| Содержание
|
стр.
|
| Введение
|
4 |
| 1. Классификация видов пригара
|
6 |
| 1.1. Термический пригар |
6 |
| 1.2. Механический пригар |
6 |
| 1.3. Химический пригар |
10 |
| 2. Влияние технологических факторов на пригар
|
12 |
| 2.1. Влияние огнеупорности |
12 |
| 2.2. Влияние давления на глубину проникновения пригарного слоя |
12 |
| 2.3. Влияние вязкости металла на глубину проникновения |
| пригарного слоя |
15 |
| 2.4. Влияние температуры на пригар |
16 |
| 2.5. Влияние химического состава металла на пригар |
17 |
| 2.6. Влияние восстановительных добавок на пригар |
18 |
| 2.7. Влияние окислительных добавок на пригар |
18 |
| 2.8. Смачиваемость |
19 |
| 2.9. Влияние состава формовочной смеси |
23 |
| 2.10. Влияние газопроницаемости формы |
26 |
| 3. Мероприятия сокращающие пригар на отливках
|
27 |
| 3.1. Классификация методов борьбы с пригаром |
27 |
| 3.2. Сокращение химического пригара |
28 |
| 3.3. Уменьшение пористости |
29 |
| 3.3.1. Уменьшение размера зерна |
29 |
| 3.3.2. Повышение степени уплотнения формы |
34 |
| 3.3.3. Спекающиеся смеси |
36 |
| 3.4. Изменение температуры заливки |
38 |
| 3.5. Теплоаккумулирующая способность формы |
43 |
| 3.6.Применение восстановительных добавок |
46 |
| 3.7.Применение окислительных добавок |
47 |
| 3.8. Применение противопригарных красок |
52 |
| 3.9. Изготовление форм из высокоогнеупорных и химически |
| инертных формовочных материалов для сокращения пригара |
53 |
| 3.10. Рекомендации по выбору противопригарных покрытий для |
| предотвращения химического пригара |
58 |
| Выводы
|
61 |
| Список использованной литературы
|
62 |
Введение
Пригар на отливках является одним из самых распространенных дефектов, значительно увеличивающим трудоемкость обрубных и очистных работ.
На протяжении многих лет литейщики изучают механизм образования пригара и разрабатывают методы борьбы с ним. Однако до сих пор еще не найдены способы полного устранения пригара во всех случаях практики. Такое положение объясняется чрезвычайной сложностью процессов, происходящих на поверхности раздела металл-форма и приводящих к образованию пригара.
Пригаром обычно называют неметаллическую корку, прочно удерживаемую на поверхности отливки и состоящую из зерен формовочного материала и цементирующего вещества.
Разделение пригара на разные виды, является условным, и в реальных отливках можно обнаружить одновременное существование всех или, по крайней мере, двух видов пригаров. Следовательно, пригар на отливках всегда бывает комбинированным. В условиях формы заливаемый металл в большей или меньшей степени покрыт окислами, резко меняющими характер проникновения металла в поры формовочной смеси. Установлено, что струйки металла, проникающие в поры формы, покрыты пленкой окислов железа. Следовательно, механическому пригару сопутствует и способствует химический пригар.
Однако не всякий пригар вызывает необходимость борьбы с ним. Часто образовавшаяся пригарная корка легко отделяется от отливки при последующем охлаждении. Это так называемый легкоотделимый пригар. Иногда борьба с пригаром сводится не к предупреждению образования пригара, а к получению легкоотделимого пригара вместо трудноотделимого.
Встречающиеся на практике такие дефекты отливок, как «просечка» и «металлизация» представляют собой разновидности химического, термического и механического пригаров. Поэтому способы предотвращения указанных дефектов являются общими со способами предотвращения пригара на отливках.
Образование пригара определяется многими факторами, зависящими от свойств металла, от свойств формовочных смесей и технологических условий заливки. На образование пригара, с одной стороны, влияют химический состав металла, его вязкость и жидкотекучесть, степень раскисленности металла, его капиллярные свойства (поверхностное натяжение и способность смачивать стенки формы) и т. д. С другой стороны, возникновение или отсутствие пригара определяется огнеупорностью, химическим и зерновым составом формовочных материалов, смесей, пористостью и теплоаккумулирующей способностью формы, активностью окислов формовочных материалов к окислам металла и т. д.
Реклама

Кроме того, такие факторы, как металлостатическое давление, атмосфера в форме во время заливки, длительность заливки, соотношение коэффициентов расширения и сжатия металла и формовочных материалов и др., существенно влияют на образование пригара и на прочность сцепления его с отливкой.
Из изложенного выше следует, что при изучении взаимодействия металла и формы приходится сталкиваться с очень большим числом переменных во времени факторов, определяющих величину и характер пригара. Учесть влияние каждого из них не всегда представляется возможным. Поэтому трудно представить такую методику, которая позволила бы дать универсальную оценку противопригарных свойств формовочных смесей. Противопригарные свойства смесей есть комплекс многих свойств металла и формовочных материалов, а также условий заливки металла в форму. Нельзя говорить о противопригарных свойствах данной смеси вообще без учета свойств металла. Известно, что смеси, позволяющие получать чистые от пригара отливки из одного сплава, оказываются непригодными для отливок из других сплавов.
Сложность процессов взаимодействия металла и формы вынуждает литейщиков идти по двум путям оценки противопригарных свойств. Первый путь заключается в том, чтобы раздельно изучать один или небольшую группу факторов, преимущественно влияющих на какой-либо вид пригара. Он дает более общие решения, позволяет строить теоретические основы процессов взаимодействия металла и формы, а также оценивать интересующие нас свойства смеси в физических единицах измерения.
Второй путь состоит в применении различных технологических проб. Образование пригара изучают в условиях, близких к практическим, т. е. изучают комплексный пригар с преобладанием того или иного вида пригара. Оценку противопригарных свойств смеси производят либо качественно, либо по какому-нибудь условному количественному критерию.
Целью данной работы является анализ методов, сокращения пригара, на основании литературных данных.
1. Классификация видов пригара
1.1.
Термический пригар
Возникает вследствие оплавления материала формы под влиянием теплоты залитого металла. Он появляется всякий раз при использовании для приготовления формовочных смесей песков и глин с недостаточной огнеупорностью. Такой пригар большей частью легко отстает от поверхности отливок в виде толстой «шубы», но отливка имеет неровную серую поверхность с точечными включениями нерасплавившегося кварца. Оплавление формовочного материала сопровождается газовыделением и образованием поверхностных газовых раковин.
Реклама

1.2.
Механический пригар
Образуется вследствие проникновения расплавленного металла в поры формы. Для того чтобы возник механический пригар, металл должен внедриться в поры формы на глубину не меньше диаметра зерна формовочной смеси. При этом на поверхности отливки возникает сетка из металла и зерен формовочной смеси, удалить которую можно только вырубкой совместно с поверхностным слоем отливки. Механизм образования механического пригара можно представить следующим образом. Поступая в форму, жидкий металл соприкасается с еще холодными ее стенками и охлаждается с поверхности, в результате на поверхности отливки образуется затвердевшая корка. Толщина этой корки зависит от температуры заливаемого металла, температуры и теплоаккумулирующей способности формы и других факторов. Если отливка сравнительно тонкостенная, то теплоты, выделяющейся при последующей кристаллизации всей массы отливки, оказывается недостаточно для того, чтобы вновь расплавить первоначально образовавшуюся корку и снова обеспечить уже более длительный контакт жидкого металла со стенками формы. В этих условиях механический пригар образоваться не может.
Если же в равных условиях заливают крупную толстостенную отливку, то образовавшаяся вначале корка вновь расплавится под действием теплоты затвердевающей отливки и жидкий металл войдет в контакт со стенками формы. Однако внедрение его в поры формы начинается не сразу, поскольку формовочные материалы подбирают так, чтобы они не смачивались жидким металлом.
В этих условиях, как известно, возникает капиллярное противодавление p
k
, противодействующее внедрению жидкости в капилляры. Кроме того, проникновению металла будет препятствовать сравнительно низкая температура формы. По мере прогревания стенок формы из формовочной смеси выделяются водяные пары и газы, создающие в порах газовое противодавление р
r
, которое также препятствует проникновению металла.
Когда же прилежащие к отливке слои формы нагреваются до температуры ликвидуса заливаемого сплава, проникновение неокисленного металла становится возможным. Для начала проникновения металла необходимо создать металлостатическое давление р
м
, которое должно быть равно или превосходить по величине сумму капиллярного и газового противодавления, т. е. для образования механического пригара необходимо выполнить условие:
p
м = p
к
+ р
r
.
Металлостатическое давление, при котором начинается проникновение расплава, называют критическим.
В холодной форме, если давление металла на стенку формы равно критическому, металл проникнет в поры формы на глубину не более половины диаметра зерна, т. е. на доли миллиметра. При прогревании поверхности формы металл, находясь под критическим давлением, будет проникать в глубь формы по мере распространения изотермы, соответствующей температуре плавления металла.
Если формовочная смесь смачивается жидким металлом, то последний проникает (всасывается) в поры формы без приложения к жидкому металлу внешнего давления. Проникновению способствует неизбежное окисление металла при выплавке и заливке, поскольку окислы смачивают формовочный материал.
Механизм образования
В общем виде механизм образования пригара может быть описан формулой Пуазейля, если рассматривать форму как пористое тело, состоящее из пучка капилляров диаметром 2
r
и длиной l
(1):
где τ
– продолжительность процесса;
η
- вязкость промежуточного соединения;
p
- давление, под которым это соединение проникает в поры формы;
Q
- количество проникающего в капилляры смеси промежуточного соединения.
За время
прирост объема жидкости dQ
в капилляре может быть выражен в виде

Тогда после постановки значения для dQ
Отсюда
или

Следовательно, за время τ
промежуточное соединение вязкостью η
проникает в капилляры диаметром 2r
под давлением р
на глубину l
:
 (1) (1)
где

Пригар образуется, если промежуточное соединение проникает в форму на глубину l
, превышающую радиус зерна r
.
Поэтому необходимым, но еще не достаточным условием для устранения механического пригара является выраженное в критериальном виде условие

Приведем формулу (1) к такому же критериальному виду

Для уточнения формулы следует рассмотреть входящие в нее величины р
, τ
и η
при условии, что свойства формы не изменяются во времени.
Приведение выражения к критериальному виду подчеркивает необходимость определения не глубины проникновения промежуточного пригарного слоя, а условий, обеспечивающих полное отсутствие механического пригара.
Давление р
складывается из трех составляющих.
1. р
1
- статического давления жидкого металла на поверхности формы. Если высота слоя жидкого металла Н
см, а плотность γ
г/см³, то давление этого слоя составит
 г/см² = г/см² = кГ/см² кГ/см²
2. р
2
- противодавление газов в форме. Оно может быть положительными отрицательным; обычно принимается положительным как результат выделения газов формой при ее нагреве. Но противодавление может быть и отрицательным, если применять искусственный отсос газов из формы, например, при изготовлении крупных отливок; отсос должен применяться только после образования на поверхности отливки достаточно прочной корки затвердевшего металла.Непосредственные измерения показали, что давление р
2
может дойти до 0,1 кГ/см2
; при изготовлении низких отливок нельзя пренебрегать давлением газов.
3.p
s
-капиллярного давления:

При полном смачивании cos φ
= 1 и радиусе зерна 0,1 мм это давление
может дойти до 0,2 кГ/см2
, т. е. до величины, сопоставимой с металлостатическим давлением.
Таким образом, полное давление
или, в развернутом виде,
Существует еще давление от усадки металла на стенки формы, которое возникает после затвердевания отливки. Однако учесть это давление в настоящее время не представляется возможным. Между тем, оно имеет очень большое практическое значение.
Величина τ
, характеризующая продолжительность процесса образования механического пригара, зависит от продолжительности пребывания металла в жидком состоянии, которая может быть связана с приведенной толщиной отливкиR
:

откуда

Для усредненных расчетов можно принять m
=0,1. Продолжительность пребывания поверхности металла в жидком состоянии заведомо и значительно меньше продолжительности полного затвердевания отливки. Поэтому следует принять

Необходимо подчеркнуть, что в данном случае разбираются условия образования механического пригара. Химический пригар может образоваться значительно позднее, после полного затвердевания отливки.
Входящую в формулу (1) вязкость можно определить по упрощенной формуле в зависимости от температуры Т
:

