| Банк рефератов содержит более 364 тысяч рефератов, курсовых и дипломных работ, шпаргалок и докладов по различным дисциплинам: истории, психологии, экономике, менеджменту, философии, праву, экологии. А также изложения, сочинения по литературе, отчеты по практике, топики по английскому. |

|
Q П 0,25 D S C . (3.35) Допустиме поперечне зусилля за умови стійкості обичайки в границях пружності Q E , Н, визначають за формулою Q
E
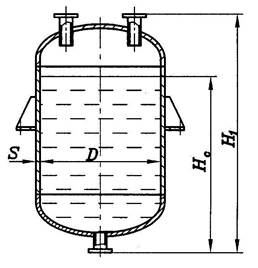
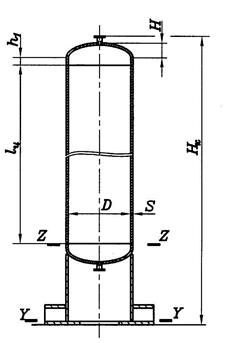
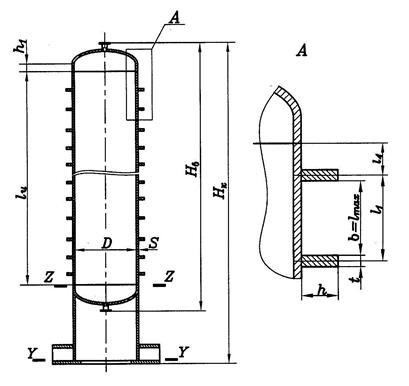
При цьому повинна виконуватися умова Q Q . Приклад 3.8 Колонний апарат, установлений на відкритому майданчику (рисунок 3.9 ), працює під спільною дією внутрішнього надлишкового тиску, осьового стискального зусилля і згинального моменту від вітрового навантаження. Робочий тиск в апараті складає Р роб 0,96 МПа, внутрішній діаметр апарата D 1200 мм, розрахункова температура стінки корпуса колони t 100 °С, загальна висота апарата Н к 30000мм, довжина циліндричної обичайки l ц 27390 мм, висота відбортовки еліптичного днища h 1 25мм. Виліти штуцерів прийняти рівними h ш 200 мм. Рівень рідини в кубі колони H c 1100 мм, густина рідини в кубі c 1150 кг/м3 . Матеріал корпуса – сталь марки Ст3сп5. Коефіцієнт міцності зварних з’єднань прийняти рівним 0,9 , добавку для компенсації корозії та ерозії – С 1 1 мм. Тиск в апараті під час дії запобіжного клапана визначаємо за формулою (3.2 ) Рк 1,15 Pроб 1,15 0,96 1,104 МПа. Тиск, що враховує короткочасне підвищення його в апараті при спрацьовуванні запобіжного клапана, без урахування гідростатичного тиску визначаємо за формулою (3.3 ) Рр 0,9 Pк 0,9 1,104 0,994 МПа. Гідростатичний тиск середовища визначаємо за формулою (3.1 ) Р г c g H c 10 6 1150 9,81 1,1 10 6 0,012МПа. Враховуючи, що гідростатичний тиск середовища Рг 0,012 0,05 Рроб 0,05 0,96 0, 048 МПа складає менше 5 % від робочого, розрахунковий тиск визначаємо за формулою (3.4 ) без урахування гідростатичного тиску середовища Р P p 0,994 МПа. Розрахунковий тиск округляємо в бік збільшення Р 1,0 МПа. Згідно з таблицею Б.1 додатку Б визначаємо значення допустимих напружин для сталі марки Ст3сп5 при розрахунковій температурі
Р пр 1,25 P 149 Гідростатичний тиск води в умовах випробувань визначаємо за формулою (3.1 ), приймаючи густину води рівною в 1000кг/м3 , а загальну висоту стовпа води в апараті – рівною висоті циліндричної обичайки з урахуванням висоти двох еліптичних днищ зі штуцерами H в l ц 2 h 1 H h ш 27390 2 25 300 200 28440мм 28,44 м ; Рг води в g H в 10 6 1000 9,81 28,44 10 6 0,279МПа. Враховуючи, що гідростатичний тиск води в апараті Рг води 0,279 0,05 Рпр 0,05 1,29 0,065 МПа складає понад 5 % від пробного, розрахунковий тиск в умовах випробувань Р в приймаємо рівним пробному з урахуванням гідростатичного тиску води Рв P пр P г води 1,29 0,279 1,569 МПа.
Р в 1,569 1,35 Р 149 Розрахунковий тиск в умовах випробувань більше розрахункового тиску в робочих умовах, помноженого на 1,35
20
Допустиму напружину в умовах випробувань визначаємо за формулою (3.9 ). Згідно з таблицею Б.6 додатку Б визначаємо границю текучості для сталі марки Ст3сп5 при температурі випробувань t в 20 °С R
e
20
250 МПа. Коефіцієнт запасу міцності при гідравлічних випробуваннях визначаємо згідно з таблицею 3.1,
n
т
1,1.
в
R
e
20
Розрахункову товщину стінки обичайки визначаємо за формулою (3.13 ): – для робочих умов
– для умов випробувань
2 в p P в 2 227 0,9 1,569 З урахуванням добавки для компенсації корозії та ерозії товщина стінки обичайки по більшому з отриманих значень розрахункової товщини стінки обичайки складає S S p C1 4,63 1,0 5,63 мм. Добавку для компенсації мінусового допуску для товщини сталевого листа 8 мм згідно з таблицею 3.4 приймаємо рівною С 2 0,8 мм. Сума добавок до розрахункової товщини стінки обичайки дорівнює С С 1 С 2 1 0,8 1,8 мм. Виконавчу товщину стінки визначаємо за формулою (3.14 ) по більшому із значень розрахункової товщини стінки в робочих умовах та в умовах випробувань S S p C 4,63 1,8 6,43 мм. Приймаємо виконавчу товщину стінки обичайки рівною S 8 мм. Допустимий тиск для прийнятого значення виконавчої товщини стінки обичайки розраховуємо за формулою (3.15 ): – для робочих умов 2
P D S C 1200 8 1,8 – для умов випробувань 2 в p S C 2 227 0,9 8 1,8
Умови міцності: – для робочих умов Р 1,0 Р 1,37 МПа; – для умов випробувань Рв 1,569 Р в 2,1МПа виконуються. Умова застосування розрахункових формул S C 8 1,8
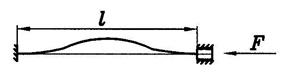
виконується. Для колони, установленої на відкритому майданчику зі співвідношенням Нк
Маса колони при виконавчій товщині стінки обичайки, яка дорівнює S 8 мм, складає: – в робочих умовах 14675 кг; – в умовах випробувань 43420 кг. У результаті розрахунку колони на вітрове навантаження (у даному прикладі не приводиться ) визначені згинальні моменти в перерізі Z-Z, які складають: – в робочих умовах 7,38·108 Н·мм; – в умовах випробувань 7,50·108 Н·мм. Обичайка вертикального колонного апарата крім внутрішнього надлишкового тиску навантажена осьовим стискальним зусиллям від власної ваги і згинальним моментом від дії вітрового навантаження. Перевірку стійкості обичайки, яка працює під спільною дією кількох видів навантажень, проводимо за формулою (3.24 ), у якій приймаємо Р=0, тому що діє тільки внутрішній надлишковий тиск, і поперечне зусилля Q=0. Значення осьового стискального зусилля F в перерізі Z-Z приймаємо рівним вазі колони в робочих умовах, тобто F m g 14675 9,81 144000Н, де m – маса апарата в робочих умовах, кг; g – прискорення вільного падіння, м/с2 . Проводимо перевірку стійкості корпуса колонного апарата для робочих умов і умов випробувань. Визначаємо допустимі осьове стискальне зусилля та згинальний момент для робочих умов і умов випробувань. Модуль подовжньої пружності для сталі марки Ст3сп5 в робочих умовах (при температурі t 100 °С ) згідно з таблицею 3.8 складає Е 1,91 105 МПа. Допустиме осьове стискальне зусилля за умови місцевої стійкості у границях пружності визначаємо за формулою (3.28 )
2,4 1200 Наведену розрахункову довжину корпуса колонного апарата приймаємо згідно з таблицею 3.9 lпр 2,0 l 2,0 Hк 2 30000 6 104 мм. Гнучкість обичайки визначаємо за формулою (3.30 ) 2,83l np 2,83 6 10 4
D S C 1200 8 1,8 Допустиме осьове стискальне зусилля за умови місцевої стійкості в границях пружності визначаємо за формулою (3.29 )
9,31 10 Н 2,4 Допустиме осьове стискальне зусилля за умови стійкості у границях пружності при l
F E min F E1 ; F E2 min 6,82 10 6 ; 9,31 10 5 9,31 10 5 H. Допустиме осьове стискальне зусилля за умови міцності визначаємо за формулою (3.26 ) F П D S C S C 3,14 1200 8 1,8 8 1,8 149 3,5 10 6 Н. Допустиме осьове стискальне зусилля для робочих умов визначаємо за формулою (3.25 ) F F П 3,5 10 6 9,0 10 5 Н.
1 F Е 9,31 10 Допустимий згинальний момент за умови міцності для робочих умов розраховуємо за формулою (3.32 ) М П 0,25 D F П 0,25 1200 3,5 10 6 1,05 10 9 Н мм. Допустимий згинальний момент за умови стійкості для робочих умов розраховуємо за формулою (3.33 ) М Е 0,285D F Е 1 0,285 1200 6,82 10 6 2,33 10 9 Н мм. Допустимий згинальний момент для робочих умов визначаємо за формулою (3.31 ) М M П 1,05 10 9 9,57 10 8 Н мм. M П 2 1 1,05 10 9 2
Перевіряємо стійкість обичайки, яка знаходиться під спільною дією осьового стискального зусилля та згинального моменту від вітрового навантаження, для робочих умов за формулою (3.24 ) F M 144000 7,38 10 8
F M 9,0 10 5 9,57 10 8 Умова стійкості виконується. Для умов випробувань при температурі t в 20 °С модуль подовжньої пружності для сталі марки Ст3сп5 згідно з таблицею 3.8 складає Е 1,99 105 МПа. Визначаємо допустиме стискальне зусилля за умови місцевої стійкості в границях пружності F E1 в умовах випробувань за формулою (3.28 )
Визначаємо допустиме стискальне зусилля за умови загальної стійкості в границях пружності F E2 в умовах випробувань за формулою (3.29 )
1,8 1,29 10 6 Н. Допустиме осьове стискальне зусилля за умови стійкості в границях пружності при l
F E min F E1 ; F E2 min 9,47 10 6 ; 1,29 10 6 1,29 10 6 H. Допустиме осьове стискальне зусилля за умови міцності в умовах випробувань визначаємо за формулою (3.26 ) F П D S C S C в 3,14 1200 8 1,8 8 1,8 227 5,33 10 6 Н. Допустиме осьове стискальне зусилля в умовах випробувань визначаємо за формулою (3.25 ) F П 5,33 10 6 1,26 10 6 Н. F F 2
Допустимий згинальний момент за умови міцності в умовах випробувань розраховуємо за формулою (3.32 ) М П 0,25 D F П 0,25 1200 5,33 10 6 1,6 10 9 Н мм. Допустимий згинальний момент за умови стійкості в умовах випробувань розраховуємо за формулою (3.33 ) М Е 0,285D F Е 1 0,285 1200 9,47 10 6 3,23 10 9 Н мм. Допустимий згинальний момент в умовах випробувань визначаємо за формулою (3.31 ) М M П 1,6 10 9 1,43 10 9 Н мм.
Перевіряємо стійкість обичайки, що працює під спільною дією осьового стискального зусилля та згинального моменту, для умов випробувань за формулою (3.24 ) F M 144000 7,5 10 8
F M 1,26 10 6 1,43 10 9 Умова стійкості виконується. Приклад 3.9 Розрахувати товщину стінки циліндричної обичайки корпуса колонного апарата (рисунок 3.9 ), установленого на відкритому майданчику і працюючого під вакуумом. Залишковий тиск в апараті Р зал 0,01МПа, розрахункова температура стінки обичайки t 100 °С. Внутрішній діаметр апарата D 1200 мм, загальна висота колони H к 30000 мм, довжина циліндричної обичайки l ц 27350 мм, висота циліндричної відбортовки еліптичного днища h 1 40мм. Виліти штуцерів прийняти рівними h ш 200 мм. Матеріал корпуса колонного апарата – сталь марки Ст3сп5. Добавку для компенсації корозії та ерозії прийняти рівною C 1 1 мм, коефіцієнт міцності зварних швів – 0,9. Розрахунковий зовнішній тиск в апараті визначаємо як різницю між атмосферним тиском P a та залишковим тиском в апараті P зал Р Pa Pзал 0,1 0,01 0,09МПа. При визначенні пробного тиску для колонного апарата, що працює під вакуумом, розрахунковий тиск у формулі (3.5 ) приймаємо рівним Р 0,1 МПа. Згідно з таблицею Б.1 додатку Б визначаємо допустимі напружини для сталі марки Ст3сп5: – при розрахунковій температурі t 100 °С 149 МПа; – при температурі випробування t в 20 °С 20 154МПа. Пробний тиск визначаємо за формулою (3.5 )
149 Висоту опуклої частини еліптичного днища розраховуємо за формулою H 0,25 D 0,25 1200 300 мм. Гідростатичний тиск води в апараті визначаємо за формулою (3.1 ). Густина води складає в 1000кг/м3 , загальна висота стовпа води в апараті дорівнює висоті циліндричної обичайки з урахуванням висоти двох еліптичних днищ зі штуцерами H в l ц 2 h 1 H h ш 27350 2 40 300 200 28430мм 28,43 м ; Рг воды в g H в 10 6 1000 9,81 28,43 10 6 0, 279 МПа.. Гідростатичний тиск води в апараті Ргводи 0,275 0,05 Рпр 0,05 0,13 0, 0065 МПа складає понад 5 % від пробного, тому розрахунковий тиск в умовах випробувань Р в приймаємо рівним пробному з урахуванням гідростатичного тиску води Рв Рпр Ргводи 0,13 0,279 0, 409 МПа. Перевіряємо умову необхідності розрахунку на міцність в умовах випробувань
Р в 1,35Р Р
в
0,409
1,35
0,1
Умова не виконується, отже потрібно провести розрахунок на міцність для робочих умов та умов випробувань. За формулою (3.17) визначаємо коефіцієнт K 1 , приймаючи коефіцієнт запасу стійкості для робочих умов n y 2,4 , а модуль подовжньої пружності матеріалу обичайки при розрахунковій температурі визначаємо за таблицею 3.8 n y P 2,4 0,09 K
1
0,36
Довжину прилеглого елемента l 3 для опуклих днищ визначаємо за формулою (3.18 )
l 3 100 мм. 3 3 Розрахункову довжину циліндричної обичайки визначаємо за формулою l lц 2 h1 2 l3 27350 2 40 2 100 27630 мм. Коефіцієнт K 3 визначаємо за формулою (3.19 ) l 27630
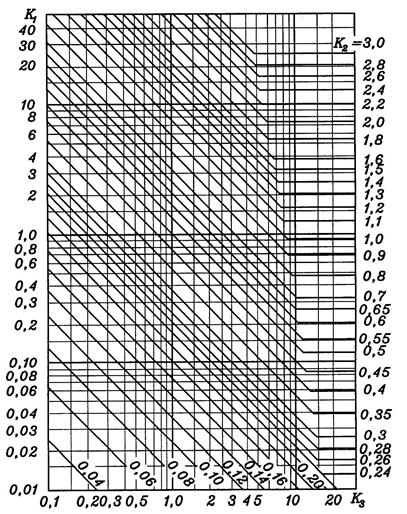
D 1200 За номограмою на рисунку 3.7 визначаємо коефіцієнт К 2 0,8. Розрахункову товщину стінки обичайки визначаємо за формулою (3.16 ) S
p
max
K
2
D
10
2
;
2 max
0,8
1200
10
2
;
2 149 Згідно з таблицею Б.6 додатку Б визначаємо границю текучості матеріалу обичайки при температурі t 20 °С, R e 20 250 МПа. Коефіцієнт запасу міцності при гідравлічних випробуваннях згідно з таблицею 3.1 дорівнює n т 1,1. Допустиму напружину в умовах випробувань визначаємо за формулою (3.9 ) R
e
20
250
в
n
т
Для умов випробувань розрахункову товщину стінки визначаємо за формулою (3.13 )
2 в P в 2 227 0,9 0,409 Виконавчу товщину стінки обичайки без урахування добавки для компенсації мінусового допуску визначаємо за формулою (3.14 ) по більшому із значень S p з урахуванням добавки на корозію та ерозію С 1 S S p C1 9,6 1 10,6 мм. Визначаємо виконавчу товщину стінки циліндричної обичайки з урахуванням добавки на мінусовий допуск С 2 0,8 мм для листа товщиною 12 мм S S p C1 C2 9,6 1 0,8 11,4 мм. Приймаємо виконавчу товщину стінки обичайки рівною S 12 мм. Перевіряємо необхідність урахування добавки для компенсації мінусового допуску сталевого листа товщиною 12 мм C2 0,8 0,05S 0,05 12 0,6 мм. Добавку враховуємо, тому що вона складає понад 5 % від товщини листа. Сума добавок складає С С 1 С 2 1 0,8 1,8 мм. Визначаємо допустимий тиск за умови міцності Р П за формулою (3.21 )
Безрозмірний коефіцієнт В 1 визначаємо за формулою (3.23 ) B 1 min 1,0 ; 9,45 D D l 100 S C
27630 100 12 1,8 Допустимий тиск за умови стійкості в границях пружності Р Е визначаємо за формулою (3.22 ) 20,8 10 6 D E 100 S C 2,5
20,8 10 6 1200 1,91 10 5 100 12 1,8 2,5
Допустимий зовнішній тиск в робочих умовах визначаємо за формулою (3.20 ) P П 2,51 0,107МПа. P
1 Р Е Умова міцності в робочих умовах Р 0,09 Р 0,107МПа виконується. Для прийнятого значення виконавчої товщини стінки обичайки розраховуємо допустимий внутрішній тиск в умовах випробувань за формулою (3.15 ) 2 в p S C 2 227 0,9 12 1,8
Умова міцності в умовах випробувань Р 0,409 Р 3,44МПа виконується. Умова застосування розрахункових формул S C 12 1,8
D 1200 виконується. Для колонного апарата, установленого на відкритому майданчику, із співвідношенням
H
к
Маса колони при товщині стінки обичайки, що дорівнює S 12 мм: – у робочих умовах 18070 кг; – в умовах випробувань 46820 кг. В результаті розрахунку колони на вітрове навантаження (у даному прикладі не приводиться ) визначені згинальні моменти в перерізі Z-Z, які складають: – в робочих умовах 7,45·108 Н·мм; – в умовах випробувань 7,52·108 Н·мм. Перевірку стійкості обичайки, яка працює під дією зовнішнього тиску, осьового стискального зусилля та згинального моменту проводимо за формулою (3.24 ), в якій приймаємо поперечне зусилля рівним Q=0. Осьове стискальне зусилля F в перерізі Z-Z приймаємо рівним вазі колони в робочих умовах, тобто F m g 18070 9,81 177000H, де m – маса апарата в робочих умовах, кг; g – прискорення вільного падіння, м/с2 . Проводимо перевірку стійкості корпуса колонного апарата для робочих умов і умов випробувань. Визначаємо допустимі осьове стискальне зусилля та згинальний момент для робочих умов. Модуль подовжньої пружності для сталі марки Ст3сп5 для робочих умов (при температурі t=100 °С ) визначаємо згідно з таблицею 3.8, Е 1,91 105 МПа. Допустиме осьове стискальне зусилля визначаємо за умови місцевої стійкості в границях пружності за формулою (3.28 )
2,4 1200 Наведену розрахункову довжину визначаємо згідно з таблицею 3.9 lпр 2,0 l 2 Hк 2 30000 6 104 мм. Гнучкість обичайки визначаємо за формулою (3.30 ) 2,83l np 2,83 6 10 4
D S C 1200 12 1,8 Допустиме осьове стискальне зусилля за умови загальної стійкості в границях пружності визначаємо за формулою (3.29 )
2,4 1,55 106 Н. Допустиме осьове стискальне зусилля за умови стійкості в границях пружності визначаємо за формулою (3.27 ) F E min F E1 ; F E2 min 2,37 10 7 ; 1,55 10 6 1,55 10 6 H. Допустиме осьове стискальне зусилля за умови міцності визначимо за формулою (3.26 ) F П D S C S C 3,14 1200 12 1,8 12 1,8 149 5,78 10 6 Н. Допустиме осьове стискальне зусилля в робочих умовах визначаємо за формулою (3.25 ) F F П 5,78 10 6 1,5 10 6 Н. F 2
Допустимий згинальний момент за умови міцності розраховуємо за формулою (3.32 ) М П 0,25 D F П 0,25 1200 5,78 10 6 1,73 10 9 Н мм. Допустимий згинальний момент за умови стійкості в границях пружності розраховуємо за формулою (3.33 ) М Е 0,285D F Е 1 0,285 1200 2,37 10 7 8,09 10 9 Н мм. Допустимий згинальний момент в робочих умовах визначаємо за формулою (3.31 ) М M П 1,73 109 1,7 109 Н мм. M 2
Перевіряємо стійкість обичайки, яка знаходиться під спільною дією зовнішнього тиску, осьового стискального зусилля від власної ваги та згинального моменту від вітрового навантаження, для робочих умов за формулою (3.24 ) P F M 0,09 177000 7,45 10 8
P F M 0,107 1,5 10 6 1,7 10 9 Умова стійкості не виконується, тому необхідно збільшити товщину стінки обичайки до наступної стандартної товщини листа і розрахунки повторити до виконання умови стійкості, після чого перевірити умову стійкості в умовах випробувань. 3.2.6 Розрахунок циліндричних обичайок з кільцями жорсткості,що працюють під внутрішнім надлишковим тискомРозрахункова схема циліндричної обичайки, підкріпленої кільцями жорсткості, представлена на рисунку 3.5. Необхідність установки кілець жорсткості в апараті, що працює під внутрішнім надлишковим тиском, визначають у такий спосіб. При заданих розрахунковому тиску P і товщини стінки обичайки S розраховують коефіцієнт К 4 за формулою
К 4 2 p S C Якщо K 4 0 , зміцнення кільцями жорсткості не потрібно. Якщо коефіцієнт К 4 знаходиться в діапазоні 0
К
4
2
т
відстань b , мм, між двома суміжними кільцями жорсткості необхідно визначати за формулою
т де т – коефіцієнт міцності кільцевого зварного шва. Необхідну площу поперечного перерізу кільця жорсткості А к , мм2 , визначають за формулою p Ак
l1
S
C
к к де l 1 – відстань між двома суміжними кільцями жорсткості по осям, які проходять через центр ваги їхніх поперечних перерізів, мм; к – допустима напружина для матеріалу кільця жорсткості при розрахунковій температурі, МПа; к – коефіцієнт міцності зварних швів кільця жорсткості. Якщо коефіцієнт
товщину стінки обичайки необхідно збільшити до величини, при якій виконується умова
р Допустимий внутрішній надлишковий тиск необхідно визначати за умови P min P 1 ; P 2 , (3.41) де P 1 – допустимий внутрішній надлишковий тиск, який визначається за умови міцності всієї обичайки, МПа; P 2 – допустимий внутрішній надлишковий тиск, який визначається за умови міцності обичайки між двома суміжними кільцями, МПа. Допустимий внутрішній надлишковий тиск, який визначається за умови міцності всієї обичайки, розраховують за формулою
Допустимий внутрішній надлишковий тиск, який визначається за умови міцності обичайки між двома суміжними кільцями жорсткості, розраховують за формулою 2
p де 2
n
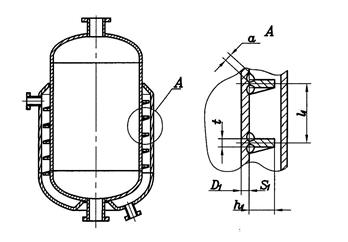
D S C 3.2.7 Розрахунок циліндричних обичайок з кільцями жорсткості,що працюють під зовнішнім тиском (вакуумом)Рекомендований профіль кілець жорсткості та максимальна відстань між ними для апаратів, що працюють під вакуумом, наведені в таблиці 3.10. Для визначення товщини стінки обичайки S або відстані між кільцями жорсткості b при заданому тиску P використовують номограму, яка наведена на рисунку 3.7, при цьому приймають l b . Площу поперечного перерізу кільця жорсткості рекомендується приймати відповідно до таблиці 3.10 при виконанні умови I I p , (3.45) де I – ефективний момент інерції розрахункового поперечного перерізу кільця жорсткості, мм4 ;
I I к e 2 A к l e S C , (3.46) 10,9 A к l e S C де Iк – момент інерції поперечного перерізу кільця жорсткості відносно осі, яка проходить через центр його ваги (відносно осі X-X відповідно до рисунка 3.5), мм4 ; l 1 – відстань між двома суміжними кільцями жорсткості по осям, що проходять через центри ваги їх поперечних перерізів, мм; e – відстань між центром ваги поперечного перерізу кільця жорсткості та серединною поверхнею обичайки, мм; A к – площа поперечного перерізу кільця жорсткості, мм2 ; l e – ефективна довжина стінки обичайки, мм. Момент інерції поперечного перерізу кільця жорсткості прямокутної форми визначається за формулою t h 3 I
k
12 де t – ширина поперечного перерізу кільця жорсткості, мм; h – висота поперечного перерізу кільця жорсткості, мм. Ефективну довжину стінки обичайки визначають за формулою
Розрахунковий ефективний момент інерції кільця жорсткості визначають за формулою 0,1P D 3 l n
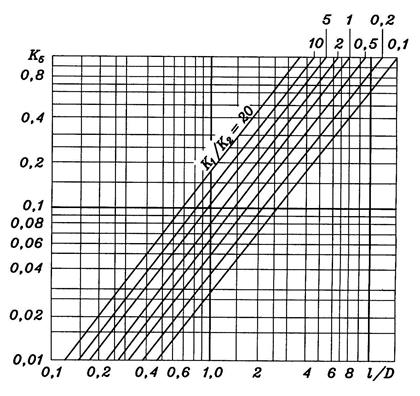
E 2,4 де K 5 – безрозмірний коефіцієнт, який визнача ють за графіком, наведеному на рисунку 3.10.
K
2
100
S
C
Розрахункове значення довжини гладкої обичайки l b .
Рисунок 3.10 – Графік для визначення коефіцієнта K 5 Допустимий зовнішній тиск визначають за умови P min P 1 ; P 2 , (3.51) де P 1 – допустимий зовнішній тиск, який визначають за умови стійкості всієї обичайки з кільцями жорсткості, МПа; P 2 – допустимий зовнішній тиск, який визначають за умови стійкості обичайки між двома суміжними кільцями жорсткості, МПа.
В міліметрах
Допустимий зовнішній тиск, який визначається за умови стійкості всієї обичайки, необхідно розраховувати за формулою P 1П , (3.52) P 1
де P 1П – допустимий зовнішній тиск за умови міцності всієї обичай- ки з кільцями жорсткості, МПа, при к р = 1,0; Р 1Е – допустимий зовнішній тиск за умови стійкості всієї обичайки в границях пружності, МПа. Допустимий зовнішній тиск, який визначається за умови міцності всієї обичайки, необхідно розраховувати при значеннях коефіцієнтів к р = 1,0 за формулою
де к – допустима напружина матеріалу кільця жорсткості при розрахунковій температурі, МПа; к – коефіцієнт міцності зварних швів кільця жорсткості. Допустимий зовнішній тиск за умови стійкості всієї обичайки в границях пружності
де k – коефіцієнт жорсткості обичайки, підкріпленої кільцями жорстко- сті; B 2 – безрозмірний коефіцієнт; L – розрахункова довжина циліндричної обичайки, підкріпленої кільцями жорсткості, мм. Коефіцієнт k визначають за формулою k
Коефіцієнт В 2 визначають за формулою
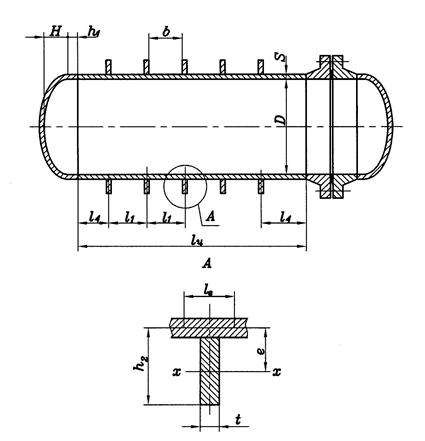
Розрахункову довжина циліндричної обичайки, підкріпленої кільцями жорсткості, визначають як суму довжин циліндричної обичайки l ц та прилеглих елементів l 3 . Допустимий зовнішній тиск P 2 визначають за формулою (3.20) при розрахунковій довжині обичайки, яка розраховується за формулою l max b; l 2 0,5 t , (3.57) де b – відстань між двома суміжними кільцями жорсткості, мм; l 2 – розрахункова відстань між ефективним елементом жорсткості і віссю, що проходить через центр ваги суміжного з ним кільця жорсткості, мм; t – ширина поперечного перерізу кільця жорсткості в місці його приварки до обичайки, мм. Ефективними елементами жорсткості є приварені до обичайки днища, перегородки, фланці тощо. Розрахункову відстань l 2 визначають у такий спосіб: – для фланців, плоских днищ і жорстких перегородок l 2 l 4 ; – для відбортованих днищ l 2 l 4 h 1 l 3 ; – для невідбортованих днищ l 2 l 4 l 3 , де l 4 – відстань між елементом жорсткості та віссю, що проходить через центр ваги суміжного з ним кільця жорсткості, мм; h 1 – довжина циліндричної частини відбортованого днища, мм. Приклад 3.10 Визначити розміри кілець жорсткості, які підкріплюють циліндричну обичайку корпуса вертикального апарата з еліптичними днищами, і відстань між ними (рисунок 3.11 ). Залишковий тиск в апараті Pзал 0,01МПа . Внутрішній діаметр апарата D=1200 мм, розрахункова температура стінки апарата t=100 °С. Висота апарата Нк 15000 мм, довжина циліндричної обичайки l ц 12390 мм, товщина стінки обичайки S 8 мм, висота відбортовки еліптичного днища h 1 25мм, виліти штуцерів h ш 200мм. Матеріал корпуса – сталь марки Ст3сп5. Добавку для компенсації корозії та ерозії прийняти рівною С 1 2мм, коефіцієнт міцності зварних з’єднань – р 0,9 .
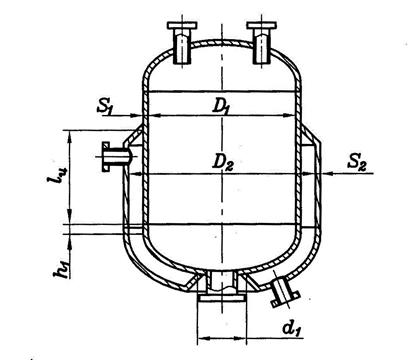
Рисунок 3.11 – Розрахункова схема колонного апарата з кільцями жорсткості Розрахунковий зовнішній тиск в апараті визначаємо як різницю між атмосферним та залишковим тиском Р Pат Pзал 0,1 0,01 0,09 МПа. За таблицею 3.10 визначаємо рекомендований профіль кілець жорсткості та максимальну відстань між ними: t h 8 50 мм; lmax b 1900мм. Відстань між двома суміжними кільцями жорсткості по осям, що проходять через центри ваги їхніх поперечних перерізів, визначаємо за формулою l1 b t 1900 8 1908мм. Момент інерції поперечного перерізу кільця жорсткості прямокутної форми визначаємо за формулою (3.47 )
83330 мм 12 12 Ефективну довжину стінки обичайки визначаємо за формулою (3.48 ) l e min l 1 ; t 1,1 D S C
Ефективний момент інерції розрахункового поперечного перерізу кільця жорсткості визначаємо за формулою (3.46 )
I I к e 2 A к l e S C 10,9 A к l e S C 83330
10,9 400 94,9 8 2,8 Для визначення розрахункового ефективного моменту інерції I p знаходимо значення коефіцієнта К 5 за графіком, який наведено на рисунку 3.10. Для цього розраховуємо відношення
де l – розрахункова довжина гладкої циліндричної обичайки, мм. l b 1900 мм. Коефіцієнт К 1 визначаємо за формулою (3.17 ) n y P 2,4 0,09 К
1
0,36
Добавку для компенсації мінусового допуску сталевого листа товщиною 8 мм визначаємо за таблицею 3.4, С 2 0,8 мм. Загальна добавка до розрахункової товщини складає С С 1 С 2 2 0,8 2,8 мм. Коефіцієнт К 2 визначаємо за формулою (3.50 ) 100 S C 100 8 2,8 К 2 0,433. D 1200
Розрахунковий ефективний момент інерції циліндричної обичайки визначаємо за формулою (3.49 )
I p E 2,4 K 5 0,09 1200 5 3 1908 22,,44 0,12 1,91 10 1,864 10 4 мм 4 . Умова I 2,937 105 I p 1,864 104 мм 4 виконується. Перевіряємо умову стійкості обичайки в робочих умовах по зовнішньому тиску та умови міцності обичайки в умовах випробувань по внутрішньому тиску. Допустимий зовнішній тиск за умови міцності всієї обичайки визначаємо за формулою (3.53 ) при р к 1
1200 8 2,8 Висоту опуклої частини еліптичного днища визначаємо за формулою H 0,25D 0,25 1200 300мм. Розрахункову довжину прилеглого елемента для опуклих днищ визначаємо за формулою (3.18 )
3 3 Розрахункову довжину циліндричної обичайки визначаємо за формулою L lц 2 l3 h1 12390 2 100 25 12640 мм. Коефіцієнт жорсткості обичайки, підкріпленої кільцями жорсткості, визначаємо за формулою (3.55 )
Коефіцієнт B 2 визначаємо за формулою (3.56 ) B 2 min 1,0; 9,45 D D L 100k S C
12640 100 3,455 8 2,8 min 1,0; 0,733 0,733. Допустимий зовнішній тиск за умови стійкості всієї обичайки з кільцями жорсткості в границях пружності визначаємо за формулою (3.54 )
Допустимий зовнішній тиск за умови стійкості всієї обичайки з кільцями жорсткості визначаємо за формулою (3.52 ) P 1П 1,338 0,169 МПа. Р 1
Відстань між елементом жорсткості і віссю, що проходить через центр ваги суміжного з ним кільця жорсткості при наявності семи кілець жорсткості, визначаємо за формулою l4 0,5 lц 6 l1 0,5 12390 6 1908 471 мм. Розрахункову відстань l 2 визначаємо за формулою l2 l4 h1 l3 471 25 100 596мм. Розрахункову довжину обичайки визначаємо за формулою (3.57 ) l max b; l2 0,5 t max 1900; 596 0,5 8 1900мм. Коефіцієнт В 1 визначаємо за формулою (3.23 ) B 1 min 1,0 ; 9,45 D D
min 1,0; 9,45 min 1,0; 9,07 1,0. 1900 100 8 2,8 Для визначення допустимого зовнішнього тиску Р 2 розраховуємо допустимий зовнішній тиск за умови міцності Р П за формулою (3.23 )
а допустимий зовнішній тиск за умови стійкості в границях пружності Р Е – за формулою (3.22 ) 20,8 10 6 D E 100 S C 2,5
Допустимий зовнішній тиск, який визначається за умови стійкості обичайки між двома суміжними кільцями жорсткості, розраховуємо за формулою (3.20 ) P П 1,286 0,129МПа. Р 2 2 2
Допустимий зовнішній тиск визначаємо за формулою (3.51 ) Р min P 1 ; P 2 min 0,169; 0,129 0,129 МПа. Умова міцності P 0,09 P 0,129МПа виконується. За таблицею Б.1 додатку Б визначаємо допустимі напружини для сталі марки Ст3сп5 при розрахунковій температурі стінки t 100°С, 149 МПа і при температурі випробувань t в 20°С, 20 154МПа.
149 Загальна висота стовпа рідини в апараті дорівнює висоті циліндричної обичайки з урахуванням висоти двох еліптичних днищ Hв lц 2 H h1 hшт 12390 2 300 25 200 13440 мм. Гідростатичний тиск води визначаємо за формулою (3.1), прийнявши густину води рівною в 1000 кг/м3 Рг води в g H в 10 6 1000 9,81 13,44 10 6 0,132МПа. Рг води 0,132 0,05 Pпр 0,05 0,13 0,0065 МПа. Гідростатичний тиск води складає понад 5 % від пробного, тому розрахунковий тиск в умовах випробувань визначаємо з урахуванням гідростатичного тиску води за формулою (3.4 ) Рв P пр P г води 0,13 0,132 0,262 МПа. Перевіряємо необхідність розрахунку на міцність в умовах випробувань
149 Розрахунковий тиск води в умовах випробувань більше розрахункового в робочих умовах, помноженого на
1,35
20
Виконуємо перевірний розрахунок на міцність для умов випробувань. За таблицею Б.6 додатку Б визначаємо границю текучості матеріалу обичайки і кілець жорсткості при температурі 20 °С, R e 20 250МПа. Коефіцієнт запасу міцності при гідравлічних випробуваннях приймаємо за таблицею 3.1 рівним n т 1,1 . Допустиму напружину в умовах випробувань визначаємо за формулою (3.9 )
Допустимий тиск P 1 за умови міцності всієї обичайки розраховуємо за формулою (3.42 ) A к к к
1200 8 2,8 Параметр п визначаємо за формулою (3.44 )
п D S C 1200 8 2,8 Допустимий внутрішній надлишковий тиск за умови міцності обичайки між двома суміжними кільцями жорсткості визначаємо за фор-мулою (3.43 )
p
1200
8
2,8
1
Допустимий внутрішній надлишковий тиск визначаємо за формулою (3.41 ) P min 1,83; 1,76 1,76МПа. Умова міцності P 0,262 P 1,76 МПа виконується. 3.2.8 Розрахунок циліндричних обичайок з кільцями жорсткості, що працюють під спільною дією навантажень кількох видівТовщину стінки циліндричної обичайки, розміри поперечного перерізу кілець жорсткості та відстань між ними попередньо необхідно визначати за пунктами 3.2.6 і 3.2.7. Після цього проводять перевірний розрахунок за формулою (3.24). При цьому допустимий зовнішній тиск необхідно визначати за формулою (3.51). Допустимі навантажини необхідно розраховувати за формулами (3.25, 3.31, 3.34) при розрахунковій довжині гладкої циліндричної обичайки l, яка дорівнює відстані між двома суміжними кільцями жорсткості b . При визначенні наведеної розрахункової довжини l np за таблицею 3.9 замість довжини l необхідно приймати розрахункову довжину циліндричної обичайки, підкріпленої кільцями жорсткості, L . Приклад 3.11Розрахувати на міцність та стійкість циліндричну обичайку кор- пуса колонного апарата з кільцями жорсткості, установленого на відкритому майданчику і працюючого під вакуумом, (рисунок 3.11 ). Залишковий тиск в апараті P зал 0,01МПа . Внутрішній діаметр апарата D =1200 мм, розрахункова температура стінки обичайки t=100 °С. Висота апарата H к 15000мм . Довжина циліндричної обичайки lц 12390 мм, товщина стінки обичайки S 8 мм, висота відбортовки еліптичного днища h 1 25мм. Матеріал корпуса – сталь марки Ст3сп5. Добавку для компенсації корозії та ерозії прийняти рівною С 1 2мм. Розміри поперечного перерізу кілець жорсткості та відстань між ними визначені в прикладі 3.10. Для колонного апарата, установленого на відкритому майданчику, із співвідношенням
H
к
Маса колонного апарата: – в робочих умовах 7670 кг; – в умовах випробувань 20600 кг. В результаті розрахунку колонного апарата на вітрове навантаження визначені згинальні моменти в місці приєднання опорної обичайки до корпуса (переріз Z-Z на рисунку 3.11 ), які складають: – в робочих умовах 1,636·108 Н·мм; – в умовах випробувань 1,646·108 Н·мм. У даному прикладі обичайка, крім зовнішнього тиску, навантажена осьовим стискальним зусиллям від власної ваги та згинальним моментом від дії вітрового навантаження. Осьове стискальне зусилля приймаємо рівним вазі колони в робочих умовах F m g 7670 9,81 75240Н , де m – маса апарата в робочих умовах, кг; g – прискорення вільного падіння, м/с2 . Модуль подовжньої пружності для сталі марки Ст3сп5 в робочих умовах (при температурі t 100 °С ) знаходимо за таблицею 3.8, Е 1,91 105 МПа. Добавку для компенсації мінусового допуску С 2 для листа товщи- ною 8 мм визначаємо за таблицею 3.4, С 2 0,8 мм. Сума добавок до розрахункової товщини обичайки складає С С 1 С 2 2 0,8 2,8 мм. Допустиме осьове стискальне зусилля за умови місцевої стійкості в границях пружності визначаємо за формулою (3.28 ) 310 10 6 D 2 E 100 S C 2,5
Розрахункові довжини прилеглих елементів еліптичних днищ, які враховуються при визначенні розрахункової довжини циліндричної обичайки, укріпленої кільцями жорсткості, визначаємо за формулою
3 3 3 Розрахункову довжину циліндричної обичайки, укріпленої кільцями жорсткості, визначаємо за формулою L lц 2 h1 l3 12390 2 25 100 12640 мм. Як розрахункову схему колонного апарата приймаємо вертикальний консольний пружно защемлений стрижень. Наведена розрахункова довжина за таблицею 3.9 складає lпр 2 L 2 12640 25280 мм. Гнучкість обичайки визначаємо за формулою (3.30 ) 2,83l np 2,83 25280
D S C 1200 8 2,8 Допустиме осьове стискальне зусилля за умови загальної стійкості в границях пружності визначаємо за формулою (3.29 )
2,4 4,39 10 6 Н. Допустиме осьове стискальне зусилля за умови стійкості у границях пружності при L
визначаємо за формулою (3.27 ) F E min F E1 ; F E2 min 4,39 10 6 ; 4,39 10 6 4,39 10 6 H. Допустиме осьове стискальне зусилля за умови міцності визначаємо за формулою (3.26 ) F П D S C S C 3,14 1200 8 2,8 8 2,8 149 2,93 10 6 Н. Допустиме осьове стискальне зусилля визначаємо за формулою (3.25 ) F F П 2,93 10 6 2,43 10 6 Н. F 2
F Е 4,39 10 6 Допустимий згинальний момент за умови міцності розраховуємо за формулою (3.32 ) М П 0,25 D F П 0,25 1200 2,93 10 6 8,8 10 8 Н мм. Допустимий згинальний момент за умови стійкості в границях пружності розраховуємо за формулою (3.33 ) М Е 0,285D F Е 1 0,285 1200 4,39 10 6 1,5 10 9 Н мм. Допустимий згинальний момент визначаємо за формулою (3.31 ) M М П 8,8 10 8 7,59 10 8 Н. M П 2 1 8,8 108 2
Перевіряємо стійкість обичайки, що працює під спільною дією зовнішнього тиску (вакууму ), осьового стискального зусилля та згинального моменту в робочих умовах, за формулою (3.24 ), в якій приймаємо поперечне зусилля Q=0, а допустимий зовнішній тиск визначаємо за формулою (3.51 ), P 0,129 МПа (див. приклад 3.10 ) P F M 0,09 75240 1,64 10 8
P F M 0,129 2,43 10 6 7,59 10 8 Умова стійкості обичайки в робочих умовах виконується. Модуль подовжньої пружності стали марки Ст3сп5 в умовах випробувань (при температурі t и 20 °С ) знаходимо за таблицею 3.8, Е 1,99 105 МПа. Допустиме осьове стискальне зусилля за умови місцевої стійкості в границях пружності визначаємо за формулою (3.28 ) 310 10 6 D 2 E 100 S C 2,5
Допустиме осьове стискальне зусилля за умови загальної стійкості в границях пружності визначаємо за формулою (3.29 )
1,8 6,1 10 6 Н. Допустиме осьове стискальне зусилля за умови стійкості в границях пружності при l
F E min F E1 ; F E2 min 6,1 10 6 ; 6,1 10 6 6,1 10 6 H. Допустиме осьове стискальне зусилля за умови міцності визначаємо за формулою (3.26 ) F П D S C S C 3,14 1200 8 2,8 8 2,8 227 4,47 10 6 Н. Допустиме осьове стискальне зусилля визначаємо за формулою (3.25 ) F F П 4,47 10 6 3,6 10 6 Н.
6,1 10 6 Допустимий згинальний момент за умови міцності розраховуємо за формулою (3.32) М П 0,25 D F П 0,25 1200 4,47 10 6 1,34 10 9 Н мм. Допустимий згинальний момент за умови стійкості в границях пружності розраховуємо за формулою (3.33) М Е 0,285D F Е 1 0,285 1200 6,1 10 6 2,09 10 9 Н мм. Допустимий згинальний момент визначаємо за формулою (3.31) М M П 1,34 10 9 1,13 10 9 Н.
Перевіряємо стійкість обичайки, яка знаходиться під спільною дією осьового стискального зусилля і згинального моменту в умовах випробувань, за формулою (3.24) F M 75240 1,65 10 8
F M 3,6 10 6 1,13 10 9 Умова стійкості обичайки в умовах випробувань виконується. Питання для самоперевірки 1 Типові конструкції циліндричних обичайок корпусів апаратів. 2 Визначення розрахункової товщини стінки обичайки, яка навантажена внутрішнім надлишковим тиском. 3 Добавки до розрахункових товщин стінок елементів апаратів. 4 Особливості розрахунку обичайок із двошарових сталей. 5 Визначення розрахункової товщини стінки обичайки, яка навантажена зовнішнім тиском. 6 Особливості розрахунку обичайок, які працюють під дією навантажень кількох видів. 7 Конструкції обичайок з кільцями жорсткості. 8 Особливості розрахунку обичайок з кільцями жорсткості. 3.3 ДНИЩА ТА ПЕРЕХОДИ 3.3 1 Загальні положення Циліндричні корпуси як горизонтальних, так і вертикальних апаратів з обох боків обмежуються днищами, які разом з обичайками є одними з основних елементів хімічних апаратів. У хімічному машинобудуванні застосовуються еліптичні, напівсферичні, сферичні невідбортовані, конічні відбортовані, конічні невідбортовані, плоскі відбортовані, плоскі невідбортовані днища, а також плоскі днища, які приєднуються на болтах (кришки). У посудинах, що працюють під тиском, найчастіше застосовуються опуклі (еліптичні та напівсферичні днища) (рисунок 3.12).
