| «Наука начинается с тех пор, как начинают измерять»
Д. И. Менделеев
Измерительная техника является неотъемлемой частью материального производства. Без системы измерений, позволяющей контролировать технологические процессы, оценивать свойства и качество продукции, не может существовать ни одна область техники
Совершенствование методов средств и измерений происходит непрерывно. Их успешное освоение и использование на производстве требует глубоких знаний основ технических измерений, знакомства с современными образцами измерительных приборов и инструментов.
Средства измерений
—
технические средства, используемые при измерениях и имеющие нормированные метрологические свойства. Средства измерений делят на меры и измерительные приборы.
Мера
—
средство измерений, предназначенное для воспроизведения физической величины заданного размера, например концевая мера длины, гиря — мера массы. Однозначная мера воспроизводит физическую величину одного размера (например, концевая мера длины), а многозначная мера—ряд одноименных величин различного размера (например, штриховая мера длины и многогранная призма). Специально подобранный комплект мер, применяемых не только в отдельности, но и в различных сочетаниях с целью воспроизведения ряда одноименных величин различного размера, называется набором мер
(например, наборы плоскопараллельных концевых мер длины и наборы угловых мер).
Измерительные приборы
—
средства измерений, предназначенные для выработки сигнала измерительной информации в форме, доступной для непосредственного восприятия наблюдателем. По характеру показаний измерительные приборы делят на аналоговые, цифровые, показывающие, регистрирующие, самопишущие и печатающие, а по принципу действия — на приборы прямого действия, приборы сравнения, интегрирующие и суммирующие приборы. Для линейных и угловых измерений широко используются показывающие приборы прямого действия, допускающие только отсчет показаний.
По назначению измерительные приборы делят на универсальные -
предназначенные для измерения одноименных физических величин различных изделий, и специализированные - служащие для измерения отдельных видов изделий (например, размеров зубчатых колес) или отдельных параметров изделий (например, шероховатости, отклонений формы поверхностей).
Реклама

По конструкции универсальные приборы для линейных измерений делят на:
1) штриховые приборы, снабженные нониусом (штангенинструменты);
2) приборы, основанные на применении микрометрических /винтовых пар (микрометрические инструменты);
3) рычажно-механические приборы, которые по типу механизма подразделяют на рычажные (миниметры), зубчатые (индикаторы часового типа), рычажно-зубчатые (индикаторы или микромеры), пружинные ; (микрокаторы и микаторы) и рычажно-пружинные (миникаторы); 4) оптико-механические (оптиметры, оптикаторы, контактные интерферометры, длиномеры, измерительные машины, измерительные микроскопы, проекторы).
По установившейся терминологии простейшие измерительные приборы — штангенциркули, микрометры называют измерительным инструментом.
Для специальных линейных и угловых измерений в машиностроении также широко применяют измерительные приборы, основанные на других принципах работы, пневматические, электрические, оптико-механические с использованием лазерных источников света.
Для выполнения операций контроля в машиностроении широко используются калибры
,
которые представляют собой тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. К ним относятся гладкие предельные калибры (пробки и скобы), резьбовые калибры, шаблоны и т.д.
Рассмотрим подробнее следующие измерительные приборы
1) Штангенциркули
предназначены для измерения наружных и внутренних размеров изделий. Они выпускаются четырех типов: ШЦ—I (рис. а);
 ШЦТ—I (ШЦ—1 без верхних губок и с нижними губками, оснащенными твердым сплавом); ШЦ—II (рис. б) и ШЦ—111 (ШЦ—П без верхних губок). Основные части штангенциркулей: штанга 1,
измерительные губки 2,
рамка 3, зажим рамки 4,
нониус 5, глубомерная линейка 6
и микрометрическая подача 7 для установки на точный размер. При измерениях наружной стороной губок штангенциркулей ШЦ—II размер Ь =
10 мм прибавля- ШЦТ—I (ШЦ—1 без верхних губок и с нижними губками, оснащенными твердым сплавом); ШЦ—II (рис. б) и ШЦ—111 (ШЦ—П без верхних губок). Основные части штангенциркулей: штанга 1,
измерительные губки 2,
рамка 3, зажим рамки 4,
нониус 5, глубомерная линейка 6
и микрометрическая подача 7 для установки на точный размер. При измерениях наружной стороной губок штангенциркулей ШЦ—II размер Ь =
10 мм прибавля-
ется к отчету.