где η
н
и η
т
- вязкости при начальной и искомой температурах.. После подстановки полученных значений формула (1) приобретает вид
 (2) (2)
где Сз
- эмпирически определяемый коэффициент.
Приведенная к критериальному виду формула может быть выражена в виде неравенства
 (2) (2)
Глубина проникновения пригарного соединения имеет подчиненное значение по сравнению с требованием создания условий, при которых это соединение не проникает на глубину, превышающую радиус зерна.
Из неравенства (1) следует:
1. На пригар оказывает очень большое влияние величина отливки, от которой зависит металлостатический напор и продолжительность образования корки на поверхности отливки. Поэтому целесообразно противопригарные мероприятия проводить с учетом размера отливок.
2. В слагаемом - формулы (1) поверхностное натяжение жидкого металла изменяется от 0,6 до максимум 1,5 г/см, cos φ
от +1 до -1, радиус зерна-десятикратно. В целом это слагаемое заслуживает значительного внимания. формулы (1) поверхностное натяжение жидкого металла изменяется от 0,6 до максимум 1,5 г/см, cos φ
от +1 до -1, радиус зерна-десятикратно. В целом это слагаемое заслуживает значительного внимания.
3. Слагаемое р
2
изучено недостаточно. Можно полагать, что изменение р
2
существенно влияет на процессы, происходящие в форме, в частности на пригар.
4. Вязкость пригарного соединения изменяется не более чем в 2 раза и оказывает подчиненное влияние.
5. Продолжительность пребывания поверхности металла отливки при температурах возможного взаимодействия с поверхностью формы зависит от толщины отливки, коэффициента затвердевания, от температуры заливки.
1.3.
Химический пригар
Возникает в отливках из сплавов с высокой температурой плавления в результате сложных реакций междуметаллом отливки, его окислами и материалом формы. В отличие от механического пригара зерна песка в пригоревшем слое связываются главным образом продуктами химических реакций, протекающих при высоких температурах, преимущественно силикатами.
На поверхность раздела металл - форма окислы компонентов сплава поступают двумя путями: в небольшом количестве - в виде окислов, растворенных в расплаве и образующихся во время выплавки и заполнения формы, а главным образом вследствие окисления раскаленной затвердевающей поверхности отливки. Массивная отливка из стали дольше находится в раскаленном состоянии, и поэтому на ее поверхности образуется больше окислов.
Считают, что пригар не образуется в двух случаях: когда поверхность отливки не окислена или окислена очень сильно. На неокисленной поверхности металла пригар образоваться не может, так как во взаимодействие с кремнеземом формы вступают только окислы металла; взаимодействие неокисленного металла с кремнеземом маловероятно.
Например, в мелких быстроостывающих отливках, где на поверхности металла образуется слой окислов незначительной толщины, для предотвращения пригара достаточно применить огнеупорные припыл или тонкий слой краски, чтобы предотвратить непосредственный контакт окислов металла с кремнеземом формы. Гораздо труднее избежать пригара на отливках среднего развеса, где окислы на поверхности отливок образуются в больших количествах, чем на мелких, но все же недостаточных для получения слоя окислов оптимальной толщины, обеспечивающих получение легкоотделяемого пригара.
На толстостенных отливках, полученных в жидкостекольных формах без применения покрытий, образуется легкоотделяемый пригар, поскольку сталь легко окисляется и дает большое количество окислов в пригарной корке.
Образующаяся на поверхности отливок закись железа FeO имеет температуру плавления 1380° С, поэтому на поверхности даже закристаллизовавшейся стальной отливки она может находиться в жидком состоянии довольно долгое время. Окислы железа хорошо смачивают кварцевый песок и под действием капиллярного давления легко проникают в поры литейной формы, вступая в реакцию с кремнеземом:
2FeO + 2SiO  2FeO 2FeO SiO. SiO.
В сплавах с высоким содержанием марганца образованию пригара способствует также аналогичная реакция между закисью марганца и кремнеземом
2MnO + 2SiO 2MnO SiO. SiO.
Образующиеся в результате этих реакций легкоплавкие силикаты фаялит (2FeO SiO) и тефроит (2MnOSiO) после затвердевания цементируют зерна песка в слои пригара.
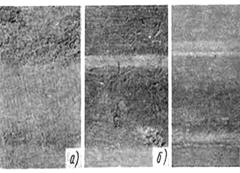
Механизм образования
  Образование химического пригара представляется следующим образом. После заливки формы поверхность отливки 1 покрывается слоем 2 окислов и силикатов железа (рис. 1, а: 3 - зерна кварца, 4 - пленка крепителя). Скорость окисления стали в первый момент после затвердевания отливки 5 (рис. 1, б) при наличии в порах формы большого количества свободного кислорода велика, образующийся окисный расплав накапливается в граничной поверхности, увеличивая относительную площадь контакта отливки и формы. Часть расплава проникает в глубь формы между зернами песка, образуя и связывая корку пригара с отливкой (см. рис. 1, б). В дальнейшем окисление поверхности отливки резко замедляется вследствие уменьшения окислительной способности газов в форме и снижения температуры металла, скорость образования нового окисного расплава на граничной поверхности становится меньше скорости его миграции в глубь формовочной смеси, и между отливкой и формой возникает зазор (см. рис. 1, в). При этом относительная площадь контакта металла с формой уменьшается. Образование химического пригара представляется следующим образом. После заливки формы поверхность отливки 1 покрывается слоем 2 окислов и силикатов железа (рис. 1, а: 3 - зерна кварца, 4 - пленка крепителя). Скорость окисления стали в первый момент после затвердевания отливки 5 (рис. 1, б) при наличии в порах формы большого количества свободного кислорода велика, образующийся окисный расплав накапливается в граничной поверхности, увеличивая относительную площадь контакта отливки и формы. Часть расплава проникает в глубь формы между зернами песка, образуя и связывая корку пригара с отливкой (см. рис. 1, б). В дальнейшем окисление поверхности отливки резко замедляется вследствие уменьшения окислительной способности газов в форме и снижения температуры металла, скорость образования нового окисного расплава на граничной поверхности становится меньше скорости его миграции в глубь формовочной смеси, и между отливкой и формой возникает зазор (см. рис. 1, в). При этом относительная площадь контакта металла с формой уменьшается.
2. Влияние технологических факторов на пригар
2.1.
Влияние огнеупорности
В настоящее время можно считать установленным ряд закономерностей, связанных с влиянием огнеупорности на пригар [2,3]:
1. Наибольший пригар обнаруживается при использовании смесей со средней огнеупорностью.
2. Пригар может уменьшиться при использовании смесей, как с большой, так и с малой огнеупорностью.
В качестве примеров можно привести снижение пригара при заливке стали (высокая температура заливки) в жидкостекольные формы.
Пригар увеличивался при повышении содержания полевых шпатов, до 20%, при дальнейшем повышении их содержания наблюдалось снижение пригара. Удавалось получать отливки с малым пригаром в смесях на основе ваграночного шлака.
Для оценки огнеупорности материалов, применяемых в литейном производстве, особое значение приобретает скорость появления тех свойств, которые характеризуют «огнеупорность», т. е. размягчение, плавление, спекание.
Отсюда ряд следствий:
1. Химический состав не может характеризовать огнеупорность, так как при неизменном валовом химическом составе может наблюдаться разное распределение элементов между зернами. Между тем процессы оплавления, размягчения и спекания начинаются с поверхности зерен. Поэтому эти процессы разовьются тем скорее, чем мельче зерна и чем равномернее они между собой перемешаны. По этой же причине огнеупорность силиката всегда ниже огнеупорности смеси разных зерен, но того же валового химического состава.
2. Еще меньшее значение может иметь огнеупорность отдельных составляющих смеси, так, например, от добавления огнеупорной глины в большом количестве смесь может оказаться менее «огнеупорной», чем при добавлении менее огнеупорной глины, но в меньшем количестве.
2.2. Влияние металлостатического давления на глубину проникновения пригарного слоя.
Согласно выведенной общей формуле глубина проникновения l
пропорциональна корню квадратному из давления р
. Но само давление зависит от высоты и удельного веса металла, капиллярного давленияи газового противодавления. Таким образом, нельзя считать глубину проникновения пригарного слоя пропорциональной только высоте слоя жидкого металла. При среднем расчетном удельном весе железоуглеродистых сплавов γ
= 7 г/см3
высоте слоя 100 см соответствует давление 0,7 кГ/см²
Было установлено, что в зависимости от типа смеси, типа сплава и т. д. существует определенное критическое давление металла, при котором образуется пригар [2,3,9]. Ниже этого критического давления пригар практически незаметен, а выше - наблюдается отчетливо. Чем больше величина давления металла превышает критическую, тем интенсивнее образование механического пригара.
Таблица 1
Влияние давления металла на образование механического пригара (сталь 30Л)
[9]
| давление в кГ/см² |
Характеристика пригара |
Смеси |
| Хромомагнезитовая с жидким стеклом |
Хромомагнезитовая с сульфитной бардой |
Песчано-
глинистая с жидким стеклом
|
Песчано-маршалитовая |
| 0,6 |
Проникновение в мм |
0, 08 |
0, 10 |
0, 17 |
0, 08 |
| 1, 2 |
Качественная оценка |
Пригара нет |
| 1, 8 |
Качественная оценка |
Нет |
Следы |
Следы |
Нет |
| 2, 5 |
Проникновение в мм |
0,12 |
0, 18 |
0, 20 |
0,12 |
Таблица
2
Влияние давления металла на образование механического пригара (сталь 20ГСЛ)
[9]
| давление в кГ/см² |
Характеристика пригара |
Смеси |
| Хромомагнезитовая с жидким стеклом |
Хромомагнезитовая с сульфитной бардой |
Песчано -
глинистая с жидким стеклом
|
Песчано-маршалитовая |
| 0,6 |
Проникновение в мм |
0, 13 |
0, 16 |
0, 27 |
0, 11 |
| 1, 2 |
Качественная оценка |
Нет |
Незначительный пригар |
Нет |
| 1,8 |
Качественная оценка |
Нет |
Незначительный пригар |
Нет |
| 2,5 |
Проникновение в мм |
0,14 |
0, 32 |
0, 36 |
0,12 |
Таблица 3
Влияние давления металла на образование механического пригара (сталь 20Х1
3
НЛ
)[9]
| смеси. |
Смеси |
Давление в кГ/см² |
Величина критического давления в кГ/см2 |
| 0,6 |
1, 2 |
1, 8 |
2, 5 |
| 1 |
Хромомагнезитовая с жидким стеклом и NaOH |
0, 10 |
0, 17 |
0, 17 |
0, 16 |
>2, 5 |
| 2 |
Хромомагнезитовая с сульфитной бардой |
0, 13 |
0, 21 |
0, 24 |
0, 57 |
<0, б |
| 3 |
Песчано-глинистая с жидким стеклом и NaOH |
0, 40 |
0, 79 |
0, 80 |
0, 82 |
<0, 6 |
| 4 |
Песчано-маршалитовая |
0, 09 |
0, 12 |
0, 20 |
0, 28 |
1, 5 |
| 5 |
Хромистый железняк с жидким стеклом и NaOH |
0, 16 |
- |
- |
0, 19 |
>2, 5 |
| 6 |
Хромистый железняк (валунчатый) с сульфитной бардой |
0, 21 |
- |
- |
0, 60 |
<0, 6 |
| 7 |
Магнезит с жидким стеклом и NaOH |
0, 32 |
- |
- |
0, 47 |
0, 6 |
На образцах из углеродистой стали 30Л и малолегированной стали 20ГСЛ при использовании смесей I, II, III, IV резкой разницы в величине механического пригара при изменении давления металла в пределах 0,6 - 2,5 кГ/см² обнаружено не было.
Более тщательный анализ данных табл.2 и 3 показывает, что при прочих равных условиях наилучшие результаты были получены на песчано-маршалитовой смеси и хромомагнезитовой смеси с жидким стеклом. Надо учесть, что песчано-маршалитовая смесь содержала 45% маршалита и требовала длительной сушки. Хромомагнезитовая смесь с жидким стеклом высушивалась по режиму, в 6—9 раз более короткому.
Для отливок из углеродистой и малолегированной стали с целью предотвращения образования механического пригара при малых и средних величинах давления металла могут использоваться все четыре состава смеси. Предпочтение тому или иному составу смеси может быть отдано в зависимости от ряда технологических факторов (сырьевых ресурсов, длительности высушивания, легкости выбивания и т. д.).
При высоких давлениях металла (порядка 2, 5 кГ/см2
) относительно лучшие результаты по чистоте поверхности отливок, а также по существенному сокращению цикла высушивания дают хромомагнезитовые смеси с жидким стеклом.
Особенно целесообразно применение хромомагнезитовых смесей, например, при изготовлении отливок из нержавеющей стали (табл.3). Чем выше давление металла, тем больший эффект дает применение хромомагнезитовых смесей. Довольно близкие результаты, однако уступающие хромомагнезиту, получают при использовании валунчатого хромистого железняка (смесь 5, табл. 3)
В табл. 4 дано сопоставление условий образования механического пригара на образцах из различных марок стали при высоком давлении металла (2,5 кГ/см²).
Таблица 4
Глубина проникновения металла в форму и величина неровностей в мм
(давление 2, 5 кГ/см2
)
[9]
| Марка стали |
Смеси |
| Хромомагнезитовая с жидким стеклом |
Хромомагнезитовая с сульфитной
бардой
|
Песчано-глинистая с жидким стеклом |
Песчано-маршалитовая |
20Х13НЛ....…
20ГСЛ......…..
30Л......……...
|
0, 16
0, 14
0, 12
|
0, 57
0, 32
0, 17
|
0, 82
0, 36
0, 22
|
0, 28
0, 12
0, 12
|
Общая закономерность заключается в том, что чем более высоколегированна сталь (в данных опытах хромом и никелем), тем больше величина механического пригара при всех испытанных составах смесей.
Наилучшие результаты были получены при хромомагнезитовых смесях с жидким стеклом..
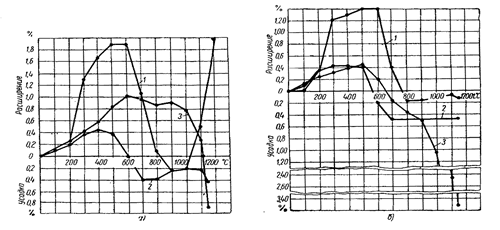
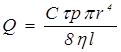
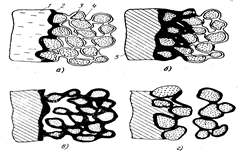
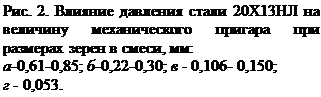
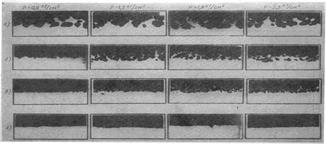
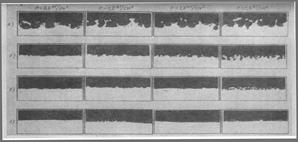
В многочисленных работах П. П. Берга, А. А. Рыжикова, А. Д. Попова, Р. И. Кузина и других была отмечена и изучена зависимость образования механического пригара от гранулометрического строения смесей. П. А. Борсук [9] экспериментально показал зависимость величины критического давления металла от гранулометрического строения смесей при разных сталях (рис. 2, 3).
2.3.
Влияние вязкости металла на глубину
проникновения пригарного слоя
Согласно выведенной формуле глубина проникновения пригарного слоя в форму обратно пропорциональна корню квадратному из вязкости. Достоверных непосредственных опытов в подтверждение этого положения проведено не было. Косвенно влияние вязкости видно из табл.5[2], связывающей увеличение жидкотекучести с увеличением глубины проникновения в форму пригарного слоя.
Таблица 5
Влияние жидкотекучести на глубину проникновения пригарного слоя
[2]
Температура заливки 1320° С. Давление металла 1,0 кГ/см2
| Количество фосфора в % |
Жидкотекучесть по длине спирали в мм |
Глубина проникновения в мм |
0,2
1,0
2,0
|
630
800
920
|
0,8
1,2
1,8
|
2.4.
Влияние температуры на пригар
Повышение температуры приводит к увеличению глубины проникновения пригарного слоя в форму из-за уменьшения вязкости и увеличения продолжительности пребывания при повышенной температуре. На основании выведенной формулы можно ожидать, что повышение температуры будет способствовать увеличению глубины проникновения пригарного слоя в форму.
В подтверждение этих положений приводится табл.6, из которой видно, что при нарастании температуры уменьшается «критический диаметр» зерна, характеризующийся величиной газопроницаемости.
Таблица 6
Влияние температуры заливки на глубину проникновения пригарного слоя
[2]
| Характеристика |
Опытные данные при газопроницаемости |
| Температура заливки в °С |
602 |
383 |
188 |
94 |
75 |
| Глубина проникновения окислов в мм |
1640
1629
1600
|
0,40 0,06 0,06 |
0,35 0,08 0,05 |
0,25 0,06 0,08 |
0,17 0,18 0,07 |
0,15 0,13 0,12 |
Глубина проникновения пригарного слоя при увеличении продолжительности выдержки увеличивается по-разному также и в зависимости от атмосферы окружающей среды, как это видно из табл.7, закономерность изменения глубины проникновения ( ) сохраняется, но значительное уменьшение глубины проникновения наблюдается только при создании сильно восстановительной атмосферы. В нейтральной среде глубина проникновения отличается незначительно по сравнению с условиями нагрева в атмосфере воздуха. ) сохраняется, но значительное уменьшение глубины проникновения наблюдается только при создании сильно восстановительной атмосферы. В нейтральной среде глубина проникновения отличается незначительно по сравнению с условиями нагрева в атмосфере воздуха.
Этот опыт подтверждает наличие окислов на поверхности металла, и замена окислительной атмосферы на нейтральную не может значительно изменить глубины проникновения окислов в форму. Только создание резко восстановительной атмосферы может уменьшить количество окислов на поверхности металла, а следовательно, и изменить глубину их проникновения в форму.
Таблица 7
Влияние продолжительности выдержки на глубину проникновения пригарного слоя в форму [2]
Газ
|
Продолжительность выдержки в мин |
| 0 |
15 |
30 |
60 |
| Глубина проникновения окислов в мм |
Кислород ......
Воздух ........
Аргон ........
Водород ........
|
0
0
0
0
|
1,8
1,15
1,1
0,0
|
2,5
1,9
1,8
0,0
|
3,2
2,6
2,0
0,0
|
Приведенные коэффициенты были получены при выдержке образцов при температуре 1300 С. При понижении температуры глубина контактной зоны уменьшается, как это видно из приведенных данных.
| Температура в °С |
Глубина контактной зоны в мм
|
800
1000
1200
1400
|
0,1
0,5
1,0
2,25
|
2.5.
Влияние химического состава металла на пригар
 Состав металла может оказывать влияние на пригар в нескольких направлениях: на вязкость и температуру солидуса [2]. Состав металла может оказывать влияние на пригар в нескольких направлениях: на вязкость и температуру солидуса [2].
Особое внимание следует обратить на сделанный вывод о резком снижении пригара в случае, когда температура на поверхности форма - отливка получается ниже температуры солидуса к моменту окончания заполнения формы жидким металлом.
 Если принять, что температура на поверхности форма - отливка составляет 0,9 от температуры заливки, то для уменьшения пригара желательно заливать при температуре около 1/0,9 = 1,1 температуры солидуса. По это требование становится тем более затруднительным, чем больше разница между температурами солидуса и ликвидуса. Если принять, что температура на поверхности форма - отливка составляет 0,9 от температуры заливки, то для уменьшения пригара желательно заливать при температуре около 1/0,9 = 1,1 температуры солидуса. По это требование становится тем более затруднительным, чем больше разница между температурами солидуса и ликвидуса.
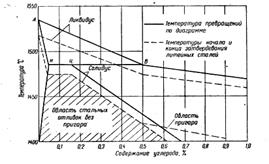
На рис.4 приведена диаграмма изменения температур начала и конца затвердевания стальной части железоуглеродистых сплавов. Из диаграммы видно, что опасность увеличения пригара увеличивается при повышении содержания С в стали свыше 0,5%.
2.6. Влияние восстановительных добавок на пригар
Создание восстановительной атмосферы в форме не всегда способствует уменьшению пригара[2,4,6,9]. Можно полагать, что в отдельных случаях восстановительная атмосфера может облегчить протекание процессов науглероживания поверхности малоуглеродистой отливки, что повлечет за собой снижение температуры ее плавления и облегчение проникновения в форму пригарного слоя.
Подтверждение возможности увеличения пригара при введении в смесь науглероживающей добавки можно усмотреть из опытов, приведенных в табл. 8: снижение критической температуры при заливке стали, обнаруживается при введении в смесь масла.
Можно полагать, что именно процессом науглероживания могут быть объяснены неудачи борьбы с пригаром стальных малоуглеродистых отливок при введении в смесь науглероживающих добавок, хотя они и создают восстановительную атмосферу.
Также частично снижением температуры плавления пригарного слоя может быть объяснено увеличение пригара при введении в смесь пирита, выделяющегося при нагреве серы.
Таблица 8
Влияние добавок на критическую температуру пригара стали
Средний состав стали: 0,3% углерода; 0,6% марганца; 0,3% кремния; 0,03% фосфора
и 0,03% серы
Добавка
|
Критическая температура в С
|
Натриевый бентонит
Крахмалистые добавки
Масло
Окалина
Портланд – свинец
|
1620 – 1640
1640 – 1660
1540 – 1560
1620 – 1640
1600 – 1620
|
2.7. Влияние окислительных добавок на пригар
В процессе заливки металл неизбежно окисляется. Однако в первый момент, благодаря недостаточной его окисленности, капиллярные силы препятствуют проникновению металла в поры формы. Вместе с тем за счет свободного кислорода, находящегося в порах, происходит дополнительное его окисление. Это вызывает увеличение смачиваемости и снижение критического давления, что способствует проникновению металла в поры формы. Одновременно при заливке увеличивается металлостатический напор.
Жидкий металл с повышенным содержанием кислорода в поверхностных слоях проникает в поры формы под действием сил капиллярного и металлостатического давлений. Проникший в поры формы твердый металл подвергается дальнейшему окислению, которое может протекать двояко.
В первом случае прожилки окисляются не полностью. Образующиеся окислы железа(FeO) растворяются в силикате, который прочно связывает металлические прожилки и зерна песка. Из-за малого содержания окислов железа силикат при затвердевании образует преимущественно стекловидную фазу. Указанный конгломерат прочно удерживается на поверхности отливки, а формовочная смесь отделяется по слою самой смеси: на поверхности отливки остается пригарная корка.
Во втором случае достигается полное окисление проникших прожилок металла, вследствие введения в формовочную смесь окислительных добавок [6].
Образующиеся окислы железа частично растворяются в силикате, а частично накапливаются на границе металла и пригарной корки. Благодаря повышенному содержанию окислов железа, силикат при затвердевании образует преимущественно кристаллическую фазу. При температуре ниже 560°С происходит распад фаялита в силикате на магнетит и железо, протекающий с увеличением объема—7, 15%. Кроме того, на поверхности раздела в слое окислов (преимущественно вюститном), в межзерновом пространстве, по микротрещинам и поверхности пор образуется магнетит. Указанные превращения дают начало микротрещинам в контактном слое. Этому способствует наличие в железистом силикате разнородных структур с преобладающим количеством кристаллических фаз. Благодаря усадочным процессам, возникшие микротрещины раскрываются и пригарная корка легко отделяется—либо самопроизвольно, либо под действием небольших дополнительных усилий. В этом случае наблюдается чистая поверхность, которая воспринимается как металлическая. Только в отдельных местах обнаруживаются остатки силикатов, отторженные частички кварцевых зерен пли отдельные песчинки.
Как уже было сказано, можно ожидать облегчения отделения поверхности отливки от поверхности формы при увеличении толщины пригарного слоя. При обдувании пригоревшей корки окислительным пламенем газовой горелки происходит не только увеличение толщины пригоревшего слоя, но и переход закиси железа FeO в окись Fе2
O3
, не вступающую в реакцию с кремнеземом. В результате ослабляются создавшиеся кристаллические связи, что вызывает отслаивание пригоревшей корки.
2.8. Смачиваемость
Образование механического пригара предотвращается еслиРкап
увеличивается, если уменьшается радиус пор, величина которых тем меньше, чем тоньше структура наполнителя. Ркап
уменьшается при уменьшении величины поверхностного натяжения металла и снижении краевого угла смачивания. При стальном литье увеличение температуры стали приводит к увеличению поверхностного натяжения. Поверхностное натяжение стали существенно снижается при увеличении содержания в ней углерода, фосфора, серы, кислорода, азота. Поэтому увеличение содержания этих компонентов в стали может приводить к увеличению механического пригара.
Величина краевого угла смачивания зависит от ряда факторов: типа сплава, степени его окисленности, продолжительности контакта жидкой и твердой фаз, размера зерен формовочных смесей и др.
Из результатов экспериментальных исследований, проведенных И. В. Валисовским [4,2,13], отметим установленную зависимость степени смачивания от химического состава поверхностных слоев жидкого металла и формы. Чем больше химический потенциал реакций, протекающих на поверхности раздела металл-форма, тем меньше краевой угол смачивания.
Поэтому увеличение степени окисленности стали резко уменьшает краевой угол смачивания при изготовлении форм из кварцевого песка (рис.5) и значительно в меньшей мере при изготовлении форм из хромомагнезита или хромистого железняка (рис.5)[2].
Влияние размера зерен песка на условия смачивания зависит от контакта металла с поверхностью зерен и с газом, находящимся в порах смеси. Установлено, что при отрицательном смачивании (cos θ<0) независимо от газовой среды увеличение размера зерен приводит к значительному увеличению смачивания. При положительном смачивании (cos θ > 0) изменение размера зерен не влечет за собой изменения краевого угла смачивания.
Повышение температуры металла в пределах до 100°С над ликвидусом не изменяет величины краевого угла смачивания.
Эти и другие примеры свидетельствуют о том, что создание в форме нейтральной и восстановительной среды является благоприятным в ряде случаев стальных отливок, если поверхностные покрытия формы не науглероживают поверхности стальных отливок.
И. В. Валисовский, И. Б. Куманин и А. М. Лясс [9,4] изучали влияние различных крепителей на значение краевого угла смачивания формовочной смеси армко-железом. Опыты показали, что в условиях слабо окислительной атмосферы, т. е. в условиях близких к реальным, крепители ведут себя по-разному (табл.9). В смесях с крепителями органического происхождения, например с льняным маслом, образуется малый краевой угол смачивания (50°). Это объясняется науглероживанием металла, приводящим к возрастанию его жидкотекучести. При использовании смеси кварцевого песка с 6% жидкого стекла получается высокое значение краевого угла (106°), что объясняется малой пористостью этой смеси. Последнее является одной из причин, препятствующих проникновению металла в поры формовочной смеси.
На смачиваемость формовочных материалов расплавленным металлом и связанное с этим механическое проникновение металла в стенки формы оказывает влияние и характер газовой атмосферы в литейной форме. В условиях окислительной атмосферы, создаваемой углекислым газом, наименьший угол смачивания (52°) наблюдается на кислом материале (кварцевый песок), наибольший (90°)-на основном материале (магнезит) (табл.9).
В слабо окислительной атмосфере все формовочные смеси на кварцевой основе смачивались металлом, а основные формовочные материалы не смачивались (табл.9), причем по сравнению с окислительной атмосферой значения краевых углов возросли.
В нейтральной и восстановительной атмосферах отсутствует взаимодействие между жидким железом и формовочным материалом. Поэтому краевой угол армко-железа на формовочных смесях резко возрастает, и смачивание становится отрицательным. Данные но смачиваемости различных формовочных материалов в нейтральной атмосфере приведены в табл.9.
При переходе от слабо окислительной атмосферы к нейтральной несколько возрастает смачиваемость хромистого железняка армко-железом. Это объясняется восстановлением окиси железа, входящей в состав хромистого железняка, железом с образованием закиси железа. Образующаяся закись железа растворяется в жидком металле, и сродство жидкого металла с хромистым железняком увеличивается. Образование и растворение закиси железа в жидком металле при применении хромистого железняка подтверждается фактом повышенного содержания кислорода в металле после проведения опыта.
Так, при применении кварцевого песка армко-железо после проведения опыта содержало 0, 0128% кислорода, при применении хромистого железняка содержание кислорода в металле возрастало почти в 4 раза (0, 042%). Процесс растворения закиси железа в металле, хотя и в несколько более слабой степени, протекает и при смачивании армко-железом хромомагнезита.
Из данных работы И. В. Валиссовского и др.[13,4] вытекает, что для уменьшения смачиваемости формы жидким металлом и предотвращения механического проникновения металла в поры песчаной формовочной смеси следует создавать в литейной форме условия, исключающие окисление жидкого металла. Практически это может быть достигнуто введениемвформовочную смесь углеродистых противопригарных добавок (каменноугольной пыли, мазута, сланцевой смолы, древесных опилок и т. д.).
Таблица9
Смачиваемость формовочных материалов металлом
| Смесь |
Состав, |
Смачиваемость в момент расплавления |
| В слабо окислительной атмосфере |
в нейтральной атмосфере |
В окислительной атмосфере |
| θ град. |
θ град |
θ град |
Кварцевый песок
Сульфитная барда
|
98
2
|
68 |
119 |
- |
| Кварцевый песок |
100 |
83 |
111 |
52 |
| Маршалит |
100 |
90 |
105 |
90 |
| Хромистый железняк |
100 |
93 |
81 |
- |
| Хромомагнезит |
100 |
101 |
102 |
63 |
Кварцевый песок
Жидкое стекло
|
94
6
|
106 |
118 |
- |
Кварцевый песок
Льняное масло
|
98
2
|
50 |
131 |
- |
| Магнезит |
100 |
107 |
113 |
90 |
При применении формовочных смесей на основе хромомагнезита, хромистого железняка и магнезита отпадает необходимость создания восстановительной атмосферы в форме, так как в этом случае краевой угол смачивания в условиях окислительной атмосферы практически не меняется.
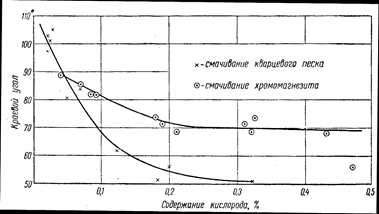
Рис.5 Влияние содержания кислорода в железе на краевой угол.
Таким образом, применять хромомагнезит и хромистый железняк особенно эффективно при наличии в форме окислительной среды.
В случае нейтральной или восстановительной среды вполне удовлетворительные результаты дает использование кварцевых песков.
2.9. Влияние состава формовочной смеси
Возможность формирования легкоотделимого пригара за счет изменения состава сплава и температуры заливки весьма ограничено.
Управлять процессами образования химического пригара можно лишь изменяя состав формовочной смеси[4]. Необходимо учитывать, что первоначальные формовочные материалы выбирают из условий предотвращения образования металлизированного пригара.
 Влияние литейной формы и ее материалов проявляется в той степени, в какой они способствуют образованию и сохранению окисной пленки требуемой структуры на границе раздела металл- форма. Влияние литейной формы и ее материалов проявляется в той степени, в какой они способствуют образованию и сохранению окисной пленки требуемой структуры на границе раздела металл- форма.
 При контакте жидкого железа с хромомагнезитом и, особенно с хромистым железняком насыщенность железа O2
резко возрастает. При контакте жидкого железа с хромомагнезитом и, особенно с хромистым железняком насыщенность железа O2
резко возрастает.
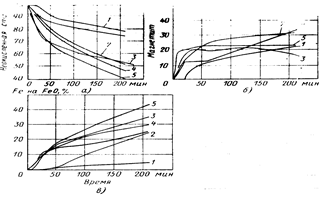
На рис.6 приведены данные термомагнитного анализа, характеризующие взаимодействие некоторых формовочных материалов без связующих со сталью ЗОЛ при 1000 °С, из которых следует, что характер взаимодействия зависит как от природы материалов, так и от продолжительности выдержки[4,10]. В наибольшей степени сталь окисляется при контакте с хромитовыми и хромомагнезитовыми песками: через 3, 5 ч содержание неокисленного железа в образцах снижалось соответственно до 40 и 46%. Меньше сталь окисляется при контакте с кварцевым песком, при этом образуется и минимальное количество парамагнитных соединений, в том числе и вюстита. В остальных образцах количество вюститной фазы довольно большое; максимальное содержание вюстита наблюдается в продуктах взаимодействия углеродистой стали с хромитом.
В литейной форме продукты окисления отливки или взаимодействия окислов металла с формовочными материалами не остаются в зоне реакции, а под действием капиллярных сил проникают в толщу формы, определяя тем самым толщину химического пригара.
При температуре 1500 в жидком состоянии находится закись железа (температура плавления 1371°С),а образование окиси железа (1457С) маловероятно. В случае контакта стали ЗОЛ с хромитом и хромомагнезитом на границе раздела образуется большее количество окислов и толщина химического пригара максимальна.
Рентгеноструктурный анализ пригара, образовавшегося при использовании смеси на основе хромистого железняка, показал наличие Fe3
O4
и следов фаялита Fe2
SiO4
. Зерна хромистого железняка окружены аморфным стеклом неременного состава; встречаются незначительные участки с мелкими кристаллами фаялита. Однако количество железистого стекла в этом случае меньше, чем в пригаре при использовании кварцевой смеси. Очевидно, железистые стекла образовались лишь в результате взаимодействия силиката натрия (которого в смеси мало) и окислов железа, основная же часть окислов либо существует в виде самостоятельной фазы, либо, взаимодействуя с огнеупорным наполнителем, входит в состав различных шпинелей, образующих хромит. Аналогичная картина наблюдается и при использовании хромомагнезитовой смеси. При взаимодействии расплава углеродистой стали с цирконовыми и корундовыми смесями образуется пригар, состоящий из зерен наполнителя и железистого стекла, на фоне которого изредка встречаются небольшие участки с мелкими зернами фаялита.
Таким образом, химический пригар, появившийся в процессе взаимодействия углеродистой стали со смесями на основе различных наполнителей, состоит из зерен песка, сцементированных железистым стеклом: каких-либо соединений, кроме фаялит;), и заметном количестве в нем обнаружено не было, хотя термодинамически образование их возможно, например, герцинита (FeAlaOl). Во всех случаях слой пригара отделен от металла окалиной, прочность которой и определяет силы связи пригара с отливкой. Влияние наполнителя смеси сказывается лини, в той степени, в какой он может затормозить или ускорить окисление отливки с поверхности и способствовать образованию окисного слоя определенной структуры.
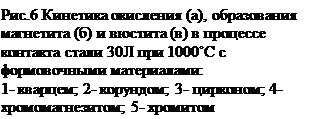
На рис.7 показана кинетика взаимодействия стали ОХ12НДЛ с различными формовочными материалами при 1000°. Окисление хромистой стали в контакте с формовочными материалами происходит довольно интенсивно. По мере увеличения продолжительности контакта с рутилом и кварцем непрерывно увеличивается содержание магнетита и окалине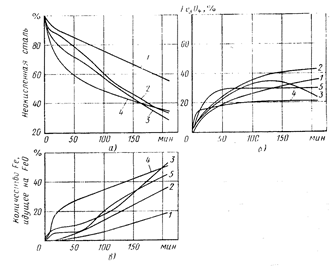 (рис. 7,б), при контакте с цирконом вxpoмитом количество магнетита возрастает до некоторого уровня, а затем остается постоянным; при контакте с корундом после достижения некоторого максимума содержание магнетита начинает резко уменьшаться. При (рис. 7,б), при контакте с цирконом вxpoмитом количество магнетита возрастает до некоторого уровня, а затем остается постоянным; при контакте с корундом после достижения некоторого максимума содержание магнетита начинает резко уменьшаться. При 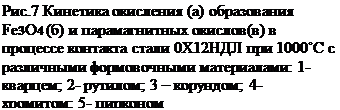 взаимодействии с кварцевым песком образуется минимальное количество вюстита (рис.7, в). Все остальные материалы способствуют образованию вюстита в довольно большом количестве. Следовательно, наибольшая прочность сцепления пригара с металлом будет в случае использования кварцевых смесей, наименьшая - при использовании корундовых, цирконовых и хромитовых смесей. взаимодействии с кварцевым песком образуется минимальное количество вюстита (рис.7, в). Все остальные материалы способствуют образованию вюстита в довольно большом количестве. Следовательно, наибольшая прочность сцепления пригара с металлом будет в случае использования кварцевых смесей, наименьшая - при использовании корундовых, цирконовых и хромитовых смесей.
 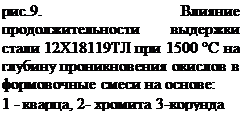  На рис.8 представлена зависимость глубины проникновения окислов в продуктов взаимодействия стали ОХ12НДЛ в различные жидкостекольные смеси при 1550 °С. На рис.8 представлена зависимость глубины проникновения окислов в продуктов взаимодействия стали ОХ12НДЛ в различные жидкостекольные смеси при 1550 °С.
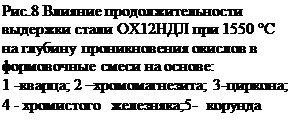
С увеличением времени выдержки глубина проникновения на всех материалах. кроме корунда, возрастала; в корундовые смеси глубина проникновения в течение 30 мин была минимальной. Наибольшая глубина проникновения наблюдалась в смесь на кварцевом песке.
 Таким образом, при использовании корундовых смесей образуется много вюстита в этот окисел остается на границе металл — смесь, а при использовании кварцевой смеси образующиеся окислы проникают в глубь формы и взаимодействуют со смесью[4,10]. Таким образом, при использовании корундовых смесей образуется много вюстита в этот окисел остается на границе металл — смесь, а при использовании кварцевой смеси образующиеся окислы проникают в глубь формы и взаимодействуют со смесью[4,10].
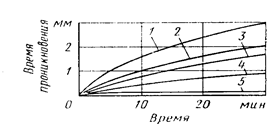
На рис.9 приведено влияние продолжительности выдержки стали 12Х18Н9ТЛ при 1500 °С на толщину химического пригара. И здесь минимальный пригар наблюдается на корундовых смесях. Очевидно, что корундовые смеси обеспечивают минимальный пригар и наилучшую поверхность отливок из всех хромистых и хромоникелевых сплавов.
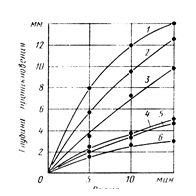
 Глубина проникновения окислов, образующихся на поверхности стали 110Г13Л, характеризуется данными рис.10, Видно что наибольшая глубина проникновения наблюдается при использовании смеси на основе кварцевого песка, наименьшая - на основе оливина, корунда и дистен-силлиманита. Глубина проникновения окислов, образующихся на поверхности стали 110Г13Л, характеризуется данными рис.10, Видно что наибольшая глубина проникновения наблюдается при использовании смеси на основе кварцевого песка, наименьшая - на основе оливина, корунда и дистен-силлиманита.
2.10. Влияние газопроницаемости формы
Газопроницаемость может влиять на пригар только косвенно: повышение газопроницаемости связано с увеличением зерна[3,2,10].
Допуская, что связь между газопроницаемостью К
и диаметром зерна 2
r
выражается формулой:

