Основные направления развития гидромашиностроения на Калужском турбинном заводе
С.Д. Циммерман, А.А. Анкудинов, В.А. Васин
Рассматриваются перспективы развития гидромашиностроения на Калужском турбинном заводе. Приводится ряд насосов, выпускаемых предприятием: питательные, включая для блоков 800 МВт; конденсатные для энергоблоков малой и средней мощности; насосы для нефтяной промышленности и др. Предлагаются перспективные направления по модернизации конденсатно-питательной системы энергоблоков с насосами, имеющими лучшие технические показатели.
Анализ проблем развития в промышленности, в частности электроэнергетике, показывает, что в ближайшей перспективе в России произойдет лавинообразное нарастание объемов практически полностью исчерпавшего свой ресурс оборудования, которого к 2010 году будет около 50 % [1]. Это в полной мере относится к продукции гидромашиностроения. Так, например, при эксплуатации крупных блоков тепловых электростанций на третьем месте в числе аварийных остановок является выход из строя главных питательных насосов. На большинстве энергетических блоков ресурс этого оборудования исчерпан, и особое значение для энергетики имеет их незамедлительная замена или модернизация. В тепловой и атомной энергетике насосы других типов также выработали свой ресурс, морально и физически устарели. В других областях промышленности проблема замены гидравлического оборудования, прежде всего насосов также стоит очень остро.
В области гидромашиностроения Калужский турбинный завод (КТЗ) имеет достаточно известные опыт и традиции. В 1970 г. завод начал выпуск питательных насосов типа НПН-1Б и НПН-1 А, которые изготавливались по документации завода «Экономайзер» для второго контура судовых энергетических установок. Позднее была проведена модернизация этих насосов, а затем были разработаны новые питательные насосы типа ВПН-3 с приводом паровой турбиной, регулируемой гидромуфтой и подшипниками на водяной смазке.
И в настоящее время ОАО «Калужский турбинный завод» наряду с турбинной продукцией выпускает различного типа насосное оборудование для энергетики, нефтяной, газовой и химической промышленности, специальные конденсатные и питательные насосы для энергетических судовых установок.
Изготавливается ряд конденсатных насосов с параметрами: подачей от 6 до 160 м3/ч и напором от 25 до 140 м, с высокими кавитационными качествами (допустимый кавитационный запас 0,6-1,8 м), с торцовыми уплотнениями и подшипниками скольжения, которые смазываются перекачиваемой водой, горизонтального и вертикального исполнения. Насосы предназначены как для комплектации турбоустановок собственного изготовления, так и для отдельных поставок. Анализ показал, что для этого типа насосов можно получить еще более высокие кавитационные качества, повысить КПД, снизить массу и габариты.
Реклама

На рис. 1 представлен электроконденсатный насос типа ЭКН 125-140 вертикального исполнения.
На предприятии освоено серийное производство насосов для передвижной насосной установки типа ПНУ-1М для сбора разлитой нефти в составе: самовсасывающий насос типа ЦНС 150-50 с приводом от электродвигателя и насос ПН 150-50 с приводом от дизеля. На отечественном рынке большим спросом пользуются самовсасывающие насосы (рис. 2). Благодаря специальной конструкции камеры нагнетания и предвключенной осевихревой ступени насос имеет высокие параметры самовсасывания и кавитационные качества.
В 1998 г. изготовлена и поставлена заказчику (Новомосковский химкомбинат) партия насосов ПНХ 100-60 для перекачки химических отходов. Насос выполнен целиком из титанового сплава.