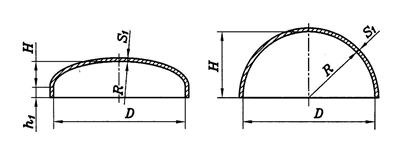
а – еліптичне днище; б – напівсферичне днище Рисунок 3.12 – Конструкції опуклих днищ Основні параметри еліптичних днищ з внутрішніми базовими роз- мірами та висотою опуклої частини, яка дорівнює 0,25 D (де D – внутрішній діаметр днища), відповідно до стандарту [9] наведені у додатку Б (рисунок Б1, таблиця Б1). Напівсферичні днища (рисунок 3.12,б ) не стандартизовані. З’єднання напівсферичного днища з циліндричною обичайкою (рисунок 3.13) допускається застосовувати в посудинах з товщиною обичайки не менше S 40мм , при цьому довжина l перехідної частини обичайки повинна бути не менше 3 y (де y – відстань від зовнішнього краю днища до зовнішнього краю обичайки). Сферичні невідбортовані днища допускається застосовувати в посудинах 5-й групи, за винятком працюючих під вакуумом.
Рисунок 3.13 – З’єднання напівсферичного днища з обичайкою
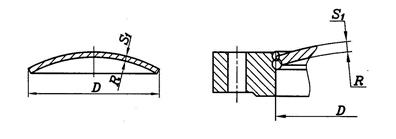
а – сферичне невідбортоване днище; б – фланцева кришка Рисунок 3.14 – Конструкції сферичних невідбортованих днищ та кришок Конструкції сферичних невідбортованих днищ і кришок наведені на рисунку 3.14. Сферичні невідбортовані днища в посудинах 1-4-ї груп, які працюють під вакуумом, допускається застосовувати тільки як елемент фланцевих кришок. Основні параметри сферичних невідбортованих днищ наведені в таблиці Б2 додатку Б. Ці днища повинні приварюватися зварним швом із повним проваренням. Днища конічні відбортовані з кутами при вершині 2 60 і 90 , призначені для апаратів, що працюють під тиском, виготовляються із зовнішніми та внутрішніми базовими розмірами за стандартом [11]. Конструкція конічного відбортованого днища з внутрішніми базовими розмірами наведена на рисунку 3.15.
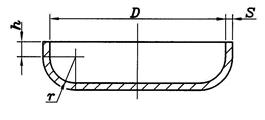
Рисунок 3.15 – Днище конічне відбортоване Конічні невідбортовані днища з кутом при вершині 2 140 ° застосовуються в горизонтальних посудинах та апаратах, що працюють без тиску (під налив), та посудах 5-ї групи, що працюють під тиском не більше 0,07 МПа, і виготовляються відповідно до стандарту [13]. Конічні невідбортовані днища та переходи допускається застосовувати: – для посудин 1-4-ї груп, якщо центральний кут при вершині кону- са не перевищує величини 45 ; – для посудин, що працюють під зовнішнім тиском або вакуумом, якщо центральний кут при вершині конуса не перевищує 60 . Плоскі днища, які застосовуються в посудинах 1-4-ї груп, виготовляються з поковок. Основні конструктивні елементи кованих днищ наведені в таблиці 3.12. Плоскі відбортовані днища відповідно до рисунка 3.16 виготовляються штампуванням з листової сталі за стандартом [14] і призначаються для роботи під налив. Допускається застосовувати ці днища для посудин, що працюють під відносно невеликим тиском.
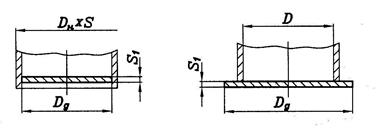
Рисунок 3.16 – Днище плоске відбортоване Конструкції плоских невідбортованих днищ, що виготовляються за стандартом [15], наведені на рисунку 3.17. Допускається застосовувати плоскі невідбортовані днища з внутрішнім діаметром не більш 500 мм у посудинах 1, 2 і 3 груп і без обмеження по діаметру для посудин 4 і 5 груп, при цьому приварку днища до обичайки необхідно виконувати з повним проваренням (рисунок 3.17,а ).
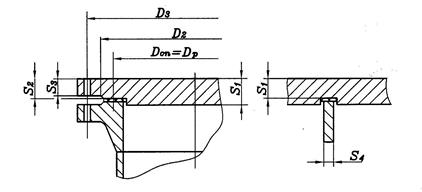
а б а – для роботи під тиском і під налив; б – для роботи лише під налив Рисунок 3.17 – Днища плоскі невідбортовані Плоскі кришки, що приєднуються на болтах або шпильках, допускається застосовувати для посудин усіх груп (рисунок 3.18). На рисунку 3.18,б показана плоска кришка з пазом (наприклад, під подовжню перегородку у розподільній камері кожухотрубчастого теплообмінного апарата).
а – без паза; б – з пазом Рисунок 3.18 – Плоска кришка, яка приєднується на болтах (шпильках) 3.3.2 Еліптичні та напівсферичні днища Умови застосування розрахункових формул Розрахункові формули для еліптичних днищ застосовуються при виконанні умов: 0,002 S 1 C 0,1 ; 0,2
де S 1 – виконавча товщина стінки днища, мм; H – висота опуклої частини днища, мм. Еліптичні та напівсферичні днища, навантажені внутрішнім надлишковим тиском Розрахункову товщину стінки днища відповідно до рисунка 3.12 S 1 P , мм, визначають за формулою S
1
p
2 0,5P де P – розрахунковий внутрішній надлишковий тиск, МПа; R – радіус кривизни у вершині днища по його внутрішній поверхні, мм; – коефіцієнт міцності зварних швів; – допустима напружина матеріалу днища при розрахунковій температурі, МПа. Радіус кривизни у вершині опуклого днища визначають за формулою D 2 R
4H Для стандартних еліптичних днищ із H 0,25D R D , для напівсферичних днищ із H 0,5D R 0,5D . Для днищ, які виготовляються з однієї заготовки, коефіцієнт міцності зварних швів складає φ = 1, для днищ, які виготовляються з кількох заготовок, коефіцієнт φ визначається за таблицями 3.2 і 3.3. Виконавчу товщину стінки днища S 1 , мм, розраховують за формулою S1 S1 p C . (3.60) Розміри еліптичних днищ приймають за таблицею В1 додатку В, а виконавчу товщину стінки напівсферичних днищ округляють до найближчого більшого значення стандартної товщини листового прокату.
Допустимий внутрішній надлишковий тиск розраховують за формулою
R 0,5 S 1 C При цьому повинна виконуватися умова P P . Приклад 3.12 Розрахувати товщину стінки еліптичного днища (рисунок 3.12,а ), що працює під внутрішнім надлишковим тиском. Матеріал днища – сталь марки Ст3сп5. Внутрішній діаметр апарата D=1000 мм, розрахунковий тиск в апараті P=1,0 МПа, розрахункова температура стінки днища t=165 °С. Коефіцієнт міцності зварних з’єднань прийняти рівним 0,9 , добавку для компенсації корозії та ерозії – C1 =2 мм. Визначаємо допустиму напружину для сталі марки Ст3сп5 при розрахунковій температурі стінки t=165 °С методом лінійної інтерполяції за таблицею Б.1 додатку Б, 144 МПа. Розрахункову товщину стінки днища визначаємо за формулою (3.58 ), враховуючи, що радіус кривизни у вершині днища по його внутрішній поверхні для стандартних еліптичних днищ R D
2 0,5 P 2 0, 9 144 0,5 1,0 Виконавча товщина стінки днища без урахування добавки для компенсації мінусового допуску дорівнює S1 S 1 p C 1 3,87 2 5,87 мм. Визначаємо виконавчу товщину стінки еліптичного днища з урахуванням добавки на мінусовий допуск C 2 0,8 мм для листа товщиною 8 мм S1 S 1 p C 1 C 2 3,87 2 0,8 6,67 мм. Приймаємо виконавчу товщину стінки еліптичного днища за таблицею В1 додатку В рівною S 1 8 мм. Перевіряємо необхідність врахування добавки для компенсації мінусового допуску сталевого листа товщиною 8 мм C2 0,8 0,05S1 0,05 8 0,4 мм. Добавку враховуємо, тому що вона складає понад 5 % від товщини листа. Сума добавок до розрахункової товщини днища С С 1 С 2 2 0,8 2,8мм дорівнює попередньо прийнятій. Для прийнятої товщини стінки днища допустимий внутрішній надлишковий тиск розраховуємо за формулою (3.61 )
Умова міцності P 1,0 P 1,34МПа виконується. Умова застосування розрахункових формул
D 1000 виконується. Приклад 3.13 Розрахувати товщину стінки напівсферичного днища апарата (рисунок 3.12,б ), що працює під внутрішнім надлишковим тиском. Матеріал днища – сталь марки 09Г2С. Внутрішній діаметр апарата D=4000 мм, розрахунковий тиск в апараті Р=0,6 МПа, розрахункова температура стінки днища t=100 °С. Коефіцієнт міцності зварних з’єднань прийняти рівним 1 , добавку для компенсації корозії та ерозії – C1 =2 мм. Визначаємо допустиму напружину для сталі марки 09Г2С при розрахунковій температурі стінки t=100 °С за таблицею Б.1 додатку Б, 177МПа. Розрахункову товщину стінки днища визначаємо за формулою (3.58 ), враховуючи, що радіус кривизни у вершині днища по внутрішній поверхні напівсферичного днища R 0,5D 0,5 4000 2000мм
2 0,5 P 2 1 177 0,5 0,6 Виконавча товщина стінки днища без урахування добавки для компенсації мінусового допуску дорівнює S1 S 1 p C 1 3,39 2 5,39 мм. Визначаємо виконавчу товщину стінки напівсферичного днища з урахуванням добавки на мінусовий допуск С 2 0,8 мм для листа товщиною 8 мм S1 S 1 p C 1 C 2 3,39 2 0,8 6,19 мм. Приймаємо виконавчу товщину стінки напівсферичного днища рівною S 1 8мм. Перевіряємо необхідність урахування добавки для компенсації мінусового допуску сталевого листа товщиною 8 мм C2 0,8 0,05S1 0,05 8 0,4 мм. Добавку враховуємо, тому що вона складає понад 5 % від товщини листа. Сума добавок до розрахункової товщини днища С С 1 С 2 2 0,8 2,8мм дорівнює попередньо прийнятій. Для прийнятої товщини стінки днища внутрішній допустимий надлишковий тиск розраховуємо за формулою (3.61)
Умова міцності P 0,6 P 0,919МПа виконується. Днища, які виготовляються із двошарової сталі і навантажені внутрішнім надлишковим тиском При розрахунку еліптичних та напівсферичних днищ, які виготовляються із двошарової сталі і навантажені внутрішнім надлишковим тиском, як перше наближення товщину стінки днища визначають по допустимій напружині для матеріалу основного шару за формулами (3.58, 3.60). Після вибору виконавчої товщини, а також товщини плакувального шару за таблицею 3.5 розраховують допустиму напружину за формулою (3.8). По отриманій допустимій напружині уточнюють товщину стінки днища за формулами (3.58, 3.60). Розрахунок проводять до збігання виконавчої товщини стінки днища, визначеної останнім і попереднім розрахунками. Допустимий внутрішній надлишковий тиск визначають за формулою (3.61).
Приклад 3.14 Розрахувати товщину стінки еліптичного днища (рисунок 3.12,а ) із двошарової сталі Ст3сп+12Х18Н10Т. Внутрішній діаметр апарата D=2000 мм, розрахунковий тиск в апараті P=1,0 МПа, розрахункова температура стінки днища t=100 °С. Коефіцієнт міцності зварних з’єднань прийняти рівним 1 , добавку для компенсації корозії та ерозії з боку плакувального шару – C1 =1 мм. За таблицями Б.1 і Б.3 додатку Б визначаємо допустимі напружини для матеріалів основного та плакувального шарів при розрахунковій температурі t=100 °С: – для основного шару зі сталі марки Ст3сп о 149МПа; – для плакувального шару зі сталі 12Х18Н10Т n 174МПа. Як перше наближення товщину стінки днища визначаємо по допустимій напружині для матеріалу основного шару за формулою (3.58)
2 о 0,5 P 2 1 149 0,5 1,0 Виконавча товщина стінки днища без урахування добавки для компенсації мінусового допуску складає S1 S 1 p C 1 6,72 1 7,72 мм. Визначаємо виконавчу товщину стінки еліптичного днища з урахуванням добавки на мінусовий допуск C 2 0,9 мм для листа товщиною 10мм (таблиця 3.5 ) S1 S 1 p C 1 C 2 6,72 1 0,9 8,62 мм. Виконавчу товщину стінки еліптичного днища приймаємо за таблицею В1 додатку В рівною S 1 10 мм. Перевіряємо необхідність урахування добавки для компенсації мінусового допуску сталевого листа товщиною 10 мм C2 0,9 0,05 S1 0,05 10 0,5 мм. Добавку враховуємо, тому що вона складає понад 5 % від товщини листа. Сума добавок С С 1 С 2 1 0,9 1,9 мм дорівнює попередньо прийнятій. За таблицею 3.5 визначаємо товщину плакувального (корозійностійкого ) шару для двошарового листа товщиною 10 мм, Sп 2 3мм. Враховуючи, що о n , товщину плакувального шару приймаємо мінімальною, тобто S п 2 мм, а товщину основного шару відповідно рівною S o 8 мм. Добавку для компенсації корозії та ерозії матеріалу плакувального шару приймаємо рівною C п 1 мм. Добавку для компенсації корозії та ерозії матеріалу основного шару приймаємо рівною C o 0 , тому що він не піддається корозії з боку агресивного середовища. Допустиму напружину визначаємо за формулою (3.8 )
S o C o S n C n 149 8 0 174 2 1 8 0 2 1 Уточнюємо товщину стінки днища за формулами (3.58, 3.60 ):
2 0,5 P 2 1 151,7 0,5 1,0 S1 S1 p C 6,6 1,9 8,5 мм. Приймаємо виконавчу товщину стінки днища рівною S 1 10мм, що збігається з попереднім розрахунком. Для прийнятого значення товщини стінки днища розраховуємо допустимий тиск за формулою (3.61 )
Умова міцності P 1,0 P 1,226МПа виконується. Умова застосування розрахункових формул
D 2000 виконується. Еліптичні та напівсферичні днища, навантажені зовнішнім тиском Розрахункову товщину стінки днища S 1p , мм, попередньо визначають за формулою
510 10 де K е – коефіцієнт зведення радіуса кривизни днища; n y – коефіцієнт запасу стійкості; E – модуль подовжньої пружності матеріалу днища при розрахунковій температурі, МПа (таблиця 3.8). Для попереднього розрахунку коефіцієнт K е приймають рівним 0,9 для еліптичних днищ і 1,0 – для напівсферичних днищ. Коефіцієнт запасу стійкості n y необхідно приймати рівним: – n y 2,4 – для робочих умов; – n y 1,8 – для умов випробувань. Виконавчу товщину стінки днища визначають за формулою (3.60). Розрахункове значення коефіцієнта K е визначають за формулою
К е 1 3,0 10x x де
D 2H D Після цього за формулами (3.62), (3.60) уточнюють значення товщини стінки днища з наступною перевіркою за формулою (3.65). Розрахунок проводять до збігання виконавчої товщини стінки днища, визначеної двома останніми розрахунками. Допустимий зовнішній тиск Р , МПа, розраховується за формулою Р Р П . (3.65)
Допустимий зовнішній тиск за умови міцності Р П , МПа, визначають за формулою
а допустимий зовнішній тиск за умови стійкості в границях пружності Р Е , МПа, – за формулою
При цьому повинна виконуватися умова P P . Приклад 3.15 Розрахувати товщину стінки нижнього еліптичного днища корпуса вертикального апарата з сорочкою (рисунок 3.8 ). Тиск в апараті – атмосферний, розрахунковий тиск у сорочці – P 0,63 МПа. Матеріал корпуса – сталь марки Ст3сп5. Внутрішній діаметр апарата D 1000 мм, розрахункова температура стінки днища t 165 °С. Добавки для компенсації корозії та ерозії прийняти рівними: – з боку робочого середовища C 1 2 мм; – з боку теплоносія C 1 1 мм . Згідно з таблицею Б.1 додатку Б визначаємо допустиму напружину для сталі марки Ст3сп5 при розрахунковій температурі t 165 °С методом лінійної інтерполяції, 144 МПа. Модуль подовжньої пружності матеріалу днища при розрахунковій температурі визначаємо методом лінійної інтерполяції за таблицею 3.8, Е 1,85 10 5 МПа. Розрахункову товщину стінки днища попередньо визначаємо за формулою (3.62 ), при цьому приймаємо коефіцієнт K е 0,9 , коефіцієнт запасу стійкості для робочих умов – n y 2,4 .
510 10 6 E 2
max 5,05; 2,19 5,05 мм. Визначаємо добавку для компенсації корозії та ерозії до розрахункової товщини стінки днища С 1 С1 С1 2 1 3мм. Виконавча товщина стінки днища без урахування добавки для компенсації мінусового допуску дорівнює S1 S 1 p C 1 5,05 3 8,05 мм. Виконавча товщина стінки днища з урахуванням добавки на мінусовий допуск для листа товщиною 10 мм C 2 0,8 мм складає S1 S 1 p C 1 C 2 5,05 3 0,8 8,85 мм. Приймаємо виконавчу товщину стінки днища за таблицею В1 додатку В рівною S 1 10мм. Перевіряємо необхідність урахування добавки для компенсації мінусового допуску сталевого листа товщиною 10 мм C2 0,8 0,05 S1 0,05 10 0,5мм. Добавку враховуємо, тому що вона складає понад 5 % від товщини листа. Сума добавок до розрахункової товщини стінки днища С С 1 С 2 3 0,8 3,8 мм дорівнює попередньо прийнятій. Розраховуємо висоту опуклої частини днища H 0,25D 0,25 1000 250мм. Коефіцієнт x визначаємо за формулою (3.64 )
D 2H D 1000 2 250 1000 Для прийнятої товщини стінки днища уточнюємо розрахункове значення коефіцієнта K е за формулою (3.63 )
1 3,0 10 x x 1 3 10 0, 093 0, 093 Розрахункову товщину стінки днища уточнюємо за формулою (3.62 ) S 1p max K510 е R 10n y 6 P E ; 2P R
510 10 max 5,31; 2,19 5,31 мм. Виконавчу товщину стінки розраховуємо за формулою (3.60 ) S1 S1 p C 5,31 3,8 9,11мм . Приймаємо виконавчу товщину стінки днища рівною S 1 10мм. Отримана товщина стінки днища збігається зі значенням, прийнятим при визначенні розрахункового значення коефіцієнта К е . Допустимий тиск за умови міцності визначаємо за формулою (3.66 )
Допустимий тиск за умови стійкості в границях пружності визначаємо за формулою (3.67 )
y K э R
Допустимий зовнішній тиск розраховуємо за формулою (3.65 ) P Р П 1,78 0,774МПа. Р 2 1,78 2
Умова міцності та стійкості Р 0,63 Р 0,774МПа виконується. Умова застосування розрахункових формул
D 1000 виконується. Приклад 3.16 Розрахувати товщину стінки напівсферичного днища (рисунок 3.12б ), що працює під вакуумом. Залишковий тиск в апараті Pзал 0,01МПа. Матеріал корпуса – сталь марки 09Г2С. Внутрішній діаметр апарата D=4000 мм, розрахункова температура стінки днища t=100 °С. Добавку для компенсації корозії та ерозії прийняти рівною С1 =2 мм. Розрахунковий зовнішній тиск в апараті визначаємо як різницю між атмосферним та залишковим тиском в апараті Р Pат Pзал 0,1 0,01 0,09 МПа . Радіус кривизни напівсферичного днища по його внутрішньої поверхні R 0,5D 0,5 4000 2000мм. Коефіцієнт зведення радіуса кривизни напівсферичного днища приймаємо рівним K е 1,0 . Коефіцієнт запасу стійкості для робочих умов дорівнює n y 2,4 . Згідно з таблицею Б.1 додатку Б визначаємо допустиму напружину для сталі марки 09Г2С при розрахунковій температурі t 100 °С, 177 МПа. Модуль подовжньої пружності матеріалу днища при розрахунковій температурі визначаємо за таблицею 3.8, Е 1,91 10 5 МПа . Розрахункову товщину стінки днища визначаємо за формулою (3.62 )
510 10 1,0 2000 2,4 0,09 0,09 2000 max 510 10 6 1,91 10 5 ; 2 177 max 4, 17; 0,51 4,17 мм. Виконавча товщина стінки днища без урахування добавки для компенсації мінусового допуску дорівнює S1 S 1 p C 1 4,17 2 6,17 мм. Визначаємо виконавчу товщину стінки напівсферичного днища з урахуванням добавки на мінусовий допуск C 2 0,8 мм за таблицею 3.4 для листа товщиною 8 мм S1 S 1 p C 1 C 2 4,17 2 0,8 6,97 мм. Приймаємо виконавчу товщину стінки напівсферичного днища рівною S 1 8 мм. Перевіряємо необхідність урахування добавки для компенсації мінусового допуску сталевого листа товщиною 8 мм C2 0,8 0,05 S1 0,05 8 0,4 мм . Добавку враховуємо, тому що вона складає понад 5 % від товщини листа. Сума добавок С С 1 С 2 2 0,8 2,8мм дорівнює попередньо прийнятій. Допустимий зовнішній тиск за умови міцності визначаємо за формулою (3.66 )
Допустимий зовнішній тиск за умови стійкості в границях пружності визначаємо за формулою (3.67 )
K е R
Допустимий зовнішній тиск розраховуємо за формулою (3.65 ) P Р П 0,919 0,138МПа.
1 Р Е Умова міцності і стійкості Р 0,09 Р 0,138МПа виконується. Днища, які виготовляються з двошарової сталі і навантажені зовнішнім тиском Розрахунок днищ, які виготовляються з двошарової сталі і навантажуються зовнішнім тиском, здійснюється за пунктом 3.3.2. При цьому враховується тільки основний шар. У цьому випадку при визначенні виконавчої товщини стінки днища як добавку для компенсації корозії та ерозії приймають максимальну товщину плакувального шару. Приклад 3.17 Визначити товщину стінки еліптичного днища з двошарової сталі Ст3сп+12Х18Н10Т за даними прикладу 3.15, враховуючи тільки товщину основного шару. Допустима напружина для матеріалу основного шару зі сталі марки Ст3сп при розрахунковій температурі складає о 144МПа. Розрахункову товщину стінки днища визначаємо по допустимій напружині для матеріалу основного шару за формулою (3.62 )
510 10 max 5,05; 2,19 5,05 мм. Виконавчу товщину стінки днища визначаємо за формулою (3.60 ). При цьому добавку для компенсації корозії та ерозії С 1 визначаємо як суму максимальної товщини плакувального шару С1 S п 3мм за таблицею 3.5 та добавки для компенсації корозії з боку теплоносія, яка дорівнює C 1 1 мм С 1 C 1 C 1 3 1 4 мм. Виконавча товщина стінки днища без урахування добавки для компенсації мінусового допуску складає S1 S 1 p C 1 5,05 4 9,05 мм. Визначаємо виконавчу товщину стінки еліптичного днища з урахуванням добавки на мінусовий допуск C 2 0,9 мм для листа товщиною 10 мм за таблицею 3.5 S1 S1 p C1 C2 5,05 4 0,9 9,95 мм. Приймаємо виконавчу товщину стінки еліптичного днища за таблицею В1 додатку В рівною S 1 10 мм. Перевіряємо необхідність урахування добавки для компенсації мінусового допуску сталевого листа товщиною 10 мм C2 0,9 0,05 S1 0,05 10 0,5мм. Добавку враховуємо, тому що вона складає понад 5 % від товщини листа. Сума добавок до розрахункової товщини стінки днища С С 1 С 2 4 0,9 4,9 мм дорівнює попередньо прийнятій. Розраховуємо висоту опуклої частини днища H 0,25D 0,25 1000 250мм . Коефіцієнт x визначаємо за формулою (3.64 )
D 2H D 1000 2 250 1000 Для прийнятої виконавчої товщини стінки днища уточнюємо значення коефіцієнта зведення радіуса кривизни днища за формулою (3.63 )
1 3,0 10 x x 1 3 10 0,077 0,077 Уточнюємо розрахункову товщину стінки днища за формулою (3.62 )
max 0,955 1000 26 ,41 ,085,63 105 ; 0,632 1441000 510 10 max 5,36; 2,19 5,36 мм. Виконавчу товщину стінки еліптичного днища визначаємо за формулою (3.60 ) S1 S1 p C 5,36 4,9 10,26мм. Приймаємо виконавчу товщину стінки днища рівною S 1 12 мм. Для прийнятої товщини стінки днища добавка на мінусовий допуск за таблицею 3.5 складає C 2 1,08мм. Визначаємо виконавчу товщину стінки еліптичного днища з урахуванням цієї добавки S1 S1 p C1 C2 5,36 4 1,08 10,44 мм. Перевіряємо необхідність урахування добавки для компенсації мінусового допуску сталевого листа товщиною 12 мм C2 1,08 0,05 S1 0,05 12 0,6 мм . Добавку враховуємо, тому що вона складає понад 5 % від товщини листа. Сума добавок до розрахункової товщини стінки днища С С 1 С 2 4 1,08 5,08мм дорівнює попередньо прийнятій. Оскільки отримана товщина стінки днища не збігається зі значенням, прийнятим при визначенні коефіцієнта зведення радіуса кривизни еліптичного днища К е , уточнюємо значення коефіцієнтів x і К е :
D 2H D 1000 2 250 1000
1 3,0 10 x x 1 3 10 0,104 0,104 Уточнюємо розрахункову товщину стінки днища за формулою (3.62 ) K е R n y P P
max 0,941510 1000 10 26 ,4 1 ,085,63 105 ; 0,632 144 1000 max 5,27; 2,19 5,27мм. Уточнюємо виконавчу товщину стінки днища за формулою (3.60 ) S1 S1 p C 5,27 5,08 10,35 мм . Приймаємо виконавчу товщину стінки еліптичного днища рівною S 1 12 мм. Виконавча товщина стінки еліптичного днища збігається з попередньо прийнятою при визначенні коефіцієнта зведення радіуса кривизни еліптичного днища К е . Допустимий зовнішній тиск за умови міцності визначаємо за формулою (3.66 )
Допустимий зовнішній тиск за умови стійкості в границях пружності визначаємо за формулою (3.67 )
Допустимий зовнішній тиск розраховуємо за формулою (3.65 ) P Р П 1,986 0,95МПа. 2 2
1 Р Е Умова міцності і стійкості Р 0,63 Р 0,95МПа виконується. Умова застосування розрахункових формул
D 1000 виконується. 3.3.3 Сферичні невідбортовані днища Розрахункова схема сферичного невідбортованого днища наведена на рисунку 3.19.
Рисунок 3.19 – Розрахункова схема сферичного невідбортованого днища Умови застосування розрахункових формул Розрахункові формули застосовні при відношенні товщини стінки днища до радіуса сфери
та значенні внутрішнього радіуса сферичного днища в границях 0,85D R D . Для днищ, навантажених внутрішнім надлишкової тиском, розрахункові формули застосовні при додатковій умові
R Крім того, розрахункові формули застосовні за умови виконання кутових швів з двостороннім суцільним проваром. Сферичні невідбортовані днища, навантажені внутрішнім надлишковим тиском Розрахункові товщини стінок днищ визначають методом послідовних наближень. Попередньо розрахункову товщину стінки днища у центральній зоні визначають за формулою S
1
p
2 1 P де R – радіус сферичного сегмента по його внутрішній поверхні, мм; Р – розрахунковий внутрішній надлишковий або зовнішній тиск, МПа; – коефіцієнт міцності зварного шва для сферичного сегмента, з’єднаного із двох або кількох частин; 1 – допустима напружина для матеріалу сферичного сегмента при розрахунковій температурі, МПа. Виконавчу товщину стінки днища S 1 , мм, приймають рівній виконавчій товщині стінки днища в центральній зоні S 1 і визначають за формулою S1 S 1 S 1 p C , де С – сума добавок до розрахункової товщини стінки днища в центральній зоні, мм. Після цього визначають коефіцієнт за формулою tg 0,5 , (3.69)
D cos S 1 C де D – внутрішній діаметр циліндричної обичайки, мм; S – виконавча товщина стінки циліндричної обичайки, мм; С – сума добавок до розрахункової товщини стінки обичайки, мм; – кут між дотичною до сферичного сегмента (днища) у крайовій зоні та вертикаллю, град.; – відношення допустимих напружин матеріалів циліндричної обичайки та сферичного днища. Тригонометричні функції визначають за формулами:
2R D Відношення допустимих напружин визначають за формулою
де – допустима напружина матеріалу обичайки при розрахунковій температурі, МПа. Розрахункову товщину стінки днища в крайовій зоні визначають за формулою S
1
p
2 1 к P де к – коефіцієнт міцності кільцевого зварного шва по краю днища. Виконавчу товщину стінки днища S 1 , мм, приймають рівною виконавчій товщині стінки днища в крайовій зоні S 1 і визначають за формулою S1 S 1 S 1 p C , де С – сума добавок до розрахункової товщини стінки днища в крайовій зоні, мм. Якщо виконавчі товщини стінки днища, визначені за умови їхньої міцності в центральній та крайовій зонах, збігаються, розрахунок припиняють. У протилежному випадку розрахунок продовжують у наступному порядку. Розраховують нове значення коефіцієнта , виходячи з виконавчої товщини стінки днища в крайовій зоні. Після цього розраховують нове значення виконавчої товщини днища S 1 p і порівнюють його з попереднім. Розрахунок проводять до збігання двох останніх значень виконавчих товщин стінки днища S 1 . Як виконавчу товщину стінки днища приймають більше з двох значень за умови міцності їх в центральній та крайовій зонах S1 max S1 ; S1 . Допустимий надлишковий тиск визначають за формулою Р min P1 ; P2 , (3.71) де Р 1 – допустимий надлишковий тиск за умови міцності крайової зони, МПа; Р 2 – допустимий надлишковий тиск за умови міцності центральної зони, МПа.
D S 1 C
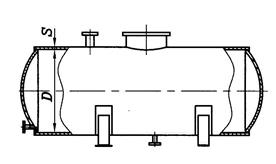
R S 1 C Приклад 3.18 Розрахувати товщину стінки сферичного невідбортованого днища горизонтального резервуара (рисунок 3.20 ). Тиск у резервуарі – атмосферний, температура середовища t 100°С. Внутрішній діаметр резервуара D = 2000 мм, товщина стінки циліндричної обичайки S=6 мм, матеріал днища – сталь марки 09Г2С, густина рідини в резервуарі с 1200 кг/м3 , група апарата – 5б. Добавку для компенсації корозії та ерозії прийняти рівною C1 =2 мм. За розрахунковий тиск в резервуарі приймаємо гідростатичний тиск середовища. Висоту рідини в резервуарі приймаємо рівною діаметру апарата H c D 2000мм. Гідростатичний тиск рідини визначаємо за формулою (3.1) Р Р г с g H c 10 6 1200 9,81 2 10 6 0,024МПа .
Рисунок 3.20 – Горизонтальний резервуар зі сферичними невідбортованими днищами За розрахункову температуру стінки апарата приймаємо температуру середовища в апараті. Допустиму напружину матеріалу стінки днища при розрахунковій температурі t 100°С визначаємо за таблицею Б.1 додатку Б, 177 МПа. Для апарата, який відноситься до 5б групи, довжина контрольованих швів від загальної довжини складає не менше 10 %. При цьому значення коефіцієнта міцності зварних стикових швів з двостороннім суцільним проваром дорівнює 0,9. Розрахункову товщину стінки сферичного невідбортованого днища в центральній зоні визначаємо за формулою (3.68 )
2 1 P 2 177 0,9 0,024 Виконавчу товщину стінки сферичного невідбортованого днища приймаємо за таблицею В2 додатку В S1 6 мм. Добавку для компенсації мінусового допуску приймаємо за таблицею 3.4 для листа товщиною 6 мм, С 2 0,6 мм. Сума добавок до розрахункової товщини днища складає С С1 С2 2 0,6 2,6 мм. Виконавчу товщину стінки днища визначаємо за формулою (3.60) S1 S1 p C 0,15 2,6 2,75 мм. Виконавчу товщину стінки сферичного невідбортованого днища приймаємо рівною S 1 6 мм. Визначаємо тригонометричні функції кута D 2000 cos 0,5; 2R 2 2000
D 2000 Коефіцієнт
визначаємо за формулою
(3.69
) Розрахункову товщину стінки днища в крайовій зоні визначаємо за формулою (3.70 )
2 1 к P 2 177 0,9 0,024 Виконавчу товщину стінки днища розраховуємо за формулою (3.60 ) з урахуванням суми добавок до розрахункової товщини С С S1 S1 p C 0,93 2,6 3,53 мм. Виконавчу товщину стінки сферичного невідбортованого днища в крайовій зоні приймаємо рівною S 1 6 мм. Виконавчу товщину стінки сферичного невідбортованого днища приймаємо рівною S1 max S1 ; S1 max 6; 6 6 мм. Допустимий надлишковий тиск за умови міцності крайової зони визначаємо за формулою (3.72 )
Допустимий надлишковий тиск за умови міцності центральної зони визначаємо за формулою (3.73 )
R S 1 C 2000 6 2,6 Допустимий надлишковий тиск визначаємо за формулою (3.71 ) P min P1 ; P2 min 0,086; 0,541 0,086МПа. Умова міцності Р 0,024 Р 0,086 МПа виконується. Умова застосування розрахункових формул
R 2000 не виконується, тому приймаємо найближчу більшу товщину стінки днища за таблицею В.2 S 1 8 мм і розрахунки повторюємо. Сума добавок для листа товщиною 8 мм складає С С 2,8 мм. Визначаємо коефіцієнт
Розрахункову товщину стінки днища визначаємо за формулою (3.70 )
2 1 к P 2 177 0,9 0,024 Виконавчу товщину стінки днища визначаємо за формулою (3.60 ) S1 S1 p C 0,94 2,8 3,74 мм і приймаємо рівною S 1 8 мм. Допустимий надлишковий тиск за умови міцності крайової зони визначаємо за формулою (3.72 )
Допустимий надлишковий тиск за умови міцності центральної зони визначаємо за формулою (3.73 )
Допустимий надлишковий тиск визначаємо за формулою (3.71 ) P min P1 ; P2 min 0,13; 0,826 0,13МПа. Умова міцності Р 0,024 Р 0,13МПа виконується. Умова застосування розрахункових формул
D 2000 виконується. Сферичні невідбортовані днища, навантажені зовнішнім тиском Товщину стінки сферичного невідбортованного днища визначають за формулами (3.68, 3.70) з наступною перевіркою за формулою (3.74). Допустимий зовнішній тиск визначають за формулою Р Р П , (3.74)
де P П – допустимий надлишковий тиск за умови міцності крайової зони МПа; P Е – допустимий надлишковий тиск за умови міцності центральної зони МПа. Допустимий зовнішній тиск за умови міцності центральної зони визначають за формулою
Допустимий зовнішній тиск за умови стійкості в границях пружності визначають за формулою
Коефіцієнт K
визначають за таблицею 3.11 залежно від параметра R
Таблиця 3.11 – Значення коефіцієнта К
для сферичного невідбортованого днища при відношенні R
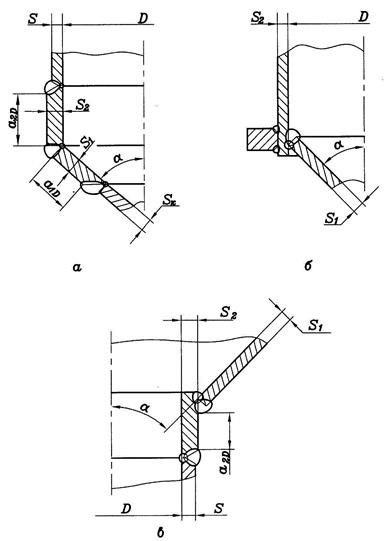
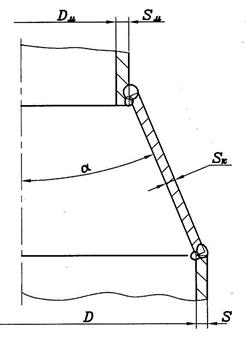
3.3.4 Конічні днища та переходи Розрахункові схеми і параметри Розрахункові схеми з’єднань циліндричної і конічної обичайок без тороидального переходу наведені на рисунку 3.21, а з тороидальним переходом – на рисунку 3.22. Для з’єднання обичайок без тороидального переходу (рисунки 3.21,а , 3.21,б ) розрахункові довжини перехідних частин a 1 і a 2 , мм, визначають за формулами: D a 1 0,7 S 1 C ; (3.77) cos
де D – внутрішній діаметр циліндричної обичайки, мм; S 1 , S 2 – виконавчі товщини перехідних частин обичайок, мм; С – сума добавок до розрахункової товщини стінки розраховуваного елемента, мм; – половина кута при вершині конічної обичайки, град. Для з’єднання конічної обичайки з циліндричної меншого діаметра (рисунок 3.21,в ) розрахункову довжину перехідної частини a 2 визначають за формулою
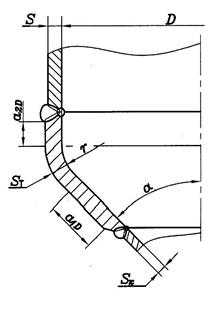
Для з’єднання обичайок з тороїдальним переходом (рисунок 3.22) розрахункові довжини перехідних частин a 1 і a 2 визначають за формулами: D
cos a 2 0,5 D S т C , (3.81) де S т – виконавча товщина стінки тороїдального переходу конічної обичайки, мм. Розрахункові довжини перехідних частин a 1 і a 2 визначають за формулами (3.77–3.81), прийнявши товщини S 1 , S 2 і S т рівними виконавчій товщині стінки циліндричної обичайки S . Розрахунковий діаметр гладкої конічної обичайки без тороїдального переходу D к , мм, визначають за формулою Dк D 1,4a1 sin . (3.82) Розрахунковий діаметр гладкої конічної обичайки з тороїдальним переходом D к , мм, визначають за формулою Dк D 2 r 1 cos 0,7a1 sin , (3.83) де r – внутрішній радіус відбортівки конічного днища, мм.
а – з’єднання циліндричної і конічної обичайок без зміцнювального кільця; б – з’єднання циліндричної і конічної обичайок зі зміцнювальним кільцем; в – з’єднання конічної обичайки з циліндричною меншого діаметра Рисунок 3.21 – З’єднання обичайок без тороїдального переходу
Рисунок 3.22 – З’єднання обичайок з тороїдальним переходом Розрахунковий коефіцієнт міцності зварних швів переходів обичайок визначають залежно від виду навантаження. Для з’єднання циліндричної і конічної обичайок без тороїдального переходу і зміцнювального кільця (рисунок 3.21,а ), зі зміцнювальним кільцем (рисунок 3.21,б ) і з тороїдальним переходом (рисунок 3.22) розрахунковий коефіцієнт міцності зварних швів R визначають за формулами: – під дією внутрішнього тиску
– під дією зовнішнього тиску, осьової стискальної сили та згинального моменту
де p – коефіцієнт міцності подовжнього зварного шва; т – коефіцієнт міцності кільцевого зварного шва. Для з’єднань зі зміцнювальним кільцем (рисунок 3.21,б ) розрахунковий коефіцієнт міцності поперечного зварного шва зміцнювального кільця ap приймають рівним: – під дією внутрішнього тиску або згинального моменту ap a ; – під дією зовнішнього тиску або осьової стискальної сили ap 1 , де a – коефіцієнт міцності поперечного зварного шва зміцнювального кільця. Для з’єднання конічної обичайки з циліндричною меншого діаметра (рисунок 3.21,в ) розрахунковий коефіцієнт міцності зварних швів визначають: – під дією внутрішнього тиску або згинального моменту – за формулою (3.85); – під дією зовнішнього тиску або осьової стискальної сили – за формулою (3.84). Умови застосування розрахункових формул Розрахункові формули застосовні: – якщо половина кута при вершині конічного елемента складає 70 o ; – при співвідношенні між виконавчою товщиною стінки S 1 , внутрішнім діаметром днища D і кутом у межах
D – для з’єднання циліндричної і конічної обичайок без тороїдального переходу за умови виконання кутового шва з двостороннім суцільним проваренням; – для з’єднання циліндричної і конічної обичайок без тороїдального переходу за умови S1 C S 2 C ; – для з’єднання циліндричної і конічної обичайок з тороїдальним переходом за умови 0
r
– за умови, що виконавчі довжини перехідних частин обичайок a 1 D і a 2 D не менше розрахункових довжин a 1 і a 2 . Розрахункові формули не застосовні для розрахунку на міцність конічних переходів у місцях кріплення сорочки до корпуса. У цьому випадку розрахунок проводять за стандартом [21]. Гладкі конічні обичайки, навантажені внутрішнім надлишковим тиском Розрахункову товщину стінки гладкої конічної обичайки, навантаженої внутрішнім надлишковим тиском, S кр , мм, визначають за формулою
S кр 2 p P cos де P – розрахунковий внутрішній надлишковий тиск, МПа; D к – розрахунковий діаметр гладкої конічної обичайки, мм; p – коефіцієнт міцності подовжніх зварних швів; – допустима напружина для матеріалу конічної обичайки при розрахунковій температурі, МПа; – половина кута при вершині конічної обичайки, град. Виконавчу товщину стінки гладкої конічної обичайки S к , мм, визначають за формулою Sк Sкр С (3.87) і округляють до найближчого більшого значення стандартної товщини листового прокату. Після визначення виконавчої товщини стінки гладкої конічної обичайки для з’єднання обичайок без тороїдального переходу приймають S1 S к , а для з’єднання обичайок з тороїдальним переходом S т S к , за формулами (3.77) або (3.80) уточнюють розрахункову довжину перехідної частини a 1 , а за формулами (3.82), або (3.83) – розрахунковий діаметр гладкої конічної обичайки. Після цього за формулами (3.86) і (3.87) уточнюють виконавчу товщину стінки обичайки. Розрахунок проводять до збігання отриманої виконавчої товщини стінки з попередньо прийнятою. Допустимий внутрішній надлишковий тиск Р , МПа, визначають за формулою 2 p S к С P . (3.88)
При цьому повинна виконуватися умова P P . Гладкі конічні обичайки, навантажені зовнішнім тиском Розрахункову товщину стінки S кр , мм, у першому наближенні визначають за формулою
2 де K 2 – безрозмірний коефіцієнт; P – розрахунковий зовнішній тиск, МПа; D E – ефективний діаметр конічної обичайки, мм. Коефіцієнт K 2 необхідно визначати за номограмою, наведеною на рисунку 3.7, залежно від коефіцієнтів K 1 і K 3 . Коефіцієнт K 1 визначають за формулою K
1
0,36
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 1
РР
ПЕ
2
1
РР
ПЕ
2
 а б
а б 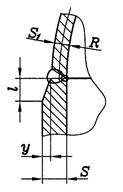
 а б
а б 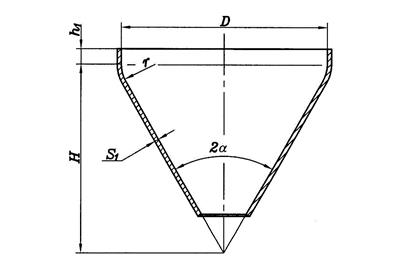
 а б
а б 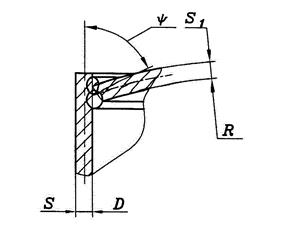
| де |
– відношення допустимих напружин матеріалів конічної і циліндричної перехідних частин при розрахунковій температурі. Коефіцієнт визначають за формулою 1 , (3.101) 2 |
| де |
1 – допустима напружина для матеріалу конічної перехідної частини при розрахунковій температурі, МПа; |
| 2 – допустима напружина для матеріалу циліндричної перехідної |
![]() Коефіцієнт форми визначається за формулою
Коефіцієнт форми визначається за формулою
![]()
частини при розрахунковій температурі, МПа.
Виконавчу товщину стінки перехідної частини циліндричної обичайки S 2 , мм, визначають за формулою
S2 S2 p C. (3.102)
Виконавчу товщину стінки конічної перехідної частини S 1 , мм, визначають за формулою
![]() S
1
S
1
C
S
2
p
C
. (3.103)
S
1
S
1
C
S
2
p
C
. (3.103)
S 2 C
Після призначення виконавчих толщин стінок перехідних частин
S 1 і S 2 уточнюють значення коефіцієнтів форми і 1 за формулами
(3.100, 3.99), а потім товщини перехідних частин за формулами (3.98, 3.102 і 3.103). Розрахунок проводять до збігання отриманих виконавчих товщин стінок розраховуваних елементів з попередньо прийнятими.
![]() Допустимий внутрішній надлишковий або зовнішній тиск за умови міцності перехідної частини визначають за формулою P
2
2
R
S
2
C
. (3.104)
Допустимий внутрішній надлишковий або зовнішній тиск за умови міцності перехідної частини визначають за формулою P
2
2
R
S
2
C
. (3.104)
D 1 S 2 C
При цьому повинна виконуватися умова P P .
З’єднання циліндричної і конічної обичайок зі зміцнювальним кільцем
З’єднання циліндричної і конічної обичайок зі зміцнювальним кільцем показано на рисунку 3.21б .
Необхідну площу поперечного перерізу зміцнювального кільця А к , мм2 , визначають за формулою
![]() А
к
P8
D
2
tg
1
А
00,25,25
, (3.105)
А
к
P8
D
2
tg
1
А
00,25,25
, (3.105)
к ар
де к – допустима напружина матеріалу зміцнювального кільця при розрахунковій температурі, МПа; A , – коефіцієнти форми.
Коефіцієнт А визначають за формулою
![]()
А
2
P
2
R
1
S
2
D
C
. (3.106)
А
2
P
2
R
1
S
2
D
C
. (3.106)
Коефіцієнт визначають за формулою (3.100).
Якщо площа поперечного перерізу зміцнювального кільця A к 0 , зміцнення кільцем жорсткості не потрібно.