можно принять в среднем
Следовательно, даже при повышении газопроницаемости вдвое и при пренебрежении давлением  опасность увеличения пригара возрастает в
опасность увеличения пригара возрастает в  =1,6 раза.Это увеличение заведомо завышено не только из-за резкого изменения газопроницаемости вдвое, но и потому что при увеличении газопроницаемости давление =1,6 раза.Это увеличение заведомо завышено не только из-за резкого изменения газопроницаемости вдвое, но и потому что при увеличении газопроницаемости давление  снижается. Увеличить газовое давление в порах формы можно путем увеличения газотворной способности формы и уменьшения ее газопроницаемости. Учитывая опасность образования газовых дефектов в отливках, увеличивать газовое давление в форме нерационально.
снижается. Увеличить газовое давление в порах формы можно путем увеличения газотворной способности формы и уменьшения ее газопроницаемости. Учитывая опасность образования газовых дефектов в отливках, увеличивать газовое давление в форме нерационально.
Обычно стремятся создать в форме направленный газовый режим, для чего повышают плотность только поверхности формы (нанесением противопригарной краски), а в последующих слоях, по мере удаления от поверхности контакта металл-форма, газопроницаемость повышают снижением степени уплотнения или накалыванием вентиляционных отверстий.
3.Мероприятия сокращающие пригар на отливках.
3.1. Классификация методов борьбы с пригаром
.
Эти методы можно разделить на несколько групп по признакам связанным с величинами, входящими в формулу (2)
1) с продолжительностью затвердевания и приведенной толщиной стенок детали;
2) с величиной пор формовочной смеси
3) с высотою отливки, определяющей напор металла;
4) с активностью металла, определяющей смачиваемость;
5) с созданием условий препятствующих образованию промежуточных соединений
6) с изменением огнеупорности
7) с увеличением промежуточного соединения
Рассмотрим эти методы более подробно
При изготовлении средних стальных отливок применяют часто смеси, содержащие кварцевую муку. Высушенные формы крупных отливок окрашивают. В формах очень крупных отливок, когда невозможно надежно обеспечить восстановительную атмосферу может оказаться действенным средством создание окислительной атмосферы на поверхности формы, чтобы увеличить толщину пригарного слоя и облегчить его удаление с поверхности отливки.
3.2. Сокращение химического пригара
В последнее время наметились следующие основные пути предупреждения химического пригара: предохранение металла в форме от окисления; создание между поверхностью отливки и коркой пригара пленки окислов оптимальной толщины с целью получения легкоотделяемого пригара; применение покрытий и формовочных материалов повышенной огнеупорности и химически инертных к металлу и его окислам.
По результатам исследований были разработаны практические рекомендации по предотвращению пригара на отливках из углеродистой стали[14,13,11].
При изготовлении отливок с толщиной стенки до 10-12 мм целесообразнее получать малоразвитый пригар стадия а
(см. рис. 1), для чего в смесь необходимо добавлять органические вещества, образующие восстановительные газы (битум, мазут, каменноугольная пыль и др.), замедляющие окисление металла и, следовательно, наступление стадии б
в строении пригара (см. рис.1). На отливках со стенками 10-35 мм из-за большого времени воздействия высокой температуры процесс развивается до стадии трудно отделимого пригара (см. рис.1б
). Органические добавки здесь уже малоэффективны, но покрытия на основе маршалита, глинозема, циркона, корунда, алюминиевой пудры снова позволяют получать малоразвитый пригар. Отливки с толщиной стенок свыше 35 мм получаются с легкоотделимым пригаром, так как процессы переходят в стадию в
. Добавки в смесь, создающие восстановительные газы, которые могут задержать развитие процессов на стадии б
, в этом случае вредны. Нежелательны глины, шпаты, шлаки и т. д., увеличивающие вязкость и снижающие скорость миграции контактного расплава в форму. При использовании песчано-глинистых смесей для отливокс толщиной стенки до 20-25 мм из исходного песка должны быть удалены глина, пыль; в формовочной смеси не должны быть остатков жидкостекольной смеси, примесей железных руд, шпатов и других легко спекающихся плавней. Добавкав смесь малозольных веществ (мазута, раствора битума) дает положительные результаты. Небольшие 0,2-2% добавки в формовочную смесь Мg2
СО3
, NaCl и других солей, а также замена глин бентонитами создают условия для получения; легкоотделимого пригара. Формы отливок со стенками 25-50 мм рекомендуется покрывать красками или пастами на основе маршалита, циркона, корунда, таккакпри таких толщинах отливок наступает трудноотделимая стадия; пригара б
(см. рис.1).
Наружные сферические поверхности отливок со стенкам 50-70 мм получаются с легкоотделимым пригаром в
(см рис.1). Здесь сказываются усадка металла и прочность формы в горячем состоянии, чему способствует зазор. Увеличит прочность формы при высокой температуре можно добавкам в исходную смесь жидкого стекла, железных руд и других плавней. Внутренние поверхности таких отливок рекомендуется покрывать пастами или облицовками на основе циркона корунда, хромомагнезита и магнезита.
В формах из песчано-масляных и песчано-смоляных смесей отливки с толщиной стенки до 15-25 мм получаются с мало развитым пригаром. Песок в этом случае должен быть очищенным от глин и других плавней, а крепители не должны после выгорания оставлять много золы. Более толстостенные отливки следует изготовлять с применением высокоогнеупорных покрытий из маршалита, циркона (для стенок 30-60 мм) и корунда, хромомагнезита, магнезита (для стенок толщиной более 60 мм).
При превышении критического напора металла в форме следует применять либо более мелкозернистые пески, либо специальные мелкозернистые высокоогнеупорные материалы в виде покрытий и облицовок на формах. Характер атмосферы в форме после заливки при примененииперечисленных высокоогнеупорных материалов влияет менее заметно, чем при применении кварцевых песков. С увеличением окислительной способности газов лишь несколько снижается огнеупорная стойкость противопригарного покрытия, особенно на основе маршалита и циркона. Меры по устранению пригар сводятся к подбору вида покрытия в зависимости от толщины стенки. Для форм отливок с толщиной стенки 20-25 мм достаточно маршалитовых красок. Формы отливок со стенками 25-50 мм требуют покрытия красками или пастами на основе глинозема, циркона или корунда.
Формы более толстостенных отливок целесообразно покрывать пастами на основе корунда, хромомагнезита магнезита[10,1].
3.3. Сокращение пористости
Для уменьшения проникновения металла в форму необходимо сократить размер пор на ее поверхности. Для этого применяются следующие методы: уменьшается размер зерновых составляющих, увеличивается уплотняемость формовочных материалов, на поверхность формы наносятся краски и применяют спекающиеся формовочные смеси. На основание этих данных проанализируем их.
3.3.1. Уменьшение размеров зерна
Зерновые составляющие изменяют сопротивление проходу пригарного вещества в глубь формы. Чтобы снизить механический пригар, прежде всего надо сократить размер пор в поверхностном слое формы. Для этого применяют более мелкие пески или в крупные и среднезернистые пески вводят мелкие фракции, в том числе пылевидный кварц[2,3,6,9,10,13].
Средняя величина зерна определяется главным образом требованиями газопроницаемости. Уменьшение газопроницаемости может быть достигнуто применением более мелкого песка и добавлением более мелких зерен к более крупным. Во втором случае можно опасаться увеличения скорости образования промежуточных пригарных соединений, что увеличивает пригар. При одинаковой газопроницаемости пригар будет меньше у смеси однородных, но более мелких зерен, по сравнению со смесью из более крупных и мелких зерен. Однако при однородном песке увеличивается опасность образования ужимин.
По влиянию количества добавляемых мелких зерен на относительный пригар можно различать три области (рис.11)[3]: I- количество добавляемых мелких зерен недостаточно и их влияние неэффективно; II-достигается наибольшая эффективность при определенном соотношении между крупными и мелкими зернами; III-ухудшаются технологические свойства главным образом за счет изменения физико-химических свойств смеси.
  Наибольшая эффективность достигается при добавлении в смесь до 25% кварцевой муки, размер зерен которой не должен превосходить 40% диаметра крупных зерен. Оптимальное количество добавки мелких зерен и минимальный пригар зависят от минералогического и химического состава зерен. Наиболее распространены мелкие зерна кварца (кварцевая мука). Особую осторожность надо соблюдать при добавлении кварцевой муки к не кварцевым зернам вследствие увеличения пригара. Наибольшая эффективность достигается при добавлении в смесь до 25% кварцевой муки, размер зерен которой не должен превосходить 40% диаметра крупных зерен. Оптимальное количество добавки мелких зерен и минимальный пригар зависят от минералогического и химического состава зерен. Наиболее распространены мелкие зерна кварца (кварцевая мука). Особую осторожность надо соблюдать при добавлении кварцевой муки к не кварцевым зернам вследствие увеличения пригара.
Влияние зернового состава на физико-химические свойства формы связано с изменением величины зерна и их минералогического и химического состава.
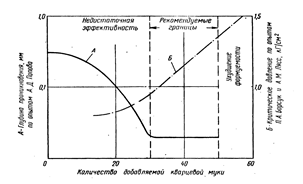 Уменьшение размера зерна может быть достигнуто также добавлением кварцевой муки[2,13]. Результаты опытов по влиянию кварцевой муки на глубину проникновения пригарного слоя приведены на рис.12 Уменьшение размера зерна может быть достигнуто также добавлением кварцевой муки[2,13]. Результаты опытов по влиянию кварцевой муки на глубину проникновения пригарного слоя приведены на рис.12
 Приведенная на этом рисунке рекомендованная область добавки кварцевой муки должна рассматриваться как условная, зависящая от зернового строения смеси и степени дисперсности муки. Приведенная на этом рисунке рекомендованная область добавки кварцевой муки должна рассматриваться как условная, зависящая от зернового строения смеси и степени дисперсности муки.
В работе изучалось влияние размера зерен песка на глубину проникновения металла в поры формовочной смеси.
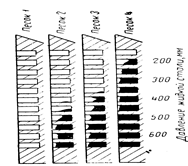
Смесь с песком № 2 являлась стандартной, с результатами испытания которой сравнивались результаты испытаний других смесей. На Рис.13 видно, что в форму из смеси с мелкозернистым песком № 1 при различном металлостатическом давлении сталь не проникает. В форму из смеси с песком № 2 обнаруживается проникновение при давлении металла 450-650 мм, с песком № 3- при 400-650 мм, а с песком № 4 - уже при давлении 200 мм и выше. Этот опыт показал, что с повышением размера зерен песка, в связи с увеличением размера пор, уменьшается давление начала проникновения металла в поры смеси.
На Рис.14 показано влияние добавок кварцевой муки к смеси стандартного состава. Опыты показали, что при добавке кварцевой муки в количестве 20% происходит незначительное повышение минимального давления проникновения металла, глубина же проникновения при этом уменьшается.