2) Микрометры гладкие типа МК
.
предназначены для измерения наружных размеров изделий. Основные узлы микрометра (рис.2а): скоба /, пятка 2
и микрометрическая головка 4 —
отсчетное устройство, 'основанное на применении винтовой пары, которая преобразует вращательное движение микровинта в поступательное движение подвижной измерительной пятки. Пределы измерений микрометров зависят от размера скобы и составляют 0—25; 25—50; ...; 275— 300, 300—400; 400—500 и 500—600 мм.
Реклама

Микрометры для размеров более 300 мм оснащены сменными (рис. 26)
или переставными (рис. 2в)
пятками, обеспечивающими диапазон измерений 100 мм. Переставные пятки крепятся в требуемом положении фиксатором 5, а сменные пятки — гайками 6.
На рис. 1а
показана микрометрическая головка, которой оснащают микрометры с верхним пределом измерений до 100 мм. Микрометрический винт / проходит через гладкое направляющее отверстие стебля 2
и ввинчивается в разрезную микрогайку 4,
которая стягивается регулирующей гайкой 5 так, чтобы устранить зазоры в винтовой паре. На микровинте установочным колпачком 6
закреплен барабан 3.
Палец 9,
помещенный в глухое отверстие колпачка, прижимается пружиной 10
к зубчатой поверхности трещетки 7, которая крепится на колпачке винтом 8.
При вращении трещетка передает микровинту через палец крутящий момент, обеспечивающий заданное измерительное усилие 5—9 Н. Если измерительное усилие больше, то трещетка проворачивается с характерными щелчками. Винт 12
ввинчивается во втулку 11
и фиксирует микровинт в требуемом положении.Микрометрические головки микрометров с нижним пределом измерений свыше 100 мм имеют несколько отличное устройство (рис. 2б). Микровинт / стопорится гайкой 13,
которая зажимает разрезную втулку 14.
Барабан 3
затягивается установочным колпачком 6
на конусную поверхность микровинта. Палец 9
прижимается к торцовой зубчатой поверхности трещетки 7.
Микрометрические головки имеют шаг
резьбы Р=
0,5 мм и длину резьбы 25 мм. При перемещении микровинта на шаг Р
барабан совершает один оборот. На стебле микровинта нанесена шкала с делениями, равными шагу микровинта, и продольный отсчетный штрих. Для удобства отсчета четные и не' четные штрихи шкалы нанесены по разные стороны продольного штриха. На коническом срезе барабана нанесена круговая шкала с числом делении n =
50. Цена деления круговой шкалы микрометра с =Р/
n
= 0,5/50 = 0,01 мм, цена деления основной шкалы а
= Р = 0,5 мм Диапазон показаний микрометрической головки равен 25 мм
Перед измерением микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу или поверхностям установочных мер 3
(см. рис 2а) под действием усилия, обеспечиваемого трещеткой. При правильной установке нулевой штрих круговой шкалы барабана должен совпадать с продольным штрихом на стебле.
Порядок установки микрометров на нуль.
а) закрепляют микровинт стопором, б) отворачивают установочный колпачок на пол-оборота; в) барабан поворачивают относительно микровинта до совпадения нулевого штриха барабана с продольным штрихом на стебле; г) барабан закрепляют колпачком; д) освобождают микровинт и снова проверяют нулевую установку и т. д.
При измерении изделие помещают без переноса между пяткой и микровинтом и вращают трещетку до тех пор, пока она не станет проворачиваться. Ближайший штрих к краю барабана определяет число делений шкалы, заключающееся в измеряемом размере. К отсчету по основной шкале прибавляют отсчет по круговой шкале, равный произведению цены деления с = 0,01 мм на номер деления, который находится напротив продольного штриха на стебле. На рис. 2а
отсчет равен 14,18 мм.
