| Министерство образования Российской Федерации
Тольяттинский Государственный Университет
Факультет Машиностроительный
Кафедра «Технология машиностроения»
Дипломный проект
На тему:
Технологический процесс изготовления Шпинделя токарного станка
Тольятти 200 г.
ВВЕДЕНИЕ
Научно-технический прогресс в машиностроение в значительной степени определяет развитие и совершенствование всех остальных отраслей. Важнейшими условиями ускорения научно-технического процесса являются рост производительности труда, повышение конкурентоспособности и улучшению качества.
Совершенствование технологических методов изготовления машин имеет при этом первостепенное значение. Качество машины, надежность, долговечность и экономичность в эксплуатации зависят не только от совершенства ее конструкции, но и от технологии производства. Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей деталей машины, методов упрочнения рабочих поверхностей, повышающих ресурс работы деталей и машины в целом - все это направлено на решение главных задач: повышения эффективности производства, конкурентоспособности и качества продукции.
Целью дипломного проекта является: разработка технологического процесса обработки детали “Шпиндель” в условиях среднесерийного производства.
1.АНАЛИЗ СОСТОЯНИЯ ВОПРОСА
1.1 Анализ служебного назначения детали
Деталь – шпиндель входит в состав шпиндельного узла токарного станка Афток 10Д.
Основное служебное назначение шпинделя токарного станка Афток 10Д – сообщать обрабатываемой заготовке вращательное движение с определенной угловой скоростью или крутящим моментом.
На рисунке 1.1 представлен фрагмент шпиндельного узла токарного станка. На шпиндель 1 напрессованы подшипники качения 2, которые в свою очередь, запрессованы в переднюю бабку 3. Натяг подшипников осуществляется стопорными гайками 4 и 5. С помощью шпонки 6 и стопорной гайки 7 на конце шпинделя 1 устанавливается шкив 8.
В процессе работы со шкива 8 на шпиндель 1 ,через шпонку 6, передается вращательное движение, которое получает заготовка, закрепляемая в патроне. Патрон устанавливается на шпиндель спереди, базируясь по наружному конусу.
Шпиндельный узел токарного станка Афток 10Д
 Рис. 1.1. Рис. 1.1.
Шпиндель изготовляется из легированной конструкционной стали 12ХН3А ГОСТ 4543-71. Область применения стали 12ХН3А: сильно нагружаемые детали с высокой поверхностной твердостью, износоустойчивостью и вязкой сердцевиной, работающие при больших скоростях и ударных нагрузках – шпиндели, валы в подшипниках качения, шестерни сложной конфигурации и т.д.
Реклама

Химический состав и механические свойства стали 12ХН3А представлены в табл. 1.1.
Таблица 1.1.
Химический состав и механические свойства стали12ХН3А
| Марка
стали
|
Химический состав, %
|
Механические свойства
|
| 12ХН3А
|
C
|
Mn
|
Cr
|
Ni
|
Si
|
S
|
P
|
sВ
|
sТ
|
d
|
j
|
НВ
|
НRCэ
|
| 0.09…
0,16
|
0,3…
0,6
|
0,6…
0,9
|
2,75…
3,15
|
0,17…
0,37
|
<0,035
|
<0,035
|
³85
|
³70
|
10
|
50
|
260
|
58…
62
|
На рисунках 1.2. и 1.3. представлена схема кодировки поверхностей и размеров детали, а в табл. 1.2. – классификация поверхностей по служебному назначению. Обоснование технических требований к поверхностям шпинделя,
исходя из его служебного назначения сведено в таблицу 1.3.
Таблица 1.2
Классификация поверхностей по служебному назначению
| №
|
Вид поверхности
|
№ поверхности
|
| 1
|
Исполнительные
|
17,18
|
| 2
|
Основные конструкторские базы
|
3,4,11,14
|
| 3
|
Вспомогательные конструкторские базы
|
2,3,4,6,8,9,10,11,13,14,17,18,21…
33
|
| 4
|
Свободные поверхности
|
6,7,12,15,16,19,20,34,35
|
Таблица 1.3.
Обоснование технических требований к поверхностям шпинделя, исходя из их служебного назначения
| Поверхность
|
Техническое
Требование
|
Причина
Назначения
|
| Плоскость крепления
патрона
|
Ra 0,63, Ñ 0,005
Ý 0,003
|
Плотное прилегание патрона
Обеспечение минимального биения патрона относительно оси шпинделя
|
| Наружный конус
шпинделя
|
Ra 0,63, Ð0,003
Ý 0,005
|
Плотная посадка патрона
Обеспечение минимального биения патрона относительно оси шпинделя
|
| Опорные шейки шпинделя
|
Ra 0,08,Ó0,002
Ø 0,003
|
Обеспечение стабильности оси шпинделя
|
| Опорные торцы под подшипники
|
Ra 0,63,
Ý 0,002
Ý 0,006
|
Сохранение неизменности положения шпинделя в осевом направлении
|
| Опорная шейка и торец под шкив
|
Ra 0,63, 1,25
Ý 0,025
|
Обеспечение минимального биения шкива относительно оси шпинделя
|
| Поверхность
|
Техническое
Требование
|
Причина
Назначения
|
| Шпоночный паз
|
Ra 2,5 Ù0,035
Õ0,02
|
Равномерное распределение нагрузки на шпоночный паз
|
| Внутренний конус
|
Ra 0,63,
Ý 0,005
|
Точность положения детали или режущего инструмента относительно оси шпинделя
|
| Резьбовые отверстия на фланце
|
Ra 1,25
Ú0,15
|
Точность крепления патрона
|
1.2 Анализ технологичности детали
К не технологичности детали – шпиндель можно отнести следующие элементы:
- достаточно большая длина детали L/D > 8, что снижает жесткость и повышает возможность коробления шпинделя во время механической и термической обработки;
- глубокое отверстие, требует при изготовлении шпинделя применение специального инструмента;
- закрытые шпоночный паз и пазы под стопорные многолапчатые шайбы;
Реклама

- наличие точных конусных поверхностей;
- близко расположенные резьбовые отверстия на фланце шпинделя;
- наличие маслоотводных канавок требует применение специального инструмента – фасонного резца;
В целом конструкцию можно считать технологичной и доступной для обработки.
Кодировка поверхностей детали