Представляют большой практический интерес опыты, проведенные со смесями приблизительно одинаковой газопроницаемости (около 100 единиц), но содержащими песок с различной степенью однородности. С этой целью в однородный песок различной крупности добавлялось определенное количество кварцевой муки. Результаты этих опытов (рис.15) (показывают, что для уменьшения пригара предпочтительнее применять мелкий песок с однородными зернами. Добавки цирконовой муки, вместо кварцевой, как показывает рис.15, не уменьшают пригара.
Влияние размера зерен песка на образование механического пригара изучалось и в работе[13]. Смеси составлялись из 90% песка, 10% огнеупорной глины и 3% (сверх 100) сульфитного щелока. Зерновая часть смесей готовилась из двух песков (крупного марки К04Б и мелкого марки К016А), вводимых в смесь в различной пропорции.
Таблица 10
Влияние зернового состава песка на глубину проникновения жидкой стали в поры формовочной смеси
| Состав песка в смеси, % |
Газопроницаемость форм, ед. |
Средняя глубина проникновения стали, мм |
| крупный |
мелкий |
100
90
80
70
60
50
40
30
20
0
|
0
10
20
30
40
50
60
70
80
100
|
287
193
167
151
138
122
102
93
88
75
|
0, 5
0, 4
0, 3
0, 25
-
0, 18
0, 15
0, 12
0, 09
0, 07
|
Форма заливалась сталью 35Л при температуре 1620°С. Результаты опытов представленные в табл.10, показывают закономерное уменьшение глубины проникновения стали в форму по мере уменьшения крупности зерен песка.
Приведенные данные еще раз показывают, что одним из эффективных и доступных средств уменьшения механического пригара является применение мелкозернистого песка. Чем мельче применяемый песок, тем меньше размер пор формовочной смеси и тем выше, следовательно, капиллярные силы, противодействующие проникновению жидкого металла.
В табл.11 указана величина механического пригара на отливках из стали высоколегированных хромоникелевых толщиной 50 мм в зависимости от размеров зерен материалов; связующим материалом во всех смесях было жидкое стекло[5].
Таблица 11
Величина пригара в зависимости от размеров зерен материалов
| Материалы |
Глубина проникновения стали в мм при размерах зерен песка в мм |
| 0,4-0,62 |
0,315-0,39 |
0,25-0,30 |
0,16-0,24 |
0,10-0,15 |
0,063-0,09 |
менее 0,063 |
Кварцевый песок......……
Хромомагнезит.......……..
Магнезит..........………….
Шамот..........……………..
Кианит...........……………
Оливин...........……………
Корунд белый........……...
Рутиловый концентрат…
|
2,2
1,3
2,2
2,9
1,8
1,6
-
-
|
2,0
1,3
1,7
2,2
1,7
1,0
-
-
|
1,8
1,0
1,8
1,9
1,3
0,9
-
-
|
1,5
1,3
1,65
1,5
0,9
0,7
-
0,0
|
1,4
0,6
1,4
0,5
0,6
0,8
0,4
0,0
|
0,8
0,0
0,6
0,5
0,3
0,2
0,2
0,0
|
0,0
0,0
0,0
0,0
0,0
-
-
-
|
Как видно, пригар существенно уменьшается с уменьшением размеров зерен, а конечная глубина проникновения металла сокращается быстрее у материалов с повышенными теплоизоляционными свойствами. Так, при уменьшении зерен с 0,4 - 0,62 до 0,063 - 0,09 мм глубина проникновения стали в кварцевый песок сократилась в 2,75 раза, в шамот - в 5,8 , в кианит - в 6 раз.
Величина пригара на хромомагнезитовой смеси при изменении размеров зерен с 0,4 - 0,62 до 0,16 - 0,24 мм не изменилась, и только после уменьшения зернистости до 0,10 - 0,15 она резко сократилась.
При размерах зерен менее 0,06 мм для большинства смесей пригар отсутствовал, для хромомагнезитовых смесей он был исключен при размере зерен 0,063 - 0,09 мм, а для рутиловых - при 0,16 - 0,24 мм.
  Хромомагнезитовые смеси характеризуются весьма рассосредоточенным зерновым составом; молотый хромомагнезит, как правило, содержит 20-30% фракции (-005), поэтому поры в смеси чрезвычайно малы, что приводит к отсутствию пригара на отливках. Укладка зерен песка в смеси близка к кубической, и радиус поры составляет 0,31 - 0,41 радиуса зерна. Приняв это и учитывая только величину зерна песка, можно для данных сплава и формовочного материала при определенных величинах поверхностного натяжения и смачивания рассчитать капиллярное противодавление, возникающее в смеси при проникновении металла, что позволяет установить критическую величину металлостатического напора. Хромомагнезитовые смеси характеризуются весьма рассосредоточенным зерновым составом; молотый хромомагнезит, как правило, содержит 20-30% фракции (-005), поэтому поры в смеси чрезвычайно малы, что приводит к отсутствию пригара на отливках. Укладка зерен песка в смеси близка к кубической, и радиус поры составляет 0,31 - 0,41 радиуса зерна. Приняв это и учитывая только величину зерна песка, можно для данных сплава и формовочного материала при определенных величинах поверхностного натяжения и смачивания рассчитать капиллярное противодавление, возникающее в смеси при проникновении металла, что позволяет установить критическую величину металлостатического напора.
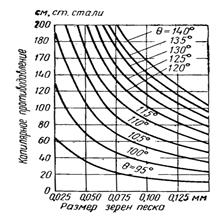
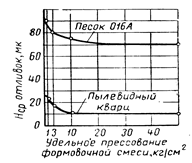
  На рис.16 в качестве примера приведена расчетная диаграмма для сталей, обладающих плотностью 7,2 и поверхностным натяжением 1300 эрг/см2
, позволяющая определить необходимую степень помола противопригарного материала при заданных степени смачивания и высоте отливки. Так, например, по данным поверхностное натяжение стали Х18Н9ТЛ равно примерно 1300 эрг/см2
; краевые углы смачивания окиси алюминия обезжелезенного циркона и магнезита составляют 124, 122 и 114°; при высоте отливки 1, 5 м пригара не будет при использовании этих материалов лишь с достаточно малыми размерами зерен (0,073;0,069 и 0,054 мм). Эти расчетные данные достаточно близки к экспериментальным (табл. 11)[5]. На рис.16 в качестве примера приведена расчетная диаграмма для сталей, обладающих плотностью 7,2 и поверхностным натяжением 1300 эрг/см2
, позволяющая определить необходимую степень помола противопригарного материала при заданных степени смачивания и высоте отливки. Так, например, по данным поверхностное натяжение стали Х18Н9ТЛ равно примерно 1300 эрг/см2
; краевые углы смачивания окиси алюминия обезжелезенного циркона и магнезита составляют 124, 122 и 114°; при высоте отливки 1, 5 м пригара не будет при использовании этих материалов лишь с достаточно малыми размерами зерен (0,073;0,069 и 0,054 мм). Эти расчетные данные достаточно близки к экспериментальным (табл. 11)[5].
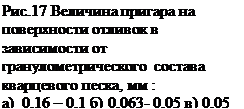
Аналогичные диаграммы можно составить для любой стали. На рис.17 показана поверхность опытных отливок толщиной 60 мм из стали Х15Н25В5ТЮ2, полученных в формах из корундовых песков одинакового химического, но различного гранулометрического состава. Для отливки а
использовали смесь фракций 0,16 и 0,1 корундового песка (33% и 66% соответственно), для отливки б
смесь фракций 0,063-0,05-(-005) в количестве 51-27-21% соответственно. Форма для отливки в
была покрыта слоем краски из мелкодисперсного корунда (более 95% фракции -005).Как видно, с уменьшением зерен корунда до 0,063 мм и менее пригар полностью исчез.
Уменьшение величины зерен песка увеличивает поверхность соприкосновения пригарного вещества с поверхностью формы и, следовательно, опасность появления пригара, однако в этом случае возможно и уменьшение опасности образования пригара из-за уменьшения глубины проникновения пригарного образования в форму.
Таким образом, исследования показали, что при наличии высокого металлостатического давления одним из эффективных средств уменьшения пригара является применение мелкозернистого песка, имеющего низкую газопроницаемость.
Исключить образование механического пригара на стальных отливках можно, только используя весьма мелкие формовочные материалы. Естественно, что материалы с таким зерновым составом пригодны лишь для красок и паст.
3.3.2. Повышение степени уплотнения формы
Уменьшение размеров пор происходит не только при уменьшении размеров зерна, но и при увеличении уплотнения смеси. Это подтверждается результатами опытов, приведенных в табл.12[2]сталь заливалась при температуре 1680˚С.
Таблица 12
Влияние уплотнения на глубину проникновения пригарного слоя в форму
| Количество ударов бабы копра |
Песок крупный К063Б (0,31) |
Песок мелкий К016А (0,08) |
| Глубина в мм |
Твердость в единицах |
Глубина в мм |
Твердость в единицах |
1
2
3
7
10
15
|
0,46
0,44
0,39
0,45
0,40
0,37
|
44,0
66,9
70,0
78,0
78,3
81,0
|
0,24
0,26
0,25
0,16
0,15
0,12
|
58,5
66,8
72,0
85,0
87,5
88,0
|
Из рассмотрения результатов опытов можно сделать выводы:
1. Глубина проникновения пригарного слоя не пропорциональна увеличению количества ударов бабы копра.
2. Не наблюдается четкой закономерности между глубиной проникновения и поверхностной твердостью формы.
Такая же малая зависимость глубины проникновения от поверхности твердости в границах 25-75 наблюдалась при весе отливки до 15 кг. При весе отливки 500 кг наблюдалось уменьшение пригара только при увеличении поверхностной твердости свыше 65 единиц. Из табл. 4 видно, что для смесей типа К063Б и К016А «критическая твердость» наступает при превышении приблизительно 80 единиц.
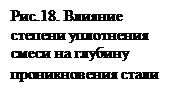  В работе[13] изучали влияние уплотнения смеси на глубину проникновения стали, используя песок марки 016А и пылевидный кварц. Температура заливки стали составляла 1560°. Полученные данные (Рис.18) показывают, что средняя величина выступов Нср уменьшается с повышением уплотнения формовочной смеси. Более заметно это проявляется при уплотнении смеси до 10 кг/см2
. Дальнейшее повышение давления не оказывает заметного влияния на изменение глубины проникновения стали. В работе[13] изучали влияние уплотнения смеси на глубину проникновения стали, используя песок марки 016А и пылевидный кварц. Температура заливки стали составляла 1560°. Полученные данные (Рис.18) показывают, что средняя величина выступов Нср уменьшается с повышением уплотнения формовочной смеси. Более заметно это проявляется при уплотнении смеси до 10 кг/см2
. Дальнейшее повышение давления не оказывает заметного влияния на изменение глубины проникновения стали.
Таблица 13
Влияние степени уплотнения смесей на глубину проникновения жидкой стали
| Песок для форм |
Степень уплотнения, единиц, по твердомеру |
Газопроницаемость, единиц |
Средняя глубина проникновения, мм. |
Крупный
марки К04Б
|
50
65
80
85
91
|
710
460
340
285
200
|
0, 8
0, 5
0, 3
0, 2
0, 2
|
Мелкий
марки К016А
|
45
57
70
85
91
|
138
120
102
30
19
|
0, 2
0, 1
0, 09
0, 08
0, 07
|
Д. И. Лоськовым и Г. Л. Хазаном[13]изучалось влияние степени уплотнения смесей на проникновение в форму жидкого металла. Степень уплотнения менялась от 50 до 90 единиц по твердомеру. Проба заливалась сталью 35Л при температуре 1620°С. Результаты опытов представлены в табл.13.
Говоря о влиянии уплотнения смесей на глубину проникновения металла в форму, следует особо подчеркнуть влияние другого связанного с этим фактора-теплопроводности формы. Чем сильнее уплотнена смесь в форме, тем больше ее теплопроводность и тем меньше глубина проникновения.
Приведенные данные показывают, что глубина проникновения стали в поры формовочной смеси при данной температуре металла зависит от зернового состава смеси и степени ее уплотнения. Чем крупнее песок и чем меньше уплотнение смеси, тем больше глубина проникновения. Влияние степени уплотнения особенно заметно при применении крупного песка. Объясняется это тем, что с увеличением размера зерен песка возрастает его уплотняемость. При применении мелкозернистого песка поры в формовочной смеси получаются настолько малыми, что высокая степень уплотнения практически не оказывает заметного влияния на глубину проникновения металла в стенки формы.
Однако повышение степени уплотнения смеси увеличивает ее термическое расширение, с которым связано образование другого дефекта поверхности отливок-ужимин.
3.3.3. Спекающиеся смеси