![]() Допустимий внутрішній надлишковий або зовнішній тиск за умови міцності перехідної частини визначають за формулою P
2
2
R
S
2
C
, (3.107)
Допустимий внутрішній надлишковий або зовнішній тиск за умови міцності перехідної частини визначають за формулою P
2
2
R
S
2
C
, (3.107)
D 2 S 2 C
де 2 – загальний коефіцієнт форми для перехідної частини.
2 max 0,5; 0 , (3.108)
де 0 – коефіцієнт форми, який визначають за формулою
![]()
де B 2 і B 3 – безрозмірні коефіцієнти.
1,6 A к к ар ; (3.110)
B 2
![]() S
2
C
D
S
2
C
2
р
B
3
0,25.
При цьому повинна виконуватися умова P
P
.
S
2
C
D
S
2
C
2
р
B
3
0,25.
При цьому повинна виконуватися умова P
P
.
Перевірку міцності зварного шва зміцнювального кільця проводять за формулою
![]() 4 A
к
, (3.111)
4 A
к
, (3.111)
t j D
де t j – сума ефективних ширин зварних швів між зміцнювальним кіль-
цем і обичайкою (рисунок 3.24).
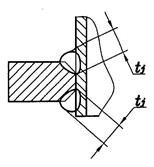
Рисунок 3.24 – Ефективна ширина зварного шва
У переривчастого зварного шва дійсна його ширина зменшується у відношенні довжин зварного шва і всього периметра обичайки. Відстань між кінцями переривчастих швів повинна бути не більше восьми товщин стінки обичайки, а сума довжин зварних швів – не менше половини довжини контуру кільця.
З’єднання циліндричної і конічної обичайок з тороїдальним переходом
З’єднання циліндричної і конічної обичайок з тороїдальним переходом показано на рисунку 3.22. Товщину стінки тороїдального переходу S Т , мм, визначають за фор-
мулою
S т S т p C , (3.112)
де S тр – розрахункова товщина стінки перехідного елемента з тороїдальним переходом, мм.
![]() P
D
3
, (3.113)
P
D
3
, (3.113)
S т p
2 R P
де 3 – коефіцієнт форми.
3 max 0,5; т , (3.114)
де і т – коефіцієнти форми.
![]() 0,4
0,25
; (3.115) т
, (3.116)
0,4
0,25
; (3.115) т
, (3.116)
де r – внутрішній радіус конічного переходу, мм.
Допустимий внутрішній надлишковий або зовнішній тиск за умови міцності перехідної частини визначають за формулою
![]() P
2
R
S
т
С
. (3.117)
P
2
R
S
т
С
. (3.117)
D 3 S т С
При цьому повинна виконуватися умова P P .
З’єднання конічної обичайки зі штуцером або циліндричною обичайкою меншого діаметра
З’єднання конічної обичайки зі штуцером або циліндричною обичайкою меншого діаметра показано на рисунку 3.21,в .
Розрахункову товщину стінки штуцера S 2 p , мм, визначають за формулою
![]() P
D
4
, (3.118)
P
D
4
, (3.118)
S 2 p
2 R 2 P
де 4 – коефіцієнт форми.
4 max 1,0; н , (3.119)
де н – коефіцієнт форми.
Коефіцієнт н визначають за формулою
![]() 0,75,
якщо
SS
21
CC
2
1
0,75,
якщо
SS
21
CC
2
1
![]() якщо
S1
якщо
S1
2 C
(3.120)
Допустимий внутрішній надлишковий або зовнішній тиск за умови міцності перехідної частини визначають за формулою
![]() P
2
2
R
S
2
С
. (3.121)
P
2
2
R
S
2
С
. (3.121)
D 4 S 2 С
При цьому повинна виконуватися умова P P .
Приклад 3.19
Розрахувати товщину стінки конічного відбортованого днища корпуса апарата зі сталі марки Ст3сп5 (рисунок 3.25 ). Внутрішній діаметр апарата D=1000 мм, розрахунковий тиск в апараті P=1,0 МПа, розрахункова температура стінки днища t=165 ºС. Коефіцієнти міцності зварних з’єднань прийняти рівними p т 0,9 , товщину стінки циліндричної обичайки – S 8 мм, суму добавок до розрахункової товщини стінки – С = 2,8 мм.
Розрахункову довжину перехідної частини з’єднання з тороїдальним переходом визначаємо за формулою (3.80 ), приймаючи для попереднього розрахунку виконавчу товщину стінки тороїдального переходу, рівною товщині стінки циліндричної обичайки S т S .
![]()
Рисунок 3.25 – Конічне відбортоване днище корпуса апарата Розрахунковий діаметр гладкої конічної обичайки визначаємо за формулою (3.83 )
D к D 2 r 1 cos 0,7 a 1 sin
1000 2 160 1 cos45 0,7 60 sin45 847 мм.
Допустиму напружину матеріалу стінки днища при розрахунковій температурі t 165 ºС визначаємо за таблицею Б.1 додатку Б, 144 МПа . Розрахункову товщину стінки днища визначаємо за формулою
(3.86 )
![]() S
кр
P
D
к
1
1
847
1
4,64 мм.
S
кр
P
D
к
1
1
847
1
4,64 мм.
2 p P cos 2 0,9 144 1 cos45
Виконавчу товщину стінки конічного днища визначаємо за формулою (3.87 )
Sк Sкр C 4,64 2,8 7,44 мм.
Приймаємо S к 8 мм.
Отримана в результаті розрахунку товщина стінки конічного днища збігається з попередньо прийнятою товщиною стінки тороїдального переходу.
Допустимий внутрішній надлишковий тиск визначаємо за формулою (3.88 )
2 p S к С 2 144 0,9 8 2,8
P 1,12МПа.
![]() cosDк
S
к
С
cos84745
o
8
2,8
cosDк
S
к
С
cos84745
o
8
2,8
Умова міцності
Р 1,0 Р 1,12МПа
виконується.
Умови застосування розрахункових формул:
45 o 70 o ;
![]() 0,001
S
1
cos
8
cos45
0,0057
0,05
0,001
S
1
cos
8
cos45
0,0057
0,05
D 1000
виконуються.
Виконуємо розрахунок з’єднання конічної і циліндричної обичайок за допомогою тороїдального переходу.
Для визначення товщини стінки тороїдального переходу обчислюємо коефіцієнти , т і 3 за формулами (3.115 ), (3.116 ),
(3.114 )
3 max 0,5; т max 0,5; 2,284 0,439 max 0,5; 1,003 1,003. Розрахунковий коефіцієнт міцності зварних швів визначаємо за формулою (3.84 )
![]() R
т
0,9
0,949
.
R
т
0,9
0,949
.
Розрахункову товщину стінки тороїдального переходу визначаємо за формулою (3.113 )
![]() P
D
3
1,0
1000
1,003 3,68
мм.
P
D
3
1,0
1000
1,003 3,68
мм.
S тp
2 R P 2 0,949 144 1,0
Виконавчу товщину стінки тороїдального переходу визначаємо за формулою (3.112 )
S т S тр С 3,68 2,8 6,48 мм
і округляємо до найближчої більшої товщини листового прокат, S т 8 мм.
Допустимий внутрішній надлишковий тиск за умови міцності перехідної частини визначаємо за формулою (3.117 )
![]() 2
p
S
т С
2
144
0,949
8
2,8
1,4 МПа.
2
p
S
т С
2
144
0,949
8
2,8
1,4 МПа.
P
D 3 S т С 1000 1,003 8 2,8
Умова міцності
Р 1,0 Р 1,4 МПа
виконується.
Приклад 3.20
Розрахувати товщину стінки конічного невідбортованого переходу колонного апарата, що працює під внутрішнім надлишковим тиском (рисунок 3.23 ). Внутрішній діаметр нижньої частини колонного апарата D 1200мм, діаметр верхньої частини D м 1000мм. Розрахунковий тиск в апараті P 1,0 МПа , розрахункова температура стінки апарата t 100 °С, матеріал корпуса – сталь марки Ст3сп5. Коефіцієнти міцності зварних з’єднань прийняти рівними p т 0,9 , товщини стінок циліндричних обичайок – S S м 8 мм, суму добавок до розрахункової товщини стінки – С = 1,8 мм.
Приймаємо половину кута при вершині конічного переходу рівною
22,5 . Розрахункову довжину перехідної частини з’єднання без тороїдального переходу визначаємо за формулою (3.77 ), приймаючи для попереднього розрахунку товщину стінки перехідної частини конічного переходу рівною S 1 S
D 1200
![]()
![]() a
1
0,7
S
1
C
0,7
8
1,8
62,8 мм. cos
cos22,5
a
1
0,7
S
1
C
0,7
8
1,8
62,8 мм. cos
cos22,5
Розрахунковий діаметр гладкої конічної обичайки визначаємо за формулою (3.82)
Dк D 1,4 a1 sin 1200 1,4 62,8 sin22,5 1166мм.
Допустиму напружину матеріалу стінки конічної обичайки при розрахунковій температурі t 100 °С визначаємо за таблицею Б.1 додатку Б,
149 МПа. Розрахункову товщину стінки конічної обичайки визначаємо за формулою (3.86 )
![]() P
D
к
1
1
1166
1
4,73
мм
.
P
D
к
1
1
1166
1
4,73
мм
.
S кр
2 p P cos 2 0,9 149 1 cos22,5
Виконавчу товщину конічної обичайки визначаємо за формулою
(3.87 )
Sк Sкр С 4,73 1,8 6,53 мм
і приймаємо рівною S к 8 мм.
Отримана в результаті розрахунку товщина стінки конічного переходу збігається з попередньо прийнятою.
Допустимий внутрішній надлишковий тиск визначаємо за формулою (3.88 )
2 p S к С 2 149 0,9 8 1,8
P 1,31МПа.
![]() cosD
к
S
к
С
cos116622,5
8
1,8
cosD
к
S
к
С
cos116622,5
8
1,8
Умова міцності
Р 1,0 Р 1,31 МПа
виконується.
Умови застосування формул:
22,5 o 70 o ;
![]() a
1D
D
D
м
2S
м
1200
1000
2
8
240,4
a
1
62,8мм
a
1D
D
D
м
2S
м
1200
1000
2
8
240,4
a
1
62,8мм
2sin 2 sin22,5
виконуються.
Товщини стінок перехідних частин конічної S 1 і циліндричної S 2 обичайок розраховуємо методом послідовних наближень, попередньо прийнявши S 1 S к 8 мм і S 2 S 8 мм.
![]() Коефіцієнт
визначаємо за формулою
(3.101
) 1
149
1.
Коефіцієнт
визначаємо за формулою
(3.101
) 1
149
1.
2 149
Для визначення розрахункової товщини стінки перехідної частини циліндричної обичайки визначаємо значення коефіцієнтів за формулою (3.100 ) і 1 за формулою (3.99 )
![]()
1 max 0,5; max 0,5; 0,88 0,88.
Розрахунковий коефіцієнт міцності зварних з’єднань при дії внутрішнього надлишкового тиску для з’єднання без тороїдального переходу визначаємо за формулою (3.84 )
![]() R
т
0,9
0,949.
R
т
0,9
0,949.
Розрахункову товщину стінки перехідної частини циліндричної обичайки визначаємо за формулою (3.98 )
![]() P
D
1
1,0
1200
0,88
3,75.
P
D
1
1,0
1200
0,88
3,75.
S2p
2 2 R P 2 149 0,949 1,0
Виконавчу товщину стінки перехідної частини циліндричної обичайки визначаємо за формулою (3.102 )
S2 S2 p C 3,75 1,8 5, 55 мм.
Приймаємо товщину стінки перехідної частини циліндричної обичайки рівною товщині стінки циліндричної обичайки S 2 S 8 мм. Отримана в результаті розрахунку виконавча товщина стінки перехідної частини S 2 збігається з попередньо прийнятою. Розраховуємо товщину стінки конічної перехідної частини невідбортованого переходу за формулою (3.103 )
![]() S
1
S
1
C
S
2p
C
S
1
S
1
C
S
2p
C
![]() 8
1,8
3,75
1,8
5,55
мм.
8
1,8
3,75
1,8
5,55
мм.
S 2 C 8 1,8
Приймаємо товщину стінки конічної перехідної частини невідбортованого переходу рівною S 1 S к 6 мм.
Умова застосування формул
S1 C 6 1,8 4,2 S2 C 8 1,8 6,2 мм
не виконується. Приймаємо товщину стінки конічної перехідної частини невідбортованого переходу S 1 S к 8 мм, при якій умова застосування розрахункових формул виконується.
Допустимий внутрішній надлишковий тиск за умови міцності конічної перехідної частини визначаємо за формулою (3.104 )
![]() P
2
2
R
S
2
C
2
149
0,949
8
1,8
1,65 МПа.
D
1
S
2
C
1200
0,88
8
1,8
P
2
2
R
S
2
C
2
149
0,949
8
1,8
1,65 МПа.
D
1
S
2
C
1200
0,88
8
1,8
Умова міцності
Р 1,0 Р 1,65МПа
виконується.
Умова застосування розрахункових формул
![]() 0,001
S
1
cos
8 cos22,5
o 0,006
0,05
0,001
S
1
cos
8 cos22,5
o 0,006
0,05
D 1200
виконується.
Приклад 3.21
Розрахувати товщину стінки конічного відбортованого днища корпуса аппарата з сорочкою (рисунок 3.2,6 ). Тиск в апараті – атмосферний, розрахунковий тиск у сорочці P 0,63 МПа. Матеріал корпуса
– сталь марки Ст3сп5. Внутрішній діаметр апарата D 1000мм, розрахункова температура t 165 °С. Діаметр нижнього отвору конічного днища D 1 =90 мм. Товщину стінки циліндричної обичайки прийняти рівною S 12 мм, добавку для компенсації корозії та ерозії:
– з боку робочого середовища С 1 2мм; – з боку теплоносія С1 1мм.
За таблицею 3.8 визначаємо модуль подовжньої пружності матеріалу днища при розрахунковій температурі Е 1,85 10 5 МПа.
Коефіцієнт K 1 визначаємо за формулою (3.90 ), приймаючи коефіцієнт запасу стійкості для робочих умов n y 2,4
K
1
0,36
![]() n
y
P
6
0,36
n
y
P
6
0,36
![]() 1,852
,104
0
5
,
6310
6
2,94 . E
10
1,852
,104
0
5
,
6310
6
2,94 . E
10
Ефективну довжину конічної обичайки визначаємо за формулою
![]() l
E
2Dsin
D
1
12002
sin
4590
o 643,5 мм.
l
E
2Dsin
D
1
12002
sin
4590
o 643,5 мм.
Ефективний діаметр конічної обичайки визначаємо за формулою
(3.93 ), прийнявши для попереднього розрахунку S к S 12 мм
![]() D
E
max
D
D
1
; D
0,31
D
D
1
D
D
1
tg
D
E
max
D
D
1
; D
0,31
D
D
1
D
D
1
tg
2 cos cos 100 Sк C
![]()
![]() max
1200
90
o ; cos120045
o 0,31
1200
90
1001200
12
903,8
tg 45
o 2
cos45
max
1200
90
o ; cos120045
o 0,31
1200
90
1001200
12
903,8
tg 45
o 2
cos45
max 770,8; 1025 1025мм.
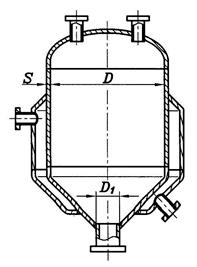
Рисунок 3.26 – Апарат із сорочкою
Коефіцієнт K 3 визначаємо за формулою (3.91 )
![]() l
E
643,5
0,628.
l
E
643,5
0,628.
K 3
D E 1025
Коефіцієнт K 2 визначаємо за номограмою,яка наведена на рисунку 3.7, K 2 0,6.
Допустиму напружину матеріалу стінки днища при розрахунковій температурі t 165 °С визначаємо за таблицею Б.1 додатку Б, 144 МПа.
Розрахункову товщину стінки визначаємо за формулою (3.89 )
![]() S
кр
max
K
2
D
E
10
2
; 1,1 P
D
E
S
кр
max
K
2
D
E
10
2
; 1,1 P
D
E
2
max
0,6
1025
10
2
;
![]() 1,1
0,63
1025
max
6,15; 2,47
1,1
0,63
1025
max
6,15; 2,47
2 144
6,15 мм.
Добавка для компенсації корозії та ерозії складає
C1 С1 С1 2 1 3мм.
Добавка для компенсації мінусового допуску (за таблицею 3.4 для листового прокату товщиною 8-12 мм ) складає С 2 0,8 мм.
Сума добавок до розрахункової товщини стінки обичайки
С С 1 С 2 3 0,8 3,8 мм.
Виконавчу товщину стінки конічного днища визначаємо за формулою (3.87 )
Sк Sкр С 6,15 3,8 9,95 мм
і округляємо до найближчої більшої товщини листового прокату S к 10мм.
Товщина днища, що отримана в результаті розрахунку, не збігається з попередньо прийнятою. Уточнюємо ефективний діаметр по отриманій товщині стінки конічного днища за формулою (3.93 )
![]() D
E
max
D
D
1
; D
0,31
D
D
1
D
D
1
tg
D
E
max
D
D
1
; D
0,31
D
D
1
D
D
1
tg
2 cos cos 100 S к C
![]()
![]() max
21200
cos
4590
o ; cos120045
o 0,31
1200
90
1001200
10
903,8
tg 45
o
max
21200
cos
4590
o ; cos120045
o 0,31
1200
90
1001200
10
903,8
tg 45
o
max 770,8; 966,2 966,2 мм.
Уточнюємо значення коефіцієнта K 3
![]() l
E
643,5
0,666.
l
E
643,5
0,666.
K 3 D E 966,2
Знаходимо значення коефіцієнта K 2 за номограмою на рисунку
![]() 3.7,
K
2
0,6. Визначаємо розрахункову товщину стінки конічної обичайки за формулою
(3.89
) S
кр
max
K
2
D
E
10
2
; 1,1 P
D
E
3.7,
K
2
0,6. Визначаємо розрахункову товщину стінки конічної обичайки за формулою
(3.89
) S
кр
max
K
2
D
E
10
2
; 1,1 P
D
E
2
max
0,6
966,2
10
2
;
![]() 1,1
0,63
966,2
max
5,8; 2,33
5,8 мм.
1,1
0,63
966,2
max
5,8; 2,33
5,8 мм.
2 144
Виконавчу товщину стінки конічного днища визначаємо за формулою (3.87 )
Sк Sкр С 5,8 3,8 9,6 мм.
Виконавчу товщину стінки конічного днища за таблицею Г.2 додатку Г приймаємо рівною S к 10мм.
Отримана в результаті розрахунку товщина стінки конічного днища збіглася з попередньо прийнятою. Остаточно приймаємо товщину стінки днища рівною S к 10мм.
Уточнюємо довжину перехідної частини днища за формулою
(3.80 )
![]() D 1200 a1
0,7 cos
S
т
C
0,7 cos45
o
10
3,8
65,5мм.
D 1200 a1
0,7 cos
S
т
C
0,7 cos45
o
10
3,8
65,5мм.
Розрахунковий діаметр гладкої конічної обичайки визначаємо за формулою (3.83 )
D к D 2 r 1 cos 0,7 a 1 sin
1200 2 160 1 cos45 o 0,7 65,5 sin45 o 841,4 мм.
Допустимий тиск для гладкої циліндричної обичайки за умови міцності визначаємо за формулою (3.95 )
![]() Р
П
cos2D
к
S
S
кк
СС
cos8412
14445,4
o 10
10
3,38,
8
1, 493МПа,
Р
П
cos2D
к
S
S
кк
СС
cos8412
14445,4
o 10
10
3,38,
8
1, 493МПа,
а допустимий тиск за умови стійкості – за формулою (3.96 )
20,8 10 6 E D 2,5
![]() P
E
P
E
![]() n
y
B
1
l
EE
100
DS
Eк
С
n
y
B
1
l
EE
100
DS
Eк
С
![]() 20,8
10
6
1,85
10
5
966,2
100
10
3,8
2,5
2,4
1,0
643,5
966,2
0,794МПа,
20,8
10
6
1,85
10
5
966,2
100
10
3,8
2,5
2,4
1,0
643,5
966,2
0,794МПа,
де B 1 – безрозмірний коефіцієнт, який визначається за формулою (3.97).
B 1 min 1,0; 9,45 D E D E
l E 100 S к С
![]() min
1,0; 9,45
966,2
966,2
min
1,0; 17,7
1,0.
min
1,0; 9,45
966,2
966,2
min
1,0; 17,7
1,0.
643,5 100 10 3,8
Допустимий зовнішній тиск визначається за формулою (3.94 )
P П 1,493 0,7 МПа.
P
![]() P
П
2
1
01,,794493
2
P
П
2
1
01,,794493
2
1 Р Е
Умова міцності
Р 0,63 Р 0,7 МПа
виконується.
Умови застосування розрахункових формул:
45 o 70 o ;
![]() 0,001
S
1
cos
10
cos45
0,007
0,05
0,001
S
1
cos
10
cos45
0,007
0,05
D 1000
виконуються.
Приклад 3.22
Перевірити необхідність установки зміцнювального кільця за даними прикладу 3.20.
Розрахунковий коефіцієнт міцності зварних швів R при дії внутрішнього тиску для з’єднання обичайок зі зміцнювальним кільцем визначаємо за формулою (3.84 )
![]() R
т
0,9
0,949.
R
т
0,9
0,949.
Вважаємо, що зміцнювальне кільце виконано з того ж матеріалу, що й обичайки, які з’єднуються між собою. При цьому допустиму напружину матеріалу зміцнювального кільця, перехідних частин конічної та циліндричної обичайок зі сталі марки Ст3сп5 при розрахунковій температурі t 100 °С визначаємо за таблицею Б.1 додатку Б,
к 1 2 149МПа.
![]() Коефіцієнт
визначаємо за формулою
(3.101
) 1
149
1.
Коефіцієнт
визначаємо за формулою
(3.101
) 1
149
1.
2 149
Коефіцієнти форми А і визначаємо за формулами (3.106) та
(3.100 ):
![]()
Приймаємо коефіцієнт міцності поперечного зварного шва зміцнювального кільця a т 0,9, тоді розрахунковий коефіцієнт міцності поперечного зварного шва зміцнювального кільця при дії внутрішнього тиску складає ap a 0,9. Необхідну площу поперечного перерізу зміцнювального кільця визначаємо за формулою (3.105 )
![]() А
к
P8
D
2
tg
1
А
0,25
А
к
P8
D
2
tg
1
А
0,25
к ар 0,25
![]() 1,0
1200
2
tg 22,5
o
1
1,46
0,25
2
.
1,0
1200
2
tg 22,5
o
1
1,46
0,25
2
.
285
8 149 0,9 0,88 0,25 мм
Оскільки значення площі поперечного перерізу кільця жорсткості A к вийшло негативним, зміцнення кільцем жорсткості не потрібно.
Приклад 3.23
Розрахувати з’єднання штуцера з конічним відбортованим днищем за даними прикладу 3.19. Умовний прохід штуцера D y 80 мм, матеріал - сталь 20. Добавку для компенсації корозії та ерозії прийняти рівною С 1 С1 2мм.
Допустима напружина при розрахунковій температурі для матеріалу конічної перехідної частини зі сталі марки Ст3сп5 1 144 МПа, а для матеріалу штуцера (сталь 20 ) – 2 138 МПа.
Для штуцера з умовним проходом D y 80 мм приймаємо трубу
89 4 мм. Внутрішній діаметр штуцера визначаємо за формулою d d н 2S 2 ,
де d н 89 мм – зовнішній діаметр труби; S 2 4 мм – товщина стінки труби.
d 89 2 4 81 мм.
Добавку С 2 для труби приймаємо рівною 15 % від товщини її стінки
С2 0,15 S2 0,15 4 0,6 мм.
Сума добавок до розрахункової товщини стінки штуцера складає
С С1 С2 2 0,6 2,6 мм .
![]() Коефіцієнт
визначаємо за формулою
(3.101
) 1
144
1,043.
Коефіцієнт
визначаємо за формулою
(3.101
) 1
144
1,043.
2 138
Коефіцієнт розраховуємо за формулою (3.100 )
![]()
![]()
2 2
S
![]() S
21
CC
1,043
S
21
CC
1,043
![]() 48
22,,68
14,4
1,
48
22,,68
14,4
1,
тому коефіцієнт н визначаємо за формулою (3.120 )
н 0,75 0,156 0,75 0,906.
Коефіцієнт 4 розраховуємо за формулою (3.119 )
4 max 1,0; н max 1,0; 0,906 1,0.
Розрахунковий коефіцієнт міцності зварних швів R визначаємо за формулою (3.85 )
![]()
![]() R
min
p
;
т
min
0,9 ; 0,9
min
0,9 ; 0,949
0,9.
Розрахункову товщину стінки штуцера визначаємо за формулою
R
min
p
;
т
min
0,9 ; 0,9
min
0,9 ; 0,949
0,9.
Розрахункову товщину стінки штуцера визначаємо за формулою
(3.118 )
![]() P
D
4
1
81
1,0 0,33 мм.
P
D
4
1
81
1,0 0,33 мм.
S 2p
2 R 2 P 2 0,9 138 1
Виконавчу товщину стінки штуцера визначаємо за формулою
(3.102 )
S2 S2 p C 0,33 2,6 2,93 мм.
Прийнята товщина стінки труби S 2 4 мм задовольняє умові
(3.102 ). Допустимий внутрішній надлишковий тиск за умови міцності визначаємо за формулою (3.121 )
![]() P
2
2
R
S
2 С
2
138
0,9
4
2,6
4,22 МПа. D
4
S
2
С
81
1
4
2,6
P
2
2
R
S
2 С
2
138
0,9
4
2,6
4,22 МПа. D
4
S
2
С
81
1
4
2,6
Умова міцності
Р 1,0 Р 4,22МПа
виконується.
Умова застосування розрахункових формул
45 o 70 o
виконується.
Гладкі конічні обичайки, що працюють під спільною дією навантажин кількох видів (рисунки 3.21, 3.22, 3.23)
Часто конічні обичайки апаратів працюють під спільною дією внутрішнього надлишкового або зовнішнього тиску, осьового стискального зусилля та згинального моменту. У цьому випадку товщину стінки обичайки визначають за умови міцності та стійкості від впливу відповідних навантажень.
Еквівалентні тиски від осьового стискального зусилля та згинального моменту Р F і P M , МПа, визначають за формулами:
4F
P
F
![]() D
2
p
;
(3.122)
D
2
p
;
(3.122)
16M
P
M
![]() 2
,
(3.123)
2
,
(3.123)
D p
де F – розрахункове осьове стискальне зусилля, Н; M – розрахунковий згинальний момент, Н∙мм; D p – розрахунковий діаметр конічної обичайки, мм.
Розрахунковий діаметр конічної обичайки слыд приймати рівним внутрішньому діаметру більшої циліндричної обичайки D p D .
Якщо конічна обичайка навантажена зовнішнім тиском, осьовим стискальним зусиллям та згинальним моментом, причому сума еквівалентних тисків від цих навантажень складає для відповідного розрахункового діаметра менше 10 % від робочого тиску, тобто
PF PM 0,1Pроб , (3.124)
її розраховують тільки на дію тиску.
Якщо сума еквівалентних тисків P F і P M складає для відповідного розрахункового діаметра не менше 10 % від робочого тиску, необхідно виконати перевірку стійкості конічної обичайки від спільної дії навантажень за формулою
P F M
![]() 1,0 ,
(3.125)
1,0 ,
(3.125)
P F M
де P – розрахунковий зовнішній тиск, МПа; F – розрахункове осьове стискальне зусилля, Н;
M – розрахунковий згинальний момент, Н∙мм;
P – допустимий зовнішній тиск, який визначається за формулою (3.94), МПа;
F – допустиме осьове стискальне зусилля, Н;
M – допустимий згинальний момент, Н мм.
При дії внутрішнього тиску у формулі (3.125) необхідно прийняти P 0 .
Допустиме осьове стискальне зусилля, яке діє на гладку конічну обичайку, визначають за формулою
F min F П ; D м 2S м F П , (3.126)
![]() 1
F
П
F
Е
2
D
F
1
F
П
F
Е
2
D
F
де F П – допустиме осьове стискальне зусилля за умови міцності, Н;
F Е – допусктиме осьове стискальне зусилля за умови стійкості в межах пружності, Н;
D м – внутрішній діаметр меншої циліндричної обичайки, мм;
S м – товщина стінки меншої циліндричної обичайки, мм;
D F – ефективний діаметр конічної обичайки при осьовому стисненні і згинанні, мм.
Допустиме осьове стискальне зусилля за умови міцності визначають за формулою
F П DF Sк С сos . (3.127)
Допустиме осьове стискальне зусилля за умови стійкості в межах пружності визначають за формулою
![]() F
E
F
E
![]() 310
n
10
y
6
E
D
F
cos
2
100
D
S
F
к
С
2,5
. (3.128)
310
n
10
y
6
E
D
F
cos
2
100
D
S
F
к
С
2,5
. (3.128)
Ефективний діаметр конічної обичайки при осьовому стисненні і згинанні необхідно розраховувати за формулою
![]() D
F
0,9D
0,1
D
м
2S
м
. (3.129)
D
F
0,9D
0,1
D
м
2S
м
. (3.129)
cos
Допустимий згинальний момент М , Н мм, розраховують за формулою
M П , (3.130)
M
![]() 1
MМ
ПЕ
2
1
MМ
ПЕ
2
де M П – допустимий згинальний момент за умови міцності, Н∙мм;
M E – допустимий згинальний момент за умови стійкості в межах пружності, Н мм.
M П 0,25DF F П ; (3.131)
M Е 0,286DF F Е . (3.132) Допустимі осьові стискальні зусилля F П і F E визначають за формулами (3.127, 3.128), ефективний діаметр D F – за формулою
(3.129).
Необхідно також зробити перевірку стійкості від окремих навантажень:
P P ; F F ; M M . (3.133)
З’єднання циліндричних і конічних обичайок, що працюють під спільною дією навантажень кількох видів (рисунки 3.21, 3.22, 3.23)
З’єднання циліндричних і конічних обичайок, що працюють під спільною дією навантажень кількох видів, перевіряють за умови міцності від окремих навантажень за умовами (3.133). При цьому, якщо сума еквівалентних тисків, які визначаються за формулами (3.122, 3.123), складає не менше 10 % від робочого тиску, необхідно перевірити умову стійкості за формулою (3.125), у якій допустимі навантаження для перехідної частини обичайки P , F і M визначаються за формулами, що наведені нижче.
З'єднання конічної і циліндричної обичайок без тороїдального переходу (рисунки 3.21,а ; 3.23) Допустимий зовнішній тиск визначають за формулою (3.104).
Допустиме осьове стискальне зусилля за умови міцності перехідної частини F , Н, визначають за формулою
F
D
![]() S2
C
2
p
, (3.134)
S2
C
2
p
, (3.134)
5
де 5 – коефіцієнт форми.
5 max 1,0; 2 1,2 . (3.135)
Коефіцієнт форми визначають за формулою (3.100).
Допустимий згинальний момент М , Н мм, розраховують за формулою
M 0,25D F . (3.136)
З’єднання циліндричної і конічної обичайок зі зміцнювальним кільцем (рисунок 3.21,б ) Допустимий зовнішній тиск P визначають за формулою (3.107).
Допустиме осьове стискальне зусилля за умови міцності перехідної частини F , Н, визначають за формулою
F
D
![]() S2
C
2
p
, (3.137)
S2
C
2
p
, (3.137)
6
де 6 – коефіцієнт форми.
6 max 1,0; 2 0 . (3.138)
Коефіцієнт 0 визначають за формулою (3.109), в якій слід прийняти B 3 0,35 .
Допустимий згинальний момент M розраховують за формулою
(3.136), у якій осьове допустиме стискальне зусилля F визначають за формулою (3.137).
З'єднання конічної і циліндричної обичайок з тороїдальним переходом (рисунок 3.22) Допустимий зовнішній тиск P визначають за формулою (3.117).
Допустиме осьове стискальне зусилля за умови міцності перехідної частини визначають за формулою
F
D
![]() S
т
C
p
, (3.139)
S
т
C
p
, (3.139)
7
де 7 – коефіцієнт форми.
7 max 1,0; т 2 1,2 . (3.140)
Коефіцієнти і т визначають за формулами (3.115) і (3.116).
Допустимий згинальний момент M розраховують за формулою
(3.136), у якій допустиме осьове стискальне зусилля F визначають за формулою (3.139).
З'єднання штуцера або циліндричної обичайки меншого діаметра з конічною обичайкою (рисунки 3.21,в ; 3.23) Допустимий зовнішній тиск P визначають за формулою (3.121).
Допустиме осьове стискальне зусилля за умови міцності перехідної частини F , Н, визначають за формулою
F
D
![]() S2
C
2
p
, (3.141)
S2
C
2
p
, (3.141)
8
де 8 – коефіцієнт форми.
8 max 1,0; 2 н 1 . (3.142)
Коефіцієнт н визначають за формулою (3.120).
Допустимий згинальний момент розраховують за формулою (3.136), у якій допустиме осьове стискальне зусилля F визначають за формулою (3.141).
Розрахунок конічних обичайок і днищ, виготовлених із двошарової сталі
Розрахунок конічних обичайок і днищ, виготовлених із двошарової сталі, виконують аналогічно розрахунку циліндричних обичайок, наведеному в підрозділі 3.2.
3.3.5 Плоскі днища та кришки
Розрахункові схеми плоских днищ, умови їх закріплення і коефіцієнти конструкції наведені в таблиці 3.12.
Розрахункова схема плоскої круглої кришки наведена на рисунку
3.18.
Умови застосування розрахункових формул
Формули для розрахунку плоских круглих днищ і кришок застосовні за виконання умови
![]() S1
C
Dp
0,11
,
S1
C
Dp
0,11
,
де S 1 – виконавча товщина стінки днища (кришки), мм;
D p – розрахунковий діаметр днища (кришки), мм; С – сума добавок до розрахункової товщини днища, мм. Розрахунок допускається проводити при
![]() S1
C
Dp
0,11 ,
S1
C
Dp
0,11 ,
при цьому допустимий тиск P , розрахований за формулами (3.149, 3.160), необхідно помножити на поправочний коефіцієнт K p .
2,2
K p . (3.143)
![]()
При K p P P товщину днища S 1 необхідно збільшити так, щоб виконувалась умова
K p P P .
Розрахунок плоских круглих днищ
Товщину плоских круглих днищ посудин та апаратів, що працюють під внутрішнім надлишковим або зовнішнім тиском, розраховують за формулою
S1 S1 p C , (3.144)
де S 1 p – розрахункова товщина днища, мм.
P
![]() S
1
p
K
K
o
D
p
, (3.145)
S
1
p
K
K
o
D
p
, (3.145)
де K – коефіцієнт, який визначається залежно від конструкції днища за таблицею 3.12;
K о – коефіцієнт ослаблення днища;
D p – розрахунковий діаметр днища, мм;
P – внутрішній надлишковий або зовнішній тиск, МПа;
– коефіцієнт міцності зварних швів днища;
– допустима напружина матеріалу днища при розрахунковій температурі, МПа.
Коефіцієнт ослаблення K o для днищ, які мають один отвір, визначають за формулою
Ko
![]() , (3.146)
, (3.146)
де d – діаметр отвору у днищі, мм.
Коефіцієнт K o для днищ, які мають кілька отворів, визначають за формулою
![]() 1
di
D
p
3
1
di
D
p
3
Ko , (3.147)
1 di Di
де d i – внутрішній діаметр штуцера або отвору у днищі, мм i 1,2,3 Kn ; n – кількість отворів у днищах.
Коефіцієнт K o визначають для найбільш ослабленого діаметраль- ного перерізу. Максимальну суму довжин хорд отворів у найбільш ослабленому діаметральному перерізі визначають відповідно до рисунка 3.27,а за формулою
di max d1 d3 ;b2 b3 . (3.148)
Основні розрахункові розміри отворів наведені на рисунку 3.27.
Для днищ без отворів коефіцієнт ослаблення K o приймають рівним 1.
В усіх випадках приєднання днища до обичайки мінімальна товщина плоского днища повинна бути не менше товщини стінки обичайки. Допустимий тиск на плоске днище визначають за формулою
2
![]() P
S
1
C
. (3.149)
P
S
1
C
. (3.149)
K K o D p
При цьому повинна виконуватися умова P P .
Товщину стінки днища S 2 для з’єднання типу 9 (таблиця 3.12) визначають за формулою
![]() S
S
а – розрахункова схема плоского днища; б – розрахункові розміри отворів
Рисунок 3.27 – Основні розрахункові розміри отворів на плоскому днищі
Таблиця 3.12 – Значення коефіцієнта K залежно від конструкції днищ
| Тип |
Схема |
Умови закріплення |
Коефіцієнт конструкції |
| 3 |
|
S C
S1 C S C
Dp D |
0,45 0,41 |
| 4 |
|
S C 0,5
S C 0,5 S 1 C Dp D |
0,41 0,38 |
| 9 |
|
max S;0,25S 1 r min S 1; 0,1D h 1 r D p D 2r |
K max 0,41 1 0,23 S C S 1 C |
| 10 |
|
S C
S 1 C S C
D p D 0,25S 1 r S 1 S 2 30 o 90 o |
0,41 0,38 |
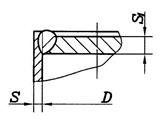

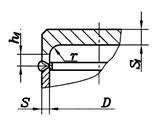
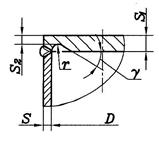
Приклад 3.24
Розрахувати товщину плоского днища апарата (рисунок 3.28 ), який працює під внутрішнім надлишковим тиском. Розрахунковий тиск в апараті P=0,6 МПа, розрахункова температура стінки днища t=100 °С, внутрішній діаметр апарата D=400 мм, товщина стінки циліндричної обичайки S=5 мм, матеріал днища – сталь марки 20К. Добавку для компенсації корозії та ерозії прийняти рівною С 1 С 1 2 мм. На днищі є штуцер з умовним проходом D y 100 мм.
Допустиму напружину при розрахунковій температурі t=100 °С для сталі марки 20К визначаємо за таблицею А.1 додатку А, 142 МПа.
Для днища, що виготовляється із заготовки, яка не має зварних швів, коефіцієнт міцності зварних швів приймаємо рівним 1.
Для попереднього розрахунку коефіцієнт конструкції плоского днища приймаємо за таблицею 3.12 рівним K 0,45 . Коефіцієнт ослаблення днища отвором К о визначаємо за формулою (3.14,6 ). Розрахунковий діаметр днища даної конструкції відповідно до таблиці приймаємо рівним D p D 400 мм. Для штуцера з умовним проходом D y 100 мм приймаємо трубу 108 4 мм.
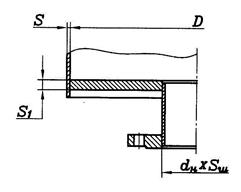
Рисунок 3.28 – Плоске днище зі штуцером
Внутрішній діаметр штуцера визначаємо за формулою d dн 2Sш 108 2 4 100мм,
де d н – зовнішній діаметр штуцера, мм;
S ш – товщина стінки штуцера, мм.
Коефіцієнт ослаблення днища визначаємо за формулою (3.146 )
2 2
d d 1 100 100 1,146.
![]() Ko
1
Dp
400
400
Dp
Ko
1
Dp
400
400
Dp
Розрахункову товщину днища визначаємо за формулою (3.145 )
P 0,6
![]()
![]() S
1
p
K
K
o
D
p
0,45
1,146
400
13,4 мм
.
S
1
p
K
K
o
D
p
0,45
1,146
400
13,4 мм
.
1 142
Виконавча товщина плоского днища з урахуванням добавки для компенсації корозії та ерозії складає
S1 S 1 p C 1 13,4 2 15,4 мм .
Виконавчу товщину плоского днища приймаємо рівною S 1 16 мм.
Добавка для компенсації мінусового допуску для сталевого листа товщиною 16 мм складає С2 0,8 мм. Перевіряємо необхідність врахування добавки для компенсації мінусового допуску
С2 0,8 0,05 S1 0,05 16 0,8 мм.
Добавку не враховуємо, тому що вона не перевищує 5 % від товщини листа.
Уточнюємо значення коефіцієнта K , для чого розраховуємо відношення
![]() S
C 5
2,5
0,179
0,25. S
1
C
16
2
S
C 5
2,5
0,179
0,25. S
1
C
16
2
За таблицею 3.12 знаходимо коефіцієнт K 0,45 , який дорівнює попередньо прийнятому.
Перевіряємо допустимий тиск за формулою (3.149 )
S 2 2
![]() P
1
C
P
1
C
![]() 16
2
142
0,65МПа.
16
2
142
0,65МПа.
K K o D p 0,45 1,146 400
Умова міцності
P 0,6 P 0,65 МПа
виконується.
Умова застосування розрахункових формул
![]() S
1
C
16
2
0,035
0,11
S
1
C
16
2
0,035
0,11
D p 400
виконується.
Приклад 3.25
Розрахувати товщину плоского кованого днища апарата (рисунок 3.29 ), що працює під внутрішнім надлишковим тиском. Розрахунковий тиск в апараті P=3,2 МПа, розрахункова температура стінки днища t=150 °С, внутрішній діаметр апарата D=600 мм, товщина стінки циліндричної обичайки S=10 мм, матеріал днища – сталь марки 16ГС, група апарата – 1 . Добавку для компенсації корозії та ерозії прийняти рівною С 1 С 1 2 мм. На днищі є штуцер з умовним проходом Dy 100 мм.
Допустиму напружину при розрахунковій температурі t=150 °С для сталі марки 16ГС визначаємо за таблицею А.1 додатку А, 171 МПа.
Для днища, виготовлюваного із заготовки, яка не має зварних швів, приймаємо коефіцієнт міцності зварних швів 1.
Радіус внутрішнього округлення днища приймаємо конструктивно рівним r 25 мм.
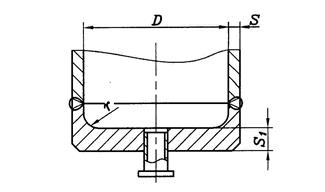
Рисунок 3.29 – Плоске коване днище з радіусним переходом
Розрахунковий діаметр днища відповідно до таблиці 3.12 складає
Dp D 2r 600 2 25 550 мм.
Для штуцера з умовним проходом D y 100 мм приймаємо трубу 108 4 мм.
Внутрішній діаметр штуцера
d dн 2Sш 108 2 4 100мм,
де d н – зовнішній діаметр штуцера, мм;
S ш – товщина стінки штуцера, мм.
Коефіцієнт ослаблення визначаємо за формулою (3.146 )
2 2
![]() d
d
1
100
100
1,102.
K
o
1
D
p
Dp
550
550
d
d
1
100
100
1,102.
K
o
1
D
p
Dp
550
550
Для попереднього розрахунку за таблицею 3.12 коефіцієнт конструкції плоского днища приймаємо рівним K 0,35 .
Розрахункову товщину днища визначаємо за формулою (3.145 )
P 3,2
![]()
![]() S
1
p
K
K
o
D
p
0,35
1,102
550
29,02мм.
S
1
p
K
K
o
D
p
0,35
1,102
550
29,02мм.
1 171
Виконавчу товщину днища S 1 визначаємо за формулою (3.144 ). Як суму добавок до розрахункової товщини кованого днища С приймаємо добавку для компенсації корозії та ерозії С 1 . Добавку для компенсації мінусового допуску не враховуємо, тому що днище виготовляється куванням з наступною механічною обробкою.
S1 S1 p C 29,02 2 31,02 мм.
Приймаємо S 1 32мм.
Умови застосування розрахункових формул:
![]() S
1
C
32
2
0,055
0,11; D
p
550
S
1
C
32
2
0,055
0,11; D
p
550
max S;0,25S 1 max 10; 0,25 32 10 r 25 min S 1 ;0,1D
min 32; 0,1 600 32 мм
виконуються.
Уточнюємо значення коефіцієнта K
K
max
0,41
1
0,23
![]() SS
1
CC
; 0,35
SS
1
CC
; 0,35
max
0,41
1
0,23
![]() 10
2,8
; 0,35
max
0,387; 0,35
0,387.
10
2,8
; 0,35
max
0,387; 0,35
0,387.
32 2
Уточнюємо розрахункову і виконавчу товщини днища:
P 3,2
![]()
![]() S
1
p
K
K
o
D
p
0,387
1,102
550
32,1мм;
1
171
S
1
p
K
K
o
D
p
0,387
1,102
550
32,1мм;
1
171
S1 S1 p C 32,1 2 34,1 мм.
Приймаємо S 1 35мм.
Виконавча товщина днища не збіглася із попередньо прийнятим значенням, тому уточнюємо значення коефіцієнта K
K
max
0,41
1
0,23
![]() SS
1
CC
; 0,35
SS
1
CC
; 0,35
10 2,8
max
0,41
1
0,23
![]() ; 0,35
max
0,389; 0,35
0,389.
; 0,35
max
0,389; 0,35
0,389.
35 2
Уточнюємо розрахункову і виконавчу товщини днища:
P 3,2
![]()
![]() S
1
p
K
K
o
D
p
0,389
1,102
550
32,25мм;
S
1
p
K
K
o
D
p
0,389
1,102
550
32,25мм;
1 171
S1 S1 p C 32,25 2 34,25 мм.
Приймаємо товщину днища рівною S 1 35мм. Виконавча товщина днища збіглася зі раніше прийнятою.
Перевіряємо допустимий тиск за формулою (3.149 )
2 2
![]() P
KS
1
K
o
C
D
p
P
KS
1
K
o
C
D
p
![]() 0,38935
1,102
2
550
171
3,35 МПа.
0,38935
1,102
2
550
171
3,35 МПа.
Умова міцності
P 3,2 P 3,35МПа
виконується.
Умова застосування розрахункових формул
![]() S
1
C
35
2
0,06
0,11
S
1
C
35
2
0,06
0,11
D p 550
виконується.
Приклад 3.26
Розрахувати товщину плоского кованого днища з кільцевою проточкою (рисунок 3.30 ) апарата, що працює під внутрішнім надлишковим тиском. Розрахунковий тиск в апараті P=3,2 МПа, розрахункова температура днища t=150 °С. Обичайка апарата виготовляється з труби 273×7мм, матеріал обичайки і днища – сталь 20. Добавку для компенсації корозії та ерозії до розрахункових товщин стінок обичайки та днища прийняти рівною С 1 С 1 =2 мм. На днищі є штуцер з умовним проходом D y 50 мм, для виготовлення якого приймаємо трубу 57 3,5 мм.