3) измерительные головки
-
относятся к рычажно-механическим
приборам применяются для измерения размеров, а также отклонений от заданной геометрической формы. Зубчатые измерительные головки
- индикаторы часовые
с ценой деления 0,01 мм — изготовляются следующих основных типов:
а) ИЧ-2, ИЧ-5 и ИЧ-10—с перемещением измерительного стержня параллельно шкале и пределами измерений 0—2, 0—5 и 0—10 мм
соответственно;
б) ИТ-2 — с перемещением стержня перпендикулярно шкале и пределами измерений 0—2 мм.
Индикаторы типа ИЧ-5 и ИЧ-10 выпускаются с корпусом диаметра 60 мм, а индикаторы ИЧ-2 и ИТ-2 — с корпусом диаметра 42 мм (малогабаритные) .
Устройство и принципиальная схема нормального индикатора типа ИЧ
показаны на рис. 3. Основными узлами индикатора являются циферблат 1
со шкалой, ободок 2,
стрелка 3,
указатель числа оборотов стрелки 4,
гильза 5,
измерительный стержень 6
с наконечником 7, корпус 8,
ушко 9 и головка стержня 10
(рис. 3, а). Гильза и ушко служат для крепления индикатора на стойках, штативах и приспособлениях. Поворотом ободка 2,
на котором закреплен циферблат, стрелку совмещают с любым делением шкалы. За головку 10
стержень отводят при установке изделия под измерительный наконечник.
Принцип действия идикатора состоит в следующем (рис. 3, б). Измерительный стержень 6
перемещается в точных направляющих втулках 18,
запрессованных в гильзы корпуса. На стержне нарезана зубчатая рейка 11,
которая поворачивает триб 12
с числом зубьев z
=16. Трибом в приборостроении называют зубчатое колесо с числом зубьев меньше или равным 18. Зубчатое колесо 13
(z
=100), установленное на одной оси с трибом 12,
передает вращение трибу 14 (z
= 10). На оси триба 14
закреплена стрелка 3. В зацеплении с трибом 14
находится также зубчатое колесо 15
(z=100), на оси которого закреплены указатель 4
и втулка 16
с пружинным волоском 17,
другой конец которого прикреплен к корпусу. Колесо 15,
находясь под действием волоска, обеспечивает работу всей передачи прибора на одной стороне профиля зуба и тем самым устраняет мертвый ход передачи. Пружина 19
создает измерительное усилие на стержне. Передаточное отношение зубчатого механизма подбирают таким образом, чтобы при перемещении измерительного стержня на расстояние L
= 1 мм стрелка совершала полный оборот, а указатель поворачивался 'на одно деление. Шкала индикатора имеет число делений n
=100. Цена деления шкалы циферблата c
=l
/
n
= /100=0,01 мм. В корпусе малогабаритных индикаторов нельзя разместить полные зубчатые колеса с числом зубьев z
= 100, поэтому их заменили зубчатыми секторами. У торцевых индикаторов ИТ-2 (рис. 5) перемещение измерительного стержня передается рейке зубчатого механизма через двухплечий рычаг, имеющий передаточное отношение, равное единице. Это обеспечивает цену деления 0,01 мм. Обозначения на рис. 3 и 4 одинаковые.
Индикаторы часового типа выпускаются двух классов точности: 0 и 1.
Измерительные головки устанавливают на стойках или штативах,
которые показаны на рис. 5. Тип выбираемой стойки и штатива определяется ценой деления головки: C-I— до 0,5 мкм (рис. 5, а), C-II—от 1 до 5 мкм (рис. 5, б), C-III и Ш-I—от I до 10 мкм (рис. 5, в, д),
C-IV и Ш-II— 10 мкм и выше (рис. 5, г, е). Штативы применяют при измерениях на поверочных плитах, в центрах и на станках.
При измерениях индикаторами часового типа используют стойки типа C-IV и Ш-II (см. рис. 5). Настройку индикаторов на размер при относительных измерениях осуществляют в определенном порядке.