Рис. 1.2.
Кодировка размеров детали

Рис. 1.3.
1.3 Определение типа производства и стратегия разработки
технологического процесса
Выбор типа производства проводим исходя из массы детали и ее годового объема выпуска по [2, с.24, табл.3.1].
Масса детали 16,8 кг, годовой объем выпуска – 10 тысяч штук, следовательно, тип производства – среднесерийный.
На основании выбранного типа производства разрабатываем стратегию технологического процесса и сводим ее в табл. 1.4.
Таблица 1.4.
Стратегия ТП для изготовления детали в условиях среднесерийного производства.
| Показатель ТП
|
Характеристика для серийного
производства
|
| 1. Форма организации ТП
|
Переменно-поточная
|
| 2. Повторяемость выпуска
|
Периодически повторяется, партиями
|
| 3. Вид ТП
|
Единичный
|
| 4. Заготовка
|
Поковка
|
| 5. Вид припуска
|
Расчетный (частично табличный)
|
| 6. Оборудование
|
Универсальное, специальное, станки с ЧПУ
|
| 7. Загрузка оборудования
|
Периодическая смена различных деталей
|
| 8. Коэффициент закрепления
операции (Кз.о.
)
|
 ; Кз.о.
=10-20 ; Кз.о.
=10-20
|
| 9. Расстановка оборудования
|
По ходу ТП
|
| 10. Оснастка
|
УСПО, частично специальная
|
| 11. Подробность разработки
документации
|
Маршрутные, операционные карты и карты эскизов
|
1.4 Анализ базового технологического процесса
Данная деталь – шпиндель по базовому ТП изготовляется в единичном производстве. Используемое оборудование и оснастка – универсальное. Заготовка на обработку поступает в виде проката, это увеличивает время обработки и отхода металла в стружку.
Базовый технологический процесс приведен в табл. 1.5.
Таблица 1.5.
Содержание базового технологического процесса
| №
опер.
|
Наименование
операции
|
Содержание операции
|
| 000
|
Заготовительная
(прокат)
|
Отрезать заготовку
|
| 010
|
Токарная
|
Подрезка и зацентровка торцов, предварительное обтачивание всех ступеней, подрезка фланца
|
| 020
|
Токарная
|
Обтачивание шеек под люнеты
|
| 030
|
Токарная
|
Сверление центрального отверстия насквозь с переустановкой заготовки
|
| 040
|
Токарная
|
Подрезка торцов, окончательное растачивание конусов с обеих сторон
|
| 050
|
Токарная
|
Обтачивание всех ступеней под шлифование, прорезка канавок при установке на центровые пробки
|
| 060
|
Фрезерная
|
Фрезерование шпоночного паза и пазов под стопорные многолапчатые шайбы
|
| 070
|
Термическая (цементация)
|
| 080
|
Токарная
|
Обточка ступеней под резьбу и нарезать резьбу
|
| 090
|
Сверлильная
|
Сверление фланцевых отверстий и нарезание в них резьбы
|
| 100
|
Термическая (закалка, отпуск)
|
| 110
|
Шлифовальная
|
Шлифование внутренних конусов под центровые пробки
|
| 120
|
Шлифовальная
|
Шлифование цилиндрических ступеней предварительно
|
| 130
|
Шлифовальная
|
Шлифование наружного конуса предварительно
|
| 140
|
Термическая (стабилизирующий отпуск)
|
| 150
|
Шлифовальная
|
Получистовое шлифование переднего Морзе и заднего конуса
|
| 160
|
Шлифовальная
|
Получистовое шлифование шеек и торцов под подшипники, шлифование остальных ступеней окончательно
|
| 170
|
Шлифовальная
|
Чистовое шлифование шеек и торцов под подшипники
|
| 180
|
Шлифовальная
|
Шлифование конуса под патрон окончательно
|
| 190
|
Шлифовальная
|
Шлифование внутреннего конуса Морзе окончательно
|
| 200
|
Токарная
|
Полирование шеек под подшипники
|
| 210
|
Контрольная
|
Проведя анализ базового технологического процесса, был выявлен ряд недостатков (табл. 1.6.), пути и способы, устранения которых рассмотрены в данном дипломном проекте при проектировании технологического процесса обработки детали «Шпиндель» при переходе на среднесерийное производство.
Таблица 1.6.
Анализ недостатков базового технологического процесса и пути их устранения
Объект
совершенствование
|
Применяемое
техническое решение
(недостатки)
|
Усовершенствованное техническое решение
(предложения)
|
Технический и другие виды
эффектов
|
| Технологический
процесс
|
Разделена черновая и получистовая токарная обработка на отдельные операции
|
Совместить черновые и получистовые переходы в одну операцию
|
Повышение производительности и точности взаимного расположения обрабатываемых поверхностей.
|
| Чистовые и отделочные операции обработки опорных шеек и соосных с ними наружных поверхностей шпинделя производят на специальных пробках устанавливаемых с обеих сторон в конические отверстия.
Пробки служат технологическими базами.
|
Вместо пробок в качестве технологических баз использовать центровые фаски, выполненные с обеих сторон шпинделя.
|
Уменьшается количество звеньев в технологической размерной цепи, погрешность установки. Повышается точность положения исполнительной поверхности центрального отверстия относительно поверхностей опорных шеек.
|
| На окончательной операции для достижения заданного параметра шероховатости применяется полирование.
|
Применить суперфинишную обработку.
|
Данный способ обработки обеспечивает малую шероховатость поверхности, уменьшает погрешности формы. Благоприятно влияет на износостойкость и усталостную прочность детали, упрочняя поверхностный слой металла.
|
Объект
совершенствование
|
Применяемое
техническое решение
(недостатки)
|
Усовершенствованное техническое решение (предложения)
|
Технический и другие виды
эффектов
|
Режущий
инструмент
|
Сверление центрального отверстия производится перовым сверлом из быстрорежущей стали.
|
Подобрать сверло для глубокого сверления из твердого сплава с использованием специального оборудования.
|
Повышение производительности, качества и точности обработки.
|
2. ВЫБОР И ПРОЕКТИРОВАНИЕ ЗАГОТОВКИ
2.1 Выбор оптимального варианта получения заготовки
Для сравнения рассмотрим три способа получения заготовки для детали шпиндель:
- прокат ( по базовому ТП);
- поковка;
- литьё в песчаные формы.
2.1.1 Расчет заготовки из проката
За основу расчета промежуточных припусков принимаем наружный диаметр детали  мм. мм.
Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали  мм: мм:
Операция 10 Токарная черновая
Операция 20 Токарная чистовая
Операция 30 Термическая HRCЭ
59…63
Операция 40 Шлифовальная.
Определяем расчетный размер заготовки:
| Dр.з
=Dн
+2z10
+2z20
+2z40
, мм
|
(2.1.)
|
где, Dн
=133мм - номинальный размер;
2z10
= 9,0 мм, 2z20
= 3,0мм, 2z40
= 0,9мм – припуски на диаметр на операциях 10, 20, 40 [2, с. 41, табл.3.13].
Dр.з
=133+9,0+3,0+0,9=145,9 мм.
По расчетным данным выбираем размер горячекатаного проката обычной точности Æ150 мм мм по ГОСТ 2590-71 [2, с.43, табл. 3.14] по ГОСТ 2590-71 [2, с.43, табл. 3.14]
Круг 
Нормальная длина проката 7 м.
Общая длина заготовки:
| Lз
=Lд
+2zподр
, мм
|
(2.2.)
|
где, Lд
= 660 мм – номинальная длина детали;
2zподр
= 3,0 мм – припуск на подрезку торцевых поверхностей
[2, с. 40, табл.3.12].
Lз
=660+3,0=663 мм.
Объем заготовки:
|  , мм , мм
|
(2.3.)
|
 мм2
. мм2
.
Масса заготовки:
где, r = 7,85 кг/м3
– плотность стали;
mз
=7,85.
11,72=92,0 кг.
Неоднократность в зависимости от принятой длины проката:
| Lнк
=Lпр
- lзаж
- lот
-x.
(Lз
+lр
), мм
|
(2. 5.)
|
где, Lпр
=7м – длина выбранного проката;
lзаж
=100 мм – минимальная длина зажимного конца;
lот
– длина торцевого обрезка проката, мм;
Lз
– длина заготовки, мм;
lр
= 6 мм – ширина реза [2, с. 37];
х – число заготовок, изготовляемых из принятой длины проката, шт;
|  , шт , шт
|
(2.7.)
|
lот
= 0,3.
150 = 45 мм;
 шт. шт.
Принимаем х = 10 шт.
Lнк
=7000 – 45 –100 –10.
(663+6) = 165 мм.
Общие потери материала к длине выбранного проката:
| Пп.о
=Пнк
+Пот
+Пзаж
+Пр
, %
|
(2.8.)
|
где, Пнк
– потери материала на неоднократность, %
|  ; ;
|
(2.9.)
|
Пот
– потери на торцевую обрезку проката, %
|  ;
;
|
(2.10.)
|
Пзаж
– потери при выбранной длине зажима, %
|  ;
;
|
(2.11.)
|
Пр
–потери на отрезку заготовки, %
|  . .
|
(2.12.)
|
 % ; % ;
 %; %;
 %; %;
 %; %;
Пп.о
=2,36 + 0,64 + 1,43 + 0,09 = 4,52 %.
Расход материала на одну деталь с учетом всех технологических потерь:
|  , кг
, кг
|
(2.13.)
|
 кг
кг
Коэффициент использования материала:
| 
|
(2.14.)
|
 . .
2.1.2 Расчет заготовки поковки
2.1.2.1 Вид заготовки
Выбираем заготовку – поковку полученную на кривошипном горячештамповом прессе в открытом штампе. Нагрев индукционный.
2.1.2.2 Расчетная масса поковки
| mз
р
= mд
.
Кр
, кг
|
(2.15.)
|
где, mд
= 16,8 кг – масса детали;
Кр
= 1,5 – расчетный коэффициент [3, прил. 3, табл. 20];
mз
р
=16,8.
1,5 = 25,2 кг.
2.1.2.3 Класс точности поковки
Класс точности выбираем по [3, прил. 4, табл. 19]. Исходя из способа получения заготовки – на кривошипном горячештамповом прессе – Т4.
2.1.2.4 Группа стали
Выбираем по [3, с. 8, табл.1]. Сталь 12ХН3А – группа стали М2.
2.1.2.5 Степень сложности
Размеры описывающей заготовку фигуры (цилиндр):
D = 133.
1,05 = 139,6 мм; H = 660.
1,05 = 693 мм.
Масса описывающей фигуры: mр
= 83,2 кг.
mз
р
/ mр
= 25,2/83,2 = 0,3 – следовательно степень сложности С3 (mз
р
/mр
= 0,16…0,32) [3, с. 30, прил. 2].
Конфигурация поверхности разъёма штампа – плоская П [3, с. 8]
2.1.2.6 Исходный индекс
Исходный индекс – 17 [3, с. 10, табл.2].
2.1.2.7 Основные припуски на обработку, размеры поковки
Припуски на обработку определяем по [3, с. 12, табл.3], допуски по [3, с. 17, табл.8] и сводим в табл. 2.1.
Дополнительные припуски учитывающие:
- смещение по поверхности разъёма штампа – 0,5 мм [3, с. 14, табл.4];
- отклонение от прямолинейности – 1,0 мм [3, с. 14, табл.5].
Таблица 2.1.
Припуски и размеры поковки
Размер детали, мм
|
Припуск на размер, мм
|
Размер поковки, мм
|
| 35
|
4,3+2,7+2.
0,5
|
43
|
| 22
|
2,5+2,7+2.
0,5
|
28
|
| 44,2-0,1
|
2.
2,7+2.
0,5
|
50,5
|
| 124
|
4,3-3,3+0,5
|
125,5
|
| 660
|
2.
4,3+2.
0,5
|
669,5
|
| Æ 62-0,019
|
2.
3,0+2.
(1+0,5)
|
Æ 71
|
| Æ 75
|
2.
3,0+2.
(1+0,5)
|
Æ 84
|
| Æ 90-0,14
|
2.
2,7+2.
(1+0,5)
|
Æ 98,5
|
| Æ 133
|
2.
3,3+2.
(1+0,5)
|
Æ 142,5
|
| Æ 82,363+0,01
|
2.
3,0+2.
(1+0,5)
|
Æ 91,5
|
2.1.2.8 Масса поковки
 , кг (2.16.) , кг (2.16.)
где, r = 7,85 кг/м3
– плотность стали;
Vi
– объёмы элементарных фигур, на которые можно разбить поковку.
mз
пок
= 30,3 кг.
2.1.2.9 Объём требующегося материала
V = Vпок
+Vу
+Vо
, мм3
(2.17.)
где,  - объём поковки; - объём поковки;
Vпок
= 3,863.
106
мм3
.
Vу
- объём материала теряемого на угар при нагреве, мм3
 , мм3
(2.18.) , мм3
(2.18.)
 мм3
; мм3
;
Vо
– объём материала теряемого на облой, мм3
Vо
= x.
Fм
.
(Pп
+ x.
p.
l) , мм3
(2.19.)
где, x =1,5 - коэффициент изменения сечения облоя;
Pп
= 1624 мм – периметр поковки;
Fм
– площадь поперечного мостика, мм2
Fм
=l.
hо
, мм2
(2.20.)
где, l = 6 мм – длина мостика;
hо
- толщина мостика, мм
hо
= 0,015.
 ,мм (2.21.) ,мм (2.21.)
где, Fпок.п.
= 56698,5 мм2
– площадь проекции поковки на плоскость разъёма;
hо
= 0,015.
 = 3,57 мм ; = 3,57 мм ;
Fм
= 3,57.
6 = 21,42 мм2
;
Vо
=1,5.
21,42.
(1624+ 1,5.
3,14.
6) = 0,053.
106
мм3
;
V =(3,863+0,019+0,053).
106
= 3,935.
106
мм3
.
2.1.2.10 Коэффициент использования материала
mи.з.
= r.
V, кг – масса исходной заготовки;
mи.з.
=7,85.
3,935 = 30,89 кг,
 . .
2.1.3 Расчет заготовки отливки
2.1.3.1 Вид заготовки
Выбираем заготовку – отливку, полученную литьём в песчано-глинистые сырые формы из низковлажных (до 2,8%) высокопрочных (более 160 кПа) смесей с высоким и однородным уплотнением до твердости не менее 90 единиц.
2.1.3.2 Класс размерной точности
Выбираем по [4, прил. 1, табл. 9]. Исходя из способа получения заготовки и наибольшего габаритного размера отливки класс размерной точности 9-13. Принимаем 11 класс размерной точности.
2.1.3.3 Степень коробления элементов
Выбираем по [4, прил. 2, табл. 10], исходя из отношения d/l » 0,2. Степень коробления 4-7. Принимаем 6 степень коробления.
2.1.3.4 Степень точности поверхностей
Выбираем по [4, прил. 3, табл. 11] –13 –19. Принимаем степень точности поверхностей 16, что соответствует шероховатости Rа
= 63 мкм [4, прил. 4, табл. 12].
2.1.3.5 Класс точности массы
Определяем по [4, прил. 5, табл. 13], исходя из номинальной массы отливки (m = 10…100кг) и способа получения отливки, степень точности массы отливки 7-15. Принимаем 11.
Допуск массы отливки не более 16% от массы отливки [4, с. 9, табл. 4].
2.1.3.6 Ряд припусков на обработку
Согласно [4, прил. 6, табл. 14] 16 степени точности поверхности соответствуют 7-10 ряды припусков на обработку. Принимаем 8 ряд припусков.
2.1.3.7 Допуск размеров, формы и расположения элементов отливки
Допуски размеров [4, с.2, табл. 1], формы и расположения элементов отливки [4, с. 5, табл. 2] назначаем на каждую поверхность отливки отдельно и сводим в табл. 2.2.
Таблица 2.2.
Допуски на размеры отливки
Размер детали, мм
|
Допуск на размер, мм
|
Допуски формы и расположения поверхностей, мм
|
| 13
|
2,8
|
0,4
|
| 22
|
3,2
|
0,4
|
| 44,2-0,1
|
4,0
|
0,4
|
| 124
|
5,0
|
0,4
|
| 660
|
8,0
|
2,4
|
| Æ 62-0,019
|
4,0
|
0,4
|
| Æ 75
|
4,4
|
0,4
|
| Æ 90-0,14
|
4,4
|
0,4
|
| Æ 133
|
5,0
|
0,5
|
| Æ 82,363+0,01
|
4,4
|
0,4
|
Допуск неровностей поверхности отливки не должен превышать 1,6 мм.
[4, с. 6, табл. 3].
2.1.3.8 Общие допуски
Общие допуски элементов отливки, учитывающие совместное влияние допуска размера и допусков формы и расположения поверхностей выбираем по [4, прил. 8, табл. 16] и сводим в табл. 2.3.
Таблица 2.3.
Общие допуски
| Размер детали, мм
|
Общий допуск,
мм
|
Размер детали, мм
|
Общий допуск,
мм
|
| 13
|
3,2
|
Æ 62-0,019
|
4,0
|
| 22
|
3,2
|
Æ 75
|
5,0
|
| 44,2-0,1
|
4,0
|
Æ 90-0,14
|
5,0
|
| 124
|
5,0
|
Æ 133
|
5,0
|
| 660
|
9,0
|
Æ 82,363+0,01
|
5,0
|
2.1.3.9 Припуски на обработку, размеры отливки
Припуски на обработку определяем по [4, с. 10, табл. 6].
Таблица 2.4.
Припуски и размеры поковки
Размер детали, мм
|
Припуск на размер, мм
|
Размер отливки, мм
|
| 13
|
9,8-4,8
|
18±0,8
|
| 22
|
2 .
4,8
|
31,5±0,8
|
| 44,2-0,1
|
5,8+4,8
|
55±2,0
|
| 124
|
9,8-6,7
|
127±2,5
|
| 660
|
2 .
9,8
|
679,5±4,5
|
| Æ 62-0,019
|
2 .
5,8
|
Æ 73,5±2,0
|
| Æ 75
|
2 .
6,7
|
Æ 88,5±2,5
|
| Æ 90-0,14
|
2 .
6,7
|
Æ 103,5±2,5
|
| Æ 133
|
2 .
6,7
|
Æ 146,5±2,5
|
| Æ 82,363+0,01
|
2 .
6,7
|
Æ 96±2,5
|
2.1.3.10 Масса отливки
 = 7,85 .
4,345 = 34,11 кг = 7,85 .
4,345 = 34,11 кг
2.1.3.11 Коэффициент использования материала
 = 0,49 = 0,49
2.2 Технико-экономическое сравнение методов получения заготовки
Себестоимость детали:
Сдет
=Сз
+ Смо
- Сотх
, руб (2.22.)
где, Сз
– стоимость заготовки, руб;
Смо
– стоимость механической обработки, руб;
Сотх
– стоимость отходов, руб.
Для заготовки полученной из проката:
Сз
пр
= Сб
.
mз
, руб (2.23.)
Для заготовки из полученной штамповкой или отливкой:
Сз
= Сб
.
mз
.
Кт
.
Ксл
.
Кв
.
Км
.
Кп
, руб (2.24.)
где, Сб
– базовая стоимость кг заготовки;
mз
– масса заготовки;
Кт
– коэффициент точности;
Ксл
– коэффициент сложности;
Кв
– коэффициент массы;
Км
– коэффициент марки материала;
Кп
– коэффициент объема производства.
Для заготовки полученной из проката:
Сб
пр
= 13 руб/кг
mз
= 96,2 кг
Сз
пр
=13 .
96,2 = 1250,6 руб
Для заготовки – поковки полученной на кривошипном горячештамповом прессе:
Сб
шт
= 16,36 руб/кг
Кт
= 0,8 [5, с.39]
Ксл
= 0,9 [5, с.40, табл. 15]
Кв
= 0,75 [5, с.40, табл. 15]
Км
= 1,98 [5, с.39]
Кп
= 1,0 [5, с.39]
Сз
пок
= 16,38 .
30,89 .
0,8 .
0,9 .
0,75 .
1,98 .
1,0 = 540,99 руб./шт.
Для заготовки полученной литьём в песчаную форму:
Сб
шт
= 15,07 руб/кг
Кт
= 1,03 [5, с.34]
Ксл
= 0,7 [5, с.34, табл. 11]
Кв
= 0,82 [5, с.39, табл. 11]
Км
= 2,4 [5, с.34]
Кп
= 0,77 [5, с.34, табл. 11]
Сз
пф
= 15,07 .
34,11 .
1,03 .
0,7 .
0,82 .
2,4 .
0,77 = 561,62 руб./шт.
Смо
= Суд
.
(mз
-mд
) , руб (2.25.)
где, Суд
– удельные затраты на снятие 1 кг стружки, руб.
Суд
= Сс
+Ен
.
Ск
, руб (2.26.)
где, Сс
= 11,3 руб/кг – текущие затраты [6, с.9 , табл. 3.2];
Ск
= 32,84 руб/кг – капитальные затраты [6, с.9 , табл. 3.2];
Ен
= 0,33 - нормативный коэф. эффективности капитальных вложений.
Смо
пр
= (11,3 + 0,33 .
32,84) .
(96,2- 16,8) = 1757,69 руб/кг.
Смо
пок
= (11,3 + 0,33 .
32,84) .
(30,89- 16,8) = 311,91 руб/кг.
Смо
пф
= (11,3 + 0,33 .
32,84) .
(34,11- 16,8) = 389,19 руб/кг.
Сотх
= Суд отх
.
(mз
-mд
) , руб (2.27.)
где, Суд отх
– удельная себестоимость 1 кг отходов, руб.
Суд отх
= 0,1 .
Сб
, руб/кг (2.28.)
Суд отх
пр
= 0,1 .
13 = 1,3 руб/кг.
Суд отх
пок
= 0,1 .
16,36 = 1,64 руб/кг.
Суд отх
пф
= 0,1 .
15,07 = 1,51 руб/кг.
С отх
пр
= 1,3 .
(96,2-16,8) = 103,22 руб.
С отх
пок
= 1,64 .
(30,89-16,8) = 23,11 руб.
С отх
пф
= 1,51 .
(34,11-16,8) = 26,14 руб.
Сдет
пр
= 1250,6 + 1757,69 – 103,22 = 2905,07 руб.
Сдет
пок
= 540,99 + 311,91 – 23,11 = 829,79 руб.
Сдет
пф
= 561,62 + 389,19 – 26,14 = 924,67 руб.
Экономический эффект:
Э = Сдет
б
– Сдет
м
, руб./шт (2.29.)
Э = 2905,07 – 924,67 = 1980,4 руб./шт.
Э = 2905,07 – 829,79 = 2075,28 руб./шт.
Проведенные расчеты показывают экономически целесообразно в качестве заготовки для детали – шпиндель использовать заготовки полученные штамповкой на КГШП.
3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА,
СХЕМ БАЗИРОВАНИЯ И ПЛАНА ИЗГОТОВЛЕНИЯ
3.1 Технологический маршрут и план изготовления.
Технологический маршрут изготовления детали представлен в табл.3.1. При составлении технологического маршрута были использованы рекомендации приведенные в [14,15,16].
Таблица 3.1.
Технологический маршрут изготовления шпинделя
| №
оп
|
Наименование
оборудования
|
Наименование операции
|
Содержание операции
|
№ обрабатываемых
поверхностей
|
| 000
|
КГШП
|
Заготовительная
|
-
|
все
|
| 010
|
Фрезерно-центровальный п/а МР-73М
|
Фрезерно-центровальная
|
Фрезеровать торцы.
Сверлить центровочные отверстия.
|
1,7
|
| 020
|
Токарный станок с ЧПУ 16К20Ф305
|
Токарная
|
Обточить наружные поверхности предварительно.
Обточить наружные поверхности окончательно.
Проточить канавки под выход инструмента.
Проточить маслоотводные канавки.
|
8,9,2,10,11,3,12,13,14,4,15,5
9,2,11,3,12,14,4,15,5
|
| 030
|
Горизонтальный станок для глубокого сверления
ОС-5222
|
Сверлильная
|
Сверлить центральное отверстие насквозь.
|
20
|
| 040
|
Токарный станок с ЧПУ 16К20Ф305
|
Токарная
|
1 установ:
Проточить торец окончательно, расточить центровую фаску.
2 установ:
Обточить наружные поверхности предварительно.
|
1,34
7,17,6,16
|
| Расточить отверстие под конус Морзе предварительно.
Обточить наружные поверхности и проточить торец окончательно.
Расточить отверстие под конус Морзе окончательно, расточить центровую фаску.
|
18,19
17,6,16,7
18,35
|
| 050
|
Вертикально-фрезерный консольный станок с ЧПУ 6Р13РФ3
|
Фрезерная
|
Фрезеровать шпоночный паз и пазы под стопорные многолапчатые шайбы.
|
21,22,23,24,
25,26
|
| 060
|
Термическая (стабилизирующий отпуск)
|
-
|
все
|
| 070
|
Токарный станок с ЧПУ 16К20Ф305
|
Токарная
|
Обточить ступени под резьбу для снятия цементируемого слоя.
Нарезать резьбу окончательно.
|
8,10,13
|
| 080
|
Горизонтальный сверлильно-фрезерно-расточной станок с ЧПУ 6906ВФ3
|
Многоцелевая
|
Сверлить отверстия во фланце.
Зенкеровать.
Нарезать резьбу.
|
27,28,29,30,
31,32,33
|
| 090
|
Термическая (закалка, отпуск, цементация)
|
-
|
все
|
| 100
|
Горизонтально-доводочный п/а 3925Р
|
Шлифовальная
|
Шлифовать центровые фаски.
|
34,35
|
| 110
|
Круглошлифо-вальный станок с ЧПУ 3М163Ф2Н1В
|
Шлифовальная
|
Шлифовать шейки и прилегающие торцы предварительно и фланец окончательно.
|
9,2,11,3,14,4, 16
|
| 120
|
Торцекругло-шлифовальный
станок 3Т161
|
Торцекругло-шлифовальная
|
Шлифовать наружный конус и прилегающий торец фланца предварительно.
|
6,17
|
| 130
|
Внутришлифовальный станок 3А227
|
Внутришлифовальная
|
Шлифовать внутренний конус Морзе предварительно.
|
18
|
| 140
|
Термическая (стабилизирующий
отпуск)
|
-
|
все
|
| 150
|
Горизонтально-доводочный п/а 3925Р
|
Шлифовальная
|
Шлифовать центровые фаски.
|
34,35
|
| 160
|
Круглошлифо-вальный станок с ЧПУ 3М163Ф2Н1В
|
Шлифовальная
|
Шлифовать шейки и прилегающие торцы шпинделя окончательно.
|
9,2,11,3,
14,4
|
| 170
|
Суперфинишный центровой станок 3871К
|
Суперфинишная
|
Обработать шейки шпинделя окончательно.
|
11,14
|
| 180
|
Торцекругло-шлифовальный
станок
ХШ4-11П
|
Торцекругло-шлифовальная
|
Шлифовать наружный конус и прилегающий торец фланца окончательно.
|
6,17
|
| 190
|
Внутришлифовальный станок
СШ-37
|
Внутришлифовальная
|
Шлифовать внутренний конус Морзе окончательно.
|
18
|
План изготовления детали выборочно представлен на чертеже
№ 03.М.15.421.09.000.
Технические требования к изготовлению детали включают в себя требования к шероховатости, точности размеров, формы и взаимного расположения обработанных поверхностей.
На эти параметры назначают технологические допуски из условия:
Таi
³ wAст
i
, мм (3.1.)
где, Таi
- допуск на параметр А, задаваемый на операции;
wАст
i
- величина погрешности параметра А, которая может возникнуть на данной операции при нормальном состоянии технологической системы (статистическая погрешность).
Величины технологических допусков на шероховатость обрабатываемых поверхностей определяем, используя статистические данные возможностей методов обработки, и указываем соответствующие обозначения на операционном эскизе.
Допуски на размеры исходной заготовки, а также шероховатость ее поверхности определяем по ГОСТ 7505-89 [3].
На шероховатость обработанных поверхностей оказывают влияние метод обработки, тип оборудования, число рабочих ходов и в зависимости от этих данных определяются по [7, c. 234-241].
Операционные допуски на диаметральные размеры при обработке замкнутой поверхности определяем из условия:
ТAi
= wAст
i
, мм (3.2.)
wАст
i
выбираем по таблице допусков в зависимости от квалитета точности и номинального размера. Квалитет точности, получаемый на данной операции, зависит от типа технологического оборудования, способа обеспечения точности настройки инструмента, характера обработки и выбирается по
[7, прил.1].
При назначении операционного допуска на линейный размер, связывающий измерительную и обработанную поверхность, используют формулу:
Таi
= wAст
i
+Dпр
и
+eб
, мм (3.3.)
где, Dпр
и
- пространственное отклонение измерительной базы;
eб
- погрешность базирования от несовпадения установочной и измерительной баз.
Значение eб
определяется с учетом выбранной схемы базирования по [8], Dпр
и
определяем по [7, табл. 5].
Допуски формы и взаимного расположения выбираем по [7,с.242].
3.2 Обоснование выбора баз.
Выбор технологических баз по операциям приведен в табл. 3.2.
Выбор технологических баз Таблица 3.2.
| №
оп.
|
№№
опорных
точек
|
Наименование технологической базы
|
Характер
проявления
|
Реализация
|
№ поверхности, используемой как база
|
| явная
|
скрытая
|
естественная
|
искусственная
|
| 010,
080
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
+
|
+
|
+
+
+
|
14
5
14
|
| 020
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
+
|
+
|
+
+
|
+
|
центровые
отверстия
1
16
|
| 030,
040(Б)
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
+
|
+
|
+
+
+
|
11,14
1
9
|
| 040(А)
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
+
|
+
|
+
+
+
|
14,11
7
16
|
| 050
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
+
|
+
|
+
+
+
|
9,14
1
14
|
| 070
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
+
|
+
|
+
+
|
+
|
34,35
7
16
|
| 100,
150
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
+
|
+
|
+
+
+
|
11,14
7
9
|
| 110,
160
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
|
+
+
|
+
|
+
+
|
34,35
вершина конуса п.35
30
|
| 120,
180
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
|
+
+
|
+
|
+
+
|
34,35
вершина конуса п.34
9
|
| 130,
190
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
+
|
+
|
+
+
+
|
11,14
1
9
|
| 170
|
1,2,
3,4
5
6
|
ДН
О
О
|
+
|
+
+
|
+
|
+
+
|
34,35
вершина конуса п.35
9
|
Основными базами детали «шпиндель» являются поверхности его подшипниковых шеек 11,14. Однако использовать их ввиду сложности профиля шпинделя не удается и при обработке на различных операциях происходит смена баз, поэтому на операции 20 за технологические базы принимаем поверхности центровых отверстий, а на последующих поверхности центровых фасок 34,35. Для максимального сокращения отклонения от соосности исполнительных поверхностей – наружного конуса 17 и внутреннего конуса Морзе 18 относительно оси вращения шпинделя на заключительных операциях в качестве баз используем окончательно обработанные поверхности подшипниковых шеек 11,14.
4. ВЫБОР СРЕДСТВ ТЕХНИЧЕСКОГО ОСНАЩЕНИЯ
Для проектного варианта выбираем универсальный инструмент, а также специально изготовленный для станков с ЧПУ по ОСТ и ТУ [12,16,22].
Выбранный режущий инструмент сводим в табл. 4.1.
Станочные приспособления выбраны по [22,25] и приведены в таб.4.2.
Таблица 4.1.
Режущий инструмент
| №
оп.
|
№ и содержание
перехода
|
Режущий инструмент
|
| Наименование
|
ГОСТ, ОСТ, ТУ
|
Основные
размеры
|
Материал режущей части
|
| 010
|
1. Фрезеровать торцы
|
Фреза
торцовая
|
ГОСТ 22085-76
|
Æ125,
z=8
|
Т15К6
|
| 2.Сверлить центровые отверстия
|
Сверло центровочное, тип А
|
ГОСТ
14952-75
|
Æ5
|
Р6М5
|
| 020
|
1.Обточить наружные поверхности предварительно.
|
Резец токарный сборный проходной с механическим креплением пластины
|
ГОСТ
21151-75
|
Н´В
20´20
j=95
|
Т14К8
|
| 2.Обточить наружные поверхности окончательно.
|
Резец токарный сборный копировальный с механическим креплением пластины
|
ГОСТ
20872-80
|
Н´В
20´20
j=93
|
Т15К6
|
| 3.Проточить зарезьбовые канавки.
|
Резец токарный для обработки зарезьбовых канавок
|
ОСТ
2И10-7-84
|
Н´В
20´20
|
Т14К8
|
| 4.Проточить канавки под выход инструмента.
|
Резец токарный для обработки угловых канавок
|
ОСТ
2И10-7-84
|
Н´В
20´20
|
Т14К8
|
| 5.Проточить маслоотводные канавки.
|
Резец фасонный
|
специальный
|
Н´В
20´20
|
Р6М5
|
| 030
|
Сверлить центральное отверстие насквозь.
|
Сверло для глубокого сверления
|
специальное
|
Æ38
|
Т15К12
|
| 040
|
1 установ:
1.Проточить торец окончательно
|
Резец токарный сборный проходной с механическим креплением пластины
|
ГОСТ
21151-75
|
Н´В
20´20
j=95
|
Т14К8
|
| 2.Расточить центровую фаску.
|
Резец расточной
|
ТУ 2-035-1040-86
|
L=200
Æ25 j=95
|
Т15К6
|
| 2 установ:
1.Обточить наружные поверхности предварительно.
|
Резец токарный сборный проходной с механическим креплением пластины
|
ГОСТ
21151-75
|
Н´В
20´20
j=95
|
Т14К8
|
| 2.Расточить отверстие под конус Морзе предварительно.
|
Резец расточной
|
ТУ 2-035-1040-86
|
L=200
Æ25 j=75
|
Т30К4
|
| 3.Обточить наружные поверхности и проточить торец окончательно
|
Резец токарный сборный копировальный с механическим креплением пластины
|
ГОСТ 20872-80
|
Н´В
20´20
j=93
|
Т15К6
|
| 4.Проточить канавки под выход инструмента.
|
Резец токарный для обработки угловых канавок
|
ОСТ 2И10-7-84
|
Н´В
20´20
|
Т14К8
|
| 5.Проточить маслоотводные канавки.
|
Резец фасонный
|
специальный
|
Н´В
20´20
|
Р6М5
|
| 6.Расточить отверстие под конус Морзе окончательно, расточить центровую фаску
|
Резец расточной
|
ТУ 2-035-1040-86
|
L=200
Æ25 j=95
|
Т30К4
|
| 050
|
1.Фрезеровать шпоночный паз
|
Фреза шпоночная
|
ГОСТ 9140-79
|
Æ14
|
ВК8
|
| 2.Фрезеровать пазы под стопорные многолапчатые шайбы
|
Фреза шпоночная
|
ГОСТ 9140-79
|
Æ10
|
Р6М5
|
| 70
|
1.Обтачивание ступеней под резьбу для снятия цементируемого слоя
|
Резец токарный проходной
|
ТУ 2-095-892-82
|
Н´В
20´20
j=93
|
Т15К6
|
| 2.Нарезать резьбу окончательно
|
Резец токарный резьбовой с механическим креплением пластин
|
ОСТ 2И10-9-84
|
Н´В
20´20
j=60
|
Т15К6
|
| 80
|
1.Сверлить
|
Сверло спиральное ступенчатое спец.
|
-
|
Æ9,5
|
Р6М5
|
| 2.Зенкеровать
|
Зенкер
|
ТУ 2-035-926-83
|
Æ10,2
|
Р6М5
|
| 3.Нарезать резьбу
|
Метчик машинный
|
ОСТ 2452-1-74
|
М12´1,25
|
Р6М5
|
| 100
150
|
Шлифовать центровые фаски.
|
Головки шлифовальные
|
ГОСТ 2447-83
|
ГК 32´50´6
|
25А20ПС2К1
|
| 110
|
Шлифовать шейки и прилегающие торцы шпинделя предварительно и фланец окончательно.
|
Шлифовальный круг
|
ГОСТ
2447-83
|
ПВК
500´50´
203
|
23А40С2К8
|
| 120