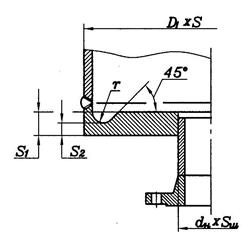
Рисунок 3.30 – Плоске коване днище з кільцевою проточкою
Внутрішній діаметр штуцера складає
d dн 2Sш 57 2 3,5 50 мм,
де d н – зовнішній діаметр штуцера, мм;
S ш – товщина стінки штуцера, мм.
Допустиму напружину при розрахунковій температурі стінки
днища t=150 °С для сталі 20 визначаємо за таблицею А.1 додатку А, 139 МПа.
Для днища, виготовлюваного із заготовки, яка не має зварних швів, приймаємо коефіцієнт міцності зварних швів 1.
Розрахунковий діаметр днища відповідно до таблиці 3.12 складає
Dp D D1 2 S 273 2 7 259 мм.
Коефіцієнт ослаблення днища визначаємо за формулою (3.14,6 )
d
d 2 1 50 50 2 1,109.
![]() K
o
1
D
Dp
259
259
K
o
1
D
Dp
259
259
p
Для попереднього розрахунку коефіцієнт конструкції плоского днища приймаємо за таблицею 3.12 рівним K 0,41.
Розрахункову товщину днища визначаємо за формулою (3.145 )
P 3,2
![]()
![]() S
1
p
K
K
o
D
p
0,41
1,109
259
17,86 мм.
S
1
p
K
K
o
D
p
0,41
1,109
259
17,86 мм.
1 139
Добавку для компенсації мінусового допуску приймаємо рівною
15 % від товщини стінки труби
С 2 0,15S 0,15 7 1,05мм.
Сума добавок до розрахункової товщини стінки обичайки, виготовлюваної із труби, складає
С С 1 С 2 2 1,05 3,05 мм.
Як суму добавок до розрахункової товщини стінки днища приймаємо добавку для компенсації корозії та ерозії C С 1 2 мм.
Виконавчу товщину днища визначаємо за формулою (3.144 )
S1 S1 p C 17,86 2 19,86 мм
і приймаємо рівною S 1 20мм.
Уточнюємо значення коефіцієнта K . За таблицею 3.12
відношення
![]() S
C 7
3,05
0,219
0,5 .
S
C 7
3,05
0,219
0,5 .
S 1 C 20 2
Отже, коефіцієнт К обрано правильно.
Товщину днища в місці кільцевої проточки визначаємо за формулою (3.150 )
![]() S
2
max
1,1 S; 1 Dp
S2
1
r
S
2
max
1,1 S; 1 Dp
S2
1
r
sin
1,2S1
20
![]() max
1,1
7; 1
259
2
8
sin 45
o
7,7; 1,27
7,7 мм
max
1,1
7; 1
259
2
8
sin 45
o
7,7; 1,27
7,7 мм
1,2 20
і приймаємо рівною S 2 10мм.
Перевіряємо умову закріплення за таблицею 3.12
0,25S 0,25 7 1,75 r 8 S1 S 20 10 10 мм.
Умова виконується.
Визначаємо допустимий тиск за формулою (3.149 )
2
S
![]() P
1
C
P
1
C
![]() 20
2
2
139
3,24 МПа.
20
2
2
139
3,24 МПа.
K Ko Dp 0,41 1,109 259
Умова міцності
P 3,2 P 3,24 МПа
виконується.
Умова застосування розрахункових формул
![]() S
1
C
20
2
0,065
0,11
S
1
C
20
2
0,065
0,11
D p 259
виконується.
Розрахунок плоских круглих кришок
Розрахункову товщину плоских круглих кришок (рисунок 3.18,а ), навантажених внутрішнім надлишковим тиском, визначають за формулою
P
![]() S
1
p
K
o
K
6
D
p
, (3.151)
S
1
p
K
o
K
6
D
p
, (3.151)
де K 6 – безрозмірний коефіцієнт;
D p – розрахунковий діаметр кришки, який дорівнює середньому діаметру прокладки D сп , мм (рисунок 3.18,а ).
![]() K
6
0,41
1
3
D
3
D
сп
1
, (3.152)
K
6
0,41
1
3
D
3
D
сп
1
, (3.152)
D 3 D сп
де – безрозмірний коефіцієнт; D 3 – діаметр болтової окружності, мм.
Коефіцієнт визначають за формулою
![]() max
1
Fп
FQ
, (3.153)
max
1
Fп
FQ
, (3.153)
F бм F Q
де F п – реакція прокладки, H;
F бм – болтове навантаження в умовах монтажу, Н; F Q – рівнодіюча внутрішнього тиску, Н.
Рівнодіючу внутрішнього тиску визначають за формулою
FQ 0,785 P Dсп 2 . (3.154)
Розрахунок реакції прокладки F п і болтового навантаження F бм наводиться у керівному документі [33].
Коефіцієнт ослаблення K o визначають за формулою (3.146) або за формулою (3.147), якщо d i 0,7 D p . Отвори для болтів у розрахунок не приймають.
Для кришки із подовжнім пазом (рисунок 3.18,б ) коефіцієнт K 6 визначають з урахуванням зусилля від стиснення прокладки в пазу за формулою
![]() K
6
0,41
1
3
D
3
D
сп
1
9,6 D
3
S
4
D
сп2
, (3.155) D
3
D
сп
K
6
0,41
1
3
D
3
D
сп
1
9,6 D
3
S
4
D
сп2
, (3.155) D
3
D
сп
де S 4 – товщина перегородки, мм (рисунок 3.18,б ).
Товщину плоскої кришки в місці ущільнення S 2 (рисунок 3.18,а ) визначають за формулою
S 2 max K 7 Ф; 0,6Ф D cп С ; (3.156)
![]() Ф
max
F
бр
;
F
бм
,
(3.157) бр
бм
Ф
max
F
бр
;
F
бм
,
(3.157) бр
бм
де F бр – болтове навантаження в робочих умовах, Н;
бр – допустима напружина матеріалу болтів при розрахунковій температурі, МПа;
бм – допустима напружина матеріалу болтів при температурі
20 °С, МПа.
Коефіцієнт K 7 визначають за формулою
![]() K7
0,8 D3
Dсп
1
. (3.158)
K7
0,8 D3
Dсп
1
. (3.158)
Товщину краю плоскої круглої кришки поза зоною ущільнення S 3
(рисунок 3.18,а ) визначають за формулою
![]() S
3
max
K
7
Ф; 0,6 Ф
S
3
max
K
7
Ф; 0,6 Ф
![]() D
2
C
, (3.159)
D
2
C
, (3.159)
де D 2 – найменший діаметр зовнішньої стоншеної частини кришки, мм, (рисунок 3.18,а ).
Виконавчу товщину кришки визначають за формулою (3.144).
Допустимий тиск для плоскої круглої кришки визначають за формулою
2
S
![]() P
1
C
. (3.160)
P
1
C
. (3.160)
K o K 6 D p
При цьому повинна виконуватися умова P P .
Приклад 3.27
Розрахувати товщину плоскої кришки люка (рисунок 3.31 ) апарата, що працює під внутрішнім надлишковим тиском. Розрахунковий тиск в апараті P=1,1 МПа, розрахункова температура кришки t=165 °С, внутрішній діаметр люка D=400 мм, товщина стінки циліндричної обичайки люка S=8 мм. Матеріал кришки люка – сталь 20К, матеріал болтів – сталь 40. Розміри фланцевого з’єднання на умовний тиск
Py 1,6 МПа прийняті за стандартами [23, 25, 31 ]. Середній діаметр прокладки D cn 442мм, діаметр болтової окружності D 3 495 мм, найменший діаметр зовнішньої стоншеної частини кришки D 2 390мм. Коефіцієнт міцності зварних швів для суцільної кришки прийняти рівним 1. Розрахункові навантаження, визначені за керівним документом [33 ], складають:
– реакція прокладки F n 5,207 10 4 Н;
– болтове навантаження в умовах монтажу F бм 3,040 10 5 Н;
– болтове навантаження в робочих умовах F бp 2,121 105 Н.
Добавку для компенсації корозії та ерозії до розрахункової тов-
щини обичайки та кришки прийняти рівною С 1 С 1 2 мм.
Ущільнювальна поверхня фланцевого з’єднання – гладка. Фланцеве з’єднання – ізольоване.
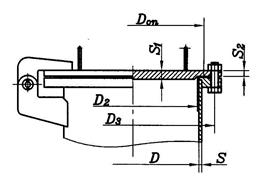
Рисунок 3.31 – Люк із плоскою кришкою
Визначаємо допустимі напружини для сталі 20К за таблицею А.1 додатку А:
– при температурі t 1 150 ºС 150 139МПа,
– при температурі t 2 200 ºС 200 136 МПа.
Допустимі напружини для матеріалу кришки люка при розрахунковій температурі t 165°С визначаємо методом лінійної інтерполяції
![]() 150
200
t
2
t
1
150
t
t
1
150
200
t
2
t
1
150
t
t
1
139
![]() 165
150
138,1 МПа.
165
150
138,1 МПа.
Округляємо результат розрахунку до 0,5 МПа у бік меншого значення
138,0 МПа.
Допустима напружина для сталі 20К при температурі 20 °С 20 147МПа. Розрахункова температура болтів для ізольованого фланця складає 0,97t 0,97 165 160 °С.
Допустиму напружину матеріалу болтів при розрахунковій температурі визначаємо методом лінійної інтерполяції за керівним документом [33 ]:
– при розрахунковій температурі бр 122 МПа;
– при температурі 20 º С бм 130МПа.
Розрахунковий діаметр кришки складає
Dp D cn 442 мм.
Рівнодіючу внутрішнього тиску визначаємо за формулою (3.154 ) FQ 0,785Р Dcn 2 0,785 1,1 4422 1,687 105 Н.
Коефіцієнт ослаблення для кришки без отворів приймаємо рівним
К 0 1. Коефіцієнт визначаємо за формулою (3.153 )
1 F п F Q 1 5,207 10 4 1,687 10 5
![]()
![]() max
F
бм
F
Q
max
10
5
1,687
10
5
max
F
бм
F
Q
max
10
5
1,687
10
5
3,040 max 1,309; 1,802 1,802.
Коефіцієнт К 6 визначаємо за формулою (3.152 )
![]() K
6
0,41 1
3
D
3
D
сп
1
K
6
0,41 1
3
D
3
D
сп
1
D 3 D сп
![]()
0,41
1
3
1,802
495 442
1
0,497.
0,41
1
3
1,802
495 442
1
0,497.
495 442
Розрахункову товщину кришки визначаємо за формулою (3.151 )
P 1,1
![]() S
1
p
K
o
K
6
D
p
1
0,497
442
19,6 мм.
S
1
p
K
o
K
6
D
p
1
0,497
442
19,6 мм.
1 138
Як суму добавок до розрахункової товщини кришки С приймаємо добавку для компенсації корозії та ерозії С 1
С С1 2 мм.
Виконавчу товщину кришки визначаємо за формулою (3.144 ) S1 S 1 p C 19,6 2 21,6 мм.
Виконавчу товщину кришки за стандартом [31 ] приймаємо рівною S 1 26мм.
Добавка для компенсації мінусового допуску для сталевого листа товщиною 26 мм за таблицею 3.4 складає С 2 0,9 мм .
Перевіряємо необхідність урахування добавки для компенсації мінусового допуску кришки люка
С2 0,9 0,05S1 0,05 26 1,3мм.
Добавку не враховуємо, тому що вона складає менше 5 % від товщини листа.
Сума добавок
C C 1 2 мм .
Коефіцієнт Ф розраховуємо за формулою (3.157 )
Ф max F бр бр ; F бм бм
![]() max
2,121
105
122; 3,040
105
max
2,121
105
122; 3,040
105
![]() 130
max
1738; 2338
2338.
130
max
1738; 2338
2338.
Коефіцієнт K 7 визначаємо за формулою (3.158 )
K 7 0,8 D 3 D сп 1 0,8 495 442 1 0,277.
Товщину плоскої кришки в місці ущільнення визначаємо за формулою (3.156 )
![]() S
2
max
K
7
Ф; 0,6 Ф D
cп
С
S
2
max
K
7
Ф; 0,6 Ф D
cп
С
![]() max
0,277
2338; 0,6
2338442
2
max
13,4; 3,2
2
13,4
2
15,4 мм.
max
0,277
2338; 0,6
2338442
2
max
13,4; 3,2
2
13,4
2
15,4 мм.
Товщину кришки в місці ущільнення приймаємо за стандартом
[31 ] рівною
S 2 23 мм.
Допустимий тиск перевіряємо за формулою (3.160 )
2 2
![]() P
S
1
C
P
S
1
C
![]() 26
2
138
1
1,64 МПа.
26
2
138
1
1,64 МПа.
K o K 6 D p 1 0,497 442
Умова міцності
P 1,1 P 1,64 МПа
виконується.
Умова застосування розрахункових формул
![]() S
1
C
26
2
0,054
0,11
S
1
C
26
2
0,054
0,11
D p 442
виконується.
3.4 Зміцнення отворів
3.4.1 Теоретичні основи зміцнення отворів
Наявність отворів в обичайках, переходах і днищах посудин та апаратів ослаблює їх міцність як за рахунок зменшення площі поперечного перерізу відповідного елемента, так і внаслідок концентрації напружин. Концентрація напружин має явно виражений місцевий характер і поширюється на частину деталі, що знаходиться у безпосередній близькості до отвору.
Збільшення товщини стінки всього елемента для того, щоб максимальні напружини не перевищували допустимих, нераціонально. Ефективніше компенсувати ослаблення, викликане отвором, шляхом зміцнення його краю стовщенням, розташовуючи додатковий матеріал у зоні виникнення максимальних напружин, тобто якнайближче до краю отвору.
Зміцнення отворів у стінках апаратів здійснюється надлишковою товщиною стінки зміцнюваного елемента, штуцера, накладним кільцем та іншими способами.
3.4.2 Типові конструкції зміцнення отворів На рисунку 3.32 показані типові конструкції зміцнення отворів.
Основним видом зміцнення отворів є зміцнення за допомогою “надлишкової” товщини стінки штуцера (рисунки 3.32,а , б ). Конструкція, що представлена на рисунку 3.32,б , застосовується у тому випадку, якщо внутрішня частина штуцера заважає монтажу та демонтажу внутрішніх пристроїв.
Зміцнення отвору накладним кільцем (рисунки 3.32,в , г ) застосовується, як правило, у тому випадку, якщо зміцнення за рахунок стінки штуцера недостатньо для забезпечення необхідної міцності. Заготівка накладних кілець виконуються найчастіше круглої форми. Зміцнювальні кільця виготовляються переважно суцільними. Допускається виготовляти їх із частин, але не більш ніж з чотирьох. При цьому зварні шви повинні виконуватися з проваром на повну товщину кільця. У кожному зміцнювальному кільці або кожній його частині, якщо зварювання частин здійснюється після установки їх на посудину, повинно бути не менше одного контрольного отвору з наріззю М101,5 для пневматичного випробування герметичності зварних швів надлишковим тиском 0,4-0,6 МПа, але не більше розрахункового тиску посудини. При експлуатації апарата контрольний отвір залишається відкритим для виявлення можливої течі.
Контрольний отвір повинен розташовуватися у нижній частині кільця або його частини відносно посудини, установленій у робочому положенні.
Зміцнювальні кільця повинні щільно прилягати до поверхні зміцнюваного елемента. Допускається зазор між поверхнями зміцнювального кільця і зміцнюваного елемента не більше 3 мм. Зазор контролюється щупом по зовнішньому діаметру зміцнювального кільця. Мінімальну товщину зміцнювального кільця необхідно застосовувати рівною 6 мм. Якщо розрахункова товщина зміцнювального кільця перевищує виконавчу товщину стінки зміцнюваного елемента більше ніж у два рази, рекомендується, якщо це можливо, установлювати два накладні кільця (зовні та усередині апарата) відповідно до рисунка 3.32,г , причому товщина зовнішнього кільця приймається рівною половині загальної товщини, а внутрішнього – половині загальної товщини з урахуванням добавки на корозію та ерозію.
Зовнішній діаметр зміцнювального кільця не повинен перевищувати двох діаметрів зміцнюваного отвору. Штуцери приварюються як до обичайки (днища), так і до зміцнювального кільця зварним швом із суцільним проваром. Якщо декілька штуцерів розташовані настільки близько один до одного, що накладні зміцнювальні кільця взаємно перекриваються, застосовується загальне накладне кільце круглої або овальної форми відповідно до рисунка 3.44.
Зміцнення отвору за допомогою відбортовки відповідно до рисунка 3.32,д поліпшує зовнішній вигляд апарата, проте є більш трудомістким порівняно з вищеописаними конструкціями і не завжди забезпечує необхідну міцність.
Зміцнення отвору тороподібною вставкою відповідно до рисунка 3.32,е забезпечує високу міцність та технологічність конструкції і в той же час поліпшує зовнішній вигляд апарата.
Зміцнення ввареним кільцем відповідно до рисунка 3.32,ж забезпечує достатню міцність, поліпшує зовнішній вигляд апарата, але є технологічно трудомістким, тому порівняно рідко застосовується в хімічному апаратобудуванні.
Зміцнення штуцером довільної форми відповідно до рисунка 3.32,з забезпечує високу міцність, поліпшує зовнішній вигляд, є досить технологічним і застосовується для зміцнення центральних отворів в еліптичних, а також будь-яких отворів у напівсферичних днищах.
Замість зміцнення отвору штуцером можна застосовувати зміцнення втулкою збільшеної товщини, до якої приварюється штуцер, відповідно до рисунка 3.33. При цьому конструктивні елементи зварного з’єднання втулки та штуцера необхідно приймати такими: радіус плавного переходу від втулки до штуцера r 1 S 1 S 1 , довжина тонкої частини втулки від початку радіусного переходу до середини зварного шва
a S 1 , але не менше 20 мм, кут скосу 20°. 3.4.3 Визначення розрахункового діаметра поодинокого отвору, що не вимагає зміцнення
Отвір вважається поодиноким, якщо найближчий до нього отвір не впливає на нього, що має місце, коли відстань між зовнішніми поверхнями суміжних штуцерів b , мм, відповідно до рисунка 3.34 задовольняє умові
b
![]() D
p
S
C
D
p
S
C
,
(3.161)
D
p
S
C
D
p
S
C
,
(3.161)
де D p ,D p розрахункові діаметри зміцнюваного елемента по центру зміцнюваних отворів, мм;
S – виконавча товщина стінки зміцнюваного елемента (обичайки, переходу або днища), мм;
С – сума добавок до розрахункової товщини стінки зміцнюваного елемента, мм.
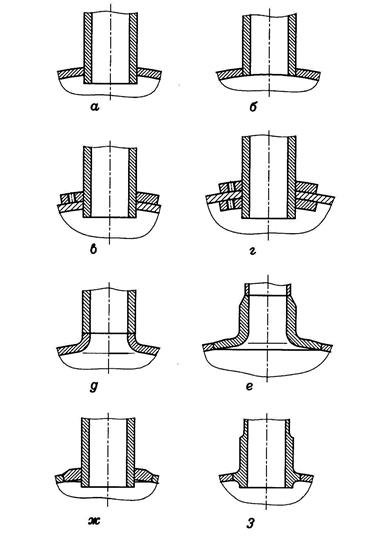
а , б – ввареним штуцером; в – накладним кільцем; г – двома накладними кільцями; д – відбортовкою; е – тороподібною вставкою; ж – ввареним зміцнювальним кільцем з – штуцером довільної форми
Рисунок 3.32 – Типові конструкції зміцнення отворів
Розрахунковий діаметр зміцнюваних елементів D p , мм, визначають за формулами:
– для циліндричної обичайки та напівсферичного днища
Dp D ; (3.162)
– для конічної обичайки, переходу або днища
Dp Dк / cos ; (3.163)
– для еліптичного днища при H 0,25 D
![]() D
p
2 D
1
3
x / D
2
,
(3.164)
D
p
2 D
1
3
x / D
2
,
(3.164)
де D . – внутрішній діаметр циліндричної обичайки або опуклого днища, мм;
D к – внутрішній діаметр конічної обичайки, переходу або днища по центру зміцнюваного отвору, мм;
H – висота опуклої частини днища без відбортовки, мм;
– відстань від центра зміцнюваного отвору до осі еліптичного днища, мм, відповідно до рисунка 3.37;
– половина кута при вершині конічної обичайки, град.
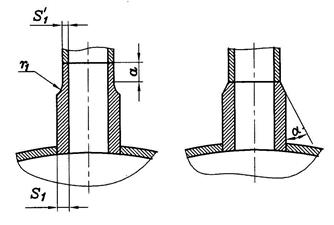
а б
а – з радіусним переходом; б – з конічним переходом
Рисунок 3.33 – Зміцнення отворів втулкою збільшеної товщини Розрахунковий діаметр поодинокого отвору d 0 , мм, який не потребує додаткового зміцнення при надлишковій товщині стінки посудини, визначають за формулою
![]() d0
2
d0
2
![]() S
S
p
C
0,8
Dp
S
C
,
(3.165)
S
S
p
C
0,8
Dp
S
C
,
(3.165)
де S p – розрахункова товщина стінки зміцнюваного елемента, мм.
Розрахунковий діаметр поодинокого отвору d 0 , мм, який не потребує додаткового зміцнення при надлишковій товщині стінки посудини, визначається за формулою
![]() d0
2
d0
2
![]() S
S
p
C
0,8
Dp
S
C
,
(3.165)
S
S
p
C
0,8
Dp
S
C
,
(3.165)
де S p – розрахункова товщина стінки зміцнюваного елемента, мм.
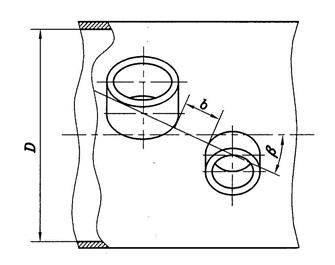
Рисунок 3.34 – Схема розташування суміжних штуцерів на зміцнюваному елементі
Якщо розрахунковий діаметр зміцнюваного отвору d p , мм, задовольняє умові
d p d0 , (3.166)
подальших розрахунків зміцнення отвору проводити не потрібно.
Якщо умова (3.166) не виконується, необхідно виконати розрахунок зміцнення отвору по пункту 3.4.6.
Розрахунковий діаметр отвору в стінці обичайки, переходу, днища або ввареного кільця d p , мм, при наявності штуцера з круглим поперечним перерізом, вісь якого збігається з нормаллю до поверхні в центрі отвору відповідно до рисунків 3.35 і 3.37,б або круглого отвору без штуцера (з бобишкою), визначають за формулою
d p d 2 Cs , (3.167)
де d – внутрішній діаметр штуцера, мм;
C s – сума добавок до розрахункової товщини стінки штуцера, мм.
Для циліндричних і конічних обичайок у випадку, коли вісь штуцера розташована в площині поперечного перерізу обичайки відповідно до рисунка 3.36,а , розрахунковий діаметр отвору визначають за формулою
d p max d; 0,5 t 2 Cs , (3.168)
де t – довжина отвору в окружному напрямку, мм.
Розрахунковий діаметр отвору для зміщеного штуцера на еліптичному днищі відповідно до рисунка 3.37,а визначають за формулою
d p d 2 C s . (3.169)
![]() 1
2 x / D
p
2
1
2 x / D
p
2
Для циліндричних і конічних обичайок у випадку приварки нахиленого штуцера, вісь якого розташована в площині подовжнього перерізу обичайки відповідно до рисунка 3.36,б , і для всіх отворів у напівсферичних днищах розрахунковий діаметр отвору визначається за формулою
d p d 2 Cs / cos2 , (3.170)
де – кут між віссю нахиленого штуцера і нормаллю до поверхні циліндричної або конічної обичайки, а також опуклого днища, град.
Розрахунковий діаметр отвору для штуцера з круглим поперечним перерізом, вісь якого збігається з нормаллю до поверхні обичайки в центрі отвору, при наявності відбортовки або тороподібної вставки відповідно до рисунків 3.38 і 3.39,а , визначають за формулою d p d 1,5 r S p 2 Cs , (3.171)
де r – радіус відбортовки або торової частини тороподібної вставки, мм
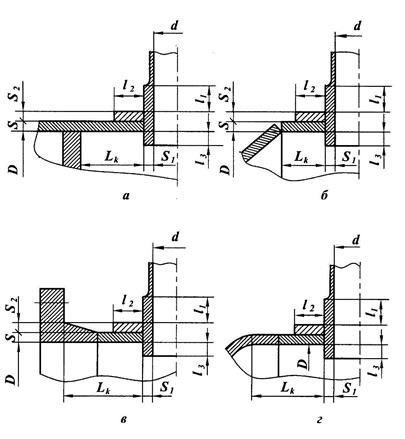
а – при наявності внутрішньої перегородки; б – при з’єднанні циліндричної обичайки з конічним переходом або днищем; в – при приварюванні до обичайки фланця; г – при з’єднанні циліндричної обичайки з опуклим днищем
Рисунок 3.35 – Розрахункові схеми зміцнення отворів на циліндричних обичайках зі штуцером, вісь якого збігається з нормаллю до поверхні обичайки
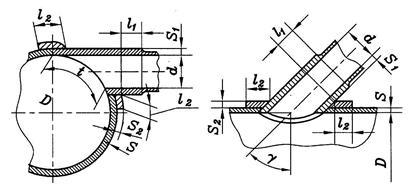 а б
а б
а – зі зміщеним штуцером у площині поперечного перерізу циліндричної
або конічної обичайки; б – з нахиленим штуцером, вісь якого розташована в площині подовжнього перерізу обичайки
Рисунок 3.36 – Розрахункові схеми зміцнення отворів на обичайках
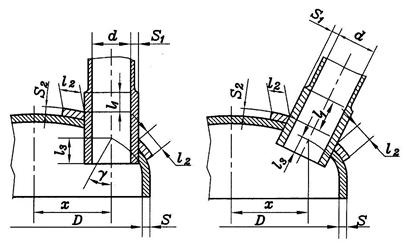
а б
а – зі зміщеним штуцером; б – зі штуцером, вісь якого збігається з нормаллю
до поверхні в центрі отвору
Рисунок 3.37 – Розрахункові схеми зміцнення отворів на еліптичних днищах
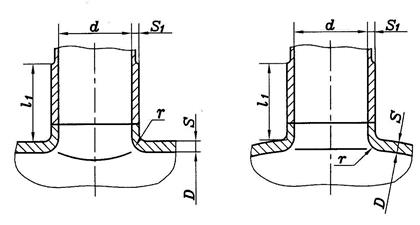 а б
а б
а – у подовжньому перерізу обичайки; б – у поперечному перерізу оби-
чайки (опуклого днища)
Рисунок 3.38 – Розрахункова схема зміцнення отвору відбортовкою
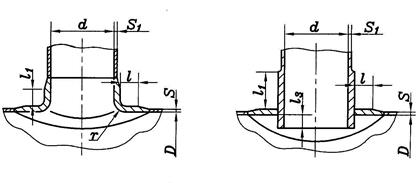
а б
а – тороподібною вставкою; б – ввареним кільцем Рисунок 3.39 – Розрахункові схеми зміцнення отворів
3.4.4 Визначення основних розрахункових величин
Розрахункові товщини стінок
Розрахункові товщини стінок зміцнюваних елементів, крім товщини стінки еліптичного днища, визначаються відповідно до підрозділів 3.2 і 3.3.
Розрахункову товщину стінки еліптичного днища S p , мм, що працює під внутрішнім надлишковим тиском, визначають за формулою
P Dp
Sp
![]() ,
(3.172)
,
(3.172)
4 P
де P – розрахунков ий внутрішній надлишковий тиск у посудині або апараті, МПа;
– допустима напружина для матеріалу еліптичного днища при розрахунковій температурі, МПа;
– коефіцієнт міцності зварних швів.
Якщо вісь зварного шва обичайки (днища) віддалена від зовнішньої поверхні штуцера на відстань більше трьох товщин зміцнюваного елемента, коефіцієнт міцності цього зварного з’єднання при розрахунку зміцнення отворів необхідно приймати рівним 1. У виключних випадках, коли зварний шов перетинає отвір або віддалений від зовнішньої поверхні штуцера на відстань менше 3 S , приймають 1 залежно від виду та якості шва за стандартом [18].
Розрахункова товщина стінки штуцера S 1p , мм, навантаженого внутрішнім надлишковим або зовнішнім тиском, визначається за формулою
![]() S
1
p
P
d
2 C
s
,
(3.173)
S
1
p
P
d
2 C
s
,
(3.173)
2 1 1 P
де 1 – допустима напружина для матеріалу штуцера при розрахунковій температурі, МПа;
1 – коефіцієнт міцності подовжнього зварного шва штуцера (для штуцерів, виконаних з безшовних труб 1 1,0 ).
Якщо площина, що проходить через подовжній шов штуцера і вісь цього штуцера, утворює кут не менше 60º с площиною подовжнього осьового перерізу циліндричної або конічної обичайки відповідно до рисунка 3.43, коефіцієнт міцності зварного шва приймають рівним 1 1 . В інших випадках коефіцієнт приймають за таблицею 3.2 залежно від виду та контрольованої довжини зварного шва.
Виконавчу товщину стінки штуцера S 1 , мм, навантаженого внутрішнім надлишковим або зовнішнім тиском, визначають за формулою
S1 S1 p Cs . (3.174)
де C s – сума добавок до розрахункової товщини стінки штуцера, мм.
Розрахункові довжини штуцерів
Розрахункові довжини зовнішньої та внутрішньої частин круглого штуцера l 1 p , l 3p , мм, які беруть участь у зміцненні отвору відповідно до рисунків 3.37, 3.39 і 3.42, визначаються за формулами:
![]() l1p
min
l1
; 1,25
d
2 Cs
S1
Cs
;
(3.175) l3
p
min
l3
; 0,5
d
2 Cs
S1
Cs
С
s1
,
(3.176)
l1p
min
l1
; 1,25
d
2 Cs
S1
Cs
;
(3.175) l3
p
min
l3
; 0,5
d
2 Cs
S1
Cs
С
s1
,
(3.176)
де S 1 – виконавча товщина стінки штуцера, мм; l 1 – виконавча довжина зовнішньої частини штуцера, мм; l 3 – виконавча довжина внутрішньої частини штуцера, мм;
C s 1 – добавка до розрахункової товщини стінки штуцера для компенсації корозії та ерозії, мм.
Розрахункова ширина зони зміцнення
Ширину зони зміцнення в обичайках, переходах та днищах L o , мм, визначають за формулою
![]() L
o
D
p
S
C
.
(3.177)
L
o
D
p
S
C
.
(3.177)
Розрахункову ширину зони зміцнення в стінці обичайки, переходу або днища навколо штуцера при наявності тороподібної вставки або ввареного кільця (рисунок 3.39) l p , мм, визначають за формулою
l p min l; Lo , (3.178)
де l – виконавча ширина тороподібної вставки або ввареного кільця, мм.
У випадку відбортовки (рисунок 3.38), а також при відсутності тороподібної вставки або ввареного кільця
l p Lo . (3.179)
![]() Розрахункову ширину зміцнювального кільця l
2 p
, мм, визначають за формулою l
2
p
min
l
2
; D
p
S
2
S
C
,
(3.180)
Розрахункову ширину зміцнювального кільця l
2 p
, мм, визначають за формулою l
2
p
min
l
2
; D
p
S
2
S
C
,
(3.180)
де S 2 – виконавча товщина зміцнювального кільця, мм; l 2 – виконавча ширина зміцнювального кільця, мм.
Для отворів, віддалених від інших конструктивних елементів на відстань L к L o (рисунок 3.35), розрахункову ширину l p і розрахункову ширину зміцнювального кільця l 2 p визначають у такий спосіб:
– для зони з’єднання обичайки з кільцем жорсткості, плоским днищем, трубною решіткою (рисунок 3.35,а ) – за формулами (3.178 -
3.180);
– для зони з’єднання циліндричної обичайки з конічною обичайкою (днищем) і циліндричної обичайки з опуклим днищем (рисунок 3.35,б , г ), а також із фланцем (рисунок 3.35,в ) або сідловою опорою посудини за формулами:
l p Lк ; (3.181) l2 p min l2 ; Lк , (3.182)
де L к – відстань від зовнішньої поверхні штуцера до найближчого носійного конструктивного елемента, мм.
Коефіцієнт міцності зварних з’єднань
Якщо вісь зварного шва обичайки (днища) віддалена від зовнішньої поверхні штуцера на відстань більше трьох товщин зміцнюваного елемента, 3S , (рисунок 3.35,б–г ), коефіцієнт міцності цього зварного з’єднання при розрахунку зміцнення отворів необхідно приймати рівним 1 . Якщо зварний шов віддалений від зовнішньої поверхні штуцера на відстань менше 3S , коефіцієнт приймають залежно від виду та якості зварного шва за таблицею 3.2.
3.4.5 Умови застосування розрахункових формул
Умови застосування розрахункових формул наведені в таблиці 3.13.
При установленні нахилених штуцерів розрахункові формули застосовні, якщо кут між віссю штуцера і нормаллю до поверхні циліндричної або конічної обичайки складає 45 (рисунок 3.36,б ). Це обмеження не поширюється на тангенціальні штуцери (рисунок 3.36,а ). Для зміщених штуцерів на еліптичних днищах кут (рисунок 3.37,а ) не має перевищувати 60 °.
Таблиця 3.13 – Умови застосування розрахункових формул
| Найменування параметрів |
Умови застосування формул |
||
| в циліндричних обичайках |
в конічних обичайках, переходах та днищах |
в еліптичних та напівсферичних днищах |
|
| Відношення діаметрів |
d p 2 C s
D |
d p 2 C s
|
d p 2 C s
D |
| Відношення товщини стінки обичайки або днища до діаметра |
S C
D |
S C 0,1
D к cos |
S C
D |
Позначення, прийняті в таблиці:
D – внутрішній діаметр циліндричної обичайки або опуклого днища, мм;
D к – внутрішній діаметр конічної обичайки, переходу або днища по центру зміцнюваного отвору, мм; d p – розрахунковий діаметр зміцнюваного отвору, мм;
C s – сума добавок до розрахункової товщини стінки штуцера, мм;
C – сума добавок до розрахункової товщини стінки обичайки, переходу або днища, мм;
S – виконавча товщина стінки обичайки, переходу або днища, мм; – половина кута при вершині конічної обичайки (днища), град.
3.4.6 Зміцнення поодиноких отворів
Умова зміцнення поодинокого отвору
Розрахункова схема зміцнення отвору наведена на рисунку 3.40.
Розрахунок зміцнення отвору засновано на принципі компенсації. Для формулювання принципу розглядають площі перерізу “надлишкового” металу зовнішньої частини штуцера A 1 , зміцнювального кільця A 2 , внутрішньої частини штуцера A 3 , зміцнюваного елемента A 4 і компенсованої площі перерізу металу, який вилучаэться зі стінки посудини для вварення штуцера A . Під “надлишковим” розуміють необхідний для зміцнення отвору метал у перерізі стінки зміцнюваного елемента, (обичайки, днища) і штуцера, розташований поза відповідними розрахунковими товщинами S p C , S 1p C s , S 1 C s C s 1 і такий, що не вихо-
дить за границі зони зміцнення l p , l 1 p , l 2 p , l 3 p .
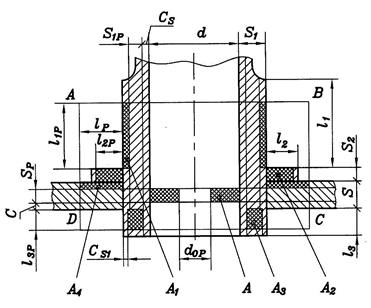
Рисунок 3.40 – Розрахункова схема зміцнення поодинокого отвору
Умова зміцнення поодинокого отвору має вигляд
A1 A2 A3 A4 A. (3.183)
“Надлишковий” метал зовнішньої частини штуцера A 1 , мм2 , визначають за формулою
A1 l1 p S1 S1 p Cs 1 , (3.184)
де l 1p – розрахункова довжина зовнішньої частини круглого штуцера,
яка бере участь у зміцненні отвору, мм;
S 1 – виконавча товщина стінки штуцера, мм;
S 1p – розрахункова товщина стінки штуцера, мм;
C s – сума добавок до розрахункової товщини внутрішньої частини стінки штуцера, мм;
1 – відношення допустимих напружин матеріалів штуцера та зміцнюваного елемента.
Площу поперечного перерізу зміцнювального кільця A 2 , мм2 , що бере участь у зміцненні отвору, визначають за формулою
A2 l2 p S2 2 , (3.185)
де l 2 p – розрахункова ширина зміцнювального кільця, мм;
S 2 – виконавча товщина зміцнювального кільця, мм;
2 – відношення допустимих напружин зміцнювального кілзміцнюваного елемента. ьця та
“Надлишковий” метал внутрішньої частини штуцера A 3 , мм2 , визначають за формулою
A3 l3 p S1 Cs Cs 1 1 , (3.186)
де l 3p – розрахункова довжина внутрішньої частини круглого штуцера, що бере участь у зміцненні отвору, мм;
S 1 – виконавча товщина стінки штуцера, мм;
C s1 – добавка для компенсації корозії та ерозії до розрахункової тощини стінки штуцера, мм. в-
“Надлишковий” метал зміцнюваного елемента A 4 , мм2 , що бере участь у зміцненні отвору, визначають за формулою
A4 lp S Sр C , (3.187)
де l p – розрахункова ширина зони зміцнення поблизу штуцера або тороподібної вставки, мм;
S – виконавча товщина стінки зміцнюваного елемента, мм;
S p – розрахункова товщина стінки зміцнюваного елемента, мм;
C – сума добавок до розрахункової товщини стінки зміцнюваного елемента, мм.
Компенсовану площу отвору A , мм2 , визначають за формулою
A 0, 5 d p dop S p , (3.188)
де d p – розрахунковий діаметр отвору, мм; d op – розрахунковий діаметр, мм.
Розрахунковий діаметр визначається за формулою
![]() d
op
0,4 D
p
S
C
.
(3.189)
d
op
0,4 D
p
S
C
.
(3.189)
Відношення допустимих напружин визначаються за формулами:
– для штуцера
![]() 1
min
1,0;
1
;
(3.190)
1
min
1,0;
1
;
(3.190)
– для зміцнювального кільця
![]() 2
min
,0;
2
,
(3.191)
2
min
,0;
2
,
(3.191)
1
де , 1 , 2 – допустимі напружини для матеріалів відповідно зміцнюваного елемента, штуцера і зміцнювального кільця при розрахунковій температурі, МПа.
При використанні штуцерів довільної форми (рисунки 3.32,з і 3.41) умова зміцнення отвору визначається виразом
A 1 A 3 A . (3.192)
У формулі (3.192) площі A 1 и A 3 визначаються відповідно до рисунка 3.41.
Визначення допустимого тиску
Допустимий внутрішній надлишковий тиск P , МПа, визначають за формулою
![]() P
2 K1
S
C
V ,
(3.193)
P
2 K1
S
C
V ,
(3.193)
D p S C V
де K 1 – безрозмірний коефіцієнт;
V – коефіцієнт зниження міцності.
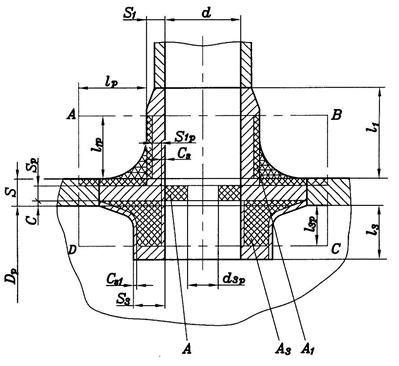
Рисунок 3.41 – Розрахункова схема зміцнення поодинокого отвору штуцером довільної форми
Коефіцієнт K 1 приймають рівним
1 дляциліндричнихі конічнихобичайок
К 1 .
2 дляопуклихднищ
Коефіцієнт зниження міцності V визначається за формулою
l 1p S 1 C s 1 l 2p S 2 2 l 3p S 1 C s C s1 1
1
![]()
S
C
S
C
V min 1; ,
l p K 1 D p 1 l p
(3.194)
де – коефіцієнт міцності зварних з’єднань обичайок та днищ, приймається за таблицею 3.2;
1 – коефіцієнт міцності подовжнього зварного шва штуцера.
Якщо зміцнюваний елемент піддається зовнішньому тиску, допустимий тиск визначаютьза формулою
P П , (3.195)
P
![]() 1 PП
/PE
2
1 PП
/PE
2
де Р П – допустимий зовнішній тиск у границях пластичності, який визначають за формулою (3.193) як допустимий внутрішній надлишковий тиск для елементів посудини або апарата з отвором, МПа;
P E – допустимий зовнішній тиск у границях пружності для обичайки (днища) без отворів, МПа, який визначають за формулою (3.22).
3.4.7 Зміцнення взаємовпливаючих отворів
Зміцнення отворів в апаратах, що працюють під внутрішнім надлишковим тиском
Якщо не виконується умова (3.161), розрахунок взаємовпливаючих отворів (рисунки 3.34, 3.42) виконують у такий спосіб. Спочатку розраховуються зміцнення для кожного з цих отворів окремо відповідно до пункту 3.4.6, а потім перевіряється достатність зміцнення перемички між отворами, для чого необхідно визначити допустимий тиск для перемички P в , МПа, за формулою
![]() P
в
2 K
1
S
C
V
1
,
(3.196) 0,5
D
p
D
p
S
C
V
1
P
в
2 K
1
S
C
V
1
,
(3.196) 0,5
D
p
D
p
S
C
V
1
![]() P
в
2 K
1
S
C
V
1
,
(3.196) 0,5
D
p
D
p
S
C
V
1
P
в
2 K
1
S
C
V
1
,
(3.196) 0,5
D
p
D
p
S
C
V
1
де V 1 – коефіцієнт зниження міцності.
При роздільному зміцненні кожного отвору коефіцієнт зниження міцності визначають за формулою
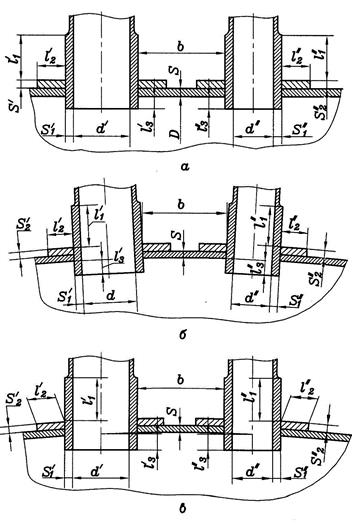
а – при розташуванні отворів на твірної циліндричної обичайки; б – при розташуванні отворів по нормалі до поверхні зміцнюваного елемента, в – при розташуванні отворів на поверхні зміцнюваного елемента зі зміщеними штуцерами
Рисунок 3.42 – Розрахункові схеми зміцнення взаємовпливаючих отворів
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
| V 1 min |
2 b D p 1 b l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1 |
. |
![]()
![]() 1
1
1; b S C
1p
3 K 1
b S C
1p
D p 1 b
(3.197)
Параметри з одним і двома штрихами у формулі (3.197) відносяться відповідно до елементів зміцнення першого і другого отвору.
Якщо вісь зварного шва обичайки (днища) віддалена від зовнішніх поверхонь штуцерів понад три товщини стінки зміцнюваного елемента,
3 S , і не перетинає перемичку (рисунок 3.43), коефіцієнт міцності зварного шва у формулах (3.196-3.198) приймають рівним 1 . В інших випадках коефіцієнт приймають залежно від виду та обсягу контрольованих швів за таблицею 3.2. Коефіцієнти міцності подовжніх зварних швів штуцерів приймають рівними 1 1 і 1 1 , якщо кути і (рисунок 3.43,б ) складають понад 60°. В інших випадках приймають 1 1 і 1 1 залежно від виду та обсягу контрольованих швів.
При спільному зміцненні двох взаємовпливаючих отворів (рисунок 3.44) загальним накладним кільцем коефіцієнт зниження міцності визначають за формулою
l 1 p S 1 C s 1 l 1 p S 1 C s 1 L 2 S 2 2
| V 1 min |
2 b D p 1 b l 3 p S 3 C s C s 1 3 l 3 p S 1 C s C s 1 1 |
, |
![]()
![]() 1
1
1;
1p
3 K 1
1p
D p 1 b
(3.198)
де L 2 – розрахункова ширина зони зміцнення при використанні загального зміцнювального кільця для двох отворів, мм.
L2 min b; l2 p l2 p . (3.199)
Коефіцієнт K 3 для циліндричних і конічних обичайок визначають за формулою
K 3 0,5 1 cos 2 , (3.200)
де – кут, град., який визначають відповідно до рисунка 3.34 Для опуклих днищ коефіцієнт K 3 приймають рівним 1. Зміцнення отворів в апаратах, що працюють під зовнішнім тиском
Розрахунок зміцнення взаємовпливаючих отворів в апаратах, що працюють під зовнішнім тиском, проводять для кожного з цих отворів окремо відповідно до пункту 3.4.6.
Допустимий зовнішній тиск у границях пластичності P П визначають для кожного отвору за формулою (3.193) і для перемички – за формулою (3.196), після чого з отриманих значень приймають менше.
Допустимий зовнішній тиск у границях пружності P Е визначають за формулою (3.22), а допустимий зовнішній тиск P – за формулою (3.195).
Для обичайок з кільцями жорсткості розрахунок проводять для кожної ділянки з отворами між суміжними кільцями.