1. Закрепляют индикатор на стержне стойки или в державке штатива зажимным винтом.
2. На стол стойки или плиту под измерительным наконечником индикатора помещают блок концевых мер, размер которого равен номинальному размеру изделия.
3. Опускают индикатор по колонке так, чтобы наконечник соприкоснулся с поверхностью меры и стрелка отклонилась от нулевого положения. Предварительное отклонение стрелки называют «натягом прибора». Значение натяга должно быть больше, чем допускаемые отклонения размера изделия от номинального значения. Обычно дают стрелке сделать один оборот. При работе с универсальным штативом для создания натяга пользуются винтом микроподачи.
4. Зафиксировав положение индикатора, шкалу устанавливают на нулевое положение, поворачивая ободок.
5. Поднимая и опуская измерительный стержень за
головку, проверяют постоянство показаний индикатора. Если наблюдается отклонение стрелки от нуля, настройку повторяют.
6. Отведя стержень, снимают блок мер.
При измерении меру заменяют изделием, и наконечник опускают на его поверхность. Отсчет по шкале индикатора показывает отклонение размера изделия от размера меры в сотых долях миллиметра. При абсолютных измерениях, порядок настройки тот же. Базой для настройки служит поверхность предметного стола стойки или поверочной плиты. По указателю определяют число миллиметров в размере.
Область применения индикаторов расширяется благодаря использованию приспособлений.
Струбцина для установки на валы (рис. 6,а)
имеет скобу 3
с губкой 2,
которая перемещается винтом 1.
К струбцине привинчивается стержень 4
с хомутом 5 для крепления державки 6
с индикатором 7. Прямой (рис. 6, б) и угловой (рис. 6, б) рычаги применяют при измерениях в труднодоступных местах. Рычаги 9
под действием измерительного стержня 12
индикатора поворачиваются вокруг оси 10
кронштейнов 11,
прикрепленных к гильзе индикатора, и упираются сферическими наконечниками 8
в поверхность изделия.
4)Оптико-механические
приборы
(оптиметры, оптикаторы, контактные интерферометры, длиномеры, измерительные машины, микроскопы и проекторы) предназначены для высокоточных измерений размеров и отклонений геометрической формы изделий дифференциальным методом. Конструктивно они представляют собой измерительные трубки (головки), устанавливаемые на стойках. В измерительном механизме трубок оптиметров и оптикаторов сочетаются механический и оптический рычаги, поэтому такие приборы иногда называют рычажно-оптическими.
Принцип действия оптического рычага показан на рисунке
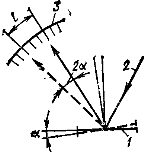
зеркало 1
падает луч света 2
и отражается на шкалу прибора 3.
Если зеркало наклонить на угол а, то отраженный луч сместится по шкале на величину I,
пропорциональную расстоянию L
шкалы от зеркала: I
= 2aL. Механический рычаг связывает измерительный стержень прибора с поворачивающимся зеркалом. Оптическая система — совокупность оптических узлов и деталей (линзы, призмы, зеркала, объективы, окуляр и т. д.), преобразует малые повороты зеркала в удобные для отсчета перемещения светового потока с изображением указателя по шкале прибора.
По положению линии измерения оптиметры делят на вертикальные (0В) и горизонтальные (ОГ), а по способу отсчета показаний—на окулярные (ОВО, ОГО) и экранные (ОВЭ, ОГЭ).