|
Шлифовать наружный конус и прилегающий торец фланца предварительно.
|
Шлифовальный круг
|
ГОСТ
2447-83
|
ЗП
500´32´
203
|
91А25СМ27Б5
|
| 130
|
Шлифовать внутренний конус Морзе предварительно
|
Шлифовальный круг
|
ГОСТ
2447-83
|
ПВ
32´63´16
|
25А25С1К8
|
| 160
|
Шлифовать шейки и прилегающие торцы шпинделя окончательно.
|
Шлифовальный круг
|
ГОСТ
2447-83
|
ПВК
500´50´32
|
25А25СМ2К8
|
| 170
|
Обработать шейки шпинделя окончательно.
|
Бруски
|
ГОСТ
2456-83
|
БКВ
20´80
|
63СМ20К
|
| 180
|
Шлифовать наружный конус и прилегающий торец фланца окончательно.
|
Шлифовальный круг
|
ГОСТ
2447-83
|
ПВ
500´32´
203
|
25А20СМ1К5
|
| 190
|
Шлифовать внутренний конус Морзе окончательно.
|
Шлифовальный круг
|
ГОСТ
2447-83
|
ПВ
32´63´16
|
25А16С2К8
|
Таблица 4.2.
Станочные приспособления
| № оп.
|
Название операции
|
Наименование приспособления
|
| 010
|
Фрезерно-центровальная
|
Приспособление специальное
самоцентрирующее
|
| 020
040
070
|
Токарная с ЧПУ
|
Патрон трехкулачковый поводковый
Центр вращающийся ХМИЗ 7032-4002
|
| 030
|
Сверлильная
|
Патрон трехкулачковый поводковый
Люнет самоцентрирующий
|
| 050
|
Фрезерная с ЧПУ
|
Приспособление фрезерное специальное
|
| 080
|
Многоцелевая
|
Приспособление специальное
Самоцентрирующее
|
| 100
150
|
Шлифовальная
|
Поводок специальный
Люнет самоцентрирующий
|
| 110
160
|
Шлифовальная
|
Центр ГОСТ 13214-79
Подвижный центр ГОСТ 18260-72
Поводок специальный
|
| 120
180
|
Торцекруглошлифовальная
|
Центр ГОСТ 13214-79
Подвижный центр ГОСТ 18260-72
|
| 130
190
|
Внутришлифовальная
|
Патрон поводковый
Люнет самоцентрирующий
|
| 170
|
Суперфинишная
|
Патрон поводковый
Центр вращающийся
|
Контрольный инструмент выбран по [16,26] и приведен в табл.4.3.
Таблица 4.3.
Контрольный инструмент
| № оп.
|
Название операции
|
Наименование инструмента
|
| 010
|
Фрезерно-центровальная
|
Штангенциркуль ШЦ-III-240-710-0,05 ГОСТ 166-80
Калибр-втулка конусная с индикатором
|
| 020
|
Токарная с ЧПУ
|
Штангенциркуль ШЦ-III-240-710-0,05 ГОСТ 166-80
ШЦ-II-250-0,05 ГОСТ 166-80
Скобы индикаторные СИ ГОСТ 11098-75
|
| 030
|
Сверлильная
|
Калибр пробка
|
| 040
|
Токарная с ЧПУ
|
Штангенциркуль ШЦ-III-240-710-0,05 ГОСТ 166-80
ШЦ-II-250-0,05 ГОСТ 166-80
Скобы индикаторные СИ ГОСТ 11098-75
Калибр пробка ГОСТ 2849-77
Штангенглубиномер ШГ 0-250 ГОСТ 162-80
|
| 050
|
Фрезерная с ЧПУ
|
Штангенциркуль ШЦ-III-240-710-0,05 ГОСТ 166-80
ШЦ-II-250-0,05 ГОСТ 166-80
Калибр пробка
|
| 070
|
Токарная с ЧПУ
|
Кольцо ПР 8211-0142 по ГОСТ 17763-72
Кольцо НЕ 8211-0142 по ГОСТ 17764-72
|
| 080
|
Многоцелевая
|
Пробка резьбовая
|
| 100
150
|
Шлифовальная
|
Калибр-втулка конусная с индикатором
|
| 110
160
|
Шлифовальная
|
Скобы рычажные СР ГОСТ 11098-75
Микрометр
|
| 120
180
|
Торцекруглошлифовальная
|
Скобы рычажные СР ГОСТ 11098-75
Микрометр
|
| 130
190
|
Внутришлифовальная
|
Калибр по ГОСТ 2849-77
|
| 170
|
Суперфинишная
|
Скобы рычажные СР ГОСТ 11098-75
|
Состав технологического оборудования определяем по [5,20,21] и сводим в табл. 4.4.
Таблица 4.4.
Технологическое станочное оборудование
| №
оп
|
Название
|
Модель
станка
|
Техническая характеристика
|
| n,
мин-1
|
S,
мм/об
мм/мин*
|
N,
кВт
|
Размеры
обрабатываемой
детали, мм
|
Габаритные
размеры
LхВхН , мм
|
| D
|
L
|
| 010
|
Фрезерно-центровальная
|
Фрезерно-центровальный п/а МР-73М
|
фр.
125-712
св.
238-1125
|
фр.
20-400*
св.
20-300*
|
16
|
25-125
|
500-1250
|
3790х1630х1740
|
| 020
040
070
|
Токарная с ЧПУ
|
Токарный станок с ЧПУ 16К20Ф305
|
3,5-1600
|
Поп.1-600
Пр.1-1200
|
10
|
200
|
1000
|
3300х1710х1600
|
| 030
|
Сверлильная
|
Горизонтальный станок для глубокого сверления
ОС-5222
|
20-2000
|
4-300*
|
7,5
|
Отв.40
|
800
|
5320х2165х1700
|
| 050
|
Фрезерная с ЧПУ
|
Вертикально-фрезерный консольный станок с ЧПУ 6Р13РФ3
|
40-2000
|
7,5-600*
|
7,5
|
Стол
400 х 1600
|
2350х3200х2360
|
| 080
|
Многоцелевая
|
Горизонтальный сверлильно-фрезерно-расточной станок с ЧПУ 6906ВФ3
|
Инстр.
32-1600
|
8-160*
|
8
|
Стол
630 х 800
|
3100х2500х2500
|
| 100
150
|
Шлифовальная
|
Горизонтально-доводочный
п/а 3925Р
|
50-1250
|
-
|
0,6х2
|
6-200
|
50-1000
|
2250х880х1200
|
| 110
160
|
Шлифовальная
|
Круглошлифо-вальный станок с ЧПУ 3М163Ф2Н1В
|
40-400
|
Поп.
0,02-1,2*
|
14
|
150
|
120
|
5900х2950х220
|
| 120
|
Торцекругло-шлифовальная
|
Торцекругло-шлифовальный
станок 3Т161
|
63-400
|
Поп.
0,1-2*
|
14
|
250
|
650
|
3060х2460х1730
|
| 130
|
Внутришлифовальная
|
Внутришлифовальный станок 3А227
|
180-1200
инстр.
6250-18250
|
Поп.
0,3-0,9*
|
3
|
Отв.
20-100
|
Длина отв.
125
|
2500х1460х1650
|
| 170
|
Суперфинишная
|
Суперфинишный центровой станок 3871К
|
30-120
|
3
|
280
|
1400
|
3120х1460х1875
|
| 180
|
Торцекругло-шлифовальная
|
Торцекругло-шлифовальный
станок
ХШ4-11П
|
53-400
|
Поп.
5мкм
|
13
|
400
|
1200
|
4610х2245х1727
|
| 190
|
Внутришлифовальная
|
Внутришлифовальный станок
СШ-37
|
50-100
инст.
8000-24000
|
Поп.
1-5мкм
|
6,2
|
Отв.
20-100
|
Длина отв.200
|
4000х2050х1600
|
5. РАЗМЕРНЫЙ АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
5.1 Расчет диаметральных размеров
5.1.1 Расчет замыкающих звеньев
На основании плана изготовления детали “Шпиндель” строим схему для радиальных размеров (см. чертеж 03.М.15.421.08.000). По данной схеме составляем следующие уравнения для замыкающих звеньев:
[Z9
]20-1
=Е0
+Е90
140
+Е3610
140
+Е920-1
3610
-Е20-1
;
[Z14
]20-1
=И0
+Е3610
140
+Е1420-1
3610
-И20-1
;
[Z15
]20-1
=К0
+Е150
140
+Е3610
140
+Е1520-1
3610
-К20-1
;
[Z9
]20-2
=Е20-1
+Е920-1
3610
+Е920-2
3610
-Е20-2
;
[Z12
]20-2
=Ч20-1
+Е1220-1
3610
+Е1220-2
3610
-Ч20-2
;
[Z14
]20-2
=И20-1
+Е1420-1
3610
+Е1420-2
3610
-И20-2
;
[Z15
]20-2
=К20-1
+Е1520-1
3610
+Е1520-2
3610
-К20-2
;
[Z11
]20-2
=Х20-1
+Е1120-1
3610
+Е1120-2
3610
-Х20-2
;
[Z16
]40-1
=М0
+Е160
140
+Е3610
140
+Е1120-2
3610
+Е1640-1
(1120
1420
)-М40-1
;
[Z17
]40-1
/соs7o
7’30”=Л0
+Е170
140
+Е3610
140
+Е1120-2
3610
+Е1740-1
(1120
1420
)-Л40-1
;
[Z16
]40-2
=М40-1
+Е1640-1
(1120
1420
)+Е1640-2
(1120
1420
)-М40-2
;
[Z17
]40-2
/соs7o
7’30”= Л40-1
+Е1740-1
(1120
1420
)+Е1740-2
(1120
1420
)-Л40-2
;
[Z18
]40-2
/соs1o
30’= -Ы40-1
-Е1840-1
(1120
1420
)-Е1840-2
(1120
1420
)+Ы40-2
;
[Z8
]70
=Я20
+Е820
3610
+Е1120-2
3610
+Е3440
(1120
1420
)+Е870
(3440
3540
)-Я70
;
[Z10
]70
=Ю20
+Е1020
3610
+Е1120-2
3610
+Е3440
(1120
1420
)+Е1070
(3440
3540
)-Ю70
;
[Z13
]70
= Ф20
+Е1320
3610
+Е1120-2
3610
+Е3440
(1120
1420
)+Е1370
(3440
3540
)-Ф70
;
[Z9
]110
=Е20-2
+Е920-2
3610
+Е1120-2
3610
+Е(34100
35100
)(1120
1420
)+Е9110
(34100
35100
)-Е110
;
[Z11
]110
=Х20-2
+Е(34100
35100
)(1120
1420
)+Е11110
(34100
35100
)-Х110
;
[Z14
]110
= И20-2
+Е(34100
35100
)(1120
1420
)+Е14110
(34100
35100
)-И110
;
[Z16
]110
= М40-2
+Е1640-2
(1120
1420
)+Е(34100
35100
)(1120
1420
)+Е16110
(34100
35100
)-М110
;
[a16
]110
=М110
+Е16110
(34100
35100
)+Е(34100
35100
)(1120
1420
)+Е1640-2
(1120
1420
)-М40-2
+a16
60
;
[Z17
]120
/соs7o
7’30”=Л40-2
+Е1740-2
(1120
1420
)+Е(34100
35100
)(1120
1420
)+Е17120
(11110
14110
)--Л120
;
[Z18
]130
/соs1o
30’=-Ы40-2
-Е1840-2
(1120
1420
)-Е(34100
35100
)(1120
1420
)-Е18130
(11110
14110
)+Ы130
;
[Z9
]160
=Е110
+Е9110
(34100
34100
)+Е11110
(34100
35100
)+Е(34150
35150
)(11110
14110
)+
+Е9160
(34150
35150
)-Е160
;
[Z11
]160
=Х110
+Е(34150
35150
)(11110
14110
)+Е11160
(34150
35150
)-Х160
;
[Z14
]160
=И110
+Е(34150
35150
)(11110
14110
)+Е14160
(34150
35150
)-И160
;
[a9
]160
=Е160
+Е9160
(34150
35150
)+Е(34150
35150
)(11110
14110
)+Е11110
(34100
35100
)+
+Е(34100
35100
)(1120
1420
)+Е1120-2
3610
+Е920-2
3610
+Е20-2
+a9
60
;
[Z11
]170
=Х160
+Е11170
11160
-Х170
;
[Z14
]170
= И160
+Е14170
14160
-И170
;
[a11
]170
= a11
60
-Х20-2
+Е(34100
35100
)(1120
1420
)+Е11110
(34100
35100
)+
+Е(34150
35150
)(11110
14110
)+Е11160
(34150
35150
)+Е11170
11160
+Х170
;
[a14
]170
=a14
60
-И20-2
+Е(34100
35100
)(1120
1420
)+Е14110
(34100
35100
)+
+Е(34150
35150
)(11110
14110
)+Е14160
(34150
35150
)+Е14170
14160
+И170
;
[Z17
]180
/соs7o
7’30”=Л120
+Е17120
(11110
14110
)+Е(34150
35150
)(11110
14110
)+
+Е14160
(34150
35150
)+Е14170
14160
+Е17180
(11170
14170
)-Л180
;
[a17
]180
/соs7o
7’30”=a17
60
-Л40-2
+Е1740-2
(1120
1420
)+Е(34100
35100
)(1120
1420
)+Е11110
(34100
35100
)+
+Е(34150
35150
)(11110
14110
)+Е11160
(34150
35150
)+Е11170
11160
+Е17180
(11170
14170
)+Л180
;
[Z18
]190
/соs1o
30’=-Ы130
-Е18130
(11110
14110
)-Е(34150
35150
)(11110
14110
)-Е14160
(34150
35150
)-
-Е14170
14160
-Е18190
(11170
14170
)+Ы190
;
[a18
]190
/соs1o
30’=a18
60
+Ы40-2
-Е1840-2
(1120
1420
)-Е(34100
35100
)(1120
1420
)-Е11110
(34100
35100
)-Е(34150
35150
)(11110
14110
)-Е11160
(34150
35150
)-Е11170
11160
-Е18190
(11170
14170
)-Ы190
.
5.1.2 Определение припусков
Минимальный припуск на обработку радиальных размеров рассчитываем по формуле:
Zi min
=Rz i-1
+hi-1
, мм
(5.1.)
где, Rz
i
-1
– шероховатость обработанной поверхности полученной на предыдущем переходе;
hi
-1
– дефектный слой поверхности.
Rz
i
-1
и hi
-1
определяем по [ 7, с. 246, прил. 5]
Z9
20-1
min
=Z14
20-1
min
=Z15
20-1
min
=Z16
40-1
min
=Z17
40-1
min
/соs7o
7’30”=
=160+290=450мкм =0,45мм;
Z9
20-2
min
=Z12
20-2
min
=Z14
20-2
min
=Z15
20-2
min
=Z11
20-2
min
=Z16
40-2
min
=Z17
40-2
min
/соs7o
7’30”= Z18
40-2
min
/соs1o
30’=40+60=100мкм=0,1мм;
Z8
70
min
=Z10
70
min
=Z13
70
min
=1,2мм;
Z9
110
min
=Z11
110
min
=Z14
110
min
=Z16
110
min
=Z17
120
min
/соs7o
7’30”=Z18
130
min
/соs1o
30’= =20+30=50мкм=0,05мм;
Z9
160
min
=Z11
160
min
=Z14
160
min
=5+20=25мкм=0,025мм;
Z11
170
min
=Z14
170
min
=2,52+5,48=8мкм=0,008мм;
Z17
180
min
/соs7o
7’30”=Z18
190
min
/соs1o
30’=5+20=25мкм=0,025мм.
Глубину слоя насыщения при цементации газовой определяем по [ 7, с. 246, прил. 5] и принимаем a=1,1±0,1 мм.
Поле рассеивания припусков определяем по формулам:
w[Zi
]= , при n , при n 3 (5.2.) 3 (5.2.)
Или
w[Zi
]= , при n>3 (5.3.) , при n>3 (5.3.)
где, tD - коэффициент риска, характеризующий вероятность выхода отклонения замыкающего звена за пределы допуска. При проценте риска Р=0,27%, tD=3[ 7, с.66];
li
– коэффициент характеризующий соответствие закона рассеивания погрешности закону нормального распределения.
Для размеров не точнее IT9 –распределение Гаусса li
2
=1/9, для размеров - IT7,8 – закон Симпсона li
2
=1/6, для размеров IT5,6 - li
2
=1/3,
для отклонений формы и расположения –закон Релея li
2
=0,127;
xi
– передаточное отношение;
w[Z9
]20-1
= = 2,07мм; = 2,07мм;
w[Z14
]20-1
= = 2мм; = 2мм;
w[Z15
]20-1
= = 2,08мм; = 2,08мм;
w[Z9
]20-2
= = 0,13мм; = 0,13мм;
w[Z12
]20-2
= = 0,13мм; = 0,13мм;
w[Z14
]20-2
== 0,13мм;
w[Z15
]20-2
= = 0,15мм; = 0,15мм;
w[Z11
]20-2
== 0,13мм;
w[Z16
]40-1
= = 2,32мм; = 2,32мм;
w[Z17
]40-1
/соs70
7’30”= = =2,08мм; = =2,08мм;
w[Z16
]40-2
= = 0,16мм; = 0,16мм;
w[Z17
]40-2
/соs70
7’30”= = 0,14мм; = 0,14мм;
w[Z18
]40-2
/соs10
30’= = 0,11мм; = 0,11мм;
w[Z8
]70
= = 0,14мм; = 0,14мм;
w[Z10
]70
= = 0,14мм; = 0,14мм;
w[Z13
]70
= = 0,14мм; = 0,14мм;
w[Z9
]110
= = 0,084мм; = 0,084мм;
w[Z11
]110
= = 0,068мм; = 0,068мм;
w[Z14
]110
== 0,068мм;
w[Z16
]110
= = 0,1мм; = 0,1мм;
w[Z17
]120
/соs70
7’30”= = 0,08мм; w[Z18
]130
/соs10
30’= = 0,08мм; w[Z18
]130
/соs10
30’= = 0,068мм; w[Z9
]160
= = 0,068мм; w[Z9
]160
= = 0,041мм; = 0,041мм;
w[Z11
]160
= = 0,033мм; = 0,033мм;
w[Z14
]160
= = 0,033мм; = 0,033мм;
w[Z11
]170
=0,0095+0,0005+0,005=0,015мм;
w[Z14
]170
=0,0095+0,0005+0,005=0,015мм;
w[Z17
]180
/соs70
7’30”=
= = 0,033мм; = 0,033мм;
w[Z18
]190
/соs10
30’=
= = 0,041мм. = 0,041мм.
Определяем максимальные значения припусков по формуле:
Zmax
=Zmin
+w[Zi
], мм (5.4.)
Z9
20-1
max
=0,45+2,07=2,52мм;
Z14
20-1
max
=0,45+2=2,45мм;
Z15
20-1
max
=0,45+2,08=2,53мм;
Z9
20-2
max
= Z11
20-2
max
=Z12
20-2
max
=Z14
20-2
max
=0,1+0,13=0,23мм;
Z15
20-2
max
= 0,1+0,15=0,25мм;
Z16
40-1
max
=0,45+2,32=2,77мм;
Z17
40-1
max
/соs7o
7’30”=0,45+2,08=2,53мм;
Z16
40-2
max
=0,1+0,16=0,26мм;
Z17
40-2
max
/соs7o
7’30”=0,1+0,14=0,24мм;
Z18
40-2
max
/соs1o
30’=0,1+0,11 =0,21мм;
Z8
70
max
=Z10
70
max
=Z13
70
max
=1,2+0,14 =1,34мм;
Z9
110
max
=0,05+0,084=0,134мм;
Z11
110
max
=Z14
110
max
=0,05+0,068=0,118мм;
Z16
110
max
=0,05+0,1=0,15мм;
Z17
120
max
/соs7o
7’30”=0,05+0,08=0,13мм;
Z18
130
max
/соs1o
30’= 0,05+0,068=0,108мм;
Z9
160
max
=0,025+0,041=0,066мм;
Z11
160
max
=Z14
160
max
=0,025+0,033=0,058мм;
Z11
170
max
=Z14
170
max
=0,008+0,015=0,023мм;
Z17
180
max
/соs7o
7’30”=0,025+0,033 =0,058мм;
Z18
190
max
/соs1o
30’=0,025+0,041 =0,066мм.
Определяем средние значения припусков по формуле:
Zср
=Zmin
+w[Zi
]/2, мм (5.5.)
Z9
20-1
ср
=0,45+2,07/2=1,485мм;
Z14
20-1
ср
=0,45+2/2=1,45мм;
Z15
20-1
ср
=0,45+2,08/2=1,49мм;
Z9
20-2
ср
= Z11
20-2
ср
=Z12
20-2
ср
=Z14
20-2
ср
=0,1+0,13/2=0,165мм;
Z15
20-2
ср
= 0,1+0,15/2=0,175мм;
Z16
40-1
ср
=0,45+2,32/2=1,61мм;
Z17
40-1
ср
/соs7o
7’30”=0,45+2,08/2=1,49мм;
Z16
40-2
ср
=0,1+0,16/2=0,18мм;
Z17
40-2
ср
/соs7o
7’30”=0,1+0,14/2=0,17мм;
Z18
40-2
ср
/соs1o
30’=0,1+0,11/2=0,155мм;
Z8
70
ср
=Z10
70
ср
=Z13
70
ср
=1,2+0,14/2=1,27мм;
Z9
110
ср
=0,05+0,084/2=0,092мм;
Z11
110
ср
=Z14
110
ср
=0,05+0,068/2=0,084мм;
Z16
110
ср
=0,05+0,01/2=0,1мм;
Z17
120
ср
/соs7o
7’30”=0,05+0,08/2=0,09мм;
Z18
130
ср
/соs1o
30’= 0,05+0,068/2=0,084мм;
Z9
160
ср
=0,025+0,041/2=0,0455мм;
Z11
160
ср
=Z14
160
ср
=0,025+0,033/2=0,0415мм;
Z11
170
ср
=Z14
170
ср
=0,008+0,015/2=0,0155мм;
Z17
180
ср
/соs7o
7’30”=0,025+0,033/2=0,0415мм;
Z18
190
ср
/соs1o
30’=0,025+0,041/2=0,0455мм.
5.1.3 Определение операционных размеров
Определяем средние значения операционных размеров путем решения уравнений размерных цепей относительно неизвестных размеров. Знаки перед эксцентриситетами направлены на увеличение операционных размеров.
Ы190
ср
=(2Ыmin
+Т2Ы/2)/2=(44,399+0,025/2)/2=22,206мм;
Ы130
ср
=-Z18
190
ср
+Ы190
ср
-Е18130
(11110
14110
)-Е(34150
35150
)(11110
14110
)-Е14160
(34150
35150
)-
-Е14170
14160
-Е18190
(11170
14170
) =-0,0455+22,206-0,008-0,003-0,0005-0,0025=22,147мм;
Ы40-2
ср
=-Z18
130
ср
/соs1o
30’+Ы130
ср
-Е1840-2
(1120
1420
)-Е(34100
35100
)(1120
1420
)-
-Е18130
(11110
14110
)=-0,084+22,147-0,03-0,01-0,008=22,015мм;
Ы40-1
ср
= -Z18
40-2
ср
/соs1o
30’ +Ы40-2
ср
-Е1840-1
(1120
1420
)-Е1840-2
(1120
1420
) =
=-0,155+22,015-0,05-0,03=21,78мм;
Л180
ср
=(82,563+0,015/2)/2=41,285мм;
Л120
ср
=Л180
ср
+Z17
180
ср
/соs7o
7’30”+Е17120
(11110
14110
)+Е(34150
35150
)(11110
14110
)+
+Е14160
(34150
35150
)+Е14170
14160
+Е17180
(11170
14170
)=
=41,285+0,0415+0,01+0,005+0,003+0,0005+0,0025=41,348мм;
Л40-2
ср
=Л120
ср
+Z17
120
ср
/соs7o
7’30”+Е1740-2
(1120
1420
)+Е(34100
35100
)(1120
1420
)+
+Е17120
(11110
14110
)=41,348+0,09+0,02+0,01+0,01=41,478мм;
Л40-1
ср
=Л40-2
ср
+Z17
40-2
ср
/соs7o
7’30” +Е1740-1
(1120
1420
)+Е1740-2
(1120
1420
)=
=41,478+0,17+0,05+0,02=41,718мм;
Л0
ср
= Л40-1
ср
+ Z17
40-1
ср
/соs7o
7’30”+Е170
140
+Е3610
140
+Е1120-2
3610
+Е1740-1
(1120
1420
)=41,718+1,49+0,5+0,06+0,03+0,05=43,848мм;
Х170
ср
=(70+0,005/2)/2=35,0012мм;
Х160
ср
= Х170
ср
+Z11
170
ср
+Е11170
11160
=35,0021+0,0155+0,0005=35,018мм;
Х110
ср
= Х160
ср
+Z11
160
ср
+Е(34150
35150
)(11110
14110
)+Е11160
(34150
35150
)=
=35,018+0,0415+0,005+0,003=35,068мм;
Х20-2
ср
= Х110
ср
+Z11
110
ср
+Е(34100
35100
)(1120
1420
)+Е11110
(34100
35100
)=
=35,068+0,084 +0,01+0,01=35,172мм;
Х20-1
ср
= Х20-2
ср
+Z11
20-2
ср
+Е1120-1
3610
+Е1120-2
3610
=
=35,172+0,165+0,05+0,03=35,417мм;
И170
ср
=(75,010+0,005/2)/2=37,5062мм;
И160
ср
=И170
ср
+Z14
170
ср
+Е14170
14160
=37,5062+0,0155+0,0005=37,522мм;
И110
ср
=И160
ср
+Z14
160
ср
+Е(34150
35150
)(11110
14110
)+Е14160
(34150
35150
)=
=37,522+0,0415+0,005+0,003=37,572мм;
И20-2
ср
=И110
ср
+Z14
110
ср
+Е(34100
35100
)(1120
1420
)+Е14110
(34100
35100
)=
=37,572+0,084 +0,01+0,01=37,676мм;
И20-1
ср
= И20-2
ср
+Z14
20-2
ср
+Е1420-1
3610
+Е1420-2
3610
=
=37,676+0,22+0,05+0,03=37,976мм;
И0
ср
= И20-1
ср
+Z14
20-1
ср
+Е3610
140
+Е1420-1
3610
=37,976+1,45+0,06+0,05=39,536мм;
Е160
ср
=(62+0,019/2)/2=31,005мм;
Е110
ср
=Е160
ср
+Z9
160
ср
+Е9110
(34100
34100
)+Е11110
(34100
35100
)+Е(34150
35150
)(11110
14110
)+
+Е9160
(34150
35150
)=31,005+0,0455+0,02+0,01+0,005+0,01=31,096мм;
Е20-2
ср
=Е110
ср
+Z9
110
ср
+Е920-2
3610
+Е1120-2
3610
+Е(34100
35100
)(1120
1420
)+Е9110
(34100
35100
)=
=31,096+0,092+0,03+0,03+0,01+0,02=31,278мм;
Е20-1
ср
=Е20-2
ср
+Z9
20-2
ср
+Е920-1
3610
+Е920-2
3610
=31,278+0,165+0,05+0,03=31,523мм;
Е0
ср
=Е20-1
ср
+Z9
20-1
ср
+Е90
140
+Е3610
140
+Е920-1
3610
=
=31,523+1,485+0,5+0,06+0,05=33,618мм
М110
ср
=(132,835+0,06/2)/2=66,432мм;
М40-2
ср
=М110
ср
+Z16
110
ср
+Е1640-2
(1120
1420
)+Е(34100
35100
)(1120
1420
)+Е16110
(34100
35100
)=
=66,432+0,1+0,03+0,01+0,015=66,587мм;
М40-1
ср
=М40-2
ср
+Z16
40-2
ср
+Е1640-1
(1120
1420
)+Е1640-2
(1120
1420
)=
=66,587+0,18+0,06+0,03=66,857мм;
М0
ср
=М40-1
ср
+Z16
40-1
ср
+Е160
140
+Е3610
140
+Е1120-2
3610
+Е1640-1
(1120
1420
)=
=66,857+1,61+0,05+0,06+0,03+0,06=68,667мм;
К20-2
ср
=(90-0,14/2)/2=44,965мм;
К20-1
ср
=К20-2
ср
+Z15
20-2
ср
+Е1520-1
3610
+Е1520-2
3610
=44,965+0,175+0,06+0,03=45,23мм;
К0
ср
=К20-1
ср
+Z15
20-1
ср
+Е150
140
+Е3610
140
+Е1520-1
3610
=45,23+1,49+0,5+0,06+0,06=
=47,34мм;
Ч20-2
ср
=(72,5+0,12/2)/2=36,28мм;
Ч20-1
ср
=Ч20-2
ср
+Z12
20-2
ср
+Е1220-1
3610
+Е1220-2
3610
=36,28+0,165+0,05+0,03=36,525мм;
Я70
ср
=(56-0,12/2)/2=27,97мм;
Я20
ср
=Я70
ср
+Z8
70
ср
+Е820
3610
+Е1120-2
3610
+Е3440
(1120
1420
)+Е870
(3440
3540
)=
=27,97+1,27+0,05+0,03+0,02+0,03=29,37мм;
Ю70
ср
=(68-0,12/2)/2=33,97мм;
Ю20
ср
=Ю70
ср
+Z10
70
ср
+Е1020
3610
+Е1120-2
3610
+Е3440
(1120
1420
)+Е1070
(3440
3540
)=
=33,97+1,27+0,05+0,03+0,02+0,03=35,37мм;
Ф70
ср
=(75-0,12/2)/2=37,47мм;
Ф20
ср
=Ф70
ср
+Z13
70
ср
+Е1320
3610
+Е1120-2
3610
+Е3440
(1120
1420
)+Е1370
(3440
3540
)=
=37,47+1,27+0,05+0,03+0,02+0,03=38,87мм;
S2
70
ср
=64,5-0,2/2=64,4мм;
S2
50
ср
=S2
70
ср
+Z10
70
ср
=64,4+1,27=65,67мм
S3
70
ср
=71,5-0,2/2=71,4мм;
S3
50
ср
=S3
70
ср
+Z13
70
ср
=71,4+1,27=72,67мм;
S1
160
ср
=56,5-0,2/2=56,4мм;
S1
50
ср
=S1
160
ср
+Z9
110
ср
+ Z9
160
ср
=56,4+0,092+0,0455=56,538мм;
a16
110
ср
=М110
ср
+Е16110
(34100
35100
)+Е(34100
35100
)(1120
1420
)+Е1640-2
(1120
1420
)-М40-2
ср
+
+a16
60
ср
=66,432+0,015+0,005+0,03-66,587+1,1=1мм;
a9
160
ср
=Е160
ср
+Е9160
(34150
35150
)+Е(34150
35150
)(11110
14110
)+Е11110
(34100
35100
)+
+Е(34100
35100
)(1120
1420
)+Е1120-2
3610
+Е920-2
3610
+Е20-2
ср
+a9
60
ср
=
=31,005+0,01+0,005+0,01+0,01+0,03+0,03-31,278+1,1=0,9мм;
a11
160
ср
= a11
60
ср
-Х20-2
ср
+Е(34100
35100
)(1120
1420
)+Е11110
(34100
35100
)+
+Е(34150
35150
)(11110
14110
)+Е11160
(34150
35150
)+Е11170
11160
+Х170
ср
=
=1,1-35,172+0,01+0,01+0,005+0,003+0,0005+35,001=1мм;
a14
160
ср
=a14
60
ср
-И20-2
ср
+Е(34100
35100
)(1120
1420
)+Е14110
(34100
35100
)+
+ (34150
35150
)(11110
14110
) +Е14160
(34150
35150
)+Е14170
14160
+И170
ср
=
=1,1-37,676+0,01+0,01+0,005+0,003+0,0005+37,5062=1мм;
a17
180
ср
=a17
60
ср
-Л40-2
ср
+Е1740-2
(1120
1420
)+Е(34100
35100
)(1120
1420
)+Е11110
(34100
35100
)+
+Е(34150
35150
)(11110
14110
)+Е11160
(34150
35150
)+Е11170
11160
+Е17180
(11170
14170
)+Л180
ср
=1,1-41,478 +0,02+0,01+0,01+0,005+0,003+0,0005+0,0025+41,285=1мм;
a18
190
ср
=a18
60
ср
+Ы40-2
ср
-Е1840-2
(1120
1420
)-Е(34100
35100
)(1120
1420
)-Е11110
(34100
35100
)-
-Е(34150
35150
)(11110
14110
)-Е11160
(34150
35150
)-Е11170
11160
-Е18190
(11170
14170
)-Ы190
ср
=1,1+22,015-0,03-0,01-0,01-0,005-0,003-0,0005-0,0025-22,206=0,9мм.
Операционные размеры определяем по формулам:
2Аi
ном
=2Аi
ср
-Т2Аi
/2+ei , мм (5.6.)
или
2Аi
ном
=2Аi
ср
+Т2Аi
/2-es , мм (5.7.)
На всех операциях, кроме заготовительной и заключительных, значения допусков располагаем на уменьшение номинального размера т.е. es=0.
2Ы190
=44,399+0,025
мм;
2Ы130
=2*22,147-0,06/2=44,264»44,26+0,06 мм;
2Ы40-2
=2*22,015-0,1/2=43,98»44+0,1 мм;
2Ы40-1
=2*21,78 -0,16/2=43,48+0,16 мм;
2Л180
=82,563+0,015
мм;
2Л120
=2*41,348+0,046/2=82,719-0,046 мм;
2Л40-2
=2*41,478+0,14/2=83,026»83,03-0,14 мм;
2Л40-1
=2*41,718+0,22/2=83,546»83,55-0,22 мм;
2Л0
=2*43,848+4/2-2,7=86,996»87 мм; мм;
2Х170
=70+0,005 мм;
2Х160
=2*35,018+0,019/2=70,0455»70,046-0,019 мм;
2Х110
=2*35,068+0,046/2=70,159-0,046 мм;
2Х20-2
=2*35,172+0,12/2=70,404»70,4-0,12 мм;
2Х20-1
=2*35,417+0,2/2=70,934»70,9-0,2
мм;
2И170
=75 мм;
мм;
2И160
=2*37,522+0,019/2=75,0535»75,054-0,019 мм;
2И110
=2*37,572+0,046/2=75,167-0,046 мм;
2И20-2
=2*37,676 +0,12/2=75,41-0,12 мм;
2И20-1
=2*37,976+0,2/2=76,012 »76-0,2
мм;
2И0
=2*39,536+4/2-2,7=78,372»78 мм; мм;
2Е160
=62-0,019 мм;
2Е110
=2*31,096+0,08/2=62,232-0,046 мм;
2Е20-2
=2*31,278+0,12/2=62,62-0,12 мм;
2Е20-1
=2*31,523+0,2/2=63,1-0,2
мм;
2Е0
=2*33,618+4/2-2,7=66,536»66,5 мм; мм;
2М110
=133 мм; мм;
2М40-2
=2*66,587+0,16/2=133,254»133,25-0,16 мм;
2М40-1
=2*66,857+0,25/2=133,839»133,84-0,25 мм;
2М0
=2*68,667+4,5/2-3=136,584»137 мм; мм;
2К20-2
=90-0,14 мм;
2К20-1
=2*45,23+0,22/2=90,75-0,22 мм;
2К0
=2*47,34+4/2-2,7=93,98»94мм;
2Ч20-2
=72,5+0,12 мм;
2Ч20-1
=2*36,525+0,2/2=73,2-0,2
мм;
2Я70
=56-0,12 мм;
2Я20
=2*29,37+0,2/2=58,84»58,8-0,2
мм;
2Ю70
=68-0,12 мм;
2Ю20
=2*35,37+0,2/2=70,84»70,8-0,2
мм;
2Ф70
=75-0,12 мм;
2Ф20
=2*38,87+0,2/2=77,84»75,8-0,2
мм;
S2
70
=64,4-0,2
мм;
S2
50
=65,7-0,2
мм;
S3
70
=71,4-0,2
мм;
S3
50
=72,7-0,2
мм;
S1
160
=56,4-0,2
мм;
S1
50
=56,5 -0,2
мм;
5.2 Расчет линейных размеров и припусков табличный методом
Промежуточные припуски на механическую обработку выбираем по
[8, с.255]. Результаты расчета сводим в табл. 5.1.
Таблица 5.1.
Операционные размеры.
| № опер.
|
№ обрабаты-ваемой
поверхности
|
Размер по плану
обработки
|
Припуск на сторону,
мм
|
Допуск на операцион. размер, мм
|
Операцион-ный размер,
мм
|
| 010
|
110
710
|
А10
Д10
Д1
10
|
3,7
3,8
-
-
|
0,2
0,16
0,16
|
662±0,1
10,82±0,08
10,82±0,08
|
| 020
|
220-1
420-1
520-1
320-1
220-2
320-2
420-2
520-2
|
Т20-1
Ж20-1
В20-1
Р20-1
У20
С20
П20
О20
Т20-2
Р20-2
Ж20-2
В20-2
|
2,1
1,9
2,0
-
-
-
-
-
0,8
0,8
0,8
0,8
|
0,52
0,27
0,22
0,4
0,54
0,42
0,35
0,34
0,37
0,3
0,22
0,18
|
538,1±0,26
58,5±0,135
36,8±0,11
393,4±0,2
643±0,27
503±0,21
166,2±0,175
143,2±0,17
537,3±0,185
392,6±0,15
57,7±0,11
36±0,09
|
| 040
|
140-А
3440
740-В
640-1
1940
1940
640-2
3540
|
А40-А
Q40
А40-Б
Э40-1
Ш40
Щ40
Э40-2
Q1
40
|
1,0
-
1,0
2,0
-
-
0,8
-
|
0,37
0,1
0,3
0,3
0,2
0,2
0,2
0,1
|
661±0,185
37,61±0,05
660±0,15
648,4±0,15
550±0,1
525±0,1
647,6±0,1
43,15±0,05
|
| 100
|
34100
35100
|
Q100
Q1
100
|
0,2
0,2
|
0,08
0,08
|
37,81±0,04
43,35±0,04
|
| 110
|
4110
3110
|
Ж110
Р110
|
0,3
0,3
|
0,1
0,15
|
57,4±0,05
392,2±0,075
|
| 120
|
6120
|
Э120
|
0,3
|
0,2
|
647,2±0,1
|
| 150
|
34150
35150
|
Q150
Q1
150
|
0,1
0,1
|
0,05
0,05
|
37,91±0,025
43,45±0,025
|
| 160
|
2160
3160
4160
|
Т 160
Р160
Ж 160
|
0,3
0,1
0,1
|
0,15
0,08
0,05
|
536±0,075
392±0,04
57,2±0,025
|
| 180
|
6180
|
Э180
|
0,1
|
0,12
|
647±0,06
|
6. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ,
НОРМИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
6.1 Расчет режимов резания
6.1.1 Расчет режимов резания аналитическим методом
6.1.1.1 Исходные данные
На внутришлифовальном станке СШ-37 (операция 190) проводится окончательное шлифование отверстия под конус Морзе 5, Dmax
=44,399(+0,025
)мм.
Припуск под шлифование Z=0,132мм, материал заготовки 12ХН3А, твердость 59…63 HRCэ
, шероховатость после обработки Rа
=0,63мкм.
Шлифовальный круг: ПВ 32х63х13 25А16С2К8 ГОСТ 2447-83.
6.1.1.2 Глубина резания, мм
Принимаем глубину резания t=0,0025мм [9, с. 186]
6.1.1.3 Подача
Продольная подача в долях от ширины круга:
Sпр
=0,25…0,4 [9, с.187]
Принимаем Sпр
=0,3.
Поперечная подача – Sпоп
= t = 0,0025мм/дв.х.
6.1.1.4 Период стойкости круга, мин
Принимаем Т=10 мин.
6.1.1.5 Допускаемая скорость вращения обрабатываемой детали, м/мин
 , м/мин (6.1.) , м/мин (6.1.)
где, Dотв
– диаметр отверстия, мм;
t – глубина резания, мм;
S – продольная подача в долях от ширины круга;
C – коэффициент учитывающий условия обработки;
r, m, x, y – показатели степени;
Т – период стойкости круга.
С=0,05, r=0,5, m=0,6, x=0,9, y=0,9 [9, с. 182]
 =54,3 м/мин =54,3 м/мин
6.1.1.6 Частота вращения детали, мин-1
nд
= , мин-1
(6.2.) , мин-1
(6.2.)
nд
= =389 мин-1 =389 мин-1
Принимаем n=390 мин-1
т.к. на внутришлифовальном станке СШ-37
бесступенчатое регулирование частоты вращения детали в пределах
50…1000мин-1
.
6.1.1.7Частота вращения круга, мин-1
Определяем частоту вращение шлифовального круга при принятой скорости Vкр
=30…35 м/с.
nкр
=, мин-1
(6.3.) мин-1
(6.3.)
где, Dк
– диаметр круга, мм;
nкр
= =17914…20990 мин-1 =17914…20990 мин-1
По паспорту станка принимаем n=20000 мин-1
.
6.1.1.8 Скорость вращения круга, м/мин
 , м/мин (6.4.) , м/мин (6.4.)
 м/мин м/мин
6.1.1.9 Эффективная мощность при шлифовании, кВт
Nэ
=СN
.
Vд
r
.
tx
.
Sy
.
Dотв
g
.
K1
.
K2
, кВт (6.5.)
где, СN
– постоянная;
r, x, y, g – показатели степени;
K1
– поправочный коэффициент на твердость круга;
K2
– поправочный коэффициент на обрабатываемый материал;
СN
=0,3; r=0,35; x=0,4; y=0,4; g=0,3; [ 9, с. 184]
K1
=1,16; K2
=1,1 [ 9, с. 189]
Nэ
=0,3 .
54,30,35
.
0,00250,4
.
(0,3 .
63)0,4
.
44,3990,3
.
1,16 .
1,1=1,43 кВт
Nэ
=1,43 кВт< Nшп
= Nн
.
h=6,2 .
0,8=4,96 кВт
6.1.1.10 Основное время, мин
 , мин (6.6.) , мин (6.6.)
где, L – длина продольного хода стола, мм;
L = l – 0,3 .
Вк
, мм (6.7.)
где, l - длина шлифования, мм;
Bк
– ширина круга, мм;
L= 120-0,3.
63=101,1мм;
z – припуск под шлифование, мм;
t – глубина шлифования, мм;
K – поправочный коэффициент, К=1,5 [ 9, с. 212]
 =0,7 мин. =0,7 мин.
6.1.2 Расчет режимов резания табличным методом
Выбор режимов резания табличным методом проводим по [10], [11], [12],[13].
Исходными данными являются:
- снимаемый припуск;
- обрабатываемый материал;
- схема и условия обработки;
- паспортные данные станка.
Коррекционные формулы для режимов резания определяемых табличным методом приведены ниже.
Скорость резания:
V=Vт
.
Кv
, м/мин (6.8.)
где, Vт
– табличная скорость резания, м/мин;
Кv
– поправочный коэффициент на скорость резания.
Частота вращения:
 , мин-1
(6.9.) , мин-1
(6.9.)
где, D – обрабатываемый диаметр.
Фактическая скорость резания:
 , м/мин (6.10.) , м/мин (6.10.)
Длина рабочего хода:
Lрх
= Lрез
+ y, мм (6.11.)
где, Lрез
– длина резания, мм;
y – длина подвода врезания и перебега инструмента, мм.
Основное время.
На операциях шлифования:
 , мин (6.12.) , мин (6.12.)
где, h – снимаемый припуск, мм;
t – глубина резания, мм;
К – поправочный коэффициент на шлифование;
Sм
– минутная подача, мм/мин:
Sм
=S .
n , мм/мин (6.13.)
На операциях фрезерования
 , мин (6.14.) , мин (6.14.)
где, Sм
– минутная подача, мм/мин:
Sм
=Sz
.
n .
z, мм/мин (6.15.)
где, Sz
– подача на один зуб фрезы, мм/зуб;
z – количество зубьев фрезы.
На остальных операциях:
 , мин (6.16.)
, мин (6.16.)
Режимы резания на операцию 170 Суперфинишную [18]:
Окружная скорость детали, в м/мин:
1 переход –15;
2 переход – 62,8;
3 переход – 125,6.
Частота осциллирования на всех переходах – 500 дв. ход./мин.
Величена хода осциллирования – 6мм.
Давление бруска , в МПа:
1 переход –0,5;
2 переход – 0,14;
3 переход – 0,1.
Основное время, мин:
1 переход –1,0;
2 переход –0,5;
3 переход – 0,5.
Расчеты сводим в табл. 6.1., 6.2., 6.3.
| №
операции
|
№ инструмента в револьверной
головке и его название
|
tmax
,
мм
|
S,
мм/об
|
Vт
,
м/мин
|
Кv
|
V,
м/мин
|
nр
,
мин-1
|
nпр
,
мин-1
|
Vд
,
м/мин
|
y,
мин
|
Lрх
,
мм
|
То
,
мин
|
SТо
,
мин
|
| 020
|
1-Проходной
2-Контурный
3-Для обработки резьбовых канавок
4-Для обработки угловых канавок
5-Канавочный
|
4
0,8
3
3
3
|
0,5
0,2
0,06
0,06
0,1
|
95
130
250
250
250
|
1,1
1,5
0,3
0,3
0,3
|
105
195
75
75
75
|
334
690
318
318
256
|
315
630
256
256
256
|
99,2
178
60,3
60,3
72,3
|
10
8
12
7
12
|
657
655
40
12
27
|
4,2
5,2
2,6
0,8
1,1
|
13,9
|
| 040
|
Установ 1
1-Проходной
2-Расточной
|
0,8
2
|
0,2
0,2
|
130
130
|
1,75
1,26
|
227,5
168,8
|
1207
1344
|
1000
1000
|
