мм/с = 5 · 60/1000 = 0,3 м/мин
Тогда частота вращения обрабатываемой детали составит:

Исходя их найденной частоты вращения обрабатываемой детали лазером, спроектируем редуктор приспособления для лазерной обработки. От электродвигателя посредством червячной передачи движение передается напрямую обрабатываемой детали, а посредством цилиндрической прямозубой передачи движение передается на копир, поднимающий планку с линзой, и на ходовой винт для перемещения детали относительно лазерного луча.
Проведем расчет редуктора:
Он состоит из червячной передачи и двух цилиндрических прямозубых передач. Движение червячной передаче передается от бесконтактного (шагового) моментного электродвигателя серии ДБМ-185-10-0,04-2, развивающего пусковой момент не менее 7,8 Н·м, с количеством пар полюсов – 8. Применение силового шагового привода для двигателя упрощает схему управления и позволяет обеспечить регулирование частоты от 0,6 до 1 кГц, соответственно, и частоты вращения ротора шагового двигателя.
Рассмотрим червячную передачу.
КПД червячной передачи с учетом потерь в опорах:  . Передаточное число равное передаточному отношению . Передаточное число равное передаточному отношению  , причём И = 15 , причём И = 15
Число витков червяка Z1
принимаем в зависимости от передаточного числа при И = 15, принимаем Z1
= 2 [c. 55. (1)]
Число зубьев червячного колеса:
Z2
= Z1
* И = 2 * 15 = 30
Примем стандартное значение [т. 4.1 (1)]
Z2
= 32 при этом И = Z2
/ Z1
= 32 / 2 = 16
Выбираем материал червяка и венца червячного колеса. Принимаем для червяка сталь 45 с закалкой до твёрдости не менее НRCэ 45 и последующем шлифованием.
Так как к передаче не предъявляются специальные требования, то в целях экономии принимаем для венца червячного колеса бронзу БрА9ИСЗЛ (отливка в песчаную форму). При длительной работе контактное напряжение [Cн] = 155 МПа. (т. 4.9)
Допускаемое напряжение изгиба при реверсивной работе:
[СOF
] = КFL
[СOF
]’.
В этой формуле КFL
= 0,543 *98 = 53,3 МПа
Вращающий момент на валу червячного колеса:
Принимаем предварительно коэффициент диаметра червяка q = 10
Определяем межосевое расстояние из условий контактной выносливости:
 , где к= 1,2 – коэффициент нагрузки , где к= 1,2 – коэффициент нагрузки
Модуль 
Принимаем по ГОСТ 2144-76 (табл. 4.2) стандартные значения mи q

Основные размеры червяка:
Делительный диаметр червяка:
d1 = q * m = 10 * 6,3 = 63
Диаметр вершин витков червяка:
dв1
= d1 + 2m = 63 + (2 *6,3) = 75,6 мм
Диаметр впадин витков червяка:
d=d1
– 2,4 m = 63 – (2,4 * 6,3) = 47,88 мм
Длина нарезанной части шлифованного червяка:
в1
> (11 + 0,06 Z2
) * m + 25 = (11 + 0,06 * 32) * 6,3 + 25 =106,4 мм
Принимаем в1
= 106 мм
Делительный угол подъема витка γ при Z1
=2 и q = 10,
γ = 110
19’
Основные размеры венца червячного колеса:
Делительный размер червячного колеса:
d2
= Z2
* m = 32 * 6,3 = 201,6 мм
Диаметр вершин зубьев червячного колеса:
dв2
= d2
+2m = 201,6 + 2 * 6,3 = 214,2 мм
Диаметр впадин зубьев:
d = d2
– 2,4 m = 201,6 – 2,4 * 6,3 = 186,5 мм
Наибольший диаметр червячного колеса:
dам2
< dв2
+6m / Z1
+2 = 214,2 + (6 * 6,3) / (32*2) = 215,3 мм
Ширина венца червячного колеса:
в2
< 0,75 dв, = 0,75 * 75,6 = 56 мм
Окружная скорость червяка^

Проверка прочности зубьев червячного колеса на изгиб:
Коофициент формы зуба по табл. 4.5 [1]
YF
= 2,32
Направление изгиба:

что значительно меньше вычисленного выше
[COF
] = 53,3
Перейдём к расчёту цилиндрической прямозубовой зубчатой передачи
Передаточное отношение и = 1
Частота вращения ведущей шестерни n= 0,746 об/мин
Вращающий момент на ведущем валу
Т3
= Т2
= 256,4 * 103
Н * м
Выбираем материал для зубьев колёс. Для шестерни сталь 45, термообработка – улучшение, твёрдость НВ = 230, для колеса сталь 45, термообработка – улучшение, МВ 200.
Допускаемые контактные напряжения:
 - предел контактной выносливости при базовом числе циклов. По табл. 3.2 для углеродистых сталей с твёрдостью поверхности зубьев менее НВ 350 и термообработкой (улучшением). - предел контактной выносливости при базовом числе циклов. По табл. 3.2 для углеродистых сталей с твёрдостью поверхности зубьев менее НВ 350 и термообработкой (улучшением).
= 2НВ +70
Для шестерни:
= 2 * 230 + 70 = 530 МПа
Для колеса:
= 2 * 200 + 70 = 470 МПа
КHL
= 1- коэффициент долговечности
[Sн] = 1,10 – коэф. безопасности
Для шестерни 
Для колеса 
Расчётное допустимое контактное напряжение
[Сн] = 0,45 (481,8 + 427,3) = 409 МПа
Исходя из компоновки редуктора принимаем межосевое расстояние dw
= 200 мм из стандартного ряда чисел.
Нормальный модуль зацепления принимаем mn
= 0,01 * dw
= 0,01* 200 = 2 мм
Число зубьев шестерни и соответственно колеса будут:

Уточним модуль
Основные размеры шестерни и колеса:
Делительные диаметры:
d1
= d2
= mn
* Z1,2
= 2 * 100 = 200 мм
Диаметр вершин зубьев:
dа1
= dа2
= d1
+ 2mn
= 100 + 2 * 2 = 104 мм
Ширина колеса:
в2
= ψ ва
* dw
= 0,4 * 200 = 80 мм
Ширина шестерни:
в1
= в2
+ 5 мм = 85 мм
Коэффициент ширины шестерни по диаметру:
ψ вd = в1
/ d1
= 85 / 80 = 1,06
Окружная скорость колёс и степень точности передачи

где 
При такой скорости колёс следует принять 8- ю степень точности ГОСТ 1643-81.
Коэффициент нагрузки:
Кн = Кнβ * Kнα * Kнv
Кнβ = 1,10 при НВ < 350 [табл. 3.5 [1]]
Kнα = 1,16; Kнv = 1
Кн = 1,10 * 1,16 * 1 = 1,276
Проверка контактных напряжений

Аналогично производиться расчёт второй цилиндрической зубчатой передачи приспособления для лазерного борирования.
Разработанная нами схема приспособления обеспечивает необходимую частоту вращения обрабатываемой детали, а так же перемещение луча по всей обрабатываемой поверхности.
Применение шагового двигателя в приспособлении позволяет значительно упростить его кинематическую схему.
Универсальность шагового двигателя состоит в том, что при работе его с дискретным разомкнутым приводом, возможно, регулировать скорость методом частичного регулирования скорости до нуля.
Рис. 2.2. Схема приспособления для лазерного борирования
1. Зеркало
2. Линза
3. Кулачёк
4. Ползун
5. Плита
6. Стойка
7. Пружина
8. Редуктор
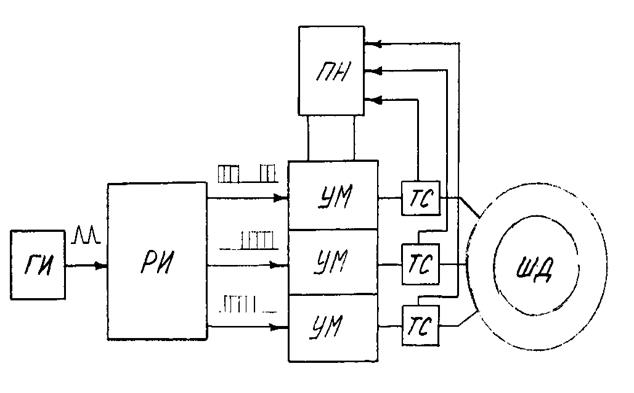
Рис. 2.3. Схема разомкнутого привода с силовым ШД
ГИ – генератор импульсов;
РИ – распределитель импульсов;
УМ – усилитель мощности;
ПН – преобразователь напряжения;
ТС – отрицательная связь по току;
ШД - шаговый двигатель.
На рис 1.8. показана схема разомкнутого привода с силовым шаговым двигателем. Она состоит из задающего генератора импульсов, распределителя импульсов, преобразующего однополярные напряжения в трёх фазные системы, усилителей мощности, питающихся от широтно – импульсного преобразователя напряжения питания ПН с жёсткой отрицательной связью по току ТС.
Такие системы с разомкнутым шаговым приводом имеют самую простую структуру и в настоящие время получили наибольшее распространение. Они используются для управления металлорежущими станками, газорезательными и сварочными автоматами, координатографами, лентопротяжными и регистрирующими устройствами, дистанционными передачами и т.п. В этих системах дискретный входной сигнал поступает на шаговый привод и отрабатывается двигателем в виде углового перемещения.
Перейдём к рассмотрению лазерной установки «Кардамон», предназначенной для поверхностного упрочнения и наплавки металлов и сплавов. Максимальное значение плотности мощности, достигаемой при фокусировке излучения такого лазера составляет 104
– 105
Вт/см2
.
Установка «Кардамон» (Рис. 1.9.) состоит из четырёх газоразрядных труб длинной 6,5 м, которые размещены в жёсткой стальной трубе диаметром 53 см, оптически соединяются шестью полностью отражающими зеркалами. Зеркала крепиться в специальных водоохлаждаемых гнёздах. Радиусы кривизны этих зеркал 24 метра. В центральной части труб размещены безразрядные промежутки. Установка работает на смеси газов (углекислого, азота и геля) с медленной прокачкой газовой смеси. Мощность непрерывного излучения 800 Вт.
Внешней оптической системой лазера излучение фокусируется в пятно диаметром от 2 до 4 мм. Высокая локальная плотность энергии потока позволяет производить следующие термические операции на поверхности детали:
1) Закалка поверхностного слоя новых деталей на глубину до 0,5 мм. Режим закалки обеспечивается движением детали со скоростью 5-10 мм/с.