Очевидно, что противопригарные свойства материалов определяются не только их металлофобностью. Хромомагнезит смачивается хромоникелевой сталью значительно лучше, чем кремнезем: краевые углы смачивания 110 и 120° соответственно, а пригар на отливках практически одинаков. Для выяснения причин этого несоответствия проверяли отношение некоторых материалов к нагреву. На рис.19, а приведены результаты дилатометрических испытаний жидкостекольных смесей из кварцевого песка 1 хромомагнезита 2 и хромистого железняка 3; на рис.19, б - корунда 1, дунита 2 и шамота 3[5]. Вначале у всех смесей дается довольно резкое расширение, а затем усадка, связанная, по-видимому, с расплавлением жидкого стекла; после этого у кварцевого песка (группа 1) вновь начинается значительное расширение, у корунда и дунита (II) заметное изменение объема не наблюдается, а у хромистого железняка, шамота и в меньшей степени у хромомагнезита (III) при повышении температуры продолжается усадка за счет протекание процессов спекания. Ко второй группе материалов относятся также циркон, магнезит и оливин, а к третьей - рутил.Естественно, что спекание уменьшает пористость формовочной смеси, и проникновение металла в поры формы, что было установлено прямым экспериментом (табл.14)[10,5].
Таблица 14
Уменьшение пористости смеси в зависимости от ее химического состава при нагреве
| № пробы хромистого железняка |
Содержание основных компонентов в % |
Пористость в % |
Относительное уменьшение пористости в % |
| Cr2O3 |
Fe2O3 |
Al2O3 |
CaO+MgO |
SiO2 |
п.п.п. |
исходная при стандартном уплотнение |
После нагрева до 1500 С |
1
2
3
4
|
54, 0
61, 0
20, 9
56, 5
|
14, 8
16, 8
7, 6
15, 2
|
6, 7
8, 2
1, 4
7, 8
|
17, 5
13, 3
5, 4
15, 2
|
6, 2
1, 0
60, 5
3, 25
|
1, 7
0, 9
0, 8
2, 2
|
47
42
45
43
|
32
24
32
28
|
32
43
29
32, 5
|
Было замечено, что максимальное уменьшение пористости смеси из хромистого железняка наблюдается при наибольшем содержании Сг2
Оз и Fе2
Оз. При добавлении жидкого стекла, силикаты натрия будут влиять как плавни, т. е. снижать температуру спекания еще полнее и с еще большим уменьшением пористости. При заливке поверхность формы находится под давлением столба металла и в случае спекающихся материалов величина механического пригара при увеличении металлостатического давления может не только не возрастать, но даже и уменьшаться. В табл.15 приведены опытные данные по величине пригара на отливках из стали Х15Н25В5ТЮ2 при использовании некоторых жидкостекольных смесей с одинаковым зерновым составом наполнителей и содержанием жидкого стекла.
Таблица 15
Величина пригара на отливках из стали Х15Н25В5ТЮ2 при использовании смесей с одинаковым зерновым составом наполнителей и содержанием жидкого стекла.
| Наполнители смеси |
Группа смеси |
Глубина проникновения стали (в мм) в смеси при давлении в кГ/см² |
| 1, 2 |
3, 8 |
Кварцевый песок
Магнезит
Хромомагнезит
Хромистый железняк
Шлак дробленый
|
Расширяющаяся
Нерасширяющаяся
Слабо спекающаяся
Сильно спекающаяся
Спекающаяся в монолит
|
1, 0
0, 9
0, 9
1, 3
0, 6
|
2, 0
1 ,5
1, 0
1,0
0, 1
|
Как видно, величина пригара изменяется при увеличении металлостатического давления различно в зависимости от наполнителя. Так, если при увеличении давления с 1, 2 до 3, 8 кГ/см2
глубина проникновения стали в кварцевую смесь возросла вдвое, то в магнезитовую - на 67%, в хромомагнезитовую - не изменялась, в хромитовую - заметно уменьшилась, а в шлаковую - уменьшилась в 6 раз. Приведенные данные хорошо согласуются с некоторыми прежними исследованиями.
Спекание смесей является свойством не только огнеупорного материала, но общим свойством системы огнеупорный материал - связующее. Использование хромомагнезитовых или хромитовых материалов в смеси не с жидким стеклом, а с другими связующими, например, с органическими крепителями, может либо не привести к спеканию, либо вызвать его в незначительной степени. Естественно, что мелкодисперсные частицы способствуют спеканию огнеупорных наполнителей, и в хромомагнезитовых и хромитовых пастах и красках противопригарное покрытие спекается при любом связующем. Покрытия из сильно спекающихся материалов (хромистый железняк, шамот) необходимо наносить сравнительно более толстым слоем, чем покрытия из неспекающихся материалов.
Результаты опытов позволяют сделать вывод, что при производстве отливок из высоколегированных хромоникелевых сталей предотвратить механический пригар можно, лишь используя мелкодисперсные формовочные материалы. Противопригарные свойства материалов характеризуются либо их металлофобностью, либо склонностью к спеканию при высоких температурах; теплофизические свойства формы имеют второстепенное значение и в большинстве случаев не могут являться критерием при выборе противопригарных материалов. Исходя из этого, в качестве противопригарных материалов в производстве отливок из хромоникелевой стали, могут быть рекомендованы рутил, корунд и шамот.
3.4. Изменение температуры заливки
По формуле (1) на пригар влияет изменение абсолютной температуры. По этой причине температура способствует увеличению пригара, но это влияние может оказаться не пропорциональным перегреву, что подтверждается практическим наблюдением.
Непосредственные исследования подтверждают также возможность установления для конкретных условий проведения опытов некоторой критической температуры (табл.16)[2].
Таблица 16
Влияние температуры стали на глубину проникновения окислов и на их
состав[2]
| Крупный песок типа К063Б
|
Мелкий песок типа К016А
|
| Температура заливки t в °С |
Глубина проникновения окислов в мм |
Температура заливки t в °С |
Глубина проникновения окислов в мм |
1534
1560
1580
1600
1620
1640
1660
|
0,08
0,05
0,04
0,05
0,05
0,30
0,31
|
1560
1580
1600
1620
1640
1660
1680
1700
1725
|
0,06
0,04
0,12
0,13
0,15
0,11
0,15
0,16
0,12
|
Из рассмотрения таблицы можно сделать вывод критическая температура для крупного песка составляет 1580° С, а для мелкого песка-1620° С. При превышении ее глубина проникновения окислов сразу увеличивается от 0,05 до 0,30 мм. Четкой закономерности изменения состава окислов обнаружить не удается.
 Из практики производства отливок в обычных песчано-глинистых формах хорошо известно, что с повышением температуры заливкипригар увеличивается. Изучению влияния этого фактора на образование механического пригара посвящен ряд исследований. Из практики производства отливок в обычных песчано-глинистых формах хорошо известно, что с повышением температуры заливкипригар увеличивается. Изучению влияния этого фактора на образование механического пригара посвящен ряд исследований.
 Так, в работе [13] показано, что с повышением температуры заливки возрастает глубина проникновения стали в стенки формы (Рис.20). При температуре заливки до 1620° глубина проникновения в формовочную смесь с крупнозернистым песком больше, чем с мелкозернистым. Однако при температуре заливки выше 1620° указанная закономерность нарушается: в смеси с мелкозернистым песком глубина проникновения стали становится больше, чем с крупнозернистым. Это явление авторы объясняют тем, что при температуре выше 1600° происходит сплавление мелких зерен и образование новых полостей, имеющих значительно большие размеры, чем естественные поры между зернами мелкого песка. Крупные же зерна не сплавляются или сплавляются в гораздо меньшей степени. Так, в работе [13] показано, что с повышением температуры заливки возрастает глубина проникновения стали в стенки формы (Рис.20). При температуре заливки до 1620° глубина проникновения в формовочную смесь с крупнозернистым песком больше, чем с мелкозернистым. Однако при температуре заливки выше 1620° указанная закономерность нарушается: в смеси с мелкозернистым песком глубина проникновения стали становится больше, чем с крупнозернистым. Это явление авторы объясняют тем, что при температуре выше 1600° происходит сплавление мелких зерен и образование новых полостей, имеющих значительно большие размеры, чем естественные поры между зернами мелкого песка. Крупные же зерна не сплавляются или сплавляются в гораздо меньшей степени.
На Рис.21 представлены результаты опытов Б. Б. Гуляева и Ю. Ф. Боровского[10] по изучению влияния температуры заливки на глубину проникновения жидкого металла в стенки формы. Кривая 1 относится к смеси, изготовленной из кварцевого песка марки К016А, кривая 2 к смеси из молотого хромомагнезита, кривая 3 к смеси из хромистого железняка с зерновым составом, примерно соответствующим кварцевому песку. На Рис.21 видно, что глубина проникновения стали особенно резко возрастает с по вышением температуры заливки при применении песчаной формы. Причем в области высоких температур заливки глубина проникновения стали значительно превышает радиус зерен формовочной смеси. Различие в характере кривых объясняется различной теплопроводностью применяемых формовочных материалов. При применении формовочных материалов с высокой теплопроводностью (хромомагнезит, хромистый железняк), вследствие интенсивного охлаждения заливаемого металла, проникновение его в поры формовочной смеси не получает значительного развития. вышением температуры заливки при применении песчаной формы. Причем в области высоких температур заливки глубина проникновения стали значительно превышает радиус зерен формовочной смеси. Различие в характере кривых объясняется различной теплопроводностью применяемых формовочных материалов. При применении формовочных материалов с высокой теплопроводностью (хромомагнезит, хромистый железняк), вследствие интенсивного охлаждения заливаемого металла, проникновение его в поры формовочной смеси не получает значительного развития.
 Э. Книпп отмечает, что для каждой смеси существует критическая температура, свыше которой происходит образование пригара. Эта критическая температура зависит от теплопроводности смеси. Чем выше теплопроводность формовочной смеси, тем быстрее на поверхности формы образуется затвердевший слой, препятствующий проникновению металла. Э. Книпп отмечает, что для каждой смеси существует критическая температура, свыше которой происходит образование пригара. Эта критическая температура зависит от теплопроводности смеси. Чем выше теплопроводность формовочной смеси, тем быстрее на поверхности формы образуется затвердевший слой, препятствующий проникновению металла.
  Если же температура заливки превышает критическую, то затвердевший слой расплавляется, а металл проникает в поры формовочной смеси. Если же температура заливки превышает критическую, то затвердевший слой расплавляется, а металл проникает в поры формовочной смеси.
В статье [8]приводится зависимость глубины проникновения жидкой стали в поры песчано-глинистой формовочной смеси от температуры заливки и размера зерен песка рис.22. При очень высокой температуре заливки (1640°) металл проникает даже в смесь с мелкозернистым песком. При этом кривая проникновения стали идет параллельно кривой газопроницаемости смеси. При снижении температуры заливки до 1620°С замена мелкозернистого песка крупнозернистым устраняет пригар. Пригар обнаруживается в этом случае только в смесях с 50% мелкого и 50% крупного песка. С уменьшением размера зерен песка пригар вновь уменьшается. При температуре 1600°С применение мелкозернистого песка увеличивает глубину проникновения. Несоответствие найденных зависимостей приведенным выше объясняется, по-видимому, различной плотностью смесей, оказывающей влияние на величину пригара.
Таким образом, с целью уменьшения пригара желательно снижать температуру заливки, если это возможно осуществить, не вызывая других пороков отливок.
Для предотвращения металлизированного пригара необходимо соблюдать следующее условие Тп
< Ткр
(где Тп
- температура на поверхности затвердевающей отливки, Ткр
- критическая температура, при которой металл начина-
ет проникать в поры литейной формы и образовывать пригар).
Исследовали влияние интервала затвердевания стали на предотвращение пригара в тепловых углах отливки[12]. Экспериментально исследовали кинетику изменения температуры поверхности плоских и крестообразных отливок с толщиной стенок 40, 80 и 200 мм из сталей 10Л, 30Л, 50Л и 100Л, заливаемых в формы из песчано-глинистой (ПГС), хромомагнезитовой (ХМС), хромитовой (ХС) и хромомагнезитовой с 50% дроби ДСЛ-05к (ХМДС) смесей. Отношение радиуса галтели r в углу крестообразной отливки к толщине ее стенки2R
составляло 0; 0,2; 0,4; 0,6 и 1 при2R
=40 мм и 0; 0,4 и 1 при 2
R
=80 и 200 мм.
Для предотвращения металлизированного пригара на стальных отливках по условию Тп
< Ткр
необходимо знать Ткр
. Анализ экспериментально определенного значения температуры прекращения проникновения стали в поры формы показал, что Ткр
- это температура, при которой прекращается фильтрация металла через поры затвердевающей корки на поверхности охлаждающейся отливки Значение ее может быть определено по формуле:
Ткр
= (Тлик
- s
²)ΔТз
,
где Тлик
- температура ликвидуса стали;
s
- доля твердой фазы, при которой прекращается фильтрация металла;
ΔТз
- интервал кристаллизации сталей.
По данным А. И. Вейника, прекращение фильтрации металла в осевой зоне отливки наступает при выпадении твердой фазыs
= 0,8- 0,9. Поэтому можно предположить, что прекращение фильтрации на поверхности отливки наступает при выпадении в ее пограничной зоне такого же количества твердой фазы Исследования показали, что для плоских отливок металлизированный пригар не образуется и приs
= 0,3- 0,4. Это объясняется тем, что при наличии больших градиентов температуры в форме глубина проникновения металла настолько мала, что его прожилки неспособны, захватить даже находящиеся с ним в контакте зерна смеси
Для определения условий предотвращения металлизированного пригара на плоских стенках стальных отливок и вовходящих узлах проведено 200 вариантов расчета на ЭВМ. При этом учитывали следующие факторы2R
, тепловую активность смеси bф
, марку стали (интервал температур ее затвердевания ΔТз
), перегрев ΔТпер
заливаемого металла над Тлик
, радиус галтели во входящем углу. Анализ результатов исследования показал, что для получения отливок без
металлизированного пригара по условию Тп
< Ткр
решающими технологическими факторами являются ΔТз
и bф
[12].
Значение максимально допустимого перегрева ΔТз
при заливке стали, определяли по результатам расчетов на ЭВМ исходя из условия, что максимальная температура поверхности отливки равна Ткр
. На основании полученных данных построена номограмма (рис.23 А) для определения ΔТпер
при заливке плоских отливок с толщиной стенок до 200 мм сталями с различным интервалом кристаллизации (кривые 1- 4- соответственно 25, 50, 85 и 120°С) в формы из ПГС, ХМС, ХС и ХМДС (соответственно I-IV).
Результаты анализа показали, что значение ΔТпер
заливаемых сталей быстро
   повышается с уменьшением2R
отливки и повышением bф
смеси. Экспериментально показано, что при увеличении интервала затвердевания металла допустимый его перегрев при заливке уменьшается, но его влияние на получение поверхности плоской стальной отливки без пригара невелико по сравнению с2R
и bф
. повышается с уменьшением2R
отливки и повышением bф
смеси. Экспериментально показано, что при увеличении интервала затвердевания металла допустимый его перегрев при заливке уменьшается, но его влияние на получение поверхности плоской стальной отливки без пригара невелико по сравнению с2R
и bф
.



