Министерство образования Российской Федерации
Волгоградский государственный технический университет
Кафедра '' Машины и технология литейного производства''
Курсовая работа
Тема: Разработка технологии плавки стали в электродуговой
печи ДСП-80 и расчет ее механизма.
Выполнил:
Студент Гр. ЛМ-532
Синявин Д.А.
Проверил:
Горелов В.Г.
Волгоград 2001г.
Содержание
| Стр. |
| Обоснование выбора плавильного агрегата |
3 |
| Аналитический расчет шихты |
5 |
| Технология плавки |
8 |
| Расчет механизма подъема свода печи |
13 |
| Технико-экономические показатели |
17 |
| Список использованной литературы |
19 |
Обоснование выбора плавильного агрегата
Существенным отличием получения стали в дуговых печах является возможность получения в плавильном пространстве восстановительной или нейтральной атмосферы и различного давления.
Восстановительная атмосфера в электродуговых печах позволяет получить шлак, содержащий в конце плавки не более 1% FeO, что примерно в 10 раз меньше, чем в обычном шлаке мартеновской печи.
Другим отличием является отсутствие в атмосфере печи кислорода. Поэтому ведение окислительных процессов возможно только за счет внешнего кислорода, источниками которого могут быть железная руда и газообразный кислород, вдуваемый в ванну.
По этой же причине имеют место меньшие потери металла на угар.
Возможность ведения плавки на шлаке с более высокой температурой плавления и перегрева в условиях основного процесса облегчает осуществление десульфурации. При основном процессе плавки обеспечиваются все условия, необходимые для получения стали с минимальным содержанием серы.
В тоже время процесс дефосфорации в электродуговых печах хуже.
В электродуговых печах имеются благоприятные условия для переплава высоколегированных отходов. Здесь потери дефицитных легирующих элементов минимальны.
Особенностью выплавки стали в электродуговых печах является возможность работы с одним шлаком, без специального восстановительного периода. Это значительно сокращает продолжительность плавки, расход электроэнергии и улучшает все технико-экономические показатели процесса.
В процессе электроплавки конечный результат предопределяется в основном взаимодействии двух фаз – металлической и шлаковой. В остальных процессах тремя металлической, газовой и шлаковой
Поэтому с точки зрения возможности использования влияния физико-химических факторов на конечные результаты электроплавка является более совершенной. Практически значительное количество дефектов в отливках и слитках из легированных сталей получается из-за плохого качества металла или вызываются и усугубляются четырьмя вредными примесями: кислородом, серой, водородом и фосфором. Электроплавка является наиболее гибким процессом для борьбы с тремя примесями: кислородом, серой и водородом.
Реклама

Основное преимущество дуговой печи заключается в возможности раскисления и обессеривания металла и легкости его перегрева, поэтому в целях удешевления процесса иногда применяют так называемый «дуплекс-процесс», при котором расплавление скрапа и окисление ведут в более дешевом плавильном аппарате-мартеновской печи, а затем жидкий металл переливают в дуговую печь для рафинирования и доводки до нужного состава. Реже применяют дуплекс-процесс «конвертор-электропечь».
При дуплекс-процессах мощность печи может быть меньше, чем при работе на твердой завалке, так как расплавление скрапа в этом случае отсутствует. Проводящиеся время от времени плавки на твердой завалке выполняют при уменьшенном весе шихты; они из-за меньшей мощности более длительны, но так как проводятся не часто (главным образом после ремонта футеровки), то их удлинение не является существенным. Электрический режим печей, работающих на жидкой завалке, также значительно спокойнее. При наличии жидкого металла, покрытого слоем шлака, дуга горит более стабильный и отсутствуют короткие замыкания из-за обвалов шихты.
Электродуговая печь может быть остановлена или пущена в эксплуатацию в любое время, удобное для производства, и при любом режиме работы.
Капитальные затраты на установку электродуговых печей в среднем на 40% меньше, чем на установку мартеновских печей аналогичной производительности.
Технология плавки
Плавка в дуговой печи начинается с заправки печи. Жидкоподвижные
нагретые шлаки сильно разъедают фу
теровку,
которая может быть повреждена и при загрузке. Если подина печи во время не будет закрыта слоем жидкого металла и шлака, то она может быть повреждена дугами. Поэтому перед началом плавки производят ремонт – заправку подины. Перед заправкой с поверхности подины удаляют остатки шлака и металла. На поврежденные места подины и откосов – места перехода подины в стены печи – забрасывают сухой магнезитовый порошок, а в случае больших повреждений – порошок с добавкой пека
или смолы.
