.
Эволюция понятия “логистика
”.
В экономической литературе встречаются различные определения логистики. Приведем некоторые из них.
Логистика (Logistics) это:
1
. Планирование и обеспечение материально-технического снабжения, подготовки и передвижения людского состава.
2
. Организация службы тыла.
3
. Материально-техническое обеспечение магазина.
4.
Тыл и снабжение, материально-техническое снабжение, работа тыла.
5
. Движение материалов и запасов.
6
. Наука о планировании, организации, управлении, контроле и регулировании движения материальных и информационных потоков в пространстве и во времени от их первичного источника до конечного и потребителей, координацию спроса и предложения на рынке товаров и потребителя.
Логистику также определяют как научное направление, связанное с поиском новых возможностей повышения эффективности материальных потоков.
В настоящее время можно отметить и более широкий подход к логистике, который кроме вышеназванного включает анализ рынка поставщиков услуг, а также гармонизацию интересов участников процесса движения товаров. В этом случае многие функции маркетинга переходят к логистике.
В цепи по которой проходят материальный и информационный потоки от поставщика до потребителя выделяются следующие звенья: поставка материалов, сырья, полуфабрикатов, хранение продукции и сырья, производство товаров, их распределение, потребление готовой продукции.
В экономической литературе логистическую систему делят на макро- и микро логистику. Макро логистика исследует проблемы, связанные с анализом рынка поставщиков и потребителей, выработкой общей концепции распределения, размещением распределительных центров, выбором наиболее эффективного вида транспорта и т.д. Микро логистика решает проблемы в рамках отдельных звеньев логистики (например, внутрипроизводственная логистика). Микрологистика обеспечивает операции по планированию, подготовке, реализации и контролю за процессами перемещения товаров внутри промышленных предприятий.
Понятие логистики сначала появилось в военной сфере, где охватывало проблемы транспорта, снабжения, перемещения войсковых подразделений. Затем понятия и методы логистики были перенесены в гражданскую сферу, где использовались в управлении материальными потоками в сфере обращения и производства. При этом понятия и методы логистики стали применяться в экономике сравнительно недавно. Так до начала 60-х годов вопросам оптимизации материальных потоков большого внимания не уделялось.
Реклама

Первый этап (60-е годы) характеризуется интеграцией складского хозяйства с транспортом, которые начинают функционировать по единому графику и по согласованной технологии. При этом критерием эффективности стал являться минимум общих затрат на материальное распределение, а не оценка эффективности отдельно складского хозяйства и транспорта.
Второй этап (80-е годы) характеризуется интеграцией складского хозяйства и транспорта с производством. Это позволило оперативно реагировать на изменения внешней среды, улучшить использование оборудования и сократить сроки исполнения заказов. Критерием оптимальности стала минимизация общих издержек всех вышеназванных подразделений. При этом очевидно, что минимизация общих издержек может быть достигнута снижением эффективности работы отдельных звеньев предприятия. Попытки минимизировать издержки какого-либо отдельного вида деятельности могут привести к повышению всех затрат при организации материального потока. Например, снижение запасов может снизить издержки, связанные с хранением, но увеличить издержки, связанные с работой транспорта.
Третий этап (настоящее время) характеризуется интеграцией всех участников логистического процесса.
В странах с рыночной экономикой логистика охватывала прежде всего товарные потоки в сфере обращения. В нашей стране решались задачи оптимизации прежде всего потоков продукции производственно-технического назначения.
Таким образом, целью дисциплины “Логистика” является формирование у специалистов теоретических и практических навыков в управлении материальным потоком.
В логистике используются экономические, экономико-математические и статистические методы для решения различных теоретических и практических задач.
Важной задачей логистики является создание интегрированной системы регулирования и контроля материальных и информационных потоков.
Под материальным потоком следует понимать сырье, полуфабрикаты, готовые изделия, рассматриваемые в процессе приложения к ним различных логистических операций (разгрузка, укладка на поддоны, перемещение, распаковка и т.п.) и отнесенные к определенному интервалу времени.
Реклама

Размерность материального потока определяется дробью, в числителе которой указана единица измерения груза (штуки, килограммы, тонны и т.д.), а в знаменателе- единица измерения времени (сутки, месяц, квартал и т.д.).