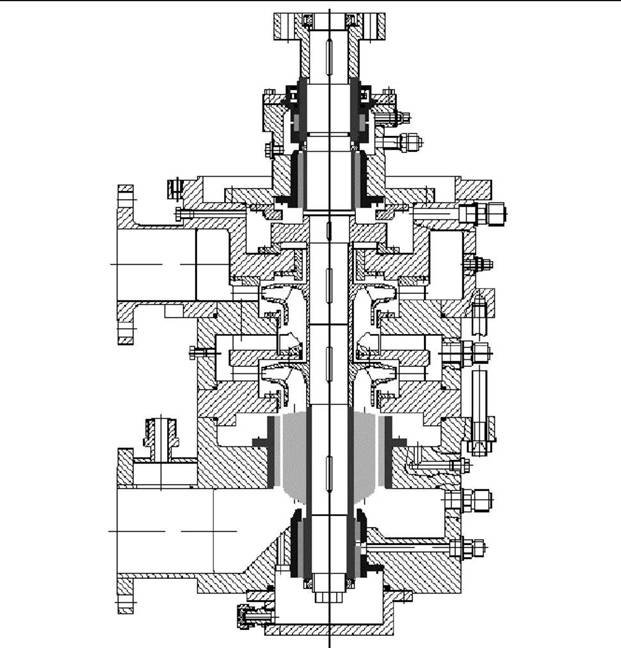
Рис. 1. Продольный разрез электроконденсатного насоса ЭКН 125-140
На предприятии разработаны и разрабатываются питательные насосы для паровых котлов малой и средней мощности. Создан и эксплуатируется питательный насос ПЭ 160-140 (рис. 3) [2]. В отечественном гидромашиностроении не выпускаются насосы такой мощности (1000 кВт), у которых применяются подшипники на водяной смазке. Отсутствие масляной смазки имеет большие преимущества. Это пожарная безопасность, отсутствие вероятности попадания масла в питательную воду, простота схемы. Замена проточной части насоса без изменения конструктивной схемы и узлов позволит иметь несколько модификаций насоса для широкого спектра насосов тепловой и атомной энергетики. Новый питательный насос ПЭ 160-140 предназначен для нужд собственной ТЭЦ, работает по назначению и в настоящее время. Насос имеет 9 ступеней, двухкорпусную конструкцию с приводом от электродвигателя.
Начиная с 1997 г, наше предприятие включилось в решение проблемы повышения надежности и эксплуатационных характеристик главных питательных насосов для энергоблоков мощностью 300-1200 МВт. За это время с привлечением научно-технических организаций России на заводе выполнен ряд научно-исследовательских и опытно-конструкторских работ, направленных на улучшение технических характеристик насоса. В конструкторских бюро, лабораториях Научно-исследовательского центра КТЗ проводятся работы по повышению КПД, внедрению систем контроля, сигнализации и управления, созданию систем питания подшипников скольжения, работающих на перекачиваемой воде, увеличению надежности.
Реклама

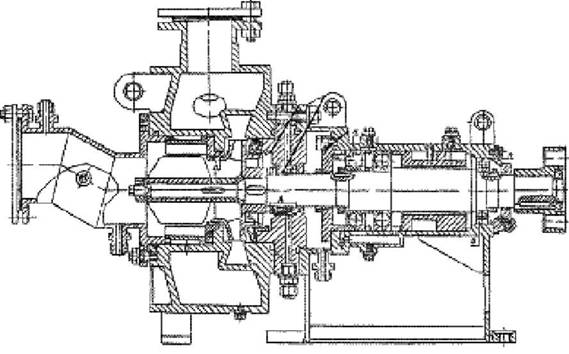
Рис. 2. Самовсасывающий насос ЦНС 150-50
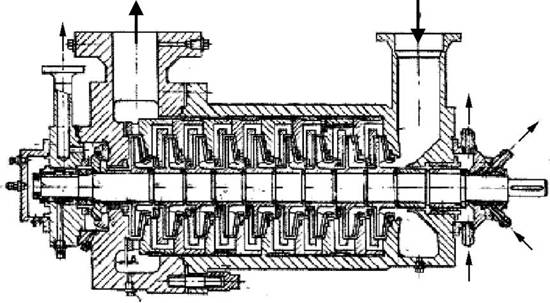
Рис. 3. Питательный насос ПЭ 160-140
По договору с ОАО «Пермская ГРЭС» в феврале 2000 г. завершены ремонт и модернизация проточной части питательного насоса ПН 1500-350-1 [3] (рис. 4). После модернизации на КТЗ насос проработал более 5000 часов в составе 3-го энергоблока без замечаний. Сравнение эксплуатационных характеристик модернизированного насоса с питательным насосом фирмы KSB, работающего на том же блоке параллельно, показало их идентичность. Изготовлены и поставлены по две проточные части насосов типа ПН 1500-350 для Рязанской и Троицкой ГРЭС.