Рис. 2.4. Принципиальная схема установки «Кардамон»
1 – рабочая камера; 2- зеркало; 3- линза; 4 – деталь; 5- газовая система; 6 – пульт управления; 7 - генератор напряжения; 8 – насосная система; 9 – приспособление; 10 – плита.
Устройство подачи детали под луч обеспечивает вращательное и поступательное движение в широком диапазоне скоростей.
2) Легирование поверхности детали бором. Режим легирования обеспечивается при скоростях 5-10 мм/с. Применяется для новых деталей.
3) Оплавление предварительно нанесённого на изменённую деталь порошкового слоя толщиной до 0,5 мм. Режим оплавления обеспечивается при скоростях 4-5 мм/с.
2.4. Технология упрочнения
Для разработки осуществления технологического процесса лазерного борирования необходимо решить следующий комплекс взаимосвязанных задач:
1) Выявить основные и вспомогательные режимы обработки;
2) Выявить взаимосвязь параметров с элементами упрочненной поверхности материалов;
3) Разработать оптимальную схему обработки поверхности;
4) Выбрать оснастку;
5) Разработать схему базирования детали под лучом;
6) Выбрать обмазочные материалы, увеличивающие поглощение лазерного излучения, и средства их нанесения;
7) Обеспечить максимальную производительность процесса путем его механизации и автоматизации.
Технология непрерывного лазерного борирования имеет ряд преимуществ по сравнению с импульсной лазерной обработкой. Во-первых, нет ограничения по длительности лазерного воздействия. Это позволяет увеличить производительность и геометрические размеры упрочненных зон, а также в более широком интервале изменять структуру и свойства зоны обработки, так как возможно осуществление процесса, как с плавлением, так и без плавления поверхности. Во-вторых, по длине упроченных полос нет зон многократного нагрева, и, следовательно, имеется возможность увеличения равномерности свойств по поверхности.
В случае применения непрерывного лазерного воздействия необходимо принимать меры к увеличению поглощения излучения.
К основным параметрам непрерывной лазерной обработки относятся:
- мощность излучения (Вт);
- диаметр пятна нагрева (мм);
- скорость перемещения луча по детали (мм/с).
Высокая эффективность лазерной обработки достигается в случае применения специальных поглощающих покрытий, наносимых на поверхность детали в месте ее обработки.
Данная деталь обрабатывается непрерывно, то есть луч скользит по поверхности постоянно с определенным диаметром пятна. Это обеспечивается тем, что линза находится относительно детали всегда на одном расстоянии, т.к. фокус не меняется.
Заканчивают процесс лазерной обработки восстановлением. Восстановление включает в себя промывку деталей от грязи и масла; механическую обработку изношенной поверхности при помощи шлифовальных машин; напыление порошкового материала; установку детали в приспособление; установку режимов работы и скоростных режимов.
3.
ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
3.1. Лазерная обработка на CO2
- лазере
В качестве способа упрочнения, учитывая вышеизложенный материал и анализируя его предлагается лазерное легирование (борирование) с применением СО2
– лазера.
При лазерном борировании нормализованной стали марки 40Х непрерывным излучением СО2
– лазера в зоне оплавления образуется мелкодисперсный реечный мартенсит с микротвёрдостью 7000 – 8500 МПа.
Зона закалки без оплавления состоит из верхней области, с однородной структурой. В верхней области формируется мартенсит с микротвёрдостью, как в зоне оплавления. В нижней области по глубине не увеличивается неоднородность вследствие и последовательности:
- мартенсит – тростит;
- мартенсит и тростичня сетка;
- тростично – ферритная сетка;
- феррит.
При лазерном борировании используем СО2
– лазер с обрабатывающеё головкой (линзой). Поверхностная обработка осуществляется расфокусированным пучком – двойной переход с перекрывающимися краями. Обработку ведём с помощью сконструированного нами приспособления методом копирования.
3.2. Испытание материала на износ
Испытание материала – сталь 40Х (ГОСТ 1050-88) проводим на машине СМЦ – 2. Машина предназначена для испытания материалов на износ и определения их антифрикционных свойств при трении скольжения и трении качения, при нормальных температурах с парами образцов диск - диск, диск – колодка и втулка – вал.
Машина модели СМЦ состоит из следующих узлов:
1) Каретка – предназначена для проведения испытаний без смазки и СО-смазкой с образцами:
- диск по диску при трении качения с проскальзыванием;
- диск- колодка при трении скольжения.
2) Механизм нагружения предназначен для установки образца и приложения нагрузки.
3) Бабка нижнего образца предназначена для установки образца в каретку.
4) Датчик для измерения крутящего момента (момента трения) на машине. Бесконтактный индуктивный датчик состоит из двух частей вращения ротора и статора (неподвижного).
5) Привод электромеханический со ступенчатым регулированием скоростей.
6) Пульт управления – выполняется отдельным узлом, который можно устанавливать отдельно.
Машина СМЦ может работать по двум схемам:
1) С замкнутым кинематическим контуром при фиксированном значении коэффициента проскальзывания образцов в паре трения диск по диску.
2) С открытым кинематическим контуром, когда один из образцов неподвижен, в частности, по схеме вал – втулка.
Принцип работы в обоих случаях заключается в том, что образцы получают относительное движение при заданной нагрузке. При этом они изнашиваются, а момент трения на валу нижнего образца измеряется и записывается. Машина не обеспечивает непосредственное измерение износа в процессе испытания.
В нашем случае испытания будем проводить с круглыми образцами «диск по диску» без смазки.
Устанавливают верхний и нижний образцы. Нижний образец устанавливают на валу, верхний устанавливают и крепят на другом при оттянутой в рабочее положение каретке. Затяжка образцов должна быть достаточной, чтобы не было проскальзывания при работе.
После установки образцов каретку опускают до их соприкосновения . Одевают нагрузочную скобу на кронштейн.
3.3 Исследование износостойкости покрытия
Образцы подвергались испытанию в течение часа при нагрузке 750 Н, совершая при этом 30 000 оборотов. Материалом для рабочего тела служила сталь ШХ-15, твёрдостью 62...64 НRcэ
.
Для проверки процесса изнашивания при внешнем трении применяют величину, называемой интегральной массовой интенсивностью изнашивания.
Dm- уменьшение массы деталей вследствие изнашивания поверхности;
α – путь трения, на котором произошёл износ;
Аа – номинальная плоскость изнашивания, площадь контакта.
В свою очередь: α = Пdn; Аа = 0,1 (м2
); где d = 38 мм; n = 30 000 об; S = 10-5
м2
.
Проверим образцы из стали 40Х с разной термообработкой на износостойкость:
1) Сталь марки 40Х закалка + высокий отпуск
Dm = 0,212 гр = 0,212 * 10-3
кг;
α = Пdn = 3,14 * 38 * 10-3
* 30 000 = 3579,6 м;
Аа = 0,1 * S = 0,1 * 10 * 10-3
* 10-3
= 10-6
м
отсюда J1
= 0,212 * 10-3
/ 3579,6 * 10-6
= 0,059 кг/м3
2) Закалка + низкий отпуск
Dm = 0,102 * 10-3
кг;
J2
= 0,0285 кг/м3
3) Закалка + высокий отпуск + лазерное борирование
Dm = 0,057 * 10-3
кг;
J3
= 0,016 кг/м3
4) Закалка + низкий отпуск + лазерное борирование
Dm = 0,023 * 10-3
кг;
J4
= 0,0064 кг/м3
Результаты исследований изобразим графически на схеме износостойкости покрытий и занесём в таблицу 3.1:
Таблица 3.1. Износостойкость покрытия
| № п.п |
Термообработка стали 40Х |
Масса изношенной поверхности Dm * 10-3
кг |
Интенсивность износа Jg
, кг/м3
|
| 1 |
Закалка + высокий отпуск |
0,212 |
0,059 |
| 2 |
Закалка + низкий отпуск |
0,102 |
0,0285 |
| 3 |
Закалка + высокий отпуск + лазерное борирование |
0,057 |
0,016 |
| 4 |
Закалка + низкий отпуск + лазерное борирование |
0,023 |
0,0064 |
Вывод
После проверки образцов из стали 40Х с разной термообработкой на износостойкость, получили максимальный результат при закалке с низким отпуском и лазерном борировании, где интенсивность износа составляет Jg
= 0,0064 кг/м3
.
.
4. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Введение
Эффективность производства, его технический прогресс, качество выпускаемой продукции во многом зависят от опережающего развития производства нового оборудования, машин, станков, аппаратов, от всемирного внедрения методов технико-экономического развития и анализа, обеспечивающих решение технических вопросов и экономическую эффективность технологических разработок.
Ускорение НТП в машиностроении требует скорейшего внедрения новых методов упрочнения рабочих поверхностей инструмента, технологической оснастки, деталей и механизмов, работающих с большими нагрузками.
Необходим постоянный научный поиск новых и доработка и усовершенствование уже испытанных методов нанесения защитных и упрочняющих покрытий, которые при незначительно увеличивающейся стоимости инструмента, приспособления и т.д., дают немалый экономический эффект, вследствие многократного увеличения срока службы.
4.1. Анализ технологичности конструкции детали «Кулачёк»
Технологическиё анализ конструкции детали обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса.
Основные задачи, решаемые при анализе технологичности конструкции обрабатываемой детали сводятся к возможному уменьшению трудоёмкости и металлоёмкости, возможности обработки высокопроизводительными методами, что позволяет снизить себестоимость её изготовления без ущерба для служебного назначения.
Качественные оценки технологичности конструкции:
1) Форма, точность размеров и шероховатость поверхности, с точки зрения выбора метода получения заготовки и назначения поверхностей, подлежащих обработке резанием.
Используя штампованную заготовку, форма которой будет приближена к форме готовой детали, можно увеличить коэффициент использования металла.
2) Форма, точность размеров и шероховатость поверхности, подлежащих обработке резанием, с точки зрения возможности применения простых и производительных схем обработки.
Кулачок по наружному профилю имеет сложную конструкцию. Поэтому необходимо применение специальных станков: копировально – фрезерного или фрезерного станка с числовым программным управлением.
3) Целесообразность термической обработки для получения требуемых прочностных характеристик детали.
Деталь в процессе эксплуатации работает на истирание по профилю и внутреннему диаметру Æ 60Н7, по этому рабочие поверхности можно подвергнуть цементации с последующей закалкой 57 .. 63 HRC ТВЧ.
Определение типа производства
Годовая производственная программа N= 1000 штук в год, масса детали составляет 2,7 кг. Согласно рекомендациям [11] устанавливаем серийный тип производства.
В таком производстве изготовление деталей осуществляется партиями, запускаемыми в производство одновременно. Это обеспечивает повторяемость операций и возможность широкого использования специализированного и специального оборудования, оснастки.
Величина партии деталей определяется
 , ,
где t – число дней, на которые необходимо иметь запас деталей на складе при 5 – дневной 2-х сменной рабочей недели для обеспечения непрерывной сборки;
 - число рабочих дней в году. - число рабочих дней в году.
t = 8 – 10 дней [11] = 253 дня [11]
 , ,
Выбор способа получения заготовки. Для условий серийного производства выбираем в качестве заготовки штамповку на горизонтально кованой машине II класса точности. [1]
Рассчитаем массу заготовки
mз
= γ * vз
, где
γ = 7,814 г/см3
– плотность металла [7]
vз
– Объём заготовки, см3
vз
= 3,14 * 8,02
* 2,6 + 3,14 * 6,052
* 0,6 – 3,14 * 2,82
*3,2 = 512,7 см3
mз
= γ * vз
= 7,8 * 512,7 = 3998 гр = 3,998 кг
Коэффициент использования металла
Ким
= mд
/ mз
= 2,7 / 3,998 = 0,675
Себестоимость заготовки
Sзаг = (С / 1000 * mз
* Кт * Кс * Кв * Км * Кп) – (mз
- mд
) * Sотк / 1000, руб [5]
Ci = 18900 руб/т стоимость 1 т заготовки [5]
Sотх = 1788 руб/т стоимость 1 т отходов
Кт, Кс, Кв, Км, Кп – коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объёма производства заготовки.
Кт = 1; Кс = 0,87; Кв = 1,14; Км = 1,18; Кп = 1
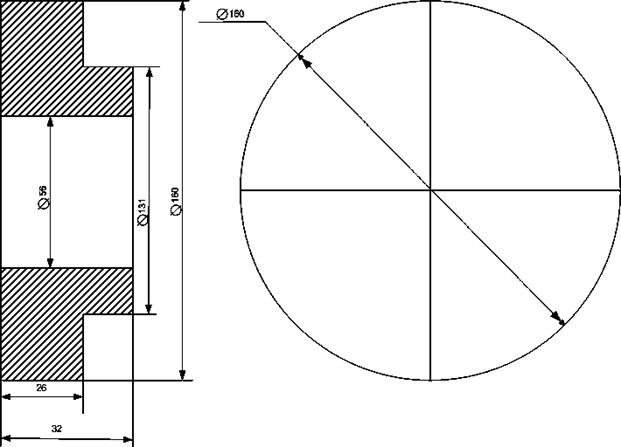
Рис. 4.1 Эскиз штамповки
Sзаг = (18900/1000 * 3,998 * 1 * 0,87 * 1,14 * 1,18 * 1,0) – (3,998 – 2,7) * 1788/1000 = 86,2
Маршрутный технологический процесс
000 Заготовительная
Штамповка на ГКМ и зачистка от окалины
005 Карусельно – фрезерная
1 переход фрезеровать торец бобышки Æ130
010 Токарная
А Установить в 3-х кулачковый патрон
1 переход подрезать торец начерно
2 переход подрезать торец начисто
3 переход расточить начерно
4 переход расточить начисто
5 переход снять фаску 1 х 450
015 Сверлильная
А Установить в приспособление
1 переход снять фаску 1 х 450
017 Сверлильная
1 переход центровать 4 отверстия
2 переход сверлить и снять фаску
3 переход нарезать резьбу М8-6q в 4 отверстиях
020 Копировально – фрезерная
А Установить на жёсткую оправку Æ60Н7
1 переход фрезеровать наружный контур
025 Слесарная доводка профиля Ra = 0,8 мкм
Расчёт припуска +0,030
Поверхность Æ60Н7
Отверстие обрабатывается черновым растачиванием Н9 + 0,074
Отверстие обрабатывается чистовым растачиванием Н7 + 0,030
Точность заготовки +1,2 - 0,7 [10]
Припуск рассчитываем аналитическим методом [10]