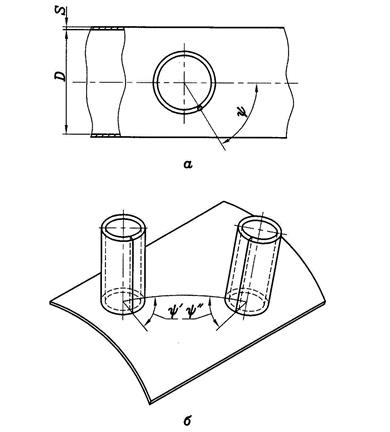
а – розташування подовжнього зварного шва штуцера, ввареного в обичайку; б – розташування подовжніх зварних швів на суміжних штуцерах, вварених в обичайку
Рисунок 3.43 – Розрахункова схема до урахування впливу зварних швів Розрахункова ширина зони зміцнення визначається за формулою
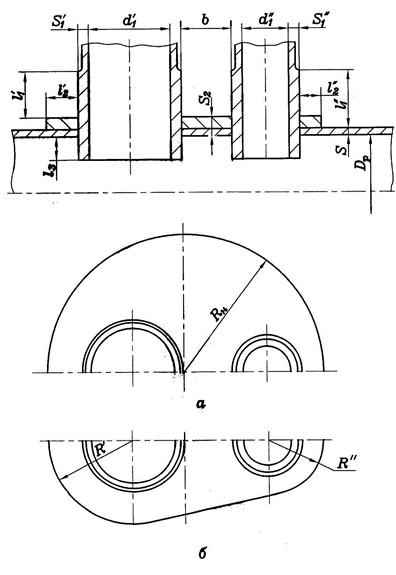
а – круглим накладним кільцем; б – несиметричним накладним кільцем Рисунок 3.44 – Спільне зміцнення взаємовпливаючих отворів
3.4.8 Приклади розрахунку зміцнення отворів
Приклад 3.28
Виконати зміцнення отворів на циліндричній обичайці горизонтального апарата (рисунок 3.45 ), що працює під внутрішнім надлишковим тиском. Розрахунковий тиск в апараті P 0,65 МПа, розрахункова температура стінки апарата t 100 °С, внутрішній діаметр обичайки
D 2400мм, виконавча товщина стінки обичайки S 8 мм, розрахункова товщина стінки обичайки S p 4,42 мм. Матеріал обичайок апарата та люка – сталь марки 09Г2С, патрубків штуцерів – сталь марки 10Г2. Внутрішній діаметр обичайки люка А d 500мм, штуцери Б і В виготовляються з труби 57×3 мм. Товщина стінки обичайки люка відповідно до галузевого стандарту [30 ] на умовний тиск 1,0 МПа складає
S 1 8 мм, довжина обичайки люка – l 1 200мм. Добавку для компенсації корозії і ерозії циліндричної обичайки та люка прийняти рівною C 1 C s 1 2 мм.
Група апарата за ГСТУ 3-17-191-2000 – 1.
Визначаємо розрахункові діаметри зміцнюваного елемента (обичайки ) по центру зміцнюваних отворів за формулою (3.162 )
Dp D p D p D 2400 мм.
Добавка для компенсації мінусового допуску обичайки товщиною S 8 мм за таблицею 3.4 складає С 2 0,8 мм .
Суму добавок до розрахункової товщини стінки обичайки визначаємо за формулою (3.11 )
С С 1 С 2 2 0,8 2,8 мм.
Розрахунковий діаметр поодинокого отвору, що не вимагає додаткового зміцнення при надлишковій товщині стінки посудини, визначаємо за формулою (3.165 )
![]()
![]() d
0
2
SS
p
C
D
p
S
C
0,8
d
0
2
SS
p
C
D
p
S
C
0,8
2
![]() 8
2,8
0,8
2400
8
2,8
84,1 мм.
8
2,8
0,8
2400
8
2,8
84,1 мм.
4,42
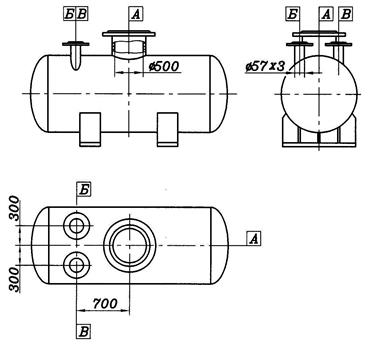
Рисунок 3.45 – Горизонтальний апарат з приварними еліптичними днищами Перевіряємо необхідність зміцнення отвору під люк А.
Так як обичайки апарата та люка виготовляються із однієї марки сталі і мають однакової товщини, суми добавок до розрахункових товщин їхніх стінок приймаємо рівними
C s С 2,8 мм.
Розрахунковий діаметр отвору в стінці обичайки під люк А, вісь якого збігається з нормаллю до поверхні, визначаємо за формулою (3.167 ) d p d 2 Cs 500 2 2,8 505,6 мм.
Умова (3.166 )
d p 505,6 d0 84,1мм
не виконується, отже, потрібно додаткове зміцнення отвору в обичайці під люк.
Визначаємо внутрішній діаметр штуцерів Б і В
d dн 2 S1 57 2 3 51мм,
де d н – зовнішній діаметр штуцера, мм; S 1 – товщина стінки штуцера, мм.
Значення кутів 1 і 2 розраховуємо відповідно до рисунка 3.46:
1
arcsin
![]() x
0,5 d
arcsin
x
0,5 d
arcsin
![]() 300
0,5
51
13,2
;
300
0,5
51
13,2
;
0,5 D 0,5 2400
2
arcsin
![]() x
0,5d
arcsin
x
0,5d
arcsin
![]() 300
0,5
51
15,7
.
300
0,5
51
15,7
.
0,5D 0,5 2400
Довжина отвору в окружному напрямку складає
![]() t
D
2
1
3,14
2400
15,7
13,2
52,7 мм.
t
D
2
1
3,14
2400
15,7
13,2
52,7 мм.
360 360
Добавку для компенсації корозії та ерозії для штуцера приймаємо рівною добавці для компенсації корозії та ерозії для обичайки
Cs 1 C 1 2 мм. Добавку для компенсації мінусового допуску приймаємо рівною
15 % від товщини стінки труби
Сs 2 0,15 S1 0,15 3 0,45 мм. Суму добавок до розрахункової товщини стінки штуцера визначаємо за формулою (3.11 )
Сs Сs 1 Сs 2 2 0,45 2,45 мм. Розрахунковий діаметр отвору в стінці обичайки для штуцерів Б і В визначаємо за формулою (3.168 ) d p max d ; 0,5 t 2 C s
max 51; 0,5 52,7 2 2,45 51 4,9 55,9 мм.
Умова (3.166 )
d p 55,9 d0 84,1мм
виконується, отже, штуцера Б і В не вимагають додаткового зміцнення.
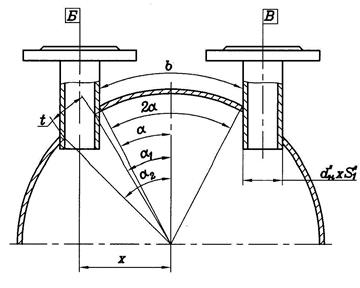
Рисунок 3.46 – Розміщення штуцерів на циліндричній обичайці Розрахункову товщину стінки люка, навантаженого внутрішнім надлишковим тиском, визначаємо за формулою (3.173 )
![]() S
1
p
P
d
2 C
s
0,65
500
2
2,8
0,93 мм.
S
1
p
P
d
2 C
s
0,65
500
2
2,8
0,93 мм.
2 1 1 P 2 177 1 0,65
Розрахункову довжину зовнішньої частини люка визначаємо за формулою (3.175 )
![]() l
1
р
min
l
1
; 1,25
d
2 C
s
S
1
C
s
min
200; 1,25
500
2
2,8
8
2,8
min
200; 64,1
64,1 мм.
l
1
р
min
l
1
; 1,25
d
2 C
s
S
1
C
s
min
200; 1,25
500
2
2,8
8
2,8
min
200; 64,1
64,1 мм.
Допустиму напружину для матеріалу обичайок апарата та люка (сталь 09Г2С), при розрахунковій температурі t=100 °С визначаємо за таблицею А.1 додатку А,
1 177МПа .
Відношення допустимих напружин матеріалів штуцера і корпуса визначаємо за формулою (3.190 )
![]() 1
min
1,0;
1
min
1,0;
1
min
1,0;
1
min
1,0;
![]() 177
1.
177
1.
177
“Надлишковий” метал зовнішньої частини люка визначаємо за формулою (3.184 )
A1 l1 p S1 S1 p Cs 1 64,1 8 0,93 2,8 1 273,7 мм 2 .
Перевіряємо умову зміцнення отвору під люк (3.183 ) без застосування зміцнювального кільця А2 0 за рахунок “надлишкових” товщин стінок обичайок корпуса і люка.
Приймаємо довжину внутрішньої частини люка рівною l 3 0. У цьому випадку “надлишковий” метал внутрішньої частини люка А 3 дорівнює нулю.
![]() Ширину зони зміцнення визначаємо за формулою
(3.177
) L
о
D
p
S
C
2400
8
2,8
111,7 мм.
Ширину зони зміцнення визначаємо за формулою
(3.177
) L
о
D
p
S
C
2400
8
2,8
111,7 мм.
Розрахункову ширину зони зміцнення визначаємо за формулою
(3.179 )
l p L o 111,7 мм.
![]() Розрахунковий діаметр визначаємо за формулою
(3.189
) d
ор
0,4 D
p
S
C
0,4 2400
8
2,8
44,7 мм.
Розрахунковий діаметр визначаємо за формулою
(3.189
) d
ор
0,4 D
p
S
C
0,4 2400
8
2,8
44,7 мм.
“Надлишковий” метал зміцнюваного елемента (обичайки ), що бере участь у зміцненні отвору, визначаємо за формулою (3.187 )
A4 l p S S р C 111,7 8 4,42 2,8 1 87,1 мм 2 .
Компенсовану площу отвору визначаємо за формулою (3.188 ) А 0,5 d p dop S p 0,5 505,6 44,7 4,42 1019 мм 2 . Умова зміцнення люка без застосування зміцнювального кільця
(3.183 )
А1 А4 273,7 87,1 360,8 А 1019 мм 2
не виконується, тому проводимо розрахунок зміцнення люка з застосуванням зміцнювального кільця.
При використанні зміцнювального кільця площу його поперечного перерізу приблизно визначаємо як різницю між компенсованою площею і сумою “надлишкового” металу зовнішньої частини люка та зміцнюваного елемента (обичайки )
А А1 А4 1019 273,7 87,1 658,2 мм 2 .
При товщині зміцнювального кільця S 2 8 мм мінімальне значення ширини зміцнювального кільця складає
![]() l
2
min
А
А
1
А
4
1019
273,7
87,1
82,28мм.
l
2
min
А
А
1
А
4
1019
273,7
87,1
82,28мм.
S 2 8
Приймаємо ширину зміцнювального кільця рівною l 2 90мм. Розрахункову ширину зміцнювального кільця визначаємо за формулою (3.180 )
l2 p min l2 ; D p S2 S C
![]() min
90; 2400
8
8
2,8
min
90; 178
90мм.
min
90; 2400
8
8
2,8
min
90; 178
90мм.
Допустиму напружину для матеріалу зміцнювального кільця (сталь марки 09Г2С ) при розрахунковій температурі t=100 °С визначаємо за таблицею А.1 додатку А,
2 177 МПа .
Відношення допустимих напружин матеріалів зміцнювального кільця та обичайки визначаємо за формулою (3.191 )
![]() 2
min
1,0;
2
min
1,0;
2
min
1,0;
2
min
1,0;
![]() 177
1.
177
1.
177
Площу поперечного перерізу зміцнювального кільця, що бере участь у зміцненні отвору, визначаємо за формулою (3.185 )
А2 l 2 p S 2 2 90 8 1 720 мм 2 .
Умова зміцнення отвору з урахуванням зміцнювального кільця
А1 А2 А4 273,7 720 87,1 1080,8 А 1019 мм 2
виконується.
Коефіцієнт зниження міцності визначаємо за формулою (3.194 )
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
1
V min 1;
![]()
l
p
K
1
D
p
1
l
p
l
p
K
1
D
p
1
l
p
1 64,1 8 2,8 1 90 8 1 0 8 2,8 1
111,7 8 2,8
![]() min
1; 1
0,5 505,6
44,7
1
500
2
2,8
1
64,1
0,884.
min
1; 1
0,5 505,6
44,7
1
500
2
2,8
1
64,1
0,884.
111,7 2400 1 111,7
Допустимий внутрішній “надлишковий” тиск для циліндричної обичайки визначаємо за формулою (3.193 ) при значенні коефіцієнта K 1 1
![]() P
2 K
1
S
C
V
2
1
8
2,8
1
177
0,884
0,676 МПа. D
p
S
C
V 2400
8
2,8
0,884
P
2 K
1
S
C
V
2
1
8
2,8
1
177
0,884
0,676 МПа. D
p
S
C
V 2400
8
2,8
0,884
Умова міцності
P 0,65 P 0,676МПа
виконується.
Перевіряємо, чи є отвори поодинокими. Визначаємо праву частину нерівності (3.161 )
![]() D
p
S
C
D
p
S
C
2400
8
2,8
2400
8
2,8
D
p
S
C
D
p
S
C
2400
8
2,8
2400
8
2,8
223,4 мм.
Зовнішній діаметр обичайки люка складає
dн d 2 S 500 2 8 516 мм.
Визначаємо фактичну відстань b між зовнішніми поверхнями люка та суміжних з ним штуцерів. Для люка А і штуцера Б (або В ) відстань b приблизно розраховуємо як гіпотенузу прямокутного трикутника з катетами R 1 і R 2
![]()
![]() b
R
12
R
22
d
н
d
н
700
2
300
2
516
57
475мм.
b
R
12
R
22
d
н
d
н
700
2
300
2
516
57
475мм.
2 2
Умова (3.165 )
![]() b
475
D
p
S
C
D
p
S
C
223,4 мм
b
475
D
p
S
C
D
p
S
C
223,4 мм
виконується, отже, ці отвори є поодинокими.
Половину центрального кута визначаємо відповідно до рисунка
3.46
![]() arcsin x
0,5 d
н
arcsin
arcsin x
0,5 d
н
arcsin
![]() 300
0,5
57
13
.
300
0,5
57
13
.
0,5D S 0,5 2400 8
![]() Фактичну відстань
b
між зовнішніми поверхнями штуцерів Б і В визначаємо як довжину дуги по зовнішній поверхні обичайки b
2
0,5D
S
2
2
3,14
0,5
2400
8
2
13
548,2
мм.
Фактичну відстань
b
між зовнішніми поверхнями штуцерів Б і В визначаємо як довжину дуги по зовнішній поверхні обичайки b
2
0,5D
S
2
2
3,14
0,5
2400
8
2
13
548,2
мм.
360 360
Умова (3.161 ) для штуцерів Б і В
![]() b
548,2
D
p
S
C
D
p
S
C
223,4 мм
b
548,2
D
p
S
C
D
p
S
C
223,4 мм
виконується, отже, ці отвори є поодинокими.
Приклад 3.29
Виконати зміцнення отвору під штуцер, вісь якого розташована під кутом 45 відносно нормалі до поверхні циліндричній обичайки вертикального апарата (рисунок 3.47 ), що працює під внутрішнім надлишковим тиском. Розрахунковий тиск в апараті P 1,0 МПа, розрахункова температура стінки апарата t 165 C , внутрішній діаметр обичайки
D 1000мм, виконавча товщина стінки обичайки S 8 мм, розрахункова товщина стінки обичайки S p 3,87 мм. Матеріал обичайки – сталь марки Ст3сп5, штуцера - сталь 20. Штуцер виготовляється з труби 32 3 мм. Добавку для компенсації корозії та ерозії прийняти рівною C 1 2 мм.
Розрахунковий діаметр зміцнюваного елемента (обичайки ) по центру зміцнюваного отвору визначаємо за формулою (3.162 )
Dp D 1000 мм.
Добавка для компенсації мінусового допуску обичайки з товщиною стінки рівною S 8 мм за таблицею 3.4 складає С 2 0,8 мм .
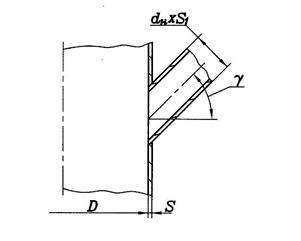
Рисунок 3.47 – Розташування нахиленого штуцера на циліндричній обичайці
Суму добавок до розрахункової товщини стінки обичайки визначаємо за формулою (3.11 )
С С 1 С 2 2 0,8 2,8 мм.
Розрахунковий діаметр поодинокого отвору, що не вимагає додаткового зміцнення при “надлишковій” товщині стінки посудини, визначаємо за формулою (3.165 )
![]() d
0
2
SS
p
C
D
p
S
C
0,8
d
0
2
SS
p
C
D
p
S
C
0,8
2
![]() 8
2,8
0,8
1000
8
2,8
78,4 мм.
8
2,8
0,8
1000
8
2,8
78,4 мм.
3,87
Внутрішній діаметр штуцера дорівнює
d dн 2 S1 32 2 3 26 мм ,
де d н – зовнішній діаметр штуцера, мм; S 1 – товщина стінки штуцера, мм.
Добавку для компенсації корозії та ерозії до розрахункової товщини стінки штуцера приймаємо рівною добавці для компенсації корозії та ерозії для матеріалу обичайки
Cs 1 C 1 2 мм.
Добавку для компенсації мінусового допуску приймаємо рівною
15 % від товщини стінки труби
С s2 0,15 S1 0,15 3 0,45мм. Суму добавок до розрахункової товщини стінки штуцера визначаємо за формулою (3.11 )
С s С s1 С s2 2 0,45 2,45 мм.
Розрахунковий діаметр штуцера, вісь якого розташована під кутом відносно нормалі до поверхні обичайки, визначаємо за формулою
(3.170 )
d p d 2 Cs / cos2 26 2,45 / cos2 45 61,8 мм.
Умова (3.166 )
d p 61,8 d0 78,4 мм
виконується, отже, отвір не вимагає додаткового зміцнення.
Приклад 3.30
Виконати зміцнення отвору під штуцер на конічному переході вертикального апарата, що працює під внутрішнім надлишковим тиском, вісь якого збігається з нормаллю до поверхні переходу (рисунок 3.48 ). Внутрішній діаметр конічного переходу по центру зміцнюваного отвору
D к 1100 мм, кут при вершині конічного переходу 2 45 . Розрахунковий тиск в апараті P 1,0 МПа, розрахункова температура стінки апарата t=100 °С, розрахункова товщина стінки конічного переходу
Sкp 4,1мм, виконавча товщина стінки конічного переходу S к 8 мм.
Добавку для компенсації корозії та ерозії прийняти рівною C 1 1мм.
Матеріал конічного переходу – сталь марки Ст3сп5, матеріал штуцера – сталь 20. Штуцер виготовляється з труби 89 4 мм. Внутрішні діаметри обичайок D 1200мм і D м 1000мм.
Розрахунковий діаметр зміцнюваного елемента (конічного переходу ) по центру зміцнюваного отвору визначаємо за формулою (3.163 ) Dp Dк / cos 1100 / cos 22,5 1191мм.
Добавка для компенсації мінусового допуску сталевого листа товщиною 8 мм за таблицею 3.4 складає
С 2 0,8 мм .
Суму добавок до розрахункової товщини стінки обичайки визначаємо за формулою (3.11 )
С С 1 С 2 1 0,8 1,8 мм.
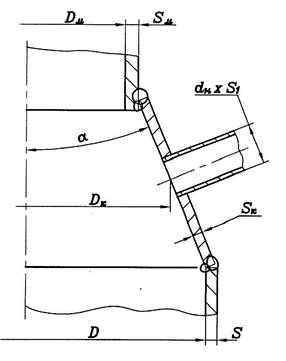
Рисунок 3.48 – Розташування штуцера на конічному переході
Розрахунковий діаметр поодинокого отвору, що не вимагає додаткового зміцнення при “надлишковій” товщині стінки обичайки, визначаємо за формулою (3.165 )
![]() d
0
2
d
0
2
![]() SS
p
C
0,8
D
p
S
C
SS
p
C
0,8
D
p
S
C
![]() 2
2
![]() 8
1,8
0,8
1191
8
1,8
122,4 мм.
8
1,8
0,8
1191
8
1,8
122,4 мм.
4,1
Внутрішній діаметр штуцера дорівнює
d dн 2 S1 89 2 4 81мм,
де d н – зовнішній діаметр штуцера, мм; S 1 – товщина стінки штуцера, мм.
Добавку для компенсації корозії та ерозії до розрахункової товщини стінки штуцера приймаємо рівною добавці для компенсації корозії та ерозії до розрахункової товщини стінки обичайки
C s 1 C 1 1 мм. Добавку для компенсації мінусового допуску приймаємо рівною
15 % від товщини стінки труби
С s2 0,15 S1 0,15 4 0,6 мм. Суму добавок до розрахункової товщини стінки штуцера визначаємо за формулою (3.11 )
С s С s1 С s2 1 0,6 1,6 мм.
Розрахунковий діаметр штуцера, вісь якого збігається з нормаллю до поверхні переходу, визначаємо за формулою (3.167 )
d p d 2 Cs 81 2 1,6 84,2 мм.
Умова (3.166 )
d p 84,2 d0 122,4 мм
виконується, отже, отвір під штуцер не вимагає додаткового зміцнення.
Приклад 3.31
Виконати зміцнення отворів на верхньому еліптичному днищі апарата (рисунок 3.49 ), що працює під внутрішнім надлишковим тиском. Розрахунковий тиск в апараті P 1,0 МПа, розрахункова температура стінки апарата t=165 °С, внутрішній діаметр апарата D 1000мм, виконавча товщина стінки еліптичного днища S 1 8 мм. Матеріал днища і люка – сталь марки Ст3сп5, патрубків штуцерів - сталь 20. Внутрішній діаметр обичайки люка А d 400мм, патрубки штуцерів виготовляються з труби 57 3 мм. Група апарата за ГСТУ 3-17-191-2000 – 4. Добавку для компенсації корозії та ерозії до розрахункової товщини стінки днища і люка прийняти рівною C 1 2 мм. Внутрішній діаметр штуцерів складає
d dн 2 S1 57 2 3 51мм.
де d н – зовнішній діаметр штуцера, мм; S 1 – товщина стінки штуцера, мм.
Розрахункові діаметри зміцнюваного елемента (еліптичного днища ) по центру зміцнюваних отворів визначаємо за формулою (3.164 ):
– для люка при x R 1 200мм
![]()
![]() D
p
2 D
1
3
x
/ D
2
2
1000
1
3
200/ 1000
2
1876мм;
D
p
2 D
1
3
x
/ D
2
2
1000
1
3
200/ 1000
2
1876мм;
– для штуцерів при x R 2 360мм
D p 2 D 1 3 x / D 2 2 1000 1 3 360/ 1000 2 1564мм.
Добавка для компенсації мінусового допуску сталевого листа товщиною 8 мм за таблицею 3.4 складає
С 2 0,8 мм .
Суму добавок до розрахункової товщини стінки днища С визначаємо за формулою (3.11 )
С С 1 С 2 2 0,8 2,8 мм.
Товщина стінки обичайки люка за галузевим стандартом [30 ] на умовний тиск Ру 1,0 МПа складає S 1 8 мм.
Днище апарата та обичайка люка виготовляються з однієї і тієї ж марки сталі і їхні товщини одинакові, тому суми добавок до розрахункових товщин їхніх стінок дорівнюють
С s C 2,8 мм.
Добавку для компенсації корозії та ерозії до розрахункових товщин стінок штуцерів приймаємо рівною добавці для компенсації корозії та ерозії до розрахункової товщини стінки обичайки Cs 1 C 1 2 мм.
Добавку для компенсації мінусового допуску приймаємо рівною 15 %
від товщини стінки труби
Сs 2 0,15 S1 0,15 3 0,45мм.
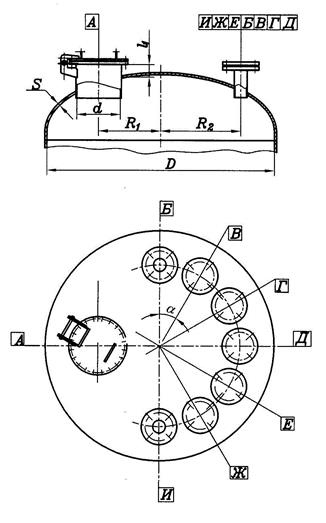
Рисунок 3.49 – Розташування люка і штуцерів на верхньому еліптичному днищі вертикального апарата
Сума добавок до розрахункової товщини стінки штуцера складає
Сs Сs 1 Сs 2 2 0,45 2,45 мм.
Розрахункову товщину стінки еліптичного днища, що працює під внутрішнім “надлишковим” тиском, на осі отвору визначаємо за формулою (3.172 ):
– для люка
P D p 1, 0 1876
![]() S
p
3,62мм;
S
p
3,62мм;
4 P 4 0,9 144 1,0
– для штуцерів
P D p 1, 0 1564
![]() S
p
3,02 мм.
S
p
3,02 мм.
4 P 4 0,9 144 1, 0
Розрахунковий діаметр поодинокого отвору, що не вимагає додаткового зміцнення при “надлишковій” товщині стінки днища, визначаємо за формулою (3.165 ):
– для люка
![]() d
0
2
d
0
2
![]() SS
p
C
0,8
D
p
S
C
SS
p
C
0,8
D
p
S
C
8 2,8
2
![]() 3,62
0,8
1876
8
2,8
125,7 мм;
3,62
0,8
1876
8
2,8
125,7 мм;
– для штуцерів
![]() S
C
0,8
D
p
S
C
S
C
0,8
D
p
S
C
![]() d
0
2
S
p
d
0
2
S
p
8 2,8
2
![]() 3,02
0,8
1564
8
2,8
166,2 мм.
3,02
0,8
1564
8
2,8
166,2 мм.
Розрахунковий діаметр отвору для зміщеного штуцера на еліптичному днищі (рисунок 3.37,а ) визначаємо за формулою (3.169 ):
– для люка
d 2 C s 400 2 2,8 415,2 мм; d p
![]() 1
2 x
/ D
p
2
1
2
200/ 1876
2
1
2 x
/ D
p
2
1
2
200/ 1876
2
– для штуцерів
d p d 2 C s 51 2 2,45 63мм.
![]() 1
2 x
/ D
p
2
1
2
360/ 1564
2
1
2 x
/ D
p
2
1
2
360/ 1564
2
Умова (3.166 ) для зміцнення отвору під люк
d p 415,2 d0 125,7 мм
не виконується, отже, потрібно його додаткове зміцнення. Умова (3.166 ) зміцнення отворів під штуцери
d p 63 d0 166,2 мм
виконується.
Розрахункову товщину стінки люка, навантаженого внутрішнім надлишковим тиском, визначаємо за формулою (3.173 )
![]() S
1
p
2P
d
1
2
1
C
s
P
12,0
144
400
0
,92
21,,08
1,6 мм.
S
1
p
2P
d
1
2
1
C
s
P
12,0
144
400
0
,92
21,,08
1,6 мм.
Розрахункову довжину зовнішньої частини обичайки люка визначаємо за формулою (3.175 ), у якій її виконавчу довжину приймаємо рівною l 1 200 мм [30 ]
l 1 р min l 1 ; 1,25 d 2 C s S 1 C s
![]() min
200; 1,25
400
2
2,8
8
2,8
min
200; 57,4
57,4
мм
.
min
200; 1,25
400
2
2,8
8
2,8
min
200; 57,4
57,4
мм
.
Допустимі відношення напружин матеріалів люка та днища за формулою (3.190 ) складають
![]() 1
min
1,0;
1
min
1,0;
1
min
1,0;
1
min
1,0;
![]() 144
1.
144
1.
144
“Надлишковий” метал зовнішньої частини люка визначаємо за формулою (3.184 )
A1 l1 p S1 S1 p Cs 1 57,4 8 1,6 2,8 1 207 мм 2 .
Довжину внутрішньої частини люка приймаємо рівною l 3 p 0 .
При цьому “надлишковий” метал внутрішньої частини люка, що визначається за формулою (3.186 ), складає А 3 0 .
![]() Ширину зони зміцнення визначаємо за формулою
(3.177
) L
о
D
p
S
C
1876
8
2,8
98,8 мм.
Ширину зони зміцнення визначаємо за формулою
(3.177
) L
о
D
p
S
C
1876
8
2,8
98,8 мм.
Розрахункову ширину зони зміцнення визначаємо за формулою
(3.179 ) l p Lo 98,8 мм.
![]() Розрахунковий діаметр визначаємо за формулою
(3.189
) d
ор
0,4 D
p
S
C
0,4 1876
8
2,8
39,5мм. “Надлишковий” метал укріплюваного елемента
(днища
), що бере участь у зміцненні, визначаємо за формулою
(3.187
)
Розрахунковий діаметр визначаємо за формулою
(3.189
) d
ор
0,4 D
p
S
C
0,4 1876
8
2,8
39,5мм. “Надлишковий” метал укріплюваного елемента
(днища
), що бере участь у зміцненні, визначаємо за формулою
(3.187
)
A4 l p S S р C 98,8 8 3,62 2,8 1 156 мм 2 .
Компенсовану площу отвору визначаємо за формулою (3.188 ) А 0,5 d p dop S p 0,5 415,2 39,5 3,62 680 мм 2 .
Умова зміцнення люка без використання накладного кільця (3.183 )
А1 А 4 207 156 363 A 680 мм 2
не виконується, тому приймаємо схему зміцнення з накладним кільцем.
При використанні для зміцнення отвору під люк накладного кільця площу перерізу кільця визначаємо як різницю між площею, яку необхідно скомпенсувати, і сумою площ “надлишкового” металу зміцнюваного елемента (днища ) і зовнішньої частини обичайки люка
A A1 A4 680 207 156 317 мм 2 .
При товщині накладного кільця S 2 S 8 мм мінімальне значення ширини кільця складає
![]() l
2
min
A
A
1
A
4
680
207
156
39,6 мм.
l
2
min
A
A
1
A
4
680
207
156
39,6 мм.
S 2 8
Із конструктивних міркувань приймаємо l 2 60 мм.
Розрахункову ширину накладного кільця визначаємо за формулою
(3.180 )
![]() l
2
p
min
l
2
; D
p
S
2
S
C
l
2
p
min
l
2
; D
p
S
2
S
C
![]() min
60; 1876
8
8
2,8
min
60; 157,4
60 мм.
min
60; 1876
8
8
2,8
min
60; 157,4
60 мм.
Допустимі відношення напружин матеріалів накладного кільця та днища за формулою (3.191 ) складають
![]() 2
min
1,0;
2
min
1,0;
2
min
1,0;
2
min
1,0;
![]() 177
1.
177
1.
177
Площу поперечного перерізу накладного кільця, яке бере участь у зміцненні отвору, визначаємо за формулою (3.185 )
А2 l 2 p S 2 2 60 8 1 480 мм 2 .
Умова зміцнення отвору під люк з урахуванням накладного кільця
(3.183 )
А1 А2 А4 207 480 156 843 А 680 мм 2
виконується.
Коефіцієнт зниження міцності визначаємо за формулою (3.194 )
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
1
V min 1;
![]() 1
1
l p D p 1 l p
1 57,4 8 2,8 1 60 8 1 0
![]()
min
1;
415,2
39,985 ,8
4008
2
,82
2,8 0,9 57,4
0,798.
min
1;
415,2
39,985 ,8
4008
2
,82
2,8 0,9 57,4
0,798.
1 0,5 1
98,8 1876 0,9 98,8
Допустимий внутрішній надлишковий тиск при значенні коефіцієнта K 1 2 для еліптичного днища визначаємо за формулою (3.193 )
![]() P
2 K
1
S
C
V
2
2
8
2,8
0,9
144
0,798
1,14
МПа.
D
p
S
C
V
1876
8
2,8
0,798
P
2 K
1
S
C
V
2
2
8
2,8
0,9
144
0,798
1,14
МПа.
D
p
S
C
V
1876
8
2,8
0,798
Умова міцності
P 1,0 P 1,14МПа
виконується.
Перевіряємо, чи є отвори поодинокими, за умовою (3.161 ). Розгля-
немо наступні пари отворів відповідно до рисунка 3.50: люк А і штуцер Б (І ); будь-яка пара суміжних штуцерів, наприклад, штуцерів Б і В. Штуцери розташовані на окружності радіусом R 2 360мм, кут між ними складає 30 o .
Обчислюємо праву частину нерівності (3.161 ):
– для люка А і штуцера Б
![]() D
p
S
C
D
p
S
C
1876
8
2,8
1564
8
2,8
D
p
S
C
D
p
S
C
1876
8
2,8
1564
8
2,8
189 мм;
– для штуцерів Б і В
![]() D
p
S
C
D
p
S
C
2
1564
8
2,8
180,4 мм.
D
p
S
C
D
p
S
C
2
1564
8
2,8
180,4 мм.
Зовнішній діаметр обичайки люка складає
dн d 2 S1 400 2 8 416 мм.
Відстань b між зовнішніми поверхнями люка А та штуцера Б (або І ) обчислюємо приблизно як різницю між гіпотенузою прямокутного трикутника з катетами R 1 і R 2 та половиною суми зовнішніх діаметрів люка та штуцера.
![]()
![]() b
R
12
R
22
d
н
d
н
360
2
200
2
416
57
175,3 мм.
b
R
12
R
22
d
н
d
н
360
2
200
2
416
57
175,3 мм.
2 2
Умова (3.161 ) для люка А і штуцера Б (І )
![]() b
175,3
D
p
S
C
D
p
S
C
189мм
b
175,3
D
p
S
C
D
p
S
C
189мм
не виконується, отже, отвори А і Б (І) є взаємновпливаючими.
Відстань b між двома суміжними штуцерами Б і В визначаємо за теоремою косинусів
![]() b
2 R2
2
2 R2
2
cos30
o
dн
b
2 R2
2
2 R2
2
cos30
o
dн
2 3602 2 3602 cos30 o 57 129,3 мм.
![]() Умова
(3.161
) для штуцерів Б і В b
129,3
D
p
S
C
D
p
S
C
180,4 мм
Умова
(3.161
) для штуцерів Б і В b
129,3
D
p
S
C
D
p
S
C
180,4 мм
не виконується отже, отвори Б і В є взаємовпливаючими.
Взаємновпливаючі отвори розраховуємо таким чином. Спочатку розраховуємо зміцнення для кожного з цих отворів, а потім перевіряємо достатність зміцнення перемички між ними.
Проводимо розрахунок зміцнення для штуцера Б, виготовлюваного з труби 57 3 мм. Перевіряємо умову зміцнення (3.183 ), для чого визначаємо розрахункові величини, які входять до неї.
Розрахункову товщину стінки штуцера, навантаженого внутрішнім надлишковим тиском, визначаємо за формулою (3.173 )
![]() S
1
p
2P
d
2
C
s
P
1,20
13851
12
21,,450
0,3 мм,
S
1
p
2P
d
2
C
s
P
1,20
13851
12
21,,450
0,3 мм,
1 1
де " 1 138МПа – допустима напружина матеріалу штуцера зі сталі 20 при розрахунковій температурі;
1 1– коефіцієнт міцності зварного шва для безшовного штуцера.
Розрахункову довжину зовнішньої частини штуцера визначаємо за формулою (3.175 ), прийнявши довжину зовнішньої частини штуцера рівною l 1 120мм,
l1 р min l1 ; 1,25 d 2 Cs S1 Cs
![]() min
120; 1,25
51
2
2,45
3
2,45
min
120; 6,9
6,9 мм.
min
120; 1,25
51
2
2,45
3
2,45
min
120; 6,9
6,9 мм.
Визначаємо відношення допустимих напружин матеріалів штуцера і днища за формулою (3.190 )
![]() 1
min
1,0;
"1
min
1,0;
1
min
1,0;
"1
min
1,0;
![]() 138
0,958.
138
0,958.
144
“Надлишковий” метал зовнішньої частини штуцера визначаємо за формулою (3.184 )
A1 l1 p S1 S1 p Cs 1 6,9 3 0,3 2,45 0,958 1,65 мм 2 .
Довжину внутрішньої частини штуцера l 3 приймаємо рівною нулю. У цьому випадку “надлишковий” метал внутрішньої частини штуцера складає А 3 0.
![]() Ширину зони зміцнення визначаємо за формулою
(3.177
) L
о
D
p
S
C
1564
8
2,8
90,2 мм.
Ширину зони зміцнення визначаємо за формулою
(3.177
) L
о
D
p
S
C
1564
8
2,8
90,2 мм.
Розрахункову ширину зони зміцнення визначаємо за формулою
(3.179 )
l p Lo 90,2 мм.
![]() Розрахунковий діаметр визначаємо за формулою
(3.189
) d
ор
0,4 D
p
S
C
0,4
1564
8
2,8
36,1мм.
Розрахунковий діаметр визначаємо за формулою
(3.189
) d
ор
0,4 D
p
S
C
0,4
1564
8
2,8
36,1мм.
“Надлишковий” метал зміцнюваного елемента (днища ), що бере участь у зміцненні, визначаємо за формулою (3.187 )
A4 l p S S р C 90,2 8 3,02 2,8 1 196,6 мм 2 .
Компенсовану площу отвору визначаємо за формулою (3.188 ) А 0,5 d p dop S р 0,5 63 36,1 3,02 40,6 мм 2 .
Умова зміцнення штуцера без використання накладного кільця
А1 А4 1,65 196,6 198,25 А 40,6 мм 2
виконується.
Коефіцієнт зниження міцності визначаємо за формулою (3.194 )
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
1
V min 1;
![]()
l
p
K
1
D
p
1
p
l
p
K
1
D
p
1
p
6,9 3 2,45 0,958 0 0
1
90,2 8 2,8
![]() min
1; 1
0,5 63
36,1
1
51
2
2,45
0,9 6,9
0,862.
min
1; 1
0,5 63
36,1
1
51
2
2,45
0,9 6,9
0,862.
90,2 1564 1 90,2
Допустимий внутрішній надлишковий тиск для еліптичного днища в зоні штуцера при значенні коефіцієнта K 1 2 визначаємо за формулою (3.193 )
![]() P
2 K
1
S
C
V
2
2
8
2,8
1
144
0,862
1,646
МПа.
D
p
S
C
V
1564
8
2,8
0,862
P
2 K
1
S
C
V
2
2
8
2,8
1
144
0,862
1,646
МПа.
D
p
S
C
V
1564
8
2,8
0,862
Умова міцності
P 1,0 P 1,646МПа
виконується.
Коефіцієнт зниження міцності для перемички між люком А і штуцером Б (І ) розраховуємо за формулою (3.197 )
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
1
1; b S C
![]() d
1p
d
1p
3 2 b K 1 p 1 b
V1 min
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
![]() b
S
C
b
S
C
1p
b
p 1
min 1,0;
6,9 3 2,45 0,958 0 0 57,4 8 2,8 1 60 8 1 0
1
175,3 8 2,8
![]() 63
415,2
51
2
2,45 0,9 6,9 400
2
2,8 0.9 57,4
63
415,2
51
2
2,45 0,9 6,9 400
2
2,8 0.9 57,4
1 0,8 2 175,3 2 1564 1 175,3 1876 0,9 175,3
min 1,0; 0,767 0,767.
Допустимий тиск для перемички між люком А і штуцером Б (І ) визначаємо за формулою (3.196 )
![]() P
в
0,52
DK
p1
DS
p
C
S
C
V
1
V
1
P
в
0,52
DK
p1
DS
p
C
S
C
V
1
V
1
![]() 0,767
1,2 МПа.
0,767
1,2 МПа.
Умова міцності
Р 1,0 P в 1,2 МПа
виконується. Перемичка між люком А і штуцером Б (І) не вимагає додаткового зміцнення.
Коефіцієнт зниження міцності для перемички між двома суміжними штуцерами Б і В обчислюємо за формулою (3.197)
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
1
![]()
1; b
S
C
1; b
S
C
d 1p
3 2 b K1 p 1 b
V1 min
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
![]() b
S
C
b
S
C
1p
p 1 b
min 1;
1 6,9 3 2,45 0,958 0 0 6,9 3 2,45 0,958 0 0
129,3 8 2,8
![]() 1
0,8
63
63
2
51
2
2,45
0,9
6,9
51
2
2,45
0.9
6,9
1
0,8
63
63
2
51
2
2,45
0,9
6,9
51
2
2,45
0.9
6,9
2 129,3 1564 1 129,3 1564 1 129,3
min 1; 0,781 0,781.
Допустимий тиск для перемички між штуцерами Б та І
визначаємо за формулою (3.196)
![]() P
в
0,52
DK
p
1
DS
p
C
S
C
V
1
V
1
P
в
0,52
DK
p
1
DS
p
C
S
C
V
1
V
1
![]() 0,781
1,34 МПа.
0,781
1,34 МПа.
Умова міцності
Р 1,0 Р в 1,34МПа
виконується. Перемичка між штуцерами не вимагає додаткового зміцнення.
Приклад 3.32
Виконати зміцнення отворів на циліндричній обичайці апарата, що працює під вакуумом (рисунок 3.50). Розрахунковий зовнішній тиск в апараті P 0,09 МПа, розрахункова температура стінки апарата t=100 °С, внутрішній діаметр обичайки D 1200мм, довжина обичайки апарата l 27630мм, виконавча товщина стінки обичайки S 14 мм, розрахункова товщина стінки обичайки S p 9,6 мм. На обичайці розташовані люк А і штуцер Б. Матеріал обичайок апарата і люка – сталь марки Ст3сп5, штуцера – сталь 20. Внутрішній діаметр обичайки люка d 600 мм , штуцер Б виготовляється з труби 32×3 мм. Добавку для компенсації корозії та ерозії прийняти рівною C 1 1мм, коефіцієнт міцності зварних швів апарата – 0,9 .
Розрахункові діаметри зміцнюваного елемента (обичайки) по центру зміцнюваних отворів визначаємо за формулою (3.162)
Dp D p D р D 1200 мм.
Добавка для компенсації мінусового допуску сталевого листа товщиною 14 мм за таблицею 3.4 складає
С 2 0,8 мм .
Суму добавок до розрахункової товщини стінки обичайки визначаємо за формулою (3.11)
С С 1 С 2 1 0,8 1,8 мм.
Розрахунковий діаметр поодинокого отвору, що не вимагає додаткового зміцнення при “надлишковій” товщині стінки посудини, визначаємо за формулою (3.165)
![]() d
0
2
d
0
2
![]() SS
p
C
0,8
D
p
S
C
SS
p
C
0,8
D
p
S
C
14 1,8
2
![]() 9,6
0,8
1200
14
1,8
114 мм.
9,6
0,8
1200
14
1,8
114 мм.
Перевіряємо необхідність зміцнення отвору під люка А.
Товщина стінки обичайки люка на умовний тиск Py =0,3 МПа за галузевим стандартом [30] складає S 1 8мм.
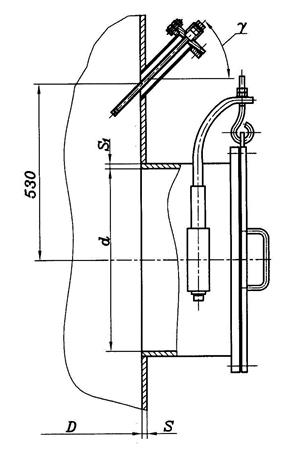
Рисунок 3.50 – Розташування люка на циліндричній обичайці вертикального апарата
Добавка для компенсації мінусового допуску обичайки люка товщиною S 1 8 мм за таблицею 3.4 складає Сs 2 0,8 мм .
Суму добавок до розрахункової товщини стінки обичайки С s визначаємо за формулою (3.11)
Сs Сs 1 Сs 2 1 0,8 1,8 мм.
Розрахунковий діаметр отвору в стінці обичайки під люк, вісь яко-
го збігається з нормаллю до поверхні, визначаємо за формулою (3.167) d p d 2 Cs 600 2 1,8 603,6 мм.
Умова (3.166)
d p 603,6 d0 114 мм
не виконується, отже, люк А вимагає додаткового зміцнення.
Розрахунок зміцнення отвору в обичайці під люк А виконуємо в наступному порядку. Перевіряємо умову зміцнення (3.183) для люка за рахунок” надлишкових” товщин стінок обичайок корпуса та люка. Визначаємо розрахункові величини, що входять в умову зміцнення.
Коефіцієнт міцності зварного шва обичайки люка приймаємо рівним коефіцієнту міцності зварних швів обичайки корпуса 1 0,9. Розрахункову товщину стінки люка, навантаженого зовнішнім надлишковим тиском, визначаємо за формулою (3.173)
![]() S
1
p
P
d
2 C
s
0,09
600
2
1,8
0,2 мм.
S
1
p
P
d
2 C
s
0,09
600
2
1,8
0,2 мм.
2 1 1 P 2 149 1 0,09
Розрахункову довжину зовнішньої частини люка визначаємо за формулою (3.175), у якій виконавчу довжину обичайки люка приймаємо рівною l 1 220 мм l 1 р min l 1 ; 1,25 d 2 C s S 1 C s
![]() min
220; 1,25
600
2
1,8
8
1,8
min
220; 76,5
76,5 мм. Допустимі відношення напружин матеріалів люка та обичайки апарата визначаємо за формулою (3.190)
min
220; 1,25
600
2
1,8
8
1,8
min
220; 76,5
76,5 мм. Допустимі відношення напружин матеріалів люка та обичайки апарата визначаємо за формулою (3.190)
![]() 1
min
1,0;
1
min
1,0;
1
min
1,0;
1
min
1,0;
![]() 149
1.
149
1.
149
“Надлишковий” метал зовнішньої частини люка визначаємо за формулою (3.184)
A1 l1 p S1 S1 p Cs 1 76,5 8 0,2 1,8 1 459 мм 2 .
Довжину внутрішньої частини люка l 3 приймаємо рівною нулю. У цьому випадку “надлишковий” метал внутрішньої частини люка дорівнює А 3 0.
Ширину зони зміцнення визначаємо за формулою (3.177)
![]() L
о
D
p
S
C
1200
14
1,8
121мм.
L
о
D
p
S
C
1200
14
1,8
121мм.
Розрахункову ширину зони зміцнення визначаємо за формулою
(3.179)
lp L o 121 мм.
![]() Розрахунковий діаметр визначаємо за формулою (3.189) d
ор
0,4 D
p
S
C
0,4 1200
14
1,8
48,4мм. “Надлишковий” метал зміцнюваного елемента (обичайки), що приймає участь у зміцненні, визначаємо за формулою (3.187)
Розрахунковий діаметр визначаємо за формулою (3.189) d
ор
0,4 D
p
S
C
0,4 1200
14
1,8
48,4мм. “Надлишковий” метал зміцнюваного елемента (обичайки), що приймає участь у зміцненні, визначаємо за формулою (3.187)
A4 lp S Sр C 121 14 9,6 1,8 1 314,6 мм 2 . Компенсовану площу отвору під люк визначаємо за формулою
(3.188)
А 0, 5 d p dop Sp 0,5 603,6 48,4 9,6 2665 мм 2 .
