| МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУК УКРАИНЫ
КРЫМСКОЕ РЕСПУБЛИКАНСКОЕ ПРОФЕССИОНАЛЬНО—ТЕХНИЧЕСКОЕ УЧЕБНОЕ ЗАВЕДЕНИЕ
АРМЯНСКОЕ ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ УЧИЛИЩЕ
ХИМИЧЕСКОЙ ПРОМЫШЛЕНОСТИ
Дипломный проект
На тему: Обслуживание и ремонт барабанного гранулятора-сушилки (БГС), цех СКА и ЖС на ЗАО «Крымский Титан».
ДП.5.090.245.103.047.00.
Руководитель
проекта
Преподаватель:
Литвиненко А. В. (подпись, дата)
Выполнил
:
Учащейся группы № 103
____________________________
(Ф.И.О.)
_______________________________
(подпись, дата)
Консультант
по экономическим вопросам
____________________
(Ф.И.О.)
__________________
(подпись, дата)
г. Армянск - 2005 год.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУК УКРАИНЫ
КРЫМСКОЕ РЕСПУБЛИКАНСКОЕ ПРОФЕССИОНАЛЬНО—ТЕХНИЧЕСКОЕ УЧЕБНОЕ ЗАВЕДЕНИЕ
АРМЯНСКОЕ ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ УЧИЛИЩЕ
ХИМИЧЕСКОЙ ПРОМЫШЛЕНОСТИ
Дипломный проект
На тему: Обслуживание и ремонт барабанного гранулятора-сушилки (БГС), цех СКА и ЖС на ЗАО «Крымский Титан».
Пояснительная записка
ДП.5.090.245.103 047.ПЗ
.
Руководитель
проекта
Преподаватель:
Литвиненко А. В. (подпись, дата)
Выполнил
:
Учащейся группы № 103
____________________________
(Ф.И.О.) (подпись, дата)
Консультант
по экономическим вопросам
____________________
(Ф.И.О.) (подпись, дата)
г. Армянск - 2005 год.
АВПУХП «Утверждаю» Зам, Директор по УПР
Задание на дипломный проект
Учащейся группы №____________________________________
Специальность 5.090.245. «Обслуживание и ремонт оборудования предприятий химической и нефтегазоперерабатывающей промышленности»
Дата выдачи: 18.04.05. Срок выполнения:________________
Тема дипломный проект: Обслуживание и ремонт
барабанного гранулятора-сушилки (БГС), цех СКА и ЖС на ЗАО «Крымский Титан».
Содержание задания
Пояснительная записка.
Реферат (аннотация).
Введение
1 Раздел. Общая часть.
1.1. Характеристика предприятия, организация ремонтов оборудования. Ремонтная база
1.2. Назначения, техническая характеристика проектируемого аппарата или машины.
1.3. Описания конструкции основных узлов и принцип работы аппарата или машины.
1.4. Содержание основных работ по видам ремонтов. Ремонтная документация.
1.5. Схема технологического процесса и ремонта. Технические требования на ремонт, описание технологии ремонта основных деталей и сборочных единиц.
Реклама

1.6. Описание монтажа аппарата или машины.
1.7, Охрана труда при ремонте и монтаже.
2. Раздел. Специальная часть
.
2.1, Техническая характеристика грузоподъемных устройств и малой механизации, которые применяются при ремонте или монтаже,
2.2. Механический расчет ремонтных устройств.
2.3. Проверочный расчет деталей и сборочных единиц отремонтированного аппарата.
2.4. Повышение технического уровня аппарата (модернизация).
3. Раздел. Экономическая часть
.
3.1. Разработка графика планово-периодических ремонтов ремонтного участка (установки).
3.2. Расчет количества рабочих, занятых на обслуживании и ремонт оборудования.
3.3. Расчет стоимости обслуживания и ремонт оборудования.
3.4. Экономическая эффективность, предложений по повышению технического уровня оборудования.
4. Раздел. Охрана труда
4.1. Мероприятия по охране труда.
4.2. Мероприятия по электробезопасности.
4.3. Мероприятия по пожарной безопасности.
4.4. Мероприятия по охране окружающей среды.
Выводы
.
Список литературы.
Содержание.
Приложения: Спецификация по чертежам графической части.
Графическая часть
Лист 1, Формата А1. Монтажные чертежи комплексов установок. Ремонтная площадка.
Ремонтный участок.
Лист 2. Формата А1. Чертежи общего вида ремонтируемого аппарата.
Лист 3. Формата А1. Чертежи сборочных единиц и деталей аппарата.
Лист 4, Формата А1. Экономические показатели ремонта оборудования.
Преподаватель-консультант: Литвиненко А.В.
Дата проверки: ___________________________
Лист рецензирования
Рецензия на экономическую часть дипломного проекта:
___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Консультант по экономическим вопросам:
Преподаватель: ____________ ___________________________
( подпись) (Ф.И.О.)
«____» «_____________________» 200 г.
Реклама

(дата) (месяц)
Рецензия на дипломный проект:
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Руководитель дипломного проекта:
Преподаватель: ___________ Литвиненко А. В.
( подпись)
«____» «_____________________» 200 г.
(дата) (месяц)
Оценка: (___) баллов.
Реферат
(аннотация)
1. Пояснительная записка: ст., 13 рис., 3 табл., 17 литературных источника.
2. Пояснительная записка ДП по специальности: 5.090.245. «Обслуживание и ремонт оборудования предприятий химической и нефтегазоперерабатывающей промышленности»: по теме: Обслуживание и ремонт барабанного гранулятора-сушилки (БГС), цех СКА и ЖС на ЗАО «Крымский Титан» состоит из 4 разделов.
В первом разделе раскрывается характеристика и структура ЗАО «Крымский Титан» организация цеха СКА и ЖС, описание технологической схемы и процесса, раскрывается назначение барабанного гранулятора-сушилки (БГС), описывается конструкция и принцип работы аппарата, техническая характеристика. В этом же разделе рассказывается про виды и периодичность технических обслуживаний и ремонтов, проводимых цехом СКА и ЖС, а также мероприятия по монтажу, ТО и ремонту барабанного гранулятора-сушилки (БГС), и правила проведения ремонтных и монтажных работ.
В специальной части был произведён выбор и расчёт стропов для монтажа и демонтажа барабанного гранулятора-сушилки (БГС). Во втором разделе был произведен технологический расчет сконструированного барабанного гранулятора-сушилки (БГС), конструктивный расчет и проверочный расчет. Произведена модернизация аппарата, по увеличению производительности.
В экономической части был разработан годовой график планово-периодического технического обслуживания и ремонта барабанного гранулятора-сушилки (БГС), произведён расчёт количества рабочих для технического обслуживания и ремонта оборудования цеха СКА и ЖС для технологического процесса получения гранулированного сульфата алюминия. Себестоимость одной ремонтной единицы ремонтной службы цеха СКА и ЖС для технологического процесса получения гранулированного сульфата алюминия ЗАО «Крымский Титан» за март месяц 2005 года.
В четвертом разделе раскрываются вопросы по мероприятиям охраны труда, электробезопасности, пожарной безопасности, охраны окружающей среды проводимыми цехом СКА и ЖС ЗАО «Крымский Титан».
Введение
В химической и нефтеперерабатывающей промышленности установлено сложное технологическое оборудование, эксплуатация, техническое обслуживание и ремонт которого требует от специалиста теоретических знаний и практических навыков по расчетам, выбору типовых конструкций машин и аппаратов и вспомогательного оборудования, решать вопросы технического, технологического, организационного, социального и экономического характера.
Развитие технического процесса в этих отраслях промышленности идет путем создания оборудования большой единичной мощности, которое работает с минимальными затратами топлива и электроэнергии, разработок эффективных массообменных и теплообменных аппаратов; создание новых и безотходных технологий и оборудования с нормативными или меньшими за нормативными показателями относительно загрязнения окружающей среды, проектирования перспективной техники на основе современных достижений техники и науки. Решение этих задач определяют требования, которые предъявляются к молодому специалисту.
Дипломное проектирование позволяет выявить степень подготовки учащихся к самостоятельной работе в условиях современного производства, которое при рыночной экономике постоянно ощущает давление со стороны конкурирующих производств. При этих условиях техники-механики производств должны уметь самостоятельно разрабатывать технические вопросы и проектировать оборудования.
Дипломное проектирование является самостоятельной и творческой работой, при выполнении которой учащийся применяет теоретические знания и практические навыки, разрабатывает новые проектные решения, что имеют практическое значение.
Цель дипломного проекта:
завершение формирования самостоятельного, творческого, высококвалифицированного специалиста по обслуживанию и ремонту оборудования химической и нефтегазоперерабатывающей промышленности.
Задачи дипломного проектирования
: проверить знания по социально-экономическим, фундаментальным, профессионально ориентированным и специальным дисциплинам учебного плана специальности; развитие практических навыков, применение методов анализа, сравнение и обоснование предложенных проектных решений; развитие навыков самостоятельного выполнения технических, конструктивных и экономических расчетов.
Дипломное проектирование должно закрепить практические навыки творческого применения нормативных материалов и оформление проектных документов с требованиями государственных стандартов, ЕСКД и ЕСТД. Учащийся приобретает навыки по использованию научной и справочной литературы, каталогам, техническим альбомам, нормативно-технической документации типовых проектов, проведению патентного поиска и определению патентной новизны принятых решений и составлению
Создание машин, отвечающих потребностям различных отраслей производства (химической и нефтеперерабатывающей промышленности), должны предусматривать их наибольший экономический эффект и высокие технико-экономические и эксплуатационные показатели. Основные требования, предъявляемые к конструируемой машине:
1. Высокая производительность
2. Надежность
3. Технологичность
4. Ремонтопригодность
5. Минимальные габариты и масса
6. Удобства эксплуатации
7. Экономичность
8. Техническая эстетика
Все эти требования учитываются в процессе проектирования и конструирования.
Проектирование
– разработка общей конструкции изделия.
Конструирование
– это детальная дальнейшая разработка всех вопросов, решение которых необходимо для воплощения принципиальной схемы в реальную конструкцию.
Проект
– документация, получаемая в результате проектирования и конструирования.
Правила проектирования, и оформления конструкторской документации стандартизированы ГОСТ 2.106-96, ДСТУ 3.008-95, ДЭСТ 2.106-96.
1 Раздел. Общая часть
1.1.
Характеристика предприятия, организация ремонтов оборудования
Ремонтная база.
Промплошадка ЗАО «Крымский Титан» расположена и северной части степного Крыма в районе Перекопского перешейка на границе АР Крым с Херсонской областью. Административно промплошадка расположена на землях территории Красноперекопского района севернее от города Армянск.
Промплощадка ограничена забором, имеет форму неправильного прямоугольника вытянутого с Запала на восток площадью 200 га.
С запада площадка ограничивается магистральной автодорогой Симферополь – Каховка, с востока рукавом залива Западный Сиваш, с юго—западной стороны расположен кислотонакопитель—испаритель, с северной стороны расположен сбросной канал водохранилища предприятия, с юга ОАО «САКЗ». Предприятие находится стадии завершенного строительства.
Ближайшими населенными пунктами, расположенными вокруг предприятия, являются по АР Крым: село Перекоп - 4,5 км, г.Армянск - 10 км и по Херсонской области: село Первоконстантиновка - 3,5 км и село Червоный Чабан – 5,0 км.
Климат района умеренно - континентальный.
Преобладающее направление ветров восточное (зимний период) и северо-западное (летний период).
Рельеф промплошадки предприятия спокойный, представляет собой низменную равнину, имеющую слабовыражснный уклон поверхности на юго-запад, в сторону Каркинтского залива Черного моря.
ЗАО «Крымский Титан» имеет следующие производства:
1. производством серной кислоты.
2. производством концентрирования серной кислоты.
3. производством двуокиси титана.
4. производством железоокисных пигментов.
5. подготовка сырья для производства двуокиси титана.
6. производством сернокислого алюминия и жидкого стекла.
7. и другие производства.
Вспомогательными цехами являются: РМЦ, ВИК, ЭКЦ, АТЦ, Хоз. Цех, цех КИП и А и другие.
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И СХЕМЫ.
Описание технологического процесса.
Сущность технологического процесса получения гранулированного сульфата алюминия состоит в смешении жидкого плава сернокислого алюминия и измельченного в порошок твердого сернокислого алюминия (ретура).
Алюминий сернокислый гранулированный выпускается в соответствии с требованиями РОСТ 12966-85 "Сульфат алюминия технический очищенный", химическая формула А12
(SO)4
x 18Н2
О
Физико-химические показатели сернокислого алюминия.
Сорт высший.
1 .Внешний вид: однородный сыпучий материал с размером частиц от 2 до 15мм и более 15мм, белого цвета. Допускаются бледные оттенки серого, голубого или розового цветов.
2.Массовая доля оксида алюминия, % не менее 16.
3.Массовая доля нерастворимого в воде остатка, %, не более 0,3.
4.Массовая доля железа в пересчете на оксид железа (Ш), % не более) 0,02.
5.Массовая доля свободной серной кислоты (H2
SO4
), % не более - выдерживает испытания по п.4.7. ГОСТ 12966-85.
6.Массовая доля мышьяка в пересчете на оксид мышьяка (Ш), % не более 0,01.
Сырьем для получения сернокислого алюминия служат гидрат окиси алюминия, кислота серная техническая и вода химочищенная.
Производство сернокислого алюминия принято по способу обработки гидрата окиси алюминия серной кислотой в реакторе синтеза специальной конструкции. В результате взаимодействия гидрата окиси алюминия и серной кислоты образуется реакционная масса - плав по реакции:
2А1(ОН)3
+ЗН2
SО4
+12Н2
О=А12
(SО4
)зх18Н2
О.
В результате разбавления серной кислоты выделяется большое количество тепла, температура растет до 120°--126°С.
0писание технологической схемы.
Расплав сернокислого алюминия из реактора поз.9\4,5 подается на форсунку поз. 16, из которой самотеком попадает на слой ретура, находящийся в барабане-грануляторе поз. 17.
Ретуром является размельченный в порошок твердый сульфат алюминия с размером частиц 1мм и менее.
Капли расплава обволакиваются частичками ретура во вращающемся барабане-грануляторе, при этом также происходит формирование гранул и их охлаждение до температуры (40-45)°С потоком воздуха.
Перед началом и окончанием слива плава сульфата алюминия трубопровод продувается паром.
Барабан-гранулятор поз. 17 представляет собой вращающийся цилиндрический аппарат диаметром 14ВОмм, длиной 12200мм с углом наклона 1°10'. Внутри барабан-гранулятор имеет подъемнолопастную насадку для непрерывного пересыпания гранул и ретура, а также шнек для перемешивания этой смеси вдоль поверхности барабана-гранулятора. После барабана-гранулятора смесь гранул с ретуром через разгрузочную камеру подается на элеватор поз. 18, с которого поступает на барабанный грохот поз. 19, где происходит отсев. Мелкая и крупная фракция (некондиция) после барабанного грохота поступает на дробилку поз.21.
Раздробленная некондиция с размером частиц 1мм и менее подается на ленточный транспортер поз.20/1, откуда ссыпается в бункер поз.22 и используется в качестве ретура.
Для ведения технологического процесса на 1объем плава сульфата алюминия требуется 2-3 объема ретура. Недостающая часть ретура восполняется дроблением готового продукта. Производительность такой установки зависит от конструкции и размеров барабана-гранулятора поз. 17- до 3 т/час.
После рассева на барабанном грохоте поз. 19 фракция с размером частиц от 2 от 15 мм является готовым продуктом. Через течку по ленточному транспортёру поз.20\2 гранулированный сульфат алюминия подается в бункер поз. 102, крупная фракция с размером частиц более 15мм с грохота по течке поступает в бункер поз.102а, также является готовой продукцией для удаления запыленного воздуха используется система аспирации АР09а и АР-9б, которые выполнены по принципу пылеулавливающей вентиляции. Очистка воздуха от пыли предусмотрена в циклонах НЦ- 15. Уловленная пыль через шлюзовые питатели сбрасывается на ленточный транспортер поз.20\1. Нормы технологического режима и контроль производства представлены в таблице № 1.
Таблица №1.
Нормы технологического режима и контроль производства.
| № пп
|
Наименование стадии и потоков реагентов
|
Продолжительность операции
|
Количество загруженных реагентов
|
Температура
|
Давление
|
Прочие показатели
|
Методы испытания и средства контроля
|
Кто
контролирует
|
| . 1
|
Получение гранулированного сульфата алюминия
|
До 3-х часов каждая операция
|
6 т плава 12-15 третура
|
40-50°С
|
|
|
Визуально
|
Аппаратчик
|
| 2
|
Грансостав
|
Каждая операция
|
|
|
|
Грансостав от 2 до 20мм
|
|
Лаборант, аппаратчик.
|
1.2.
Назначения, техническая характеристика проектируемого аппарата или машины
Классификация грануляторов барабанного типа.
Широкое распространение барабанных грануляторов в химической, металлургической, строительной, пищевой и других отраслях промышленности обусловлено их большой единичной мощностью, простотой конструкции и эксплуатации.
Кроме того, барабанные грануляторы позволяют совместить выполнение нескольких операций, например, гранулирование и аммонизацию, гранулирование и сушку и т. д.
В производстве гранулированных минеральных удобрений наиболее распространены окаточные барабаны, аммонизаторы-грануляторы, грануляторы-сушилки.
Окаточные барабаны
.
Гранулирование в этих аппаратах осуществляется за счет подачи жидкой фазы на слой порошкообразного материала, перемещающегося в полом вращающемся барабане.
Механизм гранулообразования на движущейся поверхности окаточного барабана заключается в образовании агломератов из равномерно смоченных частиц или в наслаивании сухих частиц на полученные ядра — центры гранулообразования.
Этот процесс обусловлен действием капиллярно-адсорбционных сил сцепления между частицами в плотном подвижном слое. Окаточные барабаны используют в производстве простого и двойного суперфосфатов, аммофоса и других удобрений.(схема окаточного гранулятора барабанного типа представлена на рисунке №1).
Аммонизаторы-грануляторы
используются для совмещения процессов нейтрализации и гранулирования.
Совмещение позволяет сократить энергозатраты на единицу продукции, а также продолжительность технологического цикла и количество необходимого оборудования в технологической линии.
Аммонизаторы-грануляторы широко используют в производстве аммофоса, нитроаммофоски, диаммонийфостата и др. Использование аммонизатора-гранулятора наиболее эффективно в производстве гранулированных удобрений на основе упаренной фосфорной кислоты. (схема аммонизатора-гранулятора представлена на рисунке №2).