188,4
125,6
|
7
7
|
24
18
|
0,12
0,04
|
| Установ 2
1-Проходной
2-Контурный
3-Расточной
4-Расточной
5- Для обработки угловых канавок
6- Канавочный
|
2,77
0,8
3
0,21
3
3
|
0,3
0,2
0,3
0,2
0,06
0,08
|
95
130
120
130
250
250
|
1,1
1,5
1,0
1,26
0,3
0,3
|
105
195
120
168,8
75
75
|
304
565
955
1344
318
256
|
256
500
800
1250
256
256
|
72,3
172,7
100,5
157
60,3
72,3
|
10
8
10
7
7
6
|
98
85
230
133
10
11
|
1,28
0,85
0,96
0,5
0,65
0,54
|
4,94
|
| 070
|
1-Проходной
2-Резьбовой на М56
на М68
на М72
|
1,34
-
-
-
|
0,4
1,5
2
2
|
100
122
113
113
|
1,6
0,8
0,8
0,8
|
160
97,6
90,4
90,4
|
749,3
555
412
412
|
630
500
400
400
|
134,5
87,9
87,9
87,9
|
18
3
3
3
|
90
147
235
235
|
0,29
0,2
0,3
0,3
|
1,09
|
Таблица 6.1. Режимы резания на токарные операции
| № опе-
рации
|
№ пер.
|
tmax
,
мм
|
S,мм/
об
|
Sz
,мм/
зуб
|
Vт
,м/мин
|
Кv
|
V, м/
мин
|
nр
,
мин-1
|
nпр
,
мин-1
|
Sм
,мм/
мин
|
Vд
,м/мин
|
y,
мин
|
Lрх
,
мм
|
То
,
мин
|
SТо
,
мин
|
| 010
|
1
2
|
3,8
5/2
|
-
0,05
|
0,1
-
|
260
40
|
0,64
0,98
|
165,8
39
|
422
1242
|
400
900
|
-
320
|
157
28,3
|
25
4
|
114
17
|
0,36
0,38
|
0,74
|
| 030
|
-
|
38/2
|
0,2
|
-
|
80
|
-
|
80
|
670
|
630
|
-
|
75,3
|
20
|
680
|
5,4
|
5,4
|
| 050
|
1
2
3
|
0,5
3,5
3,5
|
-
-
-
|
0,1
0,05
0,05
|
40
69
69
|
1,14
0,64
0,64
|
45,6
44,4
44,4
|
1037
1414
1414
|
1000
1250
1250
|
200
125
125
|
44
39,2
39,2
|
10
2
2
|
91
30
20
|
3,3
0,24
0,16
|
3,7
|
| 080
|
1
2
3
|
9,5/2
0,3
-
|
0,12
0,35
1,25
|
-
-
-
|
28
18
10
|
1,1
0,59
-
|
30,8
10,6
10
|
967
338
315
|
800
315
315
|
-
-
-
|
25,6
9,9
10
|
10
6
2,2
|
32
28
24,2*2
|
2,33
1,75
0,86
|
4,94
|
Таблица 6.2. Режимы резания
Таблица 6.3.
Режимы резания на операции шлифования
| №
операции
|
№ пере-хода
|
t,
мм
|
tторц
,
мм
|
Sпрод
,
мм/
об
|
Sпрод
,
мм/
мин
|
Sпоп
,
мм/
ход
|
Sпрод.тор
,
мм/
об
|
Vд
,
м/мин
|
Vкруга,
м/
мин
|
nд
,
мин-1
|
Lрх
,
мм
|
То
,
мин
|
SТо
,
мин
|
| 100
|
-
|
0,3
|
-
|
0,025
|
6,25
|
-
|
-
|
31,4
|
250
|
4
|
0,8
|
0,8
|
| 110
|
1
2
3
4
|
0,134
0,118
0,118
0,15
|
-
0,4
0,4
-
|
20
20
20
-
|
1900
1900
1900
-
|
0,018
0,018
0,018
0,005
|
-
0,005
0,005
-
|
18,5
20,9
22,4
39,7
|
35
|
95
|
81
85
60
|
0,41
0,38+1,01
0,26+1,01
0,41
|
3,48
|
| 120
|
-
|
0,13
|
-
|
0,003*
|
0,435*
|
-
|
40
|
35
|
145
|
0,38
|
0,38
|
| 130
|
-
|
0,088
|
-
|
6
|
3150
|
0,005
|
-
|
35
|
35
|
270
|
78,5
|
0,66
|
0,66
|
| 150
|
-
|
0,2
|
-
|
0,015
|
3,75
|
-
|
-
|
31,4
|
250
|
4
|
1,07
|
1,07
|
| 160
|
1
2
3
|
0,066
0,058
0,058
|
0,3
0,2
0,2
|
40
40
40
|
2850
2850
2850
|
0,01
0,01
0,01
|
0,003
0,003
0,003
|
36,9
41,8
44,7
|
35
|
190
|
81
85
60
|
0,24+0,68
0,22+0,46
0,16+0,46
|
2,22
|
| 180
|
-
|
0,058
|
-
|
0,002*
|
0,35*
|
-
|
-
|
50
|
35
|
175
|
0,22
|
0,22
|
| Примечание: *
- врезное шлифование
|
6.2 Нормирование технологических операций
Нормирование производят на основании рассчитанного основного (машинного) времени на данной операции.
В серийном производстве определяют норму штучно-калькуляционного времени:
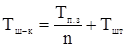 , мин (6.17.) , мин (6.17.)
где, Тп.з
– подготовительно-заключительное время на наладку, установку и настройку приспособлений, получение инструмента.
n – количество деталей в запускаемой партии, принимаем n=250 шт.
Тшт
– норма штучного времени:
Тшт
=То
+Тв
+Тоб
+Тот
, мин (6.18.)
где, То
– основное время на операцию;
Тв
– вспомогательное время:
Тв
=(Туст
+Тз.о
+Тупр
+Тизм
), мин (6.19.)
где, Туст
– время на установку и снятие заготовки;
Тз.о
– время на закрепление и открепление заготовки;
Тупр
– время на приемы управления;
Тизм
– время на измерение детали;
Тоб
– время на обслуживание (учитывается на шлифовальных
операциях):
Тоб
=Ттех
+Торг
, мин (6.20.)
где, Ттех
– время на техническое обслуживание;
Торг
– время на организационное обслуживание рабочего места;
Тот
– время на отдых, выбирается в процентах от оперативного
времени Топ
:
Топ
=То
+Тв
, мин (6.21)
Расчет технических норм времени по операциям сводим в табл. 6.4.
Таблица 6.4.
| №
операции
|
Название
|
То
|
Тв
|
Топ
|
Тоб
|
Тот
|
Тшт
|
Тп.з
|
n
|
Тш-к
|
| Туст
+Тзо
|
Тупр
|
Тизм
|
Ттех
|
Торг
|
| 010
|
Фрезерно-центровальная
|
0,74
|
1,0
|
0,32
|
0,3
|
2,36
|
-
|
-
|
0,12
|
2,48
|
18
|
250
|
2,55
|
| 020
|
Токарная
|
13,9
|
1,0
|
0,35
|
0,5
|
15,75
|
-
|
-
|
1,58
|
17,33
|
20
|
17,41
|
| 030
|
Сверлильная
|
5,4
|
1,4
|
0,9
|
0,5
|
8,2
|
-
|
-
|
0,3
|
8,5
|
14
|
8,56
|
| 040
|
Токарная
|
4,94
|
2,8
|
0,4
|
0,7
|
8,84
|
-
|
-
|
0,88
|
9,72
|
23
|
9,81
|
| 050
|
Фрезерная
|
3,7
|
1,1
|
0,35
|
0,5
|
5,35
|
-
|
-
|
0,64
|
6,05
|
25
|
6,15
|
| 070
|
Токарная
|
1,09
|
1,3
|
0,3
|
0,4
|
3,09
|
-
|
-
|
0,31
|
3,4
|
16
|
3,46
|
| 080
|
Многоцелевая
|
4,94
|
1,1
|
0,8
|
0,4
|
7,24
|
-
|
-
|
1,1
|
8,34
|
20
|
8,42
|
| 100
|
Шлифовальная
|
0,8
|
0,37
|
0,09
|
0,93
|
2,19
|
1,3
|
0,04
|
0,11
|
3,64
|
14
|
3,7
|
| 110
|
Шлифовальная
|
3,48
|
0,42
|
0,2
|
0,55
|
4,65
|
2
|
0,08
|
0,2
|
6,94
|
8
|
6,97
|
| 120
|
Торцекругло-шлифовальная
|
0,38
|
0,4
|
0,17
|
0,3
|
1,25
|
3,1
|
0,02
|
0,06
|
4,43
|
17
|
4,5
|
| 130
|
Внутришли-фовальная
|
0,66
|
0,45
|
0,15
|
0,5
|
1,76
|
1,2
|
0,03
|
0,09
|
3,08
|
17
|
3,15
|
| 150
|
Шлифовальная
|
1,07
|
0,37
|
0,09
|
1,1
|
2,63
|
1,3
|
0,04
|
0,13
|
4,1
|
14
|
4,16
|
| 160
|
Шлифовальная
|
2,22
|
0,41
|
0,2
|
0,5
|
3,34
|
2
|
0,06
|
0,17
|
5,57
|
14
|
5,63
|
| 170
|
Суперфинишная
|
2,0
|
0,42
|
0,12
|
0,5
|
3,04
|
-
|
-
|
0,3
|
3,34
|
10
|
3,44
|
| 180
|
Торцекругло-шлифовальная
|
0,22
|
0,4
|
0,17
|
0,35
|
1,14
|
3,5
|
0,02
|
0,06
|
4,72
|
17
|
4,79
|
| 190
|
Внутришли-фовальная
|
0,7
|
0,45
|
0,15
|
0,6
|
1,9
|
1,2
|
0,03
|
0,1
|
2,15
|
17
|
2,19
|
Сводная таблица технических норм времени по операциям
6.3 Оформление технологической документации
Заключительным этапом разработки технологического процесса является оформление документации, заполнение маршрутных и операционных карт, карт эскизов по [19].
Маршрутная карта является основным и обязательным документом для любого технологического процесса и заполняется по ГОСТ 3.1118 - 82, на бланке формы 1.
Операционная карта заполняется по ГОСТ 3. 1418 - 82, форма 3. В ней указывается содержание переходов, режимы резания, применяемые приспособления и инструмент.
Карта эскизов заполняется на каждую отдельную операцию и прикладывается к соответствующей операционной карте.
7. СОВЕРШЕНСТВОВАНИЕ ОПЕРАЦИЙ НА БАЗЕ НАУЧНЫХ ИССЛЕДОВАНИЙ
7.1 Анализ ситуации
Типовые операции шлифования детали “Шпиндель” содержат ряд недостатков, т.к. не учитывает некоторых особенностей обработки данной конкретной детали, а также последние достижения науки и практики машиностроения. С целью повышения эффективности шлифовальных операций ТП обработки “Шпинделя” проведем обзор различных способов достижения этого с решением следующих задач:
- усовершенствование метода обработки;
- усовершенствование режущего инструмента.
На базе решения этих задач спроектируем усовершенствованную шлифовальную операцию.
7.2 Совершенствование метода обработки
Одним из недостатков шлифовальной операции является низкая стойкость круга против засаливания, большой расход абразива на правку и высокая стоимость правящего инструмента, что в целом является причиной увеличения себестоимости операции шлифования.
Износ абразивных кругов приводит к снижению качества шлифованной поверхности и точности обработки, в виду чего необходима периодическая правка. При обычном абразивном шлифовании затраты времени и расход абразива, связанные с правкой круга, доходят до 60 - 70 % всех затрат на операцию обработки, а в некоторых случаях до 90 - 95 %.
Таким образом повышение стойкости абразивного круга – эффективный фактор повышения производительности труда и снижения себестоимости операции шлифования.
Для устранения этого недостатка воспользуемся каким – либо физическим эффектом или явлением, которое предотвратило бы процесс засаливания круга.
Нам представляется интересным явление наложения переменного магнитного поля на процесс шлифования.
Проведенные испытания [27] показали, что при наложении переменного магнитного поля имеет место повышение стойкости абразивных кругов в 2-3 раза, что объясняется разупрочнением шлифуемого материала в переменном магнитном поле. Разупрочнение сталей при динамическом воздействии на них переменным магнитным полем обусловлено подвижностью дислокаций. При указанном способе шлифования имеет место комбинированное механическое, магнитное, электропластическое, тепловое и вибрационное воздействие на обрабатываемый материал.
Сущность электроластического воздействия [28] состоит в повышении подвижности дислокаций под действием электронов проводимости и обусловлено индуцируемыми в заготовке вихревыми токами, плотность которых [29]
 , (7.1) , (7.1)
где, а=5300 - глубина скин - слоя; - глубина скин - слоя;
r - удельная проницаемость;
m - магнитная проницаемость;
f - частота;
b - ширина образца;
H - напряженность магнитного поля.
При работе в переменных магнитных полях насыщения (H = 360 кА/м) плотность тока на поверхности образца достигнет оптимальной, с точки зрения теории электропластического эффекта [30], величины 104
– 105
кА/м, что может служить объяснением повышения эффективности шлифования в переменном магнитном поле с повышением его напряженности.
Согласно теории дислокаций физики твердость тела механизмом деформации служит то или иное перемещение разного рода дислокаций, обладающих электрическим зарядом и взаимодействующих между собой, а также с включениями и примесными атомами, которые тоже могут иметь определенный заряд. Форменные стадии эволюции дислокационного ансамбля в процессе пластической деформации и разрушение непосредственно связаны с зарождением новых дислокаций, их движением, взаимодействием на препятствиях – стопорах. В области низких скоростей движения дислокаций напряжение пластического течения определяется взаимодействием их с препятствиями (включения, примесные атомы и др.), а в области более высоких скоростей – взаимодействием движущихся дислокаций с кристаллической решеткой.
Исследования показали, что наложение перемещенного магнитного поля при шлифовании приводит к снижению шероховатости на 30-90%. Указанное снижение шероховатости поверхности при шлифовании в переменном магнитном поле может быть объяснено разупрочнением шлифуемого материала, в результате чего пластическая деформация и стружкообразование могут происходить при меньших действующих нагрузках, а также сложным движением резания зерен абразивного круга в следствии сложения продольного движения подачи с колебательным движением.
Еще одним из недостатков процесса шлифования является высокая температура в зоне шлифования. Тепловые явления при шлифовании ухудшают физико-химическое состояние поверхностного слоя, что понижает работоспособность деталей. Охлаждение детали в целом не понижает существенно температуру в зоне контакта с абразивным кругом, поэтому структурные превращения все же происходят.
Концентрация тела в зоне обработки зависит от интенсивности теплообразования и от интенсивности теплоотвода.
Для уменьшения интенсивности теплообразования необходимо уменьшить скорость резания и силы резания, а это не приемлемо, так как связано с потерей производительности и увеличение шероховатости обработанной поверхности.
Интенсивность теплоотвода определяется способностью СОЖ отводить тепло из зоны резания. Теплоотводящая способность СОЖ будет зависеть от теплопроводности и теплоемкости СОЖ, скорости и давления подач СОЖ в зону контакта, расхода и температуры СОЖ.
Итак, для решения этой проблемы предлагаем использовать смазочно-охлаждающее технологическое средство (СОТС). В качестве СОТС - водяной пар [31]. В этом процессе повышенная температура не есть «абсолютное зло» и может являться от части положительным фактором, способствуя более быстрой диффузии и более быстрому установлению адсорбционного равновесия в граничном смазочном слое.
Струя пара, подводимого от парогенератора к зоне резания, представляет собой турбулентный поток двухфазной смеси: пара и взвешенных капель конденсата. Охлаждающий эффект СОТС не сводится к явлению чисто конвективного теплопереноса, а включает в себя опосредованное охлаждение, обусловленное смазочным эффектом.
Известно, что смазочное действие СОТС происходит главным образом путем проникновения смазочного материала на границу раздела стружка-инструмент через динамическую сеть межповерхностных капилляров. При рассмотрении единичного капилляра, представляющего собой канал, существующий на границе обрабатываемого и инструментального материалов, при подаче СОТС в парообразном состоянии исключается ступень жидкофазного заполнения капилляра, а проникновение осуществляется за одну стадию – стадию парового заполнения капилляра.
Для реализации смазочного действия СОТС в условиях резания, необходимо. Чтобы время протекания стадий процесса не превышало время существования капилляра, которое лимитируется скоростью схода стружки.
Таким образом, при сравнении полученных результатов [31] в случае паровой смазки по сравнению с жидкостью того же химического состава обеспечивается резерв времени для формирования смазочных адсорбционных пленок на стенках капилляра.
Было обнаружено, так же, что при охлаждении поливом, на кривой тепла охлаждения наблюдаются участки, на которых температура образца остается практически постоянной. Это свидетельствует о том, что паровая оболочка, которая обволакивает зону охлаждения, затрудняя попадание в нее новой порции жидкости при охлаждении паром такого явления не наблюдается, и температура образца снижается более равномерно. График зависимости износа инструмента от способа охлаждения приведен на рис. 7.1. Таким образом, эффективность парообразных СОТС объясняется повышением их смазочного действия вследствие усиления проникающей способности и исключения стадии жидкофазного проникновения. Парообразные СОТС по сравнению с жидкими обеспечивают более равномерное охлаждение, что благоприятно влияет на процесс шлифования и на процесс резания в целом. Применение СОТС в парообразном состоянии позволяет так же повысить стойкость инструмента.
Зависимость износа D от времени t
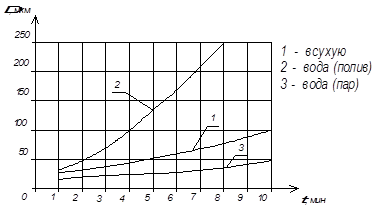
Рисунок 7.1.
7.3 Совершенствование режущего инструмента
Для повышения стойкости абразивного круга, улучшения качества обработанной поверхности и в целом повышения производительности труда и снижения себестоимости операции шлифования применим импрегнированный шлифовальный круг (пропитанный). Состав для импрегнирования шлифовального круга на керамической связке включает в себя поверхностно-активные вещества, химически активные вещества и растворитель [32]. В качестве химически активного вещества он содержит роданид закиси железа, в качестве поверхностно-активного вещества – полигмеколиевый эфир стеариновой кислоты (стеарокс – 6) и продукт взаимодействия 20м оксиэтилена и смесь жирных кислот (препарат ОС-20), а в качестве растворителя – воду при следующем соотношении компонентов, масс. %:
Роданид закиси железа 3-5
Полигмеколиевый эфир стеариновой кислоты (стеарокс - 6) 0,1-0,2
Продукт взаимодействия 20м оксиэтилена и смесь
жирных кислот (препарат ОС-20) 0,05-0,1
Вода остальное
В качестве совершенствования технологии обработки импрегнированными кругами предлагается способ контактно-эрозионного избирательного шлифования (КЭИШ). При этом способе одновременно с механической обработкой происходит внедрение в поверхностный слой заготовки частиц инородного материала, что позволяет получить обработанные поверхности с требуемыми эксплуатационными характеристиками [33].
Способ КЭИШ основан на использовании ряда научных положений и технических решений микрорезания в электромагнитном режиме; избирательного переноса в области контакта поверхностей деталей; внезонного способа охлаждения и очистки шлифовального круга.
При КЭИШ в отличии от шлифования стандартными и импрегнированными кругами, теплота выделяется в зоне шлифования избирательно и именно в тех местах, где дефектность (или плотность дислокаций) выше, чем в среднем по объему. В результате этого образуются микроучастки с высокой температурой (в тысячи раз большей, чем на соседних микроучастках), на которых крупные карбиды замещаются мелкими и притом занимающими определенное место, кроме того мелкие карбиды соединяются с металлической решеткой по правилам последовательности когерентной связи, которая не разрушает, а напротив упрочняет ее, так как карбиды «вплетаются» в решетку.
Таким образом, при КЭИШ обработанная поверхность получает одновременную оболочку с особыми свойствами. При этом поверхностный слой является упрочняющим каркасом, препятствующим появлению микротрещин.
При КЭИШ используют следующие импрегнированные круги: круг, пропитанный органическими и неорганическими импрегнаторами; круг с напыленными частицами металла; круг с импрегнатором, нанесенным на периферию в процессе обработки; круг с импрегнатором, внесенный в процессе изготовления круга.
КЭИШ может быть осуществлен в трех режимах: обычном и в двух режимах с подводом напряжения (анод – заготовка, катод – напыленный слой имрегнатора (меди) на шлифовальном круге и наоборот).
В последнем режиме частицы металла (меди) переносятся на обрабатываемую поверхность как в результате механического и теплового воздействия в зоне резания, так и благодаря однонаправленности поверхностных потенциалов обрабатываемого и напыленного материалов и внешней цепи. Поверхности, обработанные в этом режиме менее склонны к образованию неровностей в процессе контактирования тел под нагрузкой.
Зависимости шероховатости Ra
обработанной поверхности (а) и составляющих Ру
(б) и Рz
(в) силы резания от продолжительности шлифования t стандартным кругом 24А25СМ112К5 (кривые 1), кругом, импрегнированным кристаллической серой (кривые 2), кругом, импрегнированным частицами меди (заготовка – анод, напыленный слой – катод) (кривые 3), и то же (заготовка – катод, напыленный слой – анод)(кривые 4) представлены на рис. 7.2. Два первых способа – обычное шлифование ; два последних – КЭИШ.
Исследования [8] показали, что использование КЭИШ позволяет повысить эффективность шлифования в 2-4 раза, стойкость круга до 4,5 раз, снизить шероховатость обработанной поверхности, улучшить качество поверхностного слоя обработанных деталей, уменьшить концентрацию пыли и газов в зоне обслуживания в несколько раз.
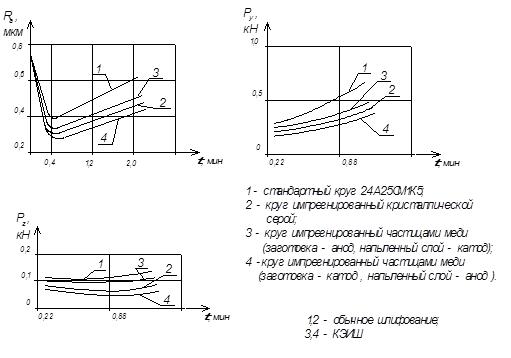
Рисунок 7.2
Температурное поле детали при резании быстро стремится к состоянию теплового насыщения; процесс устанавливается, и температура поверхности не меняется. Температурное поле детали в этом случае принято называть квазистационарным. Такое состояние наступает хотя и быстро, но не мгновенно. В начальный период температура повышается на участке АВ (рис.7.3)(период насыщения), а затем становится постоянной (при этом не учитываются колебания, вызываемые периодическим нарушением контакта).
Осциллограмма изменения температуры
поверхности при шлифовании сплошным кругом
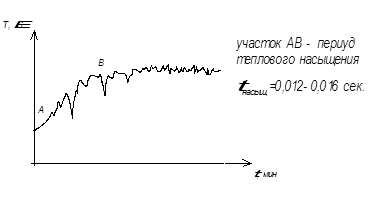
Рис. 7.3
Время теплового насыщения примерно равно 0,012-0,016 сек. Если продолжительность шлифования меньше времени теплового насыщения, то температура поверхности не достигает максимального значения, при котором образуется прижоги и ухудшаются свойства обработанной поверхности.
Для устранения этого недостатка сделаем процесс шлифования прерывистым. Реализовать данное предложение можно, сделав рабочую поверхность круга прерывистой, выполнив на ней пазы.
При этом встает вопрос о форме пазов, их количеств и размерах. Если выполнить пазы параллельными образующей круга, то круг будет работать с ударами. Возникает новое противоречие: рабочая поверхность круга должна быть прерывистой, чтобы избежать прижогов, и поверхность круга должна быть непрерывной, чтобы избежать ударов. Для этого разделим объект на части, выполняющие разные функции. Пусть круг в целом, выполняя шлифование, осуществляет постоянный контакт с заготовкой, а его рабочая поверхность в каждом сечении обеспечивает прерывистость шлифования. Чтобы поверхность круга в целом была при этом непрерывной, пазы выполняем наклонными (рис. 7.4.). Когда в одном сечении в контакте с заготовкой находится режущий выступ, в другом сечении в это время над шлифуемой поверхностью находится паз. В результате круг будет работать без ударов.
Таким образом, при прерывистом шлифовании каждая точка поверхности шлифуется несколькими режущими выступами. Температура поверхности в промежутках между резанием не успевает понизиться до исходной, а уменьшается лишь на 20-25%. Шлифование последующими режущими выступами круга существенно не повышает температуру в зоне резания, так как таблица снимаемого слоя уменьшается, снижая интенсивность теплового источника.
Были проведены также опыты по производительности прерывистого шлифования [34]. В результате этих исследований установлено, что при одном и том же показании нониуса станка истинный объем прерывистым кругом даже несколько больше, чем сплошным кругом. Объясняется это тем, что при шлифовании сплошным кругом отжим шпинделя получается больший, чем при шлифовании прерывистым кругом. Известно также, что при шлифовании в полезной работе участвуют далеко на все режущие зеркала, поэтому сохранение производительности при прерывистом шлифовании можно объяснить более равномерным распределением полезной нагрузки на оставшиеся зерна круга. Кроме того, уменьшается засаливаемость прерывистого круга и количество его правок. Прерывистое шлифование позволяет использовать форсированные режимы работы.
Рис. 7.4
Однако встает еще один вопрос о том, каким должно быть количество выступов. Из анализа проведенных опытов [34] следует, что шлифование сплошным кругом на всех режимах вызывает структурные превращения на глубину 140-170 мкм. Шлифование кругами с двумя и четырьмя вырезами не особенно улучшают качество поверхности. Обработка же кругами с двадцатью и с двадцать пятью вырезами существенно повышают качество поверхности (рис. 7.5.).
Зависимость степени отпуска N (сплошные линии) и глубины проникновения измененной структуры h (штриховые линии) от количества вырезов на круге
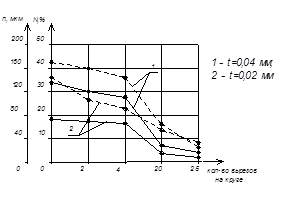
Рисунок 7.5
Оптимизируем характеристики круга. Шлифовальный круг содержит абразивный материал и связку.
С целью повышения производительности, снижения температуры шлифования и шероховатости обработанной поверхности предлагается абразивный инструмент с пористой структурой выполнить в виде соединенных керамической связкой полых сферических частиц абразивного материала и их осколков (рис. 7.6).
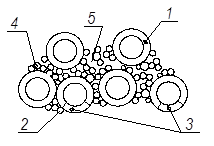
Рисунок 7.6
В процессе обработки полые сферические частицы 1 скалываются и в результате образуются дополнительные режущие грани 3, улучшающие режущую способность инструмента, а осколки абразивного материала 2 тем самым полируют обрабатываемую поверхность, что приводит к снижению шероховатости обработанной поверхности. Абразивный инструмент также содержит керамическую связку 4 и поры 5, а также выше указанные компоненты в следующем соотношении, об. %:
Полые сферические частицы абразивного материала 30-40
Осколки полых сферических частиц абразивного материала 15-35
Керамическая связка 7-13
Поры остальное
Характеристика шлифовального инструмента в виде условных знаков и символов предоставляет пользователю информацию о данном инструменте и его на эксплуатацию с максимальным эффектом. В зависимости от разновидности инструмента его характеристика включает в себя марку абразива, зернистость, содержание основной фракции, твердость и другие параметры. Отсутствие полной информации хотя бы об одном из параметров характеристики приводит к снижению производительности и качества шлифования, к повышенному износу инструмента, а так же способствует появлению прижогов и других негативных явлений. Поэтому целесообразно, чтобы характеристика содержала более полные сведения о свойствах, эксплутационных возможностях и области применения инструмента.
С этой точки зрения, существующая характеристика не вполне достаточна. В особенности это касается инструментов, изготовляемых из зерен, форму которых контролируют (сферокорунд, формокорунд), или из зерен, отсортированных по форме. Для таких инструментов (как, впрочем, и для обычных) важно знать форму зерен, которая оказывает непосредственное влияние на прочность, режущую способность и стойкость как самих зерен, так и инструмента в целом, а так же на качество обрабатываемой поверхности.
В исследованиях [36] приведены математические зависимости, отражающие взаимосвязь формы зерен (учитываемой коэффициентом КФ
) и усилия Р разрушения единичного зерна для абразивов разных марок и различной зернистости производства России и Германии (табл. 7.1.).
Выявленные зависимости представляют собой гиперболические функции. Форму зерна фиксировали коэффициентом Кф
, равным отношению диаметров описанной и вписанной окружностей проекции свободного зерна на плоскость перед его испытанием на прочность. В соответствии с этим определением Кф
> 1 или Кф
= 1 (идеальный случай). Чем больше коэффициент Кф
отличается от единицы, тем более вытянутую (пластическую) форму имеет зерно. И наоборот.
Таблица 7.1.
| Наименование абразива
|
Марка абразива и зернистость
|
Формула для расчета усилия разрушения зерна,Н
|
| Хромистый электрокорунд
|
93А125
|
Р=4,13+12,18/Кф
|
| Нормальный электрокорунд
|
NK125
|
Р=8,61+4,62/Кф
|
| Карбид кремния
черный
|
SKS125
|
Р=11,44+4,95/Кф
|
| Белый
электрокорунд
|
EK100
24A16
|
Р=6,48+4,59/Кф
|
| Хромтитанистый электрокорунд
|
95A63
|
Р=0,65+0,25/Кф
|
| Хромистый электрокорунд
|
RK63
|
Р=0,73+0,08/Кф
|
Анализ представленных в табл. 7.1. зависимостей показывает, что с уменьшением Кф
(т.е. с приближением формы зерна к изометрической конфигурации) прочность зерен возрастает. Так, например. Прочность зерен хромистого электрокорунда 93А125 (при уменьшении Кф
от средних значений 1,7 – 2,1 до 1,3) достигает прочности карбида кремния той же зернистости (в нормальном состоянии прочность этого электрокорунда в 2,2 раза меньше, чем у карбида кремния) это означает, что целенаправленно подбирая форму зерен, можно достаточно действенно корректировать их прочность, а получаемый при этом эффект может быть адекватен замене марки абразива.
Для исследования влияния формы зерен на работоспособность реальных шлифовальных кругов была изготовлена опытная партия кругов с разными характеристиками, отличающихся от стандартных кругов только наличием зерен, предварительно отсортированных по форме вибрационным способом рассева на фракции. Опытные круги были изготовлены по типовому ТП, чтобы исключить влияние на качество кругов каких-либо технологических особенностей, параллельно изготовляли круги из неотсортированных зерен, характеризуемых коэффициентом Кф.и.
исходной формы.
При сравнительных испытаниях [36] контролировали качество обработки и стойкость кругов. Результат испытаний (табл. 7.2.) подтвердили, что форма зерен значительно влияет на эксплуатационные свойства не только специальных, но, видимо, и обычных шлифовальных кругов. Это подтверждается также результатами анализа распределения зерен по форме для абразивов различных марок и зернистости (табл. 7.3.). Как видно, каждый абразив имеет свое распределение зерен по форме. Даже абразив оной марки, изготовленный разными заводами, может отличаться распределением зерен по форме, а значит, и своими физико-механическими и режущими свойствами. Кроме того, характер такого распределения зависит от зернистости абразива.
Таблица 7.2.
| Характеристика
типа круга
|