Заправку производят заправочной машиной, выбрасывающей через. насадку при помощи сжатого воздуха заправочные материалы, или,
разбрасывающей материалы по окружности с быстро вращающегося диска, который опускается в открытую печь сверху.
Для наиболее полного использования рабочего пространства печи в центральную ее часть ближе к электродам загружают крупные куски (40 %),
ближе к откосам средний лом (45%), на подину и на верх загрузки мелкий лом (15%). Мелкие куски должны заполнять промежутки между крупными кусками.
Выплавка сталей включает следующие операции: расплавление металла, удаление содержащихся в нем вредных примесей и газов, раскисление металла, и выливание его из печи в ковш для разливки по изложницам или формам. Значение этих операций и требования, которые они предъявляют к дуговой печи, могут быть весьма различными.
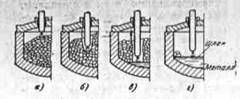 Расплавление скрапа необходимо вести по возможности скорее и с минимальным расходом энергии. Зачастую длительность его превосходит половину продолжительности всей плавки и при этом расходуется 60-80% всей электроэнергии. Характерной особенностью периода является неспокойный электрический режим печи. Горящая между концом электрода и холодным металлом дуга нестабильна, ее длина невелика и сравнительно небольшие изменения в положении электрода или металла (обвал, сдвиг подплавленного куска скрапа) вызывают либо обрыв дуги, либо, наоборот, короткое замыкание. Ход плавления шихты в дуговой печи иллюстрируется рис.1. Дуга загорается сначала между концом электрода и поверхностью шихты (рис.1, а), причем для повышения ее устойчивости в первые минуты под электроды обычно подкладывают куски кокса или электродного боя. После сгорания последних начинает подплавляться металл я каплями стекать на Расплавление скрапа необходимо вести по возможности скорее и с минимальным расходом энергии. Зачастую длительность его превосходит половину продолжительности всей плавки и при этом расходуется 60-80% всей электроэнергии. Характерной особенностью периода является неспокойный электрический режим печи. Горящая между концом электрода и холодным металлом дуга нестабильна, ее длина невелика и сравнительно небольшие изменения в положении электрода или металла (обвал, сдвиг подплавленного куска скрапа) вызывают либо обрыв дуги, либо, наоборот, короткое замыкание. Ход плавления шихты в дуговой печи иллюстрируется рис.1. Дуга загорается сначала между концом электрода и поверхностью шихты (рис.1, а), причем для повышения ее устойчивости в первые минуты под электроды обычно подкладывают куски кокса или электродного боя. После сгорания последних начинает подплавляться металл я каплями стекать на  подину. В шихте образуются колодцы, в которые углубляются опускающиеся электроды (рис.16) до тех пор, пока они не достигнут подины, на которой во избежание перегрева ее к этому моменту должна быть образована лужа расплавленного металла (рис.1в). Это самый беспокойный, неустойчивый период горения дуги; подплавляемые куски шихты падают на электрод, закорачивая дугу опускании куска шихты под торцом электрода может, наоборот, наступить обрыв тока. Горящая между электродом и расплавленным металлом дуга перегревает металл: начинается размыв и расплавление шихты, окружающей колодцы. Колодцы расширяются, уровень жидкого металла в ванне начинает повышаться, а электроды-подниматься (рис.1в). В конце этого периода почти весь металл оказывается расплавленным; остаются лишь отдельные куски шихты на откосах («настыли», рис.1г), расплавляющиеся последними. Чтобы не затягивать период расплавления, обычно эти «настыли» сбрасывают ломом в глубь ванны. Период расплавления считают законченным, когда весь металл в печи перешел в жидкое состояние. К этому моменту режим горения дуги становится более спокойным, так как температура в печи выше, поверхность металла покрыта слоем шлака, образованным заброшенными в печь в период расплавления кусками извести и всплывающими окислами; длина дуги по сравнению с началом расплавления увеличивается в несколько раз дуга горит устойчивее, количество толчков тока и обрывов уменьшается. подину. В шихте образуются колодцы, в которые углубляются опускающиеся электроды (рис.16) до