 - высота микронеровностей, оставшихся после выполнения предыдущего перехода, мкм - высота микронеровностей, оставшихся после выполнения предыдущего перехода, мкм
 - дефектный слой после предыдущего перехода, мкм - дефектный слой после предыдущего перехода, мкм
 - суммарное значение пространственных отклонений после предыдущего перехода, мкм - суммарное значение пространственных отклонений после предыдущего перехода, мкм
 - погрешность установки на выполняемом переходе, мкм - погрешность установки на выполняемом переходе, мкм
Черновое растачивание
= 150 мккм; = 200 мкм;
=  , = 300 мкм [10] , = 300 мкм [10]
 - погрешность смещения отверстия, мкм - погрешность смещения отверстия, мкм
 - эксцентриситет отверстия, мкм - эксцентриситет отверстия, мкм
= 450 мкм; = 500 мкм; [10]
=  =675 мкм =675 мкм
Lt, min = 21150 + 200 +  =2 * 1090 мкм = 2180 = 2,2 мм =2 * 1090 мкм = 2180 = 2,2 мм
Чистовое растачивание
= 50 мккм; = 50 мкм; [10]
= 0,06 * = 0,06 * 675 = 40 мкм = 0,06 * 675 = 40 мкм
= 300 мкм [10]
Lt, min = 2150 + 50 +  =2 * 402 мкм = 804 мкм = 0,8 мм =2 * 402 мкм = 804 мкм = 0,8 мм
Таблица 4.1. Межоперационные размеры
| Технолог. переходы |
Элементы припуска, мкм |
Расчётный припуск, мм |
Допуск, мм |
Расчётный размер, мм |
Предельные размеры, мм |
Прицельные рипуска, мм |
| Rz |
T |
 |
 |
D max |
D min |
LZпр
max
|
LZпр
min
|
| Заготовка |
150 |
200 |
675 |
- |
- |
1,9 |
57,03 |
57,03 |
55,13 |
- |
- |
| Черновое растачивание |
50 |
50 |
40 |
300 |
2,2 |
0,074 |
59,23 |
59,23 |
59,156 |
4,026 |
2,2 |
| Чистовое растачивание |
20 |
25 |
- |
300 |
0,8 |
0,030 |
60,030 |
60,030 |
60,000 |
0,844 |
0,8 |
Строим схему полей допусков и межоперационных размеров

4.2. Выбор оборудования, режущего, вспомогательного и мерительного инструментов
005 Карусельно-фрезерная
Станок карусельно-фрезерный 621 м [4]
Конус отверстия шпинделя №3
прицелы подач: 100 – 1250 мм/мин
прицелы чисел оборотов шпинделя: 630 – 1000 мин -1
Режущий инструмент
фреза торцевая с механическим креплением пятигранных твёрдосплавных пластин
2214-0311; D=140 мм, d=60 мм, z = 12
Вспомогательный инструмент
Втулка переходная с конусностью 7 : 24 ГОСТ 13791-78
Мерительный инструмент
Штангенциркуль ГОСТ 166-75
010 Токарная
Токарно-револьверный патронный полуавтомат 1416 [5]
Тип револьверной головки – 4-х позиционный крестообразный
Режущий инструмент
1) резец подрезной с Т15К6 НхВ = 25 * 16; ГОСТ 18871-73
2) резец расточной для сквозных отверстий НхВ = 16 * 16; ГОСТ 18882-73
3) резец расточной для снятия фаски
015 Сверлильная
Вертикально сверлильный станок 2Г175 [ ]
Режущий инструмент: зенковка 2L = 90; ГОСТ 6694-73
020 Копировально-фрезерная
Копировально-фрезерный станок 6М13К [4]
Конус отверстия шпинделя №3
Число подач: 20-315 мм/мин
Пределы чисел оборотов шпинделя: 40 – 2000 мин -1
Режущий инструмент:
Концевая фреза Æ25; t=4 специальная
Вспомогательный инструмент: втулка переходная ГОСТ 13791-75
Мерительный инструмент: шаблон для профиля специальный
017 Сверлильная
Вертикально - сверлильный станок с числовым программным управлением 2Р135 Æ 2 – 1 [4]
Пределы подач: 10 – 500 мм/мин
Число подач: шпинделя – 18
Пределы частот вращения шпинделя 45 – 2000 мин -1
Число скоростей шпинделя – 12
Режущий инструмент
Сверло центровочное Æ 2,5 ГОСТО 14952-75 [4]
сверло – зенковка Æ 7
метчик М8 ГОСТ 3266-81
Вспомогательный инструмент:
патрон для метчиков
втулка переходная
Мерительный инструмент: калибр-пробка резьбовая М8-6Н
012 Сверлильная
Вертикально-сверлильный станок 2Г175 [4]
Наибольший диаметр отверстия – 75 мм
Число оборотов шпинделя 12 – 800 мин-1
Режущий инструмент: зенковка 2х = 900
; ГОСТ 6694-73
4.3. Расчёт режимов резания
005 Карусельно-фрезерная
Глубина резания t=1,0
длина резания еРез
= 130 мм
длина подвода, врезания, перебег фрезы у = 20мм [12]
длина рабочего хода ерх
= еРез
+ у = 130 + 20 = 150 мм
подача на зуб фрезы Sz = 0,15 мм/зуб [12]
стойкость инструмента Тр = ТмКф λ
Тм – табличные значения стойкости, Тм = 90 миин [ ]
Кф – коофициэнт, учитывающий количество инструментов в наладке Кф = 1 [12]
λ – коэффициент времени резания; λ = еРез
/ ерх
= 130 / 150 = 0,86 > 0,7
Тр = Тм = 90 мин
Скорость резания V = Vт*К1
*К2
*К3
К1
– коэффициент, учитывающий размеры обработки
К2
– коэффициент, учитывающий вид обрабатываемого материала
К3
– коэффициент, учитывающий стойкость и материал инструмента
Vт = 220 м/мин [12], К1
= 1, К2
= 0,9, К3
= 1;
V= 220 * 0,9 * 1* 1 = 198 м/мин
Число оборотов шпинделя n= 
Минутная подача Sм = Sz *Z * n = 0,15 * 5,485 = 73 мм/мин
число оборотов стола nст
= Sм
/ Пdрасп
= 73 / 3,14 * 800 = 0,03 мин
dрасп
= 800 мм (по паспорту станка)
Машинное время на 1 оборот станка
Тм = 1 / nст
= 1 / 0,03 = 33,3 мин
На столе станка можно расположить 6 деталей тогда время цикла:
Тц = 33,3 / 6 = 5,55 мин
010 Токарная
1 переход
Глубина резания t = 1,0 мм
Длина резания еРез
= (160 – 56) / 2 = 52 мм; у = 2+6 = 8 мм
Длина рабочего хода ерх
= еРез
+ у = 52 + 8 = 60 мм
подача на оборот S0
= 0,3 мм/об [12]
стойкость инструмента Тр = Тм * λ = 120 мин
Тм = 50 мин [12];
λ = еРез
/ ерх
= 52 / 60 = 0,86 > 0,7
Тм = 120 мин
Скорость резания V = Vт * К1
* К2
* К3
= 100 * 0,9 * 1,15 * 1,05 = 109 м/мин
Число оборотов шпинделя n= 
Машинное время Тм = ерх
/ Son
= 60 / (0,3 * 200) = 1 мин
2 переход
Глубина резания t = 0,5 мм
Длина резания еРез
= 52 мм; у = 8 мм [12]
Длина рабочего хода ерх
= еРез
+ у = 52 + 8 = 60 мм
подача на оборот S0
= 0,1 мм/об
Скорость резания V = Vт * К1
* К2
* К3
= 120 * 0,9 * 1,15 * 1,05 = 130 м/мин
Число оборотов шпинделя n= 
Корректируем по паспорту: Пn = 280 мин -1
Машинное время Тм = ерх
/ Son
= 60 / (0,1 * 280) = 2,14 мин
3 переход
Глубина резания t = 
Длина резания еРез
= 30 мм;
длина подвода, вращение, перебег резца у = 8 мм [12]
Длина рабочего хода ерх
= еРез
+ у = 30 + 8 = 38 мм
Стойкость резца Тр = Тм λ =120 мин
λ = еРез
/ ерх
= 30 / 38 = 0,78 > 0,7
Скорость резания V = Vт * К1
* К2
* К3
= 135 * 0,9 * 1,15 * 1,0 = 140 м/мин
Число оборотов шпинделя n= 
Машинное время Тм = ерх
/ Son
= 38 / (0,3 * 750) = 0,17 мин
4 переход
Глубина резания t
Длина резания еРез
= 30 мм; у = 8 мм [12]
Длина рабочего хода ерх
= еРез
+ у = 30 + 8 = 38 мм
Скорость резания V = Vт * К1
* К2
* К3
= 155 * 0,9 * 1,15 * 1,0 = 160 м/мин
Число оборотов шпинделя n= 
Машинное время Тм = ерх
/ Son
= 38 / (0,1 * 850) = 0,45 мин
5 переход
Глубина резания t= 1,0 мм
Длина резания еРез
=1 мм; у = 3 мм [12]
Длина рабочего хода ерх
= еРез
+ у = 1 + 3 = 4 мм
Подача на оборот S0
=0,1 мм/об
Скорость резания V= 160 м/мин
Число оборотов шпинделя n=
Машинное время Тм = ерх
/ Son
= 4 / (0,1 * 850) = 0,45 мин
015 Сверлильная
1 переход
Глубина резания t = 1,0 мм
Длина резания еРез
=1,0 мм; у = 4 мм [12]
Длина рабочего хода ерх
= еРез
+ у = 1 + 4 = 5 мм
Подача на оборот S0
=0,75 мм/об [12]
Скорость резания V = Vт * К1
* К2
* К3
= 17 * 0,9 * 1,15 * 1,0 = 17,6 м/мин
Число оборотов шпинделя n= 
Машинное время Тм = ерх
/ Son
= 5 / (0,25 * 93) = 0,21 мин
017 Сверлильная
1 переход
Центровать Æ2,5
Глубина резания t = D / 2 = 2,5 / 2 = 1,25 мм
Подача на оборот S0
=0,04 мм/об
Стойкость сверла Т= 20 мин [12]
Скорость резания V = Vт * К1
* К2
* К3
= 22 * 0,55 * 1,25 * 1,0 = 15 м/мин
Число оборотов шпинделя n= 
Корректируем по паспорту Пn =2000 мин-1
Действительная скорость резца
Vд = 
Минутная подача Sн = S0
* n = 0,06 * 2000 =120 мм/мин
Корректируем по паспорту станка Sн = 100 мм/мин
Машинное время Тм = ерх
/ Sн
, где
ерх –
длина рабочего хода, мм
ерх
= ерез
+ у = 4 + 2 = 6 мм,
ерез
= 4мм; у = 2 мм [12]
Машинное время Тм = ерх
/ Sн
= 6 / 100 = 0,06 мин
2 переход
Глубина резания t = D / 2 = 7 / 2 = 3,5 мм
Подача на оборот S0
=0,11 мм/об
Скорость резания V = Vт * К1
* К2
* К3
= 25 * 0,55 * 1,25 * 1,0 = 17,2 м/мин
Число оборотов шпинделя n= 
Корректируем по паспорту Пn =720 мин-1
Действительная скорость резца
Vд = 
Минутная подача Sн = S0
* n = 0,11 * 720 =79,2 мм/мин
Машинное время Тм = ерх
/ Sн
= 20 / 79 = 0,28 мин
ерх
= ерез
+ у = 20 + 2 =22
3 переход
Глубина резания t = р = 1,0 мм
Подача на оборот S0
= 1 мм/об [12]
Скорость резания V=Vт * Кv
Кv – коэффициент, учитывающий вид обрабатываемого материала
Кv = 0,7; Vт = 10 м/мин.
V = 10 * 0,7 = 7 м/мин
Число оборотов шпинделя n= 
Корректируем по паспорту Пn =280 мин-1
Машинное время Тм = 2ерх
/ Sн
= 2 * 17 / 1,0280 = 0,15 мин
ерх
= ерез
+ у = 15 + 2 =17 мм
020 Копировально-фрезерная
Глубина резания t = 1,0 мм
Подача на зуб фрезы St = 0,04 мм/зуб [12]
Стойкость инструмента Тр = Тм * Кф * λ
Кф = 1; Тм = 60 мин [12]
λ = ерез /
ерх
ерез
= 2ПR = 2 * 3,14 * 80 = 502,4 мм
подвод, вращение перебег фрезы у = 5 мм [12]
ерх
= ерез
+ у = 502,4 + 5 = 507б4 мм
Скорость резания V = Vn * К1
* К2
* К3
=50,07 * 0,8 * 1,2 = 33,6 м/мин
Число оборотов шпинделя n= 
Корректируем по паспорту Пn =400 мин-1
Действительная скорость резца
Vд = 
Машинное время Тм = ерх
/ (SZ
* n
*
Z)= 507,4 / (0,04 * 4 * 400)= 7,9 мин
4.4. Нормирование технологического процесса
005 Карусельно-фрезерная
Штучно-калькуляционное время
Тшт-к
= Тшт
+ Тn
-3
/ n, мин [13]
Тшт
– штучное время на операцию
Тn
-3
– подготовительно – заключительное время на операцию
n= 39 деталей (размер партии деталей)
Тшт = Тц * Кобсл, [13]
Тц – время цикла, Тц = 5,55 мин
Кобсл – коэффициент, учитывающий время обслуживания рабочего места; Кобсл = 1,04 мин.
Тшт = 5,55 * 1,04 =5,772 мин
Тn
-3
= 12 + 13 = 25 [13]
Тшт-к
= Тшт
+ Тn
-3
/ n = 5,772 + 25 / 39 = 6,42 мин
010 Токарная
Машинное время на операцию
Тм = Тм1
+ Тм2
+ Тм3
+ Тм4
+ Тм5
= 1,0 + 2,14 + 0,17 + 0,45 + 0,45 = 4,21 мин
Вспомогательное время на операцию
Тв = Тву + Твп + Тви = 0,82 + 1,03 + 0,23 = 2,08 мин
Тву – вспомогательное время на установление, крепление, съём детали;
Тву = 0,82
Твп – вспомогательное время на выполнение технологических переходов
Твп = 0,11 + 0,04 + 0,16 + 0,36 + 0,36 = 1,03 мин
Тви – время измерения
Тви = 0,13 + 0,1 = 0,23 мин [13]
Кобсл = 1,06 [13]
Штучное время Тшт = (Тм + Тв) * Кобсл = (4,21+2,08) * 1,06 = 6,7 мин
015 Сверлильная
Машинное время Тм = 0,21 мин; Кобсл = 1,075 [ ]
Вспомогательное время
Тв = Тву + Твп + Тви = 0,11 + 0,1 + 0,07 = 0,28 мин
Тву = 0,11 мин; Твп = 0,1 мин; Тви = 0,07 мин
Штучное время Тшт = (Тм + Тв) * Кщбсл = (0,21+0,28)*1,075 = 0,53 мин
Подготовительно-заключительное время:
Тn
-3
= 3 + 6 = 8 [13]
Штучно - калькуляционное время:
Тшт-к = Тшт + Тn
-3
/ n = 0,53 + 8 / 39 = 0,74 мин
017 Сверлильная
Машинное время на операцию
Тм = Тм1
+ Тм2
+ Тм3
+ Тм4
+ Тм5
= 0,06 + 0,28 + 0,15 + 0,03 = 0,52 мин
Вспомогательное время на операцию:
Тву = 0,45 мин [13]
Твп = 0,03 + 0,1 * 16 + 0,6 * 4= 4,12 мин [12]
Тви = 0,39 мин [12]
Тв = Тву + Твп + Тви = 0,45 + 4,12 + 0,39 = 4,96 мин
Кобсл = 1,08 [13]
Штучное время
Тшт = (Тм + Тв) * Кобсл = (0,52 +4,96) * 1,08 = 5,92 мин
Подготовительно-заключительное время:
Тn
-3
= 12 * 0,25 * 4,0 + 0,8* 4 * 9 = 25,2
Штучно - калькуляционное время:
Тшт-к = Тшт + Тn
-3
/ n = 5,92 + 25,2 / 39 = 6,57 мин
020 Копировально-фрезерная
Машинное время Тм = 7,9 мин
Вспомогательное время:
Тв = Тву + Твп + Тви = 0,31 + 1,3 + 0,08 + 0,6 = 2,29 мин
Тву = 0,15 + 0,16 = 0,31 мин [13]
Твп = 0,65 *2 + 0,04 * 2 = 1,38 мин [13]
Тви = 0,3*2 = 0,6 мин [13]
Подготовительно- заключительное время
Тn
-3
= 12 + 13 + 7 + 2 = 39 мин [13]
Штучно - калькуляционное время:
Тшт-к = Тшт + Тn
-3
/ n = (Тм + Тв) * Кобсл + Тn
-3
/ n = (7,9 + 2,29) * 1,06 + 39 / 39 = 11,8 мин
4.5. Расчёт специального калибра-пробки для контроля отверстия
Æ60Н7 +0,030
Устанавливаем предельные размеры контролируемого отверстия
Dmax = D + ES = 60 + 0,030 = 60,030 мм
Dmin = D + EI = 60,0 мм
Устанавливаем допуски и отклонение калибров по СТ СЭВ 157-75 [2]
Z = 4 мкм, у = 3мкм; Н = 5 мкм [2]
Проходная сторона новая
Р-Пр = Dmin + Z + 0,5 Н = 60 + 0,004 + 0,0025 = 60,0065 -0,005 мм
Проходная сторона изношенная
Р-Пр изн = Dmin - у = 60,0 - 0,003 = 59,997 мм
Непроходная сторона калибра – пробки
Р-НЕ = Dmax + 0,5Н = 60,030 + 0,0025 = 60,03325 – 0,005 мм
Расчёт специального несущего инструмента концевой фрезы для 020 операции по [6] выбираем диаметр фрезы:
Фреза концевая DÆp = ZS+
0,1 мм
Число зубьев фрезы 
m – коэффициент, зависящий от типа фрезы
m = 1,2 для концевой фрезы [6]
 принимаем по конструктивным соображениям Z=4, принимаем по конструктивным соображениям Z=4,
Длина фрезы
L = Lp + en
+ex
в
, где
Lp – длина режущей части фрезы,
Lp = 45 мм
en
– длина переходной части, en
= 19 мм
ex
в
,- длина хвостовика, ex
в
= 86 мм
Материал фрезы – быстрорежущая сталь
Р6М5К5 ГОСТ 19265-73 с термообработкой НRC 60…64