|
Результаты измерений
|
| КТ
|
КR
|
КD
|
| 24A16C1K6
|

|
3,9
|
1,5
|
1,3
(не круглость)
|
| 24A16CM16K5
|

|
1,5-2,7
|
2,0-3,2
|
1,0
|
| 24A16CM18K5
|

|
2,0
|
1,3
|
2,3
(волнистость)
|
| 24A16CM18K5
|

|
1,6
|
1,3
|
1,4
(волнистость)
|
Примечание: КТ
- коэффициент повышения стойкости круга;
КR
– коэффициент снижения шероховатости;
КD
- коэффициент уменьшения отклонения формы детали
Таблица 7.3.
| Зернистость
|
Марка
абразива
|
Распределение (%)зерен в абразиве по КФ
|
| от 1,0
до 1,4
|
св. 1,4 до1,8
|
св. 1,8 до2,2
|
св. 2,2 до 2,6
|
св. 2,6 до3,0
|
св. 3,0
|
| 160
|
ЭС
|
100
|
-
|
-
|
-
|
-
|
-
|
| 125
|
ЭС
93А
13А
NK
SKS
|
100
14
17
1
5
|
-
54
52
32
17
|
-
26
23
38
27
|
-
4
3
17
26
|
-
2
3
6
9
|
-
-
2
6
16
|
| 80
|
13A
NK
EK
SKS
|
14
-
1
2
|
49
25
30
20
|
31
31
37
35
|
5
25
22
16
|
1
7
7
10
|
-
12
3
17
|
| 63
|
RK
95A
|
8
8
|
62
22
|
16
22
|
6
14
|
4
18
|
4
16
|
| 40
|
13A
92A
NK
EK
SKS
|
8
3
4
5
3
|
56
44
12
18
17
|
23
41
12
18
17
|
5
7
31
17
25
|
5
3
14
24
17
|
3
2
18
17
13
|
Примечание: ЭС – сферокорунд;
13А и 92А – нормальный хромотитанистый электрокорунд;
остальные обозначения см. табл. 7.1
Таким образом, форма зерен существенно влияет на свойства шлифовальных кругов.
Данная характеристика позволяет более точно идентифицировать свойства шлифовального инструмента и эффективнее использовать его.
7.4 Морфологичесский анализ
Сущность данного метода состоит в следующем: в объекте выделяют основные элементы, для каждого элемента выбирают альтернативные вариант, комбинируя их между собой, получают техническое решение.
Таблица 7.4.
| Шлифовальный круг
|
Конструкция
|
Материал
|
Связи (связка)
|
| Режущая часть
|
Круглая
С канавкой
С фаской
С пазами
|
Электрокорунд
- белый
-хромистый
-титанистый
-сложнолегированный
Карбид кремния
-черный
-зеленый
|
Керамическая
Бакелитовая
Металлическая
Силикатная
Вулканитовая
|
Перемножив, количества альтернативных вариантов в каждом столбце таблицы, получим число возможных вариантов шлифовального круга, которое можно получить на основе составленной морфологической таблицы:
 (7.1.) (7.1.)
где, ki
– количество вариантов в i-том столбце;
N = 4 × 6 × 5= 120
В результате морфологического анализа имеем шлифовальный круг - режущая часть с пазами, изготовленный из сложнолегированного электрокорунда 91А на бакелитовой связке.
7.5 Оисание усовершенствованной операции
В частности на операции 120 Торцекруглошлифовальной предлагается использовать режущий инструмент – шлифовальный круг формы ЗП с наклонными пазами на поверхности, характеристики 91А25СМ27Б5. Шлифовальный круг импрегнируют составом, описанный в п. 7.3.1. Правка осуществляется алмазом в оправе.
Технический эффект от проведенных усовершенствований операции представлен в табл. 7.5.
Таблица 7.5.
Таблица усовершенствований шлифовальной операции
| Объект
усовершенствования
|
Применяемое
техническое
решение
|
Усовершенствованное техническое решение
|
Технический эффект
|
| Инструмент
|
Шлифовальный круг
|
Импрегнированный шлифовальный круг
|
Повышена стойкость инструмента, качество обрабатываемой поверхности и общая производительность
|
| Шлифовальный круг со сплошной рабочей поверхностью
|
Шлифовальный круг с прерывистой рабочей поверхностью (с наклонными пазами)
|
Предотвращение прижогов на обработанной поверхности
|
| Шлифовальный круг
|
Шлифовальный круг с пористой структурой из полых сферических частиц и их осколков
|
Повышение производительности, снижение температуры и шероховатости обработанной поверхности
|
8. ПАТЕНТНЫЕ ИССЛЕДОВАНИЯ
8.1 Обоснование необходимости проведения патентных исследований
Одним из путей совершенствования сверлильной операции 030 данного
дипломного проекта является совершенствование режущего инструмента. На данной операции должно применяется перовое сверло со сменной пластиной ГОСТ 2552-82. Усовершенствовать перовое сверло можно путем использования прогрессивных технических решений (ТР), созданных в последнее время. Выявить прогрессивные ТР, которые могут лечь в основу конструкции усовершенствованного сверла можно в результате патентного исследования уровня вида техники “Свёрла”. Использовать усовершенствованный объект можно только в том случае, если он обладает патентной чистотой в странах, где предполагается его использование. Установить, обладает ли усовершенствованный объект патентной чистотой, можно в результате его патентной экспертизы.
Для решения этих задач проведем исследования достигнутого уровня вида техники “Свёрла” и экспертизу патентной чистоты усовершенствованного объекта.
8.2 Описание объекта
Перовое сверло предназначено для чистовой обработки осевого отверстия детали шпиндель.
Перовое сверло (см. рис. 8.1) состоит из: державки 1, сменной пластины 2 и фиксирующего винта 3.
Перовое сверло