Рис. 1—Схема окаточного гранулятора барабанного типа.

Рис. 2—Схема аммонизатора-гранулятора.
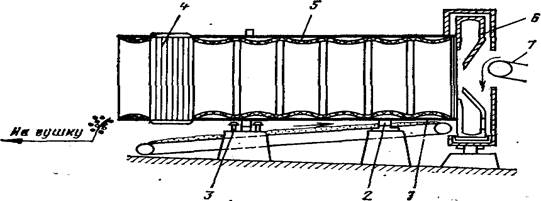
Рис.3—Схема комбинированного гранулятора-классификатора
Барабанные грануляторы-сушилки
Совмещение в одном аппарате процессов гранулирования и сушки позволило упростить технологические схемы получения концентрированных и сложных удобрений. (схема барабанного гранулятора-сушилки представлена на рисунке №4).
Таблица № 2.
Технологическая характеристика барабанного гранулятора-сушилки (БГС)
| Технологический показатель
|
Значение
|
| Характер работы
Число оборотов
производительность по готовому продукту
температура теплоносителя на входе в аппарат
температура теплоносителя на выходе из аппарата
влажность пульпы, подаваемой в аппарат
влажность готового продукта
средняя скорость теплоносителя в аппарате
скорость витания частиц пульпы
критическая влажность гранулированного материала
температура продукта на выходе из аппарата
температура мокрого термометра
число лопаток в аппарате
порозность ссыпающегося материала в аппарате
скорость падения частиц с лопатки
средний диаметр частиц готового продукта
средний диаметр частиц ретура
теплопроводность газа
кинематическая вязкость газа
тип редуктора
тип электродвигателя
потребляемая мощность
общий вес
Габаритные размеры:
Длина
Ширина
Высота
№№ и тип подшипников
1. Роликоподшипник конический
2. Роликоподшипник конический
3. Роликоподшипник конический
4. Роликоподшипник конический
5. Роликоподшипник конический
Удельный расход сушильного агента на 1кг испаренной влаги
|
периодический
6 об/мин
δпр
=25 т/ч;
t = 550°
С,
t2
=100°
С;
W1
= 22 %;
W2
= 1 %;
υт
= 2,3 м/с;
υв
= 0,23 м/с;
Wкр
= 4 %;
tп
= 85°С;
tт
= 80°С;
z = 50;
m = 0,7;
υл
= 7,05 м/с,
δ =1,8∙10-3
м;
δрет
= 0,8∙10-3
м;
λт
= 35∙10-3
Вт/(м∙К);
υ = 25∙10-6
м2
/с.
ГТС-5, i = 70
АО 2-51-4;n =1500об/мин
10 кВт
17820 кг
13190 мм
2715 мм
2115 мм
№7606
№7609
№7611
№7618
№7318
5,2 кг
|
Свыше 70 % сложных удобрений получают на барабанных грануляторах- сушилках. Гранулятор барабанный предназначен для гранулирования жидкого сплава сернокислого алюминия путем обволакивания жидких капель пылью (ретур).
Гранулятор представляет собой горизонтальный вращающийся аппарат диаметром 1400 мм. Он состоит из 2-х селикатоварочных печей без футеровки, жестко соединенных между собой двумя металлическими обечайками. Гранулятор внутри футерован нержавеющей сталью 7И-943. Гранулятор по отношению к горизонтальной оси находится под углом 1°
24΄
. Гранулятор имеет два независимых привода с переменным числом оборотов. Внутри гранулятора имеется шнек и лопатки из нержавеющей стали для перемещения и охлаждения продукта.
Технологические характеристики стандартных аналогичных аппаратов представлены в таблице № 2 на примере барабанного гранулятора-сушилки (БГС), установленного в цехе СКА и ЖС на ЗАО «Крымский титан».
1.3.
Описания конструкции основных узлов и принцип работы аппарата или машины
1.3.1 Описание конструкции основных узлов аппарата
Барабанные грануляторы-сушилки типа БГС и «Сферодайзер» (фирма «Пек», Франция) представляют собой вращающийся барабан 1,
установленный под углом 1—3° к горизонту на двух роликовых опорных станциях 2
(рис.4). Упорные ролики 5 предотвращают осевые сдвиги барабана. Внутренняя поверхность барабана оснащена короткой насадкой 12
и на остальной длине барабана — подъемно-лопастной насадкой 8.
Грануляторы-сушилки «Сферодайзер» оборудованы подъемными лопатками сложной конструкции с углом наклона к обечайке, равным нулю. Аппараты БГС оснащены лопатками Г-образной формы с углом наклона к обечайке 12°, а также обратным шнеком 7 открытого или закрытого исполнения, который транспортирует внутренний ретур от конуса 14
в зону распыла пульпы. В торцах вращающихся барабанов установлены загрузочная камера 9
с форсунками 10
и патрубками 11
для ввода теплоносителя и разгрузочная камера 75 со штуцерами для отвода отработанного сушильного агента и готового продукта. Барабан приводится от электродвигателя 4
через редуктор 5
, шестерню 6
и зубчатый венец 18,
укрепленный на барабане с помощью башмаков.
1.3.2. Описание принципа работы аппарата
Принцип работы грануляторов-сушилок заключается в следующем. При вращении барабана подъемно-лопастная насадка 12
создает поток материала, ссыпающегося с лопаток. На этот поток материала пневматической форсункой 10
распыливается пульпа гранулируемого вещества, которая, наслаиваясь на частицы, увеличивает их размер. Влажные агломераты окатываются по внутренним элементам барабана, приобретая сферическую форму, и сохнут в потоке теплоносителя. В аппарате «Сферодайзер» мелкая фракция после классификации возвращается в зону распыла пульпы в виде внешнего ретура. В аппарате БГС в зоне выгрузки установлен классификатор 14
, выполненный в виде конуса. Крупная фракция скапливается у меньшего основания конуса и выгружается из аппарата. Мелкая фракция,
скопившаяся у большего основания конуса, обратным шнеком подается в виде внутреннего ретура и возвращается в зону распыла пульпы. Сюда же могут подаваться в виде внешнего ретура пыль из циклонов и материал после дробилок.