тех пор, пока они не достигнут подины, на которой во избежание перегрева ее к этому моменту должна быть образована лужа расплавленного металла (рис.1в). Это самый беспокойный, неустойчивый период горения дуги; подплавляемые куски шихты падают на электрод, закорачивая дугу опускании куска шихты под торцом электрода может, наоборот, наступить обрыв тока. Горящая между электродом и расплавленным металлом дуга перегревает металл: начинается размыв и расплавление шихты, окружающей колодцы. Колодцы расширяются, уровень жидкого металла в ванне начинает повышаться, а электроды-подниматься (рис.1в). В конце этого периода почти весь металл оказывается расплавленным; остаются лишь отдельные куски шихты на откосах («настыли», рис.1г), расплавляющиеся последними. Чтобы не затягивать период расплавления, обычно эти «настыли» сбрасывают ломом в глубь ванны. Период расплавления считают законченным, когда весь металл в печи перешел в жидкое состояние. К этому моменту режим горения дуги становится более спокойным, так как температура в печи выше, поверхность металла покрыта слоем шлака, образованным заброшенными в печь в период расплавления кусками извести и всплывающими окислами; длина дуги по сравнению с началом расплавления увеличивается в несколько раз дуга горит устойчивее, количество толчков тока и обрывов уменьшается.
Реклама

Окислительный период.
После окончания периода расплавления начинается окислительный период, задачи которого заключаются в следующем: окисление избыточного углерода, окисление и удаление фосфора; дегазация металла; удаление неметаллических включений, нагрев стали.Окислительный период плавки начинают присадкой железной руды, которую дают в печь порциями. В результате присадки руды происходит насыщение шлака F
eO и окисление металла по реакции: (
FeO)=
Fe+[O]. Растворенный кислород взаимодействует с растворенным в ванне углеродом по реакции [C] +[O]=
CO. Происходит бурное выделение пузырей CO, которые вспенивают поверхность ванны, покрытой шлаком. Поскольку в окислительный период на металле наводят известковый шлак с хорошей жидкоподвижностью,
то шлак вспенивается выделяющимися пузырями газа. Уровень шлака становится выше порога рабочего окна и шлак вытекает из печи. Выход шлака усиливают, наклоняя печь в сторону рабочего окна на небольшой угол. Шлак стекает в шлакови
к, стоящий под рабочей площадкой цеха. За время окислительного периода окисляют 0,3—0,6 % C со средней скоростью 0,3—0,5 % С/ч. Для обновления состава шлака одновременно с рудой в печь добавляют известь и небольшие количества плавикового шпата для обеспечения жидкоподвижности
шлака. Непрерывное окисление ванны и скачивание
окислительного известкового шлака являются непременными условиями удаления из стали фосфора.
Для протекания реакции окисления фосфора 2[P]+5[O]=
(P2
O5); (Р2O
5)+4
(СаО)=(СаО)4
*P2O5 необходимы высокое содержание кислорода в металле и шлаке, повышенное содержание CaO в шлаке и пониженная температура.
В электропечи первые два условия полностью выполняются. Выполнение последнего условия обеспечивают наводкой свежего шлака и постоянным обновлением шлака, так как ш
лак, насыщенный (СаО)4*P2O5 скачивается из печи. По ходу окислительного периода происходит дегазация стали—удаление из нее водорода и азота, которые выделяются в пузыри СО, проходящие через металл.
Выделение пузырьков СО сопровождается также и удалением из металла неметаллических включений, которые выносятся на поверхность потоками металла или поднимаются наверх вместе с пузырьками газа. Хорошее кипение ванны обеспечивает перемешивание металла, выравнивание температуры и состава.
Общая продолжительность окислительного периода составляет от 1 до 1,5 ч. Для интенсификации окислительного периода плавки, а также для получения стали с низким содержанием углерода металл продувают кислородом. При продувке кислородом окислительные процессы резко ускоряются, а температура металла повышается со скоростью примерно 8— 10 С/мин. Чтобы металл не перегрелся, вводят охлаждающие добавки в виде стальных отходов. Применение кисло
рода является единственным способом получения низкоуглеродистой нержавеющей стали без значительных потерь ценного легирующего хрома при переплаве.