Основные характеристики оптиметров по ГОСТ
5405—75
| |
Типы прибора
|
| Показатели
|
|
ОВО-1,
|
ОГО-1,
|
| |
ОВЭ-02
|
ОВЭ-1
|
ОГЭ-1
|
| Диапазон измерения, мм
|
0—100
|
0—200
|
0—500
|
| Цена деления, мкм
|
0,2
|
1,0
|
1,0
|
| Пределы измерения по шкале, мм
|
±0,025
|
±0,1
|
±0,1
|
| Допускаемая основная погрешность
|
|
|
|
| ность, мкм, на участке шкалы, ми:
|
|
|
|
| от 0 до ±0,015
|
±0,07
|
—
|
—
|
| свыше ±0,015
|
±0,1
|
—
|
.—
|
| от 0 до ±0,06
|
—
|
±0,2
|
• ±0,2
|
| свыше ±0,06
|
—
|
±0,3
|
±0,3
|
| Вариация показаний, мкм
|
£(,02
|
0,1
|
0,1
|
5) Линейки поверочные
изготовляются следующих типов: ЛД — лекальные с двухсторонним скосом (рис. 7, а); ЛТ—лекальные трехгранные (рис. 7,6); ЛЧ—лекальные четырехгранные (рис. 7, в); ШП — с широкой рабочей поверхностью прямоугольного сечения (рис. 7, г); ШД—с широкой рабочей поверхностью двухтаврового сечения (рис. 7,и); ШМ—с широкой рабочей поверхностью, мостики (рис. 7, е);
УТ—угловые трехгранные (рис. 7, ж).
Лекальные линейки
выпускаются двух классов точности: 0 и 1. Лекальные линейки предназначены для контроля прямолинейности. Лезвие линейки накладывают на поверхность изделия .Сзади, на уровне глаз контролера, помещают источник света и наблюдают просвет между линейкой и изделием. Размер просвета определяют по «образцу просвета» При хорошей освещенности и определенном навыке просвет размером 3—5 мкм можно оценить с погрешностью ±1 мкм. Непрямолинейность равна наибольшему просвету h
max
.. (рис.8,а) .Линейки с широкой рабочей поверхностью применяют для поверки прямолинейности и для поверки плоскостности узких поверхностей Размеры l
X Ь
линеек различных типов имеют следующие значения: для линеек типа ШП 205Х5—630Х10 мм;
линеек типа ШД 630Х4—4000 X 30 мм; линеек типа ШМ 400 X 50 — 3000 X 110 мм. Линейки выпускаются трех классов точности: 0, 1 и 2. При контроле прямолинейности методом «линейных отклонений» рис.8, б линейку 1
укладывают рабочей поверхностью на две одинаковые концевые меры 3
размером b
0
, установленные на проверяемой поверхности 2
. Для уменьшения погрешностей измерений из-за прогибов линейки опоры располагают в точках наименьшего прогиба (точки Эри), которые отмечены рисками на боковой поверхности линеек, Точки Эри лежат на расстоянии 0,233l
от концов линейки. На боковой поверхности линейки наносят мелом отметки на расстояниях, равных 0,1l
. В отмеченных точках 0, 1, 2, ..., 10 измеряют расстояние Ь
i
,
между поверхностями линейки и изделия, вводя между ними блоки концевых мер или щупы 4
. По результатам измерений, определяют разность hi
=(b
о
—
b
i
). Построив график, как показано на рис. 8, в через точки h
0
и h
i
проводят прямую линию ОА.
Отклонение от плоскостности поверхности h
max
находят как расстояние от линии ОА
до наиболее удаленной точки профиля.
Решения об отнесении технического устройства к средствам измерений и об становлении интервалов между поверками принимает Госстандарт России.
Измерения должны осуществляться в соответствии с аттестованными в установленном порядке методиками.
Порядок разработки и аттестации методик выполнения измерений определяется Госстандартом России. Конкретные методы измерений определяются видом измеряемых величин, их размерами, требуемой точностью результата, быстротой процесса измерения, условиями, при которых проводятся измерения, и рядом других признаков.
Каждую физическую величину можно измерить несколькими методами, которые могут отличаться друг от друга особенностями как технического, так и методического характера. В отношении технических особенностей можно сказать, что существует множество методов измерения, и по мере развития науки и техники, число их все увеличивается. С методической стороны все методы измерений поддаются систематизации и обобщению по общим характерным признакам. Рассмотрение и изучение этих признаков помогает не только правильному выбору метода и его сопоставлению с другими, но и существенно облегчает разработку новых методов измерения.
Для прямых измерений
можно выделить несколько основных методов: метод непосредственной оценки, дифференциальный метод, нулевой метод и метод совпадений.