Рис. 4—Схема барабанного гранулятора-сушилки.
1.4.
Содержание основных работ по видам ремонтов. Ремонтная документация
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Техническое обслуживание — это комплекс работ для поддержания работоспособности оборудования между ремонтами.
Техническое обслуживание осуществляется эксплуатационным (аппаратчиками, машинистами, операторами и т. п.) и обслуживающим дежурным персоналом (пом. мастеров, дежурными слесарями, электриками, мастерами КИП и А и др.) под руководством начальников смен (участков, отделения, сменных мастеров) в соответствии с действующими на предприятиях инструкциями по рабочим местам и регламентам.
В зависимости от характера и объема проводимых работ ГОСТ 18322—78 предусматривает ежесменное (ЕО) и периодическое (ТО) техническое обслуживание.
Ежесменное техническое обслуживание
является основным и решающим профилактическим мероприятием, призванным обеспечить надежную работу оборудования между ремонтами.
Поэтому на всех предприятиях необходимо иметь четкие инструкции по каждому рабочему месту, в которых должны быть отражены исчерпывающие указания по ежесменному техническому обслуживанию каждого вида оборудования, входящего в технологическую систему.
В ежесменное техническое обслуживание входят следующие основные работы: обтирка, чистка, регулярный наружный осмотр, смазка, подтяжка сальников, проверка состояния масляных и охлаждающих систем подшипников, наблюдение за состоянием крепежных деталей, соединений и их подтяжка, проверка исправности заземления, устранение мелких дефектов, частичная регулировка, выявление общего состояния тепловой изоляции и противокоррозионной защиты, проверка состояния ограждающих устройств с целью обеспечения безопасных условий труда и др.
Ежесменное техническое обслуживание проводится, как правило, без остановки технологического процесса.
Выявленные дефекты и неисправности должны устраняться в возможно короткие сроки силами технологического и дежурного ремонтного персонала данной смены, и фиксироваться в сменном журнале (Приложение 1, форма 1).
Сменный журнал по учету выявленных дефектов и работ ежесменного технического обслуживания является первичным документом, отражающим техническое состояние и работоспособность действующего оборудования, и служит для контроля работы дежурного ремонтного персонала.
Сменный журнал, как правило, ведется начальниками смен или бригадирами дежурного ремонтного персонала.
Заступающий на смену обязан: ознакомиться с записями предыдущей смены; ознакомиться с состоянием оборудования; при обнаружении дефектов и неисправностей, не отраженных в журнале, сделать об этом соответствующую запись.
В сменном журнале должны фиксироваться: результаты осмотров закрепленного оборудования; все дефекты, неполадки и неисправности, нарушающие нормальную работу оборудования, либо безопасность условий труда; меры, принятые для устранения дефектов и неисправностей; нарушения правил технической эксплуатации оборудования технологическим персоналом и фамилии нарушителей; отметки об устранении дефектов и неисправностей, а также ставится подпись лица, устранившего дефект.
Более подробный порядок устранения выявленных дефектов и неполадок, а также порядок передачи смены должен устанавливаться инструкцией, разрабатываемой на предприятии с учетом его конкретных производственных условий.
Периодическое техническое обслуживание
— это техническое обслуживание, выполняемое через установленные в эксплуатационной документации значения наработки или интервалы времени. Планирование периодического ТО осуществляется в годовом графике.
Для оборудования химических производств с непрерывным технологическим процессом периодическое ТО может проводиться во время планово-периодической остановки (ППО) оборудования в соответствии с требованиями технологических регламентов с целью проведения технологической чистки от осадков емкостей, аппаратов, агрегатов, машин, магистральных трубопроводов и другого оборудования, которое не имеет резерва и без которого технологическая система работать не может. Для остального оборудования в период нахождения оборудования в резерве или в нерабочий период.
Основным назначением периодического ТО является устранение дефектов, которые не могут быть обнаружены или устранены в период работы оборудования. Главным методом ТО является осмотр, во время которого определяется техническое состояние наиболее ответственных узлов и деталей оборудования, а также уточняется объем предстоящего ремонта.
В зависимости от характера и объема предстоящих работ для проведения периодического ТО может привлекаться ремонтный персонал технологического цеха или централизованного ремонтного подразделения.
Подготовка оборудования для проведения периодического ТО проводится сменным персоналом под руководством начальников смен, несущих персональную ответственность.
Принятые меры по технике безопасности, а также сдачу оборудования в периодическое ТО и приемку после выполненного ТО следует фиксировать в журнале.
Типовой перечень работ, подлежащих выполнению ремонтным персоналом во время периодического ТО, должен составляться в виде приложения к ремонтному журналу.
РЕМОНТ.
Ремонт — это комплекс операций по восстановлению исправности или работоспособности оборудования и восстановлению ресурсов оборудования.
В соответствии с особенностями повреждений и износа составных частей оборудования, а также трудоемкостью ремонтных работ, системой ТО и Р предусматривается проведение текущего (Т) и капитального (К) ремонтов.
Текущий ремонт
— это ремонт, выполняемый для обеспечения или восстановления работоспособности оборудования и состоящий в замене или восстановлении отдельных узлов и деталей оборудования.
Перечень основных работ, выполняемых, как правило, при текущем ремонте: проведение операций периодического технического обслуживания; замена быстроизнашивающихся деталей и узлов; ремонт футеровок и противокоррозионных покрытий, окраска; замена набивок сальников и прокладок, ревизия арматуры; проверка на точность; ревизия электрооборудования.
Типовой перечень работ, подлежащих выполнению при текущем ремонте конкретного оборудования, составляется руководителем ремонтного подразделения (заместителем начальника цеха по оборудованию, механиком цеха или начальником участка, мастером ЦЦР, РМЦ), утверждается руководителями инженерных служб предприятия и является обязательным приложением к ремонтному журналу.
Капитальный ремонт
— это ремонт, выполняемый для восстановления исправности и полного или близкого к полному восстановлению ресурса оборудования с заменой или восстановлением любых его частей, включая базовые. Под базовой частью понимают основную часть оборудования, предназначенную для его компоновки и установки других составных частей.
При капитальном ремонте производится частичная, а в случае необходимости — и полная разборка оборудования.
В объем капитального ремонта входят следующие основные работы: мероприятия в объеме текущего ремонта; замена или восстановление всех изношенных деталей и узлов; полная или частичная замена изоляции, футеровки, противокоррозионной защиты; выверка и центровка машины; послеремонтные испытания и т. п.
Подробный перечень работ, которые необходимо выполнить во время капитального ремонта конкретного вида оборудования, устанавливается в ведомости дефектов.
Рекомендуется составлять типовую ведомость дефектов на капитальный ремонт каждого вида (или группу одинакового) оборудования.
ПЛАНИРОВАНИЕ РЕМОНТОВ.
Основными документами при планировании ремонтов являются:
установленные ремонтные нормативы;
нормы периодичности освидетельствования и испытания сосудов и аппаратов;
титульный список капитального ремонта основных фондов предприятия;
сметно-техническая документация;
годовой график планово-периодических ремонтов оборудования;
месячный план-график-отчет ремонта оборудования;
акт на установление (изменение) календарного срока ремонта предыдущего года;
проект графика остановочных ремонтов производств химической продукции.
РЕМОНТНАЯ ДОКУМЕНТАЦИЯ
Ремонтные документы — это организационно-технические, нормативно-технические, экономические, технологические и рабочие конструкторские документы, необходимые для организации и выполнения работ, направленных на восстановление исправности и полного (или близкого к полному) ресурса оборудования.
Ведомость дефектов (ВД)
служит основанием для определения объемов ремонтных работ по видам, необходимых для ремонта материальных ресурсов, распределения их по отдельным объектам ремонта (единицам оборудования), составления смет, разработки сетевых или линейных графиков, технологических карт производства работ на отдельных объектах ремонта, общей организации и технологий ремонта всего технологического комплекса.
ВД представляет собой подробный перечень дефектов (неисправностей, повреждений деталей, узлов технологического оборудования, технологических коммуникаций, передаточных устройств, приборов и т. п.) с указанием мероприятий по устранению дефектов, перечислением необходимых материалов и запасных частей.
ВД должна содержать перечень дефектов, не только предполагаемых или обнаруженных при осмотре в период подготовки оборудования для сдачи в ремонт, но и уточненных при разборке машины, агрегата, аппарата и их узлов. Для этого при составлении ведомости дефектов предусматривается стадия уточнения.
Смета (СМ)
— основной плановый документ для финансирования расходов из государственного бюджета. Смета определяет объем, целевое направление и распределение бюджетных ассигнований на расходы, в частности, на капитальный ремонт оборудования.
Графики ремонтных работ
позволяют провести ремонт в оптимальные сроки. График остановки на капитальный ремонт заводов, цехов и особо важных объектов (календарный график)
позволяет ремонтной организации (подрядчику) своевременно осуществить инженерную подготовку ремонтного производства: составить графики проведения ремонтных работ на отдельных объектах (линейные графики),
предусматривающие номенклатуру и объем работ, их сметную стоимость, трудозатраты, состав ремонтных бригад (участков, звеньев), необходимые механизмы и инструмент, календарные даты выполнения работ, их линейную последовательность и продолжительность. Форма и пример заполнения линейного графика проведения ремонта приведены в ОСТ 113-15-4—82.
1.5. Схема технологического процесса и ремонта. Технические требования на ремонт, описание технологии ремонта основных деталей и сборочных единиц
Ремонт вращающихся печей
Барабанный гранулятор-сушилка предназначен для тепловой обработки разнообразных продуктов. Барабанный гранулятор-сушилка устанавливаются с наклоном для возможности транспортировки твердого материала. Дымовые газы движутся противотоком относительно материала. Барабаны внутри обмуровываются огнеупорным материалом. Барабан опирается на несколько опорных станций. Привод барабана осуществляется через шестерню, укрепленную в средней его части. Барабанный гранулятор-сушилка очень металлоемкий, поэтому при ремонте выполняется большой объем монтажных работ с применением подъемно-транспортного оборудования, лесов и подмостей. Часть узлов гранулятора-сушилки не может быть заменена при помощи существующих самоходных монтажных кранов из-за недостаточной их грузоподъемности и длины стрелы кранов. Это приводит к необходимости применения при ремонтах барабанных грануляторов-сушилок различных такелажных приспособлений, мачт, порталов и т. д. В то же время применение кранов вместо мачт и порталов позволяет повысить производительность труда в 3—4 раза при одновременном значительном сокращении сроков ремонта.
Для определения действительного состояния агрегата необходимо проводить замеры эксплуатационных параметров узлов и деталей гранулятора-сушилки в ее горячем состоянии, что сопряжено с рядом трудностей. Тщательное обследование всех узлов и деталей барабанного гранулятора-сушилки перед остановкой ее на ремонт позволяет определить эксплуатационное состояние агрегатов, которое служит основой для составления ведомости дефектов.
Наружный осмотр корпуса гранулятора позволяет определить места прогаров, коррозии, большие деформации обечаек (вмятины, выпучины), трещины, нарушения сварных и заклепочных швов и т, д. Искривления корпуса гранулятора-сушилки определяются с помощью штихмасса, профилографа и геодезическим бесконтактным методом. Последний способ наиболее приемлем для определения максимальных искривлений корпуса барабанного гранулятора-сушилки. На работающей сушилки проводится замер биения горячего и холодного концов и определяется эксплуатационное состояние уплотнений.
Нормальным эксплуатационным состоянием опорного узла является работа его при температуре подшипников, не превышающей 70 °С, при отсутствии задиров на шейках и поверхности качения опорного ролика, а также утечки масла из подшипников. Правильное положение опорного ролика относительно оси печи контролируется по прижатию упорного бурта с нижней стороны ролика к упорному кольцу подшипника без излишнего трения. При этом зазор между упорным буртом верхней шейки ролика и упорным кольцом не должен превышать 10—12 мм.
Нормальная работа привода характеризуется отсутствием вибраций, шума и толчков в зацеплении и универсальном шпинделе, бесперебойным поступлением масла во все точки смазки.
Результаты комплексного обследования барабанного гранулятора-сушилки сводятся в единую схему, на основании которой составляется ведомость дефектов |агрегата. Аналогично определяются дефекты вспомогательного оборудования.
Для сокращения продолжительности простоя барабанного гранулятора-сушилки на ремонте, повышения качества и снижения стоимости ремонта основные работы выполняют по проекту организации ремонтных работ (ПОР), который включает: эскиз барабанного гранулятора-сушилки, перечень ремонтных операций и их содержание, технические условия на выполнение ремонтных операций, определение проверочной базы и методы проверки, перечень материальных ресурсов, вспомогательных инструментов и приспособлений, допуски отклонений размеров от расчетных или указанных в чертежах.
При выполнении ремонта вращающихся печей обязательно применение узлового метода производства работ. Этот метод предусматривает замену всех изношенных узлов заранее подготовленными новыми или отремонтированными. Узловой метод требует четкого проведения организационных мероприятий и подготовительных работ, включающих составление номенклатуры взаимозаменяемых узлов и комплектов деталей по видам оборудования, а также проверку годности подготовленных к замене узлов и деталей.
При подготовке к ремонту проводятся следующие работы:
1) подготавливаются подъездные пути и средства доставки узлов;
2) устанавливаются грузоподъемные и поддерживающие устройства;
3) выполняется укрупнительная сборка узлов. Подготовительные работы позволяют уменьшить продолжительность капитального ремонта и провести его в течение 18—28 суток.
Перед сдачей в ремонт из барабанного гранулятора-сушилки необходимо удалить клинкер и футеровку, тщательно очистить все подлежащие ремонту и разборке узлы. Во время ревизии агрегатов проверяется состояние деталей и узлов для уточнения ведомости дефектов.
Наиболее часто ремонтируемыми узлами барабанного гранулятора-сушилки являются корпус, роликоопоры, бандажи, венцовая пара, привод печи, транспортирующие и питающие механизмы, вентиляторы и дымососы, теплообменные устройства, холодильники, маслосистемы, системы водяного охлаждения, аспирационные устройства, корпус. Почти каждая остановка барабанного гранулятора-сушилки на капитальный ремонт сопровождается заменой дефектных участков корпуса, которая обычно проводится путем установки новых обечаек длиной от 1 до 20—30м, причем наиболее часто заменяются участки по 3—4м. При этом требуется установка подпор под консоли корпуса для предотвращения возможного искривления оси барабанного гранулятора-сушилки в месте установки новых обечаек. Стыковка их со старым корпусом — весьма трудоемкая операция, а применение существующих методов проверки стыковок (например, с помощью струн) нередко приводит к большим неточностям.
Более точные результаты дает оптический способ проверки положения оси вращения гранулятора-сушилки сущность которого заключается в следующем. Внутри гранулятора-сушилки на определенном пролете устанавливаются две стойки. На стойке 1
крепится оптическая система, на стойке 3
— мишень. Центры оптической системы и мишени устанавливаются по оси вращения гранулятора-сушилки. Эту ось принимают за базу инструментальной выверки. Установкой на различных участках корпуса гранулятора-сушилки стойки 2
с отсчетными мишенями определяется искривление корпуса гранулятора-сушилки. Этот способ имеет следующие недостатки: 1) необходимость дополнительного освещения внутри печи; 2) необходимость прекращения ремонтных работ во время инструментальной выверки; 3) несовершенство оптической системы, не позволяющей проводить выверку по всей длине гранулятора-сушилки. Наиболее перспективной следует считать проверку стыковки обечаек с помощью лазерного луча. Для ускорения монтажных работ и устранения повторной проверки центры вращения вновь устанавливаемых обечаек наносятся путем сверления отверстий диаметром 8 мм в крестовинах, предохраняющих эти обечайки от деформаций. Центровка считается законченной после прохождения светового луча сквозь центральное отверстие. Стыковка обечаек, разгонка и подготовка стыков под сварку является наиболее трудоемкой и часто встречающейся операцией при капитальных и средних ремонтах вращающихся печей. Подготовка обечаек проводится следующим образом. Корпус охлажденной печи размечается для замены деформированных блоков. В период снятия футеровки на корпус наносятся контрольные риски. По всем местам разметки натягиваются тросы 1
диаметром 6мм, концентрически опоясывающие корпус гранулятора-сушилки. Эти тросы являются направляющими следящих роликов 2
устройства 3
для резки по копиру. Одновременно по всем местам разметки делается подготовительный рез корпуса на ⅓ периметра. Резка ведется под углом, необходимым для разделки кромок. После выполнения подготовительного реза гранулятора-сушилки поворачивается на 180°, и проводится ее демонтаж и монтаж новых блоков в установленном порядке.