Окислительный период заканчивается, когда содержание углерода становится ниже заданного предела, содержание фосфора 0,010%, температура металла несколько выше температуры выпуска стали из печи. В конце окислительного периода шлак стараются полностью у
бирать из печи, скачивая его с поверхности металла.
Восстановительный период плавки.
После скачивания
окислительного шлака начинается восстановительный период плавки. Задачами восстановительного периода плавки являются: раскисление
металла, удаление серы, корректирование
химического состава стали, регулирование температуры ванны, подготовка жидкоподвижного
хорошо раскисленного
шлака для обработки металла во время выпуска из печи в ковш. Раскисление ванны, т. е.
удаление растворенного в ней кислорода, осуществляют присадкой раскислителей
в металл и на шлак. В начале восстановительного периода металл покрывается слоем шлака. Для этого в печь присаживают шлакообразующие
смеси на основе извести с добавками плавикового шпата, шамотного боя, кварцита. В качестве раскислителей обычно используют ферромарганец, ферросили
ций, алюминий. При введении раскислителей происходят следующие реакции:
[Mn
]+[O]=
(MnO); [Si]+2 [О] =
(SiO2); 2[Al]+ 3[O]=(Al2O3).
В результате процессов раскисления
большая часть растворенного кислорода связывается в оксиды и удаляется из ванны в виде нерастворимых в металле неметаллических включений. Процесс этот протекает достаточно быстро и продолжительность восстановительного периода в основном определяется временем, необходимым для образования подвижного шлака. В малых и средних печах при выплавке ответственных марок сталей продолжают применять метод диффузионного раскисления стали через шлак, когда раскислители
в виде молотого элек
тродного
боя, порошка ферросилиция присаживают на шлак. Содержание кислорода в шлаке понижается и в соответствии с законом распределения кислород из металла переходит в шлак. Метод этот, хотя и не оставляет в металле оксидных
неметаллических включений, требует значительно большей затраты времени. В восстановительный период плавки, а также при выпуске стали под слоем шлака, когда происходит хорошее перемешивание
металла со шлаком, активно происходит десульфурация
металлапо уравнению FeS +CaO=FeO+CaS. Этому способствует хорошее раскисление
стали и шлака, высокое содержание извести в шлаке и высокая температура.
В ходе восстановительного периода вводят легирующие –
ферротитан, феррохром и др., а некоторые, например никель, присаживают вместе с шихтой. Никель не окисляется и не теряется при плавке. Добавки тугоплавких ферровольфрама, феррониобия
производят в начале рафинирования, так как нужно значительное время для их расплавления.
В настоящее время большинство операций восстановительного периода переносят из печи в ковш. Присаживают по ходу выпуска раскислители.
Целью восстановительного периода является обеспечение нагрева стали до заданной температуры и создание шлака, десульфурирующая
способность которого используется при совместном выпуске из печи вместе со сталью.
Порядок легирования.
При выплавке легированных сталей в электродуговых печах порядок легирования зависит от сродства легирующих элементов к кислороду. Элементы обладающие меньшим сродством к кислороду, чем железо (никель, молибден) во время плавки не окисляются и их вводят в начальные периоды плавки- никель в завалку, а молибден в конце плавления или в начале окислительного периода.
Хром и марганец обладают большим сродством к кислороду чем железо. Поэтому металл легируют хромом и марганцем после слива окислительного шлака в начале восстановительного периода.
Вольфрам обладает большим сродством к кислороду, чем железо и его обычно вводят в начале восстановительного периода. Он очень тугоплавкий и поэтому ферровольфрам можно присаживать в ванну не позднее, чем за 30 мин. до выпуска.
Одношлаковый процесс.
В связи с интенсификацией процесса электроплавки в последние годы получил большое распространение метод плавки в дуговой печи под одним шлаком. Сущность этого метода заключается в следующем: дефосфорация
металла совмещается с периодом расплавления. Во время расплавления из печи скачивают шлак и производят добавки извести. В окислительный период выжигают углерод. По достижении в металле Р<<
0,035 % производят раскисление стали без скачивания
шлака ферросилицием и ферромарганцем. Затем присаживают феррохром и проводят сокращенный (50—70 мин) восстановительный период с раскислением
шлака порошками ферросилиция и кокса и раскисле-нием
металла кусковыми раскислителями.
Окончательное раскисление производят в ковше ферросилицием и алюминием. В некоторых случаях вообще не проводят раскисления
шлака в печи порошкообразными раскислителями.
