Эффективность методов повышения работоспособности несущих узлов горнотранспортной техники в условиях низких температур
В.Е. Михайлов, О.И. Слепцов
Институт физико-технических проблем Севера СО РАН, г. Якутск
Анализ статистики отказов экскаваторов и самосвалов, работающих на Нерюнгринском угольном разрезе ОАО ХК «Якутуголь» позволил выявить наиболее характерные разрушения. Статистика отказов показывает, что разрушения несущих сварных узлов техники в первоначальное время происходили из-за конструктивных недостатков. Затем по мере их ремонта возникли проблемы с технологией ремонтной сварки и конструктивной доработки. В настоящее время основной причиной отказов сварных конструкций, работающих в условиях динамического нагружения, является усталость при низких климатических условиях. Исходя из этого, решено рассмотреть эффективность некоторых дополнительных видов обработки сварных соединений с целью повышения их ресурса в условиях динамического нагружения.
Основываясь на изучении причин отказов, предложена комплексная технология ремонта сваркой несущих узлов с проверкой качества выполненных работ при помощи неразрушающих методов контроля. Данная комплексная технология ремонта включает в себя различные технологические способы повышения механических свойств сварных соединений и их усталостной прочности в условиях гармонического и повторного ударного нагружения при низких температурах. Наиболее часто образуются трещины в боковых швах в корпусе передней стенки, на основании передней стенки, в местах приварки проушин, на швах по коробчатым поясам ковша экскаватора ЭКГ-20. Трещины также появляются на стенках, полках балок рукояти и поперечины в местах швов, где наблюдается переход жесткости, а также сколы зубьев рейки. На раме автосамосвала БелАЗ-75306 часто наблюдается образование трещины в шве кронштейна крепления передней подвески, на нижней полке лонжерона в области U-образной балки, на стенке лонжерона в шве накладки нижней распорной трубы, на полке и стенке лонжерона в области крепления насосов, на месте крепления проушины к распорной трубе и др.
При конструктивной доработке узлов необходимо выбирать рациональные решения, обеспечивающие минимальную концентрацию напряжений:
обеспечивать плавное изменение сечения элементов и избегать входящих углов и надрезов;
Реклама

избегать резкого изменения поперечного сечения или жесткости элементов конструкции;
по возможности применять стыковые соединения вместо соединений внахлестку с угловыми швами;
избегать применения прерывистых швов;
обеспечивать плавный переход от поверхности углового шва к поверхности основного металла; соотношение размеров катетов угловых швов следует принимать; для фланговых швов 1:1, для лобовых 1:1,5; при этом больший катет необходимо направлять вдоль усилия, воспринимаемого лобовым швом;
высота угловых швов должна быть не менее 4 мм и не более 1,2 h, где h - наименьшая толщина, соединяемых элементов;
расстояние между сварными швами не делать менее 10 h;
количество стыков в растянутых элементах необходимо по возможности ограничивать и размешать их в зонах, где переменные напряжения имеют минимальное значение.
Отремонтированные узлы рамы, подверженные высоким рабочим напряжениям, могут быть усилены постановкой накладок или косынок.
Термоциклирование (ТЦО). Целенаправленное изменение структуры и уровня остаточных напряжений в металле в результате многократных циклов фазового перехода при нагреве и охлаждении позволяет улучшать механические свойства, повышать ударную вязкость около- шовной зоны сварных соединений из низколегированных сталей. Для совершенствования структуры и свойств сварных соединений из низколегированных сталей необходимо, чтобы верхняя температура цикла ТЦО находилась как минимум в межкритическом интервале температур Ас1 - Ас3 , а нижняя температура лежала несколько ниже АГ1. Рекомендуемый режим ТЦО для низколегированных сталей и их сварных соединений является нагрев на 50-70° выше Ас1 с последующим охлаждением на воздухе до температуры на 30-50° ниже Аг1. Число термоциклов определяют экспериментально по измельчанию крупнозернистой структуры околошовной зоны и снижению степени структурной неоднородности сварного соединения.
Была проведена термоциклическая обработка сварных соединений из низколегированных сталей 10ХСНД, 14Х2ГМР и 20НгМф в межкритическом интервале температур Ас1 - Аг1 с вариантами количества циклов один, три и пять. Удельная энергия работы разрушения (МПа) низколегированных сталей 10ХСНД, 14Х2ГМР, 20НГМФ, их сварных соединений, а также после их термоциклирования приведена на таблице 1.