Рис. 5—Проверка правильности стыковки обечаек с помощью светового луча:
1 — стойка с источником света; 2— стойка с контрольной мишенью; 3 — стоика с мишенью.
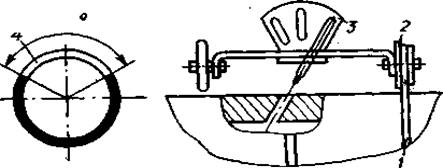
Рис. 6. Резка кромок стыка по копиру:
1— трос; 2— ролик; з— резак; 4—прорезь в корпусе.
Бандажи заменяются в том случае, если износ их поверхностей качения превышает 50% при коробчатом и 20% при сплошном сечении. Сквозные трещины, конусность до 50 мм, быстро прогрессирующий раскат бандажей также являются причинами их замены.
Небольшая конусность и накаты на поверхности качения устраняются путем проточки бандажей с помощью суппорта, устанавливаемого на раме. Целесообразно заменять бандаж в сборе с подбандажной обечайкой и подбандажными прокладками.
Бандаж, надетый на обечайку, расклинивается четырьмя башмаками одинаковой толщины, установленными в диаметрально противоположных направлениях. Все оставшиеся башмаки плотно забиваются (тепловой зазор образуется после обкатки гранулятора-сушилки в результате развальцовки башмаков и регулировочных прокладок). Упоры, предохраняющие бандаж от осевого смещения, привариваются к гранулятора-сушилки ; после монтажа и проверки осевого биения, которое не должно превышать 3 мм.
Описанный способ замены бандажа приемлем при наличии такелажных средств грузоподъемностью не менее 1 МН (100 тс) или при выполнении работ с эстакады методом накатки.
Качество сварки швов корпуса гранулятора-сушилки имеет важное значение, так как на корпус воздействуют знакопеременные механические нагрузки при наличии высокой температуры стенок (до 400 °С) и существенных колебаний температуры окружающей среды. Независимо от вида сварки сварочные работы выполняются в три этапа: подготовительные работы, собственно сварка, контроль качества сварки.
Перед операцией стыковки готовых пролетных и подбандажных обечаек с корпусом гранулятора-сушилки необходимо проверить и обеспечить соосность соединяемых элементов. Нарушение прямолинейности геометрической оси гранулятора-сушилки приводит к деформации корпуса, усиленному износу роликов, бандажей и вкладышей подшипников опор вследствие неравномерного распределения нагрузки на опорные ролики. При ремонте вращающихся гранулятора-сушилки наиболее перспективной является сварка специальной порошковой проволокой. В случае автоматической сварки для создания удобных и безопасных условий работы сварщиков применяются-специальные площадки на ролико-опорах.
Сварку выполняют сварщик-автоматчик и его подручный, стоящие на настиле площадки. Вспомогательный рабочий, находящийся на прицепной площадке,
очищает шов от шлака. Площадка расчаливается по диагоналям четырьмя стропами. Вращение корпуса при автоматической сварке осуществляется от вспомогательного редуктора со скоростью, равной скорости сварки.
Технология сварки, применяемая в летнее время года, неприемлема в зимних условиях, так как приводит к образованию поперечных трещин. С целью предупреждения трещин место сварки необходимо подогревать до 100—150 °С.
Сварка кольцевых стыков вращающихся гранулятора-сушилки в зимний период связана с рядом трудностей. Однако до настоящего времени отсутствуют простые и удобные средства равномерного сопутствующего подогрева основного металла, свариваемого при отрицательных температурах окружающего воздуха. Подогрев стыка осложняется тем, что корпус гранулятора-сушилки в процессе сварки должен вращаться. Другая трудность состоит в том, что невозможно применить флюсовую подушку, необходимую для автоматической сварки первого корневого слоя шва.
После окончания сварочных работ все швы осматриваются, а 5% швов проверяются рентгеногаммографическим методом или ультразвуком с помощью дефектоскопа ДУК-13М. Просвечиванию подлежат места пересечения продольного и кольцевого швов.
Замена дефектных участков корпуса гранулятора-сушилки осуществляется различными методами. Для замены обечаек с помощью эстакады и монтажной тележки необходимо до остановки гранулятора-сушилки смонтировать балки и рельсовые пути для перемещения тележки. Эстакада сооружается на всю длину заменяемого участка корпуса гранулятора-сушилки. При этом необходимо предусмотреть монтажный проем для демонтажа дефектных обечаек и погрузки на тележку новых. Замена дефектного участка проводится последовательно, новые обечайки стыкуются с установленными ранее.
При замене дефектных участков корпуса печи одним блоком применяется метод накатки нового блока на ось печи с эстакады, смонтированной рядом с печью. Длина эстакады должна быть равна длине блока. При ее монтаже наряду с инвентарными лесами часто используются шпальные выкладки, железобетонные конструкции и земляные насыпи.
Леса представляют собой конструкцию из решетчатых элементов различной высоты, соединенных друг с другом с помощью болтов.
Привод. Привод является наиболее ответственным узлом вращающейся гранулятора-сушилки. От надежной его работы зависит нормальная эксплуатация всего агрегата. В соответствии с кинематической схемой привода гранулятора-сушилки, включающей электродвигатель, редуктор, универсальный шпиндель и венцовую пару, наименее надежным в эксплуатации и наиболее часто ремонтируемым узлом является венцовая пара.
Зубчатый венец, подвенцовая шестерня и некоторые другие детали изготовляются из стали 45Л. Эксплуатация зубчатого венца запрещается, если износ зубьев превышает 30%. Замену его при наличии соответствующих грузоподъемных средств наиболее целесообразно проводить в сборе с подвенцовой обечайкой.
Две половины зубчатого венца, положенные на шпальные клетки, скрепляются между собой стяжными болтами. После затяжки гаек на приливы этих половинок венца надеваются в горячем состоянии фиксирующие кольца. С помощью крана в венец заводится подвенцовая обечайка и проводится его центровка в радиальном направлении по образующей обечайки и в осевом — по ее кромке. После центровки зубчатого венца рассверливаются отверстия в лапах крепления его к корпусу гранулятора-сушилки. Целесообразно в период подготовительных работ окончательно закрепить венец, так как клепка непосредственно на корпусе может вестись только в одном положении и для успешного ее выполнения необходимы периодические повороты гранулятора-сушилки, что будет значительно сдерживать ведение остальных ремонтных работ. Подвенцовая обечайка в сборе с зубчатым венцом монтируется взамен дефектного узла. Центровка в этом случае осуществляется по оси вращения гранулятора-сушилки.
Такой способ замены зубчатого венца можно рекомендовать в случае ремонта высокопроизводительных гранулятора-сушилки при наличии козлового крана грузоподъемностью 1,2 МН (120 тс), так как блок с зубчатым венцом для печи 4,5 X 170 м весит около 1 МН (100 тс). Если же имеющиеся грузоподъемные средства не позволяют заменить зубчатый венец в сборе с подвенцовой обечайкой, а состояние корпуса гранулятора-сушилки и узла крепления гарантируют их дальнейшую надежную эксплуатацию, то эту операцию выполняют в несколько приемов.
Зубчатый венец вращающейся печи 3,6 X 150 м состоит из 4 частей, вес каждой из которой не превышает 0,07 МН (7 тс). В этом случае с помощью крана грузоподъемностью 0,1 МН (10 тс) или мачты меняют венец частями. Замененные части стыкуются со старым ободом. Зубчатый венец проходит предварительную контрольную сборку и маркируется. При таком способе замены зубчатого венца значительно сокращается время ремонта гранулятора-сушилки и снижаются затраты на него.
При эксплуатации вращающейся гранулятора-сушилки изнашивается одна сторона зубьев венцового зацепления, другая же его сторона остается вполне пригодной для дальнейшей работы. Поэтому эффективным способом ремонта привода является переворачивание венцового зубчатого колеса и подвенцовых шестерен на 180°. На вращающейся гранулятора-сушилки 4,5 X 170 м работы проводятся следующим образом. После остановки на ремонт печь должна быть установлена в такое положение, чтобы стыки зубчатого венца были расположены горизонтально. При помощи крана грузоподъемностью 0,2 МН (20 тс) на ранее смонтированные стойки мачтового портала над венцовым зубчатым колесам устанавливается поперечная балка. После крепления портала расчалками к якорям и запасовки троса полиспаста к лебедке строятся верхняя половина венцовой шестерни Кольцовым тросом. Подготовив половину зубчатого венца к подъему, нужно освобождать его от крепления к корпусу печи и отсоединить от нижней половины обода. Свободная верхняя половина обода поднимается и при помощи тросов и рычажных лебедок разворачивается на 180°, после чего с помощью крана демонтируются старые пружины крепления хобода к корпусу гранулятора-сушилки. Повернутая часть обода после опускания временно соединяется с нижней половиной венца, и проводится демонтаж нижних пружин крепления. При помощи полиспаста зубчатый венец поворачивается таким образом, чтобы его нижняя часть вышла наверх; при этом внутренняя поверхность колеса скользит по неподвижному корпусу гранулятора-сушилки. Вторая часть обода поворачивается в той же последовательности. После окончания работ по повороту зубчатого венца устанавливаются пружины крепления и венец центруется. В том случае, когда износ зубьев не превышает 30%, целесообразно наплавлять их изношенную сторону. После наплавки необходимо зачистить наплавленный слой с помощью переносных шлифовальных кругов. Форма зуба контролируется по шаблону.
Зубчатый венец работает в условиях знакопеременных нагрузок, осложняемых высокими температурами и деформациями корпуса гранулятора-сушилки. Это приводит к преждевременному разрушению узла крепления венца к корпусу гранулятора-сушилки. Ремонт и реставрация этого узла являются обязательной операцией во время капитального ремонта вращающейся гранулятора-сушилки. Если из-за деформации корпуса гранулятора-сушилки и нарушения узла крепления зубчатого венца его биение превышает допустимую величину, равную 3 мм, то венец необходимо центровать заново. Исправление биения зубчатого венца — сложная трудоемкая операция. Для ее выполнения необходимо периодически поворачивать корпус гранулятора-сушилки с помощью вспомогательного привода. Крепление зубчатого венца на большинстве вращающихся гранулятора-сушилки таково, что не допускает дальнейшей центровки венца после установки. Поэтому, прежде чем крепить венец, его необходимо выставить на домкратах и окончательно отцентровать. Повороты и центровка повторяются до тех пор, пока положение зубчатого венца не будет отвечать допускам на монтаж гранулятора-сушилки.
Поворот вращающихся гранулятора-сушилки осуществляется двумя способами, указанными ниже.
1. С помощью нескольких тракторов типа С-100 (до 4) и системы блоков. При этом требуется свободное пространство для движения тракторов на расстоянии 80 mji синхронная их работа. Данный способ неприменим для поворота высоко расположенных гранулятора-сушилки; в этом случае тяговое усилие разлагается на две составляющие, одна из которых прижимает печь к ролика, а вторая стремится скатить ее.
2. С помощью портальной тележки или портала, системы блоков и электролебедки грузоподъемностью 0,08 МН (8 тс). В этом случае тяговое усилие стремится приподнять и повернуть корпус гранулятора-сушилки.
Как при первом, так и при втором способе центровка венцового зубчатого колеса длится от 3 до 8 смен, и в этот период никакие другие ремонтные работы на гранулятора-сушилки практически проводить невозможно.
Для сокращения сроков ремонта и снижения его стоимости разработаны и успешно применяются способы центровки зубчатых венцов без поворота печи.
Внутри блока зубчатого венца (рис.7) устанавливаются стойки приборов 2
в гайки 7, которые привариваются к корпусу на равных расстояниях (5/2) от оси крепления венца на блоке. С помощью штихмасса 3
определяется ось вращения блока. В восьми точках касания штихмасса с корпусом гранулятора-сушилки просверливаются отверстия 4
диаметром 18 мм. Затем через отверстия пропускается штихмасс до соприкосновения с поверочной металлической линейкой 5, которая устанавливается по вершине зуба, и по делениям штихмасса определяются отклонения от номинального размера, равного радиусу венца по вершине зуба. По этим отклонениям подсчитываются значения размеров А
4
— А4
в четырех положениях с каждой стороны зубчатого венца. При точной центровке венца на корпусе вращающейся печи все значения А
должны быть одинаковыми.
Если значения А
различны, то подсчитываются радиальное и осе-, вое биения в горизонтальной и вертикальной плоскостях и затем |"находится среднее значение.
Конструкция крепления (рис. 8) зубчатого венца к корпусу вращающейся гранулятора-сушилки такова, что центровка его возможна.
Столько путем смещения болтов 2
крепления в отверстиях 1
пружин. t
Опорные станции. В современных высокопроизводительных гранулятора-сушилки нагрузки на опоры достигают 5—7 МН (500—700 тс). Чтобы освободить при ремонте опорные ролики (рис. 9), необходимо устанавливать несколько домкратов грузоподъемностью 2 МН (200 тс) каждый. При этом нагрузка на них распределяется неравномерно и перегруженные домкраты выходят из строя. Вследствие этого возможны прорывы масла под большим давлением и мгновенное разрушение корпусов домкратов, что создает повышенную опасность для ремонтного персонала.
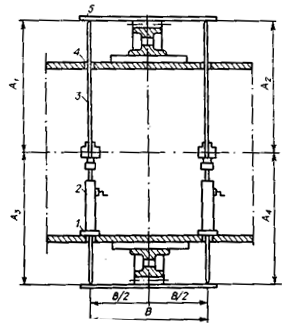
Рис. 7.- Центровка зубчатого венца без поворота вращающейся печи:
1 — гайка; 2 — стойка приборов; 3— штихмасс; 4 - отверстие; 5 — линейка.
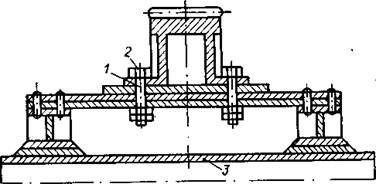
Рис. 8. Крепление зубчатого венца:
1 — отверстие; 2 — болт; 3— корпус
гранулятора-сушилки.
Две опоры на вращающихся печах имеют контрольные ролики и упоры, которые необходимо демонтировать при установке домкрата под бандажи. Демонтаж и последующий монтаж этих устройств на одной опоре занимает от 4 до 6 смен. Чтобы избежать непроизводительных затрат, в отдельных случаях ремонт роликоопор можно проводить следующим образом.
При вращении гранулятора-сушилки от вспомогательного привода опорные ролики сдвигаются с помощью гидроперекоса под гранулятора-сушилки на 50—80 мм, обеспечивая тем самым подъем бандажа на 30—45 мм. После остановки: гранулятора-сушилки между бандажами и опорной рамой устанавливается надежная; стойка, а опорные ролики отодвигаются наружу на 100—200 мм. Нагрузка с опорных роликов снимается, и ремонтные работы в дальнейшем ведутся обычным порядком.
Дефекты демонтированных опорных роликов устраняются путем t проточки на токарно-лобовом станке с последующим шлифованием. При значительном износе поверхностей опорных роликов можно применять наплавку, которая осуществляется голым электродом под слоем флюса с добавлением в него 15% сталинита. Скорость подачи электродной проволоки диаметром 5 мм составляет 2 м/мин при сварочном токе 800—1000 А.
Опорные ролики, износ обода которых превышает 30% от первоначальной толщины или на поверхности качения которых имеются сквозные трещины, подлежат замене. Конусные опорные ролики протачиваются на месте. При отсутствии устройства для проточки ролики с конусностью более 10 мм необходимо заменять или протачивать их в механической мастерской.
1.6. Описание монтажа аппарата или машины
Монтаж гранулятора-сушилки.
Перед монтажом машину необходимо тщательно очисть от антикоррозионных покрытий. Гранулятор-сушилка устанавливается на бетонный фундамент. Глубина залегания фундамента зависит от качества грунта, но не должен менее чем 436 мм. Монтаж следует производить по рамному уровню. Необходимая точность установки гранулятора-сушилки в обоих направлениях 0.5/1000.
После выверки машины фундаментные болты заливаются бетоном. После затвердевания бетона следует затянуть гайки фундаментных болтов, проверяя положение гранулятора-сушилки по уровню. Затяжка гаек должна производится равномерно и плавно. За тем под раму барабана подливается цементный раствор и ведётся окончательная отделка фундамента.
При отделке фундамента необходимо предусмотреть закладку труб для подвода электропитания к автоматическому выключателю и от автоматического выключателя к барабану.
Место установки автоматического выключателя выбирается с учетом, чтобы он не мешал при работе и ремонте. Заземляют машину к общей системе заземлению. Проверяют электрооборудование машины.
Проверяют правильность зацепления зубчатой пары. После подключения машины к электросети проверяют правильность вращения барабана в соответствии для обеспечения возврата материала в барабан.
1.7. Охрана труда при ремонте и монтаже
Техника безопасности при монтаже гранулятора-сушилки.
Такелажные работы при монтаже строительных конструкций в большинстве случаев приходится выполнять на большой высоте. Поэтому каждый такелажник должен знать правила техники безопасности.
К работе по монтажу строительных конструкций допускаются лишь рабочие, прослушавшие вводный (общий) инструктаж на рабочем месте о правилах безопасного выполнения конкретной работы. Проведение инструктажа оформляют в журнале соответствующей записью, которая подтверждается подписями рабочего, получившего инструктаж, и лица, проводившего инструктаж.
Такелажники, выполняющие работу на высоте, к которой предъявляются повышенные требования по технике безопасности, должны пройти обучение по утвержденной программе, сдать экзамены по технике безопасности и иметь соответствующее удостоверение. До прохождения обучения их к самостоятельной работе не допускают.
В сроки, установленные Министерством здравоохранения, такелажники проходят предварительный и периодический медицинские осмотры.
К верхолазным и другим особо опасным строительно-монтажным работам допускаются лица не моложе 18 лет. Верхолазными считаются все работы, которые выполняются на высоте более 5 м от поверхности грунта, перекрытия или рабочего настила, над которым производятся работы с временных монтажных приспособлений или непосредственно с элементов конструкций оборудования, машин и механизмов при их установке, монтаже и ремонте. При этом рабочий должен быть в предохранительном поясе.
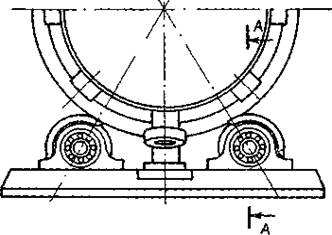