Умова зміцнення люка без використання накладного кільця
А1 А4 459 314,6 773,6 А 2665 мм 2
не виконується.
Застосовуємо схему зміцнення отвору з накладним кільцем.
При використанні для зміцнення отвору під люк накладного кільця площу перерізу кільця А 2 визначаємо як різницю між площею А , яку необхідно скомпенсувати, і сумою площ “надлишкового” металу зовнішньої частини обичайки люка та зміцнюваного елемента (обичай-
ки)
А2 А А1 А4 2665 459 314,6 1891,4 мм 2 .
Приймаємо товщину накладного кільця рівною S 2 S 14 мм.
При цьому мінімальна ширина накладного кільця складає
l
2
min
A
2
![]() 1891,
4
135,1мм.
1891,
4
135,1мм.
S 2 14
Конструктивно приймаємо l 2 140мм.
Розрахункову ширину накладного кільця визначаємо за формулою
(3.180)
l2 p min l2 ; Dp S2 S C
![]() min
140; 1200
14
14
1,8
min
140; 177,3
140 мм. Відношення допустимих напружин матеріалів накладного кільця та обичайки визначаємо за формулою (3.191)
min
140; 1200
14
14
1,8
min
140; 177,3
140 мм. Відношення допустимих напружин матеріалів накладного кільця та обичайки визначаємо за формулою (3.191)
![]() 2
2
2
min
1,0;
min
1,0;
![]() 149
1 .
149
1 .
149
Площу поперечного перерізу накладного кільця, що бере участь у зміцненні отвору, визначаємо за формулою (3.185)
А2 l 2 p S 2 2 140 14 1 1960 мм 2 .
Умова зміцнення з урахуванням накладного кільця
А1 А2 А4 459 1960 314,6 2733,6 А 2665 мм 2
виконується.
Коефіцієнт зниження міцності для обичайки в місці розташування люка визначаємо за формулою (3.194)
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
1
V min 1;
![]()
l
p
K
1
p
1
l
p
l
p
K
1
p
1
l
p
76,5 8 1,8 1 140 14 1 0
1
121 14 1,8
![]() min
1; 603,6
48,4 600
2
1,8 0,9 76,5
0,733.
min
1; 603,6
48,4 600
2
1,8 0,9 76,5
0,733.
1 0,5 1
121 1200 0,9 121
Допустимий зовнішній тиск у границях пластичності Р П визначаємо за формулою (3.193) при значенні коефіцієнта K 1 1 для циліндричної обичайки
![]() P
П
2DK
p1
S
S
C
C
V
V
P
П
2DK
p1
S
S
C
C
V
V
![]() 0,733
2,205МПа.
0,733
2,205МПа.
Допустимий зовнішній тиск у границях пружності Р Е для обичайки без отворів визначаємо за формулою (3.22)
![]() Р
Е
20,8n
y
10
B
16
Dl
E
100
DS
C
2,5
Р
Е
20,8n
y
10
B
16
Dl
E
100
DS
C
2,5
![]() 20,8
210,4
0
6
,407
1200
27630
1,91
10
5
100
1200
14
1,8
2,5
0,184
МПа
,
20,8
210,4
0
6
,407
1200
27630
1,91
10
5
100
1200
14
1,8
2,5
0,184
МПа
,
де
![]() B
1
min
1,0; 9,45 D D
B
1
min
1,0; 9,45 D D
l 100 S C
1200 1200
min 1,0; 9,45 min 1,0; 0,407 0,407.
27630 100 14 1,8
Допустимий зовнішній тиск розраховуємо за формулою (3.195)
P П 2,205 0,183 МПа.
P
![]() P
П
2
1
02,,184205
2
P
П
2
1
02,,184205
2
1 P E
Умова міцності
P 0,09 P 0,183МПа
виконується.
Перевіряємо необхідність зміцнення отвору під штуцер Б.
Добавка для компенсації корозії та ерозії для розрахункової товщини стінки штуцера складає
Cs 1 C 1 1 мм.
Добавку для компенсації мінусового допуску для штуцера Б приймаємо рівною 15 % від товщини стінки труби
Сs 2 0,15 S1 0,15 3 0,45 мм.
Суму добавок до розрахункової товщини стінки штуцера визначаємо за формулою
Сs C s 1 C s 2 1 0,45 1,45мм.
Визначаємо внутрішній діаметр штуцера d dн 2 S 32 2 3 26 мм.
Розрахунковий діаметр штуцера, вісь якого розташована під кутом до нормалі до поверхні обичайки, визначаємо за формулою (3.170) d p d 2 Cs / cos2 26 2 1,45 / cos2 45 o 57,8 мм.
Умова (3.166)
d p 57,8 d 0 114 мм
виконується, отже, штуцер Б не вимагає додаткового зміцнення.
Для визначення допустимого тиску у місці розташування штуцера визначаємо наступні величини:
– розрахункову товщину стінки штуцера Б, навантаженого зовнішнім тиском;
– розрахункову довжину зовнішньої частини штуцера;
– відношення допустимих напружин матеріалів штуцера та обичайки;
– розрахункову довжину внутрішньої частини штуцера
(приймаємо рівною l 3 p 0 ).
Допустима напружина матеріалу штуцера (сталь 20) при розрахунковій температурі складає
1 142МПа.
Коефіцієнт міцності зварного шва для безшовного штуцера 1 1.
![]() Розрахункову товщину стінки штуцера Б, навантаженого зовнішнім тиском, визначаємо за формулою (3.173) S
1
p
P
d
2 C
s
0,09
26
2
1,45
0, 01мм.
Розрахункову товщину стінки штуцера Б, навантаженого зовнішнім тиском, визначаємо за формулою (3.173) S
1
p
P
d
2 C
s
0,09
26
2
1,45
0, 01мм.
2 1 1 P 2 142 1 0,09
Розрахункову довжину зовнішньої частини штуцера визначаємо за формулою (3.175), прийнявши його виконавчу довжину рівною
![]() l1
100мм, l1
р
min
l1
; 1,25
d
2 Cs
S1
Cs
l1
100мм, l1
р
min
l1
; 1,25
d
2 Cs
S1
Cs
![]()
![]()
![]() min
100; 1,25
26
2
1,45
3
1,45
min
100 ; 8,4
8,4 мм. Відношення допустимих напружин матеріалів штуцера та обичайки визначаємо за формулою (3.190)
1
min
1,0;
1
min
1,0; 142
0,953.
min
100; 1,25
26
2
1,45
3
1,45
min
100 ; 8,4
8,4 мм. Відношення допустимих напружин матеріалів штуцера та обичайки визначаємо за формулою (3.190)
1
min
1,0;
1
min
1,0; 142
0,953.
149
Коефіцієнт зниження міцності обичайки в місці розташування штуцера Б визначаємо за формулою (3.194)
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
1
V min 1;
![]()
l
p
K1
p
1
l
p
l
p
K1
p
1
l
p
![]()
min
1;
571,8
848,4
,4121
3
1
,144526
112,
8
01,
450 0,9 8,4
0,97.
min
1;
571,8
848,4
,4121
3
1
,144526
112,
8
01,
450 0,9 8,4
0,97.
1 0,5 1
121 1200 1 121
Допустимий зовнішній тиск у межах пластичност і Р П визначаємо за формулою (3.193) при значенні коефіцієнта K 1 1 для циліндричної обичайки
![]() P
П
2DK
p1
S
S
C
C
V
V
P
П
2DK
p1
S
S
C
C
V
V
![]() 0,97
2,618МПа.
0,97
2,618МПа.
Допустимий зовнішній тиск у границях пружності Р Е для обичайки без отворів визначаємо за формулою (3.22)
Р Е Р Е 0,184МПа. Допустимий зовнішній тиск для штуцера Б розраховуємо за формулою (3.195)
P P П 2,618 0,184МПа.
![]() P
П
2
1
02,,618184
2
P
П
2
1
02,,618184
2
1 P E
Умова міцності
P 0,09 P 0,184МПа
виконується
Проводимо перевірку взаємного впливу отворів під люк А і штуцер
Б, розташованих на обичайці. Відстань між осями отворів складає
L 530 мм. Перевіряємо умову (3.161) для даних отворів, для чого обчислюємо праву частину нерівності (3.161)
![]() D
p
S
C
D
p
S
C
1200
14
1,8
1200
14
1,8
D
p
S
C
D
p
S
C
1200
14
1,8
1200
14
1,8
242 мм.
Визначаємо мінімальну відстань b між зовнішніми поверхнями штуцерів. Відповідно до рисунка 3.50 відстань b дорівнює
![]()
![]() b
L
d
2S
1
d
н
530
600
2
8
32
199,4мм.
b
L
d
2S
1
d
н
530
600
2
8
32
199,4мм.
2 2 cos 2 2 cos45 o
Умова (3.161)
![]() b
199,4
D
p
S
C
D
p
S
C
242мм
b
199,4
D
p
S
C
D
p
S
C
242мм
не виконується, отже, отвори не є взаємновпливаючими.
Обчислюємо коефіцієнт зниження міцності для перемички за формулою (3.197)
V 1
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
![]() 1
b
S
C
1
b
S
C
1;
1p
1
3 2 b K p 1 b
min
l 1 p S 1 C s 1 l 2 p S 2 2 l 3 p S 1 C s C s 1 1
![]() b
S
C
b
S
C
1p
p b
1
min 1;
1 76,5 8 1,8 1 140 14 1 0 8,4 3 1,45 0, 953 0 0
199,4 14 1,8
![]() 1
0,8
6032,
6199
57,4,8
2
6001200
2
1,8
00,,99
199
76,,54
26
12002
1,45
01,9
199
8,4,
4
1
0,8
6032,
6199
57,4,8
2
6001200
2
1,8
00,,99
199
76,,54
26
12002
1,45
01,9
199
8,4,
4
min 1,0; 0,705 0,705.
Допустимий зовнішній тиск для перемички між люком А і штуцером Б визначаємо за формулою (3.196)
![]() P
в
0,52
DK
p1
DS
p
C
S
C
V
1
V
1
P
в
0,52
DK
p1
DS
p
C
S
C
V
1
V
1
![]() 0,705
1, 9 МПа.
0,705
1, 9 МПа.
При наявності взаємного впливу отворів допустимий тиск у границях пластичності приймаємо рівним меншому із значень допустимого зовнішнього тиску у границях пластичності: для люка А – Р П 2,205МПа , для штуцера Б – Р П 2,61МПа і зовнішній допустимий тиск для перемички – Р в 1,9 МПа .
Приймаємо Р П Р в 1,9 МПа.
Допустимий зовнішній тиск у границях пружності Р Е для обичайки без отворів визначаємо за формулою (3.22)
Р Е Р Е Р Е 0,184МПа.
Допустимий зовнішній тиск розраховуємо за формулою (3.195)
P П 1,9 0,183 МПа.
P
P 2 1,9 2
![]() 1
P
ПE
1
0,184
1
P
ПE
1
0,184
Умова міцності
P 0,09 P 0,183МПа
виконується.
СПИСОК ЛІТЕРАТУРИ
1 Берлинер Ю.И., Балашов Ю.А. Технология химического и нефтяного аппаратостроения. – М.: Машиностроение, 1976. – 256 с.
2 Вихман Г.Л., Круглов С.А. Основы конструирования аппаратов и машин нефтеперерабатывающих заводов. – М.: Машиностроение, 1978. – 326 с.
3 Изготовление и ремонт объектов котлонадзора. Антикайн П.А., Зыков А.К., Зверьков Б.В. Справ. изд. – М.: Металлургия, 1988. – 624 с.
4 Лащинский А.А. Конструирование сварных химических аппаратов: Справочник. – Л.: Машиностроение, 1981. – 382 с.
5 Поплавский Ю.В. Технология химического аппаратостроения. – М.: Государственное научно-техническое издательство машиностроительной литера-туры, 1961. – 287 с.
6 Смирнов Г.Г., Толчинский А. Р., Кондратьева Т. Ф. Конструирование безопасных аппаратов для химических и нефтехимических производств. – Л.: Машиностроение, 1988. – 303 с.
7 ДНАОП 0.00-1.07-94. Правила будови та безпечної експлуатації посудин, що працюють під тиском. (зі змінами та доповненнями) – Київ. Видавництво “Основа”, 1998. – 374 с.
8 ГОСТ 6032-89. Стали и сплавы коррозионностойкие. Методы испытания на стойкость против межкристаллитной коррозии. – М.: Издательство стандартов, 1988. – 64 с.
9 ГОСТ 6533-78. Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры. – М.: Издательство стандартов, 1985.
– 37 с.
10 ГОСТ 9617-76. Сосуды и аппараты. Ряды диаметров. – М.: Издательство стандартов, 1976. 3 с.
11 ГОСТ 12619-78. Днища конические отбортованные с углами при вершине 60 и 90°. Основные размеры. – М.: Издательство стандартов, 1984. – 22 с.
12 ГОСТ 12620-78. Днища конические неотбортованные с углами при вершине 60, 90 и 120°. Основные размеры. – М.: Издательство стандартов, 1984. – 11 с.
13 ГОСТ 12621-78. Днища конические неотбортованные с углом при вершине 140°. Основные размеры. – М.: Издательство стандартов, 1984. – 3 с.
14 ГОСТ 12622-78. Днища плоские отбортованные. Основные размеры. – М.: Издательство стандартов, 1984. – 4 с.
15 ГОСТ 12623-78. Днища плоские неотбортованные. Основные размеры. – М.: Издательство стандартов, 1984. – 4 с.
16 ГОСТ 12816-80. Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа. Общие технические требования. – М.: Издательство стандартов, 1989. – 10 с.
17 ГОСТ 13372-78. Сосуды и аппараты. Ряд номинальных объемов. – М.: Издательство стандартов, 1978. – 2 с.
18 ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность. – М.: Издательство стандартов, 1989.– 79 с.
19 ГОСТ 24755-89. Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий. – М.: Издательство стандартов, 1989. – 31 с.
20 ГОСТ 25859-83. Сосуды и аппараты стальные. Нормы и методы расчета при малоцикловых нагрузках. – М.: Издательство стандартов, 1985. – 30 с.
21 ГОСТ 25867-83. Сосуды и аппараты. Сосуды с рубашками. Нормы и методы расчета на прочность. – М.: Издательство стандартов, 1989. – 36 с.
22 ГОСТ 26202-84. Сосуды и аппараты. Нормы и методы расчета на прочность обечаек и днищ от воздействия опорных нагрузок. – М.: Издательство стандартов, 1984. – 35 с.
23 ГОСТ 28759.2-90. Фланцы сосудов и аппаратов стальные плоские приварные. Конструкция и размеры. – М.: Издательство стандартов, 1991. – 26 с.
24 ГОСТ 28759.5-90. Фланцы сосудов и аппаратов. Технические требования. – М.: Издательство стандартов, 1991. – 7 с.
25 ГОСТ 28759.6-90. Прокладки из неметаллических материалов. Конструкция и размеры. Технические требования. – М.: Издательство стандартов, 1991. – 10 с.
26 ГОСТ 12.1.005-88. Общие санитарно-гигиенические требования к воздуху рабочей зоны. – М.: Издательство стандартов, 1988. – 75 с.
27 ГОСТ 12.1.007-76. Вредные вещества. Классификация и общие требования безопасности. – М.: Издательство стандартов, 1988. – 4 с.
28 ГСТУ 3-17-191-2000. Посудини та апарати стальні зварні. Загальні технічні умови. Державний комітет промислової політики України, 2000. –301 с.
29 ОСТ 26-2002-83. Люки с плоскими крышками стальных сварных сосудов и аппаратов. Конструкция. 1991. 13 с.
30 ОСТ 26-2003-83. Люки со сферическими крышками стальных сварных сосудов и аппаратов. Конструкция. 1991. – 7 с.
31 ОСТ 26-2008-83. Крышки плоские люков стальных сварных сосудов и аппаратов. Конструкция. 1991. – 15 с.
32 ОСТ 36-18-77. Приспособление для выверки аппаратов колонного и башенного типов. Конструкция, размеры и технические требования. 1978. – 7 с.
33 РД 26-15-88. Сосуды и аппараты. Нормы и методы расчета на прочность и герметичность фланцевых соединений. 1988. – 63 с.
Додаток А
Перелік матеріалів, які використовуються для виготовлення посудин, що працюють під тиском
Таблиця А.1 – Сталь листова
| Марка сталі, позначення стандарту або технічних умов |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
||
| Ст3сп2, Ст3пс2, Ст3кп2 ДСТУ 2651-94 (ГОСТ 380-94) |
від 10 до 200 |
1,6 |
Для корпусів, днищ, і фланців при товщині листа не більше 16 мм |
| Ст3сп3, Ст3пс3, Ст3Гпс3 ДСТУ 2651-94 |
понад 0 до 200 |
5 |
Для корпусів, днищ, плоских фланців та інших деталей |
| Ст3сп4, Ст3пс4, Ст3Гпс4 ДСТУ 2651-94 |
від мінус 20 до 200 |
||
| Ст3сп5, Ст3пс5, Ст3Гпс5 |
|||
| ДСТУ 2651-94 |
від мінус 20 до 425 |
||
| 20 ГОСТ 1050-88 |
Для фланців та інших деталей |
||
| 20К-3, ГОСТ 5520-79 |
понад 0 до 200 |
не обмежено |
Для корпусів, днищ, фланців та інших деталей |
| 20К-5, ГОСТ 5520-79 |
від мінус 20 до 200 |
||
| 20К-11, ГОСТ 5520-79 |
від мінус 20 до 475 |
||
| 20К-18, ГОСТ 5520-79 |
від 200 до 475 |
||
| 09Г2С-3, 10Г2С1-3, 16ГС-3, 17ГС-3. 17Г1С-3 ГОСТ 5520-79 |
від мінус 30 до 200 |
Для корпусів, днищ, фланців, трубних решіток та інших деталей |
|
| 09Г2С-6, 10Г2С1-6, 16ГС-6, 17ГС-6. 17Г1С-6 ГОСТ 5520-79 |
від мінус 40 до 200 |
||
| 09Г2С, 10Г2С1 категорій 7, 8, 9, 12 ГОСТ 5520-79 |
від мінус 70 до 200 |
||
| 16ГС-12, 17Г1С-12, 16ГС-17 09Г2С-17, 10Г2С1-17 ГОСТ 5520-79 |
від мінус 40 до 475 |
||
Закінчення таблиці А.1
| Марка сталі, позначення стандарту або технічних умов |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
||
| 12МХ ГОСТ 20072-74 |
від мінус 40 до 540 |
не обмежено |
Для корпусів, днищ, фланців, трубних решіток та інших деталей |
| 12ХМ-3 ГОСТ 5520-79 |
від мінус 40 до 560 |
||
| 12ХМ, 15ХМ ТУ 302.02.031 |
від мінус 40 до 550 |
||
| 03Х17Н14М3 ГОСТ 5632-72 |
від мінус 196 до 450 |
5 |
Для корпусів, |
| 08Х18Н10Т ГОСТ 5632-72 |
від мінус 253 до 610 |
не обмежено |
днищ, фланців, та інших деталей |
| від 610 до 700 |
5 |
||
| 08Х18Н10Т, 08Х17Н13М2Т ГОСТ 5632-72 |
від мінус 253 до 600 |
не обмежено |
Для прокладок овального та восьмикутного перерізу |
| 12Х18Н9Т 12Х18Н10Т ГОСТ 5632-7 |
від мінус 253 до 610 |
Для корпусів, днищ, фланців та інших деталей для середовищ, що не викликають міжкристалічну корозію |
|
| від 610 до 700 |
5 |
||
| 10Х17Н13М2Т ГОСТ 5632-72 |
від мінус 253 до 700 |
не обмежено |
|
| 10Х17Н13М3Т ГОСТ 5632-72 |
від мінус 196 до 600 |
Для корпусів, днищ, фланців та інших деталей |
|
| 12Х18Н9Т 12Х18Н10Т ГОСТ 5632-72 |
від мінус 253 до 350 |
||
| 03ХН28МДТ, 06ХН28МДТ ГОСТ 5632-72 |
від мінус 196 до 400 |
5 |
|
| 08Х22Н6Т, 08Х21Н6М2Т ГОСТ 5632-72 |
від мінус 40 до 300 |
не обмежено |
|
| 15Х5М ГОСТ 20072-74 |
від мінус 40 до 650 |
Для кришок плаваючих головок, трубних решіток |
|
| та інших деталей |
Таблиця А.2 – Сталь листова двошарова
| Марка сталі, позначення стандарту або технічних умов |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
||
| Ст3сп3+08Х13 ГОСТ 10885-85 |
від 0 до 200 |
5 |
Для корпусів, днищ, фланців та інших деталей |
| Ст3сп4+08Х13 ГОСТ 10885-85 |
від мінус 20 до 200 |
||
| Ст3сп5+08Х13 ГОСТ 10885-85 |
від мінус 20 до 425 |
||
| Ст3сп3 з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від 0 до 200 |
||
| Ст3сп4 з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від мінус 20 до 200 |
||
| Ст3сп5 з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885–85 |
від мінус 20 до 425 |
||
| 20К-3+08Х13 ГОСТ 10885–85 |
від 0 до 200 |
не обмежено |
|
| 20К-5+08Х13 ГОСТ 10885–85 |
від мінус 20 до 200 |
||
| 20К-10+08Х13 ГОСТ 10885-85 |
від 0 до 475 |
||
Продовження таблиці А.2
| Марка сталі, визначення стандарту або технічних умов |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
||
| 20К-11+08Х13 ГОСТ 10885-85 |
від мінус 20 до 475 |
не обмежено |
Для корпусів, днищ та інших деталей |
| 20К-3 з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від 0 до 200 |
||
| 20К-5 з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від мінус 20 до 200 |
||
| 20К-10 з плакувальним |
|||
| шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від 0 до 425 |
||
| 20К-11 з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від мінус 20 до 425 |
||
Продовження таблиці А.2
| Марка сталі, визначення стандарту або технічних умов |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
||
| 16ГС-3+08Х13 09Г2С-3+08Х13 ГОСТ 10885-85 |
від мінус 30 до 200 |
не обмежено |
Для корпусів, днищ, фланців та інших деталей |
| 16ГС-6+08Х13 09Г2С-6+08Х13 ГОСТ 10885-85 |
від мінус 40 до 200 |
||
| 16ГС-17+08Х13 09Г2С-17+08Х13 ГОСТ 10885-85 |
від мінус 40 до 475 |
||
| 16ГС-3, 09Г2С-3 з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від мінус 30 до 200 |
Для корпусів, днищ, патрубків та інших деталей |
|
| 16ГС-6, 09Г2С-6 з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від мінус 40 до 200 |
||
| 16ГС-17, 09Г2С-17 з плакувальним шаром зі сталей марок 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від мінус 40 до 425 |
||
Закінчення таблиці А.2
| Марка сталі, визначення стандарту або технічних умов |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
||
| 09Г2С категорій 7, 8, 9 залежно від робочої температури з плакувальним шаром зі сталей марок: 12Х18Н10Т 08Х18Н10Т 10Х17Н13М3Т 10Х17Н13М2Т 08Х17Н15М3Т 06ХН28МДТ ГОСТ 10885-85 |
від мінус 70 до 200 |
не обмежено |
Для корпусів, днищ, фланців та інших деталей |
| 12МХ+08Х13 ГОСТ 10885-85 |
від мінус 40 до 540 |
Для корпусів, днищ, патрубків та інших деталей |
|
| 12ХМ+08Х13 ГОСТ 10885-85 |
від мінус 40 до 560 |
||
| 12МХ+08Х18Н10Т ТУ14-1-2726-79 ГОСТ 10885-85 |
Для корпусів, днищ та інших деталей |
||
| Примітки: 1 Листи з двошарової сталі товщиною понад 25 мм, що призначені для посудин, працюючих під тиском понад 4 МПа, повині відповідати вимогам 1 класу суцільності зчеплення шарів за ГОСТ 10885-85. 2 Допускається використовувати двошарові сталі з корозійностійким шаром зі сталей марок 08Х18Н10Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т при температурі стінки, яка не перевищує максимально допустиму для сталі основного шару, при товщині плакувального шару не більше 15 % от загальної товщини, але не більше 8 мм. 3 При товщині двошарових листів менше 10 мм допускається застосування основного шару сталей за ГОСТ 14637-89 і ГОСТ 5520-79 категорії 2 замість категорій 3, 4, 5, 6; при товщині двошарових листів менше 12 мм допускається застосування сталей основного шару категорій 3 і 4 замість категорій 6 и 5 відповідно. |
|||
Таблиця А.3 – Сталь сортова (кругла, штабова, фасонна)
| Марка сталі, визначення стандарту або технічних умов |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
||
| Ст3пс3, Ст3сп3 ГОСТ 535-88 |
від 0 до 425 |
5 |
Для фланців, патрубків та інших деталей |
| Ст3пс4, Ст3сп4 ГОСТ 535-88 |
від мінус 20 до 200 |
||
| 10, 15, 20 ГОСТ 1050-88 |
від мінус 20 до 475 |
не обмежено |
|
| 09Г2-7, 09Г2С-7 ГОСТ 19281-89 |
від мінус 70 до мінус 41 |
||
| 09Г2-4, 09Г2С-4 ГОСТ 19281-89 |
від мінус 40 до 200 |
||
| 09Г2-12, 09Г2С-12 ГОСТ 19281-89 |
від мінус 40 до 475 |
||
| 10Г2 ГОСТ 4543-75 |
від мінус 70 до 475 |
не обмежено |
|
| 15Х5М ГОСТ 20072-74 |
від мінус 40 до 650 |
||
| 08Х22Н6Т, 08Х21Н6М2Т ГОСТ 5632-72 |
від мінус40 до 300 |
Для фланців, патрубків та інших деталей для середовищ, що не викликають міжкристалічну корозію |
|
| 12Х18Н10Т ГОСТ 5632-72 |
від мінус 253 до 610 |
||
| від 610 до 700 |
8 |
||
| 08Х17Н15М3Т ГОСТ 5632-72 |
від мінус 196 до 600 |
не обмежено |
|
| 10Х17Н13М2Т, 10Х17Н13М3Т ГОСТ 5632-72 |
від 350 до 600 |
||
| від мінус 253 до 350 |
Для фланців, патрубків та інших деталей |
||
| 08Х18Н10Т, 08Х18Н12Б ГОСТ 5632–72 |
від мінус 253 до 610 |
||
| 08Х18Н10Т ГОСТ 5632-72 |
від 610 до 700 |
5 |
|
Таблиця А.4 – Труби сталеві
| Марка сталі, визначення стандарту або технічних умов |
Технічні вимоги |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
|||
| Ст3сп4, Ст3пс4 ДСТУ 2651-94 |
Труби электрозварні ГОСТ 10706-76 |
від мінус 20 до 200 |
5 |
Для корпусів, патрубків та інших деталей |
| Ст3сп5, Ст3пс5 ДСТУ 2651-94 |
від мінус 20 до 400 |
|||
| 10, 20 ГОСТ 1050-88 |
Труби электрозварні ТУ 14-3-624-77 |
від мінус 30 до 400 |
4 |
Для трубних пучків теплообмінних апаратів |
| Труби безшовні ГОСТ 550-75 ГОСТ 8731-74 ГОСТ 8733-74 |
від мінус 30* до 475 |
5 |
Для корпусів, патрубків та інших деталей |
|
| від 0 до 475 |
16 |
Для корпусів, патрубків, трубних пучків та інших деталей |
||
| ТУ 14-3-190-82 |
від мінус 30 до 425 |
6,4 |
||
| 20 ГОСТ 1050-88 |
ТУ 14-3-460-75 |
від мінус 30 до 475 |
не обмежено |
|
| 15ХМ ТУ 14-3-460-75 |
від мінус 40 до 560 |
Для змійовиків, трубних пучків, патрубків та інших деталей |
||
| 15Х5 ГОСТ 20072-74 |
ГОСТ 550-75 |
від мінус 40 до 425 |
||
| 15Х5М ГОСТ 20072-74 |
від мінус 40 до 600 |
|||
| 09Г2С ГОСТ19281-89 |
ТУ 14-3-1128-82 |
від мінус 60 до 475 |
Для корпусів, патрубків та інших деталей |
|
| 10Г2 ГОСТ19281-89 |
ГОСТ 550-75 ГОСТ 8731-74 ГОСТ 8733-74 |
від мінус 70** до 475 |
||
| 08Х22Н6Т ГОСТ 5632-72 |
ГОСТ 9940-81 ГОСТ 9941-81 |
від мінус 40 до 300 |
Для трубних пучків, змійовиків та інших деталей |
|
| 08Х21Н6М2Т ГОСТ 5632-72 |
ТУ 14-3-59-72 |
|||
| 08Х18Г8Н2Т ГОСТ 5632-72 |
ГОСТ 5632-72 |
від мінус 20 до 300 |
2,5 |
|
| 03Х17Н14М3 ТУ 14-3-396-75 |
ТУ 14-3-396-75 ТУ 14-3-1348-85 ТУ 14-3-1357-85 |
від мінус 196 до 450 |
5 |
|
Продовження таблиці А.4
| Марка сталі, визначення стандарту або технічних умов |
Технічні вимоги |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
|||
| 02Х8Н22С6 ТУ14-3-1024-81 |
ТУ14-3-1024-81 |
від мінус 40 до 120 |
5 |
Для трубних пучків |
| 08Х18Н10Т 10Х18Н10Т ГОСТ 5632-72 |
Труби электрозварні ТУ 14-3-1391-85 |
від мінус 273 до 610 |
Для трубних пучків, змійовиків та інших деталей |
|
| 08Х18Н10Т 12Х18Н10Т ГОСТ 5632-72 |
Труби безшовні ГОСТ 9940-81 ГОСТ 9941-81 |
від 610 до 700 |
||
| 12Х18Н12Т ТУ 14-3-460-75 |
ТУ 14-3-460-75 |
|||
| 12Х18Н10Т ГОСТ 5632-72 |
ГОСТ 9940-81 ГОСТ 9941-81 |
від мінус 253 до 350 |
не обмежено |
Для змійовиків, трубних пучків, патрубків та інших деталей |
| від 350 до 610 |
Для змійовиків, трубних пучків, патрубків та інших деталей для середовищ, які не викликають міжкристалічну корозію |
|||
| 12Х18Н12Т ТУ 14-3-460-75 |
ТУ 14-3-460-75 |
від мінус 253 до 610 |
||
| 08Х21Н6М2Т ГОСТ 5632-72 |
ТУ 14-3-59-72 |
від мінус 40 до 300 |
Для трубних пучків, змійовиків та інших деталей |
|
| 08Х12Н10Т ГОСТ 5632-72 |
ГОСТ 9940-81 ГОСТ 9941-81 |
від мінус 253 до 610 |
||
| 03Х17Н14М3 ТУ 14-3-396-75 |
ТУ 14-3-396-75 |
від мінус 196 до 450 |
5 |
|
| 02Х8Н22С6 ТУ 14-3-1024-81 |
ТУ 14-3-1024-81 |
від мінус 40 до 120 |
Для трубних пучків |
|
| 06ХН28МДТ ГОСТ 5632-72 |
ТУ 14-3-763-78 ТУ 14-3-822-79 |
від мінус 196 до 400 |
Для трубних пучків та інших деталей |
|
| 03ХН28МДТ ГОСТ 5632-72 |
ТУ 14-3-694-78 ТУ 14-3-1201-83 |
Для змійовиків, трубних пучків, патрубків та інших деталей |
||
Закінчення таблиці А.4
| Марка сталі, визначення стандарту або технічних умов |
Технічні вимоги |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
|||
| 03Х21Н21М4ГВ ГОСТ 5632-72 |
ТУ 14-3-751-78 ТУ 14-3-696-78 |
від мінус 70 до 400 |
5 |
Для змійовиків, трубних пучків, патрубків та інших деталей |
| 03Х18Н11 ГОСТ 5632-72 |
ТУ 14-3-681-78 |
від мінус 196 до 450 |
||
| 08Х17Н15М3Т ГОСТ 5632-72 |
ГОСТ 9940-81 ГОСТ 9941-81 |
від мінус 196 до 600 |
не обмежено |
|
| 10Х17Н13М2Т ГОСТ 5632-72 |
від мінус 196 до 350 |
|||
| понад 350 до 700 |
Для змійовиків, трубних пучків, патрубків та інших деталей для середовищ, які не викликають міжкристалічну корозію |
|||
| *Допускається застосовувати труби з товщиною стінки не більше 12 мм зі сталей марок 10 і 20 за ГОСТ 550-75, ГОСТ 8731-74, ГОСТ 8733-74 при температурі експлуатації до мінус 40 °С. **Для труб зі сталі марки 10Г2 з товщиною стінки понад 12 мм при температурі від мінус 70 до мінус 31 °С потрібно проведення випробувань на ударний згин. Примітки: 1 Труби з товщиною стінки 12 мм і більше за ГОСТ 8731-74 повинні бути випробувані на ударний згин при температурі 20 °С, при цьому значення ударної в’язкості та обсяг випробувань повинні відповідати ГОСТ 550-75. 2 Труби зі сталі марки 20, що виготовляються за ГОСТ 8733-74, ГОСТ 55075 і ТУ 14-3-460-75 діаметром 20 і 25 мм товщиною стінки не більше 2,5 мм, допускається застосовувати при температурах не нижче мінус 60 °С до 475 °С. |
||||
Таблиця А.5 – Поковки
| Марка сталі, позначення стандарту або технічних умов |
Технічні умови |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
|||
| Ст5сп ДСТУ 2651-94 |
ГОСТ 8479-70 група IV-КП. 245 |
від мінус 20 до 400 |
5 |
Для стяжних кілець, трубних решіток та інших деталей, що не піддаються зварці |
| Ст3сп ДСТУ 2651-94 |
від мінус 20 до 450 |
|||
| 20 ГОСТ 1050-88 |
ГОСТ 8479-70 група IV-КП. 195 и група IV-КП. 215 |
від мінус 30 до 475 |
не обмежено |
Для фланців і трубних реші- ток |
| 20К ГОСТ 5520-79 |
ГОСТ 8479-70 група IV-КП. 195 |
від мінус 30 до 475 |
не обме- жено |
Для фланців |
| 16ГС, 17Г1С ГОСТ 19281-89 |
ГОСТ 8479-70 група IV-КП. 245 |
від мінус 40 до 475 |
Для фланців, трубних решіток та інших деталей |
|
| 09Г2С ГОСТ 19281-89 |
від мінус 70* до 475 |
|||
| 10Г2 ГОСТ 4543-71 |
ГОСТ 8479-70 група IV-КП. 215 |
|||
| 15ХМ ГОСТ 4543-71 |
ГОСТ 8479-70 група IV-КП. 275 |
від мінус 40 до 560 |
||
| 15Х5М ГОСТ 20072-74 |
ГОСТ 8479-70 група IV-КП. 395 |
від мінус 40 до 600 |
||
| 08Х22Н6Т 08Х21Н6М2Т ГОСТ 5632-72 |
ГОСТ 25054-81 група IV |
від мінус 40 до 300 |
||
| 03Х18Н11 ГОСТ 5632-72 |
від мінус 253 до 450 |
|||
| 03Х17Н14М3 ГОСТ 5632-72 |
ГОСТ 25054-81 група IV |
від мінус 196 до 450 |
Для фланців, трубних решіток та інших деталей |
|
Закінчення таблиці А.5
| Марка сталі, позначення стандарту або технічних умов |
Технічні умови |
Робочі умови |
Застосування |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
|||
| 12Х18Н9Т 12Х18Н10Т 08Х18Н10Т ГОСТ 5632-72 |
ГОСТ 25054-81 група IV |
від мінус 253 до 610 |
не обмежено |
Для фланців, трубних решіток та інших деталей для середовищ, що не викликають міжкристалічну корозію |
| 10Х17Н13М2Т ГОСТ 5632-72 |
ГОСТ 25054–81 група IV |
від 610 до 700 |
8 |
Для фланців, трубних решіток та інших деталей для середовищ, що не викликають міжкристалічну корозію |
| від мінус 253 до 600 |
не обме- жено |
|||
| 10Х17Н13М3Т ГОСТ 5632-72 |
від мінус 196 до 600 |
|||
| 08Х17Н15М3Т ГОСТ 5632-72 |
Для фланців, трубних решіток та інших деталей |
|||
| 06ХН28МДТ ГОСТ 5632-72 |
від мінус 196 до 400 |
5 |
||
| 12ХМ, 15ХМ ТУ 302.02.031-89 |
ТУ 302.02.031-89 |
від мінус 40 до 560 |
не обме- жено |
Для корпусів, днищ, патрубків та інших деталей |
| Примітки: 1 Для сталей марок 10Г2 і 09Г2С при температурі від мінус 70 до мінус 30 °С, а також для сталей марок 16ГС і 17Г1С від мінус 40 до мінус 30 необхідно проводити випробування на ударну в’язкість при робочій температурі, при цьому величина ударної в’язкості повинна бути не менше 30 Дж/см2 . 2 Допускається застосування поковок II групи для пожежобезпечних середовищ при тиску менше 0,07 МПа. 3 Допускається застосовувати сталеві гарячекатані кільця для виготовлення фланців зі сталі 20 за ТУ 14-1-1431-75, 20; 10Г2, 15Х5М і 12Х18Н10Т за ТУ 14-3-375-75. |
||||
Таблиця А.6 – Матеріали для сталевих відливок
| Марка сталі, визначення стандарту або технічних умов |
Технічні умови |
Робочі умови |
Примітка |
|
| температура стінки, С |
тиск середовища, МПа, не більше |
|||
| 20Л, 25Л, 35Л, 45Л ГОСТ 977-88 |
ГОСТ 979-88 група 3 |
від мінус 30 до 450 |
не обме- жено |
Для кришок, стяжних кілець та інших деталей. Для зварних елементів вміст вуглецю має бути не більше 0,25 % |
| 12Х18Н9ТЛ, 10Х18Н9Л, 12Х18Н12М3ТЛ |
від мінус 253 до 600 |
Для кришок та інших деталей |
||
| 40Х24Н12СЛ ГОСТ 977-88 |
від 0 до 1200 |
– |
Для деталей, що піддаються вогневому нагріву |
|
| 35Х23Н7СЛ ГОСТ 977-88 |
від 0 до 1000 |
|||
| 20ХН3Л ТУ 26-02-19-75 |
ТУ 26-02-19-75 |
від мнус70 до 450 |
не обмежено |
Для деталей, що працюють при мінусових температурах |
| 10Х21Н6М2Л ТУ 26-02-19-75 |
ТУ 26-02-19-75 |
від мінус 40 до 300 |
Для кришок та інших деталей |
|
| Примітки: 1 Постачання відливок за ТУ 26-02-19-75 проводиться лише для нафтохімічного машинобудування. 2 При вмісту вуглецю понад 0,25 % зварка має здійснюватися з попереднім підігрівом та наступною термічною обробкою. 3 Допускається застосовувати відливки із вуглецевих сталей марок 20Л і 25Л до температури стінки мінус 40 °С при умові проведення термічної обробки в режимі “нормалізація + відпуск” або “гартування + відпуск”. |
||||
Таблиця А.7 – Рекомендовані неметалеві прокладкові матеріали для фланцевих з’єднань апаратів і трубопроводів
|
|
Допустиме робоче середовище |
Гранично допустимі робочі умови |
|
| тиск, МПа |
температура, С |
||
|
|
Вода |
до 0,6 |
до 100 |
| Аміак рідкий; луги 50 %-ной концентрації (їдкий натрій і калій) |
від мінус 30 до 80 |
||
| Хлор (сухий газ); сірководень; двоокис вуглецю; кислоти будь-якої концентрації: соляна, борна, сірчаста, винна, миш’якова, кислоти обмеженої концентрації: сірчаста 50 %на, фосфорна 85 %-на, фтороводнева 50 %на; ацетон; ненасичені розчини солей: алюмінію азотнокислого, сірчанокислого, хромистокислого, барію сірчанокислого, заліза сірчанокислого (закисного та окисного), калію двохромовокислого, сірчанокислого та сірчанистокислого, бісульфату калію, кальцію сірчанистокислого, хлористого, хлорноватокислого, міді сірчанокислої, хлористої, ціанистої, натрію кислого, сірчанистокислого, ціанистого, нікелю ацетату, срібла азотнокислого; розчини солей будь-якої концентрації: аніліну солянокислого, магнію хлористого і сірчанокислого, натрію азотнокислого, сірчанистого, вуглекислого і хлористого, станію хлористого; розчини хлористого цинку 50 %-ної концентрації |
від мінус 30 до 65 |
||
|
|
Всі агресивні середовища будь-якої концентрації за виключенням елементарного фтору при підвищеній та високій температурах |
до 40* |
від мінус 254 до 250 |
Продовження таблиці А.7
|
|
Допустиме робоче середовище |
Гранично допустимі робочі умови |
|
| тиск, МПа |
температура, С |
||
|
|
Ацетон, бутан (рідкий); діетіленгліколь; метиловий спирт; триетаноламін, чотирьоххлористий вуглець; етіленгліколь |
до 2,0 |
до 400 |
| Вуглеводи рідкі; розчини солей будь-якої концентрації: алюмінію азотнокислого, сірчанокислого, хлористого та хромистокислого, барію сірчанокислого, заліза сірчанокислого (закисного та окисного), калію двохромовокислого, сірчанокислого та сірчанистокислого, бісульфату калію, кальцію кислого сірчанистокислого, хлористого та хлорноватистокислого, магнію сірчанокислого та хлористого, міді сірчанокислої, хлористої та ціаністої, натрію азотнокислого, сірчанистокислого, сірчанистого, вуглекислого, хлористого та ціаністого, нікелю азотнокислого та оцетокислого, станію хлористого, срібла азотнокислого, цинку хлористого; сірка (рідка); сірчанистий ангідрид; триетаноламін; |
до 0,6 |
||
| Агресивні гази (хлор, окисли азоту, кисень, сірчанистий газ); кислоти 98 %-ної концентрації: азотна, борна, сірчаниста, соляна, фосфорна, оцтова, хлороцтова |
до 300 |
||
|
|
Водяна пара, повітря |
до 6,3 |
до 400 |
| Інертні гази (азот, водень та ін.); вуглецевоводневі гази (бутан та ін.); промислові гази (коксовий, конвертований, крекінг–газ); агресивні гази (хлор сухий, окисли азоту, сірчанистий газ, нітрогази; нафтопродукти (бензин, керосин та ін.) |
до 2,5 |
||
| Вода |
до 6,3 |
до 300 |
|
| Аміак рідкий; їдкий натрій 50 %-ний; їдкий калій 50 %-ний |
до 2,5 |
до 150 |
|
| Кислоты: азотна 100 %-на, сірчана 50 %-на, оцтова 97 %-на; нікель азотнокислий 50 %ний; фенол 50 %-н-й, триетаноламін 50 %ний; хладони будь-яких марок (газоподібні) |
до 2,5 |
до 100 |
|
Закінчення таблиці А.7
|
|
Допустиме робоче середовище |
Гранично допустимі робочі умови |
|
| тиск, МПа |
температура, С |
||
|
|
Хладони всех марок будь-якої концентрації |
до 6,3 |
від мінус 100 до 500 |
| Хлор (сухий газ); сірчанистий газ; окисли азоту; промислові гази (коксовий, конвертований, крекінг-газ); кисень; озон; двоокис вуглецю; луги будь-якої концентрації (їдкий натрій, їдкий калій); аміак рідкий |
до 4,0 |
до 300 |
|
| Вода; водяна пара |
до 2,5 |
до 300 |
|
| *Для прокладок, що поміщаються в замкнутий об’єм, наприклад, для ущільнювальних поверхней типу “шип-паз”. Плоскі прокладки із фторопласту на відкритих фланцях можна застосовувати лише при питомому тиску на прокладку не більше 3 МПа і при температурі середовища близько 20 °С. |
|||
Таблиця А.8 – Рекомендовані металеві прокладкові матеріали для фланцевих з’єднань апаратів і трубопроводів
| Матеріал |
Конструкція прокладки |
Гранично допустимі робочі параметри |
|
| розрахунковий тиск, МПа |
розрахункова температура, °C |
||
| Алюміній марок А95, А85, А8, А7, А6, А5, А0, А, за ГОСТ 1106974; мідь марок М1, М2, за ГОСТ 859-78; сталь марок Х18Н9, Х18Н9Т за ГОСТ 5632-72* |
Плоска для ущільнення типу “шиппаз” |
≤ 2,5 |
від мінус 200 до 300 |
| Нікель марок H1, H2 по ГОСТ 492–73* |
≥ 2,5 |
≤ 760 |
|
| Монель-метал НМЖМц28-2,5-1,5 по ГОСТ 492-73* |
Плоска для ущільнення типу “шиппаз” |
≤ 815 |
|
| Сталь 08Х18Н10 за ГОСТ 5632-72* із технічними вимогами за видом випробувань за ГОСТ 7350-77 |
Овального та восьмикутного перерізів |
≥ 6,4 |
від мінус 200 до 550 |
Додаток Б
Механічні властивості матеріалів
Таблиця Б.1 – Допустимі напружини для вуглецевих та низьколегованих сталей
| Розрахункова температура стінки посудини або апарата t ,С |
Допустимі напружини , МПа, для сталей марок |
|||||
| Ст3 |