Рис. 4. Модернизированный питательный насос ПН 1500-350-1
Исследования, проведенные РАО ЕЭС России, АО «Урал ВТИ», ОАО «КТЗ» показали, что неисправности и отказы в работе питательных насосов типа ПН 1500-350 сводятся в основном к следующему: высокий уровень вибрации подшипниковых опор, проявляемых на лопаточной частоте, износ уплотнений из-за автоколебаний ротора, эрозионный износ первой ступени насоса, вызванный кавитацией.
В основу выполненной модернизации проточной части питательного насоса ПН 1500-350-1 положено следующее техническое решение: замена составных направляющих аппаратов на цельно фрезерованные с числом каналов равным 12 при сохранении числа лопастей рабочего колеса равного 7. Особенностью новых направляющих аппаратов является сопряжение диффузоров и обратных каналов по винтовой поверхности без резких изменений проходных площадей и направления потока. В этом случае уменьшается вероятность появления отрывных зон в потоке [4].
Для снижения пульсаций потока в проточной части насоса и повышения экономичности проведена оптимизация каналов направляющего аппарата на основании данных гидравлических расчетов трехмерного течения с целью исключения мест возникновения отрывных зон и вихрей. Направляющие аппараты изготавливаются по специальной технологии, разработанной на ОАО «КТЗ», и предусматривают обработку каналов фрезерованием на станках с ЧПУ, обеспечивающих высокую точность и чистоту обработки поверхности каналов. Направляющие аппараты, а также уплотнительные и промежуточные кольца выполнены без горизонтального разъема с возможностью осевой посекционной сборки проточной части, что повышает жесткость конструкции. Для уменьшения протечек в передних уплотнениях рабочих колес составные, «щелевого» типа уплотнительные кольца рабочих ступеней были замены на «сотовые» уплотнения. Это также повысило надежность за счет малой чувствительности к загрязнению и лучшей прирабаты- ваемости при задеваниях. Сотовые уплотнения нашли широкое применение у различных фирм, например: в компрессоростроении - Казанский компрессорный завод (Россия), ВНИИкомпрес- сормаш (Россия), «Dresser Clark» (США) и в насосостроении - «KSB» Германия. На ОАО «КТЗ» разработана и внедрена технология изготовления сотовых уплотнений путем электроэрозионной обработки специальными электродами непосредственно на кольцевой заготовке. Расходные характеристики и величины гидравлических подъемных сил, действующих на ротор при различной частоте вращения и эксцентриситете ротора в уплотнении, определены экспериментально при испытаниях моделей щелевого и сотового уплотнений на стенде ОАО «КТЗ». Испытания показали снижение протечек в сотовых уплотнениях на 25-35 % по сравнению с щелевыми уплотнениями и хорошую их прирабатываемость в случае задевания.
Применение в конструкции модернизированной проточной части системы гидростатической стабилизации положения ротора повысило надежность и снизило вибрацию. По данным расчетов, выполненных нашим предприятием, критическая частота вращения существующего ротора с учетом жесткости межступенчатых уплотнений составляет около 5400 об/мин, что выше рабочей частоты вращения, а без учета жесткости уплотнений около 1700 об/мин, т.е. ротор является «гибким». Для увеличения динамической жесткости ротора взамен переднего уплотнения колеса 4-й ступени выполнена промежуточная опора, состоящая из установленной на колесе и вращающейся вместе с ним втулки и неподвижного кольца, установленного в корпусе секции. Во внутренней расточке неподвижного кольца выполнены восемь симметрично расположенных камер, обеспечивающих на всех режимах эксплуатации насоса гидростатическую центровку ротора относительно внутреннего корпуса насоса за счет подвода в них питательной воды из камеры нагнетания насоса через специальные дроссели, выполненные в корпусе секции 4-й ступени. На эксплуатационных режимах работы насоса и при смещении ротора относительно оси расточки статорного кольца давление воды в камерах опоры со стороны меньшего зазора увеличивается, а со стороны большего зазора уменьшается, в результате возникает гидравлическая сила, стремящаяся вернуть ротор в среднее положение. Данное мероприятие направлено на повышение жесткости штатного ротора, а также на компенсацию расцентровки ротора, вызванной его статическим прогибом и тепловой деформацией на всех эксплуатационных режимах.