Например, 1000 тонн/год.
Под информационным потоком понимают совокупность циркулирующих в логистической системе, а также между этой системой и внешней средой сообщений, сопровождающих материальный поток.
Информация, относящаяся к материальным потокам может быть разделена во времени на три вида: опережающая (предварительная); поступающая одновременно с материальным потоком (например, о количественных и качественных его параметрах); поступающая вслед за материальным потоком (например, различные подтверждения, претензии и т.п.).
Построение информационной системы логистики должно быть индивидуальным в зависимости от количества задач и структуры организации.
При этом под информационной системой понимают систему сбора, хранения, накопления, поиска и передачи данных, применяемых в процессе управления. Рекомендуется всю логистическую систему рассматривать как совокупность функционально ограниченных подсистем, функционирование которых обеспечивается информацией на уровне ее собственных информационных подсистем.
Логистика производственных процессов
В исследованиях по логистике можно выделить два направления:
1. Предприятие рассматривается как самостоятельная единица и основное внимание уделяется операциям, связанным с входом и выходом материального потока.
2. Внимание уделяется деталям прохождения продукта внутри предприятия.
Организация материальных потоков внутри предприятия должна зависеть от проблемы реализации продукции. В условиях дефицита, когда существует полная уверенность, что продукция будет реализована, большое внимание следует уделять вопросам высокой загрузки оборудования (повышение коэффициента сменности, коэффициентов использования оборудования по времени, мощности, объему работы), увеличению производственных серий, сокращению номенклатуры выпускаемой продукции, увеличению запасов. В этих условиях осуществляется выпуск продукции на склад в соответствии с разработанным на предприятии планом.
В условиях же когда на первый план выходит проблема реализации и непредсказуемости спроса производство на склад заменяется в значительной степени производством на заказ. Становится невыгодным содержание больших запасов и в то же время нельзя упускать возможность выполнения возникающих заказов. Поэтому важное значение имеет быстрая адаптация системы (предприятия) к изменениям окружающей среды, что обеспечивается возможностью ее подсистем (закупка, склады, запасы и др.) быстро менять состав выходного потока.
Управление материальными потоками в рамках внутрипроизводственных логистических систем осуществляется исходя из двух основных подходов.
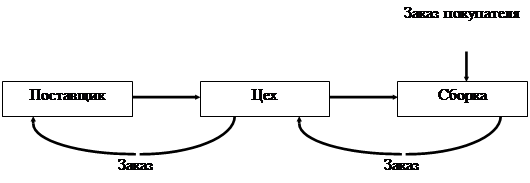
Первый подход представляет собой систему с “выталкиванием” (Pushsystem) изделия (рис.1).
Он предполагает, что изготовление изделий начинается на одном конце производственной линии, проходит через последовательный ряд технологических операций и заканчивается обработкой на другом конце производственной цепочки. Материальный поток “выталкивается” получателю по команде, поступающей на передающее звено из центральной системы управления производством. При этом по завершении обработки на одном участке изделие передается на следующий независимо от того, готов ли этот участок принять изделие на обработку или нет. Каждый участок имеет производственный план. Однако создать “жесткий” технологический процесс, все параметры которого были бы наперед точно рассчитаны, невозможно. Поэтому на предприятиях всегда должен быть определенный производственный запас, который играет роль буфера и увеличивает гибкость системы. Толкающие системы известны под названием “системы MRP”[1]
.Вышеназванные системы в значительной степени характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с широким использованием ЭВМ, что позволило повысить гибкость этой системы.
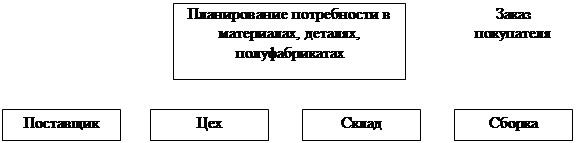 |
Рис.1 Система с выталкиванием изделия, запущенного в производство
Сокращению производственных запасов при одновременном увеличении гибкости производства способствует система поточного производства с “вытягиванием” изделий (Pull system) (рис.2).