Применение синтетического шлака.
Этот метод предусматривает перенесение рафинирования металла из электропечи в разливочный ковш. Для рафинирования металла выплавляют синтетический шлак на основе извести (52–55%) и глинозема (40%
) в специальной электродуговой печи с угольной футеровкой. Порцию, жидкого, горячего, активного шлака (4–5 % от массы стали, выплавленной в электропечи) наливают в основной сталеразливочный
ковш. Ковш подают к печи и в него выпускают сталь. Струя стали, падая с большой высоты, ударяется о поверхность жидкого шлака, разбивается на мелкие капли и вспенивает шлак. Происходит перемешивание стали со шлаком. Это способствует активному протеканию обменных процессов между металлом и синтетическим шлаком. В первую очередь протекают процессы удаления серы благодаря низкому содержанию FeO в шлаке и кислорода в металле; повышенной концентрации извести в шлаке, высокой температуре и перемешиванию стали со шлаком. Концентрация серы может быть снижена до 0,001 %.
При этом происходит значительное удаление оксидных
неметаллических включений из стали благодаря ассимиляции, поглощению этих включений синтетическим шлаком и перераспределению кислорода между металлом и шлаком.
Обработка металла аргоном.
После выпуска стали из печи через объем металла в ковше продувают аргон, который подают либо через пористые пробки, зафутерованные
в днище, либо через швы кладки подины ковша. Продувка стали в ковше аргоном позволяет выровнять температуру и химический состав стали, понизить содержание водорода, удалить неметаллические включения, что в конечном итоге позволяет повысить механические и эксплуатационные свойства стали.
Применение порошкообразных материалов.
Продувка стали в дуговой электропечи порошкообразными материалами в токе газаносителя (аргона или кислорода) позволяет ускорить важнейшие процессы рафинирования стали: обезуглероживание, дефосфорацию,
десульфурацию,
раскисление
металла.
В струе аргона или кислорода в ванну вдуваются порошки на основе извести, плавикового шпата. Для раскисления
металла используют порошкообразный ферросилиций. Для окисления ванны и для ускорения удаления углерода и фосфора добавляют оксиды железа. Мелко распыленные
твердые материалы, попадая в ванну металла, имеют большую поверхность контакта с металлом, во много раз превышающую площадь контакта ванны со шлаковым слоем. При этом происходит интенсивное перемешивание металла с твердыми частицами. Все это способствует ускорению реакций рафинирования стали. Кроме того, порошкообразные флюсы могут использоваться для более быстрого наведения шлака.
Аналитический
расчет шихтовых
материалов
Аналитический расчет шихтовых материалов для выплавки стали 15Х18Н22В6М2Л
Сталь 15Х18Н22В6М2Л ГОСТ 977-85
Химический состав стали:
С= 0,1…0,2%;Mn= 0,3…0,6%; Si= 0,2…0,6%; P< 0,03%; S< 0,035%;Ni= 20…24%; Cr= 16…18%; Mo= 2…3%; W= 5…7%
Принимаем усредненный состав:
С=0,15%;Mn=0,45%; Si=0,4%; P<0,03%; S<0,035%;Ni=22%; Cr=17%; Mo=2,5%; W= 6%
Угар элементов составляет: С= -10%, Mn= - 15%, Cr = -15%
Определяем количество возврата собственного производства( ВСП) в металлозавалке:
 кг кг
Определяем количество стального лома в металлозавалке:
 кг кг
Определяем необходимое количество марганца в стале:
 кг кг
Марганца не хватает 360-207=153 кг  
 кг кг
Определяем необходимое количество кремния в стале:
 кг кг
Кремния не хватает 320-227=93 кг
 кг кг
Определяем необходимое количество хрома в стале:
 кг кг
Марганца не хватает 13600-390=13210 кг
 кг кг
Определяем необходимое количество никеля в стале:
 кг кг
Кремния не хватает 18400-621=17779 кг
 кг кг
Для того чтобы получить плотные, без дефектов литые изделия необходимо провести окончательное раскисление в ковшах вторичным алюминием из расчета 1,2кг/т, всего 96кг

Расчет механизма подъема свода печи
Расчет механизма подъема свода печи заключается в расчете мощности электродвигателя.