09Г2С 16ГС |
20 20К |
10 |
10Г2 09Г2 |
17ГС 17Г1С 10Г2С1 |
|
| 20 |
154 |
196 |
147 |
130 |
180 |
183 |
| 100 |
149 |
177 |
142 |
125 |
160 |
160 |
| 150 |
145 |
171 |
139 |
122 |
154 |
154 |
| 200 |
142 |
165 |
136 |
118 |
148 |
148 |
| 250 |
131 |
162 |
132 |
112 |
145 |
145 |
| 300 |
115 |
151 |
119 |
100 |
134 |
134 |
| 350 |
105 |
140 |
106 |
88 |
123 |
123 |
| 375 |
93 |
133 |
98 |
82 |
108 |
116 |
| 400 |
85 |
122 |
92 |
77 |
92 |
105 |
| 410 |
81 |
104 |
86 |
75 |
86 |
104 |
| 420 |
75 |
92 |
80 |
72 |
80 |
92 |
| 430 |
71* |
86 |
75 |
68 |
75 |
86 |
| 440 |
- |
78 |
67 |
60 |
67 |
78 |
| 450 |
- |
71 |
61 |
53 |
61 |
71 |
| 460 |
- |
64 |
55 |
47 |
55 |
64 |
| 470 |
- |
56 |
49 |
42 |
49 |
56 |
| 480 |
- |
53 |
46** |
37 |
46** |
53 |
| *Для розрахункової температури 425 С. **Для розрахункової температури 475 С. Примітка – Для проміжних розрахункових температур стінки допустиму напружину визначають лінійною інтерполяцією з округленням результату до 0,5 МПа в бік меншого значення. |
||||||
Таблиця Б.2 – Допустимі напружини для теплостійких хромистих сталей
| Розрахункова температура стінки посудини або апарата t ,С |
Допустимі напружини , МПа, для сталей марок |
||||
| 12ХМ |
12МХ |
15ХМ |
15Х5М |
15Х5М-У |
|
| 20 |
147 |
147 |
155 |
146 |
240 |
| 100 |
146,5 |
146,5 |
153 |
141 |
235 |
| 150 |
146 |
146 |
152,5 |
138 |
230 |
| 200 |
145 |
145 |
152 |
134 |
225 |
| 250 |
145 |
145 |
152 |
127 |
220 |
| 300 |
141 |
141 |
147 |
120 |
210 |
| 350 |
137 |
137 |
142 |
114 |
200 |
| 375 |
135 |
135 |
140 |
110 |
180 |
| 400 |
132 |
132 |
137 |
105 |
170 |
| 410 |
130 |
130 |
136 |
103 |
160 |
| 420 |
129 |
129 |
135 |
101 |
150 |
| 430 |
127 |
127 |
134 |
99 |
140 |
| 440 |
126 |
126 |
132 |
96 |
135 |
| 450 |
124 |
124 |
131 |
94 |
130 |
| 460 |
122 |
122 |
127 |
91 |
126 |
| 470 |
117 |
117 |
122 |
89 |
122 |
| 480 |
114 |
114 |
117 |
86 |
118 |
| 490 |
105 |
105 |
107 |
83 |
114 |
| 500 |
96 |
96 |
99 |
79 |
108 |
| 510 |
82 |
82 |
84 |
72 |
97 |
| 520 |
69 |
69 |
74 |
66 |
85 |
| 530 |
60 |
57 |
67 |
60 |
72 |
| 540 |
50 |
47 |
57 |
54 |
58 |
| 550 |
41 |
- |
49 |
47 |
52 |
| 560 |
33 |
- |
41 |
40 |
45 |
| 570 |
- |
- |
- |
35 |
40 |
| 580 |
- |
- |
- |
30 |
34 |
| 590 |
- |
- |
- |
28 |
30 |
| 600 |
- |
- |
- |
25 |
25 |
| Примітки: 1 Для проміжних розрахункових температур стінки допустиму напружину визначають лінійною інтерполяцією з округленням результату до 0,5 МПа в бік меншого значення. 2 При розрахункових температурах нижче 200 С сталі марок 12МХ, 12ХМ і 15ХМ застосовувати не рекомендується. |
|||||
Таблиця Б.3 – Допустимі напружини для жароміцних, жаростійких та корозійностійких сталей
|
|
Допустимі напружини , МПа, для сталей марок |
||||
|
|
|
|
|
|
|
| 20 |
180 |
153 |
160 |
168 |
184 |
| 100 |
173 |
140 |
133 |
156 |
174 |
| 150 |
171 |
130 |
125 |
148 |
168 |
| 200 |
171 |
120 |
120 |
140 |
160 |
| 250 |
167 |
113 |
115 |
132 |
154 |
| 300 |
149 |
103 |
112 |
123 |
148 |
| 350 |
143 |
101 |
108 |
113 |
144 |
| 375 |
141 |
90 |
107 |
108 |
140 |
| 400 |
140 |
87 |
107 |
103 |
137 |
| 410 |
- |
83 |
107 |
102 |
136 |
| 420 |
- |
82 |
107 |
101 |
135 |
| 430 |
- |
81 |
107 |
100,5 |
134 |
| 440 |
- |
81 |
107 |
100 |
133 |
| 450 |
- |
80 |
107 |
99 |
132 |
| 460 |
- |
- |
- |
98 |
131 |
| 470 |
- |
- |
- |
97,5 |
130 |
| 480 |
- |
- |
- |
97 |
129 |
| 490 |
- |
- |
- |
96 |
128 |
| 500 |
- |
- |
- |
95 |
127 |
| 510 |
- |
- |
- |
94 |
126 |
| 520 |
- |
- |
- |
79 |
125 |
| 530 |
- |
- |
- |
79 |
124 |
| 540 |
- |
- |
- |
78 |
111 |
| 550 |
- |
- |
- |
76 |
111 |
| 560 |
- |
- |
- |
73 |
101 |
| 570 |
- |
- |
- |
69 |
97 |
| 580 |
- |
- |
- |
65 |
90 |
| 590 |
- |
- |
- |
61 |
81 |
| 600 |
- |
- |
- |
57 |
74 |
| 610 |
- |
- |
- |
- |
68 |
| 620 |
- |
- |
- |
- |
62 |
Закінчення таблиці Б.3
|
|
Допустимі напружини , МПа, для сталей марок |
||||
|
|
|
|
|
|
|
| 630 |
- |
- |
- |
- |
57 |
| 640 |
- |
- |
- |
- |
52 |
| 650 |
- |
- |
- |
- |
48 |
| 660 |
- |
- |
- |
- |
45 |
| 670 |
- |
- |
- |
- |
42 |
Таблиця Б.4 – Допустимі напружини для жароміцних, жаростійких і корозійностійких сталей аустенітного та аустенітно-феритного класів
|
|
Допустимі напружини , МПа, для сталей марок |
|||||
|
|
|
|
|
|
|
|
| 20 |
230 |
233 |
133 |
233 |
147 |
233 |
| 100 |
206 |
173 |
106,5 |
220 |
138 |
200 |
| 150 |
190 |
153 |
100 |
206,5 |
130 |
193 |
| 200 |
175 |
133 |
90 |
200 |
124 |
188,5 |
| 250 |
160 |
127 |
83 |
186,5 |
117 |
166,5 |
| 300 |
144 |
120 |
76,5 |
180 |
110 |
160 |
| 350 |
- |
113 |
- |
- |
107 |
- |
| 375 |
- |
110 |
- |
- |
105 |
- |
| 400 |
- |
107 |
- |
- |
103 |
- |
| Примітка – Для проміжних розрахункових температур стінки допустиму напружину визначають лінійною інтерполяцією двох найближчих значень, наведених у таблиці, з округленням результату до 0,5 МПа в бік меншого значення. |
||||||
Таблиця Б.5 – Розрахункове значення тимчасового опору для вуглецевих та низьколегованих сталей
| Розрахункова температура стінки посудини або апарата t , С |
Розрахункове значення тимчасового опору R m , МПа, для сталей марок |
|||||
| Ст3 |
09Г2С 16ГС |
20 20К |
10 |
10Г2 09Г2 |
17ГС 17Г1С 10Г2С1 |
|
| 20 |
460 |
470 |
410 |
340 |
440 |
440 |
| 100 |
435 |
425 |
380 |
310 |
385 |
385 |
| 150 |
460 |
430 |
425 |
340 |
430 |
430 |
| 200 |
505 |
439 |
460 |
382 |
439 |
439 |
| 250 |
510 |
444 |
460 |
400 |
444 |
444 |
| 300 |
520 |
445 |
460 |
374 |
445 |
445 |
| 350 |
480 |
441 |
430 |
360 |
441 |
441 |
| 375 |
450 |
425 |
410 |
330 |
425 |
425 |
Таблиця Б.6 – Розрахункове значення границі текучості для вуглецевих та низьколегованих сталей
| Розрахункова температура стінки посудини або апарата t , С |
Розрахункове значення границі текучості R e , МПа, для сталей марок |
|||||
| Ст3 |
09Г2С, 16ГС |
20, 20К |
10 |
10Г2, 09Г2 |
17ГС. 17Г1С, 10Г2С1 |
|
| 20 |
250 |
300 |
220 |
195 |
270 |
280 |
| 100 |
230 |
265,5 |
213 |
188 |
240 |
240 |
| 150 |
224 |
256,5 |
209 |
183 |
231 |
231 |
| 200 |
223 |
247,5 |
204 |
177 |
222 |
222 |
| 250 |
197 |
243 |
198 |
168 |
218 |
218 |
| 300 |
173 |
226,5 |
179 |
150 |
201 |
201 |
| 350 |
167 |
210 |
159 |
132 |
185 |
185 |
| 375 |
164 |
199,5 |
147 |
123 |
162 |
174 |
| 400 |
– |
183 |
– |
– |
– |
158 |
| 410 |
– |
– |
– |
– |
– |
156 |
| 420 |
– |
– |
– |
– |
– |
138 |
Таблиця Б.7 – Розрахункове значення тимчасового опору для теплостійких хромистих сталей
| Розрахункова температура стінки посу- дини або апарата t , С |
Розрахункове значення тимчасового опору R m , МПа, для сталей марок |
||||
| 12ХМ |
12МХ |
15ХМ |
15Х5М |
15Х5М–У |
|
| 20 |
450 |
450 |
450 |
400 |
600 |
| 100 |
440 |
440 |
440 |
380 |
572 |
| 150 |
434 |
434 |
434 |
355 |
555 |
| 200 |
430 |
430 |
430 |
330 |
535 |
| 250 |
440 |
437 |
437 |
320 |
520 |
| 300 |
454 |
445 |
445 |
318 |
503 |
| 350 |
437 |
442 |
442 |
314 |
492 |
| 375 |
427 |
436 |
436 |
312 |
484 |
| 400 |
415 |
426 |
426 |
310 |
472 |
| 410 |
413 |
424 |
424 |
306 |
468 |
| 420 |
410 |
421 |
421 |
300 |
462 |
Таблиця Б.8 – Розрахункове значення умовної границі текучості для теплостійких хромистих сталей
| Розрахункова температура стінки посудини або апарата t , С |
Розрахункове значення умовної границі текучості R p0,2 , МПа, для сталей марок |
||||
| 12ХМ |
12МХ |
15ХМ |
15Х5М |
15Х5М–У |
|
| 20 |
220 |
220 |
233 |
220 |
400 |
| 100 |
219 |
219 |
230 |
210 |
352,5 |
| 150 |
218 |
218 |
229 |
207 |
345 |
| 200 |
217,5 |
217,5 |
228 |
201 |
337,5 |
| 250 |
217,5 |
217,5 |
228 |
190 |
330 |
| 300 |
212 |
212 |
220 |
180 |
315 |
| 350 |
206 |
206 |
213 |
171 |
300 |
| 375 |
202 |
202 |
210 |
164 |
270 |
| 400 |
198 |
198 |
205 |
158 |
255 |
| 410 |
195 |
195 |
204 |
155 |
240 |
| 420 |
194 |
194 |
202 |
152 |
225 |
Таблиця Б.9 – Розрахункове значення тимчасового опору для жароміцних, жаростійких та корозійностійких сталей аустенітного та аустенітноферитного класів
|
|
Розрахункове значення тимчасового опору R m , МПа, для сталей марок |
|||||
|
|
|
|
|
|
|
|
| 20 |
600 |
670 |
550 |
700 |
550 |
600 |
| 100 |
535 |
550 |
500 |
640 |
527,5 |
583 |
| 150 |
495 |
520 |
480 |
610 |
512,5 |
550 |
| 200 |
455 |
490 |
468 |
580 |
500 |
515 |
| 250 |
415 |
485 |
450 |
570 |
490 |
503 |
| 300 |
375 |
480 |
440 |
570 |
482,5 |
500 |
| 350 |
- |
465 |
- |
- |
478 |
- |
| 375 |
- |
458 |
- |
- |
474 |
- |
| 400 |
- |
450 |
- |
- |
470 |
- |
Таблиця Б.10 – Розрахункове значення умовної границі текучості для жароміцних, жаростійких і корозійностійких сталей аустенітного та аустенітно-ферітного класів
|
|
Розрахункове значення умовної границі текучості R p0,2 , МПа, для сталей марок |
|||||
|
|
|
|
|
|
|
|
| 20 |
350 |
350 |
200 |
350 |
350 |
220 |
| 100 |
328 |
260 |
160 |
330 |
300 |
207 |
| 150 |
314 |
230 |
150 |
310 |
290 |
195 |
| 200 |
300 |
200 |
135 |
300 |
283 |
186 |
| 250 |
287 |
1190 |
125 |
280 |
250 |
175 |
| 300 |
274 |
180 |
115 |
270 |
240 |
165 |
| 350 |
- |
170 |
- |
- |
- |
160 |
| 375 |
- |
165 |
- |
- |
- |
157,5 |
| 400 |
- |
160 |
- |
- |
- |
155 |
Таблиця Б.11 – Розрахункове значення тимчасового опору для жароміцних, жаростійких та корозійностійких сталей аустенітного класу
|
|
Розрахункове значення умовної границі текучості R m , МПа, для сталей марок |
||||
|
|
|
|
|
|
|
| 20 |
550 |
500 |
520 |
520 |
540 |
| 100 |
540 |
474 |
450 |
480 |
500 |
| 150 |
535 |
453 |
433 |
455 |
475 |
| 200 |
534 |
432 |
415 |
430 |
450 |
| 250 |
520 |
412 |
405 |
424 |
443 |
| 300 |
518 |
392 |
397 |
417 |
440 |
| 350 |
517 |
376 |
394 |
408 |
438 |
| 375 |
516 |
368 |
392 |
405 |
437 |
| 400 |
- |
360 |
390 |
402 |
436 |
| 410 |
- |
358 |
388 |
400 |
434 |
| 420 |
- |
356 |
386 |
398 |
432 |
| 430 |
- |
354 |
384 |
396 |
431 |
| 440 |
- |
352 |
382 |
394 |
430 |
| 450 |
- |
350 |
380 |
392 |
428 |
| 460 |
- |
- |
- |
390 |
426 |
| 470 |
- |
- |
- |
388 |
424 |
| 480 |
- |
- |
- |
386 |
422 |
| 490 |
- |
- |
- |
385 |
421 |
| 500 |
- |
- |
- |
383 |
420 |
| 510 |
- |
- |
- |
381 |
418 |
| 520 |
- |
- |
- |
380 |
416 |
| 550 |
- |
- |
- |
374 |
412 |
Таблиця Б.12 – Розрахункове значення умовної границі текучості для жароміцних, жаростійких та корозійностійких сталей аустенітного класу
|
|
Розрахункове значення умовної границі текучості R p0,2 , МПа, для сталей марок |
||||
|
|
|
|
|
|
|
| 20 |
250 |
200 |
200 |
210* |
240 |
| 100 |
240 |
180 |
160 |
195 |
228 |
| 150 |
235 |
165 |
150 |
180 |
219 |
| 200 |
235 |
150 |
140 |
173 |
210 |
| 250 |
232 |
140 |
135 |
165 |
204 |
| 300 |
205 |
126 |
130 |
150 |
195 |
| 350 |
199 |
115 |
127 |
137 |
190 |
| 375 |
195 |
108 |
125 |
133 |
186 |
| 400 |
191 |
100 |
122,5 |
129 |
181 |
| 410 |
- |
98 |
121,5 |
128 |
180 |
| 420 |
- |
97,5 |
121 |
128 |
180 |
| 430 |
- |
97 |
120,5 |
127 |
179 |
| 440 |
- |
96 |
120 |
126 |
177 |
| 450 |
- |
95 |
120 |
125 |
176 |
| 460 |
- |
- |
- |
125 |
174 |
| 470 |
- |
- |
- |
124 |
173 |
| 480 |
- |
- |
- |
123 |
173 |
| 490 |
- |
- |
- |
122 |
171 |
| 500 |
- |
- |
- |
122 |
170 |
| 510 |
- |
- |
- |
120 |
168 |
| 520 |
- |
- |
- |
119 |
168 |
| 530 |
- |
- |
- |
119 |
167 |
| *Для сталей марок 08Х17Н13М2Т і 08Х17Н15М3Т умовна границя текучості при температурі 20 С дорівнює 200 МПа. |
|||||
Таблиця Б.13 – Розрахункове значення умовної границі текучості для жароміцних, жаростійких та корозійностійких сталей аустенітного класу
|
|
Розрахункове значення умовної границі текучості R p1,0 , МПа, для сталей марок |
||||
|
|
|
|
|
|
|
| 20 |
270 |
230 |
240 |
252 |
276 |
| 100 |
260 |
210 |
200 |
234 |
261 |
| 150 |
257 |
195 |
187,5 |
222 |
252 |
| 200 |
257 |
180 |
180 |
210 |
240 |
| 250 |
250 |
170 |
173 |
198 |
231 |
| 300 |
223 |
155 |
168 |
184,5 |
222 |
| 350 |
215 |
152 |
162 |
169,5 |
216 |
| 375 |
212 |
135 |
160 |
162 |
210 |
| 400 |
210 |
130 |
160 |
154,5 |
205,5 |
| 410 |
- |
125 |
160 |
153 |
204 |
| 420 |
- |
123 |
160 |
151,5 |
202,5 |
| 430 |
- |
122 |
160 |
150,75 |
201 |
| 440 |
- |
121 |
160 |
150 |
199,5 |
| 450 |
- |
120 |
160 |
148,5 |
198 |
| 460 |
- |
- |
- |
147 |
196,5 |
| 470 |
- |
- |
- |
146 |
195 |
| 480 |
- |
- |
- |
145,5 |
193,5 |
| 490 |
- |
- |
- |
144 |
192 |
| 500 |
- |
- |
- |
142,5 |
190,5 |
| 510 |
- |
- |
- |
141 |
189 |
| 520 |
- |
- |
- |
139,5 |
187,5 |
| 530 |
- |
- |
- |
138 |
186 |
Додаток В
Опуклі днища
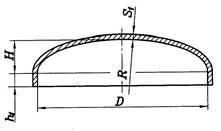
Рисунок В.1 – Днище еліптичне
Таблиця В.1 – Основні параметри еліптичних днищ із внутрішніми базовими розмірами і висотою опуклої частини H 0,25D
Розміри в міліметрах
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 250 |
25 |
62 |
4 |
0,09 |
3,3 |
2,8 |
| 5 |
3,6 |
|||||
| 6 |
4,3 |
|||||
| 8 |
5,9 |
|||||
| 10 |
7,4 |
|||||
| 12 |
9,1 |
|||||
| 14 |
10,8 |
|||||
| 16 |
12,5 |
|||||
| 300 |
75 |
4 |
0,12 |
5,3 |
3,9 |
|
| 5 |
4,9 |
|||||
| 6 |
6,0 |
|||||
| 8 |
8,0 |
|||||
| 10 |
10,2 |
|||||
| 12 |
12,4 |
|||||
| 14 |
14,7 |
|||||
| 16 |
17,0 |
|||||
| 350 |
88 |
4 |
0,16 |
8,0 |
5,2 |
|
| 5 |
6,5 |
|||||
| 6 |
7,8 |
|||||
| 8 |
10,6 |
|||||
| 10 |
13,4 |
|||||
| 12 |
16,2 |
Розміри в міліметрах
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 350 |
25 |
88 |
14 |
0,16 |
8,0 |
19,2 |
| 16 |
22,2 |
|||||
| 400 |
100 |
4 |
0,20 |
11,5 |
6,6 |
|
| 5 |
8,3 |
|||||
| 6 |
10,0 |
|||||
| 8 |
13,4 |
|||||
| 10 |
17,0 |
|||||
| 12 |
20,6 |
|||||
| 14 |
24,3 |
|||||
| 16 |
28,0 |
|||||
| 18 |
31,9 |
|||||
| 20 |
35,8 |
|||||
| 22 |
39,8 |
|||||
| 25 |
45,9 |
|||||
| 40 |
28 |
0,22 |
13,4 |
56,6 |
||
| 30 |
61,3 |
|||||
| (450) |
25 |
112 |
4 |
0,25 |
15,8 |
8,2 |
| 5 |
10,3 |
|||||
| 6 |
12,4 |
|||||
| 8 |
16,6 |
|||||
| 10 |
21,0 |
|||||
| 12 |
25,5 |
|||||
| 14 |
30,0 |
|||||
| 16 |
34,6 |
|||||
| 18 |
39,3 |
|||||
| 20 |
44,1 |
|||||
| 500 |
125 |
4 |
0,31 |
21,2 |
9,9 |
|
| 5 |
12,5 |
|||||
| 6 |
15,0 |
|||||
| 8 |
20,2 |
|||||
| 10 |
25,5 |
|||||
| 12 |
30,8 |
|||||
| 14 |
36,3 |
|||||
| 16 |
41,8 |
|||||
| 18 |
47,4 |
|||||
| 20 |
0,31 |
21,2 |
53,2 |
Продовження таблиці В.1
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 500 |
40 |
125 |
22 |
0,33 |
24,1 |
63,2 |
| 25 |
72,7 |
|||||
| 28 |
82,5 |
|||||
| 30 |
89,1 |
|||||
| 32 |
95,8 |
|||||
| 36 |
109,5 |
|||||
| (550) |
25 |
137 |
4 |
0,37 |
27,6 |
11,8 |
| 5 |
14,9 |
|||||
| 6 |
17,8 |
|||||
| 8 |
24,1 |
|||||
| 10 |
30,3 |
|||||
| 12 |
36,7 |
|||||
| 14 |
43,2 |
|||||
| 16 |
49,7 |
|||||
| 18 |
56,4 |
|||||
| 40 |
20 |
0,40 |
31,2 |
67,3 |
||
| 600 |
25 |
150 |
4 |
0,44 |
35,2 |
13,9 |
| 5 |
17,5 |
|||||
| 6 |
21,1 |
|||||
| 8 |
28,3 |
|||||
| 10 |
35,6 |
|||||
| 12 |
43,1 |
|||||
| 14 |
50,6 |
|||||
| 16 |
58,3 |
|||||
| 40 |
18 |
0,47 |
39,5 |
70,2 |
||
| 20 |
78,5 |
|||||
| 22 |
87,0 |
|||||
| 25 |
99,9 |
|||||
| 28 |
113,1 |
|||||
| 30 |
122,0 |
|||||
| 32 |
131,0 |
|||||
| 36 |
149,4 |
|||||
| 40 |
168,3 |
|||||
| (650) |
25 |
162 |
4 |
0,51 |
44,1 |
16,2 |
| 5 |
20,3 |
|||||
| 6 |
24,5 |
|||||
| 8 |
32,9 |
Розміри в міліметрах
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| (650) |
25 |
162 |
10 |
0,51 |
44,1 |
41,4 |
| 12 |
50,0 |
|||||
| 14 |
58,7 |
|||||
| 40 |
16 |
0,54 |
49,1 |
71,5 |
||
| 18 |
81,0 |
|||||
| 20 |
90,6 |
|||||
| 700 |
25 |
175 |
4 |
0,59 |
54,3 |
18,7 |
| 5 |
23,4 |
|||||
| 6 |
28,2 |
|||||
| 8 |
37,8 |
|||||
| 10 |
47,5 |
|||||
| 12 |
57,4 |
|||||
| 14 |
67,4 |
|||||
| 40 |
16 |
0,62 |
60,1 |
81,8 |
||
| 18 |
92,5 |
|||||
| 20 |
103,5 |
|||||
| 22 |
114,5 |
|||||
| 25 |
131,3 |
|||||
| 28 |
148,4 |
|||||
| 32 |
171,7 |
|||||
| 36 |
195,4 |
|||||
| 60 |
40 |
0,66 |
67,8 |
234,4 |
||
| 800 |
25 |
200 |
4 |
0,76 |
79,3 |
24,0 |
| 5 |
30,1 |
|||||
| 6 |
36,3 |
|||||
| 8 |
48,6 |
|||||
| 10 |
61,1 |
|||||
| 12 |
73,8 |
|||||
| 40 |
14 |
0,79 |
86,8 |
90,8 |
||
| 16 |
104,3 |
|||||
| 18 |
118,0 |
|||||
| 20 |
131,8 |
|||||
| 22 |
145,8 |
|||||
| 25 |
167,0 |
|||||
| 28 |
188,5 |
|||||
| 30 |
203,1 |
|||||
| 32 |
217,8 |
Продовження таблиці В.1
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 800 |
60 |
200 |
34 |
0,84 |
96,9 |
246,6 |
| 36 |
262,5 |
|||||
| 38 |
278,5 |
|||||
| 40 |
294,6 |
|||||
| 45 |
335,7 |
|||||
| 50 |
377,8 |
|||||
| 900 |
25 |
225 |
5 |
0,95 |
110,9 |
37,7 |
| 6 |
45,4 |
|||||
| 8 |
60,8 |
|||||
| 10 |
76,4 |
|||||
| 40 |
12 |
0,99 |
120,4 |
96,2 |
||
| 14 |
112,8 |
|||||
| 16 |
129,6 |
|||||
| 18 |
146,5 |
|||||
| 20 |
163,5 |
|||||
| 22 |
180,8 |
|||||
| 25 |
206,9 |
|||||
| 28 |
233,4 |
|||||
| 60 |
30 |
1,05 |
133,1 |
265,1 |
||
| 32 |
284,1 |
|||||
| 1000 |
25 |
250 |
5 |
1,16 |
149,9 |
46,2 |
| 6 |
55,5 |
|||||
| 8 |
74,4 |
|||||
| 10 |
93,4 |
|||||
| 40 |
12 |
1,21 |
161,7 |
117,1 |
||
| 14 |
137,2 |
|||||
| 16 |
157,5 |
|||||
| 18 |
178,0 |
|||||
| 20 |
198,7 |
|||||
| 22 |
219,5 |
|||||
| 25 |
251,1 |
|||||
| 60 |
28 |
1,27 |
177,4 |
294,2 |
||
| 30 |
319,9 |
|||||
| 32 |
342,6 |
|||||
| 34 |
365,6 |
|||||
| 36 |
388,8 |
|||||
| 38 |
412,1 |
Розміри в міліметрах
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 1000 |
60 |
250 |
40 |
1,27 |
177,4 |
435,6 |
| 45 |
495,2 |
|||||
| 50 |
556,0 |
|||||
| 55 |
618,0 |
|||||
| 80 |
60 |
1,34 |
193,1 |
712,6 |
||
| 65 |
779,8 |
|||||
| 70 |
848,2 |
|||||
| 80 |
988,8 |
|||||
| (1100) |
25 |
275 |
6 |
1,40 |
197,2 |
66,7 |
| 8 |
89,3 |
|||||
| 40 |
10 |
1,45 |
211,4 |
116,2 |
||
| 12 |
140,0 |
|||||
| 14 |
164,0 |
|||||
| 16 |
188,2 |
|||||
| 18 |
212,6 |
|||||
| 20 |
237,2 |
|||||
| 22 |
262,0 |
|||||
| 60 |
25 |
1,52 |
230,4 |
313,4 |
||
| 28 |
353,1 |
|||||
| 30 |
379,8 |
|||||
| 32 |
406,7 |
|||||
| 1200 |
25 |
300 |
6 |
1,65 |
253,4 |
78,9 |
| 8 |
105,6 |
|||||
| 40 |
10 |
1,71 |
270,4 |
137,0 |
||
| 12 |
165,0 |
|||||
| 14 |
193,2 |
|||||
| 16 |
221,7 |
|||||
| 18 |
250,3 |
|||||
| 20 |
279,3 |
|||||
| 60 |
22 |
1,79 |
293,0 |
321,5 |
||
| 25 |
367,3 |
|||||
| 28 |
413,7 |
|||||
| 30 |
444,8 |
|||||
| 32 |
476,2 |
|||||
| 34 |
507,8 |
|||||
| 36 |
539,6 |
|||||
| 38 |
571,6 |
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 1200 |
60 |
300 |
40 |
1,79 |
293,0 |
603,8 |
| 45 |
685,4 |
|||||
| 80 |
50 |
1,86 |
315,6 |
799,2 |
||
| 55 |
886,7 |
|||||
| 60 |
975,7 |
|||||
| 65 |
1066,2 |
|||||
| 70 |
1158,0 |
|||||
| 80 |
1346,2 |
|||||
| 100 |
90 |
1,94 |
338,2 |
1585,3 |
||
| 100 |
1786,3 |
|||||
| (1300) |
25 |
325 |
6 |
1,93 |
319,5 |
92,1 |
| 8 |
123,3 |
|||||
| 40 |
10 |
2,00 |
339,4 |
159,5 |
||
| 12 |
192,0 |
|||||
| 14 |
224,0 |
|||||
| 16 |
257,8 |
|||||
| 18 |
291,1 |
|||||
| 20 |
324,5 |
|||||
| 60 |
22 |
2,08 |
365,9 |
372,6 |
||
| 25 |
425,5 |
|||||
| 28 |
479,0 |
|||||
| 30 |
514,9 |
|||||
| 32 |
551,1 |
|||||
| 1400 |
25 |
350 |
6 |
2,23 |
396,0 |
106,4 |
| 40 |
8 |
2,30 |
419,1 |
146,4 |
||
| 10 |
183,6 |
|||||
| 12 |
221,1 |
|||||
| 14 |
258,8 |
|||||
| 16 |
296,7 |
|||||
| 18 |
334,9 |
|||||
| 60 |
20 |
2,39 |
449,9 |
387,3 |
||
| 22 |
427,4 |
|||||
| 25 |
488,0 |
|||||
| 28 |
549,1 |
|||||
| 30 |
590,2 |
|||||
| 32 |
631,5 |
Розміри в міліметрах
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 1400 |
60 |
350 |
34 |
2,39 |
449,9 |
673,5 |
| 36 |
714,9 |
|||||
| 38 |
757,0 |
|||||
| 40 |
799,3 |
|||||
| 80 |
45 |
2,48 |
480,7 |
938,3 |
||
| 50 |
1050,5 |
|||||
| 55 |
1164,3 |
|||||
| 60 |
1279,8 |
|||||
| 65 |
1396,8 |
|||||
| 70 |
1489,2 |
|||||
| 100 |
80 |
2,56 |
511,4 |
1816,5 |
||
| 90 |
2073,4 |
|||||
| 100 |
2337,3 |
|||||
| (1500) |
25 |
375 |
6 |
2,56 |
484,0 |
121,6 |
| 40 |
8 |
2,63 |
510,4 |
167,1 |
||
| 10 |
209,5 |
|||||
| 12 |
252,2 |
|||||
| 14 |
295,1 |
|||||
| 16 |
338,3 |
|||||
| 60 |
18 |
2,72 |
545,8 |
395,2 |
||
| 20 |
440,5 |
|||||
| 22 |
485,9 |
|||||
| 25 |
554,7 |
|||||
| 28 |
624,0 |
|||||
| 30 |
670,5 |
|||||
| 32 |
717,3 |
|||||
| 34 |
764,4 |
|||||
| 36 |
811,7 |
|||||
| 38 |
859,4 |
|||||
| 80 |
40 |
2,82 |
581,4 |
937,6 |
||
| 45 |
1062,4 |
|||||
| 50 |
1188,9 |
|||||
| 55 |
1317,1 |
|||||
| 60 |
1447,1 |
|||||
| (1550) |
40 |
388 |
8 |
2,80 |
560,7 |
177,4 |
| 10 |
222,3 |
|||||
| 12 |
267,5 |
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 1600 |
25 |
400 |
6 |
2,90 |
584,0 |
137,9 |
| 40 |
8 |
2,98 |
614,1 |
189,1 |
||
| 10 |
237,1 |
|||||
| 12 |
285,3 |
|||||
| 14 |
333,9 |
|||||
| 16 |
382,6 |
|||||
| 60 |
18 |
3,08 |
654,3 |
446,1 |
||
| 20 |
497,0 |
|||||
| 22 |
548,2 |
|||||
| 25 |
625,6 |
|||||
| 28 |
703,6 |
|||||
| 30 |
756,0 |
|||||
| 32 |
808,6 |
|||||
| 34 |
861,5 |
|||||
| 36 |
914,7 |
|||||
| 80 |
38 |
3,18 |
694,5 |
998,9 |
||
| 40 |
1054,3 |
|||||
| 45 |
1194,2 |
|||||
| 50 |
1335,8 |
|||||
| 55 |
1479,3 |
|||||
| 60 |
1624,6 |
|||||
| 100 |
65 |
3,28 |
734,7 |
1825,2 |
||
| 70 |
1978,5 |
|||||
| 80 |
2290,8 |
|||||
| 90 |
2610,7 |
|||||
| 100 |
2938,3 |
|||||
| 120 |
110 |
3,38 |
774,9 |
3346,4 |
||
| (1700) |
40 |
425 |
6 |
3,35 |
731,0 |
159,0 |
| 8 |
212,5 |
|||||
| 10 |
266,4 |
|||||
| 12 |
320,5 |
|||||
| 14 |
375,0 |
|||||
| 60 |
16 |
3,45 |
776,3 |
443,2 |
||
| 18 |
500,0 |
|||||
| 20 |
557,0 |
|||||
| 22 |
610,0 |
|||||
| 28 |
782,5 |
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| (1700) |
60 |
425 |
32 |
3,45 |
776,3 |
897,5 |
| 80 |
36 |
3,56 |
821,7 |
1045,8 |
||
| 40 |
1176,1 |
|||||
| 50 |
1474,7 |
|||||
| (1750) |
40 |
438 |
8 |
3,54 |
794,5 |
221,1 |
| 10 |
280,8 |
|||||
| 12 |
337,7 |
|||||
| 1800 |
40 |
450 |
6 |
3,74 |
861,7 |
177,5 |
| 8 |
237,3 |
|||||
| 10 |
297,4 |
|||||
| 12 |
357,8 |
|||||
| 14 |
418,5 |
|||||
| 60 |
16 |
3,85 |
912,6 |
493,8 |
||
| 18 |
556,9 |
|||||
| 20 |
620,4 |
|||||
| 22 |
684,1 |
|||||
| 25 |
780,3 |
|||||
| 28 |
877,2 |
|||||
| 30 |
942,2 |
|||||
| 32 |
1007,5 |
|||||
| 80 |
34 |
3,96 |
963,4 |
1103,9 |
||
| 36 |
1171,7 |
|||||
| 38 |
1239,8 |
|||||
| 40 |
1308,2 |
|||||
| 45 |
1408,7 |
|||||
| 50 |
1655,2 |
|||||
| 55 |
1831,8 |
|||||
| 100 |
60 |
4,08 |
1014,3 |
2065,4 |
||
| 65 |
2250,8 |
|||||
| 70 |
2438,3 |
|||||
| 80 |
2819,5 |
|||||
| 90 |
3209,2 |
|||||
| 120 |
100 |
4,19 |
1065,2 |
3701,1 |
||
| (1900) |
40 |
475 |
6 |
4,15 |
1007,2 |
197,1 |
| 8 |
263,4 |
|||||
| 10 |
330,1 |
|||||
| 12 |
397,1 |
Розміри в міліметрах
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| (1900) |
60 |
475 |
14 |
4,27 |
1063,8 |
477,6 |
| 26 |
547,1 |
|||||
| 18 |
617,0 |
|||||
| 20 |
687,1 |
|||||
| (1950) |
40 |
488 |
8 |
4,36 |
1076,6 |
276,3 |
| 10 |
346,0 |
|||||
| 12 |
416,0 |
|||||
| 2000 |
40 |
500 |
6 |
4,59 |
1168,1 |
217,7 |
| 8 |
290,9 |
|||||
| 10 |
364,5 |
|||||
| 12 |
438,4 |
|||||
| 14 |
526,5 |
|||||
| 60 |
16 |
4,71 |
1230,9 |
603,1 |
||
| 18 |
680,0 |
|||||
| 20 |
757,3 |
|||||
| 22 |
834,9 |
|||||
| 25 |
952,0 |
|||||
| 28 |
1069,9 |
|||||
| 80 |
30 |
4,84 |
1293,7 |
1178,9 |
||
| 32 |
1260,3 |
|||||
| 34 |
1342,0 |
|||||
| 36 |
1424,1 |
|||||
| 38 |
1506,6 |
|||||
| 40 |
1589,4 |
|||||
| 45 |
1797,9 |
|||||
| 50 |
2008,7 |
|||||
| 100 |
55 |
4,96 |
1356,5 |
2277,5 |
||
| 60 |
2498,0 |
|||||
| 65 |
2720,7 |
|||||
| 70 |
2945,8 |
|||||
| 80 |
3402,8 |
|||||
| 120 |
90 |
5,09 |
1420,0 |
3961,8 |
||
| 100 |
4448,2 |
|||||
| 110 |
4926,1 |
|||||
| 120 |
5426,0 |
|||||
| 2200 |
40 |
550 |
8 |
5,52 |
1539,5 |
350,0 |
| 10 |
438,4 |
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 2200 |
60 |
550 |
12 |
5,66 |
1615,5 |
540,2 |
| 14 |
631,6 |
|||||
| 16 |
723,3 |
|||||
| 18 |
815,4 |
|||||
| 20 |
907,9 |
|||||
| 22 |
1000,8 |
|||||
| 25 |
1140,8 |
|||||
| 80 |
28 |
5,80 |
1691,5 |
1312,4 |
||
| 30 |
1409,0 |
|||||
| 32 |
1506,0 |
|||||
| 34 |
1603,3 |
|||||
| 36 |
1701,1 |
|||||
| 38 |
1799,2 |
|||||
| 40 |
1897,8 |
|||||
| 45 |
2145,8 |
|||||
| 100 |
50 |
5,94 |
1767,5 |
2451,7 |
||
| 55 |
2710,3 |
|||||
| 60 |
2971,3 |
|||||
| 65 |
3198,6 |
|||||
| 70 |
3500,9 |
|||||
| 120 |
80 |
6,08 |
1844,4 |
4130,5 |
||
| 90 |
4691,8 |
|||||
| 100 |
5263,4 |
|||||
| 110 |
5830,5 |
|||||
| 120 |
6414,9 |
|||||
| 2400 |
40 |
600 |
8 |
6,54 |
1982,3 |
414,5 |
| 10 |
519,1 |
|||||
| 60 |
12 |
6,70 |
2072,7 |
638,4 |
||
| 14 |
746,2 |
|||||
| 16 |
854,4 |
|||||
| 18 |
963,1 |
|||||
| 20 |
1072,1 |
|||||
| 22 |
1181,6 |
|||||
| 80 |
25 |
6,85 |
2163,1 |
1376,4 |
||
| 28 |
1545,9 |
|||||
| 30 |
1659,5 |
|||||
| 32 |
1773,4 |
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 2400 |
80 |
600 |
34 |
6,85 |
2163,1 |
1887,8 |
| 36 |
2002,6 |
|||||
| 38 |
2117,8 |
|||||
| 40 |
2233,4 |
|||||
| 100 |
45 |
7,00 |
2253,6 |
2578,5 |
||
| 100 |
550 |
50 |
7,00 |
2253,6 |
2878,2 |
|
| 55 |
3180,6 |
|||||
| 60 |
3485,6 |
|||||
| 65 |
3793,3 |
|||||
| 120 |
70 |
7,15 |
2345,2 |
4189,0 |
||
| 80 |
4830,6 |
|||||
| 90 |
5483,1 |
|||||
| 100 |
6146,8 |
|||||
| 110 |
6810,2 |
|||||
| 120 |
7485,0 |
|||||
| 2500 |
40 |
625 |
8 |
7,09 |
2232,3 |
448,7 |
| 10 |
562,0 |
|||||
| 60 |
12 |
7,25 |
2330,5 |
690,5 |
||
| 14 |
807,1 |
|||||
| 16 |
924,1 |
|||||
| 18 |
1041,5 |
|||||
| 20 |
1159,3 |
|||||
| 22 |
1277,6 |
|||||
| 80 |
25 |
7,40 |
2428,6 |
1479,9 |
||
| 28 |
1669,9 |
|||||
| 30 |
1792,4 |
|||||
| 32 |
1915,3 |
|||||
| 34 |
2038,7 |
|||||
| 36 |
2162,5 |
|||||
| 38 |
2286,7 |
|||||
| 40 |
2411,4 |
|||||
| 100 |
45 |
7,56 |
2526,7 |
2781,5 |
||
| 50 |
3104,2 |
|||||
| 55 |
3429,8 |
|||||
| 60 |
3758,1 |
|||||
| 120 |
65 |
7,72 |
2626,2 |
4171,5 |
||
| 70 |
4511,8 |
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 2500 |
129 |
625 |
80 |
7,72 |
2626,2 |
5201,1 |
| 90 |
5901,8 |
|||||
| 100 |
6614,0 |
|||||
| 2600 |
40 |
650 |
8 |
7,65 |
2502,6 |
484,4 |
| 60 |
10 |
7,82 |
2608,7 |
619,5 |
||
| 60 |
650 |
12 |
7,82 |
2608,7 |
744,7 |
|
| 14 |
870,3 |
|||||
| 16 |
996,4 |
|||||
| 18 |
1123,0 |
|||||
| 20 |
1249,9 |
|||||
| 22 |
1377,3 |
|||||
| 80 |
25 |
7,98 |
2714,9 |
1601,7 |
||
| 28 |
1798,6 |
|||||
| 30 |
1930,4 |
|||||
| 32 |
2062,7 |
|||||
| 34 |
2195,4 |
|||||
| 36 |
2328,5 |
|||||
| 38 |
2446,5 |
|||||
| 100 |
40 |
8,14 |
2821,0 |
2648,3 |
||
| 45 |
2992,1 |
|||||
| 50 |
3338,8 |
|||||
| 55 |
3688,3 |
|||||
| 60 |
4040,7 |
|||||
| 120 |
65 |
8,31 |
2928,6 |
4481,5 |
||
| 70 |
4846,4 |
|||||
| 80 |
5585,2 |
|||||
| 90 |
6335,7 |
|||||
| 100 |
7098,2 |
|||||
| 2800 |
40 |
700 |
8 |
8,85 |
3106,7 |
559,8 |
| 60 |
10 |
9,03 |
3229,8 |
714,8 |
||
| 12 |
859,1 |
|||||
| 14 |
1004,0 |
|||||
| 16 |
1149,3 |
|||||
| 18 |
1295,1 |
|||||
| 80 |
20 |
9,20 |
3352,9 |
1441,4 |
||
| 22 |
1618,8 |
|||||
| 25 |
1844,0 |
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 2800 |
80 |
700 |
28 |
9,20 |
3352,9 |
2060,4 |
| 30 |
2221,7 |
|||||
| 32 |
2373,7 |
|||||
| 34 |
2526,1 |
|||||
| 36 |
2679,1 |
|||||
| 100 |
38 |
9,38 |
3476,0 |
2885,7 |
||
| 40 |
3042,4 |
|||||
| 45 |
3436,4 |
|||||
| 50 |
3833,4 |
|||||
| 55 |
4233,5 |
|||||
| 60 |
4721,4 |
|||||
| 120 |
65 |
9,55 |
3600,9 |
5134,9 |
||
| 70 |
5551,3 |
|||||
| 80 |
6394,3 |
|||||
| 90 |
7249,6 |
|||||
| 100 |
8117,7 |
|||||
| 3000 |
40 |
750 |
8 |
10,13 |
3801,0 |
640,6 |
| 60 |
10 |
10,32 |
3942,3 |
816,9 |
||
| 12 |
981,8 |
|||||
| 14 |
1147,2 |
|||||
| 16 |
1313,1 |
|||||
| 18 |
1479,5 |
|||||
| 80 |
20 |
10,51 |
4083,6 |
1676,2 |
||
| 22 |
1846,7 |
|||||
| 25 |
2103,3 |
|||||
| 28 |
2361,0 |
|||||
| 30 |
2533,5 |
|||||
| 32 |
2706,5 |
|||||
| 34 |
2880,0 |
|||||
| 100 |
36 |
10,70 |
4224,9 |
3108,0 |
||
| 38 |
3285,6 |
|||||
| 40 |
3463,7 |
|||||
| 45 |
3911,2 |
|||||
| 50 |
4362,1 |
|||||
| 120 |
55 |
10,89 |
4368,1 |
4899,1 |
||
| 60 |
5364,1 |
|||||
| 65 |
5832,5 |
Розміри в міліметрах
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 3000 |
120 |
750 |
70 |
10,89 |
4368,1 |
6304,3 |
| 80 |
7257,8 |
|||||
| 90 |
8224,8 |
|||||
| 100 |
9205,4 |
|||||
| 3200 |
60 |
800 |
10 |
11,70 |
4752,3 |
925,8 |
| 12 |
1112,6 |
|||||
| 14 |
1299,9 |
|||||
| 16 |
1487,8 |
|||||
| 18 |
1676,2 |
|||||
| 80 |
20 |
11,90 |
4913,1 |
1896,9 |
||
| 22 |
2089,6 |
|||||
| 25 |
2379,6 |
|||||
| 28 |
2670,9 |
|||||
| 30 |
2865,7 |
|||||
| 32 |
3061,2 |
|||||
| 100 |
34 |
12,10 |
5073,8 |
3311,4 |
||
| 36 |
3511,1 |
|||||
| 38 |
3711,4 |
|||||
| 40 |
3912,2 |
|||||
| 45 |
4416,8 |
|||||
| 50 |
4924,8 |
|||||
| 120 |
55 |
12,30 |
5237,3 |
5524,6 |
||
| 60 |
6047,8 |
|||||
| 65 |
6574,5 |
|||||
| 70 |
7104,7 |
|||||
| 80 |
8175,9 |
|||||
| 90 |
9261,3 |
|||||
| 100 |
10361,1 |
|||||
| 3400 |
60 |
850 |
12 |
13,17 |
5666,2 |
1251,6 |
| 14 |
1462,2 |
|||||
| 16 |
1673,4 |
|||||
| 80 |
18 |
13,38 |
5847,7 |
1915,5 |
||
| 20 |
2131,2 |
|||||
| 22 |
2347,5 |
|||||
| 25 |
2673,0 |
|||||
| 28 |
2999,8 |
|||||
| 30 |
3218,4 |
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 3400 |
100 |
850 |
32 |
13,60 |
6029,2 |
3491,4 |
| 34 |
3714,9 |
|||||
| 36 |
3938,7 |
|||||
| 38 |
4163,1 |
|||||
| 40 |
13,60 |
6029,2 |
4388,0 |
|||
| 45 |
4952,9 |
|||||
| 120 |
50 |
13,81 |
6213,8 |
5606,6 |
||
| 55 |
6187,6 |
|||||
| 60 |
6772,3 |
|||||
| 65 |
7360,7 |
|||||
| 70 |
7952,9 |
|||||
| 80 |
9148,5 |
|||||
| 90 |
10359,1 |
|||||
| 100 |
11586,0 |
|||||
| 110 |
12804,9 |
|||||
| 120 |
14057,8 |
|||||
| 3600 |
60 |
900 |
12 |
14,73 |
6690,2 |
1398,8 |
| 14 |
1634,0 |
|||||
| 16 |
1869,9 |
|||||
| 80 |
18 |
14,95 |
6893,6 |
2138,4 |
||
| 20 |
2379,1 |
|||||
| 22 |
2620,3 |
|||||
| 25 |
2983,4 |
|||||
| 28 |
3347,8 |
|||||
| 100 |
30 |
15,18 |
7097,1 |
3645,2 |
||
| 32 |
3893,1 |
|||||
| 34 |
4141,7 |
|||||
| 36 |
4390,8 |
|||||
| 38 |
4640,6 |
|||||
| 40 |
4891,0 |
|||||
| 120 |
45 |
15,40 |
7304,3 |
5600,7 |
||
| 50 |
6242,4 |
|||||
| 55 |
6888,1 |
|||||
| 60 |
7537,6 |
|||||
| 65 |
8191,2 |
|||||
| 70 |
8848,6 |
|||||
| 80 |
10175,5 |
Розміри в міліметрах
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 3600 |
120 |
900 |
90 |
15,40 |
7304,3 |
11518,2 |
| 100 |
12877,0 |
|||||
| 110 |
14237,0 |
|||||
| 120 |
15611,5 |
|||||
| 3800 |
60 |
950 |
14 |
16,37 |
7830,5 |
1815,4 |
| 80 |
16 |
16,61 |
8057,2 |
2107,4 |
||
| 18 |
2373,7 |
|||||
| 20 |
2640,6 |
|||||
| 22 |
2908,2 |
|||||
| 25 |
3310,8 |
|||||
| 100 |
28 |
16,84 |
8283,9 |
3767,7 |
||
| 30 |
4041,7 |
|||||
| 32 |
4316,3 |
|||||
| 34 |
4591,6 |
|||||
| 36 |
4867,5 |
|||||
| 38 |
5144,1 |
|||||
| 40 |
5421,3 |
|||||
| 120 |
45 |
17,08 |
8514,9 |
6202,6 |
||
| 50 |
6912,2 |
|||||
| 55 |
7626,0 |
|||||
| 60 |
8343,9 |
|||||
| 65 |
9065,9 |
|||||
| 70 |
9792,1 |
|||||
| 80 |
11257,0 |
|||||
| 90 |
12738,6 |
|||||
| 100 |
14237,0 |
|||||
| 4000 |
80 |
1000 |
16 |
18,35 |
9344,6 |
2327,2 |
| 18 |
2621,7 |
|||||
| 20 |
2915,8 |
|||||
| 22 |
3211,0 |
|||||
| 25 |
3655,2 |
|||||
| 100 |
28 |
18,60 |
9595,8 |
4156,6 |
||
| 30 |
4458,6 |
|||||
| 32 |
4761,3 |
|||||
| 34 |
5064,6 |
|||||
| 36 |
5368,7 |
|||||
| 38 |
5673,4 |
Закінчення таблиці В.1
| D |
h 1 |
H |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 4000 |
100 |
1000 |
40 |
18,6 |
9595,8 |
5978,2 |
| 120 |
45 |
18,85 |
9852,0 |
6835,2 |
||
| 50 |
7616,1 |
|||||
| 55 |
8401,4 |
|||||
| 60 |
9190,9 |
|||||
| 65 |
9984,9 |
|||||
| 70 |
10783,3 |
|||||
| 80 |
12393,0 |
|||||
| 90 |
14020,3 |
|||||
| 4500 |
80 |
1125 |
16 |
23,08 |
13152,9 |
2924,5 |
| 18 |
3293,5 |
|||||
| 20 |
3663,2 |
|||||
| 22 |
4033,7 |
|||||
| 100 |
25 |
23,36 |
13471,0 |
4646,7 |
||
| 28 |
5212,2 |
|||||
| 30 |
5590,3 |
|||||
| 32 |
5669,0 |
|||||
| 34 |
6348,6 |
|||||
| 36 |
6728,9 |
|||||
| Примітки: 1 Днища з діаметрами, взятий в дужки, допускається застосовувати для котлів і сорочок посудин та апаратів. 2 Днища із двошарової сталі допускається виготовляти з товщиною стін- ки 24 і 26 мм замість 25 мм. |
||||||
Приклад умовного позначення днища з внутрішнім діаметром
D 2000мм , товщиною стінки S 10 мм і висотою еліптичної частини
H 700мм
Днище 2000-10-500 ГОСТ 6533-78
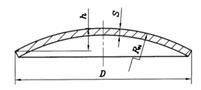
Рисунок В.2 – Днище сферичне невідбортоване
![]() Таблиця В.2 – Днища сферичні невідбортовані при R
D
Таблиця В.2 – Днища сферичні невідбортовані при R
D
| D , мм |
H , мм |
Зовнішня поверхня F, м2 |
Маса Q, , кг і об’єм V , л при товщині стінки S |
|||||||||
| 4 |
6 |
8 |
10 |
12 |
||||||||
| Q |
V |
Q |
V |
Q |
V |
Q |
V |
Q |
V |
|||
| 400 |
53,6 |
0,134 |
4,28 |
3,34 |
6,38 |
3,30 |
8,47 |
3,24 |
||||
| 450 |
60,3 |
0,170 |
5,42 |
4,78 |
8,09 |
4,72 |
10,70 |
4,65 |
13,40 |
4,59 |
||
| 500 |
67,0 |
0,210 |
6,70 |
6,58 |
10,00 |
6,49 |
13,30 |
6,42 |
16,50 |
6,34 |
||
| 600 |
80,4 |
0,303 |
9,66 |
11,40 |
14,40 |
11,30 |
19,20 |
11,20 |
23,90 |
11,10 |
||
| 700 |
93,8 |
0,412 |
13,20 |
18,10 |
19,70 |
18,00 |
26,20 |
17,90 |
32,60 |
17,70 |
39,0 |
17,5 |
| 800 |
107,0 |
0,539 |
17,20 |
27,20 |
25,70 |
27,00 |
34,20 |
26,70 |
42,70 |
26,60 |
51,1 |
26,4 |
| 900 |
121,0 |
0,682 |
- |
-- |
32,60 |
38,50 |
43,40 |
38,30 |
54,10 |
38,00 |
64,7 |
37,0 |
| 1000 |
134,0 |
0,842 |
- |
- |
40,30 |
52,00 |
53,60 |
52,60 |
66,80 |
52,30 |
80,0 |
52,0 |
| 1100 |
147,0 |
1,020 |
- |
- |
48,70 |
70,50 |
64,90 |
70,10 |
80,90 |
69,70 |
96,9 |
69,4 |
| 1200 |
161,0 |
1,210 |
- |
- |
58,00 |
92,70 |
77,20 |
91,20 |
96,40 |
90,80 |
116,0 |
90,3 |
| 1400 |
188,0 |
1,650 |
- |
- |
79,00 |
146,00 |
105,00 |
145,00 |
131,00 |
145,00 |
157,0 |
144,0 |
| 1600 |
214,0 |
2,150 |
- |
- |
103,00 |
218,00 |
138,00 |
217,00 |
172,00 |
217,00 |
206,0 |
216,0 |
| 1800 |
241,0 |
2,730 |
- |
- |
131,00 |
311,00 |
174,00 |
310,00 |
218,00 |
309,00 |
261,0 |
308,0 |
| 2000 |
268,0 |
3,370 |
- |
- |
162,00 |
427,00 |
215,00 |
426,00 |
269,00 |
424,00 |
322,0 |
423,0 |
| 2200 |
295,0 |
4,070 |
- |
- |
- |
- |
260,00 |
567,00 |
325,00 |
566,00 |
390,0 |
564,0 |
| 2400 |
322,0 |
4,850 |
- |
- |
- |
- |
310,00 |
738,00 |
387,00 |
736,00 |
464,0 |
734,0 |
| 2600 |
348,0 |
5,690 |
- |
- |
- |
- |
364,00 |
937,00 |
455,00 |
936,00 |
545,0 |
934,0 |
| 2800 |
375,0 |
6,600 |
- |
- |
- |
- |
422,00 |
1172,00 |
527,00 |
1170,00 |
632,0 |
1167,0 |
| Примітка – Маса днищ розрахована при щільності сталі =7850 кг/м3 |
||||||||||||
Приклад умовного позначення днища діаметром 400 мм і товщиною стінки 8 мм зі сталі марки 09Г2С Днище 400-8-09Г2С ОСТ 26-01297-75 .