Рис.2 Система с вытягиванием изделия, запущенного в производство
Эта система предполагает получение изделий с предыдущего участка по мере необходимости. Центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. На промышленных предприятиях план имеет только линия окончательной сборки и отсюда информация о необходимости производить необходимые детали поступает на предыдущие участки посредством специальных карточек. План на участках формируется каждый день, что и обеспечивает гибкость системы.
К логистическим системам с вытягиванием относят систему КАН-БАН.
В этой системе выделяют два вида карточек:
¨ карточки отбора;
¨ карточки производственного заказа.
В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки.
В карточке производственного заказа указано количество деталей, которое должно быть изготовлено на предшествующем участке.
В месте складирования детали погружаются в автопогрузчик в количестве, указанном в карточках отбора (рис. 3). При этом с ящиков снимаются прикрепленные к ним карточки заказа, которые информируют о заказе на изготовление новых деталей в строго определенном количестве. План на участках формируется каждый день. Это обеспечивает гибкость системы. Какое-либо перемещение изделий без карточек недопустимо. Обычно система КАН-БАН сочетается с системой контроля качества. Эта система не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок и высокую ответственность персонала, что и ограничивает ее внедрение в различных странах.
2. Информационная логистика: понятие, роль, современные тенденции развития.
Информационная система логистики
Цели создания информационной системы:
- обеспечить выживаемость и дееспособность фирмы
- обеспечение работникам нормального трудового процесса
- устранение неразберихи в получении информации и ее использовании
- расширение функций предприятия в соответствии с требованиями рынка
Потребители информационной системы: подразделения маркетинга, отдел снабжения и сбыта, склад, разработчики изделий и технологий, управленческое звено предприятий.
Внешние потребители и поставщики информации: потребители продукции, поставщики сырья и комплектующих, посредники, предприятия-конкуренты, инвесторы, рекламодатели.
Основные принципы построения информационной системы:
- иерархия (подчиненность задач и использования источников данных)
- принцип агрегированности данных (учет запросов на разных уровнях)
- избыточность (построение с учетом не только текущих, но и будущих задач)
- конфиденциальность
- адаптивность к изменяющимся запросам
- согласованность и информационное единство (определяется разработкой системы показателей, в которой исключалась бы возможность несогласованных действий и вывод неправильной информации)
- открытость системы (для пополнения данных)
В составе системы действуют эксперты и моделирующие комплексы ЭВМ. Основным типом информационного продукта служат статистические данные, а также факты, знания, умения представляемые как в первичной, так и в обработанной форме. Система действует с учетом технических и правовых ограничений, может работать в нескольких режимах:
- информационно-справочный режим
- режим сортировки и группировки
- аналитический режим (выдача аналитических сведений и документов по результатам обработки 2-х более характеристик разной принадлежности.
- расчетный режим (выполняются расчеты по заранее формализованным моделям и зависимостям)
- советующий режим (выдается несколько решений на основе формализованных и интуитивных методов)
- обучающий режим
- оптимизационный
Схема построения
БД ПсА Предметная база
  знаний знаний
    Моделирующее Моделирующее
Входные Постановка
 данные задач данные задач
Классификация основных задач производства и сбыта,
решаемых с помощью информационных систем
| Содержание задачи |
Информационное обеспечение |
1.1 Сбор фактических данных, первичный анализ производства и потребления
1.2 Анализ динамики производства
|
Статистические данные о фактическом производстве и поставках продукции за ряд периодов. Характеристики предприятий и продукции |
2.1 Анализ спроса на данный вид продукции по данному виду предприятий
2.2 ФСА продукции с точки зрения данного потребителя
2.3 Анализ эластичности спроса на данный вид продукции по данной группе потребителей в зависимости от цены
|
Статистика поставок данной продукции на данном предприятии, заявочная потребность отказа в поставке.
Данные о поставках конкурентов
Функциональная структура производства на предприятии заказчика.
Статистика поставок и цен продукции и аналогов
|
| 3.1 Анализ возможностей поставки на данную группу предприятий других видов продукции |
Данные о потребностях предприятий-заказчиков, технологические возможности поставщика |
| 4.1 Анализ новых рынков сбыта |
Данные об использовании продукции на других предприятиях. Данные о производстве конкурентов |
5.1 Анализ и прогноз функционирования предприятия.