Рис. 9. Опорные ролики:
а—с вмонтированными подшипниками; б — с выносивши подшипниками
.
Администрация монтажного участка обязана все монтажные приспособления, подъемные механизмы и вспомогательные приспособления до пуска в работу подвергнуть техническому освидетельствованию.
Каждый такелажник должен знать правила знаковой сигнализации , применяемой при перемещении грузов кранами.
Во время подачи знаковой сигнализации место, с которого подаются сигналы, должно быть хорошо освещено. При недостаточном освещении места работы, а также при сильном снегопаде или тумане и в других случаях, когда машинист крана плохо различает сигналы стропальщика, работы по подъему или перемещению грузов следует прекратить.
2.
Раздел. Специальная часть
2.1.
Техническая характеристика грузоподъемных устройств и малой механизации, которые применяются при ремонте или монтаже
Такелажные работы включают погрузку и разгрузку, увязка и крепление, строповку и растроповку, кантовку, горизонтальное и вертикальное перемещение. Особенно ответственными и сложными видами работ являются подъём тяжёлых конструкций на большую высоту и установка их в проектное положение.
Стальные канаты и стропы.
Широкое применение при такелажных работах получили стальные канаты. Грузовые канаты
,
подвергаемые в процессе работы многократным перегибам на барабанах лебедок и роликах (блоках) полиспастов, должны обладать высокой прочностью и гибкостью. Этим требованиям в наибольшей мере отвечают канаты типов ЛК-РО (6 х 36 х1 о. с.) по ГОСТ.7668—69 и ТЛК-О (63 х 7 х 1 о. с.) по ГОСТ 3079—69. Для вант, расчалок, оттяжек и т. п., а также для стропов с прямыми ветвями, не подверженных изгибу, используют более дешевые жесткие канаты с меньшим числом проволок в прядях — типов ЛК-Р (6 х 19 х 1 о. с.) по ГОСТ 2688—69, ТК (6 х 19 х 1 о. с.) по ГОСТ 3070—74 и др.
Строповые канаты
для обвязки, подвергаемые наряду с растяжением изгибу на значительно меньшем радиусе по сравнению с грузовыми, должны обладать высокой гибкостью. Этому требованию отвечают особо мягкие канаты тройной свивки типа ТК (6 х 7 х 19 + 1 о. с.) по ГОСТ 3089—66, пряди которых имеют двойную свивку из проволок малого диаметра. При обвязке используют также канаты по ГОСТ 3071—74, ГОСТ 3079—69, ГОСТ 7668—69 и ГОСТ 7669—69. Значительное уменьшение габаритов и массы такелажных средств (лебедок, блоков и др.) сулит применение перспективных конструкций стальных канатов: из высокопрочной проволоки с временным сопротивлением разрыву 2500—3000 МПа, с обжатыми прядями, упрочненных предварительным растяжением, с металлическими или комбинированными сердечниками из прополочных прядей и органического заполнения. Для подвешивания грузов к крюку или к захвату подвижного блока полиспаста применяют стропы.
Стропы.
Преимущественное применение на монтажных работах имеют канатные стропы (рис. 10), реже — цепные (рис. 11). Для строповки грузов обвязкой иногда используют простейшие стропы в виде отрезка каната, концы которого после обвязки соединяют сжимами или такелажными узлами, но чаще универсальные кольцевые и двухпетлевые стропы.
Для навешивания грузов, имеющих специальные приспособления в виде рым-болтов, крюков, скоб и проушин, применяют стропы с прямолинейными ветвями: одноветевые — с подвесными приспособлениями в виде крюков, петель, скоб, коушей, карабинов и др. и многоветвевые — из нескольких универсальных двухпетлевых или одноветвевых стропов, соединенных в месте подвеса к крюку общей скобой — кольцом. Для монтажа тяжелого оборудования применяют многоветвевые канатные стропы невитой и витой конструкций. Первые представляют собой несколько параллельных витков каната. Их изготовляют непосредственно перед подъемом груза на монтажной площадке и, как правило, применяют однократно. Витой многоветвевой канатный строп представляет собой пучок перевитых ветвей каната, замкнутый в универсальный строп.
Универсальные стропы изготовляют грузоподъемностью от 0,32 до 32 т по ТУ 36-2032—77 Минмонтажспецстроя из канатов диаметром
d
К
= 6,3--25 мм. Заделку их концов осуществляют заклепкой и опрессовкой алюминиевыми втулками, изготовляемыми из труб по ГОСТ 18482—73. Длину втулок принимают равной (4--8)d
к
(8d
к
)
при d
к
= 6,3 мм и 4d
к
при d
к
= 25 мм, а усилие опрессовки составляет от 400 до 2000 кН.

Рис. 10. Разновидности канатных стропов:
а — простой (отрезок каната без петель); б — универсальный кольцевой; в — универсальный двухпетлевой; г — одноветвевой; д — многоветвевые из универсальных одноветвевых стропов;1-- канат; 2 — проволока (заплетка); 3 — строповка на удав; 4 — строповка в обхват; 5 — образование петли способом заплетки; 6 — то же, способом опрессовки; 7-- коуш; 8--петля; 9--крюк; 10-- кольцо;
d
к
— диаметр каната
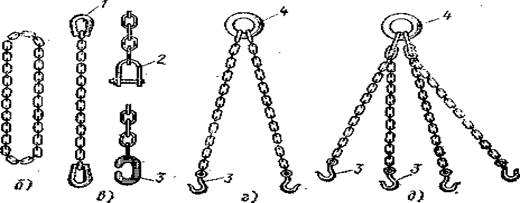
Рис.11. Разновидности цепных стропов:
а — простой (отрезок цепи); б — универсальный (замкнутый отрезок цепи); в — облегченный; г, д — многоветвевые; 1 — концевое звено (петля); 2 — скоба; 3 — крюк; 4—кольцо
2.2.
Механический расчет ремонтных устройств
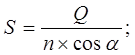
Расчет стропов
Расчет стропов из стальных канатов проводят по формуле с учетом числа ветвей стропа п и угла а
наклона их к вертикали .
При массе груза Q натяжение в ветви стропа будет
Расчет канатов такелажных средств.
Стальные проволочные канаты такелажных средств, не подконтрольных Госгортехнадзору, рассчитывают по формуле
P
/
S
≥ К,
где Р
— разрывное усилие каната в целом, принимаемое по сертификату по данным государственного стандарта; S—наибольшее натяжение ветви каната с учетом КПД полиспаста ( без учёта динамических нагрузок); К
— коэффициент запаса прочности.
Наименьший допускаемый коэффициент запаса прочности каната такелажных средств, не подконтрольных Госгортехнадзору (согласно рекомендациям ВНИИМонтажспецстроя)
К =
4—5 при грузоподъемности 5—50 тонн.
Исходные данные:
Q= 17820 кг.
4х
ветвевой строп n=4;
β =120о
– угол строповки;
α = 60о
– угол стропа от вертикали.
Решение
:
Определяем S—наибольшее натяжение ветви каната с учетом КПД полиспаста ( без учёта динамических нагрузок)

Определяем Р
— разрывное усилие каната в целом, принимаемое по сертификату по данным государственного стандарта

Вывод:
для монтажа и демонтажа барабанного гранулятора-сушилки принимаем 4х
ветвевой строп из мягкого каната тройной свивки типа ТК (6 х 7 х 19 + 1 о. с.) по ГОСТ 3089—66 с
разрывным усилием каната Р
=35640 кг.
2.3.
Проверочный расчет деталей и сборочных единиц отремонтированного аппарата
2.3.1. Технологический расчет аппарата
Параметры для расчета взяты из технологической характеристики БГС.
1) Определяем температурный напор теплоносителя по формуле:
ΔT = t1
– t2
;
где t1
– температура теплоносителя на входе в аппарат; t1
=550°
С
t2
– температура теплоносителя на выходе из аппарата; t1
=100°
С
ΔT = 550 – 100 = 450°
С
2) Определяем напряжение по влаге поперечного сечения барабана:
AF
= 0,49ΔT + 200 = 0,49∙450 + 200 = 420 кг/(м2
∙ч)
3) Определяем общее количество испаренной влаги в аппарате, исходя из производительности по готовому продукту:
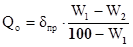 ; ;
 т/ч т/ч
4) Количество влаги, удаляемое в зоне досушки, определяется по формуле:
 ; ;
 т/ч т/ч
5) Определяем расход тепла в зоне досушки:
Qc
= Wc
∙(595 + 0,47t2
– tп
) = 0,928∙103
(595 + 0,47∙100 – 85) = 517,1∙103
ккал/ч; Qc
=602∙103
Вт
6) Средний по длине зоны досушки температурный напор определяется по формуле:
Δtд
=  ; ;
Δtд
=  °
С °
С
7) Определяем объемный коэффициент теплоотдачи в зоне досушки:
 ; ;
α = 0,021; В = 0,17 
 Вт/(м2
∙К) Вт/(м2
∙К)
8) Определяем полный расход теплоносителя на сушку:
Qт
= υт
∙Fб
= 2,3∙0,785∙4,52
= 36,3 м3
/с
Вывод: полный расход теплоносителя на сушку составил Qт
= 36,3 м3
/с.
2.3.2. Конструктивный расчет аппарата
Параметры для расчета взяты из технологической характеристики БГС.
1) Определяем диаметр аппарата:
 ; ;
 м; Принимаем D = 4,5 м м; Принимаем D = 4,5 м
2) Определяем частоту вращения аппарата по формуле:
 ; ;
Fr
– значение модифицированного критерия Фруда; Fr
= 0,022 
 об/мин; Принимаем n = 4,5 об/мин об/мин; Принимаем n = 4,5 об/мин
3) Принимая длину зоны распыла пульпы Lp
= 1 м  , рассчитываем длину зоны завесы порошка: , рассчитываем длину зоны завесы порошка:
Lз
= Lф
- Lp
;
Lф
– протяженность факела распыла пульпы; Lф
= 1,45∙D = 1,45∙4,5 = 6,5 м
Lз
= 6,5 – 1 = 5,5 м
4) Определяем объем зоны досушки:

 м3 м3
5) Определяем длину зоны досушки:
 м м
6) Определяем длину всего аппарата:
Lобщ
= Lр
+ Lз
+ Lс
;
Lобщ
= 1 + 5,5 + 9,2 = 15,7 м Принимаем длину аппарата 16 м
Вывод: диаметр аппарата D = 4,5 м; частота вращения аппарата n = 4,5 об/мин; длина всего аппарата Lобщ
= 16 м.
2.3.3. Проверочный расчет
Проверочный расчет для барабанных сушилок производится из отношения длины барабана гранулятора-сушилки к его диаметру.

 Условие выполняется. Условие выполняется.
Вывод: Расчетные характеристики сконструированного барабанного гранулятора-сушилки заносим в таблицу № 3
Расчетные характеристики сконструированного барабанного гранулятора-сушилки
Таблица № 3
| Длина аппарата
Диаметр барабана
Частота вращения аппарата
Полный расход теплоносителя на сушку
Объем зоны досушки
Влагосъем
|
Lобщ
= 16 м
D = 4,5 м
n = 4,5 об/мин
Qт
= 36,3 м3
/с
Vc
= 146,2 м3
AF
= 420 кг/(м2
∙ч)
|
2.4. Повышение технического уровня аппарата (модернизация)
Под модернизацией оборудования понимают внесение в конструкцию машины изменений, которые повышают их технический уровень и прочность, а в некоторых случаях и долговечность. Экономически целесообразно проводить модернизацию только тогда, когда затраты окупаются в течение 2 – 3 лет, а производительность машины повышается не меньше, чем на 20 – 30 %. При этом машина должна эксплуатироваться не меньше, чем 5 лет.
Модернизация оборудования заключается во внесении в конструкцию машины или аппарата ряда изменений, обеспечивающих повышение его технологического уровня и эксплуатационных показателей:
1) производительность
2) жесткость и виброустойчивость
3) долговечность
4) точность
5) степень автоматизации
6) безопасность работы
7) удобство и легкость обслуживания
Производительность оборудования увеличивается путем повышения их мощности или быстроходности (по необходимости), а также автоматизация и механизация вспомогательных операций. Повышение быстроходности и мощности достигается заменой электродвигателя, изменением конструктивных параметров механического привода, а также установкой специальных редукторов.
Увеличение долговечности и безотказности обеспечивается повышением износостойкости ответственных деталей, улучшением условий смазки, применением защитных устройств для направляющих рам и ходовых механизмов, усилением слабых звеньев.
Увеличение жесткости и виброустойчивости обеспечивается установкой дополнительных ребер жесткости, выполнением сварочных швов согласно нагрузок, усовершенствованием виброгасителей и заменой амортизаторов на более новые модификации.
Повышение безотказности работы и обеспечение обслуживания обеспечивается установкой, при необходимости, блокирующих устройств, ограждением опасных зон; установкой опор и упоров, концевых выключателей, предохранительных устройств, аварийных сигнализаций.
На эффективность работы аппаратов БГС влияют плотность материала в зоне распыла пульпы, параметры работы распыливающих форсунок, скорость теплоносителя и др.
Для интенсификации процессов гранулирования и сушки удобрений в аппаратах БГС предлагается ряд технических решений. Так на основании исследования теплообмена по длине барабана установлено, что формирование и сушка гранул практически полностью завершаются на первых двух-трех метрах в загрузочной зоне аппарата. Высокая интенсивность процессов тепло- и массообмена в зоне распыла определяется большой поверхностью контакта твердой и жидкой фаз. Для повышения эффективности процессов гранулообразования и сушки целесообразно приблизить место ссыпания порошкового материала к форсунке. С учетом результатов экспериментальных исследований разработана усовершенствованная конструкция аппарата БГС.
Модернизация аппарата заключается в установке цилиндра с тангенциальными щелевыми окнами для ввода теплоносителя, расположенного в загрузочной камере. Пульпа через форсунку распыливается на ядро вихревого свода ссыпающегося материала, создаваемого в камере 2
за счет тангенциального ввода 4
теплоносителя и порошка. Затем смесь пульпы и порошка попадает на факел распыла твердого материала, создаваемый лопастной насадкой 5.
Образовавшиеся агломераты окатываются и сушатся в потоке теплоносителя, который выводится через газоход 6. После этого часть материала обратным шнеком 8
возвращается в зону распыла пульпы. Остальной продукт через патрубок 7
поступает на рассев, после чего мелкая фракция возвращается в камеру 2
через патрубки 3, 9.