Рис. 4.3. Схема полей допусков пробки Æ
60Н7
Главная составляющая силы резания
 и [6] и [6]
Ср – 68,2; x=0,86; у = 0,72; n = 1; q = 0,86; w = 0; [6]
t = 1,0 мм; Sz = 0,04 мм/зуб; В = 68 мм; n = 400 мин-1
; Z=4;

Суммарный момент, действующий на фрезу

Допускаемые напряжения на изгиб хвостовика
би.д.
= 250 МПа [6]

Следовательно принятый диаметр хвостовика d = мм обеспечивает безопасность работы.
5. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Введение
Целью экономической части дипломного проекта является расчет основных параметров прерывно-поточной линии по выпуску детали «Кулачок» с целью наилучшей организации его работы; расчет себестоимости изготовления детали по статьям калькуляции; определение технико-экономических показателей, характеризующих эффективность прерывно-поточной линии.
Себестоимость продукции рассчитывается на основе данных предыдущих разделов дипломного проекта. Цены на оборудование, сырье и материалы, электроэнергию и др. берутся на предприятии, на котором проходилась преддипломная практика.
5.1. Расчет параметров потока
Расчет параметров прерывно- поточной линии для детали «Кулачок» сводится к определению количества рабочих, величины такта и допустимых отклонений времени операций от такта. Прерывный поток применяется при механической обработке деталей (заготовок), когда имеет место недогрузка оборудования из-за несинхронности процесса. Прямоточные линии экономически оправдывают себя, если достигнута синхронизация части операций, включенных в технологическую цепочку линии; возможна комбинированная загрузка рабочих, работающих на недогруженном оборудовании, путем закрепления за ними двух- трех операций.
Заказ на деталь «Кулачок» будет выполняться 20 дней при работе рабочих в одну смену. После этого рабочие будут переключены на работу над другими заказами по изготовлению типовых деталей.
Определим такт запуска по формуле:
 мин/деталь мин/деталь
 где  - продолжительность рабочей смены, = 480 минут; - продолжительность рабочей смены, = 480 минут;
  - выпуск продукции в смену в натуральных единицах, определяемый по формуле: - выпуск продукции в смену в натуральных единицах, определяемый по формуле:
 деталей; деталей;
где  - программа выпуска продукции в натуральных единицах, = 1000 деталей. - программа выпуска продукции в натуральных единицах, = 1000 деталей.
 - фонд рабочего времени рабочих потока, выполняющих данный заказ, =20 дней. - фонд рабочего времени рабочих потока, выполняющих данный заказ, =20 дней.
 - число смен в сутки, =1. - число смен в сутки, =1.
Далее определим число рабочих мест (оборудования) на каждой операции технологического процесса изготовления детали:

где  - количество расчетных рабочих мест на i-ой операции процесса; - количество расчетных рабочих мест на i-ой операции процесса;
 - время выполнения каждой операции процесса, мин.; - время выполнения каждой операции процесса, мин.;
Тогда, расчетное количество рабочих мест на операциях потока:
005 карусельно-фрезерная 
010 токарная 
015 сверлильная 
020 копировально-фрезерная 
Рассчитаем коэффициент загрузки  по следующей формуле: по следующей формуле:
где  - принятое количество рабочих мест на i
-ой операции. - принятое количество рабочих мест на i
-ой операции.
Загруженность рабочего на каждой операции потока в минутах  определяется по формуле: определяется по формуле:
 . .
Расчеты по определению расчетного и принятого количества рабочих мест и загруженности рабочих представлены в таблице 5.1.
Таблица 5.1.
Определение расчетного и принятого количества рабочих мест и загруженности рабочих
| № опер. |
 |
|
|
|
|
Поряд. номер рабоч. места |
Загруж. Рабоч.,
%
|
Загруж. Рабоч., мин.
|
№
раб. места
|
| 005 |
5,55 |
277,5 |
0,578 |
1 |
0,578 |
1 |
57,8 |
277,5 |
1 |
| 010 |
6,29 |
314,5 |
0,655 |
1 |
0,655 |
2 |
65,5 |
314,5 |
2 |
| 015 |
5,47 |
273,5 |
0,622 |
1 |
0,622 |
3 |
62,2 |
273,5 |
3 |
| 020 |
10,19
9,6
|
509,5
480
|
1,0
1
|
1
1
|
1,06
1
|
4 |
100 |
480 |
4 |
На операции 020 коэффициент загрузки близок к единице (допускается отклонение  ), поэтому производим согласование с ), поэтому производим согласование с  , то есть, принимаем равным = 9,6 мин. , то есть, принимаем равным = 9,6 мин.
Таким образом, принимаем на потоке 4 рабочих.
Построим стандарт-план работы потока в таблице 5.2.
Таблица 5. 2 Стандарт-план работы потока
| № опер. |
60 |
120 |
180 |
240 |
300 |
360 |
420 |
480 |
| 005 |
| 010 |
| 015 |
020
|
Оптимальным по мощности будет считаться поток, при котором достигаются наилучшие следующие технико-экономические показатели:
1) коэффициент использования рабочего времени:
2) производительность труда рабочего:
 детали в час; детали в час;
где  - фонд времени работы одного рабочего, выполняющего заказ, - фонд времени работы одного рабочего, выполняющего заказ,  часов. часов.
3) съем продукции с одного погонного метра поточной линии:
 дет./метр; дет./метр;
Где L
- длина поточной линии, метры.