Анализ сбыта и технологических скачков производства
|
Данные о технологии, предметах и средствах труда, данные о сбыте |
6.1 Общая задача формирования оптимальной номенклатурной производственной программы предприятия
6.2 Обобщенный анализ технологических, сбытовых и сырьевых возможностей производства
6.3 Определение стратегии предприятия по кадрам, по производству и по продвижению продукции
|
Данные о технологических процессах, предметах и средствах труда, кадровом составе, финансовом состоянии, данные о возможностях привлечения рабочей силы нужной квалификации, капиталовложения.
Данные о различных посреднических организациях
|
| 7.1 Общий анализ и прогноз производства и сбыта данной продукции |
Данные о производстве и сбыте по всем изготовителям и потребителям |
Основные направления программы работ по реализации
функций логистики на предприятии
- Выбираются технические средства для выполнения программного задания
- Устанавливаются требования к качественным характеристикам и определяется объем необходимых финансовых и трудовых ресурсов
- Определение базовых методов формирования программных заданий
- Выбор организационной формы осуществления программных заданий
- Составление сетевой модели выполнения этапов и работ
- Разработка системы критериев оценки и мотиваций действий
- Организация контроля, учета и оценки хода работ
Базы данных - содержат информацию по различным областям коммерческой деятельности: справочники номенклатуры товара, справочники о потребителях, производителях, банках, биржах и т.д. Данные о заявках на сбыт, на рекламу и приобретение услуг. Могут также использоваться таблицы категорий
Базы знаний - отличаются высокой структурированностью данных. Называется расширенно-декларативно-процедаральный подход к представлению данных.
В системе математического обеспечения информационной системы представлены следующие модели:
- Модель факторного анализа. Строится на базе информации о деятельности изучаемых объектов и предназначена для количественной оценки вкладов различных факторов в диагностику результирующих показателей.
- Модель обобщения информации. Предназначена для построения интегральных показателей в соответствии с целями анализа.
- Модель прогноза. Для определения вариантов развития объекта, которые существенны для предпринимательской деятельности.
- Модель принятия оптимальных решений.
Факторный анализ помогает решить следующие задачи:
- модель эластичности спроса по цене и качественным параметрам изделия
- модель деятельности потребителей, поставщиков и конкурентов
Модели обобщения информации:
- интегральной оценки конкурентоспособности и реализуемости товара
- модель оценки риска плановых и хозяйственных решений.
Зарубежные информационные системы для решения
задач логистики, маркетинга, производства
Система фирмы SSA “Business planning and controlling system” - система планирования и управления предприятием любого профиля. Включает в себя 40 взаимосвязанных программных продуктов, модулей и т.д. Она рассматривает как непрерывные, так и дискретные производственные процессы. Для деятельности предприятий, состоящих из нескольких фирм. В 92г. система была установлена на 57 тыс. предприятий в 60 странах, в 150 городах. Ееиспользуют L’Oreal, Proctor&Gamble, SONY, BASF, Shell.
Фирма “Baan International” - система “TRITON” - интегрированная открытая система, базируется на операционной системе UNIX. Пакет “Инструменты” содержит в себе систему управления базами данных, специальный язык программирования. Особенности методологии внедрения - скорейший возврат инвестиций в информационную систему - за счет ускорения времени установки. На конец 94 года фирма имела 1800 установок. Пользователи - PHILIPS, Hitachi, ECCO, и др.
Система R2 и R3 немецкой фирмы SAP AG. На 94 г. 84 из каждой сотни промышленных предприятий Германии используют эту систему. Решения по логистике (продажа, управление материальными потоками, техническое обслуживание, создание гибких производственных и распределительных сетей). R3 частично внедряется на ГАЗе, используется на фирме “Boeing”.
Цели и роль информационных потоков в логистических системах.
Важность информационной логистической системы прежде всего заключается в том что на ней базируется подсистема управления организацией соответствующего уровня. И от степени наполнения информационной системы, качества и своевременности информации зависит эффективность системы управления в целом.
Благодаря функционированию системы управления организацией (фирмой) достигается выполнение цели организации определенного уровня. Обычно принято выделять четыре уровня “лестницы целей” организации (естественно, для достижения целей каждого уровня необходима определенная информация). Соответственно информационную пирамиду организации целесообразно представить в виде четырехуровневой пирамиды.