Так, разность по значению ΔТпер
при заливке сталями 30Л и 100Л плоской отливки толщиной 40 мм в формы из ПГС не превышала 10°С.
При изучении кинетики изменения температуры поверхности фасонных отливок следует отметить, что наибольший металлизированный пригар в них можно ожидать во входящих (теплых) углах Тп
в этих местах сначала резко возрастает, а затем в течение длительного промежутка времени значительно превышает Тп
стенки отливки вдали от угла. Скругления в углу отливки уменьшают максимальную температуру ее поверхности и поэтому позволяют уменьшить опасность образования пригара, особенно на тонкостенных отливках и на отливках из сталей с небольшим интервалом кристаллизации (до 50-80°С).
На рис.23 Б представлена номограмма для определения условий предотвращения пригара по условию Тп
< Ткр
в углах фасонных отливок из стали 30Л с толщиной стенки 40, 80 и 200 мм (соответственно кривые с одним, двумя и тремя штрихами), заливаемых в формы из различных смесей с перегревом 40, 80 и 120°С (кривые 1-3 соответственно) С увеличением интервала затвердевания заливаемых сталей минимальный радиус галтели r
o
внутреннего угла отливки увеличивается тем больше, чем толще отливка и выше температура заливки (рис.23 В: кривые 1-3-2R
соответственно 40, 80 и 120 мм; кривые с одним, двумя и тремя штрихами - соответственно для ΔТкр
=10, 60, 80°С). Последовательность определения rо в углу крестообразной отливки из стали с ΔТкр
=40°С и2R
=80 мм при заливке ее в форму из ХМС с перегревом 60°С показана стрелками. На плоских стальных отливках можно предотвратить пригар, регулируя продолжительность заливки формы.
В связи с тем, что скорость понижения температуры поверхности угла очень низкая (для крестообразных отливок с относительным значением радиуса галтели в углуr/(2R)
= 0,4 она в 4 раза ниже, чем для плоской стенки такой же толщины), предотвратить проникновение металла, увеличивая только длительность заливки, на таких отливках затруднительно. Этого можно достичь сочетанием ряда мер: применением смесей с повышенной тепловой активностью и критическим противодавлением, применением внутренних и наружных холодильников, понижением перегрева металла, а также выбором оптимального радиуса галтели в углу.
Проверка экспериментальных данных показала, что при соблюдении определенных по номограммам параметров пригар на отливках отсутствует.
3.5.Теплоаккумулирующая способность формы
Формовочные смеси с повышенной теплопроводностью и теплоаккумулирующей способностью увеличивают скорость и глубину прогрева формы. В местах отливки с длительным подводом тепла (литниковая система, экзотермическая прибыль и т. д.) такие смеси могут дать повышенный пригар. Напротив, при отсутствии дополнительного подвода тепла указанные формовочные смеси способствуют отбиранию тепла от жидкого металла и образованию твердой корочки на поверхности отливки,т. е. способствуют уменьшению пригара [1,10,13]. Например, при заливке стали 20Х13НЛ в песчано-глинистую форму с коэффициентом теплоаккумулирующей способности bф
=1380 дж/(м3
сек град) глубина проникновения металла в поры формы равна 0,55 мм, а в случае заливки той же стали в хромомагнезитовую форму с жидким стеклом (bф
= 3350 дж/(м3
сек град) - 0,1 мм.
Особо ответственные отливки изготовляют в формах, облицованных смесью из огнеупорных материалов с высокой теплоаккумулирующей способностью, например, хромомагнезита или циркона. Обладая повышенной охлаждающей способностью, но сравнению с кварцевым песком, эти смеси уменьшают механический пригар, снижая глубину проникновения расплава примерно вдвое[10,9].
Противопригарные краски, приготовленные из материалов с повышенной теплоаккумулирующей способностью, не оказывают охлаждающего воздействия на отливки ввиду незначительной толщины слоя.
Установлено, что глубина проникновения жидкого металла в форму уменьшается с увеличением ее теплоаккумулирующей способности и с понижением температуры заливки стали.
На рис.24 показано влияние температуры заливки (кривая 1) и теплоаккумулирующей способности формы (кривая 2) на наибольшую глубину проникновения стали в литейную форму.
С увеличением толщины стенок отливки и перегревомзаливаемой стали для уменьшения проникания металла необходимо использовать формовочную смесь с более высокой теплоаккумулирующей способностью.