где  - шаг рабочего места (берется из таблицы 3.3). - шаг рабочего места (берется из таблицы 3.3).
4) коэффициент использования оборудования:
где  - соответственно расчетные и принятые затраты времени на выполнение механизированных операций, часы. - соответственно расчетные и принятые затраты времени на выполнение механизированных операций, часы.
 мин; мин;
где М
- количество машин, М=5.
5) стоимость оборудования, приходящаяся на одно изделие:
 руб./изд. руб./изд.
где  - цена единицы оборудования. - цена единицы оборудования.
Цены и параметры оборудования представлены в таблице 5.3.
Таблица 5.3. Цены и параметры оборудования
| № операции и марка станка |
Цена едини-цы оборудова-ния,
рубли
|
Мощность электро-двигателя,
кВт
|
Длина
станка,
метры
|
Ширина станка, метры |
Проходы по длине, метры |
Проходы по ширине, метры |
Количество единиц |
| 005карусельно-фрезерный 621 М |
330000 |
10 |
3,16 |
1,48 |
2 |
1 |
1 |
| 010 токарно-револьверный |
315000 |
4,5 |
3,0 |
1,16 |
2 |
1 |
1 |
| 015 сверлильный 2Г175 |
230000 |
11 |
1,42 |
1,92 |
2 |
1 |
1 |
| 020 копировально-фрезерный 6М13К |
360000 |
7,5 |
2,7 |
2,17 |
2 |
1 |
1 |
Оперативное время рассчитывается по формуле:
 , ,
где  - сумма основного времени m
- переходов, минуты; - сумма основного времени m
- переходов, минуты;
 - сумма вспомогательного времени m
- переходов, минуты. - сумма вспомогательного времени m
- переходов, минуты.
Тогда, оперативное время на операциях потока:
005 карусельно-фрезерная  мин; мин;
010 токарная  мин; мин;
015 сверлильная  мин; мин;
020 копировально-фрезерная  мин. мин.
Штучное время определяется по формуле:
где а
- процент перерывов на техническое и организационное обслуживание рабочего места, на отдых и личные надобности рабочего.
Тогда, штучное время на операциях потока:
005 карусельно-фрезерная  мин; мин;
010 токарная  мин; мин;
015 сверлильная  мин; мин;
005 копировально-фрезерная  мин. мин.
Штучно- калькуляционное время рассчитывается по формуле:
где  - подготовительно- заключительное время, мин.; - подготовительно- заключительное время, мин.;
П
- размер партии деталей, который определяется по формуле:
где  - число дней, на которое нужно иметь запас деталей на складе, для легких деталей =5 дней. - число дней, на которое нужно иметь запас деталей на складе, для легких деталей =5 дней.
Тогда, штучно-калькуляционное время на операциях потока:
005 карусельно-фрезерная  мин; мин;
010 токарная  мин; мин;
015 сверлильная  мин; мин;
005 копировально-фрезерная  мин. мин.
Норма выработки за смену определяется по формуле:
Тогда, норма выработки на операциях потока:
005 карусельно-фрезерная  шт. шт.
010 токарная  шт. шт.
015 сверлильная  шт. шт.
005 копировально-фрезерная  шт. шт.
Длительность технологического цикла при последовательно- параллельном виде движения предметов труда рассчитывается по формуле:
где  - время совмещения между смежными операциями потока: - время совмещения между смежными операциями потока:
 , ,
где  - время наиболее короткой из двух смежных операций; - время наиболее короткой из двух смежных операций;
n
- размер партии деталей;
p
- размер передаточной партии деталей.
Длительность операционного цикла определяется по формуле:
Тогда операционное время на операциях потока:
005 карусельно-фрезерная  мин; мин;
010 токарная  мин; мин;
015 сверлильная  мин; мин;
020 зубофрезерная  мин; мин;
5.2. Расчет себестоимости изготовления детали
Себестоимость продукции слагается из затрат по следующим статьям калькуляции:
1) сырье и материалы за вычетом отходов:

где  - норма расхода материала на одну деталь, = 4,0 кг; принимаем ее равной массе заготовки; - норма расхода материала на одну деталь, = 4,0 кг; принимаем ее равной массе заготовки;
 - масса детали, =2,7 кг; - масса детали, =2,7 кг;
 - стоимость одного килограмма материала, = 18,9 руб.; - стоимость одного килограмма материала, = 18,9 руб.;
 - стоимость одного килограмма реализуемых отходов, =1,8 руб. - стоимость одного килограмма реализуемых отходов, =1,8 руб.
2) вспомогательные материалы  - нет. - нет.
3) энергия на технологические нужды:

где М
- количество машин;
 - мощность электродвигателя, кВт (берется из таблицы 3.3); - мощность электродвигателя, кВт (берется из таблицы 3.3);
 - коэффициент загрузки электродвигателя по мощности; - коэффициент загрузки электродвигателя по мощности;
 - коэффициент одновременности работы машин; - коэффициент одновременности работы машин;
 - цена 1 кВт, = 1,13 руб; - цена 1 кВт, = 1,13 руб;
 - машинное время выполнения операций потока, часы. - машинное время выполнения операций потока, часы.
4) заработная плата производственных рабочих, включая дополнительную заработную плату и отчисления на социальные нужды - 
Основная заработная плата рабочих определяется по формуле:

где  - норма обслуживания машин по каждой профессии основных производственных рабочих; - норма обслуживания машин по каждой профессии основных производственных рабочих;
М
- число машин для каждой профессии основных производственных рабочих;
 -
коэффициент, учитывающий средний процент премии, =
1,5; -
коэффициент, учитывающий средний процент премии, =
1,5;
 - часовая тарифная ставка рабочих i
-ой профессии, - часовая тарифная ставка рабочих i
-ой профессии,
фрезеровщика 5-го разряда = 19,3 руб.;
токаря 4-го разряда = 17,45 руб.;
сверлильщика 4 разряда= 17,2 руб.;
зубофрезеровщика 5 разряда= 19,5 руб.
 - штучное время выполнения каждой операции, часы. - штучное время выполнения каждой операции, часы.
Дополнительная заработная плата:

Отчисления на социальные нужды:

Таким образом, заработная плата производственных рабочих равна:

5) амортизация оборудования и зданий  рассчитывается по формуле: рассчитывается по формуле:
где  - амортизация оборудования, руб.; - амортизация оборудования, руб.;
 - амортизация зданий, руб. - амортизация зданий, руб.

где  - годовая норма амортизации на полное восстановление i
-го оборудования, =14%; - годовая норма амортизации на полное восстановление i
-го оборудования, =14%;
 - цена единицы i
-го оборудования, руб. (берется из таблицы 3.3). - цена единицы i
-го оборудования, руб. (берется из таблицы 3.3).
Найденная сумма амортизационных отчислений рассчитана на год, поэтому необходимо пересчитать ее на срок выполнения заказа – 20 дней:

Тогда на одну деталь:

где  - годовая норма амортизации на полное восстановление зданий, =5%; - годовая норма амортизации на полное восстановление зданий, =5%;
 - цена одного квадратного метра производственной площади, руб. =4200 руб. - цена одного квадратного метра производственной площади, руб. =4200 руб.
 - площадь производственного здания, квадратные метры; - площадь производственного здания, квадратные метры;

где l
-
длина машины, метры, (берется из таблицы 3.3);
H
-
ширина машины, метры (берется из таблицы 3.3);
a
-
проходы по длине, H
=2 метра;
h
–
проходы по ширине, h
= 1 метр;
 -
коэффициент, учитывающий места хранения полуфабрикатов и тары,
= 1,15.
-
коэффициент, учитывающий места хранения полуфабрикатов и тары,
= 1,15.
Найденная сумма амортизационных отчислений рассчитана на год, поэтому необходимо пересчитать ее на срок выполнения заказа – 20 дней:

Тогда на одну деталь:
Тогда амортизация оборудования и зданий:

6) ремонт и содержание оборудования -  . .

Тогда на одну деталь: 
7) цеховые расходы -  . .

8) общефабричные расходы -  . .

Полная себестоимость детали, складывающаяся из рассчитанных выше затрат по статьям калькуляции, представлена в таблице 5.4.
Таблица 5.4. Полная себестоимость продукции
| Статья калькуляции |
На единицу продукции |
На весь объем |
| 1. Сырье и основные материалы |
73,26 |
73260 |
| 2. Энергия на технологические нужды |
3,09 |
3090 |
| 3. Заработная плата |
21,48 |
21480 |
| 4. Амортизация оборудования и зданий |
10,06 |
10060 |
| 5. Ремонт и содержание оборудования |
12,5 |
12500 |
| 6. Цеховые расходы |
20,13 |
20130 |
| 7. Общефабричные расходы |
6,71 |
6710 |
| Итого: полная себестоимость продукции |
147,23 |
147230 |
Таким образом, полная себестоимость продукции, рассчитанная по статьям калькуляции, равна 147,23 рублей.
5.3. Технико-экономические показатели потока
Технико-экономические показатели потока и формулы их расчета представлены в таблице 5.5.
Удельные капитальные затраты на единицу продукции,  рассчитывается по формуле: рассчитывается по формуле:

Съем продукции с 1  производственной площади, производственной площади,  рассчитывается по формуле: рассчитывается по формуле:
Таблица 5.5.
Технико-экономические показатели потока
| Наименование показателя
|
Ед.изм.
|
Значение
|
1. Объем заказа,  |
дет. |
1000 |
| 2. Количество машин, М
|
штук |
4 |
| 3. Удельные капитальные затраты на единицу продукции, |
руб./дет. |
1453,7 |
| 4. Съем продукции с 1 производственной площади, |
Дет/ |
20,6 |
5. Себестоимость единицы продукции по статьям калькуляции  |
Руб/дет. |
147,23 |
6. Прибыль на единицу продукции,  |
Руб. |
22,07 |
7. Цена единицы продукции,  |
Руб. |
169,3 |
8. Объем реализации,  |
Руб. |
169300 |
9. Срок окупаемости капитальных вложений,  |
лет |
6,5 |
10. Фактический коэффициент экономической эффективности капитальных вложений,  |
0,16 |
Прибыль на единицу продукции,  определяется из заданного уровня рентабельности продукции определяется из заданного уровня рентабельности продукции  =15 % по формуле: =15 % по формуле:

Цена одной детали, будет равна:
 =147,23+22,08=169,3 руб. =147,23+22,08=169,3 руб.
Объем реализации, определяется по формуле:

Срок окупаемости капитальных вложений, определяется по формуле:

Фактический коэффициент экономической эффективности капитальных вложений, определяется по формуле:

Вывод
В экономической части дипломного проекта были рассчитаны основные параметры прерывного потока, позволяющие наилучшим образом организовать производство и труд:
· такт запуска детали в минутах  =9,6 мин; =9,6 мин;
· расчетное и принятое количество рабочих, с учетом частичного совмещения операций на потоке;
· коэффициенты загрузки рабочих и оборудования;
· оперативное, штучное, штучно-калькуляционное время выполнения операций потока;
· нормы выработки на каждой операции потока;
· длительность производственного цикла изготовления детали при последовательно-параллельном виде движения предметов труда.
Себестоимость изготовления детали, рассчитанная по статьям калькуляции, равна 147,23 руб. Цена единицы продукции, рассчитанная из заданного уровня рентабельности продукции, равна 169,3 рублей.
Технико-экономические показатели работы потока свидетельствуют о достаточной эффективности его работы:
срок окупаемости капитальных вложений 6,5 лет, фактический коэффициент экономической эффективности капитальных вложений,  =0,16. =0,16.
6.
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Введение
Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной деятельности человека в условиях производства. Охрана труда, является важнейшим разделом в безопасности жизнедеятельности. Охрана труда- это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда.
В данном дипломном проекте разрабатывается технологический процесс изготовления детали «Кулачёк» главного вала на четырёх станках:
1) Карусельно-фрезерный 621М
2) Токарно-револьверный 1416
3) Сверлильный 2Г175
4) Копировально-фрезерный 6М13К
При работе на станках рабочие будут подвергаться различным опасным и вредным факторам. Так как эти факторы непосредственно влияют на безопасность жизнедеятельности изготовления детали в данном дипломном проекте разрабатывается ряд мероприятий по предотвращению их вредного воздействия, даны рекомендации по правильному использованию и организации производства. К категории 11б относятся работы с интенсивностью энергозатрат 151-200 кал/2 (175-232 Вт), а также связанные с постоянной ходьбой, перемещением мелких (до 1 кг) изделий стоя или сидя и требующие определённого физического напряжения.
Таблица 6.1. Вредности и опасности проектируемого производства
| Наименование технологической операции станка |
Вредности, если имеют место отклонения от норм |
Опасности |
Длительное напряжение
отдельных мышечных груп
|
Концентрат пыли, мг/м3 |
Температура воздуха, t0
С |
Влажность воздуха, γ, % |
Скорость движения воздуха
V, м/с
|
Уровень звукового
давления, Lp, дБ
|
Уровень виброскорости
Lv, дБ
|
Освещённость, Е, лк |
Коэффициент
пульсации, кп, %
|
Коэффициент
ослепления, Косл
|
Захвата, удара движущимися
механизмами
|
Поражения электрическим
током
|
Возникновения пожара |
| Фрезерная, 621М |
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
| Токарная, 1416 |
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
Сверлильная,
2Г175
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
| Копировально-фрезерная, 2Г175 |
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
6.1. Общие вопросы безопасности труда
Создание наиболее благоприятных и безопасных условий труда является одной из главных обязанностей руководителей предприятия. Они обязаны обеспечить для всех работающих безопасные условия труда и нести ответственность в установленном порядке за ущерб, причиненный их здоровью и трудоспособности, постоянно улучшать условия труда и быта; обеспечить соблюдения законодательства о труде, ГОСТов ССБТ, правил и норм охраны труда.
Руководитель предприятия будет нести персональную ответственность за обеспечение здоровых и безопасных условий труда (ст. 212 ТКРФ), должен будет обеспечивать финансовыми и трудовыми ресурсами организацию производственных процессов, эксплуатацию производственного оборудования, зданий и сооружений в соответствии с требованиями и нормами охраны труда; обязан обеспечить выполнение производственными подразделениями предприятия законодательства по охране труда. Он будет отвечать за ввод и эксплуатацию новых и реконструированных объектов, отвечающих требованиям охраны труда; будет осуществлять общее руководство над разработкой комплексного плана улучшений условий охраны труда и санитарно-оздоровительных мероприятий, работами по внедрению ССТБ; будет утверждать штаты службы охраны труда; привлекать к материальной ответственности работников, допустивших нарушение требований ССТБ, норм, правил по охране труда. Главный инженер возглавит организационно-техническую работу по охране труда, будет нести персональную ответственность за создание безопасных условий труда; организовывать плановое внедрение в производство новых, более безопасных технических процессов, технических средств, руководить разработкой комплексного плана улучшения условий охраны труда и руководить разработкой новой и пересмотром действующей документации по охране труда в соответствии с ГОСТами, ОСТами ССТБ, правилами и нормами по охране труда; будет организовывать выполнение производственными подразделениями предприятиями мероприятий по охране труда. Руководитель службы охраны труда должен организовывать, координировать и контролировать работу по созданию безопасных условий труда.
Главный механик должен обеспечивать организацию безопасной эксплуатации и своевременное проведение профилактических осмотров, планово-предупредительных ремонтов оборудования и сооружений, закрепленных за ним; организовывать обучение, аттестацию и проверку знаний по охране труда персонала службы главного механика.
Работники отдела охраны труда в своей повседневной деятельности будут контролировать соблюдение мастерами, руководителями участков, цехов и других подразделений действующего законодательства, приказов, инструкций, нормативных актов вышестоящих организаций и органов государственного надзора в области охраны труда. В их обязанности будет входить также контроль за эффективностью работы коллективных средств защиты и организацией хранения, выдачи, стирки и ремонта спецодежды, других средств индивидуальной защиты. Отдел охраны будет вести учет несчастных случаев, оформленных актом по форме Н-1, в специальном журнале регистрации несчастных случаев; анализировать причины производственного травматизма и профессиональных заболеваний; составлять отчеты по охране труда по установленным формам и в определенные сроки. Организационно-технические мероприятия по охране труда будут предусмотрены на предприятии: разделом «Охрана труда, здоровья работников и экология производства» и приложением «Соглашение по охране труда администрации и комитета профсоюза», коллективного договора, заключаемого ежегодно комитетом профсоюза и работодателем в соответствии с «Рекомендациями по планированию мероприятий по охране труда», утвержденными Постановлением Минтруда РФ от 27.02.95 г. № 11; годовыми планами мероприятий по предупреждению травматизма и профзаболеваний, разрабатываемыми подразделениями предприятия на основе производственного травматизма, общей и профзаболеваемости; оргтехпланами, разрабатываемыми подразделениями, включающими в себя мероприятия, не относящиеся к коллективному договору; планами мероприятий по повышению безопасности и надежности эксплуатации объектов, подконтрольных органам Гостехнадзора и Энергонадзора РФ; актам по форме Н-1 и специального расследования, оформленными в порядке, установленном в «Положении о порядке расследования и учета несчастных случаев на производстве», утвержденным Постановлением Правительства РФ от 03.06.95 г. №558; мероприятиями при производстве совмещенных работ и работ повышенной опасности, выполняемых по наряду-допуску; приказами, издаваемыми по вопросам охраны труда. Финансирование мероприятий . по охране труда будет производиться на основании федерального закона «Об основах ОТ РФ» (ст. 19) и за счет средств федерального бюджета (ст. 226 ТКРФ), бюджетов субъектов РФ, местных бюджетов, внебюджетных источников в порядке, установленном законами, нормативными правовыми актами и актами органов местного самоуправления. Финансирование мероприятий по улучшению условий и охраны труда в организациях независимо от организационно-правовых форм осуществляется в размере не менее 0,1% суммы затрат на производство продукции; в организациях, занимающихся деятельностью - в размере не менее 0,7 % от суммы эксплуатационных расходов.
Важнейшее значение имеет обучение работающих безопасности труда, которое осуществляется в соответствии с ГОСТ 12.0.004-90 на всех предприятиях и в организациях, независимо от степени опасности. Вновь принятых или меняющих работу рабочих будут обучать в учебных мастерских (в цехах, на участках) безопасным приёмам работы инструкторы, на рабочем месте – высококвалифицированный рабочий, бригадир, мастер, имеющий соответствующую подготовку. Производственное обучение производится с помощью инструктажей.
Различают следующие виды инструктажа:
1) вводной инструктаж (его проводит инженер по охране труда со всеми приглашаемыми на работу);
2) первичный инструктаж (на рабочем месте до начала производственной деятельности);
3) повторный инструктаж (со всеми рабочими по безопасным приёмам и методам работы);
4) внеплановый инструктаж (в случаях введения новых или переработки стандартов, правил, инструкций, замены оборудования инструмента и т.п. , при аварии, травме, пожаре, перерыве в работе более 30 календарных дней;
5) целевой инструктаж (при выполнении разовых работ, ликвидации аварий, бедствий, катастроф).
Надзор и контроль за соблюдением законодательства об охране труда осуществляется в соответствии со статьями 20-22 «Об основах ОТ РФ» и статьями 353-369 ТКРФ.
Госнадзор законодательных и нормативных документов по охране труда выполняют органы, независимые об администрации предприятия.
Высший надзор будет осуществляться прокурором РФ (Государственным надзором по труду, Гостехнадзором, Госсаннадзором, Госэнергонадзором, Госпожарнадзором) и прокурорами на местах.
Общественный контроль будут выполнять при Всероссийском Центральном Съезде Профессиональных Союзов правовая и техническая комиссия, комиссия по охране труда при профкоме предприятия и уполномоченные по охране труда, выбираемые в каждом цеху и смене из числа квалифицированных. Члены комиссии при ВЦСПС и уполномоченные имеют право контролировать администрацию предприятия, особенно по выполнению договора.
Кроме государственного и общественного контроля на предприятии будет выполняться совместный или трехступенчатый контроль:
1) ежедневно мастер (начальник цеха) с общественным инспектором будут проверять до начала смены состояние рабочих мест на производственном участке;
2) раз в неделю начальник цеха с инспектором по технике безопасности и уполномоченным по охране труда будут проверять состояние охраны труда в цехе;
3) ежемесячно состав комиссии из главного инженера с инженером по технике безопасности и руководителями соответствующих служб и отделом выборочно будут проверять состояние охраны труда на предприятии.
В соответствии с законодательством о труде (ст.419 ТК РФ) должностные лица, виновные в нарушении законодательства о труде и Надзор и контроль за соблюдением законодательства об охране труда осуществляется в соответствии со статьями 20-22 «Об основах ОТ РФ» и статьями 353-369 ТКРФ.
Госнадзор законодательных и нормативных документов по охране труда выполняют органы, независимые об администрации предприятия.
Высший надзор будет осуществляться прокурором РФ (Государственным надзором по труду, Гостехнадзором, Госсаннадзором, Госэнергонадзором, Госпожарнадзором) и прокурорами на местах.