ИНФОРМАЦИОННАЯ ПИРАМИДА ОРГАНИЗАЦИИ.
 ВысшийПоддержка ВысшийПоддержка
уровень принятого
управления решения
Информация
 для для
стратегического
управления


Средний
Информация
Необходимые
уровень
для
выводы
управления
тактического
управления
Информация
для
оперативного
управления
 Низший
Информация для исполнения Низший
Информация для исполнения
уровень
запросов, оформления заказов
Исполнение
управления
и т.д.

Самый низкий уровень пирамиды относится к отдельным сделкам и запросам. Примеры этих действий: запросы заказа, обработка заказа, определение путей транспортировки, видов транспорта и т.д. Скорость информационного потока очень важна. Действующий персонал - непосредственные исполнители (клерки).
Следующий уровень информационной пирамиды обеспечивает информацией, необходимой для успешного оперативного управления всей фирмой, основную часть менеджеров.
Достижение целей среднего уровня управления возможно при использовании информации, предназначаемой для тактического управления. Стратегическое управление – это высший уровень управления, и осуществляется оно высшим руководством организации, а тактические планы и решения по ним принимают руководители среднего звена. Так как тактические планы разрабатываются в соответствии со стратегическими планами, детализируя и развивая их основные направления на более короткий период времени, естественно, и информация, необходимая для принятия решения по их выполнению, отличается от информации первого и второго уровней пирамиды.
Концепция логистики и стратегические цели организации направлены на:
а)
достижение с минимальными затратами максимальной адаптации фирмы к изменяющемся условиям на рынке,
б)
повышение своей доли рынка,
в)
получение преимуществ среди конкурентов.
Поэтому подсистема стратегического управления органично связана с основными потоками информационной логистической системы организации.
Использование в логистике технологии автоматизированной идентификации штриховых кодов.
Через каждое звено логистической цепи проходит большое количество единиц товаров. При этом внутри каждого звена товары неоднократно перемещаются по местам хранения и обработки. “Вся система движения товаров – это непрерывно пульсирующие дискретные потоки, скорость которых зависит как от потенциала (мощности) производства, ритмичности поставок, размеров имеющихся запасов, так и от скорости реализации и потребления.” ( Барчук И.Д. Технология торговых процессов.) Для того, чтобы иметь возможность эффективно управлять этой динамичной логистической системой, необходимо в любой момент иметь информацию в детальном ассортименте о входящих и выходящих из нее материальных потоках, а также о материальных потоках, циркулирующих внутри нее.
Как свидетельствует зарубежный и отечественный опыт, данная проблема решается путем использования при осуществлении логистических операций с материальным потоком микропроцессорной техники, способной идентифицировать (опознать) отдельную грузовую единицу. Речь здесь идет об оборудовании, способном сканировать (считывать) разнообразные штриховые коды. Это оборудование позволяет получать информацию о логистической операции в момент и в месте ее совершения – на складах промышленных предприятий, оптовых баз. Магазинов, на транспорте, полученная информация обрабатывается в режиме реального масштаба времени, что позволяет управляющей системе реагировать на нее в оптимальные сроки.
Автоматизированный сбор информации основан на использовании штриховых кодов разных видов, каждый из которых имеет свои преимущества. Например , код с прямоугольным контуром – код ITF- 14 печатается намного легче остальных кодов, что позволяет применять его на гофрированных упаковках. Используется для кодирования товарных партий. В логистике дополнительно к другим кодам может применяться код 128. Этим кодом могут быть закодированы номер партии, дата изготовления, срок реализации и т. д.
В сфере обращения широкое применение получил код EAN , который часто можно встретить на товарах массового потребления.
4 00 8 4 0 3 0 2 2 2 8 1
Имеется алфавит кода EAN, в котором каждой цифре соответствует определенный набор штрихов и пробелов. На этапе запуска товара в производство ему присваивается тринадцатизначный цифровой код, который впоследствии в виде штрихов и пробелов будет нанесен на этот товар. Первые две или три цифры обозначают код страны, который присвоен ей ассоциацией EAN в установленном порядке. Принято называть эту часть кода флагом.