Рисунок 8.1
Для закрепления режущей пластины 2 в рабочем положении, ее устанавливают в паз державки 1 и закрепляют с помощью фиксирующего винта 3. Сверло устанавливается на одной оси с заготовкой и ему сообщается поступательное движение вдоль его оси, а заготовке вращательное. В результате режущая кромка 4 снимает с заготовки слой материала в виде стружки, которая сходит по передней поверхности 5. Недостатками сверла является неудовлетворительная стойкость и производительность обработки.
8.3
Исследование уровня вида техники “Свёрла”
8.3.1 Цель исследования
Целью исследования является: повышение стойкости сверла и производительности обработки путем изменения его конструкции.
8.3.2 Регламент поиска № 1
Задачей данного этапа является определение перечня исследуемых технических решений (ИТР), их классификационных индексов, минимальных ретроспективности (глубины) и широты патентного поиска, а также перечня источников информации, обеспечивающих достаточную полноту и достоверность исследования.
8.3.2.1 Определение ИТР
Перовое сверло содержит следующие ТР:
а) Сверло, общая компоновка;
б) режущая пластина;
в) материал режущей пластины;
г) обработка методом сверления;
д) способ изготовления сверла.
Для достижения цели исследования повышение стойкости сверла и производительности обработки, будем исследовать ТР “Сверло, общая компоновка”.
8.3.2.2 Определение рубрики МКИ и индекса УДК
Определяем рубрики международной классификации изобретений (МКИ) ИТР: В 23 В 51/00 – 51/06 Сверла.
Индекс универсальной десятичной классификации (УДК) определяем по Указателю к УДК: 621.9 Обработка резанием
621.9.02 Режущий инструмент
621.951 Обработка сверлением.
8.3.2.3 Установление ретроспективности (глубины поиска)
Предполагая, что прогрессивные ТР были созданы в последние десятилетие, устанавливаем глубину поиска - 10 лет (1993г. - 2003 г.).
8.3.2.4 Выбор стран проверки
Исследования проводим в отношении ведущих стран в области машиностроения: РФ (СССР), Великобритания, Германия, США, Франция и Япония.
8.3.2.5 Определение источников информации
В качестве источников информации принимаем следующую патентную документацию:
- бюллетень изобретений РФ;
- реферативный сборник ВНИИПИ “Изобретения стран мира”,
а так же следующую техническую литературу:
- реферативный журнал ВИНИТИ 14А “Резание металлов. Станки и
инструменты” (14 “Технология машиностроения”);
- журналы “Вестник машиностроения”, “Машиностроитель”, “Станки и
инструменты”, “Изобретатель и рационализатор”;
- книги и работы в области сверлильной обработки, обработки резанием,
режущего инструмента.
Данные п.п. 8.4.1 – 8.4.5 заносим в таблицу 8.1 “Регламент поиска № 1,2”.
8.3.3 Патентный поиск
Задача этапа – обеспечить достаточную полноту и достоверность исследования путём тщательного отбора и анализа патентно-технической информации.
Объект: Сверло.
Вид исследования:
1) исследование достигнутого уровня развития вида техники;
2) экспертиза усовершенствованного объекта на патентную чистоту.
Таблица 8.1
Регламент поиска № 1,2
| Предмет поиска
(ИТР)
|
Индексы МКИ
и УДК
|
Страны поиска
|
Глубина поиска,
лет
|
Источники
информации
|
| 1. «Сверло, общая компоновка»
|
МКИ:
В23В51/00
-
51/06
УДК:
621.9
621.9.02
621.951
|
РФ
Великобритания
Германия США
Франция
Япония
|
10
(1993- 2003)
|
Описания изобретений к авторским свидетельствам СССР и патентам РФ
|
| 2. «Сверло, общая компоновка»
|
В23В51/00
-
51/06
УДК:
621.9
621.9.02
621.951
|
РФ
|
20
(1983 - 2003)
|
Бюллетень
«Открытия и изобретения»
(Открытия, изобретения, промышленные образцы, товарные знаки)
Реф.сб. ВИНИТИ «Изобретения стран мира»
Реф. журнал ВИНИТИ 14А «Резание металлов. Станки и инструменты»
Журналы: «Вестник машиностроения», «СТИН»
|
8.3.3.1 Отбор документации, имеющей отношение к исследуемому
техническому решению
Просматриваем источники информации в соответствии с регламентом. Отбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР ”Сверло, общая компоновка”. По отобранным документам знакомимся с рефератами, формулами и чертежами изобретений. Сведения о технических решениях, имеющих отношение к ИТР ”Сверло, общая компоновка”, заносим в таблицу 8.2.
8.3.3.2 Анализ сущности отобранных технических решений
Изучаем сущность отобранных ТР по сведениям, содержащимся в таблице 8.2, а также по текстам патентных описаний, статей и т. п. Если ТР решает принципиально другую задачу, чем повышение стойкости инструмента, то документ исключаем из рассмотрения. Если ТР решает ту же задачу (аналог ИТР), документ включаем в перечень для детального анализа, делая отметку об этом в таблице 8.2.
Таблица 8.2.
Патентная документация, отобранная для анализа
| Предмет
поиска
(ИТР)
|
Страна выдачи, вид и номер охранного документа, рубрика МКИ (УДК)
|
Автор, заявитель, страна, дата приоритета, дата публикации, название
|
Сущность технического
решения и цель его создания
|
Подлежит (не подлежит) детальному анализу при исследовании
|
| Уровня
|
Чистоты
|
| 1) Общая
компоновка
|
РФ (СССР)
А.с. №1804972
В 23 В 51/06
|
Г.Ф. Халин,
А.В. Рудаков
РФ 30.03.93г
Инструмент для сплошного сверления
|
Целью изобретения является повышение стойкости инструмента за счет уменьшения вибраций при сверлении.
Инструмент для сплошного сверления, содержит установленный в корпусе 1 сменный резцовый блок 2 с каналами 3 для отвода смазывающе-охлаждающего состава, образующими в блоке две секции, и направляющие элементы 4. Одна из секций резцового блока жестко закреплена в корпусе винтами 5, а другая имеет возможность относительного перемещения.
|
да
|
да
|
| 2) то же
|
РФ (СССР)
А.с. №1713761
В 23 В 51/06
|
Д.К. Маргулис,
С.Б. Ивлев
РФ 23.02.93г Одностороннее сверло для глубокого сверления
|
Цель изобретения – расширение технологических возможностей инструмента и повышение экономичности обработки.
Сверло состоит из корпуса 1 с выполненной в нем канавкой 2 для отвода стружки, вымываемой СОЖ, которая подводится через внутренний канал 3 в корпусе. Многогранная поворотная режущая пластина 4 помещается в гнезде 5 корпуса 1 и закрепляется зажимным винтом 6. На периферии корпуса установлена неподвижная направляющая 7. Вторая, регулируемая направляющая 8 со сферической головкой неподвижно закреплена на шпильке 9, ввернутой в корпус 1 и зафиксированной стопорящим винтом 10.
|
да
|
да
|
| 3) -//-
|
РФ (СССР)
А.с. № 1756742
В 23 В 51/04 B 23 B 51/06
|
Г.А. Радощекин
Е.Д. Мокроносов
РФ 25.09.93г.
Инструмент для обработки глубоких отверстий
|
Целью изобретения является повышение стойкости инструмента и качества обработки.
Инструмент для обработки глубоких отверстий, содержит режущую часть 1 и хвостовик 2 с выступом 3 беговой дорожкой 4, на которой установлены с возможностью качения упруго деформируемые цилиндрические втулки 5, размещенные в сепараторе 6.
|
да
|
да
|
| 4) -//-
|
РФ (СССР)
А.с. №1748969
В 23 В 51/00
|
А.Л. Арикян,
С.С. Фотти,
Д.И. Кавлак
РФ 23.07.93г.
Инструмент для обработки отверстий
|
Целью изобретения является повышение точности изготовления инструмента.
Инструмент для обработки отверстий, содержит размещенную в корпусе сменную инструментальную вставку с закрепленными на ней неперетачиваемыми режущими пластинами, при этом в корпусе выполнено гнездо на его торцовой поверхности, имеющее плоскую, опорную площадку, сопряженную с плоской опорной площадкой инструментальной вставки два выступа с параллельными опорными поверхностями, перпендикулярными упомянутой опорной площадке и расположенными вдоль режущих кромок пластин, и третий выступ с опорной поверхностью, перпендикулярной опорным поверхностям двух упомянутых выступов. Сменная инструментальная вставка представляет собой основание, поверхность которого, расположенная противоположно опорной площадке, выполнена V-образной, и торцовую накладку, сопряженную с V-образной поверхностью, при этом в накладке выполнены гнезда для размещения неперетачиваемых режущих
|
да
|
да
|
| пластин, а боковые поверхности накладки сопряжены с параллельными и перпендикулярными поверхностями выступов корпуса. Третий выступ выполнен в виде планки, жестко связанной с корпусом.
|
| 5) -//-
|
РФ (СССР)
А.с. №1816481
В 23 В 51/06
|
Ю.С. Галустьян,
Г.К. Нестеров
РФ 23.05.93г.Сверло для глубокого сверления
|
Целью изобретения является повышение стойкости сверла и производительности обработки Сверло для глубокого сверления, содержит - корпус 1 с каналом для отвода смазывающего охлаждающего состава и стружки, снабженный хвостовиком 2 , направляющие шпонки 4, 5и сменные резцы 6,7, установленные на корпусе на разных расстояниях от оси сверла. Сменные резцы, наиболее удаленные от оси сверла, расположены на большем расстоянии от торца хвостовика, чем сменные резцы, менее удаленные от оси сверла.
|
да
|
да
|
| 6) -//-
|
РФ
пат.№2090315
В 23 В 51/06
|
В.А. Седов,
А.К. Матафонов,
А.С. Быков
РФ 20.09.97г.
Сверлильная головка
|
Цель - повышение производительности и качества обработки деталей.
Сверлильная головка для глубокого сверления, содержит корпус 1с закрепленными на ней направляющими 2, сменную твердосплавную режущую пластину 3 и средство регулирования ее вылета, включающее подвижный от регулировочного винта блок 4с гнездом, в котором установлена режущая пластина 3. Блок установлен с возможностью поворота, а на его наружной поверхности выполнен паз 5, предназначенный для взаимодействия с буртиком 6, выполненным на поверхности регулировочного винта 7. Отвод СОЖ и стружки осуществляется через выполненный в корпусе отводной канал 8.
|
да
|
да
|
Эскизы аналогов
А.с. №1804972
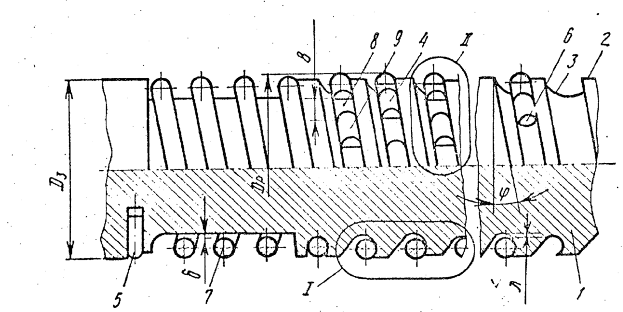
А.с. №1713761
А.с. № 1756742
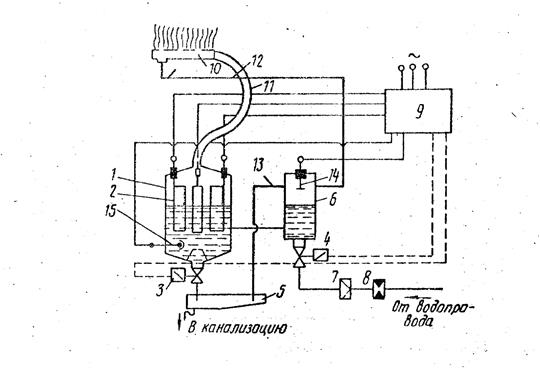
Рисунок 8.2
А.с. №1748969
Рисунок 8.3
А.с. №1816481
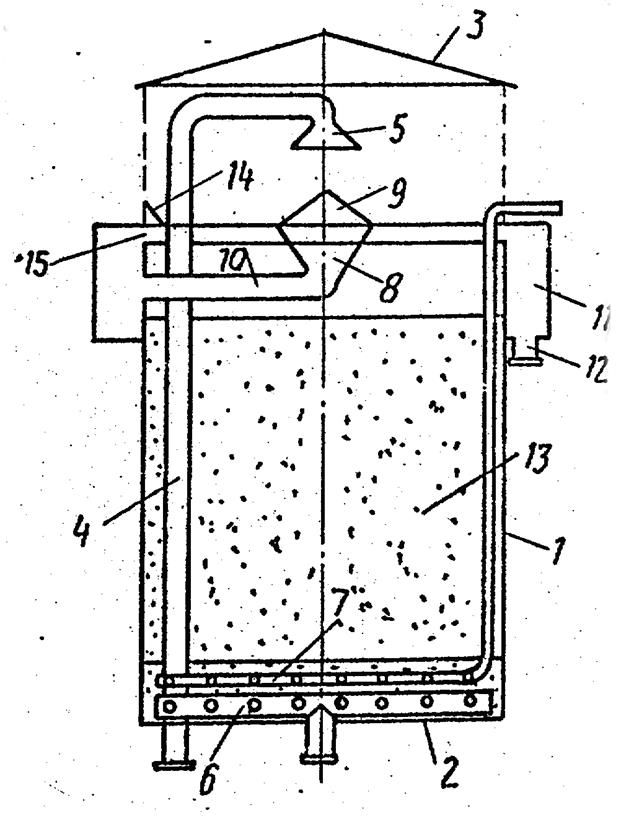
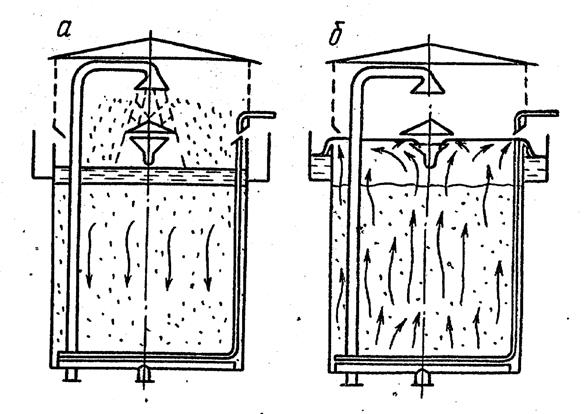
пат.№2090315
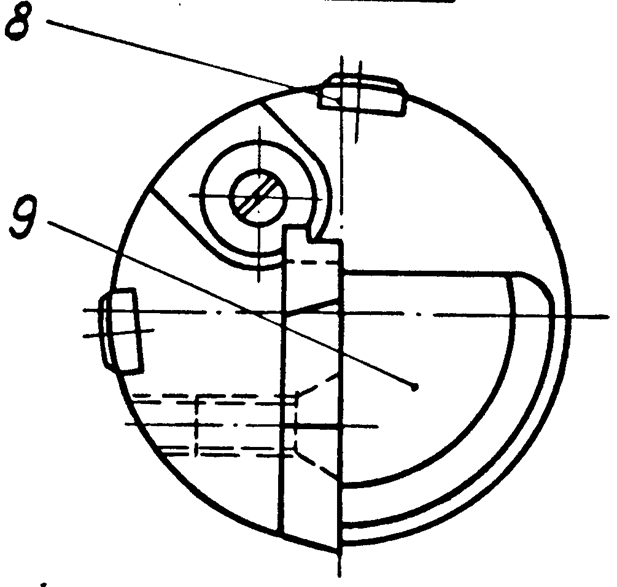
Рисунок 8.4
8.3.4 Анализ результатов поиска
Задача этапа – путём сопоставления преимуществ и недостатков ИТР и аналогов установить, какой из аналогов является наиболее прогрессивным.
8.3.4.1 Определение показателей положительного эффекта
Определяем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. Группируем показатели и заносим в таблицу 8.3.
8.3.4.2 Сопоставительный анализ преимуществ и недостатков ИТР и аналогов
Определяем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. Группируем показатели и заносим в графы 1-3 таблицы 8.3, после чего производим оценку обеспечения каждого показателя положительного эффекта в баллах по группам а) б) – от 0 до 5 баллов, по группам в) и г)– от –2 до 2 баллов. ИТР по каждому показателю выставляем оценку 0. Оценки заносим в табл. 8.3. Суммируем оценки по каждому аналогу. По наибольшей суммарной оценке по каждому аналогу выбираем аналог являющийся наиболее прогрессивным. Таким аналогом является сверло - авторское свидетельство РФ №1816481, авторы Ю.С. Галустьян, Г.К. Нестеров.
Таблица 8.3
Оценка преимуществ и недостатков аналогов
| группа
|
№
|
Показатели
положительного
эффекта
|
ИТР
|
РФ А.с.
№1804972
|
РФ А.с.
№1713761
|
РФ А.с.
№ 1756742
|
РФ А.с.
№1748969
|
РФ А.с.
№1816481
|
РФ пат.
№2090315
|
| А
|
1
|
Обеспечивающие достижение цели предполагаемым путем
Повышение стойкости сверла и производительности обработки путем изменения его конструкции.
|
0
|
2
|
3
|
3
|
3
|
4
|
4
|
| Б
|
Обеспечивающие достижение цели другими путями
|
0
|
-
|
-
|
-
|
-
|
-
|
-
|
| В
|
1
|
Улучшающие другие полезные свойства объекта
Надежность закрепления режущих элементов.
|
0
|
1
|
1
|
1
|
2
|
1
|
1
|
| г
|
1
2
3
|
Ослабляет вредные
свойства объекта
Упрощение конструкции
Уменьшает вибрации
Повышение точности
|
0
0
0
|
-1
2
0
|
-1
0
1
|
-2
2
2
|
-1
0
1
|
0
1
1
|
-1
0
2
|
| Суммарный положительный эффект
|
0
|
4
|
4
|
6
|
5
|
7
|
6
|
8.3.5 Описание усовершенствованного объекта
Сверло для глубокого сверления предназначено для чистовой обработки осевого отверстия детали шпиндель.
Сверло (см.рис. 8.5) состоит из корпуса 1 с хвостовиком 2 и внутренним каналом 3 для отвода стружки вместе с СОЖ, направляющих шпонок 4 и 5, центрального 6 и периферийного 7 сменных резцов. Центральный резец 6 установлен на 0,5…0,7 мм ближе к торцу хвостовика 2, чем периферийный резец 7. Направляющая шпонка 5 установлена напротив периферийного резца, а направляющая шпонка 4 установлена под центральным углом 90о
к направляющей шпонке 5. В осевом направлении шпонки 4 и 5 смещены относительно периферийного резца в сторону хвостовика на  мм. мм.
Сверло для глубокого сверления
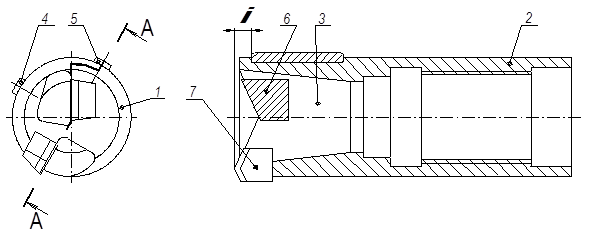 Рисунок 8.5 Рисунок 8.5
Сверло работает следующим образом. При сверлении первым в заготовку врезается периферийный резец 7, образуя в ней кольцевую канавку, а центральный резец 6 подрезает образующийся стержень. При этом силы резания прижимают направляющие шпонки 4 и 5 к стенкам обработанного участка отверстия. Равнодействующая радиальных и тангенциальных составляющих сил резания при таком расположении резцов и направляющих шпонок направлена через поверхность контакта направляющих шпонок с отверстием и опрокидывающего момента не создает. Образующаяся при сверлении стружка удаляется через канал 3.
8.4.
Экспертиза на патентную чистоту усовершенствованного объекта
8.4.1
Цель экспертизы
Целью экспертизы на патентную чистоту усовершенствованного объекта сверла является установление возможности его использования.
8.4.2 Регламент поиска № 2
8.4.2.1 Определение ИТР
В исследуемом объекте, усовершенствованном сверле выявляем ИТР:
а) в зависимости от объема выпуска или экспорта;
Сверло является объектом серийного производства. Поэтому для экспертизы на патентную чистоту оставляем все ТР, указанные в п. 8.3.2.1.;
б) в зависимости от сроков известности;
ТР “Материал режущей части”, “Обработка сверлением”, “Режущая пластина” и “Способ изготовления сверл” известны давно. Поскольку срок действия патента, защищающих эти ТР, истек, исключаем их из перечня для исследования.
ТР “Сверло, общая компоновка”, как видно из работы п.8.3, защищено действующим патентом. Оставляем его для исследования патентной чистоты.
8.4.2.2 Выбор стран проверки
Изготавливаться и использоваться сверло будет в РФ, их экспорт в другие страны не предполагается. Поэтому в качестве стран проверки принимаем только РФ.
8.4.2.3 Установление ретроспективности поиска
Глубина поиска при экспертизе патентной чистоты определяется сроком действия патентов в странах проверки. В соответствие с этим устанавливаем глубину поиска 20 лет.
8.4.3 Патентный поиск
Поиск проводим по методике, изложенной в п. 8.3.3. При этом используем полученные ранее результаты. Отбираем ТР, имеющие отношение к ИТР, для детального анализа, делая отметку об этом в табл. 8.2.
8.4.4. Анализ результатов поиска
8.4.4.1.
Выявление существенных признаков ИТР и аналогов
Выявляем существенные признаки ИТР “Сверло, общая компоновка”, группируем их и заносим в табл. 8.4. Наличие тех или иных признаков у ИТР отмечаем знаком “+” или “-” соответственно.
Таблица 8.4
Существенные признаки ИТР «Сверло, общая компоновка» и его аналогов
| Признаки ТР
|
ИТР
|
Аналоги
|
| А.с. №1804972
|
А.с. №1713761
|
А.с. № 1756742
|
А.с. №1748969
|
Пат.№2090315
|
| Группа признаков а): элементы
|
| 1) СМП
2) перетачиваемая пластина
3) направляющие
4) зажимной винт
5) стопорящий винт
6) сепаратор
7) беговая дорожка
8) упруго-деформируемая
втулка
9) накладка
10) вставка
11) сменный резцовый блок
12)поворотный блок
|
-
+
+
-
-
-
-
-
-
-
-
-
|
-
+
+
+
-
-
-
-
-
-
+
-
|
+
-
+
+
+
-
-
-
-
-
-
-
|
+
-
-
+
-
+
+
+
-
-
-
-
|
+
-
-
+
-
-
-
-
+
+
+
-
|
+
-
+
+
-
-
-
-
-
-
-
+
|
| Группа признаков б): форма элементов
|
| 1) двухсекционный резцовый блок
3) винт с буртом
|
-
-
|
+
-
|
-
-
|
-
-
|
-
-
|
-
+
|
| 1) механическое крепление СМП
2)пластины припаяны
3) сменные резцы, наиболее удаленные от оси сверла, расположены на большем расстоянии от торца хвостовика, чем сменные резцы, менее удаленные от оси сверла
|
-
+
+
|
-
+
-
|
+
-
-
|
+
-
-
|
+
-
-
|
+
-
-
|
| Группа признаков г): соотношение размеров
|
| Группа признаков д): материалы
|
| Группа признаков е): взаимосвязь элементов
|
| 1) СМП закрепляемая винтом
|
-
|
-
|
+
|
+
|
+
|
+
|
| Группа признаков ж): взаимодействие элементов
|
| 1)колебательное перемещение резцового блока во время работы
2)угловое перемещение блока при настройке
|
-
-
|
+
-
|
-
-
|
-
-
|
-
-
|
-
+
|
8.4.4.2Сопоставительный анализ признаков ИТР и аналогов
Сопоставляя совокупности признаков группы а) в таблице 8.4 аналогов и ИТР, видим, что в ИТР не использованы совокупности признаков по авторским свидетельствам № 1713761, № 1756742, № 1748969 и патенту №2090315. Эти авторские свидетельства и патенты исключаем из дальнейшего рассмотрения.
Сопоставляя далее совокупности признаков группы б), в), г), д), е) и ж) видим, что в ИТР не использованы совокупности признаков группы в) по авторскому свидетельству № 1804972.
Таким образом, в результате сопоставительного анализа выявляем, что ИТР “Сверло, общая компоновка” по авторскому свидетельству РФ. № 1816481 не попадает под действие патентов РФ.
Следовательно, усовершенствованное сверло обладает патентной чистотой в отношении РФ.
8.5 Заключение
Для организации производства усовершенствованного сверла в РФ нужно приобрести лицензию у владельцев авторского свидетельства РФ №1816481.
9. РАСЧЕТ И ПРОЕКТИРОВАНИЕ РЕЖУЩЕГО ИНСТРУМЕНТА
9.1 Исходные данные
Рассчитать и сконструировать сверло для обработки центрального отверстия детали шпиндель диаметром D = 38 +0,17
длиной 660 мм в заготовке – штамповке из стали 12ХН3А с НВ 240…260. Отверстие сверлится на горизонтальном станке для глубокого сверления ОС-5222.
9.2 Конструктивные параметры элементов сверла для глубокого сверления
Сверло включает в себя два основные элемента:
- головку;
- стебель;
Головку выполняют из материала 38ХН3МФА с припайными пластинами, материал ВК10-ОМ с двумя канавками под направляющие твердосплавные элементы и внутренним отверстием для отвода СОЖ.
Стебель сверла изготовляется из трубы высокой точности из стали 08Х18Н10Т ГОСТ 9941-81.
Наружный диаметр стебля принимаем dс.н.
= 35 мм.
Внутренний диаметр принимаем dс.в
= 21 мм.
Стебель соединяется с головкой посредством низкопрофильной прямоугольной резьбы с углом подъема 120
.
9.3 Геометрические элементы режущей части
Основные геометрические параметры заточки пластин определяем по [37, 38].
Форма заточки в плане определяется сочетанием углов j, j1
и (рис. 9.1.). Их величина зависит от диаметра сверла, свойств обрабатываемого материала и оказывает влияние на точность отверстий и качества обработанной поверхности.
Геометрическая заточка сверла для глубокого сверления
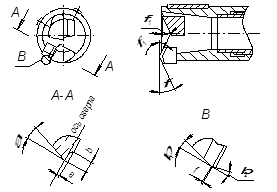
Рис. 9.1.
Значение параметров заточки выбираем по [38, с. 202, табл. 9.6]:
- главный угол в плане j = 25о
;
- угол j1
= 25о
;
- размер а=0,5 мм;
- размер b=1,8 мм;
- ленточка f=0,6мм;
- задний угол a=18о
;
- углы b1
=b2
= 15о
;
9.4 Предъявляемые требования к конструкции сверла
Технические требования к изготовлению сверла назначаем по [38]:
- рабочая часть головки шлифуется вместе с направляющими с допуском по Н8(-0.039
);
- стебель по f7( ); );
9.5 Проверочный расчет
Так как сверла в процессе резания испытывают нагрузку в виде момента резания и осевой силы то, проверка на прочность сводится к проверке на кручение и на сжатие.
 =113 МПа (9.1.) =113 МПа (9.1.)
где, [t] – предел прочности при кручении, МПа;
Мmax
- максимальный момент инерции при сверлении, Н.
м;
Wp
– осевой момент инерции, мм3
.
 , мм3
(9.2.) , мм3
(9.2.)
где ,  , характеристика кольцевого сечения, мм. , характеристика кольцевого сечения, мм.

 =4106,14 мм3 =4106,14 мм3
 , Н.
м (9.3.) , Н.
м (9.3.)
где, См
= 0,0345 – постоянная величина;
q = 2,0; y = 0,8 – показатели степени;
Кр
= 1,01 – коэффициент, учитывающий условия обработки;
S = 0,2 – подача, мм/об.
 138,85 Н.
м; 138,85 Н.
м;
 ,Н.
м (9.4.) ,Н.
м (9.4.)
где, n = 3 – коэффициент запаса прочности.
 Н.
м Н.
м
На сжатие:
 МПа (9.5.) МПа (9.5.)
где,  – осевая сила при сверлении, Н; – осевая сила при сверлении, Н;
А – площадь поперечного сечения, мм2
.
 , Н (9.6.) , Н (9.6.)
где, Ср
= 68 – постоянная величина;
q = 1,0; y = 0,7 – показатели степени.

Площадь поперечного сечения для кольца рассчитывается по формуле:
 , мм2
(9.7.) , мм2
(9.7.)
 мм2 мм2
Из проверочных расчетов видно, что условия прочности по кручению и сжатию выполняются, значит, принятые размерные параметры стебля сверла выбраны правильно.
10. РАСЧЕТ И ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ
10.1 Сбор исходных данных
Технологическая операция 50: Фрезерная. Фрезеровать шпоночный паз и два паза под стопорные многолапчатые шайбы.
Вид и материала заготовки – сталь 12ХН3А sв
=850 МПа после чистовой токарной обработки.
Инструменты – фреза шпоночная цельная Æ14 и Æ10 мм ГОСТ 9140-78. Материал режущей части – Р6М5.
Используемое оборудование. Вертикально-фрезерный консольный станок с ЧПУ 6Р13РФ3. Размер стола 400х1600 мм, мощность электродвигателя N=7,5 кВт, частота вращения 40- 2000 об/мин, подача стола 7,5-600 мм/мин.
Тип приспособления – СНП с пневматическим зажимом.
Теоретическая схема базирования представлена на рис.10.1.
Операционный эскиз
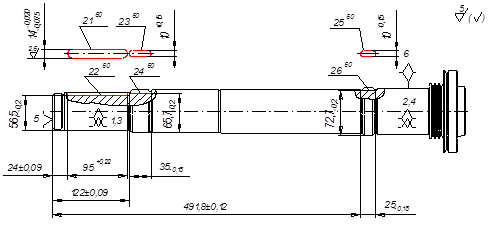
Рис.10.1.
10.2 Расчет усилий резания
Усилия резания рассчитываем на фрезерование паза под стопорную многолапчатую шайбу т.к. на этом переходе обработка осуществляется за один проход с глубиной резания t=3,5мм равной глубине паза.
Режимы резания(определены в пункте 6): S= 0,05мм/зуб, V=39,5м/мин, n=1250 мин –1
.
Силу резания рассчитываем по эмпирической формуле [23,с.282]:
 (10.1.) (10.1.)
где , Cp – постоянный коэффициент;
x,y,u,g,w – показатели степеней;
Kмp – коэффициент, учитывающий обрабатываемый материал:
 (10.2.) (10.2.)
x=0,86; y=0,72; u=1; g=0,86; w=0 ; Cp=68,2 [23,с. 286, табл.39]

Составляющие сил резания Рv
, Рh
определяем из соотношений, представленных в таблице [23, с.292, табл.42]
Из диапазона соотношений принимаем меньшие. В нашем случае:  =538 H, Ph
= =538 H, Ph
= = 162H, = 162H,  = = = 458H. = 458H.
10.3 Расчет усилий зажима
Схема закрепления заготовки, включающая схему установки заготовки. разработанную на основе теоретической схемы базирования, и схему составляющих силы резания для наихудшего случая их расположения представлена на рис.10.2.
Схема закрепления заготовки
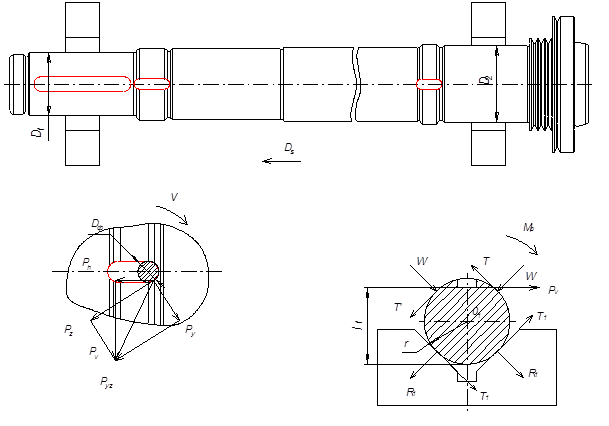
Рис.10.2
Определяем коэффициент запаса К по [24,c.382]:
 (10.3.) (10.3.)
где, К0
– гарантированный коэффициент запаса, К0
=1,5;
К1
– коэффициент, учитывающий неравномерность припуска, К1
=1,2;
К2
- коэффициент, учитывающий увеличение сил резания при затуплении инструмента К2
=1,2;
К3
– коэффициент, учитывающий прерывистость резания, К3
=1;
К4
– коэффициент, учитывающий постоянство сил закрепления, для механизированных ЗМ К4
= 1;
К5
– коэффициент, учитывающий эргономику немеханизированного ЗМ, К5
=1;
К6
– коэффициент, учитывающий наличие моментов стремящихся повернуть заготовку вокруг своей оси, К6
=1,5.
Подставляя в формулу 10.3., получим
K=1,5 .
1,2 .
1,2 .
1 .
1 .
1 .
1,5 =3,24
При расположении зуба фрезы в точке В сила Ph
стремиться провернуть заготовку относительно точки О1
, создавая момент, равный:
 (10.4.) (10.4.)
Повороту заготовки препятствуют силы трения Т , Т’ , Т1
и Т2
, возникающие за счет прижима заготовки к призмам:
Т=R.
f(10.5.)
где, f – коэффициенты трения в контакте призмы и прижима с заготовкой; принимаем f=f’=f1
=f2
=0,16.
Момент закрепления будет составлять:
 (10.6.) (10.6.)
Подставляя выражения (10.5.) в (10.6.), получим:

r1
и r2
– радиусы поверхностей устанавливаемых на призмы.
Приравняв  и и  и введя коэффициент запаса, получим формулу для расчета силы зажима. и введя коэффициент запаса, получим формулу для расчета силы зажима.
 (10.7.) (10.7.)