Преимуществом перед другими поставщиками у КТЗ является то, что поставщиком приводных турбин является наше предприятие и заказчику выгодно иметь поставщиков, которые осуществляют поставку всего турбонасосного агрегата. Предложения ОАО «КТЗ» по модернизации крупных питательных насосов носят гибкий характер и зависят от финансовых возможностей заказчика и условий работы насоса в блоке.
Рассматриваются 3 схемы модернизации.
Разборка проточной части, ревизия деталей, составление мероприятий по ремонту и модернизации, обеспечивающих продолжение длительной эксплуатации насоса после ремонта. При этом затраты заказчика минимальны.
Вариант, предусматривающий реконструкцию насоса с заменой проточной части, обеспечивающий наивысший для данной конструкции уровень экономичности и надежности, установку торцовых уплотнений, быструю замену внутреннего корпуса с проточной частью. Внедряются в конструкцию насоса все технические решения, имеющие положительный опыт эксплуатации.
В данном варианте проводится модернизация питательного насоса с установкой пред- включенной осевихревой ступени, применением подшипников и упорного устройства, работающих на перекачиваемой жидкости. Предусматривается реконструкция всей конденсатно- питательной схемы энергоблока с применением безбустерной схемы.
Попытка реализации безбустерной схемы была предпринята АО «Пролетарский завод» на блоке 800 МВт Пермской ГРЭС в 1993 году. С этой целью был проведен комплекс работ по расчету и конструкторской проработке первой ступени питательного насоса. Разработана новая первая ступень, включающая рабочее колесо, водорез, кольцо уплотнения и втулку.
Определялись напорные и кавитационные характеристики насоса на режимах полной нагрузки и недогрузки при работе в безбустерном варианте схемы энергоблока.
Для улучшения кавитационных качеств новая 1-я ступень ПН была спроектирована с увеличенной площадью входного участка. Были изменены элементы подвода к рабочему колесу 1-й ступени: входной патрубок, подводящая спираль и водорез.
Проведенные испытания показали, что разработанный вариант 1-й ступени насоса имеет повышенный напор и лучшие кавитационные качества. Так, на номинальном режиме критический кавитационный запас составил Аккр = 56 м (в штатном варианте АНкр = 93 м). Как показывают
расчеты, этого кавитационного запаса для нормальной работы схемы блока недостаточно.
После испытаний на рабочем колесе 1 ступени были обнаружены кавитационные разрушения лопастей. Зона разрушения имела эллиптическую форму 20 на 30 мм с максимальным разрушением в центре практически на всю толщину лопасти (5 мм).
Таким образом, полученный кавитационный запас не является достаточным для исключения местных кавитационных явлений в проточной части первой ступени. Это явилось основной причиной полученных разрушений на входных участках лопастей рабочего колеса.
Опыт эксплуатации конденсатных насосов с установкой осевихревой ступени (ОВС) на входе в насос показывает, что применение ОВС является наиболее перспективным способом улучшения кавитационных качеств, снижения шума, вибрации и низкочастотных пульсаций давления и подачи [5].
ОВС состоит из осевого колеса (шнека) и размещенной на его периферии неподвижной винтовой решетки, ход нарезки лопастей которой противоположен ходу лопастей шнека (рис. 5). Предварительная конструкторская проработка позволила сделать вывод о возможности модернизации ПН с установкой ОВС и новой первой центробежной ступени. ОВС по сравнению со шнеком имеет больший напор, лучшие кавитационные качества и работает с более низким уровнем вибрации и пульсаций. Эти качества проявляются наиболее значительно при малых подачах. В отличие от шнека, при работе которого на нерасчетных режимах наблюдаются мощные обратные токи, вызывающие пульсации давления, в осевихревой ступени, имеющей неподвижную винтовую решетку, они отсутствуют.