Додаток Г
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 400 |
367 |
80 |
30 |
3 |
0,32 |
0,020 |
7,8 |
| 4 |
10,4 |
||||||
| 6 |
15,8 |
||||||
| 8 |
21,4 |
||||||
| 10 |
27,0 |
||||||
| (450) |
411 |
3 |
0,40 |
0,028 |
9,5 |
||
| 4 |
12,7 |
||||||
| 6 |
19,3 |
||||||
| 8 |
26,0 |
||||||
| 10 |
32,8 |
||||||
| 500 |
452 |
3 |
0,48 |
0,038 |
11,4 |
||
| 4 |
15,2 |
||||||
| 6 |
23,1 |
||||||
| 8 |
31,1 |
||||||
| 40 |
10 |
0,49 |
0,040 |
40,6 |
Конічні днища
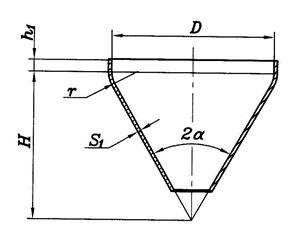
Рисунок Г.1 – Днище конічне відбортоване
Таблиця Г.1 – Основні розміри і параметри конічних відбортованих днищ із внутрішніми базовими розмірами та кутом при вершині 60°
Розміри в міліметрах
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| (550) |
497 |
80 |
30 |
4 |
0,56 |
0,049 |
18,0 |
| 6 |
27,7 |
||||||
| 8 |
36,6 |
||||||
| 40 |
10 |
0,58 |
0,052 |
47,7 |
|||
| 600 |
541 |
30 |
4 |
0,66 |
0,063 |
21,0 |
|
| 6 |
31,7 |
||||||
| 8 |
42,6 |
||||||
| 40 |
10 |
0,68 |
0,066 |
55,3 |
|||
| 12 |
66,9 |
||||||
| (650) |
584 |
30 |
4 |
0,76 |
0,079 |
24,2 |
|
| 6 |
36,5 |
||||||
| 8 |
49,0 |
||||||
| 40 |
10 |
0,78 |
0,082 |
63,5 |
|||
| 12 |
76,8 |
||||||
| 700 |
627 |
30 |
4 |
0,87 |
0,097 |
27,6 |
|
| 6 |
41,7 |
||||||
| 40 |
8 |
0,89 |
0,101 |
57,5 |
|||
| 10 |
72,3 |
||||||
| 50 |
12 |
0,92 |
0,105 |
89,6 |
|||
| 800 |
735 |
160 |
30 |
4 |
1,22 |
0,152 |
38,7 |
| 6 |
58,4 |
||||||
| 40 |
8 |
1,25 |
0,157 |
80,1 |
|||
| 10 |
100,7 |
||||||
| 50 |
12 |
1,28 |
0,162 |
124,2 |
|||
| 14 |
145,7 |
||||||
| 900 |
821 |
30 |
4 |
1,50 |
0,211 |
47,6 |
|
| 6 |
71,7 |
||||||
| 40 |
8 |
1,53 |
0,217 |
98,1 |
|||
| 50 |
10 |
1,56 |
0,224 |
125,7 |
|||
| 12 |
151,6 |
||||||
| 60 |
14 |
1,59 |
0,230 |
181,2 |
|||
| 1000 |
908 |
30 |
4 |
1,81 |
0,283 |
57,3 |
|
| 40 |
6 |
1,84 |
0,291 |
88,0 |
|||
| 8 |
117,9 |
||||||
| 50 |
10 |
1,88 |
0,299 |
150,7 |
|||
| 12 |
181,7 |
||||||
| 60 |
14 |
1,91 |
0,307 |
216,7 |
Продовження таблиці Г.1
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 1000 |
908 |
160 |
60 |
16 |
1,91 |
0,307 |
248,3 |
| (1100) |
997 |
40 |
6 |
2,19 |
0,380 |
104,2 |
|
| 8 |
139,5 |
||||||
| 50 |
10 |
2,22 |
0,389 |
178,0 |
|||
| 60 |
12 |
2,26 |
0,399 |
218,0 |
|||
| 14 |
225,5 |
||||||
| 70 |
16 |
2,30 |
0,408 |
298,0 |
|||
| 1200 |
1080 |
40 |
6 |
2,55 |
0,485 |
121,7 |
|
| 50 |
8 |
2,60 |
0,496 |
165,5 |
|||
| 10 |
207,6 |
||||||
| 60 |
12 |
2,64 |
0,508 |
253,9 |
|||
| 14 |
297,4 |
||||||
| 70 |
16 |
2,68 |
0,519 |
346,3 |
|||
| 18 |
391,0 |
||||||
| (1300) |
1168 |
40 |
6 |
2,95 |
0,608 |
140,6 |
|
| 50 |
8 |
3,00 |
0,621 |
190,9 |
|||
| 10 |
239,4 |
||||||
| 60 |
12 |
3,04 |
0,634 |
292,5 |
|||
| 70 |
14 |
3,08 |
0,647 |
347,3 |
|||
| 16 |
398,3 |
||||||
| 80 |
18 |
3,13 |
0,661 |
456,0 |
|||
| 20 |
508,3 |
||||||
| 1400 |
1254 |
50 |
6 |
3,43 |
0,765 |
163,1 |
|
| 8 |
218,1 |
||||||
| 60 |
10 |
3,47 |
0,780 |
277,2 |
|||
| 12 |
333,8 |
||||||
| 70 |
14 |
3,52 |
0,795 |
395,9 |
|||
| 16 |
453,9 |
||||||
| 80 |
18 |
3,57 |
0,811 |
519,0 |
|||
| 20 |
578,6 |
||||||
| (1500) |
1340 |
50 |
6 |
3,89 |
0,929 |
184,8 |
|
| 8 |
247,2 |
||||||
| 60 |
10 |
3,94 |
0,946 |
313,9 |
|||
| 12 |
377,8 |
||||||
| 70 |
14 |
3,99 |
0,964 |
447,6 |
|||
| 80 |
16 |
4,04 |
0,982 |
519,5 |
|||
| 18 |
586,2 |
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| (1500) |
1340 |
160 |
100 |
20 |
4,14 |
1,017 |
669,5 |
| 22 |
738,6 |
||||||
| 1600 |
1439 |
200 |
50 |
6 |
4,49 |
1,136 |
213,2 |
| 8 |
285,1 |
||||||
| 60 |
10 |
4,54 |
1,156 |
361,6 |
|||
| 70 |
12 |
4,59 |
1,177 |
440,2 |
|||
| 14 |
515,0 |
||||||
| 80 |
16 |
4,65 |
1,197 |
597,1 |
|||
| 18 |
673,6 |
||||||
| 100 |
20 |
4,76 |
1,237 |
767,9 |
|||
| 22 |
847,0 |
||||||
| 25 |
966,5 |
||||||
| (1700) |
1525 |
50 |
6 |
5,01 |
1,348 |
238,0 |
|
| 8 |
318,1 |
||||||
| 60 |
10 |
5,07 |
1,371 |
403,2 |
|||
| 70 |
12 |
5,12 |
1,394 |
490,5 |
|||
| 14 |
573,8 |
||||||
| 80 |
16 |
5,18 |
1,416 |
664,8 |
|||
| 100 |
18 |
5,29 |
1,462 |
766,3 |
|||
| 1800 |
1612 |
50 |
6 |
5,56 |
1,585 |
264,1 |
|
| 60 |
8 |
5,62 |
1,611 |
356,8 |
|||
| 10 |
447,1 |
||||||
| 70 |
12 |
5,68 |
1,636 |
543,6 |
|||
| 80 |
14 |
5,74 |
1,662 |
642,5 |
|||
| 16 |
736,1 |
||||||
| 100 |
18 |
5,86 |
1,712 |
847,5 |
|||
| 20 |
944,0 |
||||||
| 22 |
1041,0 |
||||||
| 25 |
1187,3 |
||||||
| (1900) |
1698 |
50 |
6 |
6,15 |
1,850 |
291,6 |
|
| 60 |
8 |
6,20 |
1,880 |
393,7 |
|||
| 10 |
493,3 |
||||||
| 70 |
12 |
6,27 |
1,910 |
599,4 |
|||
| 80 |
14 |
6,33 |
1,930 |
708,0 |
|||
| 16 |
811,0 |
||||||
| 100 |
18 |
6,46 |
1,990 |
932,7 |
|||
| 2000 |
1785 |
50 |
6 |
6,76 |
2,139 |
320,5 |
Продовження таблиці Г.1
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 2000 |
1785 |
200 |
60 |
8 |
6,82 |
2,170 |
432,4 |
| 70 |
10 |
6,89 |
2,201 |
547,0 |
|||
| 12 |
657,9 |
||||||
| 80 |
14 |
6,95 |
2,233 |
776,6 |
|||
| 100 |
16 |
7,09 |
2,296 |
906,5 |
|||
| 18 |
1022,0 |
||||||
| 20 |
1138,2 |
||||||
| 22 |
1254,9 |
||||||
| 120 |
25 |
7,22 |
2,358 |
1457,6 |
|||
| 28 |
1638,0 |
||||||
| 30 |
1759,0 |
||||||
| 2200 |
1958 |
60 |
8 |
8,14 |
2,845 |
515,3 |
|
| 70 |
10 |
8,20 |
2,883 |
651,2 |
|||
| 80 |
12 |
8,28 |
2,921 |
789,9 |
|||
| 14 |
923,5 |
||||||
| 100 |
16 |
8,42 |
2,997 |
1076,0 |
|||
| 18 |
1213,0 |
||||||
| 20 |
1350,7 |
||||||
| 22 |
1488,8 |
||||||
| 120 |
25 |
8,57 |
3,073 |
1726,2 |
|||
| 28 |
1939,3 |
||||||
| 30 |
2082,2 |
||||||
| 2400 |
2130 |
60 |
8 |
9,56 |
3,647 |
605,5 |
|
| 70 |
10 |
9,64 |
3,693 |
764,5 |
|||
| 80 |
12 |
9,72 |
3,738 |
926,6 |
|||
| 100 |
14 |
9,88 |
3,828 |
1100,5 |
|||
| 16 |
1260,1 |
||||||
| 18 |
1420,4 |
||||||
| 120 |
20 |
10,04 |
3,919 |
1606,3 |
|||
| 22 |
1770,3 |
||||||
| 25 |
2017,5 |
||||||
| 28 |
2266,1 |
||||||
| 2500 |
2218 |
60 |
8 |
10,32 |
4,100 |
653,3 |
|
| 70 |
10 |
10,40 |
4,149 |
824,6 |
|||
| 80 |
12 |
10,48 |
4,198 |
999,0 |
|||
| 100 |
14 |
10,65 |
4,296 |
1185,7 |
|||
| 16 |
1357,6 |
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 2500 |
2218 |
200 |
100 |
18 |
10,65 |
4,296 |
1530,2 |
| 120 |
20 |
10,81 |
4,394 |
1729,4 |
|||
| 22 |
1905,8 |
||||||
| 25 |
2171,7 |
||||||
| 2600 |
2303 |
70 |
8 |
11,20 |
4,640 |
708,2 |
|
| 80 |
10 |
11,28 |
4,693 |
893,5 |
|||
| 12 |
1074,1 |
||||||
| 100 |
14 |
11,45 |
4,800 |
1274,1 |
|||
| 16 |
1458,3 |
||||||
| 18 |
1644,0 |
||||||
| 120 |
20 |
11,62 |
4,906 |
1857,0 |
|||
| 22 |
2046,3 |
||||||
| 2800 |
2478 |
70 |
8 |
12,86 |
5,737 |
813,3 |
|
| 80 |
10 |
12,95 |
5,799 |
1025,4 |
|||
| 100 |
12 |
13,13 |
5,922 |
1249,7 |
|||
| 14 |
1460,5 |
||||||
| 16 |
1671,9 |
||||||
| 120 |
18 |
13,31 |
6,045 |
1910,0 |
|||
| 20 |
2125,8 |
||||||
| 22 |
2342,3 |
||||||
| 3000 |
2650 |
80 |
10 |
14,74 |
7,065 |
1166,5 |
|
| 100 |
12 |
14,93 |
7,026 |
1420,2 |
|||
| 14 |
1659,6 |
||||||
| 16 |
1899,6 |
||||||
| 120 |
18 |
15,13 |
7,348 |
2168,1 |
|||
| 3200 |
2837 |
250 |
80 |
10 |
16,92 |
8,611 |
1337,8 |
| 100 |
12 |
17,12 |
8,771 |
1627,3 |
|||
| 14 |
1901,3 |
||||||
| 16 |
2176,1 |
||||||
| 120 |
18 |
17,33 |
8,932 |
2481,3 |
|||
| 3400 |
3010 |
100 |
10 |
19,17 |
10,426 |
1515,4 |
|
| 12 |
1821,0 |
||||||
| 14 |
2127,5 |
||||||
| 120 |
16 |
19,39 |
10,608 |
2462,6 |
|||
| 18 |
2774,3 |
||||||
| 3600 |
3185 |
100 |
12 |
21,33 |
12,277 |
2025,7 |
|
| 14 |
2366,5 |
Закінчення таблиці Г.1
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 3600 |
3185 |
250 |
120 |
16 |
21,57 |
12,480 |
2737,4 |
| 18 |
3083,7 |
||||||
| 3800 |
3357 |
100 |
12 |
23,61 |
14,334 |
2241,3 |
|
| 120 |
14 |
23,86 |
14,560 |
2645,1 |
|||
| 120 |
16 |
14,560 |
3026,7 |
||||
| 18 |
3409,3 |
||||||
| 4000 |
3535 |
100 |
12 |
26,01 |
16,608 |
2467,8 |
|
| 120 |
14 |
26,26 |
16,859 |
2910,8 |
|||
| 16 |
3330,6 |
||||||
| Примітка – Діаметри днищ, взяті в дужки, передбачені для обігрівальних або охолоджувальних сорочок посудин та апаратів. |
|||||||
Таблиця Г.2 – Основні розміри і параметри конічних відбортованих днищ із внутрішніми базовими розмірами та кутом при вершині 90º
Розміри в міліметрах
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 400 |
232 |
80 |
30 |
3 |
0,27 |
0,016 |
6,5 |
| 4 |
8,7 |
||||||
| 6 |
13,3 |
||||||
| 8 |
17,9 |
||||||
| 10 |
22,6 |
||||||
| (450) |
257 |
3 |
0,32 |
0,021 |
7,8 |
||
| 4 |
10,4 |
||||||
| 6 |
15,8 |
||||||
| 8 |
21,3 |
||||||
| 10 |
26,9 |
||||||
| 500 |
282 |
3 |
0,38 |
0,028 |
9,1 |
||
| 4 |
12,2 |
||||||
| 6 |
18,5 |
||||||
| 8 |
24,9 |
||||||
| 40 |
10 |
0,40 |
0,030 |
33,0 |
|||
| (550) |
307 |
30 |
4 |
0,44 |
0,036 |
14,2 |
|
| 6 |
21,5 |
||||||
| 8 |
28,9 |
Продовження таблиці Г.2
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| (550) |
307 |
80 |
40 |
10 |
0,46 |
0,039 |
38,1 |
| 600 |
332 |
30 |
4 |
0,51 |
0,046 |
16,3 |
|
| 6 |
24,6 |
||||||
| 8 |
33,1 |
||||||
| 40 |
10 |
0,53 |
0,048 |
43,5 |
|||
| 12 |
0,53 |
0,048 |
52,6 |
||||
| (650) |
357 |
30 |
4 |
0,58 |
0,056 |
18,5 |
|
| 6 |
28,0 |
||||||
| 8 |
37,5 |
||||||
| 40 |
10 |
0,60 |
0,062 |
49,3 |
|||
| 12 |
59,6 |
||||||
| 700 |
382 |
30 |
4 |
0,65 |
0,069 |
20,9 |
|
| 6 |
31,6 |
||||||
| 40 |
8 |
0,68 |
0,073 |
44,0 |
|||
| 10 |
55,5 |
||||||
| 50 |
12 |
0,70 |
0,076 |
69,4 |
|||
| 800 |
466 |
160 |
30 |
4 |
1,00 |
0,115 |
31,7 |
| 6 |
47,9 |
||||||
| 40 |
8 |
1,03 |
0,120 |
66,2 |
|||
| 10 |
83,3 |
||||||
| 50 |
12 |
1,06 |
0,125 |
103,4 |
|||
| 14 |
121,4 |
||||||
| 900 |
516 |
30 |
4 |
1,20 |
0,156 |
38,1 |
|
| 6 |
57,5 |
||||||
| 40 |
8 |
1,23 |
0,162 |
79,1 |
|||
| 50 |
10 |
1,26 |
0,169 |
102,2 |
|||
| 12 |
123,3 |
||||||
| 60 |
14 |
1,30 |
0,175 |
148,4 |
|||
| 1000 |
566 |
30 |
4 |
1,42 |
0,206 |
45,0 |
|
| 40 |
6 |
1,45 |
0,214 |
69,6 |
|||
| 8 |
93,3 |
||||||
| 50 |
10 |
1,49 |
0,222 |
120,1 |
|||
| 12 |
144,8 |
||||||
| 60 |
14 |
1,53 |
0,229 |
173,9 |
|||
| 16 |
199,7 |
||||||
| (1100) |
616 |
40 |
6 |
1,69 |
0,275 |
81,0 |
|
| 8 |
108,6 |
Продовження таблиці Г.2
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| (1100) |
616 |
160 |
50 |
10 |
1,73 |
0,284 |
139,5 |
| 60 |
12 |
1,77 |
0,294 |
171,9 |
|||
| 14 |
201,4 |
||||||
| 70 |
16 |
1,81 |
0,303 |
236,4 |
|||
| 1200 |
666 |
40 |
6 |
1,95 |
0,346 |
93,3 |
|
| 50 |
8 |
1,99 |
0,357 |
127,6 |
|||
| 10 |
160,2 |
||||||
| 60 |
12 |
2,04 |
0,368 |
197,2 |
|||
| 14 |
231,0 |
||||||
| 70 |
16 |
2,08 |
0,380 |
270,6 |
|||
| 18 |
305,7 |
||||||
| (1300) |
716 |
40 |
6 |
2,23 |
0,428 |
106,5 |
|
| 50 |
8 |
2,28 |
0,441 |
145,4 |
|||
| 10 |
182,5 |
||||||
| 60 |
12 |
2,32 |
0,454 |
224,2 |
|||
| 70 |
14 |
2,37 |
0,468 |
267,7 |
|||
| 16 |
307,2 |
||||||
| 80 |
18 |
2,41 |
0,481 |
353,6 |
|||
| 20 |
394,4 |
||||||
| 1400 |
766 |
50 |
6 |
2,58 |
0,537 |
122,8 |
|
| 8 |
164,3 |
||||||
| 60 |
10 |
2,62 |
0,553 |
210,0 |
|||
| 12 |
252,9 |
||||||
| 70 |
14 |
2,67 |
0,568 |
301,6 |
|||
| 16 |
346,0 |
||||||
| 80 |
18 |
2,72 |
0,584 |
397,8 |
|||
| 20 |
443,6 |
||||||
| (1500) |
816 |
50 |
6 |
2,89 |
0,646 |
137,8 |
|
| 8 |
184,4 |
||||||
| 60 |
10 |
2,94 |
0,664 |
235,4 |
|||
| 12 |
283,5 |
||||||
| 70 |
14 |
2,99 |
0,682 |
337,6 |
|||
| 80 |
16 |
3,05 |
0,699 |
393,8 |
|||
| 18 |
444,6 |
||||||
| 100 |
20 |
3,68 |
0,903 |
512,5 |
|||
| 22 |
565,6 |
||||||
| 1600 |
882 |
200 |
50 |
6 |
3,40 |
0,802 |
161,8 |
Продовження таблиці Г.2
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 1600 |
882 |
200 |
50 |
8 |
3,40 |
0,802 |
216,4 |
| 60 |
10 |
3,45 |
0,822 |
275,8 |
|||
| 70 |
12 |
3,51 |
0,843 |
337,3 |
|||
| 14 |
394,8 |
||||||
| 80 |
16 |
3,57 |
0,863 |
459,9 |
|||
| 18 |
519,0 |
||||||
| 100 |
20 |
3,68 |
0,903 |
596,6 |
|||
| 22 |
658,4 |
||||||
| 25 |
751,7 |
||||||
| (1700) |
932 |
50 |
6 |
3,76 |
0,944 |
178,9 |
|
| 8 |
239,4 |
||||||
| 60 |
10 |
3,82 |
0,966 |
304,8 |
|||
| 70 |
12 |
3,88 |
0,969 |
372,4 |
|||
| 14 |
435,8 |
||||||
| 80 |
16 |
3,94 |
1,012 |
507,2 |
|||
| 100 |
18 |
4,06 |
1,057 |
589,4 |
|||
| 1800 |
982 |
50 |
6 |
4,14 |
1,100 |
197,0 |
|
| 60 |
8 |
4,20 |
1,126 |
267,4 |
|||
| 10 |
335,2 |
||||||
| 70 |
12 |
4,26 |
1,151 |
409,3 |
|||
| 80 |
14 |
4,33 |
1,177 |
485,8 |
|||
| 16 |
556,8 |
||||||
| 100 |
18 |
4,45 |
1,228 |
646,1 |
|||
| 20 |
719,9 |
||||||
| 22 |
794,2 |
||||||
| 25 |
906,5 |
||||||
| (1900) |
1032 |
50 |
6 |
4,54 |
1,273 |
215,9 |
|
| 60 |
8 |
4,61 |
1,302 |
292,8 |
|||
| 10 |
367,1 |
||||||
| 70 |
12 |
4,67 |
1,330 |
447,8 |
|||
| 80 |
14 |
4,74 |
1,358 |
531,1 |
|||
| 16 |
608,7 |
||||||
| 100 |
18 |
4,87 |
1,415 |
705,4 |
|||
| 2000 |
1082 |
50 |
6 |
4,96 |
1,463 |
235,8 |
|
| 60 |
8 |
5,03 |
1,495 |
319,4 |
|||
| 70 |
10 |
5,09 |
1,526 |
405,7 |
|||
| 12 |
488,1 |
Продовження таблиці Г.2
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 2000 |
1082 |
200 |
80 |
14 |
5,16 |
1,557 |
578,5 |
| 100 |
16 |
5,30 |
1,620 |
680,2 |
|||
| 18 |
767,3 |
||||||
| 20 |
854,8 |
||||||
| 22 |
942,8 |
||||||
| 120 |
25 |
5,44 |
1,683 |
1103,2 |
|||
| 28 |
1240,4 |
||||||
| 120 |
30 |
5,44 |
1,683 |
1332,4 |
|||
| 2200 |
1182 |
60 |
8 |
5,92 |
1,935 |
376,1 |
|
| 70 |
10 |
6,00 |
1,973 |
477,1 |
|||
| 80 |
12 |
6,07 |
2,011 |
580,9 |
|||
| 14 |
679,4 |
||||||
| 100 |
16 |
6,22 |
2,087 |
797,1 |
|||
| 18 |
898,9 |
||||||
| 20 |
1001,3 |
||||||
| 120 |
22 |
6,37 |
2,163 |
1130,3 |
|||
| 25 |
1289,1 |
||||||
| 28 |
1448,9 |
||||||
| 30 |
1556,2 |
||||||
| 2400 |
1282 |
60 |
8 |
6,90 |
2,454 |
437,4 |
|
| 70 |
10 |
6,97 |
2,499 |
554,3 |
|||
| 80 |
12 |
7,06 |
3,544 |
674,2 |
|||
| 100 |
14 |
7,21 |
2,635 |
805,9 |
|||
| 16 |
923,2 |
||||||
| 18 |
1041,0 |
||||||
| 120 |
20 |
7,38 |
2,725 |
1184,8 |
|||
| 22 |
1306,3 |
||||||
| 25 |
1489,4 |
||||||
| 28 |
1673,7 |
||||||
| 2500 |
1332 |
60 |
8 |
7,41 |
2,745 |
469,8 |
|
| 70 |
10 |
7,49 |
2,794 |
595,0 |
|||
| 80 |
12 |
7,57 |
2,843 |
723,4 |
|||
| 100 |
14 |
7,74 |
2,941 |
864,1 |
|||
| 16 |
989,8 |
||||||
| 18 |
1115,9 |
||||||
| 120 |
22 |
7,90 |
3,039 |
1269,1 |
|||
| 25 |
1399,0 |
Закінчення таблиці Г.2
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 2500 |
1332 |
200 |
120 |
28 |
7,90 |
3,039 |
1595,0 |
| 2600 |
1382 |
70 |
8 |
8,03 |
3,110 |
508,7 |
|
| 80 |
10 |
8,11 |
3,163 |
643,9 |
|||
| 12 |
774,4 |
||||||
| 100 |
14 |
8,28 |
3,269 |
924,3 |
|||
| 16 |
1058,6 |
||||||
| 18 |
1193,5 |
||||||
| 120 |
20 |
8,45 |
3,375 |
1356,2 |
|||
| 22 |
1495,0 |
||||||
| 2800 |
1482 |
70 |
8 |
9,15 |
3,812 |
579,6 |
|
| 80 |
10 |
9,24 |
3,874 |
733,2 |
|||
| 100 |
12 |
9,42 |
3,997 |
898,8 |
|||
| 14 |
1050,7 |
||||||
| 16 |
1203,2 |
||||||
| 120 |
18 |
9,61 |
4,120 |
1382,5 |
|||
| 20 |
1539,2 |
||||||
| 22 |
1696,5 |
||||||
| 3000 |
1582 |
80 |
10 |
10,44 |
4,683 |
828,2 |
|
| 100 |
12 |
10,64 |
4,824 |
1014,0 |
|||
| 14 |
1185,2 |
||||||
| 16 |
1357,1 |
||||||
| 120 |
18 |
10,84 |
4,965 |
1557,5 |
|||
| 3200 |
1704 |
250 |
80 |
10 |
12,13 |
5,762 |
960,8 |
| 100 |
12 |
12,34 |
5,923 |
1174,7 |
|||
| 14 |
1372,9 |
||||||
| 16 |
1571,8 |
||||||
| 120 |
18 |
12,55 |
6,084 |
1801,3 |
|||
| 3400 |
1804 |
100 |
10 |
13,72 |
6,989 |
1086,5 |
|
| 12 |
1305,9 |
||||||
| 14 |
1526,1 |
||||||
| 120 |
16 |
13,95 |
7,170 |
1775,0 |
|||
| 18 |
2000,2 |
||||||
| 3600 |
1904 |
100 |
12 |
15,18 |
8,175 |
1444,0 |
|
| 14 |
1687,4 |
||||||
| 120 |
16 |
15,42 |
8,378 |
1960,9 |
|||
| 18 |
2209,5 |
Закінчення таблиці Г.2
| D |
H |
r |
h 1 |
S 1 |
Внутрішня поверхня F , м2 |
Об’єм V , дм3 |
Маса, кг |
| 3800 |
2004 |
250 |
100 |
12 |
16,72 |
9,486 |
1589,1 |
| 120 |
14 |
16,96 |
9,713 |
1883,8 |
|||
| 16 |
2156,1 |
||||||
| 18 |
2429,3 |
||||||
| 4000 |
2104 |
100 |
12 |
18,32 |
10,930 |
1741,2 |
|
| 120 |
14 |
18,58 |
11,181 |
2062,5 |
Приклад умовного позначення днища з кутом при вершині 90°, внутрішнім діаметром D 2000мм і товщиною стінки S 10 мм Днище 90-2000-10 ГОСТ 12619-78.
Додаток Д
Плоскі днища
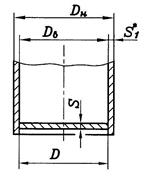
Рисунок Д.1 – Плоске невідбортоване днище для роботи під тиском і під налив
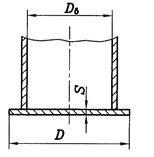
Рисунок Д.2 – Плоске невідбортоване днище для роботи лише під налив
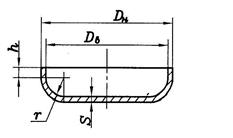
Рисунок Д.3 – Плоске відбортоване днище для роботи під налив
|
|
Таблиця Д.2 – Розміри і маси плоских невідбортованих днищ для роботи під налив |
Розміри в міліметрах |
||||||||||
| D в |
D |
S |
||||||||||
| 3 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
25 |
|||
| Маса, кг |
||||||||||||
| 400 |
430 |
3,4 |
4,6 |
6,8 |
– |
– |
– |
– |
– |
– – |
||
| 500 |
530 |
5,2 |
6,9 |
10,4 |
||||||||
| 600 |
630 |
– |
9,8 |
14,7 |
||||||||
| 700 |
740 |
13,5 |
20,3 |
27,0 |
33,8 |
|||||||
| 800 |
840 |
17,4 |
26,4 |
34,8 |
43,5 |
|||||||
| 900 |
940 |
21,8 |
32,7 |
43,6 |
54,5 |
65,4 |
||||||
| 1000 |
1040 |
26,5 |
40,0 |
53,3 |
66,7 |
79,9 |
||||||
| 1200 |
1240 |
37,9 |
56,9 |
75,8 |
94,8 |
113,7 |
||||||
| 1400 |
1440 |
51,1 |
76,7 |
102,2 |
127,8 |
153,3 |
||||||
| 1600 |
1640 |
66,3 |
99,6 |
132,6 |
165,7 |
198,9 |
||||||
| 1800 |
1840 |
83,5 |
125,2 |
166,9 |
208,6 |
250,4 |
292,1 |
|||||
| 2000 |
2040 |
102,6 |
153,9 |
205,2 |
256,5 |
307,8 |
359,1 |
|||||
| 2200 |
2250 |
– |
187,3 |
249,7 |
312,0 |
374,6 |
437,0 |
499,4 |
||||
| 2400 |
2450 |
222,0 |
296,0 |
370,0 |
443,9 |
518,0 |
592,0 |
|||||
| 2500 |
2550 |
240,4 |
320,7 |
400,9 |
481,0 |
561,2 |
641,4 |
|||||
| 2600 |
2650 |
259,4 |
346,2 |
432,7 |
519,3 |
605,9 |
692,4 |
|||||
| 2800 |
2850 |
300,3 |
400,4 |
500,5 |
600,6 |
700,7 |
800,8 |
|||||
| 3000 |
3060 |
346,2 |
461,6 |
577,0 |
692,4 |
808,2 |
923,2 |
|||||
Закінчення таблиці Д.2
Розміри в міліметрах
| D в |
D |
S |
||||||||||
| 3 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
25 |
|||
| Маса, кг |
||||||||||||
| 3200 |
3260 |
– |
– |
393,0 |
524,0 |
655,0 |
786,0 |
917,3 |
1041,4 |
– |
– |
|
| 3400 |
3460 |
442,6 |
590,0 |
737,6 |
885,1 |
0133,4 |
1180,9 |
|||||
| 3600 |
3660 |
495,4 |
660,5 |
825,7 |
990,8 |
1156,2 |
1320,8 |
1650,9 |
||||
| 3800 |
3860 |
550,8 |
734,5 |
918,1 |
1101,7 |
1286,0 |
1469,0 |
1836,3 |
||||
| 4000 |
4060 |
609,3 |
812,4 |
1015,4 |
1218,6 |
1422,0 |
1625,2 |
2031,5 |
||||
| 4500 |
4560 |
– |
1025,1 |
1281,3 |
1537,6 |
1794,0 |
2050,2 |
2562,7 |
3203,4 |
|||
| 5000 |
5060 |
1262,2 |
1577,8 |
1893,3 |
2208,9 |
2524,4 |
3155,5 |
3944,4 |
||||
| 5600 |
5660 |
1579,3 |
1974,1 |
2369,0 |
2763,8 |
3988,2 |
3948,2 |
4935,3 |
||||
Приклад умовного позначення днища діаметром D 2040мм товщиною стінки S 8 мм :
Днище 2040-8 ГОСТ 12623-78
Таблиця Д.3 – Розміри і параметри плоских відбортованих днищ з базовим зовнішнім діаметром
Розміри в міліметрах
| D н |
h |
r |
S |
||||||||
| 4 |
6 |
8 |
|||||||||
| F, м2 |
V , м3 |
Маса, кг |
F, м2 |
V , м3 |
Маса, кг |
F, м2 |
V , м3 |
Маса, кг |
|||
| 219 |
25 |
30 |
0,06 |
0,002 |
2,1 |
0,06 |
0,002 |
3,1 |
- |
- |
- |
| 273 |
0,09 |
0,003 |
2,9 |
0,09 |
0,003 |
4,3 |
|||||
| 325 |
0,12 |
0,004 |
3,9 |
0,12 |
0,004 |
5,0 |
|||||
| 377 |
0,16 |
0,006 |
5,0 |
0,16 |
0,006 |
7,4 |
|||||
| 426 |
0,19 |
0,008 |
6,2 |
0,19 |
0,007 |
9,2 |
|||||
| 480 |
0,24 |
0,010 |
7,6 |
0,24 |
0,009 |
11,4 |
|||||
| 530 |
0,28 |
0,012 |
9,0 |
0,28 |
0,011 |
13,5 |
|||||
| 630 |
0,38 |
0,016 |
12,3 |
0,38 |
0,016 |
18,5 |
|||||
| 720 |
0,49 |
0,022 |
15,6 |
0,49 |
0,021 |
23,5 |
|||||
| 820 |
30 |
0,64 |
0,030 |
20,3 |
0,63 |
0,030 |
30,3 |
||||
| 920 |
0,79 |
0,039 |
25,0 |
0,78 |
0,038 |
37,5 |
|||||
| 1020 |
0,95 |
0,048 |
30,3 |
0,95 |
0,047 |
45,3 |
0,94 |
0,047 |
60,3 |
||
| 1120 |
- |
- |
- |
1,13 |
0,057 |
53,9 |
1,11 |
0,057 |
71,7 |
||
| 1220 |
1,32 |
0,068 |
63,2 |
1,31 |
0,068 |
84,2 |
|||||
| 1320 |
1,54 |
0,080 |
73,3 |
1,53 |
0,079 |
97,6 |
|||||
| 1420 |
1,76 |
0,093 |
84,1 |
1,75 |
0,092 |
111,9 |
|||||
| Примітка – F – внутрішня поверхня днища, V – об’єм днища. |
|||||||||||
Приклад умовного позначення днища діаметром D н 630мм з товщиною стінки S 6 мм
Днище 630-6 ГОСТ 12622-78
381 Таблиця Д.4 – Розміри і параметри плоских відбортованих днищ з базовим з внутрішнім діаметром
Розміри в мм
| D в |
h |
r |
S |
F, м2 |
V , м3 |
||||
| 4 |
6 |
8 |
10 |
12 |
|||||
| Маса, кг |
|||||||||
| 400 |
25 |
30 |
5,7 |
8,7 |
– |
– |
– |
0,18 |
0,007 |
| 500 |
8,4 |
12,7 |
0,26 |
0,010 |
|||||
| 600 |
11,6 |
17,5 |
0,36 |
0,015 |
|||||
| 700 |
15,2 |
23,0 |
0,48 |
0,021 |
|||||
| 800 |
30 |
19,7 |
29,8 |
0,62 |
0,030 |
||||
| 900 |
24,4 |
37,1 |
0,77 |
0,038 |
|||||
| 1000 |
29,6 |
44,7 |
0,93 |
0,046 |
|||||
| 1200 |
– |
62,5 |
83,7 |
1,30 |
0,067 |
||||
| 1400 |
83,5 |
111,4 |
1,75 |
0,091 |
|||||
| 1600 |
106,9 |
143,1 |
2,95 |
0,120 |
|||||
| 1800 |
133,6 |
178,7 |
2,80 |
0,152 |
|||||
| 2000 |
163,2 |
218,3 |
3,43 |
0,187 |
|||||
| 2200 |
– |
261,3 |
328,1 |
4,12 |
0,227 |
||||
| 2400 |
309,3 |
387,5 |
4,88 |
0,270 |
|||||
| 2500 |
334,5 |
419,1 |
5,28 |
0,293 |
|||||
| 2600 |
360,7 |
451,9 |
5,69 |
0,317 |
|||||
| 2800 |
416,0 |
521,1 |
6,57 |
0,368 |
|||||
| 3000 |
475,3 |
595,3 |
7,50 |
0,422 |
|||||
| 3200 |
538,5 |
674,5 |
810,9 |
8,51 |
0,500 |
||||
| 3400 |
– |
758,5 |
911,5 |
9,58 |
0,565 |
||||
| 3600 |
847,5 |
1018,7 |
10,70 |
0,633 |
|||||
| 3800 |
941,4 |
1131,5 |
11,90 |
0,706 |
|||||
| Примітка – F – внутрішня поверхня днища, V – об’єм днища. |
|||||||||
Приклад умовного позначення днища діаметром D в 1600мм і товщиною стінки S 8 мм
Днище 1600-8 ГОСТ 12622-78
382
Навчальне видання
КОНСТРУЮВАННЯ І РОЗРАХУНОК
СТАЛЕВИХ ЗВАРНИХ ПОСУДИН ТА АПАРАТІВ.
ОБИЧАЙКИ ТА ДНИЩА
Укладачі:
Барвін Олександр Іванович Гєнкіна Ірина Михайлівна
Іванченко Віктор Васильович
Тараненко Геннадій Володимирович Штонда Юрій Миколайович
Техн. редактор Т.М. Дроговоз
Редактор В.В. Іванченко
Оригінал-макет Ю.М. Штонда
Підписано до друку _________
Формат 60×84 1 /16 Папір типограф. Гарнітура Times/ Печать офсетна. Умов. друк. арк.____. Облік. -видавн. арк.______
Тираж______екз. Вид. № ______. Замовл. № _____. Ціна договірна.
Видавництво Східноукраїнського національного університету імені Володимира Даля
Адреса видавництва: м. Луганськ, кв. Молодіжний, 20а Телефон: 8(0642)41-34-12, факс.8(0642)41-31-60
383
| |||||
| |||||
| |||||
| |||||
|
Смотреть все комментарии (11)
Работы, похожие на Книга: Конструювання і розрахунок сталевих зварних посудин та апаратів Обичайки та днища
Меню |
||||
| Главная Рефераты Благодарности |
||||
Опрос |
||||
|
|
||||