Аналогичным образом определяется, величена силы зажима, необходимая для удержания заготовки от сдвига вдоль её оси под действием силы:
 =Рh
(10.8.) =Рh
(10.8.)
Сдвигу заготовки препятствуют силы трения Т , Т’ , Т1
и Т2
, возникающие за счет прижима заготовки к призме. Сила закрепления будет составлять:
 ; ;
 (10.9.) (10.9.)
Приравняв  и и  и введя коэффициент запаса, получим формулу для расчета силы зажима: и введя коэффициент запаса, получим формулу для расчета силы зажима:
 Н (10.10.) Н (10.10.)
 Н Н
Из расчетов видно, что W’>>W’’, следовательно, для дальнейших расчетов принимаем W=W’=1606 Н.
10.4 Расчет зажимного механизма
Зажимной механизм, используемый в приспособлении показан на рис.10.3.
Зажимной механизм
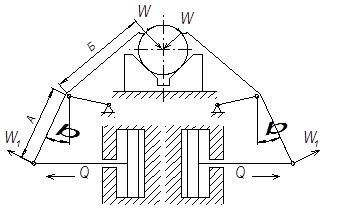
Рис. 10.3.
Усилие W1
, создаваемое пневмоцилиндром определяем из уравнения:
W1
=cosb.
Q(10.11.)
Сила зажима детали:
 (10.12.) (10.12.)
где, А, Б – длина плеч рычажного механизма (прихвата). А и Б определяем из компоновочной схемы: А=90мм, Б=120мм.
Находим усилие на штоке Q:
 (10.13.) (10.13.)
10.5 Расчет силового привода
В качестве силового привода выбираем двухсторонний пневмоцилиндр. Диаметр поршня определяем по формуле:
 , мм (10.14.) , мм (10.14.)
где, Q – усилие на штоке, Н;
р – усилие сжатого воздуха, р=0,63МПа;
h = 0,9 – КПД гидроцилиндра.
 мм. Принимаем D = 80мм. мм. Принимаем D = 80мм.
Погрешность установки шпинделя в приспособлении
∆εу
=0,5 TD(1+1/sin α), мм (10.15.)
∆εу
=0,5 0,14(1+1/sin90) = 0,14мм
10.6 Описание приспособления
СНП предназначено для базирования и закрепления заготовок цилиндрической формы при выполнении мелких фрезерных работ: фрезерование шпоночных, сегментных пазов, лысок и т.д на вертикально-фрезерном консольном станке с ЧПУ 6Р13РФ3.
Приспособление содержит основание 6 и плиту 8 на которых закрепляются установочные элементы выполненные в виде призм 10 и осевого упора – уголка 12 с опорой 27. Плита 8 имеет возможность осевого перемещения по направляющей в форме ласточкина хвоста. Зажимной рычажный механизм приспособления состоит из прижимов 9, рычагов 11, вилок 1,2 и четырех пневматических цилиндров двухстороннего действия.
Для базирования приспособления на столе станка применяются три шпонки 18 закрепленные в основание.
Приспособление работает следующим образом. На установочные элементы приспособления, в виде призмы и осевого упора, устанавливается заготовка до плотного касания с ними. При подаче сжатого воздуха в поршневую полость пневмоцилиндров рычаги поворачиваются, обеспечивая зажим заготовки.
Раскрепление заготовки производится в обратном порядке.
Переналадка приспособления осуществляется следующим образом:
1) в зависимости от длины заготовки плита 8 устанавливается в необходимое положение и закрепляется с помощью болтов. Точность положения плиты обеспечивается клином и винтом с буртиком.
2) при необходимости производится смена призм 10, которые базируются по коническим штифтам 33 и закрепляются с помощью болтов 19.
3) в качестве места для установки осевого упора может быть использован
Т-образный паз выполненный в основании 6.
11. ПРОЕКТИРОВАНИЕ МЕХАНИЧЕСКОГО УЧАСТКА
11.1 Исходные данные
Необходимо спроектировать механический участок для обработки детали «Шпиндель».
Годовая программа выпуска деталей Nг
= 10000 шт.
Участок работает в 2 смены по 8 часов. Тип производства – среднесерийный.
Техпроцесс изготовления детали с указанием номеров, наименований операций и штучного времени представлен в табл.11.1.
Таблица 11.1.
Технологический процесс изготовления «Шпинделя»
| Базовый вариант
|
Проектный вариант
|
| № оп.
|
Наименование
операции
|
Модель
оборудования
|
Тшт
мин
|
№ оп
|
Наименование
операции
|
Модель
оборудования
|
Тшт
мин
|
| 10
|
Фрезерно-центровальная
|
МР-73М
|
2,55
|
10
|
Фрезерно-центровальная
|
МР-73М
|
2,55
|
| 20
|
Токарная
|
16К20
|
24,1
|
20
|
Токарная
|
16К20Ф305
|
17,41
|
| 30
|
Сверлильная
|
ОС-5222
|
8,56
|
30
|
Сверлильная
|
ОС-5222
|
8,56
|
| 40
|
Токарная
|
16К20
|
13,6
|
40
|
Токарная
|
16К20Ф305
|
9,81
|
| 50
|
Фрезерная
|
6Р13РФ3
|
6,15
|
50
|
Фрезерная
|
6Р13РФ3
|
6,15
|
| 70
|
Токарная
|
16К20
|
5,3
|
70
|
Токарная
|
16К20Ф305
|
3,46
|
| 80
|
Многоцелевая
|
6906ВФ3
|
8,42
|
80
|
Многоцелевая
|
6906ВФ3
|
8,42
|
| 100
|
Шлифовальная
|
3925Р
|
3,7
|
100
|
Шлифовальная
|
3925Р
|
3,7
|
| 110
|
Шлифовальная
|
3М163Ф2Н1В
|
6,97
|
110
|
Шлифовальная
|
3М163Ф2Н1В
|
6,97
|
| 120
|
Торцекруглошлифовальная
|
3Т161
|
4,5
|
120
|
Торцекруглошлифовальная
|
3Т161
|
4,5
|
| 130
|
Внутришлифовальная
|
3А227
|
3,15
|
130
|
Внутришлифовальная
|
3А227
|
3,15
|
| 150
|
Шлифовальная
|
3925Р
|
4,16
|
150
|
Шлифовальная
|
3925Р
|
4,16
|
| 160
|
Шлифовальная
|
3М163Ф2Н1В
|
5,63
|
160
|
Шлифовальная
|
3М163Ф2Н1В
|
5,63
|
| 170
|
Шлифовальная
|
3Н163С
|
7,58
|
170
|
Суперфинишная
|
3871К
|
3,44
|
| 180
|
Торцекруглошлифовальная
|
ХШ4-11П
|
4,79
|
180
|
Торцекруглошлифовальная
|
ХШ4-11П
|
4,79
|
| 190
|
Внутришлифовальная
|
СШ-37
|
2,19
|
190
|
Внутришлифовальная
|
СШ-37
|
2,19
|
| 200
|
Моечная
|
Моечная
установка
|
1,0
|
200
|
Моечная
|
Моечная
установка
|
1,0
|
| 210
|
Контрольная
|
Специальная
контрольная
установка
|
2,5
|
210
|
Контрольная
|
Специальная
контрольная
установка
|
2,5
|
|  =114,35 =114,35
|
 =98,39 =98,39
|
11.2 Годовая программа запуска изделий:
 , шт (11.1.) , шт (11.1.)
где, Пг
– годовая программа выпуска изделий, шт.;
Зч
– плановый размер запасных частей в процентах к основной
программе, %, Зч
=2%;
Бр
– плановый размер потерь деталей на наладочный брак в процентах
к основной программе, %, Бр
=15%.
 шт. шт.
11.3 Годовая трудоемкость работ проектируемого участка:
 , (11.2.) , (11.2.)
где, Тшт
– штучное время по операциям, мин;
Пзап
– годовая программа запуска, шт;
m – количество технологических операций в производственном
процессе обработки изделий.
 мин.
шт. мин.
шт.
11.4 Установление режима работы участка, расчет фондов времени работы оборудования и бюджета времени одного рабочего
11.4.1 Номинальный годовой фонд времени работы оборудования
Фн
=(Дк
–В –П).
С.
Тсм
–Дпр
.
2 ,ч (11.3.)
где, Дк
– количество календарных дней, Дк
= 365;
В– количество выходных дней, Дв
= 104;
П – количество праздничных дней, Дп
= 10;
Дпр
– количество предпраздничных дней, Дпр
=7;
С – количество смен, С = 2;
Тсм
– продолжительность смены, Тсм
= 8 ч.
Фн
=(365 –104 –10).
2.
8 –7.
2 =4002ч.
11.4.2. Годовой эффективный фонд времени работы оборудования в
серийном производстве
Фэ
=Фн
.
Крем
.
Кз
, (11.4.)
где, Крем
– коэффициент учитывающий размер плановых потерь времени на
ремонт оборудования, Крем
=0,95;
Кз
– коэффициент, учитывающий среднюю загрузку оборудования по
времени, Кз
=0,85.
Фэ
=4002.
0,95.
0,9=3421,71ч.
11.4.3 Номинальный фонд времени одного рабочего
Фн.р
=(Дк
–В –П).
Тсм
–Дпр
,ч (11.5.)
Фн.р
=(365–104 –10).
8 –7=2001ч.
11.4.4 Годовой эффективный фонд времени одного рабочего
Фэ.р.
=Фн.р.
.
(1 –  ) , (11.6.) ) , (11.6.)
где, b – планируемый процент времени на отпуск рабочих, болезни и
т.д.,b=12 %.
Фэ.р.
= 2001.
(1 –  ) =1761ч. ) =1761ч.
11.5 Такт выпуска изделий
 , (11.7.) , (11.7.)
где, Фэ
– годовой эффективный фонд времени работы оборудования, час.;
Пзап
– годовая программа запуска, шт.
 . .
11.6 Расчет необходимого количества оборудования и рабочих мест
Количество оборудования и рабочих мест для каждой операции технологического процесса:
 , ,
(11.8.)
где, Тшт
– штучное время на выполнение технологической операции, мин.
Общее число единиц основного оборудования определяется как сумма из числа станков или рабочих мест по каждой операции технологического процесса:
 , ,
(11.9.)
где, m – число операций технологического процесса или число
наименований оборудования.
Коэффициент загрузки станков, как отношение расчетного числа оборудования к принятому:
 (1110.) (1110.)
Средний коэффициент загрузки основного оборудования участка:
 , (11.11.) , (11.11.)
где, Ср.общ
– общее, расчетное количество оборудования по всем операциям
технологического процесса;
Спр. общ
- общее, принятое количество оборудования по всем операциям
технологического процесса;
Расчет необходимого количества оборудования сводится в табл.11.2.
Таблица 11.2.
Расчет необходимого количества оборудования
| №
оп.
|
Базовый вариант
|
Проектный вариант
|
| Трудоемкость годовой программы, н.-час.
|
Годовой эффективный фонд времени оборудования
|
Расчетное число станков, Ср.
|
Принятое число станков, Ср.
|
Коэффициент загрузки оборудования, Кз.
|
Трудоемкость годовой программы, н.-час.
|
Годовой эффективный фонд времени оборудования
|
Расчетное число станков, Ср.
|
Принятое число станков, Ср.
|
Коэффициент загрузки оборудования, Кз.
|
| 10
|
499
|
3422
|
0,15
|
1
|
0,15
|
499
|
3422
|
0,15
|
1
|
0,15
|
| 20
|
4712
|
1,38
|
2
|
0,69
|
3403
|
0,99
|
1
|
0,99
|
| 30
|
1674
|
0,49
|
1
|
0,49
|
1674
|
0,49
|
1
|
0,49
|
| 40
|
2659
|
0,78
|
1
|
0,78
|
1918
|
0,56
|
1
|
0,56
|
| 50
|
1202
|
0,35
|
1
|
0,35
|
1202
|
0,35
|
1
|
0,35
|
| 70
|
1036
|
0,31
|
1
|
0,31
|
676
|
0,2
|
1
|
0,2
|
| 80
|
1646
|
0,48
|
1
|
0,48
|
1646
|
0,48
|
1
|
0,48
|
| 100
|
723
|
0,21
|
1
|
0,21
|
723
|
0,21
|
1
|
0,21
|
| 110
|
1363
|
0,4
|
1
|
0,4
|
1363
|
0,4
|
1
|
0,4
|
| 120
|
880
|
0,26
|
1
|
0,26
|
880
|
0,26
|
1
|
0,26
|
| 130
|
616
|
0,18
|
1
|
0,18
|
616
|
0,18
|
1
|
0,18
|
| 150
|
813
|
0,24
|
1
|
0,24
|
813
|
0,24
|
1
|
0,24
|
| 160
|
1101
|
0,32
|
1
|
0,32
|
1101
|
0,32
|
1
|
0,32
|
| 170
|
1482
|
0,43
|
1
|
0,43
|
673
|
0,2
|
1
|
0,2
|
| 180
|
936
|
0,27
|
1
|
0,27
|
936
|
0,27
|
1
|
0,27
|
| 200
|
196
|
3422
|
0,05
|
1
|
0,05
|
196
|
3422
|
0,05
|
1
|
0,05
|
| 210
|
489
|
0,14
|
1
|
0,14
|
489
|
0,14
|
1
|
0,14
|
| S
|
6,44
|
19
|
0,34
|
5,62
|
18
|
0,31
|
1
1
.7 Расчет рабочей силы
Расчет основных рабочих:
 , (11.12.) , (11.12.)
где, Фэф
– эффективный фонд времени рабочего, час.;
Кмн
– коэффициент многостаночного обслуживания, Кмн
=1
Результаты расчета основных рабочих по базовому и проектному вариантам сводим в табл.11.3.
Таблица 11.3.
Расчет численности основных рабочих
| №
оп.
|
Базовый вариант
|
Проектный вариант
|
| Трудоемкость годовой программы, н.-час.
|
Годовой эффективный фонд времени одного рабочего
|
Коэффициент многостаночного обслуживания, Кнм
|
Численность рабочих
|
Коэффициент загрузки рабочих, Кз.
|
Трудоемкость годовой программы, н.-час.
|
Годовой эффективный фонд времени оборудования
|
Коэффициент многостаночного обслуживания, Кнм
|
Численность рабочих
|
Коэффициент загрузки рабочих, Кз.
|
| Расчет.
|
Принят.
|
Расчет.
|
Принят.
|
| 10
|
499
|
1761
|
1
|
0,28
|
1
|
0,28
|
499
|
1761
|
1
|
0,28
|
1
|
0,28
|
| 20
|
4712
|
1
|
2,69
|
3
|
0,89
|
3403
|
1
|
0,93
|
1
|
0,93
|
| 30
|
1674
|
1
|
0,95
|
1
|
0,95
|
1674
|
1
|
0,95
|
1
|
0,95
|
| 40
|
2659
|
1
|
1,51
|
2
|
0,75
|
1918
|
1
|
0,99
|
1
|
0,99
|
| 50
|
1202
|
1
|
0,68
|
1
|
0,68
|
1202
|
1
|
0,68
|
1
|
0,68
|
| 70
|
1036
|
1
|
0,59
|
1
|
0,59
|
676
|
1
|
0,25
|
1
|
0,25
|
| 80
|
1646
|
1
|
0,94
|
1
|
0,94
|
1646
|
1
|
0,94
|
1
|
0,94
|
| 100
|
723
|
1
|
0,41
|
1
|
0,41
|
723
|
1
|
0,41
|
1
|
0,41
|
| 110
|
1363
|
1
|
0,77
|
1
|
0,77
|
1363
|
1
|
0,77
|
1
|
0,77
|
| 120
|
880
|
1
|
0,5
|
1
|
0,5
|
880
|
1
|
0,5
|
1
|
0,5
|
| 130
|
616
|
1
|
0,35
|
1
|
0,35
|
616
|
1
|
0,35
|
1
|
0,35
|
| 150
|
813
|
1761
|
1
|
0,46
|
1
|
0,46
|
813
|
1761
|
1
|
0,46
|
1
|
0,46
|
| 160
|
1101
|
1
|
0,63
|
1
|
0,63
|
1101
|
1
|
0,63
|
1
|
0,63
|
| 170
|
1482
|
1
|
0,84
|
1
|
0,55
|
673
|
1
|
0,38
|
1
|
0,38
|
| 180
|
936
|
1
|
0,53
|
1
|
0,53
|
936
|
1
|
0,53
|
1
|
0,53
|
| 190
|
428
|
1
|
0,24
|
1
|
0,24
|
428
|
1
|
0,24
|
1
|
0,24
|
| 200
|
196
|
1
|
0,11
|
1
|
0,11
|
196
|
1
|
0,11
|
1
|
0,11
|
| 210
|
489
|
1
|
0,28
|
1
|
0,28
|
489
|
1
|
0,28
|
1
|
0,28
|
| S
|
12,76
|
21
|
0,61
|
10,8
|
18
|
0,54
|
Расчет вспомогательных рабочих:
Рвсп
=0,25.
Росн
, чел.
(11.14.)
Рвсп
баз
=0,25.
21=6чел.
Рвсп
пр
=0,25.
18 =5чел.
11.8 Расчет размеров партии деталей и серии изделий.
Месячная программа выпуска деталей:
 , шт (11.15.) , шт (11.15.)
 шт. шт.
Число повторений запуска партии в течении месяца:
 , (11.16.) , (11.16.)
Периодичность запуска (выпуска) партии деталей:
 , (11.17.) , (11.17.)
Суточная программа запуска:
 , шт (11.18.) , шт (11.18.)
 шт шт
Среднесуточная программа запуска:
 , шт (11.19.) , шт (11.19.)
 шт. шт.
11.9 Расчет длительности производственного цикла
Используем в проектном варианте параллельно-последовательный способ передачи партии деталей т.к. тип производства – среднесерийный.
 ,мин (11.20.) ,мин (11.20.)
где, n – размер партии обрабатываемых деталей, шт;
m – количество операций в технологическом процессе;
Тшт.
i
.
– штучное время по операциям, мин;
Сi
– количество оборудования по операциям, шт;
Тм.о.
– время на межоперационное обслуживание, мин;
 - сумма всех операционных циклов; - сумма всех операционных циклов;
 - сумма коротких операционных циклов из каждой пары. - сумма коротких операционных циклов из каждой пары.
Длительности производственного цикла в днях:
Тцпарал-посл.
/(Тсм.
.
С.
60) = 9347/(8.
2.
60) =9,74 дня.
11.10 Расчет заделов
Складские заделы:
Zскл
= Zстр
+ Zобр
, шт (11.21.)
Zобр
=250/2=125шт;
Zстр
=2шт;
Zскл
= 125 + 2=127 шт.
Величина циклового задела:
Zц
=  , шт (11.22.) , шт (11.22.)
Zц
=  =1498 шт. =1498 шт.
Общий задел:
Zобщ
=Zскл
+ Zц
, шт (11.23.)
Zобщ
=127+ 1498= 1625 шт.
1
1
.11 Организация контроля
Контроль осуществляется в два этапа. На первом этапе деталь контролируется непосредственно на рабочем месте – неполный (выборочный) контроль. Инструмент для измерения: калибры-скобы, индикаторные скобы, шаблоны, штангениструмент настроенный на размер. Данный контроль позволяет вовремя заметить отклонения размеров, устранить их и тем самым избежать дальнейшего брака. Как правело, служит для своевременной подналадки оборудования или смены режущего инструмента. На втором этапе годность детали проверяется после изготовления на специальном контрольном пункте при помощи более точных инструментов – контрольная операция. Для этого на участке предусмотрен контролер, осуществляющий 100% контроль основных размеров детали. Данный контроль является окончательным.
11.12 Организация снабжения материалами и заготовками
Снабжение материалами и заготовками осуществляется системой снабженческих складов цеха, которая занимается выполнением потребности в заготовках, приемом, хранением, учетом и отпуском заготовок и других расходных материалов в производстве.
Подача эмульсии и сжатого воздуха осуществляется непосредственно на рабочие места по трубопроводам от централизованного источника.
11.13 Организация транспортного хозяйства
Перевозка заготовок от склада на участок и между операциями осуществляется в контейнерах с помощью электропогрузчика. На участке предусмотрены консольные краны грузоподъемностью до 0,5 тонны для установки деталей, приспособлений и т.д.
11.14 Организация работы участка
Работу на участке организовывают начальник участка и мастер. Они следят за выполнением производственного задания, техникой безопасности и производственной дисциплиной.
На участке организована пятидневная рабочая неделя в двухсменном режиме. В течении дня предусмотрены обеденные и технологические перерывы. На участке организованно место отдыха.
Рабочие места оснащены стеллажами для хранения инструментов, средств за уходом за станком и размещения готовой продукции. Предусмотрены решетки под ноги рабочему. Рационально организованное место станочника позволяет создать дополнительные условия для его спокойной работы в течении смены.
11.15 Планировка механического участка
Расстановка оборудования на участке осуществляется в последовательности технологического процесса изготовления шпинделя по дугообразной схеме. Между рядами предусмотрен проезд электрокаров для подвоза и перемещения заготовок между операциями.
На плане участка изображены контуры станков по крайним выступающим частям, пунктирной линией изображены крайние расположения движущихся частей и открывающихся дверей электрошкафов станков.
Расположение оборудования произведено в соответствии нормами и санитарными требованиями для производственных помещений.
12. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
Современные промышленные предприятия отличаются высокой интенсификацией производственных процессов, автоматизацией и механизацией технологических процессов, что, с одной стороны, способствует улучшению условий труда на производстве, снижению воздействия на работающих опасных и вредных производственных факторов, с другой – требует от инженерно-технических работников прочных знаний безопасности технологических процессов и оборудования, четкого представления о характере и степени воздействия опасных и вредных производственных факторов на работающих в конкретных производственных условиях, о существующих способах защиты от воздействия опасных и вредных производственных факторов, грамотных действий в условиях чрезвычайных ситуаций, а также их предупреждения.
На основе повышения технического уровня производства сокращается применение ручного и тяжелого труда во всех отраслях народного хозяйства, повышается уровень оснащенности предприятий средствами производственной санитарии, техники безопасности и пожарной безопасности, создаются безопасные машины и технология.
На участке механической обработки шпинделя токарного станка расположено 16 металлорежущих станков, 1 контрольная установка, 1 моечная машина. Все оборудование подсоединено к электрической сети 380 В и имеют подвод сжатого воздуха.
В технологическом процессе изготовления шпинделя используется 3¸5 % укринол и индустриальное масло с серосодержащей присадкой (ИС-12-80% и ПЗ-26-СО-20%).
В состав смазочно-охлаждающей жидкости ИС-12-П3-26-СО входит 80% индустриального масла и 20%, растворенной в нем присадки, содержащей 3,5¸5% серы и 0,7¸1,5% хлора. Для промывки деталей применяется раствор тринатрия фосфата и нитрат натрия, нагретый до температуры 60¸70°С.
Проанализируем опасные факторы при обработке шпинделя:
1. Электрические двигатели и токоведущие части, так как может произойти поражение электрическим током;
2. Зажимные приспособления, работающие на сжатом воздухе, так как при непредвиденном исчезновении воздуха в магистрали может произойти раскрепление детали в процессе обработки;
3. Вращающиеся инструмент и деталь, так как может произойти захват одежды, волос, конечностей при нарушении правил техники безопасности;
4. Смазочно-охлаждающая жидкость, так как при ее нагревании в процессе обработки выделяющиеся пары раздражают сетчатку глаз, носоглотку;
5. Горячий воздух для обдувки (90°С) и горячий раствор для промывки, так как можно получит ожоги;
6. Дизельные погрузчики, так как выхлопные газы загрязняют воздушную среду;
7. Моечная машина, так как происходит испарение горячего раствора.
8. Выделяющаяся при обработке металлическая пыль, которая, оседая в легких человека, вызывает раздражение дыхательных путей.
Для устранения и предупреждения, выявленных нами вредных и опасных факторов на участке мехобработки шпинделя проводятся следующие мероприятия:
– инструктаж по технике безопасности, учитывающий перечисленные выше опасные и вредные факторы, для новых работников и обращения внимания на эти факторы постоянно работающих;
– оборудование мест отдыха специальными табличками;
– применение специальных шумопоглащяющих и виброгасящих средств (например, при работе на станках с повышенным уровнем шума применение специальных наушников);
- Для предупреждения травматизма все движущиеся и вращающиеся части станка, механизмов ограждаются;
– Для предупреждения травматизма глаз применяются смотровые защитные экраны, изготовленные из прозрачного материала;
– Шум и вибрации поддерживаются в пределах нормы с помощью использования в станках – в местах источников шума – прокладочных материалов (твердой пластмассы, рубероида, изола, битумизированного войлока), а также с помощью виброгашения с помощью жесткого крепления оборудования и применение вибропогашающих материалов типа резины (пеноэласт, технический винипор). Все станки устанавливаются на массивный бетонный фундамент. Для снижения шума, возникающего от компрессоров, насосов, установленных возле каждого станка, их заключают в звукоизолирующие кожухи без жёсткого крепления с оборудованием, устанавливают демпфирующие устройства. Облицовку внутренних поверхностей выполняют из шумопоглащающего материала (ультратонкое стекловолокно, капроновое волокно, минеральная вата, пористый поливинилхлорид и др.), для трущихся и вращающихся частей обязательно применяют смазку, устанавливают глушители аэродинамического шума от вентиляторов и компрессоров. В качестве индивидуальных средств защиты органов слуха от шума, все операторы и наладчики используют противошумовые наушники или ушные вкладыши "беруши".
– Для предотвращения поражения рабочего персонала электрическим током обязательно предусмотрено: защитное заземление, изоляция и ограждение токоведущих частей, защитное отключение оборудования.
– Все движущиеся части электро- и гидроприводов, станков ограждены прочными металлическими ограждениями (вращающиеся части заключены в кожухи и корпуса, проходы между ними ограждены металлическими перегородками), места выполнения погрузочно-разгрузочных работ оборудованы знаками безопасности.
– Для снижения загазованности произведена замена дизельных погрузчиков на электрические.
– Для оздоровления воздушной среды на шлифовальной операции применяется приточно-вытяжная вентиляция. Для уменьшения нагрева смазочно-охлаждающей жидкости в зоне резания (а значит и уменьшения испарений) проводится охлаждение ее во время очистки.
– Для снижения уровня шума и защиты рабочего, а также от разбрызгивания смазочно-охлаждающей жидкости, зоны резания на станках плотно закрыты специальными защитными кожухами.
– Кроме технических мероприятий на участке предусматривается обеспечение рабочих спецодеждой (костюм вискозно-лавсановый, защитные очки, ботинки хромовые или кожаные и т.д).
– В настоящем проекте производится замена оборудования, в результате чего высвобождается производственная площадь, планировка участка становится более компактной, кроме того, убираются станки, а это означает, что источников шума и вибрации становится меньше.
– Для очистки воздуха от туманов масел, СОЖ и других жидкостей будем использовать войлоковые и сетчатые туманоуловители, принцип действия которых основан на осаждении капель смачивающей жидкости на поверхности пор с последующим стеканием жидкости под действием сил тяжести. В частности будем использовать низкоскоростной туманоуловитель типа Н-2000 и агрегат АЭ2-12. Очищенный воздух из агрегатов частично будет поступать обратно в помещение цеха, обеспечивая рециркуляцию воздуха, а частично выбрасываться в атмосферу.
– Для очистки промышленных сточных вод от нефтепродуктов, жиров и других вредных веществ будем использовать флотационные установки, после прохождения, которых сточные воды частично выпускаются в местное водохранилище через систему канализационных устройств, а частично повторно используются в качестве хозяйственных вод.
Так как защита от поражения электрическим током является одной из наиболее важных задач при проектировании производственного участка, проведем расчет защитного заземления.
Схема контурного защитного заземления представлена на рис 12.1.
Схема контурного защитного заземления
Рис. 12.1. В нашем случае напряжение электрооборудования 380В, мощность электрооборудования 145 кВт, нормированная величина сопротивления
Rм
= 4 Ом.
Определим сопротивление одиночного заземлителя R1
по формуле в зависимости от формы и расположения заземлителей в грунте:
 ,
Ом (12.1) ,
Ом (12.1)
где, l – длина стержня, l = 3 м (рис. 12.2);
d – диаметр стержня, d = 0,05 м;
t0
– расстояние от поверхности грунта до стержня, t0
= 1,5 м;
t – общая длина, t = 3 м.
р – удельное сопротивление грунта, р = 100 Ом × м2
.
Схема стержневого заземления. Рис. 12.2
 Ом. Ом.
Ориентировочно определим количество заземлений:
n = R1
/Rм
= 26,75 / 4 = 7 шт.
Определим сопротивление соединительного проводника. Длина соединительного проводника определяется по формуле:
Lс.п.
= 1,05 × m × n, м
(12.2)
где, m – расстояние между заземлителями, m = 2 м.
Lс.п.
= 1,05 × 2 × 7 = 14,7 м
Определим сопротивление защитного заземления по формуле:
Rз
= 1/(hс.п.
/Rс.п.
+ n × h1
/R1
) < Rм
, (12.3)
где, hс.п
и h1
– коэффициенты использования полосы и заземлений, которые зависят от числа заземлений и их взаимного расположения, hс.п.
=0,77, h1
=0,83.
 , Ом , Ом
(12.4)
 Ом. Ом.
Rз
=1/(0,77/10,8 + 7×0,83/26,75) = 3,5 Ом £ 4 Ом
Следовательно, рассчитанная схема заземления обеспечивает безопасную работу на установленном технологическом оборудовании.