Рис.24. Влияние температуры заливаемого металла (кривая 1) и теплоаккумулирующей способности формы (кривая 2) на глубину проникновения в нее металле [bф
в (ккал/(м ))] ))]
При этом влияние степени перегрева будет сильнее влияния толщины стенок отливки.
Использование формовочной смеси с высокой теплоаккумулирующей способностью значительно повышает температуру заливки, при этом механический пригар не образуется. Установлено, что нерационально использовать смесь с высокой теплоаккумулирующей способностью, толщина слоя которой больше 0,05-0,08 толщины стенки плоской отливки.
На основании аналитических, экспериментальных исследований и практических данных предложены номограммы[1] для выбора состава, типа и толщины противопригарных покрытий в зависимости от теплофизических параметров металла, покрытия и формовочной смеси, температуры заливки стали, а также приведенной толщины отливки. Противопригарные покрытия, предупреждающие образование пригара стальных отливок, выбирают с помощью номограмм, показанных на рис.25.
Рис.25 Номограммы для определения условий получения стальных отливок без механического пригара:I- определение наименьшей теплоаккумулирующей способности покрытия и II - наименьшей относительной толщины покрытия [bф
в ккал/(м2
ч К)] К)]
В зависимости от приведенной толщины отливки R (для отливок с тонкими и массивными частями определяют приведенную толщину массивных частей) и перегрева стали выше температуры кристаллизации или солидуса по номограммам (рис.25, a, 6) определяют наименьшую теплоаккумулирующую способность покрытия, исключающего образование механического пригара. По полученной теплоаккумулирующей способности покрытия и данным табл.17 выбирают соответствующую смесь.
Таблица 17
Теплоаккумулирующая способность формовочных смесей
Смесь
|
Теплоаккумулирующая способность смеси,
ккал/(м2
чград)
|
Песчано-глинистая, 1096 глины
Песчано-глинистая, 3096 маршалита
Песчано-глинистая, 6% жидкого стекла
Песчано-маршалитовая, 2096 маршалита и 6% жидкого стекла
Хромомагнезитовая, 6% жидкого стекла
Хромомагнезитовая с сульфитным щелоком
|
20-25
30-35
28-30
32-34
40-55
40-50
|
В работах[9,13,7] показано, что наиболее эффективным средством борьбы с механическим пригаром на отливках является использование смесей и противопригарных покрытий с высоким коэффициентом теплоаккумулирующей способности b
ф
, в первую очередь с хромомагнезитом и хромистым железняком (b
ф
=40-45); смеси из цирконового песка имеют b
ф
до 50. Более высокие b
ф
могут быть получены лишь принудительным охлаждением формы во время заливки и охлаждения металла. Так, при продувке формы воздухом b
ф
может быть повышена до 70-80 ккал/м²чС.
Опыт многих заводов показывает, что смеси, пасты и краски из хромомагнезита, хромистого железняка и обезжелезенного циркона действительно улучшают чистоту поверхности отливок),в том числе из высоколегированных хромоникелевых сталей
П. А. Борсуком [9]было изучено также влияние теплоаккумулирующей способности смесей на величину механического пригара. В опытах (табл.18) гранулометрическое строение смесей было одинаковым.
Таблица 18
Влияние теплоаккумулирующей способности смесей на величину механического пригара
Давление в кГ/см
|
Характеристика пригара |
Смеси |
| Песчано-глинистая с жидким стеклом |
Песчано-маршалитовая с жидким стеклом |
Хромомагнезитовая с сульфитным щелоком |
Хромомагнезитовая с жидким стеклом |
| 1,2 |
Глубина проникновения в мм |
0, 55 |
0, 27 |
0, 23 |
0, 14 |
| 1, 8 |
Глубина проникновения в мм |
0, 58 |
0, 31 |
0, 25 |
0, 14 |
| 2, 5 |
Глубина проникновения в мм |
0, 65 |
0, 33 |
0, 20 |
0, 15 |
Теплоаккумулирующая способность смеси в ккал /м2
* град *  |
20 |
30 |
40 |
45 |
Таким образом, испытания смесей, отличавшихся только теплоаккумулирующей способностью, показали, что при увеличении последней с 20 до 30ккал (м²*град*), соответственно с 40 до 45 ккал (м²*град*) глубина проникновения металла уменьшается почти в 2 раза.
3.6. Применение восстановительных добавок
Для предохранения металла от окисления во время заливки в состав покрытий и смесей вводят органические вещества, которые при соприкосновении с расплавом сгорают или, пирогенно разлагаясь, способствуют созданию в форме восстановительной атмосферы. При получении наиболее сильно окисляющихся легированных стальных отливок для создания восстановительной атмосферы сухие формы поверх обычных противопригарных покрытий окрашивают дополнительно кузбасслаком или асфальтовым лаком[3]. Образующаяся при этом восстановительная атмосфера либо препятствует образованию химического пригара, либо восстанавливает высшие окислы железа до низших, чем способствует образованию легкоотделяемого пригара. Восстановительная атмосфера должна возникать в полости формы с момента поступления первых порций расплава и сохраняться в ней до окончания химического взаимодействия между окислами металла и формы. Для восстановления уже образовавшихся окислов в состав покрытий вводят активные окислители: алюминий, марганец, титан и др.
Одним из путей предотвращения окисления затвердевающей отливки является искусственное создание на поверхности формы вязкой расплавленной пленки шлака, препятствующей поступлению кислорода. Для этой цели в состав красок вводят щелочи, жидкое стекло или соли, образующие при расплавлении вязкие шлаки.
Создание в форме восстановительной или нейтральной среды в ряде случаев оказывает положительное влияние на условия образования пригара.
Так, Л. Е. Плотинский показал, что создание восстановительной среды в форме и нанесение на ее поверхность каменноугольной смолы позволяет получать стальные отливки (в том числе из высоколегированных хромоникелевых сталей) с поверхностью, свободной от плен и пригара. Но так как углеродосодержащие добавки быстро сгорают в форме то их рекомендуется применять только для мелких отливок[10].
Применять в качестве добавки в формовочные смеси для стального литья углеродосодержащие вещества (мазут, каменный уголь и др.) не следует, так как при этом может происходить науглероживание поверхности стальной отливки и вследствие этого усиление проникновения стали в поверхность формы и увеличение толщины пригара[4,6,9].
3.
7
. Применение окислительных добавок
При заливке формы на поверхности стальной отливки образуется пленка из металлических окислов. Температура плавления некоторых из них ниже температуры заливки. Такие окислы оказываются перегретыми и жидкоподвижными. Поэтому они проникают в поры формы и, взаимодействуя с формовочными материалами, образуют легкоплавкие силикаты, которые увеличивают пригар.
Наиболее активно взаимодействует с железными окислами кварцевый песок (кремниевая двуокись реагирует с FeO и МnО, образуя легкоплавкие соединения).
Термодинамические исследования дают возможность представить протекание вероятных реакций в форме:
Fe +  O2 O2  FeO; FeO;
Fe + Н2О FeO + 2Н;
2FeO + SiO2 2FeO • SiO2;
В формах из быстротвердеющих смесей с жидким стеклом протекает следующая реакция:
Na2O • SiO2 + 2Fe +O2 2FeO • SiO2 + Na2O
Предполагается, что связующим звеном между поверхностью отливки в
2 FeO •SiО2 служит находящийся между ними слой железных окислов. Для уменьшения вероятности образования пригара необходимо создавать условия, затрудняющие проникновение металла в поверхностный слой формы и его окисление. Это достигается введением в смесь неорганических добавок, выделяющих кислород при нагреве[6,10,4,11].
Лучших результатов можно достичь введением в быстротвердеющую смесь (в равных соотношениях в частях по массе) 0,1-0,3 V2
O5
и Na2
SО4
[6]. В этом случае основной причиной образования легкоудаляемого пригара и получения чистой поверхности отливки являются процессы, протекающие на границе металл - форма, в результате которых окисляется проникший в форму металл и уменьшается контактная поверхность между отливкой и формой. При этом образуется силикат соответствующего состава и структуры, который снижает адгезию к поверхности отливки и облегчает устранение пригарной корки.
В результате введения в смесь окислителей могут создаться условия, препятствующие образованию пригара: разрыв связи между пригарными соединениями, проникшими в поры формы и приставшими к ее поверхности, этот разрыв наблюдается при введении в смесь окислителей, сжигающих пригарное соединение.
Анализ литературных данных[10,4,6,13], а также результаты проведенных опытов подтверждают, что в реальных условиях неизбежно, происходит проникновение металла в поры песчаной формы. Поэтому возникает задача уменьшить проникновение, устранить прожилки проникшего металла, а следовательно, уменьшить поверхность сцепления отливки с формой и адгезию контактирующих фаз. В условиях производства стальных отливок в сырых песчано-глинистых и песчано-бентонитовых формах это достигается путем создания на границе металла с формой сильноокислительной среды.
Испытания проводились на челябинских заводах: механическом и тракторном им. В. И. Ленина. Использовались для опытов наиболее распространенные формовочные пески: кичигинский марки К0315, басьяновский марки К016 и нижнеуральский марки Т01; в качестве связующего - оглинский и биклянский бентониты и нижнеуральская огнеупорная глина. Составы испытанных формовочных смесей и их физико-механические свойства приведены в табл.19. Как и следовало ожидать, лучшими свойствами обладают песчано-бентонитовые смеси. Их преимущества в том, что уменьшается количество связующего, улучшаются технологические свойства смеси, расширяется область применения сырых форм, сокращается трудоемкость изготовления отливок, улучшаются условия труда. Поэтому проблема замены огнеупорной глины более - качественным связующим требует практического решения.
Испытанию подвергались смеси из биклянского бентонита и огнеупорной глины[6].
Введение окислительных добавок в формовочные смеси практически не влияет на физико-механические свойства последних в исходном состоянии.
Таблица 19
Оценка чистоты поверхности стальных отливок
| Наименование (формула) окислителей |
% окислителя |
Связующее (бентонит, глина, каолин), % |
Физико-химические свойства смеси |
Температура заливки по пирометру |
Беспригарная поверхность, К |
| К ед. |
σ, кг/ см² |
W, % |
низ |
верх |
Al2(SO4)3
Na2SO4
FeSO4
Fe2O3
Аl2 (SO4) з
Na2SO4
FeSO4
Fe2O3
Цеховая смесь
Смесь без окислителей
Fе2Oз+
Na2SO4
Fе20з+
Na2SO4
|
1, 0
1, 0
1, 0
1, 0
2. 0
2, 0
2, 0
2, 0
1, 5
3, 5
0, 75
1, 0
|
Огланл.
8, 0
8, 0
|
108
108
108
102
99
105
102
99
102
102
102
102
|
0, 40
0,42
0, 42
0, 43
0, 35
0, 65
0, 35
0, 43
0, 62
0, 34
0, 60
0, 55
|
5
5
5
5
5
5
5
5
6
5
4, 9
5. 5
|
1445
1445
1445
1445
1445
1460
1450
1445
1445
1450
1450
1450
|
60 -65
55
70
30
25
20
55
55
20-30
50-55
50
20-25
|
70
90-95
40-45
30
98
80-90
90
15-20
5-10
45-50
40
45-50
|
Fе20з+
Na2SO4
Fе2Оз+
Na2SO4
Fе2Оз+
Na2SO4
T01
Na2S04+ Fе2Оз
T01
Na2SO4+
Fe2O3
K016
Na2S04+
Fe2O3
K016
Na2S04+
Fe2O3
T01
Na2SO4+
Fe2O3
T01
Na2SO4+ Fе2Оз
K0315
Na2SO4+ Fe2O3
K0315
Na2SO4+
Fe2O3
|
0, 4
1, 0
1, 25
3, 5
0, 6
1, 75
1, 0
0, 35
1, 0
0, 35
1, 0
0, 35
1, 0
0, 35
1, 0
0, 35
1, 0
0, 35
1, 0
0, 35
0, 1
0, 35
|
8,0
--
---
Бикл.10
--
--
--
--
--
--
глина18
|
108
119
99
75
75
99
88
99
80
326
241
|
0, 45
0, 60
0, 35
0, 48
0, 40
0, 42
0, 40
0, 50
0, 42
0, 50
0. 66
|
4, 5
5, 0
5, 0
4. 8
5, 0
4. 9
5, 0
4, 7
5, 4
4, 5
5, 2
|
1450
1450
1450
1480
1480
1480
1480
1470
1470
1470
1470
|
50
0
0
60
70
70
80
40
40
60
55
|
75-80
45-50
90
90-95
85-90
75-80
90-95
96-98
90-95
90
80-85
|
Это позволяет считать, что формовочные смеси с окислительными добавками
обладают такими технологическими свойствами в исходном состоянии, которые применимы для производственных условий.
Промышленные испытания на Челябинском механическом заводе.
Опыты проводились на отливках из стали 20Л, весом 30 кг, с толщиной стенки 20-35 мм. Сталь заливали из стопорного ковша при температуре 1460-1500°
С. На отливке, изготовленной из цеховой смеси, образовался сильный пригар.
Составы испытанных облицовочных смесей готовились преимущественно на басьяновском песке, а также на кичигинском и нижнеувельском песках. В качестве связующего использовались бентониты, нижнеувельская огнеупорная глина и каолин (табл.20).
Таблица 20
Химические составы связующих материалов и глинистых составляющих песков, %
| Материал |
SiO2 |
Fe2O3 |
FeO |
Al2O3 |
CaO |
MgO |
Na2O + К2O |
Нижнеувельская огнеупорная глина
Биклянскин бентонит
Огланлинский бентонит
Каолин
Глинистая составляющая кичигинского песка
То же, нижнеувельского песка
То же, басьяновского песка
|
53,60
54,60
69,71
46,46
50,19
63,62
49,22
|
2,23
6,25
1,17
0,78
2,38
2,45
11,95
|
0,21
0,53
0,21
-
0,32
0,25
0,56
|
27,94
20,08
11,58
38,80
27,07
23,29
15,84
|
0,34
1,20
1,86
0,56
0,45
0,77
1,84
|
0,64
2.15
2,12
-
0,60
0,62
1,70
|
0,80
2,18
2,86
-
1,69
1,88
3,13
|
Анализ приведенных в таблице данных показывает, что химический состав материалов изменяется в довольно широких пределах. Содержание Fe2
Oз и окислов щелочных металлов в биклянском бентоните и глинистой составляющей басьяновского песка высокое, что способствует образованию легкоплавких силикатов. Учитывая их более высокую окислительную способность и благоприятные условия образования легкоплавких составляющих, применение этих материалов наиболее целесообразно.
Полученные данные показывают, что применение песчано-бентонитовых смесей несколько улучшает чистоту поверхности стальных отливок, по сравнению с цеховой смесью, однако пригар полностью не устраняется. Производственные испытания свидетельствуют, что введение в формовочную смесь (песчано-глинистую или песчано-бентонитовую) окислительных добавок определенного состава заметно улучшает чистоту поверхности стальных отливок. Лучшие результаты показали смеси со следующими окислительными добавками: 1% Fe2(SO4)3; 0,8-0,9% Аl(SO4)з; 0,8-1% FeSO4; 2% МnO2+0,66% Na2SO4; 0,25% VOSO4; 0,7% Na2B4O7+0,35% Fe2O3, 1% Na2SO4+0,35%Fе2Оз. Однако стабильно хорошие результаты показали облицовочные смеси с 1% сульфата натрия и 0,3% гематита (табл.19). Указанные окислительные добавки вводились в смеси на басьяновском, кичигинском и нижнеувельском песках с применением различных связующих: бентонитов, огнеупорной глины и каолина. Опыты показали, что добавки 1% сульфата натрия и 0,35% гематита обеспечивают образование легкоотделимото пригара как при использовании в смесях мелкого К016, так и крупного К0315 песков. Это дает основание считать, что при введении в смесь окислительных добавок определенного состава расширяются возможности применения песков различных марок. Таково немаловажное преимущество смесей с окислительными добавками, позволяющими использовать местные пески с безусловным экономическим эффектом. Однако применение мелких песков, способствующих уменьшению глубины и толщины прожилок металла, создает условия для более быстрого их окисления и поэтому более целесообразно, с точки зрения снижения пригара.
Кроме того, опыты показали, что вид связующего при использовании эффективных окислительных добавок не является главным фактором, определяющим чистоту поверхности отливок. Чистые отливки были получены как при использовании в качестве связующего бентонитов, так глины и каолина. Вместе с тем уменьшение количества связующего в смеси само по себе способствует образованию более качественной поверхности. Поэтому бентонитам, безусловно, необходимо отдать предпочтение.
Необходимо отметить, что в случае попадания в облицовочную смесь с окислительными добавками углеродистых материалов (например, не удален с поверхности графит) наблюдалось сильное увеличение пригара. Этот факт свидетельствует о недопустимости загрязнения окислительной смеси мазутом, графитом, смолой и т. д. На основании проведенной работы в цехе Челябинского механического завода был отработан и рекомендован для широкого опробования следующий состав облицовочной смеси:
1. Песок КО 16 - 100%
2. Биклянский бентонит - 10%
(или огнеупорная глина) - 18%
3. Водный раствор сульфата натрия (в пересчете на сухой материал) - 1 %
4. Гематит -0,35%
Промышленные испытания на Челябинском тракторном заводе им. В. И. Ленина
Испытания подтвердили ранее проведенные исследования о значительном улучшении чистоты поверхности стальных отливок, изготовленных в формовочных смесях с окислительными добавками. Вместо химически чистого гематита опробовали гематитовую руду. В опытах применялся химически чистый сульфат натрия.
После выбивки, ломки прибылей и литниковой системы беспригарная площадь в %:
1. Верхняя часть отливок, - 40-50
опытные нижняя часть отливок - 20-40
2. Верхняя часть отливок, - 10-20
рядовые нижняя часть отливок - 0-10
На опытных отливках пригарная корка во время обрубки легко отделялась. После дробеочистки ступица была на 85-95% чистой от пригара, тогда как у рядовых отливок на 85-100% покрыта трудноотделимым слоем пригара.
Положительные результаты опытов дали возможность перейти к более широким испытаниям новой облицовочной смеси с окислительными добавками технического сульфата натрия, с содержанием Na2SО4 = 98,8% и молотой гематитовой рудой следующего химического состава: Fе2Оз = 86,7%, SiО2 =5,48%, р== 0,025%.
Наряду с этим были проведены лабораторные опыты для определения возможности уменьшения количества сульфата натрия в облицовочной смеси. Опыты на отливках из стали 20-35Л показали, что снижение содержания сульфата натрия до 0,5-0,7% положительно сказывается на чистоте поверхности стальных отливок. Дальнейшее уменьшение количества Na2
SО4
заметно увеличивает пригар, что объясняется повышением температуры плавления силиката, увеличением вязкости и снижением его реакционной способности.
Полученные результаты позволили рекомендовать для длительного опробования в условиях конвейерного производства стальных отливок следующий состав облицовочной смеси в %
1. Песок кичигинский К0315- 100 (или соотношение песков К0315 : К01 =2:1)
2. Нижнеувельская огнеупорная глина - 18-20
3. Сульфат натрия технический - 0,5-0,7 ГОСТ 1363-47 (в растворе)
4. Гематитовая руда молотая - 0,4-0,5 ТУ АК-477
Таким образом, при вводе в формовочную смесь окислительных добавок происходит окисление проникших прожилок металла и за счет этого образуются рыхлые окислы позволяющие получить легкоотделимый пригар. При этом происходит прямая потеря металла за счет его окисления. Следовательно, окислительные добавки будут эффективны для крупных стальных отливок.
3.8. Применение противопригарных красок.
К радикальным мерам борьбы с пригаром можно отнести нанесение на поверхность формы краски, паст и натирок[11,13,10,1]. Высокоогнеупорные порошки, нанесенные на поверхность в виде красок или паст, изолируют зерна кварцевого песка от контакта с залитым металлом и не допускают проникновения его в поры формы. Этим предотвращается химическое взаимодействие кварца с окислами железа и образование пригара. Важным критерием свойств противопригарных материалов является степень их смачивания жидким металлом и его окислами.
Для предотвращения пригара зерновую основу покрытий выбирают такой, чтобы она не смачивалась жидким металлом и, по возможности, его окислами. Она должна соответствовать заливаемому сплаву и материалу формы; основные окислы сплава нельзя сочетать с кислой зерновой основой покрытия и наоборот. Недопустимо применение в составе краски двух наполнителей, которые могут вступать между собой в химическое взаимодействие. Огнеупорность наполнителя краски должна быть выше температуры заливаемого сплава. Поэтому многие производства применяют краски из высокоогнеупорных материалов, несмотря на их дороговизну, так как повышенные расходы на приготовление высококачественных покрытий окупаются за счет повышения товарного вида отливок и снижения затрат на их очистку.
К связующим предъявляются следующие требования: максимальное сохранение прочности при высоких температурах заливки (термостойкость); тер-мопластичность при температурах просушки и заливки форм; чтобы предотвратить отслаивание и растрескивание покрытия; минимальная газотворность.
Поэтому для получения отливок с качественной поверхностью весьма перспективны связующие материалы с высокой термостойкостью (как органические, так и неорганические), минимально взаимодействующие с окислами железа.
При производстве крупного и толстостенного литья поверхность форм нагревается до 1000° и более. Поэтому необходимо в краски добавляют неорганические связующие материалы, отличающиеся более высокой термостойкостью чем органические. К ним относят жидкое стекло, сульфаты, фосфаты и т.д. Отличительная особенность покрытий с фосфатными связующими – высокая прочность сцепления с окрашенной поверхностью при заливке металла, низкая газотворная способность, высокая термостойкость и огнеупорность, ухудшает смачивание покрытий металлом и его окислами.
В настоящее время нет универсальных покрытий литейных форм, которые давали бы надлежащий эффект на всех видах литья. Все известные покрытия проявляют свое положительное действие только в определенном интервале температур, при данном составе формовочной смеси и на конкретном виде литья. Поэтому на ряду с выпускаемыми красками на предприятиях изготовляют свои покрытия разного состава для определенных видов литья, и они не выходят за пределы этого предприятия. Основным недостатком этого метода является усложнение технологии
3.9. Изготовление форм из высокоогнеупорных и
химически инертных формовочных материалов для
сокращения пригара.
В литейном производстве при изготовлении разовых форм большое распространение получили песчано-глинистые смеси. Объясняется это сравнительной доступностью, распространенностью и дешевизной песка и огнеупорной глины. В связи с недостатками в последние годы стали уделять большое внимание изучению возможности замены главной составляющей формовочных смесей - кварцевого песка другими минералами. К таким минералам относится циркон, оливин, хромистый железняк, магнезит и другие.