Коды , присвоенные странам ассоциацией
EAN
.
| Страна
|
Код
EAN
(флаг)
|
Страна
|
Код
EAN
(
флаг)
|
США
Франция
Болгария
Словения
Хорватия
Германия
СНГ
Латвия
Тайвань
Эстония
Филиппины
Гонконг
Япония
Англия
Греция
Кипр
Мальта
Ирландия
Бельгия и
Люксембург
Португалия
Исландия
Дания
Польша
Венгрия
ЮАР
Марокко
Финляндия
Китай
Норвегия
|
00-09
30-37
380
383
385
400-440
460-469
4605
471
474
480
489
45 ,49
50
520
529
535
539
54
560
569
57
590
599
600-601
611
64
690
70
|
Израиль
Швеция
Гватемала, Гондурас,
Никарагуа,
Коста-Рика, Панама
Мексика
Венесуэла
Швейцария
Колумбия
Уругвай
Перу
Аргентина
Чили
Эквадор
Бразилия
Италия
Испания
Куба
Чехия и Словакия
Югославия
Турция
Нидерланды
Южная Корея
Таиланд
Сингапур
Индонезия
Австрия
Австралия
Новая Зеландия
Малайзия
|
729
73
740-745
750
759
76
770
773
775
779
780
786
789
80-83
84
850
859
860
869
87
880
885
888
899
90-91
93
94
955
|
В таблице приведены значения кодов разных стран по состояния на 01.05.95 г.
Следующие четыре цифры - индекс изготовителя товара. Совокупность кода страны и кода изготовителя является уникальной комбинацией цифр, которая однозначно идентифицирует предприятие, производящее маркируемый товар.
Оставшиеся цифры кода предоставляются изготовителю для кодирования своей продукции по собственному усмотрению. При этом кодирование можно просто начать с нуля и продолжать до 99999. Таким образом, первые двенадцать цифр кода EAN однозначно идентифицируют любой товар в общей совокупности товарной массы.
Последняя, тринадцатая цифра кода является контрольной.
Она рассчитывается по специальному алгоритму на основе 12 предшествующих цифр. Неправильная расшифровка одной или нескольких цифр штрихового кода приведет к тому, что ЭВМ, рассчитав по двенадцати цифрам контрольную, обнаружит ее несоответствие контрольной цифре, нанесенной на товаре. Прием сканирования не подтвердится считывание кода придется повторит, таким образом, контрольная цифра обеспечивает надежное действие штрихового кода, является гарантией устойчивости и надежности всей системы.
В основе технологии штрихового кодирования и автоматизированного сбора данных лежат простые физические законы. Штриховой код представляет собой чередование темных и светлых полос разной толщины, построенных в соответствии с определенными правилами.
Использование в логистике технологии автоматизированной идентификации штриховых кодов позволяет существенно улучшить управление материальными потоками на всех этапах логистического процесса. Отметим ее основные преимущества.
На производстве
:
- создание единой системы учета и контроля за движением изделий и комплектующих его частей на каждом участке, а также за состоянием логистического процесса на предприятии в целом;
- сокращение численности вспомогательного персонала и отчетной документации, исключение ошибок.
В складском хозяйстве:
- автоматизация учета и контроля за движением материального потока;
- автоматизация процесса инвентаризации материальных запасов;
- сокращение времени на логистические операции с материальным и информационным потоком.
В торговле
:
-создание единой системы учета материального потока;
-автоматизация заказа и инвентаризация товаров;
- создание времени обслуживания покупателей.
СПИСОК ЛИТЕРАТУРЫ.
1. Гаджинский А.М. Логистика. - Учебник для высших и средних специальных учебных заведений, М: ИВЦ “Маркетинг”, 1999.-228с
2. Логистика: Учебное пособие/ под ред. Б.А. Аникина. - М: ИНФРА-М, 1999.-327 с.
3. Мясникова Л.А. Информационная логистика. //РИСК-1997. 77с.
4. Плоткин Б.К. Основы логистики: Учебное пособие,-Л: Изд-во ЛФЭИ, 1991ю- 54 с.
5. Смехова А. Логистика. - М: Знание, 1990Ю – 64 с.
[1]
MRP – material requirement planning
|