При передаточном числе редуктора i=25 шаге винта s=24 мм и скорости электродвигателя n=1000 об/мин скорость подъема свода
 м/мин м/мин
Время подъема на высоту h=500мм
 сек. сек.
Вес свода равен 50т
Коэффициент полезного действия привода η=0,29
Мощность электродвигателя
 квт квт
На основании приведенных данных произведем расчет червячного редуктора
Номинальные частоты вращения и угловые скорости валов редуктора:
 об/мин об/мин
 рад/с рад/с
 об/мин об/мин
 рад/с рад/с
Вращающие моменты
 Н*м=117,6 10³ Н*мм Н*м=117,6 10³ Н*мм
 Н*мм Н*мм
Для венца червячного колеса примем бронзу Бр010Ф1, отлитую в кокиль; для червяка – углеродистую сталь с твердостью HRC>45. В этом случае основное контактное напряжение [σH]’= 221 МПа. Расчетное допускаемое напряжение [σН]= [σН]’KFL тогда [σН]= 221*0,67=148 МПа.
Число витков червяка Z1принимаем в зависимости от передаточного числа: при u= 25 принимаем Z1=2
Число зубьев червячного колеса
Z2=Z1*u=2*25=50
Принимаем предварительно коэффициент диаметра червяка q=12,5 и коэффициент нагрузки К=1,2
Определяем межосевое расстояние из условия контактной прочности
 = = мм мм
Модуль
 мм мм
Принимаем по ГОСТ 2144-76 стандартные значения m=8мм и q=12,5, а также Z2=50 и Z1=2
Тогда пересчитываем межосевое расстояние по стандартным значениям m, q и Z2:
 мм мм
Основные размеры червяка:
Делительный диаметр червяка
 мм мм
Диаметр вершин витков червяка
 мм мм
Диаметр впадин витков червяка
 мм мм
длина нарезанной части шлифованного червяка
 147 мм 147 мм
делительный угол подъема γ при Z1=2 и q=12,5 угол γ=9°05’
Основные размеры венца червячного колеса
Делительный диаметр червячного колеса
 мм мм
Диаметр вершин витков червяка
 мм мм
Диаметр впадин витков червяка
 мм мм
наибольший диаметр червячного колеса
 мм мм
ширина венца червячного колеса
 87 мм 87 мм
окружная скорость червяка
 м/с м/с
скорость скольжения
 м/с м/с
Уточняем КПД редуктора
При скорости Vs = 5,16 м/с при шлифованном червяке приведенный угол трения ρ΄=1°.
КПД редуктора с учетом потерь в опорах, потерь на разбрызгивание и перемещение масла
 = =
выбираем 7-ю степень точности передачи и находим значение коэффициента динамичности Кv = 1,1
Коэффициент неравномерности распределения нагрузки
коэффициент нагрузки

Проверяем контактное напряжение
  МПа< МПа<
Проверяем прочность зубьев червячного колеса на изгиб.
Эквивалентное число зубьев
Коэффициент формы зуба YF=2,18
Напряжение изгиба
 МПа МПа
Основное допускаемое напряжение изгиба для реверсивной работы [σ-1F]’=51
Расчетное допускаемое напряжение [σ-1F]= [σ-1F]’KFL
Коэффициент долговечности примем по его минимальному значению KFL=0,543
Таким образом [σ-1F]= [σ-1F]’0,543=51*0,543=27,6 МПа.
Прочность обеспечена, так как [σF]< [σ-1F]
Расчет валов редуктора
Диаметр выходного конца ведущего вала по расчету на кручение при [τk] = 25 МПа
  28,6мм 28,6мм
Но для соединения его с валом электродвигателя примем dв1= dдв=32мм; диаметры подшипниковых шеек dп1=45мм.
Расстояние между опорами червяка примем l1=dаМ2=430мм
Ведомый вал
Диаметр выходного вала
Принимаем  мм мм
Диаметры подшипниковых шеек dп2=65мм, диаметр вала в месте посадки червячного колеса dк2=70.