НИИПТмашем определены критические противодавления (табл.21), при которых начинается проникновение стали в поры формы из различных материалов.
Таблица 21
Критические противодавления проникновения стали в поры формы
| Наполнитель |
Зернистость * |
Плотность,
кг/м³
|
Тепловая активность,
Ккал/ м2
чС
|
Противодавление,
кгс/см2
|
Кварц
Циркон
Силлиманит
Хромит
Хромомагнезит
Оливин
|
К016
010Б
010Б
27*
37*
20*
|
1300
2500
1750
2050
1860
1920
|
23,8
27,1
28,4
24,6
24,6
25,4
|
0,33
0,77
0,70
0,50
0,42
0,32
|
*Количество (%) материала, прошедшего через сито016)
Исследования[11,10,1] показали, что смеси на основе циркона, силлиманита, хромита и хромомагнезита обеспечивают получение стальных отливок с чистой поверхностью в тепловых узлах. Например, хромитовая смесь позволяет получать отливки толщиной до 300 мм с чистой поверхностью.
Высокоогнеупорные материалы применяют в виде паст и наносят на поверхность формы слоем до 3-6 мм, или из них изготовляют полностью формы. Поскольку высокоогнеупорные материалы дороже кварцевого песка, более целесообразно применять их только для приготовления облицовочных смесей, а в ряде случаев выполнять ими только отдельные участки формы, особо подверженные пригару. В последнем случае расход огнеупорного материала существенно сокращается и обычно не превышает 10-15 кг на 1 т литья.
Из высокоогнеупорных материалов наибольшее применение получил хромистый железняк (хромит) как наиболее дешевый[10,11].
Дистен-силлиманит.
Внедрение облицовочных стержневых смесей с добавкой дистен-силлиманита марки ДСК-П на жидком стекле или СДБ в сочетании со сланцевой смолой позволило получить отливки без пригара из сложнолегированных сталей.
Циркон.
Циркон и другие высокоогнеупорные материалы особенно незаменимы при производстве отливок из высоколегированных сталей. Применение цирконового песка особенно экономически выгодно при регенерации отработанных смесей. Чистота поверхности и размерная точность отливок, полученных в на основе цирконового песка, значительно выше, чем отливок, полученных в таких же формах из кварцевого песка. Это объясняется большей по сравнению с кварцем, теплопроводностью и в три раза меньшим коэффициентом термического расширения. Охлаждающее действие цирконового песка значительно выше, чем кварцевого, что позволяет использовать его в качестве материала холодильников при изготовлении форм для отливок сложной конструкции. Кроме того, цирконовый песок химически инертен по отношению к окислам железа при высокой температуре. Положительным свойством этого песка является также его мелкозернистость. При применении смесей и красок, на цирконовой основе достигается особо чистая поверхность отливок.
Применение цирконовых смесей наиболее оправдано при изготовлении крупных стальных отливок, на поверхности которых обычно образуется особенно сильный пригар. Смеси на цирконовой основе отличаются малой газопроницаемостью, поэтому изготовленные из них формы должны иметь хорошую и надежную вентиляцию. Тонко измельченный цирконовый песок применяется для изготовления красок.
Таким образом, применение цирконовых смесей дает возможность получать отливки с весьма чистой поверхностью. Однако, принимая во внимание дефицитность, дороговизну и сложность технологического процесса обогащения цирконового песка, смеси на цирконовой основе могут быть рекомендованы при изготовлении массивных и сложных по конструкции стальныхотливок ответственного назначения, к качеству поверхности которых предъявляются повышенные требования. Эти смеси могут быть использованы также для изготовления тех участков формы, где требуется ускорить охлаждение отливки, т. е. в качестве своеобразных холодильников.
Оливин.
Отливки, получаемые с применением оливиновых формовочных смесей, имеют более чистую поверхность и менее склонны к поверхностным дефектам, чем отливки с использованием кварцевых песков. Это объясняется большей теплопроводностью, меньшим коэффициентом термического расширения (0,034%) и большей огнеупорностью оливинита (1870° С) и дунита (1863° С) ,высокая температура плавления, химическая инертность по отношению окислам железа и марганца. Оливиновые пески нельзя смешивать с кварцевыми, так как их смесь образует, легкоплавкие эвтектики и усиливает пригар.
Дуниты менее пригодны для изготовления формовочных смесей, поскольку при заливке стали происходит выделение кристаллизационной воды из серпентина. Все это приводит к повышенной газотворности дунитовых форм. Формовочная смесь из оливинового песка с угловатыми зернами имеет более высокую прочность в сыром состоянии, но менее текуча.
Оливин химически не реагирует с окислами марганца, поэтому отливки из марганцовой стали получаются без пригара и менее трудоемки при очистке и механической обработке. Установлено также, что отливки из углеродистой стали, полученные литьем в формы из оливиновой смеси, имеют более чистую поверхность, чем полученные литьем в обычные формы. В настоящее время оливиновые смеси при производстве отливок из углеродистой стали применяют только для облицовки отдельных участков формы, где при использовании обычных смесей образуется пригар.
Главными недостатками оливина являются высокая стоимость и затрудненная уплотняемость из-за остроугольной формы зерен.
Загрязнение оливиновых смесей глиной, известняком или кварцем приводит к снижению их температуры плавления и появлению пригара. В качестве связующего материала при изготовлении формовочных смесей на оливиновой основе применяется, как правило, бентонит. Введение глины в смесь не допускается
Формовочные смеси на оливиновой основе могут быть рекомендованы к применению в условиях единичного производства при изготовлении массивных отливок из углеродистых и специальных, в том числе, марганцовых, сталей.
Хромистый железняк. Хромовые руды (хромистый железняк) давно привлекают внимание литейщиков. Главными преимуществами их являются высокая огнеупорность (до 1900°), химическая инертность по отношению к окислам железа, способность противостоять проникновению жидкой стали в поры формы и высокая теплопроводность (в 5-7 раз больше, чем песчано-глинистых смесей), а также способностью его спекаться при высоких температурах и намного меньше, чем кварц, разупрочняться. Уже первые опыты показали, что хромистый железняк является прекрасным противопригарным средством при изготовлении стальных отливок. В настоящее время его с успехом применяют для изготовления формовочных смесей, а также красок с различными связующими материалами.
Формы, облицованные хромистым железняком, обладают высокими противопригарными свойствами, однако их изготовление, кроме большого расхода хромистого железняка, связано с рядом неудобств. В частности, при съеме формы с модели происходит отслаивание облицовочной смеси, при формовке в почве и на встряхивающих машинах облицовочная смесь часто перемешивается с наполнительной. В то же время известно, что для получения стальных отливок с чистой поверхностью в зависимости от толщины стенок и веса их достаточно иметь слой хромистого железняка толщиной 1,5-4 мм. Такой слой можно получить нанесением на поверхность форм пасты повышенной вязкости, которая не требует сильного измельчения хромистого железняка и хорошо удерживается даже на вертикальных поверхностях. Лучшими связующими для пасты, являются патока и декстрин. Формы для отливок весом 1,5-2,0 т следует покрывать слоем пасты толщиной 1, 5 мм, а формы для отливок весом 30 т и более слоем толщиной 2-4 мм.
Применение пасты позволяет значительно повысить качество поверхности стальных отливок и более чем в 3 раза снизить затраты труда на очистку. Особенно высока экономическая эффективность применения указанной пасты при производстве крупных стальных отливок.
При изготовлении отливок из высокомарганцовых сталей, особенно склонных к образованию пригара, лучшим средством его устранения является хромистый железняк.
Хромомагнезит.
Хромомагнезит представляет собой огнеупорный материал, содержащий 15-20% Сг2Оз и не менее 42% MgO. Его огнеупорность превышает 2000°. Формовочные смеси на хромомагнезитовой основе изготовляются из отходов хромомагнезитового кирпича.
Опытами установлено, что применение хромомагнезитовых смесей на крупных отливках из нержавеющей стали обеспечивает получение чистой поверхности. Образующаяся плотная корка пригара легко отделяется от отливки.
При проведении опытов обнаружилось значительное влияние зернового состава хромомагнезитового порошка на качество отливок. Применение крупного хромомагнезита вызывает механический пригар, а очень мелкого - поверхностные раковины. При изготовлении мелких и средних отливок рекомендуется более мелкий помол хромомагнезита (остаток на двух нижних ситах и тазике 35-40%), чем при изготовлении крупных отливок (остаток на тех же ситах и тазике 30-35%). Практически рекомендуется наносить облицовочный слой небольшой толщины (15-20 мм), использовать подслой с высокой газопроницаемостью и применять частые наколы, обеспечивающие хорошую вентиляцию формы. Применение быстросохнущих хромомагнезитовых смесей, наряду с повышением чистоты поверхности отливок, снижает трудоемкость изготовления форм по сравнению с обычной технологией на 35%.
Таким образом, использование формовочных смесей на основе хромомагнезита позволяет существенно улучшить качество поверхности отливок. Такие смеси могут с успехом применяться там,где имеются в достаточном количестве отходы хромомагнезитового кирпича. Хромомагнезитовые смеси особенно рационально применять при получении отливок из коррозионно-стойкой стали.
Магнезит.
Огнеупорностью не менее 2000°. К недостаткам магнезита относятся высокий удельный вес и малая термическая стойкость.
В качестве связующих были испытаны декстрин, огнеупорная глина, силикон, цемент, жидкое стекло, вода, соляная кислота, хлористый магний, сорель-цемент, хлорид железа, бура. Лучшим связующим оказался сорель-цемент (45% MgO, 12% MgCl2
и 43% H2
O), вводимый в смесь в количестве 15%.
Проведенные опыты показали, что оптимальными являются формовочные смеси со средней величиной зерна основного материала 0,2 мм.
Формовочная смесь пригодна для получения отливок из высоколегированных, в особенности аустенитных сталей, трудно поддающихся механической обработке.
В настоящее время магнезит еще не нашел себе широкого применения ввиду его дороговизны и дефицитности. Однако его можно рекомендовать при производстве отливок из специальных сталей и сплавов, обладающих высокой температурой плавления и большой химической активностью по отношению к обычным формовочным материалам. Магнезит рекомендуется применять при получении отливок из марганцевых и других специальных сталей.
Шамот.
Представляет собой обожженную огнеупорную глину; содержит муллит 3Аl2
О3
-2SiO2
(40% А12
Оз, остальное SiO2
); его огнеупорность 1670-1750° С.
Шамот в виде порошка применяют в качестве наполнителя формовочных смесей при производстве крупного стального литья, в том числе и для изготовления форм многократного использования.
Шамотные смеси позволяют получать отливки с более чистой поверхностью, чем кварцевые смеси, что объясняется меньшим взаимодействием шамота с окислами железа и отсутствием в нем структурных превращений при контакте с металлом вызывающих резкое изменение объема
Основными из них являются следующие: химическое взаимодействие окислов металла и формы; недостаточная огнеупорность, особенно при использовании в смесях кварцевого песка, загрязненного посторонними окислами; высокий коэффициент термического расширения, приводящий к образованию поверхностных дефектов и снижающий точность размеров отливок; способность взаимодействовать с окислами железа; большое образование пыли и плохие санитарно-гигиенические условия в цехе.
3.10. Рекомендации по выбору противопригарных
покрытий для предотвращения химического пригара
Образующийся между стальной отливкой и химическим пригаром окисной слой, состоящий из вюстита и магнетита, контактирует с более или менее активной но отношению к окислам железа формой. Очевидно, материалы, способствующие сохранению и росту вюститной прослойки, обеспечат максимально легкое отделение пригара от отливки[10,4].
На отливках из углеродистой стали формирование окисной пленки начинается после затвердевания поверхности. На поверхностях отливок из легированных сталей образуется относительно тонкий окисный слой, состоящий из шнинелей и окислов легирующих элементов. Температура образования этого слоя выше температуры заливки сплавов. После затвердевания отливки из легированной стали окисление металла продолжается в результате диффузии атомов железа через слой окислов легирующих элементов и встречной диффузии кислорода. Во всех случаях на поверхности отливок из высоколегированных хромо-никелевых и хромистых сталей при охлаждении образуется двух-или трехслойная окалина, отделяющаяся по вюститному слою. Следовательно, прочность связи химического пригара с отливками как из углеродистых, так и из легированных сталей будет определяться наличием и толщиной вюститного слоя.
Уменьшение вюститного слоя на отливках происходит с двух сторон: со стороны формы за счет непрерывного подвода окислителя происходит доокисление FeO до магнетита по реакции ЗFеО+ Н2
О=FeзО4
+ Н2
; со стороны металла за счет восстановления FeO углеродом, растворенным в сплаве, по реакции
FeO + C = Fe+CO. Кроме того, часть образовавшихся на поверхности отливкиокисловпроникает и глубь формыи не участвует в формировании окисной пленки. В то же время за счет диффузии железа через слой окислов вюститный слой возрастает (Fe3
О4
+ Fe = 4FеО).
При выборе противопригарных материалов для отливок из углеродистых и легированных сталей необходимо учитывать как характер образующихся окислов в результате взаимодействия формы с металлом, так и скорость отвода их из зоны контакта металла с формой. Оптимальным будет случаи максимального образования вюстита на поверхности отливки при минимальном проникновении образовавшихся окислов в поры формы. Наилучшим противопригарным материалом для красок при производстве литья из углеродистой стали является корунд. Действительно, в контакте с корундом углеродистая сталь окисляется достаточно полно при значительном содержании FeO в продуктах окисления. В то же время скорость отвода продуктов окисления от поверхности металла в случае использования корундовой смеси минимальна. Хорошие противопригарные свойства корунда подтверждаются результатами многих исследований и производственной практикой[4,10]. При контакте углеродистой стали с цирконом также образуется много FeO и относительно малоFe3О4. в то же время глубина проникновения окислов в смесь относительно невелика.
Хромит и хромомагнезит обеспечивают легкое отделение пригара от отливки за счет весьма интенсивного окисляющего воздействия на металл. Образованием большого количества окислов железа объясняется значительная толщина химического пригара и одновременно легкое отделение последнего от отливки При использовании хромита и хромомагнезита поверхность отливки хотя и свободна от пригара, но не всегда сильно окислена.
Критерием противопригарности хромистого железняка обычно считают отношение содержаний окислов хрома и железа: чем выше это отношение, тем лучшими противопригарными свойствами обладает хромит. А. Д. Попов хорошие противопригарные свойства хромистого железняка объясняет тем, что окислы железа, образующиеся на поверхности стальных отливок, реагируя с хромистым железняком, образуют тугоплавкие и малоподвижные соединения, которые заполняют поры между зернами смеси, чему также способствует и процесс спекания хромистого железняка. Хромомагнезитовые смеси подобны хромитовым, но уступают последним но спекаемости. Исследования, выполненные в ЦНИИТмаше, показывают, что хорошие противопригарные свойства обоих материалов связаны преждевсего с их окисляющим воздействием на металл: чем больше в формовочном материале содержится окислов железа, тем более вероятно образование легкоотделимого пригара. С этим связан и эффект, достигаемый при введении и кварцевые смеси железной или марганцевой руды.
Если при контакте формы с углеродистой сталью процесс окисления железа лимитируется подводом окислителя к поверхности реакции, то при затвердевании в форме высоколегированных хромоникелевых сталей процессом, определяющим образование слоя окислов железа, будет диффузия ионов железа через слои шпинелей, прилегающий к неокисленной поверхности сплава. Для легкого отделения пригара от отливки необходимо использовать такие формовочные материалы, которые в минимальной степени разрушают образовавшийся вюститный слой или, взаимодействуя с закисью железа, образуют соединения, не связанные со слоем шпинели. Наилучшие результаты следует ожидать при использовании корунда для отливок из хромоникелевых сталей. Корунд практически не взаимодействует с окислами железа, образующими внешний слой окалины на хромистых сталях.
При контакте хромоникелевой стали со смесью из хромистого железняка образующийся вюститный слой находится между двумя практически одинаковыми слоями хромита железа: внутренним слоем окисной пленки и слоем смеси из хромитового песка, и не взаимодействует с ними. Отмеченное небольшое проникновение продуктов взаимодействия связано, по-видимому, с влиянием примесей в смеси.
В состав хромомагнезита, как известно, наряду с хромитом железа входят магнезиоферрит и свободная окись магния в виде периклаза. По данным Я. В. Ключарева, в смесях окиси магния, хрома и железа при температуре выше 800 °С окись железа магнезиоферрита постепенно замещается окисью хрома, и образуется магнезиохромит. Следовательно, при наличии свободных MgO, Сг2Оз и окислов железа в первую очередь будут образовываться хромиты магния, а не железа. Процесс образования магнезиохромита всегда сопровождается разрыхлением слоя продуктов взаимодействия. При контакте хромомагнезита с хромистой или хромоникелевой сталью взаимодействующие на поверхности отливки окислы хрома образуют с периклазом шпинель MgCr2О4. улучшая условия образования окислов железа и уменьшая прочность слоя продуктов взаимодействия.
Удовлетворительные результаты дает циркон в качестве наполнителя красок или смесей при контакте, которого со сталью 0Х12НДЛ образуется довольно много окислов Fe, а отвод их от поверхности реакции не очень интенсивный.
Для отливок из высокомарганцевой стали наилучшие результаты достигаются при использовании оливина, корунда близок к ним хромомагнезит[4,11,10]. С кварцевым песком окислы Mn и окислы Fe образуют легкоплавкие силикаты в виде родонита, тефроита которые могут довольно быстро проникать в глубь формы и образовывать химический пригар значительной толщины с оливином MnO иFeO не взаимодействуют, напротив при нагреве оливиновых песков происходит разложение фаялита, доокисление закиси до окиси Fe и выделение Fe2O3 в виде самостоятельной фазы. Корунд и дистен – силлиманит практически нейтральны к FeO и MnO; нейтральны к этим окислам также периклаз составляющий 50% хромомагнезита и фосферит.
Выводы
На основании проведенного анализа можно рекомендовать следующие технологические мероприятия для устранения или уменьшения пригара:
- уменьшить размеры зерен огнеупорного наполнителя
- производить заливку при оптимальной температуре жидкого металла, избегая ее превышения;
- проектировать технологический процесс формовки и заливки таким образом, чтобы уменьшить металлостатическое давление;
- использовать противопригарные покрытия на основе высокоогнеупорных и химически инертных к жидкому металлу и его оксидов материалов типа (цирконового концентрата, электрокорунда, маршалита и др.)
- при изготовлении крупных отливок ответственного назначения применять формовочные смеси с высокой теплоак-кумулирующей способностью;
(циркона, хромистого железняка и т. д.);
- обеспечивать высокое уплотнение формовочной смеси при изготовлении форм для крупных отливок и при применении крупнозернистого песка;
- вводитьв песчано-глинистую смесь газотворные добавки, создающие в порах формы избыточное газовое давление, препятствующее, наряду с капиллярными силами, проникновению жидкого металла в поры формы.
- добавлять окислительные добавки для получения легкоотделимого пригара.
Список использованной литературы
1. Арсов Я.Б. Стальные отливки. - М.: Машиностроение,1977.- 176с.
2. Берг. П. П. Формовочные материалы. - М.: Машгиз ,1963.- 408с.
3. Берг. П. П. Качество литейной формы. - М.: Машиностроение ,1971.- 286с.
4. Валисовский И.В. Пригар на отливках. - М.: Машиностроение,1983.-192с.
5. Валисовский И.В., Багров А.А. Образование механического пригара на отливках из высоколегированных сталей // Литейное производство.-1966.-№3.-с.23-25
6. Васин Ю.П.,Иткис З.Ю. Окислительные смеси в конвейерном производстве
стального литья. - Челябинск: Южно-Уральское кн. изд., 1973. - 153с.
7. Гайсин. Б. М. Изучение образования пригара на технологической пробе // Литейное производство.-1964.-№6.-с. 38-39
8. Гайсин Б. М. Проба на пригар // Литейное производство.-1976.-№11.-с. 20-21
9. Лясс А.М. Быстротвердеющие формовочные смеси. - М.: Машиностроение, 1965. – 332с.
10. Получение отливок без пригара в песчаных формах/ С.П. Дорошенко, В.Н. Дробязко, К.И. Ващенко и др. - М.: Машиностроение, 1978.- 206с.
11. Сварика А.А. Покрытия литейных форм. - М.: Машиностроение,1977.- 216с.
12. Святов С.В., Денисов В.А. Предотвращение металлизированного пригара на стальных отливках // Литейное производство. – 1986.-№1.-с.16-17
13. Черногоров П.В., Васин Ю.П. Получение отливок с чистой поверхностью. - Москва- Свердловск : Машгиз , 1961.- 143с.
14. Черногоров П. В., Никифоров А. П. , Ким Г. П. Образование и устранение пригара на отливках из углеродистой стали // Литейное производство. – 1966. -№11.-с.24-26
|