При косвенных измерениях
широко применяется преобразование измеряемой величины в процессе измерений.

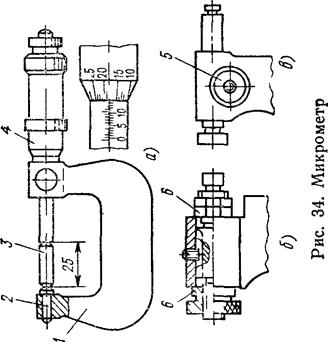
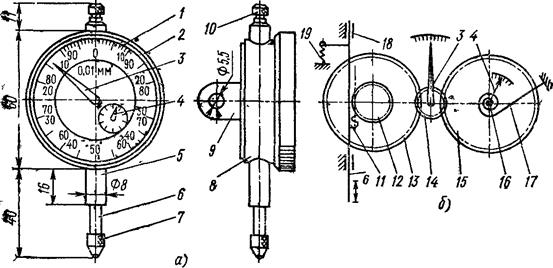
Рис. 3. Индикатор часовой типа ИЧ
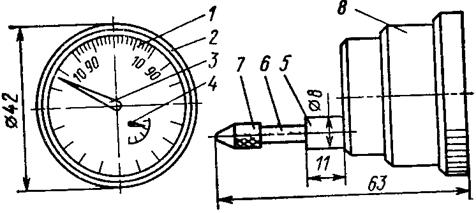
Рис. 4 Индикатор торцовый типа ИТ-2
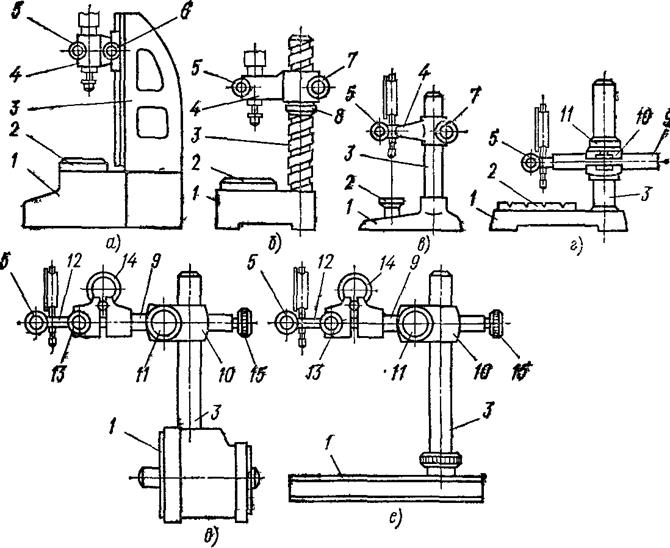
Рис. 5. Стойки и штативы
а—г-сгойки типа C-I; C-Ii; C-III; C-IV; д— е—
штативы типа Ш-1, lll-tf;
1—
основание, 2—
предметный стол для установки изделия; 3—
колонка;
4—
кронштейн; 5—винт крепления измерительной головки; 6—
маховик перемещения кронштейна (кремальера), 7—винт зажима кронштейна;
5—
гайка; 9—
стержень; /О—хомут; //—зажимной винт; 12—
державка;
1З
—винт крепления державки; 14—
пружинное кольцо; 15
—винт микроподачи для точной установки измерительной головки на размер

 Рис. 7. Линейки проверочные Рис. 7. Линейки проверочные
,
Рис. 8. Методы контроля
прямолинейности
/

План
1.Средства измерений
2.Штанкгнциркуль
3.Микромктр
4.Индикаторы часовые
5.Оптико-механические приборы
6.Линейки поверочные
7.Приложения
Использованная литература
1.Васильев А.С. «Основы метрологии и технические измерения» 1980 г.
2.Закон «Об обеспечении единства измерений» от 28.04.2001 г.
3.Махоня И.Т. «Справочник инструментальщика по техническим измере
ниям» 1984 г.
Рис.1 Микрометрические головки
Рис.2 Микрометр
Рис.6 Приспособлнния к индикаторам
|