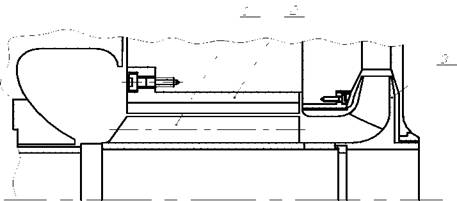
Рис. 5. Схема осевихревой ступени:
1 - осевое колесо; 2 - неподвижная решетка; 3 - центробежное колесо
В настоящее время предвключенная осевихревая ступень нашла широкое применение на Калужском турбинном заводе [5]. ОВС устанавливают в конденсатных, нефтяных и других насосах с повышенными требованиями к эксплуатационным характеристикам. Это позволило улучшить кавитационные характеристики, снизить пульсацию давления и подачи, уменьшить вибрацию. Осевихревая ступень имеет по сравнению со шнеком преимущества - более высокие кавитационные качества и коэффициент напора, низкие уровни пульсации и вибрации. Эти свойства ОВС определяют перспективность ее применения и возможность использовать как отдельный насос. Экспериментальные энергетические и кавитационные характеристики, полученные при испытаниях в Калужском филиале МГТУ им. Н.Э. Баумана, подтвердили выполненные расчеты [3]. Кавитационный запас на входе в ступень на срыве при испытаниях на расчетном режиме составил Дйср = 1,85 м. Кавитационный коэффициент быстроходности для данного режима составил С = 3455. Работа насоса при определении кавитационной характеристики оставалась стабильной, без низкочастотных пульсаций давления и подачи. Проведенный расчет кавитационного запаса для натурных размеров ступени показал, что при срыве напора кавитационный запас составит Дйср = 8,95 м. Расчеты и модельные испытания показали, что реализация проекта ОАО «КТЗ» с установкой предвключенной ступени и новой первой ступени питательного насоса даст возможность получить критический кавитационный запас на входе Дйкр = 10 + 15 м. Допускаемый кавитационный запас составит Дйкр = 20 + 25 м, что позволит реализовать безбустерную схему на блоках 300-1200 МВт.
ОАО «КТЗ» имеет перспективную программу производства питательных, конденсатных и вспомогательных насосов различных параметров и назначения для тепловых электростанций и атомной энергетики. Используя научный и производственный потенциал, Калужский турбинный завод предлагает новые разработки с улучшенными эксплуатационными характеристиками, обеспечивающие: снижение допускаемого кавитационного запаса за счет установки осевихревой ступени; повышение надежности и безопасности за счет применения подшипников на водяной смазке; применение полностью герметичных насосов с муфтой на постоянных магнитах; снижение вибрации и пульсаций давления за счет улучшенной гидродинамики и высокоэффективной балансировке в вакуумной камере и современной технологии изготовления основных элементов проточной части насосов.
Наше предприятие обладает широкими возможностями по проведению НИОКР, исследовательскими стендами, технологической и производственной базой для создания конкурентно способной базы гидромашиностроения. Имеются широкие возможности у предприятия для проведения ремонта, модернизации и разработки насосного оборудования для тепловых и атомных электростанций. Улучшение эксплуатационных характеристик питательных, конденсатных и других насосов может производиться за счет применения новых проточных частей, подшипников на водяной смазке, новых материалов пар трения. Изготовление элементов конструкций на предприятии производится с высокой точностью и чистотой обработки поверхности. Это позволяет создавать новое насосное оборудование, отвечающее современным требованиям по надежности и экономичности.
Список литературы
Кучеров Ю.Н., Волков Э.П. Стратегические направления и приоритеты развития электроэнергетики// Эффективное оборудование и новые технологии в российскую тепловую энергетику: Сб. докладов/Под общ. ред. Г.Г. Ольховского. - 2-е изд., доп. - М. : АООТ «ВТИ», 2001.
Анкудинов А.А., Васин В.А., Ермилов Л.Н., Пайчадзе Б.Б. Опыт ОАО КТЗ в разработке и эксплуатации насосов для тепловых электростанций// Труды 10 Международной научно-технической конференции. 10-13 сентября 2003, Сумы, Украина.
Кирюхин В.И., Циммерман С.Д., Семенов Ю.М., Анкудинов А.А., Васин В.А.. Модернизация питательных насосов энергоблоков 150-1200 МВт на ОАО КТЗ// Электрические станции. - 2003. - № 6.
Патент РФ 2220330 Направляющий аппарат центробежного насоса/ А.А. Анкудинов, В.А. Васин, Ю.М. Семенов, С.Д. Циммерман.
Патент РФ 2014509 Осевихревой насос/Б.Н. Зотов, А.А. Анкудинов.
|