Диаметр ступицы червячного колеса
 мм мм
Принимаем  мм мм
Длина ступицы червячного колеса
 мм мм
Принимаем  мм мм
Технико-экономические
показатели
Длительность плавки на печах емкостью 5-100т составляет 3,5-6,5 ч. Длительность заправки возрастает с 15-20 до 35 мин при росте емкости печи, длительность завалки равна 5-10 мин. Продолжительность периода плавления составляет 1,2-3,0 ч, возрастая при увеличении емкости печи. Длительность окислительного периода изменяется в пределах 0,5-1,5 ч. Длительность восстановительного периода обычно уменьшается при росте емкости печи для 80–т печах составляет 30-40 мин.
Выход годных слитков по отношению к массе шихты при выплавке стали составляет 88-90% ; выход годных слитков по отношению к массе жидкого металла равен 98- 98,5% для слитков массой 4-6,5т и 97-97,5% для 1-2т.
Простои составляют 4-9% календарного времени. Доля исходных материалов в себестоимости 90-94% для высоколегированных сталей.
Важным техническим показателем процесса электроплавки является расход электроэнергии на 1т стали.Расход электроэнергии колеблется в пределах от 500 до 1000 квт*ч на 1т. Эти величины приблизительно соответствуют расходу теплоты 500-900 тыс. кал, что на 25-35% меньше расхода теплоты в мартеновском процессе.
Некоторые технико-экономические показатели плавки в электродуговой печи
Средняя продолжительность плавки в ч
Средняя стойкость свода – количество плавок
Средняя стойкость стен – количество плавок
Количество ремонтов в месяц
Расход огнеупорного кирпича в кг/т
Расход электроэнергии в квт ч/т
|
4
20
50
3
97
750
|
Для увеличения показателей необходимо увеличивать мощность трансформатора, вести плавку на одном шлаке, применять кислород, электромагнитное перемешивание, вдувание порошков и т.д.
В печах большой емкости при выплавке углеродистых сталей на твердой завалке и использовании кислорода получены следующие примерные показатели процесса: производительность 26,8 т/ч, удельный расход электроэнергии 500 квт ч/т, расход электродов 4,6 кг/т, расход огнеупорного кирпича для стен электропечи 1кг/т, расход кирпича для свода 1,2 кг/т, расход кислорода 1,4 м³/т.
С определенным эффектом используют и вдувание в металл различных порошков. Например, вдувание в расплавленную сталь в струе кислорода смеси извести и плавикового шпата в течении 6-10 мин позволяет снизить в стали содержание фосфора с 0,07 до 0,01%. Удельный расход кислорода при этом составляет 4-5 м³/т, расход извести и плавикового шпата соответственно составлял 20-6,5 кг/т. В других случаях для науглероживание стали, вдувают смесь пылевидного графита и кокса.
При дефицитности электроэнергии экономически целесообразно вести плавку в электродуговых печах, применяя топливно-кислородные горелки. Использование в качестве топлива пропан заменяется 1 кг пропана 10-11 квт ч электроэнергии. Горелки используют при выключенном электрическом токе на протяжении части периода расплавления, в этом случае горелка компенсирует до 60% теплоты, требующейся для расплавления шихты при включенном электрическом токе в течении всего периода расплавления. Расход электроэнергии сокращается на 30-35%. Продолжительность плавки увеличивается на 20%. Горелки работают в течение всего времени плавки при сокращенной на 50% электроэнергии. В этом случае за счет топлива вводят в электрическую печь около 45% требующейся теплоты. Общий расход электроэнергии сокращается на 20%, а максимально необходимая мощность в отдельные моменты плавки на 50%.
Преимущество использования горелок является возможность применения электрооборудования с меньшей установочной мощностью, в результаты чего сокращаются капитальные затраты на строительство плавильного агрегата. Производительность печи повышается на 6-7%.Горелки могут быть использованы при полной подаче электроэнергии до момента расплавления примерно 50% шихты. Затем расплавление продолжается при уменьшенном на 50% количестве подаваемой электроэнергии. Общий расход электроэнергии сокращается на 20%, продолжительность плавки на 25%, производительность печи увеличивается на 30%.
Список использованной литературы
1. Леви Л.И. Основы теории металлургических процессов и технология плавки литейных сплавов. - М.: Машиностроение,1970.- 496с.
2. Воскобойников. В. Г. Общая металлургия. - М.: Металлургия ,1985.- 480с.
3. Толоконников Л.С. Расчет механизмов электродуговых печей. - М.: Металлургия ,1964.- 286с.
4. Дуговые сталеплавильные печи. Атлас конструкций - М.: Металлургия,1976.-172с.
|
