| Министерство образования Республики Беларусь
БЕЛОРУССКАЯ ГОСУДАРСТВЕННАЯ ПОЛИТЕХНИЧЕСКАЯ АКАДЕМИЯ
Кафедра "Основы машиностроительного производства и профессиональное обучение
"
дипломный проект
Разработать технологический процесс механической обработки детали трактора МТЗ и методическое обеспечение темы предмета «Трудовое обучение» в. общеобразовательной средней школе.
Пояснительная записка
03.01.309317.118.ПЗ
| Проект выполнил
|
С.П. Дегтярик
|
| Консультанты:
|
| по технологической части
|
С.С. Данильчик
|
| по педагогической части
|
С.С. Данильчик
|
| по охране труда
|
Т.Н. Киселева
|
| по экономической части
|
Л.С. Ячник
|
| Руководитель
|
С.С. Данильчик
|
| Нормоконтроль
|
А.Ф. Горбацевич
|
Дипломный проект допущен к защите перед Государственной экзаменационной комиссией
Заведующий кафедрой В.И. Молочко
2001
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ПЕДАГОГИЧЕСКАЯ ЧАСТЬ
1.1. Дидактический анализ темы урока
1.2. Знания и умения, формируемые при изучении темы
1.3. Логическая структура учебного материала темы
1.4. Обоснование форм, методов и средств обучения
1.5. Разработка технологии обучения
1.5.1. План урока
1.5.2. Технологическая карта урока
2. ИНЖЕНЕРНАЯ ЧАСТЬ
2.1. Назначение и условия работы детали
2.2. Анализ технологичности конструкции детали
2.3. Определение типа производства
2.4. Выбор и экономическое обоснование метода получения заготовки
2.5. Выбор технологических баз
2.6. Разработка технологического маршрута обработки детали
2.7. Разработка технологических операций
2.7.1. Выбор моделей оборудования
2.7.2. Выбор технологической оснастки
2.7.3. Расчет припусков
2.7.4. Расчет режимов резания
2.7.5. Расчет технических норм времени
2.7.6. Определение загрузки оборудования
3. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
3.1. Расчет себестоимости изготовления детали при годовой программе выпуска 150000 шт
3.2. Определение экономической целесообразности изготовления детали по разработанному технологическому процессу
4. ОХРАНА ТРУДА
4.1. Производственная санитария, техника безопасности на участке
4.2. Определение противопожарных мероприятий на участке
ЗАКЛЮЧЕНИЕ............................................................................................
ЛИТЕРАТУРА..............................................................................................
Реклама

ПРИЛОЖЕНИЕ............................................................................................
ВВЕДЕНИЕ
Целью данного дипломного проекта является усовершенствование базового технологического процесса механической обработки детали "Шестерня ведомая" трактора МТЗ – 50 и разработка методического обеспечения темы "Обработка цилиндрических и конических поверхностей" предмета "Трудовое обучение". По педагогической части дипломного проекта необходимо разработать урок с применением активных форм, методов и средств обучения, а также дать обоснование их применения. Обработать учебный материал темы и составить структурологическую схему материала. Разработать методику преподавания данной темы, а именно: технологическую карту урока и план урока. Также необходимо разработать средства обучения необходимые для осуществления учебного процесса.
По инженерной части дипломного проекта необходимо ввести изменения в уже имеющийся базовый техпроцесс, т.е. применить более прогрессирующие методы обработки и обосновать их применение. Необходимо рассчитать режимы резания, технологические нормы времени и коэффициент загрузки каждого станка. В экономическом разделе необходимо произвести расчет себестоимости изготовления детали, а также определить экономическую целесообразность изготовления детали по разработанному технологическому процессу. В разделе "Охрана труда" необходимо выявить временные производственные факторы и предложить меры по их ликвидации, а также разработать технику безопасности на участке изготовления детали и противопожарные мероприятия. Исходными данными для разработки дипломного проекта являются годовая программа
N = 150000 шт., чертежи детали и базовый техпроцесс.
1. ПЕДАГОГИЧЕСКАЯ ЧАСТЬ
1.1. Дидактический анализ темы урока
Согласно школьной программы предмет "Трудовое обучение" изучается в 5-9 классах. Программы состоят из следующих разделов:
технология обработки древесины;
технология обработки металла;
бытовые ремонтные работы.
На их изучение в каждом классе отводится 68 часов в год. Технология обработки металлов – один из наиболее традиционных разделов программы трудового обучения в средней школе. Работы по металлу не требуют особенно больших помещений и специальных условий; как правило оборудование для металлообработки обеспечивается действующей системой снабжения школ. На изучение раздела "Обработка металлов" курса средней школы за 9 класс предусмотрено программой 24 часа. Из них 10 часов отводится на формирование знаний, умений и навыков при работе на токарно-винторезных станках ТВ-6. Для изучения предлагаются следующие темы:
Реклама

1. "Точность обработки и качество поверхности" – 2ч.