Общественный контроль будут выполнять при Всероссийском Центральном Съезде Профессиональных Союзов правовая и техническая комиссия, комиссия по охране труда при профкоме предприятия и уполномоченные по охране труда, выбираемые в каждом цеху и смене из числа квалифицированных. Члены комиссии при ВЦСПС и уполномоченные имеют право контролировать администрацию предприятия, особенно по выполнению договора.
Кроме государственного и общественного контроля на предприятии будет выполняться совместный или трехступенчатый контроль:
1)ежедневно мастер (начальник цеха) с общественным инспектором будут проверять до начала смены состояние рабочих мест на производственном участке;
2)раз в неделю начальник цеха с инспектором по технике безопасности и уполномоченным по охране труда будут проверять состояние охраны труда в цехе;
3)ежемесячно состав комиссии из главного инженера с инженером по технике безопасности и руководителями соответствующих служб и отделом выборочно будут проверять состояние охраны труда на предприятии.
В соответствии с законодательством о труде (ст.419 ТК РФ) должностные лица, виновные в нарушении законодательства о труде и правил по охране труда, за невыполнение обязательств по коллективным договорам и соглашениям по охране труда или за восприпятствие деятельности профсоюзов будут нести ответственность в порядке, установленным законодательством РФ.
Предусматривают следующие основные виды ответственности:
1) дисциплинарная (применение взысканий к рабочим и служащим в случае нарушения ими трудовой дисциплины);
2) административная (наложение денежного штрафа на лиц, не принявших мер к соблюдению правил по технике безопасности);
3) уголовная ответственность (привлечение к суду должностных лиц за нарушение трудового законодательства ст. 7 УК РФ);
4) гражданско-правовая (взыскание с должностных лиц за нарушение трудового законодательства ст. 7 УК РФ).
6.2.Мероприятия по обеспечению нормальных санитарно-технических условий
В процессе труда человек вступает во взаимодействие с предметами, орудиями труда и другими людьми. Кроме того, на него воздействуют различные факторы производственной обстановки, в которой протекает труд (см. табл.6.2.). Все это в совокупности характеризует определенные условия труда человека. От условий труда в большей степени зависят здоровье и работоспособность человека, его отношение к труду и его результаты, поэтому улучшение условий труда придает очень большое значение.
Если системами, противодействующими воздействиям вредных факторов на организм, не обеспечиваются нормативные параметры вредных выделений в рабочей зоне (см. табл. 6.З.), то необходимо выдавать рабочим средства индивидуальной защиты.
В зависимости от характеристики опасностей средства индивидуальной защиты различны (см. табл. 6.4.)
Многие производственные процессы сопровождаются выделением в воздух рабочей зоны (до 2 мм над уровнем пола) различного рода загрязнений и тепловых излучений. Вредные вещества проникают в организм человека главным образом через дыхательные пути, а также через кожные покровы и слизистые оболочки.
Огромное значение для нормализации воздушной среды в производственных помещениях проектируемого предприятия будет иметь вентиляция, с помощью которой можно будет достичь удаления загрязненного или нагретого воздуха из помещений и подачей в него свежего воздуха.
В зависимости от способа перемещения воздуха различают вентиляцию естественную и механическую.
Естественную вентиляцию подразделяют на организованную и неорганизованную. Организованная вентиляция может быть канальной и бесканальной (аэрация).
При неорганизованной естественной вентиляции воздух поступает и удаляется через щели, окна, двери и т.п. Если перемещение воздуха производят с помощью вентиляторов, то такую вентиляцию называют механической. В зависимости от направления потока воздуха вентиляция бывает приточной и вытяжной. По зоне действия различают общеобменную, местную и смешанную вентиляции.
Для автоматического поддерживания в помещениях оптимальных параметров микроклимата независимо от метеорологических условий в окружающей среде будет применяться общеобменная приточно-вытяжная система кондиционирования. Выберем кондиционер КТЦ-63.
Таблица 6.2. Воздействие вредностей на организм человека
| Наименование вредностей |
Оказывает воздействие у человека на: |
Приводит к возникновению заболеваний |
| Повышенная запыленность |
Органы дыхания, кожный покров, слизистая оболочка |
Бронхит, астма, аллергия, дерматическая аллергия, конъюнктивит |
| Токсичные пары, газы, пыль |
Органы дыхания, кожный покров, слизистая оболочка |
Отравление, опухоли кожи, ожоги, дерматит |
| Перенагревание |
Весь организм |
Тепловой удар |
| Недостаточная освещенность |
Органы зрения |
Ослабление зрения |
| Наличие микроорганизмов и бактерий |
Органы дыхания, кожный покров, |
Заболевания органов дыхания и др., аллергия, язвы и др. |
| Повышенный шум |
Органы слуха |
Глухота, ослабление слуха |
| Повышенная вибрация |
Весь организм |
Виброболезнь, повышение артериального давления |
| Мышечное переутомление |
Весь организм |
Плоскостопие, расширение вен, искривление позвоночника |
Таблица 6.3 Значение нормируемых показателей производственной среды
Факторы, характеризующие условия труда
|
Нормируемые показатели, единицы измерения
|
Вид нормативного документа его номер
|
Численные значения показателя
|
Запыленность
|
ПДК пыли, м2
/м3
|
ГОСТ
12.1.005-88
|
6
|
Параметры микроклимата
|
Оптимальные значения
Температура, С°
tповерхностей, С° Влажность, φ, %
V воздуха, м/с
|
Сан. ПиН
2.2.4.548-96
|
Для работ категории11 а
|
теплый
период
|
холодный
период
|
18-20 17-19
18-21 16-20
40-60
|
Допустимые значения tвоздуха, С°
tповерхностей, С° Влажность, φ, %
V воздуха, м/с
|
16-27 15-22
17-28 16-24
15-75 15-75 0.1-0.4 0.1-0.3
|
Повышенный шум
|
Уровень звукового давления, L, дБ
|
ГОСТ
12.1.003-83
с доп. 89
CH 2.2.4/2. 1.8.
566-96
|
80
|
Вибрация
|
Уровень виброскорости,
Lv, дБ местной
общей
|
ГОСТ
12.1.003-90
СH 2.2.4/2.1.8.
566-96
|
109
92
|
Освещение
|
Освещенность,
Е,лк
коэф.пульсации
Кп,%
Показатель ослепления,
Росл.,%
|
СниП 23-05-95 Межотраслевые правила по ОТ
при холодной обработке металлов
|
1500
10-20
20-80
|
Таблица 6.4. Средства индивидуальной защиты органов зрения и дыхания, которые будут выданы рабочим
| Наименование профессии |
Виды СИЗ, подлежащие к выдаче по нормам |
Характеристика опасностей |
Марки выдаваемых средств защиты |
| С т а н о ч н и к и |
Костюм вискознолавсановый (ГОСТ 12.4.038-78),
Респиратор, очки (ГОСТ 12.4.038-80)
|
Частицы металла, масло, графитовая, полимерная, металлическая и др. пыль |
Респираторы – «Астра-2» (защищает от высокодисперсных пылей при концентрациях, превышающих ПДК в 200 раз), противопылевые: Ф-62ш (защищает от пылей с диаметром частиц более 2 мкм при концентрациях, превышающих ПДК не более чем в 100 раз), У-2к (защищает от пылей с диаметром частиц более 2 мкм при концентрациях, превышающих ПДК не более чем в 10 раз), очки - 02 |
Правильное проектирование и рационально выполненное освещение помещений на предприятии оказывает положительное влияние на работающих, способствует повышению качества продукции, благоприятствует более высокой производительности труда, обеспечению его безопасности, снижает утомляемость и травматизм на производстве, сохраняет высокую трудоспособность в процессе труда.
Для производственного помещения участка при РМЦ, характерны зрительные работы станочников и операторов на рабочих местах по 11 а разряду.
Учитывая это, будем использовать смешанное освещение, в котором будет сочетаться естественное, а именно боковое односторонне освещение и искусственное (рабочее) освещение.
Для искусственного - лампы дневного света типа ЛДЛДЦ, а непосредственно на станках лампы накаливания НВ-25.
К рациональному освещению будут предъявляться следующие требования: соблюдение норматива освещенности, равномерное распределение светильников; в поле зрения не должна быть прямой и отраженной блеклости. Для нормального функционирования производственного процесса будут предусматриваться следующие виды освещения: ремонтное, дежурное, аварийное и специальное.
Благодаря правильно решенному цветовому интерьеру можно добиться повышения освещенности помещения. Надо так подобрать окраску и отделку, чтобы коэффициент отражения составил: для потолков 65-70%, для стен 40-70%, для полов 16-45%, для оборудования 25-50%. Цветовая гамма будет следующей: для потолков - белый, для стен - светло-серый, для оборудования зеленый; в сочетании с цветами безопасности: красный (запрещающий), белый, черный и синий (вспомогательные).
Большое влияние на самочувствие работающих оказывает шум, создаваемый оборудованием. Сильный шум вызывает перегрузку слухового аппарата, слуховое утомление, понижает внимание, воздействует на элемент центральной нервной системы, что может содействовать возникновению несчастного случая.
Уровень звукового давления в металлорежущих цехах на рабочем месте составляет 83-87 дБ, при ПДУ-80дБ, поэтому для снижения шума можно будет использовать следующие методы: уменьшение шума в источнике, рациональная планировка участка, акустическая обработка помещений, применение средств индивидуальной защиты (табл. 6.4.)
Причиной возникновения шума является вибрация. Для снижения вибрации, воздействующей на работающих, на ряду с выше указанными будем принимать следующие методы: ослабление вибрации в источнике, применение средств виброзащиты; расположение станков на 1-м этаже помещения, на отдельных фундаментальных плитах; применение амортизаторов (резиновой прокладки). Для работников проектируемого предприятия будут действовать компенсации и льготы, утвержденные законами РФ и статьями федерального закона об основах Охраны Труда РФ надбавки к зарплате за степени установления аттестацией рабочих мест, 3.1., 3.2.-12%; 3.4.-24%; льготное питание, бесплатное молоко; дополнительный отпуск; льготное пенсионное обеспечение (с уменьшением трудового стажа); санаторно-курортное лечение; льготные пенсии; обязательные медосмотры при приеме на работу и периодические. Наряду с выше изложенным, для создания в производстве нормальных санитарно-гигиенических условий большое значение имеют необходимые санитарно-бытовые помещения (табл.6.5.). Туалеты в производственных помещениях должны быть размещены не далее 75 м от рабочего места, на территории предприятия-150 м. Их оборудуют шлюзом, умывальником и напольными чашами (унитазами) из расчета 1 чаша на 15 человек.
Одним из важнейших мероприятий является соблюдение требований техники безопасности рабочими при работе на станках, стандартизированных в ГОСТ 1.26-77 «ГСС Порядок разработки и согласования требований безопасности в стандартах и технических условиях» [9]: чистку, смазку, регулировку механизмов и установку деталей производить при остановленном станке с выключенным электродвигателем; измерения и другие рабочие приемы производить только при остановленном станке; запрещается работать на неисправном станке и т.д.
Таблица 6.5. Характеристика гардеробных помещений и устройств в зависимости от групп производственных процессов
| Операции технологического процесса |
Группа производственных процессов |
Санитарная характеристика производственных процессов |
Нормирование санитарно-бытовых помещений |
Тип гардеробных, число отделений шкафа на 1 человека |
Специальные бытовые помещения и устройства |
Нормиру
емое число рабочих
|
Расчетное число
|
| На 1 душевую сетку |
На 1 кран |
душевых
|
кранов
|
Фрезерная
Токарная
Сверлильная
Копировально-фрезерная
|
1 б
|
Процессы, вызывающие загрязнение веществами 3 и 4 класса опасности, тела и спецодежды |