Санитарно-гигиенические условия, необходимые для нормальной трудовой деятельности рабочих, обеспечиваются системами отопления, вентиляции и освещения.
Производственное освещение необходимо для улучшения условий зрительной работы, снижения утомляемости, повышения производительности труда и качества выпускаемой продукции.
Освещение на участке применяется естественное и искусственное. В дневное время естественное освещение осуществляется через окна (верхние и боковые), а в вечернее время – искусственное, при помощи люминесцентных ламп. Искусственное освещение выполняется системой общего освещения, в некоторых местах – на токарных операциях – комбинированное.
Для обеспечения нормальной производственной деятельности на участке применяется искусственное общее равномерное освещение.
Осветительная система должна отвечать следующим требованиям:
1. Освещенность на рабочем месте должна соответствовать характеру зрительной работы;
2. Необходимо обеспечить достаточно равномерное распределение яркости на рабочей поверхности;
3. Величина освещенности должна быть постоянной во времени;
4. Направленность светового потока должна быть оптимальной;
5. Все элементы осветительных приборов должны быть электробезопасными;
6. Осветительные приборы должны быть удобными и простыми в эксплуатации.
Тщательный и регулярный уход за осветительными установками имеет важное значение для создания рациональных условий освещения.
В установках с люминесцентными лампами необходимо следить за исправностью схем включения (не должно быть видимых глазом миганий лампы), а также пускорегулирующих аппаратов, о неисправности которых можно судить по значительному шуму дросселей.
Своевременно нужно заменять перегоревшие лампы.
Для оздоровления воздушной среды на рассматриваемой операции применяется приточно-вытяжная вентиляция. Для уменьшения нагрева смазочно-охлаждающей жидкости в зоне резания (а значит и уменьшения испарений) проводится охлаждение ее во время очистки .
Уменьшение воздействия шума и вибрации на рабочего можно вести в следующих направлениях:
1. Конструктивные и технологические мероприятия;
2. Снижение шума средствами звукоизоляции;
3. Средствами индивидуальной защиты.
К первым относят: использование материалов способных поглощать колебания, увеличение жесткости оборудования для уменьшения резонансных колебаний, установка станка на индивидуальном фундаменте (а не на общей плите).
Важную роль играют правильный режим работы и эксплуатации, хороший уход и своевременные ремонт оборудования.
Для снижения уровня шума и защиты рабочего, а также от разбрызгивания смазочно-охлаждающей жидкости, зоны резания на станках плотно закрыты специальными защитными кожухами.
По степени опасности поражения током механические цеха относят к помещениям с повышенной опасностью (температура до 30 С°, влажность воздуха более 70%). Для защиты от поражения током обязательно предусматривают: защитное заземление, изоляция и ограждение токоведущих частей, защитное отключение оборудования.
По пожарной опасности участок по механической обработки шпинделя относится к категории В – пожароопасные, так как на участке применяются смазочно-охлаждающая жидкость с температурой вспышки 158°С (>61°С) и твердые вещества (химикаты, тара, ветошь и т.д.), способные гореть, но не взрываться при контакте с воздухом, водой и друг с другом.
Причины пожаров на участке:
1. Загорание химикатов от попадания искр при проведении сварочных работ;
2. Загорание мусора из-за большого скопления и несоблюдения режима курения;
3. Загорание масла в поддоне из-за разрыва шланга.
На участке используются следующие средства пожаротушения:
1. Огнетушители ОХП-10,ОВП-100,ОЦ-2,5,8;
2. Пожарные краны;
3. Пожарные щиты.
Мероприятия режимного характера:
1. Контроль за производством огневых и покрасочных работ;
2. Контроль за режимом курения.
Организационные мероприятия:
1. Контроль за средствами пожаротушения (проверка и замена огнетушителей);
2. Контроль за уборкой масла и мусора;
3. Контроль завоза химикатов, ветоши по нормам;
4. Контроль за расстановкой тары в соответствии с планировкой.
5. Проведение противопожарного инструктажа.
Антропогенное воздействие объекта на окружающую среду и мероприятия по экологической безопасности.
Не стоит говорить о воздействии предприятия на экологическую обстановку окружающей нас среды. Всем хорошо известно, что абсолютно безотходных предприятий не бывает. Человечество постоянно развивается, совершенствуется, зарождаются новые виды промышленности и переработки сырья, и с отходами этой деятельности необходимо умело обращаться, умело, чтобы окружающая нас среда претерпевала минимальные изменения. Для этого организуется большой комплекс мероприятий.
На нашем участке механической обработки шпинделя следует принять меры по защите окружающей среды от загрязненного воздуха, частично удаляемого из производственного помещения, от стружки, образующейся в результате обработки шпинделя, а также принять меры по обезвреживанию промышленных сточных вод при их выпуске в местное водохранилище.
По мере наполнения накопитей стружки производится сбор ее в специальные емкости и отправка на вторичную переработку.
Заключение
Для нормальной и безопасной работы на участке изготовления шпинделя осуществляется целый комплекс мероприятий по технике безопасности, обеспечивающий безаварийную эксплуатацию оборудования, безопасность обслуживающего персонала и окружающей среды.
13.ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
13.1 Исходные данные
Таблица 13.1.
Краткая характеристика сравниваемых вариантов
| Базовый вариант
|
| №
оп.
|
Название
|
Модель
|
Цена,
т.руб.
|
Установленная
мощность, кВт
|
Кол-во
обор.
|
Площадь,
Мм2
|
Тшт
,
мин
|
Тмаш
,
мин
|
| 20
|
Токарная
|
16К20
|
230
|
11
|
2
|
3,83
|
24,1
|
18,5
|
| 40
|
Токарная
|
16К20
|
230
|
11
|
1
|
3,83
|
13,6
|
8,3
|
| 70
|
Токарная
|
16К20
|
230
|
11
|
1
|
3,83
|
5,3
|
3,1
|
| 170
|
Шлифовальная
|
3Н163С
|
480
|
6,3
|
1
|
16,42
|
7,58
|
4,77
|
| Проектный вариант
|
| 20
|
Токарная
|
16К20Ф305
|
450
|
10
|
1
|
5,75
|
17,41
|
13,9
|
| 40
|
Токарная
|
16К20Ф305
|
450
|
10
|
1
|
5,75
|
9,81
|
4,94
|
| 70
|
Токарная
|
16К20Ф305
|
450
|
10
|
1
|
5,75
|
3,46
|
1,09
|
| 170
|
Суперфинишная
|
3871К
|
350
|
3
|
1
|
4,56
|
3,44
|
2,0
|
Тип производства – среднесерийный. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная.
Таблица 13.2.
Исходные данные для экономического обоснования сравниваемых вариантов
| N
|
Показатели
|
Единица измерения
Условное обозначение
|
Значение показателей
|
| Базовый
|
Проектный
|
| 1
|
Годовая программа выпуска
|
Пг
, шт.
|
10000
|
1000
|
| 2
|
Норма штучного времени
В т. ч. машинного времени
|
Тшт.
, мин.
Тмаш.
, мин.
|
табл.
13.1.
|
табл.
13.1.
|
| 3
|
Часовая тарифная ставка
-рабочего (4 разряд)
-наладчика (6 разряд)
|
Сч
, руб.
Счн
, руб.
|
21,61
28,62
|
21,61
28,62
|
| 4
|
Коэффициент доплат до часового, дневного и месячного фондов
|
Кд
|
1,08
|
1,08
|
| 5
|
Коэффициент доплат за проф. мастерство
|
Кпф
|
1,12
|
1,12
|
| 6
|
Коэффициент доплат за условия труда
|
Ку
|
1,12
|
1,12
|
| 7
|
Коэффициент доплат за вечерние и ночные часы
|
Кн
|
1,2
|
1,2
|
| 8
|
Коэффициент премирования
|
Кпр
|
1,2
|
1,2
|
| 9
|
Коэффициент выполнения норм
|
Квн
|
1
|
1
|
| 10
|
Коэффициент отчисления на социальное страхование
|
Кс
|
0,356
|
0,356
|
| 11
|
Цена единицы оборудования
|
Цоб
, тыс.руб
|
табл.13.1.
|
табл.13.1.
|
| 12
|
Коэффициент расходов на доставку и монтаж оборудования
|
Кмон
|
0,2
|
0,2
|
| 13
|
Выручка от реализации изношенного оборудования
(5% от цены)
|
Вр
, тыс.руб.
|
11,5
11,5
11,5
24
|
-
|
| 14
|
Годовая норма амортизационных отчислений
|
На.
, %
|
6,7
|
6,7
|
| 15
|
Годовой эффективный фонд времени работы оборудования
|
Фэ
, час
|
3422
|
3422
|
| 16
|
Годовой эффективный фонд времени рабочих
|
Фэр
, час
|
1761
|
1761
|
| 17
|
Коэффициент затрат на текущий ремонт оборудования
|
Кр
|
0,3
|
0,3
|
| 18
|
Установленная мощность электродвигателя станка
|
Му
, кВт
|
табл.13.1.
|
табл.13.1.
|
| 19
|
Коэффициент одновременной работы электродвигателей
|
Код
|
0,9
|
0,9
|
| 20
|
Коэффициент загрузки электродвигателей по мощности
|
Км
|
0,75
|
0,75
|
| 21
|
Коэффициент загрузки электродвигателей станка по времени
|
Кв
|
0,7
|
0,7
|
| 22
|
Коэффициент потерь электроэнергии в сети завода
|
Кп
|
1,05
|
1,05
|
| 23
|
Тарифная плата за электроэнергию
|
Цэл
, руб./кВт
|
0,75
|
0,75
|
| 24
|
Коэффициент полезного действия станка
|
КПД
|
0,8
|
0,8
|
| 25
|
Цена единицы инструмента
|
Ци
, руб.
|
574
592
71
950
|
574
592
71
500
|
| 26
|
Коэффициент транспортно-заготовительных расходов на доставку инструмента
|
Ктр.
|
1,02
|
1,02
|
| 27
|
Выручка от реализации изношенного инструмента по цене металлолома (20% от цены)
|
Ври
, руб.
|
114,8
118,4
14,2
190
|
114,8
118,4
14,2
100
|
| 29
|
Цена единицы приспособления
|
Цп.
, %
|
2980
2980
2980
3020
|
2980
2980
2980
3020
|
| 30
|
Коэффициент, учитывающий затраты на ремонт приспособления
|
Кр.пр
|
1,5
|
1,5
|
| 31
|
Выручка от реализации изношенного приспособления
(20% от цены)
|
Вр.пр
руб.
|
564
564
564
604
|
564
564
564
604
|
| 32
|
Физический срок службы приспособления
|
Тпр
, год
|
3
|
3
|
| 33
|
Коэффициент загрузки приспособления
|
Кз.пр
=Кз об.
|
0,69
0,78
0,31
0,43
|
0,99
0,56
0,2
0,2
|
| 34
|
Расходы на смазочные и охлаждающие жидкости
|
Нсм
,руб./стан.
|
300
|
300
|
| 35
|
Удельный расход воды для охлаждения на 1 час работы станка
|
Ув
,м3
/час
|
0,6
|
0,6
|
| 36
|
Тариф платы за 1м3 воды
|
Цв
, руб./м3
|
1,2
|
1,2
|
| 37
|
Удельный расход воздуха за 1 час работы приспособления
|
Усж
, м3
|
0,1
|
0,1
|
| 38
|
Тариф платы за 1 м3 сжатого воздуха
|
Цсж
, руб./м3
|
0,12
|
0,12
|
| 39
|
Площадь, занимаемая станком
|
Руд
, м3
|
табл.13.1.
|
табл.13.1.
|
| 40
|
Коэффициент, учитывающий дополнительную площадь
|
Кд.пл
|
2
|
2
|
| 41
|
Стоимость эксплуатации 1м2 площади здания в год
|
Цпл
, руб./м2
|
2000
|
2000
|
| 42
|
Норма обслуживания станков одним наладчиком
|
Нобсл
, ед.
|
10
|
10
|
| 43
|
Материал детали (заготовка )
|
12ХН3А
отливка
|
12ХН3А
штамповка
|
| 44
|
Масса детали
|
Мд
, кг.
|
16,8
|
16,8
|
| 45
|
Вес отходов в стружку
|
Мотх
, кг.
|
17,31
|
14,06
|
| 46
|
Цена 1 кг материала
|
Цмат.
,руб.
|
15,07
|
16,36
|
| 47
|
Цена 1 кг отходов
|
Цотх.
,руб.
|
1,51
|
1,64
|
| 48
|
Коэффициент транспортно-заготовительных расходов
|
Ктз
|
1,05
|
1,05
|
| 49
|
Коэффициент, учитывающий стоимость комплекта аппаратуры для записи программ в % к цене станка с ЧПУ
|
Кап
|
-
|
0,06
|
| 50
|
Затраты на разработку одной программы
|
Зу.п.
,руб.
|
-
|
15000
|
| 51
|
Коэффициент, учитывающий потребности с восстановлением перфоленты
|
Кв.пф.
|
-
|
1,1
|
| 52
|
Период выпуска деталей данного наименования
|
Тпер
, лет.
|
3
|
3
|
13.2 Расчет капитальных вложений по сравниваемым вариантам
Таблица 13.3.
Расчет капитальных вложений
| N
|
Наименование показателей
Единица измерения
|
Расчетные формулы
|
Значение показателей
|
| Проектный
|
| 1
|
Прямые капитальные вложения в основное технологическое оборудование, тыс.руб.
|
Коб
=SНоб
*Цоб
*Кз
Коб.
п
=1*450*0,99+1*450*0,56+
+1*450*0,2+1*350*0,2= 857,5
|
857,5
|
| 2
|
Сопутствующие капитальные вложения:
|
| 2.1
|
Затраты на доставку и монтаж оборудования, тыс.руб.
|
Км
=Коб
*Кмон
Км
п
=857,5*0,2=171,5
|
171,5
|
| 2.2
|
Затраты на проектирование, тыс. руб.
|
Зпр
=Тпр
* Зчас
Зпр
п
.
=80*31,35=2500
|
2,5
|
| 2.3
|
Стоимость аппаратуры для записи программ, тыс.руб.
|
Кап
=0,06*Цоб
*Кз
Кап
п
=0,06*(450*0,99+450*0,56+
450*0,2)=47,25
|
47,25
|
| 2.4
|
Оборотные средства в незавершенном производстве, тыс.руб.
|
НЗП=Псут
*Тц
*Стех
НЗП=28*9,74*1,11266=303,44
|
303,44
|
| 2.5
|
Затраты на демонтаж заменяемого оборудования, тыс.руб.
|
Здем.
=SНдем.об.
*Цдеи.об.
*0,1
Здем.
=(2*230+230+230+480)*
0,1=140
|
140
|
| 2.6
|
Выручка от реализации высвобождаемого оборудования, тыс.руб.
|
Вреал
=SНвыс.об
* Цдем.об
*0,05
Вреал
=0,05*(2*230+1*230+
+1*230+1*480)=70
|
70
|
| 2.7
|
Итого сопутствующих капитальные вложения, тыс.руб.
|
Ксоп
=Км
+Зпр
+Кап
+Здем
+НЗП -Вреал
Ксоп
п
=171,5+2,5+47,25+
303,44+140-70=594,69
|
594,69
|
| 2.8
|
Общие капитальные вложения, тыс.руб.
|
Кобщ
=Коб
+Ксоп
.Кобщ
=857,2+594,69=1451,89
|
1451,89
|
| 2.9
|
Удельные капитальные вложения, руб./шт.
|
Куд
=Кобщ
/Пг
Куд
п
=1451890/10000=145,19
|
145,19
|
13.3 Капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования.
| Квв.общ
=(Нвв.об
.
Цвв.об
.
Кмон
.
Кз
+Нвв.пр.
.
Цвв.р
.
Кз
+Нвв.и.
.
Цвв.и.
.
Кз
)+
Зпр
+Здем.
-Вреал.
,тыс.руб.
|
(13.1.)
|
Квв. общ
=(450*0,99+450*0,56+450*0,2+350*0,2)*1,2+2,5+140-70=
=1101,14тыс.руб
13.4 Расчет технологической себестоимости по сравниваемым вариантам
Таблица 13.4.
Расчет технологической себестоимости
| N
|
Наименование показателей
Единица измерения
|
Расчетные формулы
|
Значение показателей
|
| Базовый
|
Проектный
|
| 1
|
Основные материалы за вычетом отходов, руб.
|
М=Мз
*Цмат.
*Ктз
-Мотх
* Цмат
Мб
= 34,11*15,07*1,05-17,31*1,51=513,6
Мп
=30,89*16,36*1,05-14,06*1,51=509,4
|
513,6
|
509,4
|
| 2
|
Основная зарплата рабочих операторов, руб.
|
Зпл
=S(Сч
*Тшт
)/60*Ку
*Кпф
*Кпр
*Кд
*Квн
*Кн
Зпл
б
=(21,61*50,58)/60*1,12*
1,12*1,2*1,08*1*1,2=35,54
Зпл
п
=(21,61*34,12)/60*1,12*
1,12*1,2*1,08*1*1,2=23,97
|
35,54
|
23,97
|
| 3
|
Основная зарплата наладчика, руб.
|
Зплн
=Счн
*Фэр
*Ку
*Кпф
* Кпр
*Кд
*Кн
*Ноб
/(Нобс
*Пг
)
Зплн
п
=28,62*1761*1,12*1,12*1,2*
1,08*1*1,2*4/(10*10000)=3,93
|
-
|
3,93
|
| 4
|
Начисления на зарплату, руб.
|
Нзпл
=(Зплопер
+Зплнал
)*Ксоц
Нзпл
б
=35,54*0,356=12,65
Нзпл
п
=(23,97+3,93)*0,356=9,93
|
12,65
|
9,93
|
| 5
|
Расходы по содержанию и эксплуатации оборудования
|
| 5.1
|
Затраты на текущий ремонт оборудования, руб.
|
Рроб
=(SНоб
*Цоб
*Кз
*Тшт
)*Кр
/
(Фэ
*60*Квн
)
Рр.об.
б
=(2*230*0,69*24,1+1*230*
0,78*13,6+1*230*0,31*5,3+1*
480*0,43*7,58)*103
*0,3/(3422*60*1)=17,58
Рр.об.
п
=(1*450*0,99*17,41+1*450*0,56*9,81+450*0,2*3,46+250*0,2*3,44)*103
/(3422*60*1)=52,17
|
17,58
|
52,17
|
| 5.2
|
Расходы на технологическую энергию, руб.
|
Рэ
=S(Му
*Тмаш
)*Код
*Км
* Кв
*Кп
*Цэл
/(КПД*60)
Рэ
б
=(11*18,5+11*8,3+11*3,1+6,3*4,77)*0,9*0,75*0,7*1,05*0,75/
(0,8*60)=2,78
Рэ
п
=(10*13,9+10*4,94+10*1,09+
3*2,0)*0,9*0,75*0,7*1,05*0,75/
(0,8*60)=1,59
|
2,78
|
1,59
|
| 5.3
|
Расходы на инструмент, руб.
|
Ри
=S(Ци
*Ктр
-Вир
)*Тмаш
/60
Ри
б
=(950*1,02-190)*4,77/60=
=61,9
Ри
п
=(500*1,02-100)*2,0/60=
|
61,9
|
13,67
|
| 5.4
|
Расходы на смазочные материалы и охлаждающие жидкости, руб.
|
Рсм
=SНоб
*Нсм
*Кзср
/Пг
Рсм
б
= 5*300*0,44/10000=0,1
Рсм
п
= 4*300*0,49/10000=0,06
|
0,07
|
0,06
|
| 5.5
|
Расходы на технологическую воду, руб.
|
Рв
=SНоб
*Кзср
*Фэ
*Ув
*Цв
/Пг
Рв
б
=5*0,44*3422*0,6*1,2/10000=0,54
Рв
п
=4*0,49*3422*0,6*1,2/10000=0,48
|
0,54
|
0,48
|
| 5.6
|
Расходы на сжатый воздух,
руб.
|
Рсж
=SНоб
*Кзср
*Фэ
*Усж
* Цсж
/Пг
Рсж.
б
=5*0,44*3422*0,1*0,12/
10000=0,009
Рсж.
п
=4*0,49*3422*0,1*0,12/
10000=0,008
|
0,009
|
0,008
|
| 5.7
|
Расходы на содержание и эксплуатацию производственной площади, руб.
|
Рпл
=SНоб
*Руд
*Кдпл
*Кзср
* Цпл
/Пг
Рпл
б
=(5*27,91*2*0,44)*2000/
/10000=24,56
Рпл
п
=4*21,81*2*0,49*2000/
/10000=17,1
|
24,56
|
17,1
|
| 5.8
|
Расход на подготовку и эксплуатацию управляющих программ для станков с ЧПУ, руб.
|
Ру.пр.
=S(Зу.п
*Кнф
*Ндет.
) /(Пг
*Тпер
)
Ру.пр.
п
=(15000*3*0,06*1)/
/(10000*3)=0,09
|
-
|
0,09
|
| 5.9
|
Итого расходы по содержанию и эксплуатации оборудования, руб.
|
Рэоб
=Рроб
+Рэ
+Ри
+Рсм
+ +Рв
+Рсж
+Рпл
+Ру.пр.
Рэ.об
б
=17,58+2,78+61,9+0,07+0,54+0,009+24,56=107,44
Рэ.об
п
=52,17+1,59+13,67+0,06+0,48+0,008+17,1+0,09=85,17
|
107,44
|
85,17
|
13.5 Калькуляция себестоимости обработки деталей по вариантам технологического процесса.
Таблица13.5.
Калькуляция себестоимости обработки деталей
| N
|
Статьи затрат
|
Ед. из-я
|
Изменения
|
Затраты
|
| Базовый
|
Проектный
|
| 1
|
Материалы за вычетом отходов
|
руб.
|
4,2
|
513,6
|
509,4
|
| 2
|
Основная зарплата операторов и наладчиков
|
руб.
|
11,57
|
35,54
|
23,97
|
| 3
|
Начисления на заработную плату
|
руб.
|
2,72
|
12,65
|
9,93
|
| 4
|
Расходы по содержанию и эксплуатации оборудования
|
руб.
|
22,27
|
107,44
|
85,17
|
| Итого технологическая себестоимость Стех
|
руб.
|
40,76
|
669,23
|
628,47
|
| 5
|
Общецеховые накладные расходы Рцех
=Зпл.осн
*Кцех
|
руб.
|
24,87
|
76,41
|
51,54
|
| Итого цеховая себестоимость Сцех
=Стех
+Рцех
|
руб.
|
65,63
|
745,64
|
680,01
|
| 6
|
Заводские накладные расходы Рзав
=Зпл.осн
*Кзав
|
руб.
|
28,92
|
88,85
|
59,93
|
| Итого заводская себестоимость Сзав
=Сцех
+Рзав
|
руб.
|
134,55
|
874,49
|
739,94
|
| 7
|
Внепроизводственные расходы Рвнепр
=Сзав
*Квнепр
|
руб.
|
4,72
|
41,72
|
37
|
| Итого полная себестоимость Сполн
=Сзав
+Рвнепр
|
руб.
|
139,27
|
916,21
|
776,94
|
13.6 Расчет приведенных затрат по сравниваемым вариантам
Таблица 13.6.
Расчет приведенных затрат
| N
|
Наименование показателей
Единица измерения
|
Расчетные формулы
|
Значение показателей
|
| Базовый
|
Проектный
|
| 1
|
Приведенные затраты на ед. детали, руб.
|
Зпр.ед
=Сполн
+Ен
*Куд
Зпр.ед.
б
=916,21
Зпр.ед.
п
=776,94+0,15*145,19=798,72
|
916,21
|
798,72
|
| 2
|
Годовые приведенные затраты, руб.
|
Зпр.год
=Зпр.ед
*Пг
Зпр.год
б
=916,21*10000=9162100
Зпр.год
п
=798,72*10000=7987200
|
9162100
|
7987200
|
13.7 Расчет показателей экономической эффективности проектируемого варианта
13.7.1 Ожидаемая прибыль от снижения себестоимости детали
Пр.ож
= Зпр.год
б
.
- Зпр.год
п
.
, руб (13.2.)
Пр.ож
=9162100-7987200=1174900руб.
13.7.2. Налог на прибыль.
| Нприб
=Пр.ож
.
Кнал.
, руб
|
(13.3.)
|
где, Кнал
=0,24 – коэффициент налогообложения прибыли Нприб
=1174900*0,24=281976руб.
13.7.3 Чистая ожидаемая прибыль
Пр.чист
=Пр.ож
-Нприб.
,руб (13.4.)
Пр.чист
=1174900-281976=892924руб.
13.7.4 Расчетный срок окупаемости капитальных вложений
Ток
=Квв.пр
/Пр.чист
(13.5.)
Ток.расч.
= 1101140/892924=1,23=2года
13.7.5 Общий дисконтированный доход
ДПобщ.дикс
=Пр.чист.диск
= ΣПрчист
* 1/(1+Е)t
,руб (13.6.)
ДПобщ.дикс
=892924*1/(1+0,2)1
+892924*1/(1+0,2)2
=1364189
13.7.6 Интегральный эффект
Эинт
= ЧДД= Добщ.диск
- Квв.пр
(13.7.)
Эинт
=1364189-1101140=263049
13.7.7 Индекс доходности
ИД= Добщ.диск
/ Квв.пр
(13.8.)
ИД=1364189/1101140=1,24
Проект эффективен.
ЗАКЛЮЧЕНИЕ
1. Предложено получение заготовки методом штамповки на КГШП, по сравнению с альтернативным вариантом получения заготовки – литьем в песчаные формы коэффициент использования материала увеличивается на 5%, суммарная экономия металла составляет 32,3 т. в год.
2. Разработан технологический процесс изготовления шпинделя в условия среднесерийного производства с использованием на токарных операциях станков с ЧПУ, что позволяет по сравнению с альтернативным вариантом сократить время обработки на 29% , снизить себестоимость механической обработки детали на 28%.
3. На окончательной операции обработки подшипниковых шеек шпинделя применена обработка суперфинишированием, что приводит к улучшению качества обработанной поверхности, ее упрочнению на 15%, повышению производительности обработки в 2 раза.
4. Сконструировано сверло для глубокого сверления, что позволило увеличить стойкость инструмента на 10%, производительность сверления в 1,5 раза, чем при сверлении сверлами с наружным отводом стружки.
5. Сконструировано станочное специальное наладочное приспособление, позволяющее его использовать при обработке заготовок аналогичной конструкции.
Разработанный технологический процесс изготовления позволил выполнить поставленную цель проекта. По сравнению с альтернативным вариантом снизить трудоемкость детали на 18% и получить условный экономический эффект 892 тыс. руб. со сроком окупаемости капитальных вложений 2 года.
ЛИТЕРАТУРА
1.Технология металлов. Кнорозов Б.В., Усова Л.Ф. и др. - М.: Металлургия, 1978. - 904с.
2. Добрыднев И.С. Курсовое проектирование по предмету “Технология машиностроения ”.- М.: Машиностроение, 1985. - 184с.
3. ГОСТ 7505 – 89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски – М.: Издательство стандартов, 1993.
4. ГОСТ 26245 – 85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку – М.: Издательство стандартов, 1989.
5. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – Мн.: Выш. Школа, 1975. - 288с.
6. Боровков В.М. Экономическое обоснование выбора заготовок при проектировании технологических процессов. – Тольятти: ТолПИ, 1986. 24с.
7. Размерный анализ технологических процессов. В.В. Матвеев, М.М.Тверской, Ф.И. Бойков идр. – М.: Машиностроение, 1982. – 264с.
8. Косилова А.Г., Мещереряков Р.К., Калинин М.А. Точность обработки, заготовки и припуски в машиностроении. Справочник технолога. - М.: Машиностроение, 1976. – 288с.
9. Черкашин А.Ф., Косолапов Е.Л. Режимы резания металлов. – Куйбышев, 1974. - 307с.
10. Режимы резания металлов. Справочник. Под ред. Ю.В. Барановского. – М.: Машиностроение, 1972. – 408с.
11. Общемашиностроительные нормативы режимов резания. Справочник: В 2т. Т2/ А.Д. Локтев, И.Ф.Гущин, Б.Н. Балашов и др. – М.: Машиностроение, 1991. – 304с.
12. Прогрессивные режущие инструменты и режимы резания металлов: Справочник/ В.И. Баранчиков, А.В. Жаринов, Н.Д. Юдина и др.; Под общ. Ред. В. И. Баранчикова. – М.: Машиностроение, 1990. – 400с.
13.Справочник токаря-универсала/ Д.Г. Белецкий, В.Г. Моисеев, М.Г. Шеметов; Под ред. М.Г. Шеметова. – М.: Машиностроение, 1987. – 560с.
14. Технология машиностроения/ А. А. Гусев, Е. Р. Ковальчук, И. М. Колесов и др. – М.: Машиностроение, 1986. – 480с.
15. Технология механической обработки и сборки в прецизионном станкостроении. Колл. Авторов под ред. д-ра техн. Наук Якобсона М. О. М.: Машиностроение, 1970. – 320с.
16. Обработка металлов резанием: Справочник технолога/ А. А. Панов, В. В. Аникин, Н. Г. Бойм и др.: Под общ. Ред. А. А. Панова. – М.: Машиностроение, 1988. – 736с.
17. Справочник технолога-машиностроителя. Т1/Под ред. А. Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985. – 656с.
18. Космачев И.Г., Дугин В. Н., Немцев Б. А. Отделочные операции в машиностроении. – Л.: Лениздат, 1985. – 248 с.
19. Оформление документов на технологические процессы обработки резанием: Метод. Указания/ Сост. Михайлов А.В. – Тольятти: ТолПИ, 1993.
20. Специальные металлорежущие станки общемашиностроительного применения: Справочник/ В. Б. Дьячков, Н. Ф. Кабатов, М. У. Носиков. – М.: Машиностроение. 1983. – 288с.
21.Дипломное проектирование по технологии машиностроения: Под общ. ред. В. В. Бабука. – Мн.: Выш. Школа, 1979. – 464с.
22. Кузнецов Ю. И., Маслов А. Р., Байков А. Н. Оснастка для станков с ЧПУ; Справочник. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1990. – 512с.
23. Справочник технолога-машиностроителя. Т2/Под ред. А. Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985.
24. Станочные приспособления: Справочник. В 2-х т. /Ред. совет: Б. Н. Вардашкин и др. – М.: Машиностроение, 1984. – Т.1/ Под ред. Б. Н. Вардашкина, А. А. Шатилова, 1984. – 592с.
25. Ансеров М.А. Приспособления для металлорежущих станков. – М.: Машиностроение. 1966. – 652с.
26.Конструкции, расчет и эксплуатация измерительных инструментов и приборов. Городетский Ю. В. – М.: Машиностроение. 1971. – 376с.
27.Куприков М.С., «Снижение износа кругов и шероховатости поверхности при наложении переменного магнитного поля на процесс шлифования» - М: «Известия вузов» №6, 1989 г.
28. Спицын В.И., Троицкий О.А., «Электропластическая деформация металлов» - М: Наука, 1985 г.
29. Ламмеранер И., Штафль М., « Вихревые токи» - М: Энергия, 1967 г.
30. Мишин Д.Д., «Магнитные материалы» - М: Машиностроение, 1981 г.
31. Гордилевский В.А., Капустин А.С., Подгорков В.В., «Применение водяного пара в качестве СОТС при обработке металлов резанием» - «Вестник машиностроения» № 7, 1999 г.
32. Авт. Св. № 1234174 Натансон М.Э., Зайцев Н.С., Середа Н.И., Киндрачук М.В. «Состав для импрегнирования образивных кругов».
33. Чирков Г.В., «Контактно-эрозионное избирательное шлифование ипрегнированными кругами» - СТИН № 6, 1996 г.
34. Якимов А.В., Сипайлов В.А., Потемкин В.И., Яковлев Г.С., Бояршинов Ю.А., Екимов С.А., «Прерывистое шлифование» - Вестник машиностроения № 3, 1967 г.
35. Патент № 2025258. Кудряшов Б.П., Курдюков В.И., Петухов Ю.Е., Иванов В.И., Андреев В.Н., Переладов А.Б., «Абразивный инструмент и способы его изготовления».
36. Коротков А.Н., «Целесообразность расширения характеристики шлифовательного круга» - СТИН № 5, 1998 г.
37. Обработка глубоких отверстий/Н. Ф. Уткин, Ю. И. Кижняев, С. К. Плужников и др.; Под общ. ред. Н. Ф. Уткина – Л.: Машиностроение, 1988. – 269с.
38.Кожевников Д.В. Современная технология и инструмент для обработки глубоких отверстий. Обзор. М., НИИмаш., 1981. – 60с.
|