Таблица 1. Удельная энергия работы разрушения
| Исходное
состояние
|
Низколегированные стали
|
| 20НГМФ
|
14Х2ГМР
|
10ХСНД
|
| основной
Реклама

материал
|
111,53
|
174,06
|
129
|
| сварное
соединение
|
72,53
|
97,24
|
94,06
|
| 1 цикл
|
101,19
|
112,5
|
96,84
|
| 3 цикла
|
110,45
|
123,08
|
123,73
|
| 5 цикла
|
113,68
|
135,01
|
115,72
|
Видно, что ТЦО сварного соединения из низколегированной стали 10ХСНД с тремя циклами приводит к наилучшему приближению к удельной энергии работы разрушения основного материала, сварные соединения из низколегированных сталей 14Х2ГМР, 20НГМФ наибольшее повышение удельной энергии работы разрушения получают при пяти циклах.
Взрывная обработка. Результаты усталостных испытаний на установке типа ДСО-1 в условиях трехточечного изгиба при повторном ударном нагружении и низкой (-60°С) температуре сварных образцов из стали 09Г2С в исходном состоянии и подвергнутых обработке взрывом (ОВ) приведены на рис. 1. Видно, что обработка взрывом стыкового соединения стали 09Г2С с высокими остаточными напряжениями повышает его долговечность в условиях ударного нагружения при -60°С, причем увеличивается не только долговечность до разрушения, но и долговечность до образования малой макротрещины и живучесть.
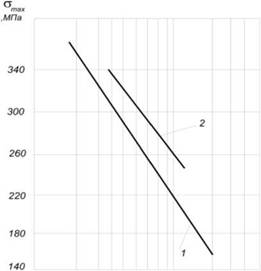
Рис. 1. Влияние обработки взрывом на сопротивление усталости стыкового соединения стали 09Г2С по критерию образования трещины длиной 5 мм в условиях ударного нагружения при - 600С. 1 - сварное соединение в исходном состоянии, 2 - сварное соединение после ОВ
Ультразвуковой ударный наклеп тавровых сварных соединений. Оценка эффективности ультразвуковой обработки как меры повышения сопротивления усталости в условиях комнатной температуры выполнялась на тавровых соединениях сталей средней и высокой прочности. Изучалась возможность обработки соединений ультразвуковым инструментом с одно- и многоэлементным рабочим органом. При использовании инструмента с рабочим органом в виде шара диаметром 16 мм ультразвуковой обработке подвергались зоны перехода шва к основному металлу. Инструмент перемещался вдоль шва механизированным способом, обеспечивая достаточно большое усилие на рабочий орган. Ультразвуковые колебания с частотой 27,5 кГц создавали магнитострикционным преобразователем ПМС-15А-18, возбуждаемым генератором УЗГ-1ОМ. Такой вид ультразвуковой обработки вызывал довольно интенсивную пластическую деформацию металла на глубину до 3-4 мм. Вследствие пластического деформирования в зоне перехода шва к основному металлу образовалось плавное сопряжение с радиусом, равным радиусу рабочего органа ультразвукового инструмента.
Ультразвуковой обработке инструментом с многоэлементным рабочим органом, также как и в первом случае. Подвергалось поверхность зоны перехода шва к основному металлу. Ширина обрабатываемой зоны у различных типов образцов составляла 60 мм. Применительно к тавровым соединениям эффективность ультразвуковой ударной обработки оценивалась путем проведения усталостных испытаний образцов из высокопрочной стали. Экспериментальные данные показывают, что в исследованном диапазоне долговечностей сопротивление усталости таврового соединения стали 09Г2С, прошедшего ультразвуковой ударный наклеп, в условиях ударного нагружения при -60°С на 20% выше сопротивления усталости этого же соединения в исходном состоянии в условиях гармонического нагружения при комнатной температуре.
Аргонодуговая и механическая обработка стыковых соединений низколегированных сталей. Ни одна из рассмотренных обработок не обеспечивает эффективного повышения сопротивления усталости стыковых соединений в условиях ударного нагружения при - 60°С.
Выводы:
Определены наиболее характерные разрушения несущих узлов горнотранспортной техники.
Разработана технология ремонта сваркой и конструкционной доработки разрушенных узлов.
Установлено, что из распространенных методов обработки сварных соединений наиболее эффективным по критерию повышения их сопротивления усталости в условиях ударного нагружения при низкой температуре является метод ультразвукового ударного наклепа. Обработанное этим методом тавровое соединение низколегированной стали имеет в условиях ударного нагружения при -60оС предел выносливости на 20% выше, чем такое же соединение в исходном состоянии в условиях гармонического нагружения при комнатной температуре.
Установлено, что такие методы обработки стыкового сварного соединения как механическое снятие усиления шва и аргонодуговая обработка не обеспечивают ему более высокого предела выносливости в условиях ударного нагружения при -60оС, чем у сварного соединения в исходном состоянии при гармоническом нагружении и комнатной температуре.
|