Рис.12—Схема усовершенствованного БГС.

Рис.13—Схема работы усовершенствованного БГС.
Предложена конструкция аппарата БГС, в котором кроме грануляции, сушки и классификации совмещены процессы охлаждения товарной фракции и дробления крупной фракции удобрений. В отличие от обычного аппарата БГС, здесь имеется камера 1
для охлаждения продукта, которая располагается за конусом 2
. Для более качественного и надежного разделения гранул продукта по фракциям на наружной поверхности конуса 2
расположен шнек 3.
Кроме того, предусмотрен дополнительный усеченный конус 4,
который устанавливается за конусом 2.
Отделившаяся на конусах 2 и 4
крупная фракция дробится в измельчителе 5,
расположенном между конусами. Предложена реконструкция типового аппарата БГС с габаритами 4,5Х16 м, позволившая значительно интенсифицировать его работу. Сущность реконструкции заключается в изменении угла наклона подъемных лопаток. Вместо ряда подъемных лопаток, расположенных вдоль оси типового аппарата БГС, перед обратным шнеком установлены лопатки (длиной 1м каждая) под углом 45—50° к образующей барабана и с шагом, обеспечивающим осыпание материала с лопатки на лопатку и перемещение его к форсунке. Подпорное кольцо в зоне выгрузки аппарата снято, а остальные узлы подъемно-лопастная насадка, шнек, конус—оставлены без изменения. При этом коэффициент заполнения барабана в зоне распыла пульпы составит на 20—25%, выше требуемого для полного использования лопаток данной конструкции.
3. Раздел. Экономическая часть
3.1. Разработка графика планово-периодических ремонтов ремонтного участка (установки)
Системой ППР называется совокупность организационных и технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования, проводимых профилактически по заранее составленному плану для обеспечения безотказной работы оборудования.
Цели планово-предупредительного ремонта:
1) предупреждение преждевременного износа оборудования и поддержание его в работоспособном состоянии;
2) предупреждение аварий оборудования;
3) возможность выполнения ремонтных работ по плану, согласованному с планом производства;
4) своевременная подготовка запчастей, материалов и рабочей силы и минимальный простой оборудования в ремонте.
В целом система ППР служит для поддержания оборудования в исправном состоянии, т. е. она должна обеспечить путем плановых ремонтов работоспособность оборудования при сохранении его высокой производительности. Плановое проведение ремонтов позволяет также создать равномерную загрузку ремонтных бригад, повысить качество ремонтов и снизить расходы на ремонт.
График ППР должен предусматривать:
1) затраты времени на ремонт;
2) затраты рабочей силы;
3) необходимое количество запчастей и ремонтных приспособлений;
4) проведение модернизации в период остановки оборудования на ремонт.
Планово-предупредительный ремонт проводится периодически в плановом порядке через определенное количество часов непрерывной работы. Содержание и объем каждого ремонта устанавливаются окончательно в процессе его выполнения с учетом выявленного состояния агрегатов. При составлении плана ремонта учитывается межремонтный цикл для данного вида оборудования. Межремонтным циклом называется время работы между двумя капитальными ремонтами.
Для вновь установленного оборудования межремонтным циклом будет период от начала ввода его в эксплуатацию до первого капитального ремонта.
Длительность межремонтного цикла изменяется в зависимости от времени, отработанного оборудованием, количества проведенных ремонтов, состояния оборудования и качества его эксплуатации.
Кроме межремонтного цикла используется понятие межремонтного периода. Межремонтный период — это время между двумя ремонтами любой категории.
Система ППР предусматривает следующие виды обслуживания и ремонтов: техническое (межремонтное) обслуживание; плановое техническое обслуживание; техническое обследование (технический осмотр); сезонное техническое (межремонтное) обслуживание; текущий ремонт; капитальный ремонт; внеплановый (аварийный) ремонт.
В прошлом наличие трех видов ремонта — текущего, среднего, капитального — усложняет планирование и учет, поэтому вновь разрабатываемые нормативы содержат только два вида ремонтов — текущий, капитальный. При этом повышается роль текущего ремонта, увеличивается его объем и межремонтный период. В целом переход на два вида ремонта дает существенный экономический эффект, так как затраты труда на ремонт снижаются и повышается коэффициент использования оборудования.
Время простоя оборудования в ремонте складывается из периодов проведения подготовительных, ремонтных и заключительных (послеремонтных) работ. В подготовительные работы входит остановка оборудования, удаление продукта, продувки, промывки, пропарки и т. и. Продолжительность ремонтных работ включает время для проведения одного ремонта и время для испытания на прочность, плотность и обкатку на холостом ходу. Заключительные работы — рабочая обкатка оборудования и вывод его на эксплуатационный режим.
Трудоемкость ремонта представляет собой затраты труда на проведение одного ремонта и рассчитывается с учетом сложности и конструктивной особенности оборудования. Оценка трудоемкости ремонта может выражаться как в абсолютных величинах (человеко-часах или днях), так и в относительных величинах. При относительной оценке трудоемкость ремонта какого-либо вида оборудования принимается за эталон. Эта величина называется также условной и соответствует примерно 40 — 55 нормо-часам.
Планирование ремонтов
.
Расчет трудовых затрат на ремонт оборудования химического предприятия составляется на основании:
1) расчета объема ремонтных работ на плановый год;
2) сводного плана ремонта оборудования;
3) месячного графика планово-предупредительного ремонта оборудования;
4) годового графика остановок на ремонт цехов и особо важных объектов;
5) титульного списка капитального ремонта основных средств;
6) плана оргтехмероприятий по ремонтной службе;
7) плана ремонтно-механического цеха на изготовление запасных деталей.
Планируемый межремонтный срок службы оборудования Т
пл
(в ч) может быть определен по формуле:
Тпл
= N / Кэ
;
где N — нормативный межремонтный ресурс, машино-ч;
Кэ
— коэффициент использования оборудования.
Величина Кэ
определяется по соотношению:
Кэ
= ТФ
/ Тк
;
где Тф
—
фактическая наработка оборудования, машино-ч;
Тк
— календарное время эксплуатации, т. е. время между капитальными ремонтами.
Количество капитальных ремонтов акр
в ремонтном цикле:
акр
= 1
Количество текущих ремонтов атр
в ремонтном цикле:
атр
= Т / Ттр
— 1 ;
где Т —
длительность ремонтного цикла; Ттр
— наработка между текущими ремонтами. Один текущий ремонт совпадает с капитальным.
Количество технических обслуживаний ато
в ремонтном цикле:
ато
= Т / Тто
— ак р
— атр
;
где Тто
— наработка между техническими обслуживаниями;
Количество ремонтов n по годовому плану:
N =Nр
аі
(КТк
/Т) ;
где Nр
— количество единиц однотипного оборудования, находящегося в работе;
аі
— число капитальных, текущих ремонтов и технических обслуживаний в ремонтном цикле;
К — плановый коэффициент использования оборудования;
Тк
— календарное время, принятое в положении о ППР, Тк
= 8640 ч в год.
Плановый коэффициент использования оборудования можно
рассчитать из соотношения:
К = Тп
/ Тк
;
где Тп
— плановое время работы оборудования в году, ч.
По результатам расчета ремонтов каждого вида оборудования составляется сводный план ремонта по предприятию в целом, а затем график ППР по производству и цехам.
ПРИМЕР РАСЧЁТА ГРАФИКА ППР.
Разработка графика планово-периодических ремонтов цеха СКА и ЖС для для технологического процесса получения гранулированного сульфата алюминия.
Исходные данные:
Барабанный гранулятор-сушилка типа БГС.
Время работы между ремонтами:
Капитальный ремонт (КР); Ткр
= 17280 ч.
Текущий ремонт (ТР); Ттр
=2880 ч.
Техническое обслуживание (ТР); Тто
=720 ч.
Время простоя в ремонте:
Капитальный ремонт (КР); τкр
= 492 ч.
Текущий ремонт (ТР); τтр
=172 ч.
Техническое обслуживание (ТР); τто
=42 ч.
Затраты на ремонт:
Капитальный ремонт (КР); Зкр
= 456 чел.—час .
Текущий ремонт (ТР); Зтр
= 128 чел.—час.
Техническое обслуживание (ТР); Зто
=48 чел.—час.
Календарное время в ППР Тк
=8640ч.
Решение:
1. Определяем количество КР, ТР, ТО:
а) определяем количество КР по формуле:
акр
= Ткр
/ Т к
= 17280 / 8640 = 2
принимаем, что КР проводится 1 раз в 2 года. В этом году КР не проводится.
б) определяем количество ТР по формуле:
атр
= Тк
/ Ттр
= 8640 / 2880 = 3
принимаем, что ТР проводится 3 раз в год.
в) определяем количество ТО по формуле:
ато
= Тк
/ Тто
= 8640 / 720 -- атр
=12—3=9
принимаем, что ТО проводится 9 раз в год.
2. Определяем общее время простоя в ремонте барабанного гранулятора-сушилки типа БГС по формуле:

3. Определяем годовой фонд рабочего времени барабанного гранулятора-сушилки типа БГС по формуле:
Траб
=Тк
--∑τпростой
= 8640— 894 = 7746 час.
4. Определяем общие затраты на ремонт по формуле:
∑Зобщ
=∑аi
Зі
=атр
Зтр
+ато
Зто
=3х128+9х48= 816 чел.—час.
Аналогично проводим расчёты для другого вида оборудования технологической схемы.
Вывод: Согласно графика ППР цеха СКА и ЖС для технологического процесса получения гранулированного сульфата алюминия. Годовой простой оборудования в ремонте составил ∑τпростой
=1680 час., общие затраты на ремонт оборудования насосной станции технической воды составили
∑Зобщ
= 6298 чел.--час.
3.2. Расчет количества рабочих, занятых на обслуживании и ремонт
оборудования.
1. Определяем количество основных производственных рабочих (слесарей- ремонтников) по формуле:

 где К—плановый коэффициент перевыполнения норм выработки, К=1.05…1.15, принимаем К=1.15. где К—плановый коэффициент перевыполнения норм выработки, К=1.05…1.15, принимаем К=1.15.
Росн.раб
=6298/1680 х 1,15 =4.3чел.≈ 5 чел.
Принимаем Росн.раб
=5 чел., слесарей-ремонтников.
2. Определяем количество вспомогательных производственных рабочих по формуле:

Количество вспомогательных рабочих принимается как 10% от количества основных рабочих.
Рвсп.раб.
=0.1х 5= 0.5 чел.≈ 1чел.
Принимаем Рвсп..раб
=1чел.,
1-го электрогазосварщика.
Общее количество основных и вспомогательных производственных рабочих определяется по формуле:

3. Распределяем количество рабочих по разрядам.
Распределение по разрядам основных и вспомогательных рабочих производится согласно схемы.
Схема распределения по разрядам
| Разряд
|
РІ
|
РІІ
|
РІІІ
|
РІV
|
РV
|
РVІ
|
| %
|
4
|
9
|
36
|
41
|
7
|
3
|
Примечание: расчет начинается с разряда имеющего высокий процент.
РІІІ=7х 36/100 = 3 чел. слесарь-ремонтник
РІV=7х 41/100 = 2 чел. слесарь-ремонтник
РV=7х 7/100= 0.49≈ 1 чел. электрогазосварщик
Принимаем слесарей-ремонтников 4-го разряда РІV=2 чел., слесарей-ремонтников 3-го разряда РІІІ=3 чел., газосварщика 5-го разряда РV=1 чел.
4. Определяем средний разряд работников по формуле:
 ; ;
аср
= 
Средний разряд работников по техническому обслуживанию и ремонту оборудования насосной станции составляет аср
=3,83
5. Определяем количество ИТР, служащих и младшего обслуживающего персонала (МОП).
Количество ИТР, служащих и младшего обслуживающего персонала (МОП) определяется в процентном отношении от количества основных и вспомогательных рабочих согласно таблицы.
| Разряд
|
ИТР
|
Служащие
|
МОП
|
| %
|
10
|
2-3
|
2-4
|
Примечание: расчет начинается с наибольшего процента.
 Определяем количество ИТР по формуле: Определяем количество ИТР по формуле:

Принимаем 1-го мастера по техническому обслуживанию и ремонту оборудования насосной станции для ремонтной бригады.
6. Определяем общий штат ремонтной бригады.
Общий штат ремонтной бригады определяем по формуле:

Вывод
:
для технического обслуживания и ремонта оборудования цеха СКА и ЖС для технологического процесса получения гранулированного сульфата алюминия принимается: 1 мастер, 3 слесаря-ремонтника III разряда, 2 слесаря-ремонтника IV разряда, 1электрогазосварщик V разряда.
3.3. Расчет стоимости обслуживания и ремонт оборудования
Расчёт себестоимости одной ремонтной единицы ремонтной службы цеха СКА и ЖС для технологического процесса получения гранулированного сульфата алюминия ЗАО «Крымский Титан» производится за март месяц 2005 года согласно материалов цеха СКА и ЖС ЗАО «Крымский Титан».
Статьи затрат калькуляции себестоимости ТО и ремонта.
Исходные данные:
1. Основная заработная плата
количество рабочего персонала --6 чел.
из них слесарь—ремонтник 3 разряда --3 чел.
слесарь—ремонтник 4 разряда -- 2чел.
электрогазосварщик 5 разряда.-- 1 чел.
Часовая тарифная ставка
слесарь—ремонтник 3 разряда-- 3,46 грн.
слесарь—ремонтник 4разряда --3,84 грн.
электрогазосварщик 5 разряда - 5,17 грн.
оклад мастера -900 грн.
Среднее количество часов отработанных за месяц (июнь)- 168 часов.
2. Дополнительная заработная плата от основной заработной плат- 20%
3. Стоимость ремонтных деталей --264 грн.72коп.
4. Стоимость основных и вспомогательных материалов --472грн.38коп.
5. Стоимость электроэнергии, воды, газа, топлива --324грн.53коп.
6. Оплата услуг других предприятий (цехов)-- 148грн.80коп.
7. Общие расходы участка (заработная плата ИТР) -- 900 грн.
Решение
1. Определение средней часовой тарифной ставки по формуле:

2. Определение основной заработной платы рабочего персонала за месяц: 
3. Определение дополнительной заработной платы рабочего персонала СВДО за месяц: 
4. Определение основной и дополнительной заработной платы рабочего персонала:

5. Определение норматива на 1000 грн. заработной платы рабочего персонала: 
6. Определение норматива стоимости ремонтных деталей:

7. Определение норматива стоимости основных и вспомогательных материалов: 
8. Определение норматива стоимости электроэнергии, воды, газа, топлива:

9. Определение норматива оплаты услуг других предприятий:

10. Определение норматива общих расходов участка (заработная плата ИТР):

11. Определение себестоимости одной ремонтной единицы исходя из полученных нормативов:

Ответ:
Себестоимость одной ремонтной единицы ремонтной службы цеха СКА и ЖС для технологического процесса получения гранулированного сульфата алюминия ЗАО «Крымский Титан» за март месяц 2005 года составила 1748,97грн.
3.4. Экономическая эффективность, предложений по повышению технического уровня оборудования
Сконструированный аппарат БГС наряду с простотой и надежностью эксплуатации, высокой производительностью, возможностью совмещения нескольких операций отличает большая металлоемкость, сравнительно большие энергозатраты при производстве сложных удобрений на основе упаренной фосфорной кислоты, ограниченный диапазон влажности пульп.
Сравним производительность после повышения технического уровня сконструированного барабанного гранулятора-сушилки с производительностью до проведения модернизации по формуле:
где Δδ – увеличение производительности, %
δх
– производительность сконструированного и модернизированного оборудования, кг/ч;
δст
– производительность стандартного оборудования аналогичного проектируемого или производительность после модернизации оборудования.
 - возможное, допустимое увеличение производительности. - возможное, допустимое увеличение производительности.
 = 20-30% = 20-30%