15 |
10 |
1 |
1 |
Общие два отделения |
Требования к производственным зданиям и помещениям установлены в САНПИН, СНиП, СН, ГОСТ и ОСТ с учетом опасных и вредных производственных факторов, образующихся в процессе производства, габаритов оборудования.
6.3. Мероприятия по предотвращению несчастны случаев, обеспечению безопасности эксплуатируемого оборудования и транспортных средств
Для обеспечения безопасности эксплуатируемого оборудования и предотвращения несчастных случаев от опасностей на проектируемом производственном помещении будет соблюдать следующие размеры: минимальная площадь помещения на одного рабочего - 4,5 м2; минимальный объем на одного рабочего-16 м3, расстояние между станками по фронту - не менее 900 мм, между тыльными сторонами - не менее 800 мм; между станками, расположенными поперечно к проезду 1500 мм, от стен и колонн зданий до тыльной или боковой стороны станка - 800 мм и до фронта станка - не менее 1500 мм; пешеходный туннель, эстакада - 1,5 х. 2,1 м; транспортный и коммуникационный туннель, галерея, эстакада - 0,8 х. 1,8 м.
Основными техническими средствами охраны труда являются защитные устройства. Они стандартизированы ГОСТ 12.4.125 - 83.
Для предотвращения захвата, удара рабочими механизмами все виды передач указанных выше станков будут иметь оградительные устройства - кожухи, щиты, экраны, козырьки, планки, барьеры (сплошные и сетчатые). Кроме того будут применены: блокировочные устройства (механические, электронные, электрические, пневматические, гидравлические), устройства, к которым относятся системы защиты от поражения электрическим током, устройства сигнализации. Эти устройства окрашиваются в специальные отличительные цвета, описанные ранее.
Проектируемое производственное помещение, согласно ГОСТ 12.1.019-79, относится к классу помещений с повышенной электроопасностью.
Безопасность эксплуатации при нормальном режиме работы электроустановок будет обеспечена следующими защитными мерами: подключение к системе электроснабжения с изолированной нейтралью трансформатора, выносное защитное заземление (рисунок 6.1.)
Рис. 6.1. Принципиальная схема выносного заземления
1. Заземленное оборудование
2. Заземляющие проводники
3. Магистрали
4. Заземлители (стальные уголки, трубы, швеллера и т.п., забитые в землю)
5. Полоса связи
Пожары и взрывы на предприятиях представляют большую опасность и остаются важной причиной несчастных случаев на производстве, причиняя огромный материальный ущерб.
Производственное здание проектируемого участка будет иметь 1 класс огнестойкости и категорию Д по пожаровзрывоопасности. Это определит ассортимент противопожарных средств: пожарные краны и рукава, огнетушители (пенные ОП-10 и углекислотные ОУ-5). Огнетушители будут расположены на видных местах в пределах производственного помещения.
При обнаружении нагрева трущихся деталей, появлении гари или дыма станок нужно немедленно остановить и приступить к тушению пожара имеющимися средствами, вызвать пожарную команду. Загоревшийся двигатель или электропроводку необходимо тушить сухим песком или огнетушителем (углекислотным или порошковым). При значительном распространении пожара, когда его нельзя ликвидировать имеющимися на участке средствами, рабочие будут эвакуироваться через заранее предусмотренное необходимое количество дверей.
Расчёт вероятностей появления наиболее характерных несчастных случаев на производстве
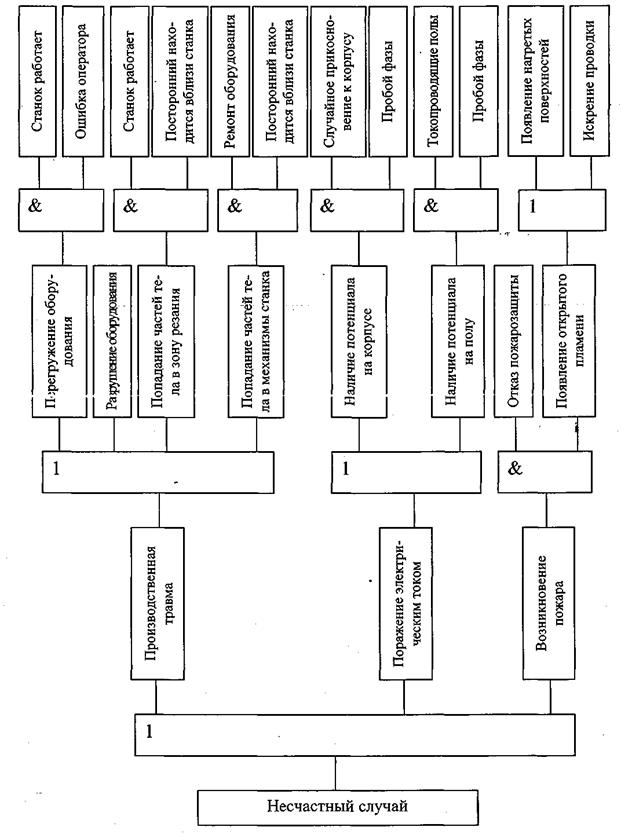
Рис. 6.2. Дерево происшествия
Таблица 6.6. Обозначение событий и их вероятности
Обозначение
|
Событие
|
Вероятность
|
А1
|
Станок работает
|
0,8
|
А2
|
Ошибка оператора
|
0,003
|
А3
|
Посторонний находится вблизи станка
|
0,15
|
А4
|
Ремонт оборудования
|
0,25
|
А5
|
Случайное прикосновение к корпусу
|
0,03
|
А6
|
Пробой фазы
|
0,025
|
А7
|
Токопроводящие полы
|
0,5
|
А8
|
Появление нагретых поверхностей
|
0,0015
|
А9
|
Искрение электропроводки
|
0,025
|
Б1
|
Разрушение оборудования
|
0,0001
|
Б2
|
Отказ пожаровзрывозащиты
|
0,00005
|
Б3
|
Перегружение оборудования
|
0,0024
|
Б4
|
Попадание частей тела в зону резания
|
0,12
|
Б5
|
Попадание частей тела в механизмы станка
|
0,0375
|
Б6
|
Наличие потенциала на корпусе
|
0,00075
|
Б7
|
Наличие потенциала на долу
|
0,0125
|
Б8
|
Появление открытого пламени
|
0,0265
|
| В1
|
Производственная травма механического характера
|
0,1551
|
В2
|
Поражение электрическим током
|
0,01324
|
В3
|
Возникновение пожара
|
0,000001325
|
Г1
|
Несчастный случай
|
0,1663
|
Обозначение событий и их вероятности представлены в таблице 4.7.
Вероятности зависимых событий определялись по теоремам сложения и умножения вероятностей с учетом зависимости вероятности этих событий с вероятностями событий более высокого уровня.
Вероятность события Б3 равна:
Р(Б3 ) = Р(А1 ) • Р(А2 ) = 0,8 • 0,003 = 0,0024
Вероятность события Б4 равна:
Р(Б4) = Р(A1) • Р(А3) = 0,8 - 0,15 = 0,12 Вероятность события Б5 равна:
Р(Б5) = Р(А3) • Р(А4) = 0,15-0,25 = 0,0375
Вероятность события Б6 равна:
Р(Б6) = Р(А5) • Р( А6) = 0,03 • 0,025 = 0,00075
Вероятность события Б7 равна:
Р(Б7) = Р(А6) • Р(А7) = 0,025 • 0,5 = 0,0125
Вероятность события Б8 равна:
Р(58) = [1-(1-Р(А8)) • (1-Р(А9))]=[1-(1-0.0015)) • (1-0,025))] = 0,0265
Вероятность события В1 равна:
Р(В1) = [1-(1-Р(Б1)) • (1-Р(Б3)) • (1-Р(Б4)) • (1-Р(Б5))]= . = [1-(1- 0,0001) • (1 - 0,0024) • (1 - 0,12) • (1 - 0,0375)] = 0,1551
Вероятность события В2 равна:
Р(В2) = [1-(1-Р(В6))-(1-Р(В7))] = [1-(1-0,0125)).(1-0,00075))] = 0,01324
Вероятность события В3 равна:
Р(В3) = Р(Б2)- Р(Б8) = 0,00005 • 0,0265 = 0,000001325
Вероятность события Г1 равна:
Р(Г1) = [1-(1-Р(В1)) • (1-Р(В2)).(1-Р(В3))] =
= [1-(1-0,1555)•(1-0,01324) • (1-0,000001325)] =0,1663
Анализ вероятностей событий, связанных с несчастными случаями, позволяет отметить, что наибольший вклад в вероятность появления несчастного случая вносит промышленный травматизм.
Вывод
В разделе безопасности жизнедеятельности дипломного проекта является полный анализ общих вопросов охраны труда, рассмотрение в них концепции нормирования в машиностроительном производстве. В качестве обеспечения нормальных условий труда при производстве детали «кулачок», предложены и обоснованы мероприятия по предотвращению несчастных случаев, обеспечению безопасности эксплуатируемого оборудования. Значения нормируемых показателей на рабочих местах должны реализовываться в обязательном порядке, согласно приведенным в таблице 6.3.
В данном разделе приведено «Дерево происшествия» и обозначения событий и их вероятности.
ЗАКЛЮЧЕНИЕ
В данной работе рассмотрены и исследованы методы упрочнения материалов.
Для упрочнения детали «Кулачок» выбран метод лазерного упрочнения проведённый на установке «Кардамон».
Данный метод обработки повышает износостойкость, усталостную прочность, происходит минимальное изнашивание формы.
В технологической части разработан процесс изготовления этой детали, выбраны оптимальные режимы резания и режущий инструмент.
В экономической части рассчитана эффективность изготовления данной детали.
Раздел «БЖД» отражает вопросы производственной безопасности и охраны труда на проектируемом предприятии.
ЛИТЕРАТУРА
1. Курсовое проектирование деталей машин. С.А. Чернавский, Москва, «Машиностроение», 1988 г. – 416 с.
2. Соспротивление материалов. П.А. Степин, Москва, «Высшая школа», 1983 – 303 с.
3. Промышленное применение лазеров – Г. Кебнера, Москва, «Машиностроение», 1988 г. – 280 с.
4. Применение лазеров в машиностроении и приборостроении. К.И. Крылов, В.Г. Прокопенко, А.С. Митрофанов, Ленинград, «Машиностроение», 1978 г. – 336 с.
5. Лазерная обработка материалов. И.Н. Рокалои, А.А. Ужов, А.Н. Кокора, Москва «Машиностроение», 1975 г. – 296 с.
6. Основа отраслевых технологий и организации производства. Под редакцией В.К. Федюкина, Издательство «Политехника», 2002 г.
7. Технология конструкционных материалов. А.М. Дальский, Н.П. Дубинин, Э.Л. Макаров, Е.А. Попов, Москва «Машиностроение», 1977 г. – 665 с.
8. Белькевич Б., Тимашков В. Справочное пособие технолог а машиностроительного завода. Минск.: Беларусь, 1972. 415с.
9. Допуски и посадки. Справочник. Под. ред. В. Д. Мягков. М.:
Машиностроение. 1980. Т. 1. и Т. 2. 1032с.
10. Косилова А. Г., Мещеряков В. К., Калинин М. А. Точность обработки, заготовки и припуски в машиностроении. Справочник. М.: Машиностроение, 1976. 310 с.
11. Краткий справочник металлиста. Под. ред. А. Н. Малова М.: Машиностроение, 1976. 767 с.
12. Курсовое проектирование по технологии машиностроения. Под. ред. А. Ф. Горбацевича. Минск.: Вышейшая школа, 1975. 288 с.
13. Обработка металлов резанием. Справочник технолога. Год. ред. Г. А. Монахова. М.: Машиностроение, 1974. 520 с.
14. Справочник молодого машиностроителя. Под. ред. В. В. Данилевского. М.: Машиностроение, 1973. 648 с.
15. Справочник технолога-машиностроителя. Под. ред. А. Е. Коси-ловой и Р. К. Мещерякова. Т. 1. М.: Машиностроение, 1972. 694с.
16. Справочник технолога-машиностроителя. Под. ред. А. Н. Малова. Т. 2. М.: Машиностроение, 1972. 568 с.
17. Шепс В. А., Шепс Э. Р. Расчет припусков на мехобработку. Учебное пособие. Саранск, 1995 г:, 80 с.
18. Методические указания «Проектирование технологических процессов механической обработки технологических машин» УлПи, Ульяновск, 1990.-32с.
19. Справочник. Режимы резания металлов. под. ред. Ю.В. Барановского, М.: Машне, 1972 – 660с.
20. Нормы времени при работе на металлорежущих станках. Методические указания. ДИТУД, Димитровград, 1994-68с.
21. Общемашиностроительные нормативы режимов резания для технологического нормирования работ на металлорежущих станках. Часть 1 и 2. – М.: Машиностроение, 1974.
22. Еженедельный информационный бюллетень по товарам и ценам: «Цены» № 11 от 22 марта 2004 г. Поволжско-Уральский регион.
23. Б.В.Белькевич, В.Д. Тимошков. Справочное пособие технолога машиностроительного завода.- Минск: Белорусь, 1972.
24. В.С.Стародубцева. Сборник задач по техническому нормированию в машиностроении. – М.: Машиностроение, 1974.
25. Н.А. Нефедов. Дипломное проектирование в машиностроительных техникумах. – М.: Высшая школа, 1976.
26. Справочник технолога-машиностроителя в 2-х томах. Под ред. А.Г. Касиловой, Р.К. Мещерякова.- М.: Машиностроение, 1985.
27. Организация и планирование машиностроительного производства. Под ред. Ю.В.Скворцова, Л.А.Некрасова. – М.: Высшая школа, 2003 г.
28. Организация, планирование и управление машиностроительным производством: Методические указания к курсовой работе и экономической части дипломного проекта. - Димитровград, 2003 г.
29. Конституция РФ – М.: Юридическая литература, 1993. – 46 с.
30. Трудовой Кодекс Российской Федерации. – М.: Аппарат правительства РФ, 1999. – 38 с.
31. Безопасность жизнедеятельности. Производственная безопасность и охрана труда./ П.п. Кукин, В.Л. Лапин, Н.Л. Понаморев и др. Учеб. пособие для студентов – М.: Высшая школа, 2001 – 431 с.
32. Типовые отраслевые нормы бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты работникам машиностроительных и металлообрабатывающих производств.
33. Система стандартов по безопасности труда. – М.: Госкомитт СССР по стандартам, 1984 – 296 с.
34. Гигиенические требования к микроклимату производственных помещений. Санитарные правила и нормы СнПИН 2.2.4.548 – 96. Утверждено постановлением Госкомсанэпидемнадзора России от 1 октября 1996 г. №21.
35. Правила устройства электроустановок (ПУЭ). Утверждены приказом Министерства энергетики Российской Федерации № 204 от 08.07.2002 г.
36. Безопасность жизнедеятельности. Учебник для вузов. С.В. Белов, А.В. Ильницкая, А.Ф. Козьяков и др.; Под общей редакцией С.В. Белова. 2-е изд., испр. и доп. – М.: Высш. шк., 1999.-448с.
ПРИЛОЖЕНИЯ
|