В результате проведения модернизации сконструированный аппарат ничем не уступает стандартным аналогам, и наряду с этим, имея одинаковые с ними технические требования, имеет преимущество в виде увеличения производительности на 25 %.
4. Раздел. Охрана труда
4.1. Мероприятия по охране труда
1 .ОБЩИЕ ПОЛОЖЕНИЯ
1.1 .Инструкции по охране труда разработаны согласно с требованиями Закона Украины "Об охране труда" и устанавливает правила выполнения работ и поведения работников на территории Компании, на производстве, в производственных помещениях и на рабочем месте согласно с требованиями государственных, межотраслевых и отраслевых нормативных актов по охране труда.
1.2.Согласно требований статьи 14 Закона Украины "Об охране труда" работник обязан:
1.2.1 .Заботиться о личной безопасности и здоровье, а также о безопасности и здоровье окружающих людей в процессе выполнения любых работ или во время нахождения на территории Компании.
1.2.2.3нать и выполнять требования нормативно-правовых актов по охране труда, правила обращения с машинами, механизмами, оборудованием и другими средствами производства, пользоваться средствами коллективной и индивидуальной защиты.
1.2.3.Проходить в установленном порядке предварительные и периодические медицинские осмотры.
1.2.4.Работник несет непосредственную ответственность за нарушение указанных требований.
1.3.Инструкции является нормативными документами, обязательным для выполнения аппаратчиком гранулирования.
1.4.К самостоятельной работе аппаратчиком гранулирования допускаются лица мужского пола, достигшие 18-летнего возраста, имеющие образование не ниже среднего, прошедшие медицинское освидетельствование, вводный инструктаж, обучение и проверку теоретических знаний по охране труда, первичный инструктаж на рабочем месте, стажировку и приобретение навыков безопасных методов труда, сдавшие экзамен по рабочему месту цеховой квалификационной комиссии и допущенных к самостоятельной работе распоряжением по цеху.
Повторная проверка знаний по охране труда и пожарной безопасности 1 раз в год, повторный инструктаж по охране труда - 1 раз в 3 месяца, по пожарной безопасности - 1 раз в год.
1.5.Квалификационная характеристика аппаратчика гранулирования 5 разряда.
1.5.1.Работа, выполняемая аппаратчиком гранулирования согласно единого тарифно-квалификационного справочника:
• ведение технологического процесса гранулирования и выдача его на рассев;
• постоянный контроль за параметрами и их учет согласно контроля производства;
• количество подаваемого плава сернокислого алюминия, его температура, давление воздуха на распылении пульпы;
• количество ретура подаваемого на смещение, его фракционный состав (не более 1 мм), гранулометрический состав на выходе из барабана;
• контроль за работой форсунки, распыляющей плав;
• за достаточным количеством ретура в бункере;
• за работой редуктора, электродвигателя;
• за подачей пара на продувку и очистку линии и форсунки;
• осуществление контроля за качеством продукции по результатам анализов;
• предупреждение и устранение причин отклонения от нормального режима;
• пуск и остановка оборудования, подготовка оборудования к ремонту, прием из ремонта;
• ведение записей в технологическом журнале.
Кроме того, он осуществляет контроль за ведением технологического процесса всего отделения гранулирования и руководит действиями аппаратчиков на всех рабочих местах.
1.5.2.Аппаратчик должен знать:
• свойства сырья, полуфабрикатов, технологического топлива, готовой продукции;
• технологическую схему производства, сущность технологического процесса;
• устройство и принцип работы обслуживающего оборудования.
1.6.В процессе выполнения своих обязанностей аппаратчик обязан иметь при себе удостоверение на право самостоятельной работы.
1.7.Кроме настоящей инструкции аппаратчик обязан знать следующие инструкции:
ОЦ-35-234 -Инструкция по охране труда для работников цеха СКА и ЖС.
ОТ-2 -Инструкция - вредные вещества, применяемые на ЗАО «Крымский Титан».
ОТ-3 Инструкция о мерах безопасности и действиях персонала цехов и служб при получении сигнала об аварийном выбросе вредных газов на территории ЗАО «Крымский Титан».
ОТ-4 -Инструкция по применению средств индивидуальной защиты.
ОТ-7 -Инструкция по оказанию первой (доврачебной) помощи пострадавшему.
ОТ-10 -Инструкция по пожарной безопасности на территории и в цехах ЗАО «Крымский Титан».
ОТ-38 -Инструкция по пуску, обслуживанию и ремонту трубопроводов пара и горячей воды.
ОТ-51 -Инструкция по пользованию электронагревательными приборами .
ОТ-66 -Инструкция о порядке направления работников для осмотра на состояние опьянения и отстранения от работы наркотического и токсического опьянения.
1.8.Во время работы аппаратчик гранулирования поддерживает постоянно связь с аппаратчиком варки и аппаратчиком рассева, дежурным слесарем, дежурным электриком, дежурным лаборантом путем личного общения или по телефону.
1.9.Аппаратчик гранулирования подчиняется административно начальнику цеха, непосред-рвенно мастеру смены и выполняет все его распоряжения. Он является старшим аппаратчиком отделения грануляции. Ему подчиняется аппаратчик варки сернокислого алюминия, рассева, укладчик-упаковщик.
1.10.Аппаратчик гранулирования должен соблюдать правила внутреннего трудового распорядка:
а) режим рабочего времени - 1 смена с 8.00. до 20.00., 2 смена- с 20.00. до 8.00., для приема пищи выделено 36 минут;
б) аппаратчик обязан соблюдать дисциплину труда;
в) сознательно и добросовестно выполнять свои трудовые обязанности;
г) содержать в порядке и чистоте свое рабочее место;
д) соблюдать чистоту в цехе и на территории Компании;
е) запрещается распитие спиртных напитков в рабочее время и курение на рабочем месте.
Курить следует в специально отведенном месте.
1.11. Основными вредными производственными факторами для аппаратчика гранулирования являются:
1.11.1 .Плав сернокислого алюминия.
Может вызвать покраснение кожи, брызги, попав в глаза - вызвать ожог. Применять рукавицы, очки.
1.11.2. Пыль гранулированного сульфата алюминия, вызывающая раздражение верхних дыхательных путей. ПДК 0,5 мг\м3
по А12
О3
. Применять респиратор "Лепесток", рукавицы, очки.
1.11.3.Пар для пропарки форсунки и трубопровода может вызвать ожог. Применять рукавицы прорезиненные.
1.12.Согласно "Типовых норм" выдачи спецодежды и обуви у аппаратчика гранулирования должен быть костюм суконный или лавсановый - срок носки 12 мес., ботинки кожаные - срок носки 12 мес., очки защитные и каска - до износа, рукавицы КР - одна пара на месяц, респиратор "Лепесток".
1.13.Правила личной гигиены, которые должен соблюдать аппаратчик гранулирования:
• не принимать пищу на рабочем месте;
• перед едой мыть руки;
• пить воду только из питьевых фонтанчиков;
• после работы принять душ;
• спецодежду содержать в чистоте, своевременно сдавать ее в стирку.
1.14.Аппаратчик не допускается к работе в случае появления его на рабочем месте:
1.14.1.Без соответствующей спецодежды и индивидуальных средства защиты.
1.14.2.В болезненном состоянии.
1.14.3.В нетрезвом состоянии.
1.14.4.При получении неудовлетворительной оценки на очередной проверке знаний.
1.14.5.Когда со времени последней проверки знаний прошло более одного года.
1.14.6.Без ежегодного медицинского освидетельствования.
1.15.Аппаратчик гранулирования за нарушение законодательных или иных нормативных
актов по охране труда, нарушение рабочей инструкции привлекается к административной, дисциплинарной, материальной или уголовной ответственности согласно законодательства.
1.16.Рабочим местом аппаратчика гранулирования плава сернокислого алюминия, включающая в себя барабан-гранулятор поз. 17 с форсункой поз. 16 и бункер ретура поз.22.
4.2. Мероприятия по электробезопасности
При работе с электрооборудованием необходимо прежде всего остерегаться непосредственного соприкосновения со всякого рода токоведущими частями, с частями оборудования и металлоконструкциями, которые оказались под напряжением вследствие нарушения изоляции в тех или иных электроустановках.
В сухих производственных помещениях относительно безопасным считается напряжение тока до 40 В. В помещениях жарких, сырых, с земляным или бетонным полом безопасно напряжение только до 12 В. Провода высокого напряжения должны быть, размещены в местах, не доступных для соприкосновения с ними.
Чем больше сила тока, тем больше опасность поражения. Ток в 0,1 А и выше, как правило, является для человека смертельным.
Степень опасности поражения электрическим током зависит от ряда условий, в частности от характера прикосновения к токоведущим частям. Особенно опасно двухполюсное прикосновение, т. е. одновременное прикосновение к двум фазам находящейся под напряжением электрической сети. Тело человека тогда оказывается под действием полного рабочего напряжения сети, и ток, проходящий через него, достигает 0,1 А.
При однополюсном прикосновении, которое нередко наблюдается в моменты случайного прикосновения человека к одному из проводов сети, напряжение, действующее на человека, почти в два раза меньше.
Поражение электрическим током может иметь место не только при контакте с токоведущими частями, но и при соприкосновении счастьями оборудования, в обычных условиях не находящихся под напряжением. Последнее может произойти в результате нарушения изоляции токоведущих частей. Причиной поражения электрическим током могут быть также ручные электроинструменты, временные осветительные и силовые проводки, а также переносные электрические осветительные приборы.
Для безопасного проведения работ предусматриваются следующие меры:
1. Заземление или зануление всех металлических частей оборудования.
2. Применение индивидуальных средств защиты (изолирующие резиновые коврики и перчатки, инструмент с изолированными ручками и т.д.)
3. Применение безопасного напряжения (не выше 36 В при пользовании ручными переносными лампами и не выше 12 В при работе в особо опасных условиях – в сырых помещениях, внутри аппаратов и т.п.)
4. Сооружение временных ограждений от проводов и кабелей, находящихся под напряжением и проходящих в районе ремонтной площадки.
Если отключение установки не может быть осуществлено достаточно быстро, нужно принять меры к отделению пострадавшего от токоведущих частей, к которым он прикасается.
Для отделения пострадавшего от токоведущих частей или провода напряжением до 1000 В следует воспользоваться сухой одеждой, канатом, палкой, доской или каким - либо другим сухим предметом, не проводящим электрический ток. Использовать в таких случаях металлические или мокрые предметы запрещается. Можно взяться за одежду пострадавшего, если она сухая или отстаёт от тела, например за полы пиджака или пальто, избегая при этом прикосновения к окружающим и металлическим предметам и к частям тела, не прикрытым одеждой. Оттаскивая пострадавшего за ноги, не следует касаться его обуви.
В целях изоляции оказывающий помощь должен надеть диэлектрические перчатки и галоши или обмотать свои руки шарфом, обернуть суконной фуражкой, натянуть на кисти руки рукав и т.п. Для изоляции рук можно также накинуть на пострадавшего резину, прорезиненную материю (плащ) или просто сухую материю. Можно также встать на сухую доску или какую либо сухую, не проводящую электрический ток подстилку, свёрток одежды и т.д.
При отделении пострадавшего от токоведущих частей рекомендуется действовать по возможности одной рукой.
При необходимости нужно перерубить или перервать провода топором с сухой деревянной рукояткой или другим соответствующим изолированным инструментом. Производить это нужно с должной осторожностью (не касаться проводов, рубить каждый провод в отдельности, надев диэлектрические резиновые перчатки и галоши).
При отделении пострадавшего от земли или от токоведущих частей, находящихся под напряжением выше 1000 В, необходимо быть в перчатках и действовать штангой или клещами, рассчитанными на соответствующее напряжение.
Необходимо также помнить, что после отключения линии на ней может сохраняться заряд, опасный для жизни, и что лишь надёжное заземление может его нейтрализовать.
4.3. Мероприятия по пожарной безопасности
Противопожарные мероприятия при производстве ремонтных работ не отделимы от мероприятий по технике безопасности.
К основным профилактическим мероприятиям можно отнести:
- удаление пожаро – и взрывоопасных продуктов (сырья, полупродуктов, готовой продукции) из аппаратов и коммуникаций;
- очистку, промывку, пропарку и продувку ремонтируемого оборудования;
- поддержание строгого распорядка при производстве огневых работ.
С целью предотвращения пожаров в период подготовки к ремонту из помещения, аппаратов и коммуникаций удаляется сырьё, продукты реакций, готовая продукция, тара, упаковочные материалы; расчищаются повреждённые участки полов, облицовок, изоляций, которые пропитанные химическими веществами. Проводится уборка и проветривание помещений.
Аппаратура и технологические трубопроводы, в которых находились вредные и легковоспламеняющиеся вещества, подвергаются тщательной обработке. Вид обработки применяется исходя из местных условий и применяемых в производстве веществ.
Наиболее ответственными и трудоёмкими являются огневые работы, к которым относится электрическая и газовая сварка, а также резка металлов.
Перед электросварочными работами проводится тщательная подготовка всего помещения (цеха, участка).
В необходимых случаях с целью быстрой ликвидации пожаров предусматриваются специальные мероприятия: установка дополнительных пожарных линий, отходящих от магистральных трубопроводов, увеличение на опасных участках переносимых или перевозимых средств тушения пожаров.
Допускать к проведению огневых работ лиц, не прошедших противопожарного техминимума, запрещается.
Все рабочие, занятые на огневых работах, должны уметь пользоваться первичными средствами пожаротушения.
С целью разработки пожаропрофилактических мероприятий для взрыво– и пожароопасного цеха привлекается специалист, который определяет объем и сроки ремонта пожарных водопроводов, спринклерных и дренчерных устройств, а также пенного и углекислотного оборудования и инвентаря. Определяются наиболее опасные участки, уточняется список противопожарных средств, проверяется наличие и исправность противопожарного оборудования и инвентаря. Специалист по пожарной технике совместно с руководством цеха на основании графика ремонта оборудования указывает места расположения временных пожарных постов и устанавливает способы сигнализации на случай возникновения пожара (автоматическая тревожная сигнализация, переносной временный телефон и т.д.)
Пожаро- и взрывобезопасность. Категорию каждого производства по пожаровзрывоопасности устанавливают исходя из группы горючести обращающихся в производстве веществ, по нормам технологического проектирования или по перечням производства. По взрывной, взрыво-пожарной и пожарной опасности производства подразделяются на шесть категорий: А и Б— взрывопожароопасные, В, Г и Д—пожароопасные и Е—взрывоопасные.
От категории производства зависят огнестойкость зданий, взаимное расположение оборудования и отдельных производственных объектов, допустимые системы отопления, вентиляции к т.д.
Согласно ПУЭ производственные помещения делятся на пожароопасные (классы П-I, П-П, П-Па, П-Пб и взрывоопасные (классы B-I, B-Ia, B-I6, В-П, В-Па). Конструкции всех электроустановок, устанавливаемых в пожаро- и взрывоопасных помещениях, должны соответствовать требованиям класса, к которому отнесено данное производство. Класс пожаро- и взрывоопасное™ определяют руководители технологической и электрической служб проектирующей или эксплуатирующей организации.
На территории ремонтно-монтажной площадки (предприятия) располагаются санитарно-бытовые помещения, временные здания и сооружения, топливо—смазочные материалы, баллоны с газами, ведутся изоляционные, открытые огневые работы, что создает определенную опасность в пожарном отношении.
Пожары наносят не только большой материальный ущерб, но и приводят к несчастным случаям. Это обязывает внимательно относиться к соблюдению требований противопожарной безопасности.
Противопожарную безопасность на ремонтно-монтажной площадке обеспечивают противопожарные мероприятия.
До начала работы каждый работающий при проведении вводного инструктажа должен быть проинструктирован об общих мерах противопожарной безопасности, проводимых на предприятии, о личном соблюдении противопожарных требований, а также обучен пользованию простейшими средствами пожаротушения.
Основными причинами возникновения пожаров и связанных с ними несчастных случаев при производстве ремонтно-монтажных работ являются неосторожное обращение с огнем, неисправность электрических сетей, нарушение требований при эксплуатации электроустановок, машин и оборудования, при производстве сварочных и изоляционных работ, неправильное устройство отопления бытовых помещений, использование бензина, керосина и дизельного топлива для растопки печей и т.д.
Загромождение подъездов, входов и выходов, а также подходов к пожарному инвентарю, оборудованию и средствам связи не допускается. Устраивать склады в зданиях для хранения топливно-смазочных материалов, карбида кальция и других огнеопасных материалов запрещается. Топливно-смазочные материалы хранят в закрытой таре в подземных или полуподвальных—складах (хранилищах). Порожняя тара из-под бензина, керосина хранится в специально отведенном месте.
Пожары, связанные с применением электроэнергии, чаще всего происходят вследствие короткого замыкания, перегрузки электрической сети, а также в тех случаях, когда остаются без надзора включенные в электросеть нагревательные приборы.
Короткое замыкание в большинстве своем возникает из-за неисправности изоляции проводов, вызванной длительной эксплуатацией или механическим повреждением.
При эксплуатации машин и оборудования с электроприводом и электросетей запрещается:
использовать электрические питающие резиновые кабели и шланговые провода с поврежденной изоляцией, плохим контактом в местах соединения;
допускать соприкосновение электрических проводов, как между собой, так и с металлоконструкциями;
применять плавкие некалиброванные вставки и различные предохранители кустарного изготовления (скрутки, жучки);
оставлять без присмотра включенными в электросеть нагревательные приборы;
применять для отопления и сушки самодельные электронагревательные приборы.
4.4. Мероприятия по охране окружающей среды
В соответствии с Конституцией Украины принимаются меры для охраны и рационального использования земли и ее недр, водных ресурсов, растительного и животного мира, для сохранения чистоты воздуха и воды, обеспечения воспроизводства природных богатств и улучшения окружающей человека среды. Эти мероприятия группируют по разделам: охрана и использование водных ресурсов, охрана воздушного бассейна, охрана и рациональное использование земель, охрана и использование минеральных ресурсов.
Охрана и использование водных ресурсов предусматривают мероприятия по возведению сооружений для забора воды из водоемов, очистки сточных вод, созданию систем оборотного водоснабжения с целью уменьшения безвозвратных потерь воды и др.
В ремонтном производстве на многих предприятиях применяют систему оборотного водоснабжения. Воду, используемую для охлаждения сварочного оборудования, многократно используют после ее естественного охлаждения.
Охрана воздушного бассейна предусматривает мероприятия по обезвреживанию вредных для человека и окружающей среды веществ, выбрасываемых с отходящими газами: сооружение очистных установок в виде мокрых и сухих пылеуловителей для химической и электрической очистки газов, а также для улавливания ценных веществ, утилизации отходов и др. Например, из отходящих продуктов сгорания производят сжиженный углекислый газ для сварочных и других целей.
Охрана и рациональное использование земель предусматривают мероприятия, направленные на сокращение выхода земель из сельскохозяйственного оборота, предохранение их от эрозиии других разрушительных процессов, рекультивацию земель и др.
Охрана и рациональное использование минеральных ресурсов предусматривают мероприятия по совершенствованию систем и методов разработки месторождений полезных ископаемых и схем обогащения руд, использованию отходов металлургического производства и машиностроения, повышению извлечения из руд ценных попутных компонентов и др. Деятельность предприятия не должна нарушать нормальных условий работы других предприятий и организаций, ухудшать бытовые условия населения. С этой целью предусматриваются также меры борьбы с производственными шумами, вибрациями, воздействиями электрических и магнитных полей. Шум, создаваемый оборудованием, должен быть минимальным.
Вывод
В ходе дипломного проекта по специальности: 5.090.245. «Обслуживание и ремонт оборудования предприятий химической и нефтегазоперерабатывающей промышленности»: по теме: Обслуживание и ремонт Обслуживание барабанного гранулятора-сушилки (БГС), цех СКА и ЖС на ЗАО «Крымский Титан». В начале описывается цели и задачи дипломного проектирования и требования, которые предъявляются к специалисту по обслуживанию и ремонту оборудования предприятий химической и нефтегазоперерабатывающей промышленности в настоящее время, даётся классификация насосам.
В первом разделе раскрывается характеристика и структура ЗАО «Крымский Титан», сущность технологического процесса получения гранулированного сульфата алюминия.
Было раскрыто назначение барабанного гранулятора-сушилки (БГС), описана конструкция и принцип работы аппарата, техническая характеристика.
В этом же разделе рассказывается про виды и периодичность технических обслуживаний и ремонтов, проводимых СКА и ЖС, а также мероприятия по монтажу и ТО барабанного гранулятора-сушилки (БГС), и правила проведения ремонтных и монтажных работ.
В специальной части был произведён выбор и расчёт стропов для монтажа и демонтажа барабанного гранулятора-сушилки (БГС): принят 4х
ветвевой строп из мягкого каната тройной свивки типа ТК (6 х 7 х 19 + 1 о. с.) по ГОСТ 3089—66 с
разрывным усилием каната Р
=35640 кг. Во втором разделе был произведен технологический расчет сконструированного барабанного гранулятора-сушилки (БГС), у которого полный расход теплоносителя на сушку составил Qт
= 36,3 м3
/с. В конструктивном расчете был произведен расчет диаметр аппарата D = 4,5 м; частота вращения аппарата n = 4,5 об/мин; длина всего аппарата Lобщ
= 16 м. и проверочный расчет. Произведена модернизация аппарата, которая заключается в установке цилиндра с тангенциальными щелевыми окнами для ввода теплоносителя, расположенного в загрузочной камере. В результате проведения модернизации сконструированный аппарат ничем не уступает стандартным аналогам, и наряду с этим, имея одинаковые с ними технические требования, имеет преимущество в виде увеличения производительности на 25 %.
В экономической части был разработан годовой график планово-периодического технического обслуживания и ремонта барабанного гранулятора-сушилки (БГС): годовой простой в ремонте составил ∑τпростой
= 894 час., общие затраты на ремонт оборудования насосной станции технической воды составили ∑Зобщ
= 816 чел.--час.
Для технического обслуживания и ремонта оборудования цеха СКА и ЖС для технологического процесса получения гранулированного сульфата алюминия принимается: 1 мастер, 3 слесаря-ремонтника III разряда, 2 слесаря-ремонтника IV разряда, 1электрогазосварщик V разряда. Себестоимость одной ремонтной единицы ремонтной службы цеха СКА и ЖС для технологического процесса получения гранулированного сульфата алюминия ЗАО «Крымский Титан» за март месяц 2005 года составила 1748,97грн.
В четвертом разделе раскрываются вопросы по мероприятиям охраны труда, электробезопасности, пожарной безопасности, охраны окружающей среды проводимыми цехом СКА и ЖС ЗАО «Крымский Титан».
_________________ _____________
(число) (подпись)
Список литературы
1.Методические указания по выполнению дипломного проекта по специальности: 5.090.245. «Обслуживание и ремонт оборудования предприятий химической и нефтегазоперерабатывающей промышленности»: Армянск, 2003.
2. Курс лекций по дисциплине «Оборудование предприятий отрасли».
3. Курс лекций по дисциплине « Процессы и аппараты химической промышленности».
4. Методические указания по выполнению курсового проекта по предмету «Оборудование предприятий отрасли»: Армянск, 2003.
5.Рахмилевич З.З., Радзин И. М.,Фарамазов С.А. Справочник механика химической и нефтехимической производства. М.: Химия, 1985. 592 с.
6. Ермаков В. И., Шеин В. С. Технология ремонта химического оборудования. Л. «Химия», 1977. 280 с., 15 табл., 133 рис., список литературы 130 назв.
7. Общий курс процессов и аппаратов химической технологии: Учебник: В 2 кн./В.Г. Айнштейн, М.К. Захаров, ГА. Носов и др.; Под рел. В.Г. Айнштейна. М.: Логос; Высшая школа, 2003. Кн. 1.912 с.: ил.
8. Общий курс процессов и аппаратов химической технологии: Учебник: В 2 кн./ В.Г. Айнштейн, М.К. Захаров, Г.А. Носов и др.;
Под ред. В,Г. Айнштейна. М: Логос; Высшая школа, 2003. Кн. 2. 872 с.: ил.
9. Рахмилевич З.З., Радзин И. М.,Фарамазов С.А. Справочник механика химической и нефтехимической производства. М.: Химия, 1985. 592 с.
10.Паспорт. Барабанного гранулятора-сушилки (БГС):.,1990. 54 с.
11.Енохович А.С. Справочник по физике. М.: Просвещение, 1987.—415 с.: ил.
12.Шах Л. Д., Погостим С. 3., Альман П. А Организация, планирование и управление предприятием химической промышленности'. Учебник/Под ред. Н. П, Федоренко.-3-е изд., перераб. и доп.-М.: Высш. школа,1981.-432 ст.
13.Ковальчук Г.А. Экономика: Учеб. для 10кл. – К.: Арка, 2003. – 384с.
14.Маслов В.И. Сварочные работы:-М.:ПрофОбрИздат,2002 г.
15.Чернышов Г.Г. Сварочное дело. Сварка и резка металлов М.: ПрофОбрИздат 2002 г.
16.Безопасность работ в химических производствах (сборник официальных материалов и методических указаний). Киев, Техника, 1980. 398 с.
17.Фаримазов С. А.
Охрана труда при эксплуатации и ремонте оборудования химических и нефтеперерабатывающих предприятий. М., Химия, 1985.
Содержание
Реферат (аннотация).
Введение
1 Раздел. Общая часть.
1.1. Характеристика предприятия, организация ремонтов оборудования. Ремонтная база
1.2. Назначения, техническая характеристика проектируемого аппарата или машины.
1.3. Описания конструкции основных узлов и принцип работы аппарата или машины.
1.4. Содержание основных работ по видам ремонтов. Ремонтная документация.
1.5. Схема технологического процесса и ремонта. Технические требования на ремонт, описание технологии ремонта основных деталей и сборочных единиц.
1.6. Описание монтажа аппарата или машины.
1.7, Охрана труда при ремонте и монтаже.
2. Раздел. Специальная часть
.
2.1, Техническая характеристика грузоподъемных устройств и малой механизации, которые применяются при ремонте или монтаже,
2.2. Механический расчет ремонтных устройств.
2.3. Проверочный расчет деталей и сборочных единиц отремонтированного аппарата.
2.4. Повышение технического уровня аппарата (модернизация).
3. Раздел. Экономическая часть
.
3.1. Разработка графика планово-периодических ремонтов ремонтного участка (установки).
3.2. Расчет количества рабочих, занятых на обслуживании и ремонт оборудования.
3.3. Расчет стоимости обслуживания и ремонт оборудования.
3.4. Экономическая эффективность, предложений по повышению технического уровня оборудования.
4. Раздел. Охрана труда
4.1. Мероприятия по охране труда.
4.2. Мероприятия по электробезопасности.
4.3. Мероприятия по пожарной безопасности.
4.4. Мероприятия по охране окружающей среды.
Выводы
.
Список литературы.
|