2. "Основные сведения о процессе резания" – 2ч.
3. "Механическая подача суппорта токарно-винторезного станка ТВ-6" – 2ч.
4. "Обработка цилиндрических и конических поверхностей" – 4ч.
Из вышеперечисленных тем видно, что изучение данного подраздела идет от простого к сложному, от теории к практике. Согласно календарно-тематическому плану тема "Обработка цилиндрических и конических поверхностей" изучается в третьей четверти на 5 – 6-ом занятиях. Первое занятие проводится в форме комбинированного урока с изучением теоретических и практических знаний и умений по материалу данной темы. Второе занятие – практическое, связанное с выполнением комплексной работы (изготовление пробойника). Наибольшую сложность при изучении материала данной темы у учащихся вызывает переналадка станка на обрабатывание конической поверхности, в то время как основной материал является повторением ранее изученного в 7-ом и 8-ом классах. Знания, полученные на уроках: физики ("Свойства твердых тел"), черчения ("Тела вращения", "Уклоны и конусность"), математика ("Геометрическое тело") нужно применить при изучении данной темы.
Выполнение учащимися практических работ способствует формированию технического мышления и навыков работы с технической документацией.
1.2. Знания и умения формируемые при изучении темы
При планировании урока были выдвинуты следующие дидактические цели:
- Сформировать знания по теме "Обработка цилиндрических и конических поверхностей".
- Сформировать первоначальные умения по выполнению данных операций токарной обработки.
- Развивать техническое мышление.
На основании вышеизложенных дидактических целей необходимо сформировать следующие умения: управление станком, осуществление наладки станка на обработку цилиндрических и конических поверхностей, пользоваться измерительным инструментом. При проведении вводного инструктажа на этапе актуализации прежних знаний по теме "Механическая подача суппорта токарно-
винторезного станка" учащиеся закрепляют знания об устройстве механизмов, обеспечивающих данную подачу: гитары, коробки подач, зубчатых передач фартука. При изучении нового материала у учащихся формируются знания по наладке станка: крепление заготовки, установка режущего инструмента, установка режимов резания. Учащиеся также изучают способы обработки конической поверхности, а также особенности наладки станка на данную операцию. На протяжении текущего инструктажа – самостоятельной работы учащихся формируются умения работы с технической документацией, а именно с инструкционно-технологическими картами. В результате выполнения практической работы у учащихся формируются умения выполнять наладку станка, вести обработку с использованием как ручной, так и механической подачи, пользоваться измерительным инструментом, осуществлять переход от одной обработки на другую, соблюдая технологии ее выполнения. Также воспитываются чувства ответственности и самоконтроля за качество выполнения задания. При изучении тем, связанных с механической обработкой металла, у учащихся развивается технической мышление, навыки работы с технической документацией, что в некотором роде может являться профессиональной ориентацией при выборе будущей профессии.
1.3. Логическая структура учебного материала темы
Изучение и анализ учебной литературы – один из видов деятельности преподавателя при подготовке к занятиям по предмету. Успешность этой деятельности во многом определяется его умением выделить логическую структуру учебного материала.
Под логической структурой учебного материала понимают "... систему внутренних связей между понятиями и суждениями, входящими в данный отрезок материала". При поурочном планировании объектом изучения являются только локальные структуры, рассматривающие систему внутренних связей между понятиями и суждениями, входящими в относительно небольшие фрагменты учебного материала, ограниченные содержанием всего урока или его части. Изучение структуры учебного материала и ее анализ на основе только простого перечисления понятий, входящих в тему, невозможен. Поэтому возникает необходимость построения модели, отражающей в наглядной форме интересующие преподавателя свойства учебного материала: последовательность, подчиненность и соподчиненность понятий, входящих в материал, их непротиворечивость и закономерность связи между ними. Подобные изображения логической структуры учебного материала называются структурно-логическими схемами. При их создании необходимо соблюдать следующие правила:
- в каждую вершину графа (система отрезков, соединяющих заданные точки, которые называются вершинами) следует помещать только одно понятие;
- ребра, соединяющие вершины, не должны пересекаться;
- отношения подчинения между понятиями указываются направлением стрелки на ребре графа;
- равнозначные вершины графа, содержащие соподчиненные понятия, следует располагать на одной линии, подчиненные опускают на ступень ниже.
Построение структурно-логической схемы.
Начинается построение с понятийного анализа учебного материала и выделения исходных понятий. Среди них могут быть новые и уже известные для учащихся понятия.
Усваиваемые понятия могут быть основными (опорными) и вспомогательными, раскрывающими или детализирующие основные понятия. На основании вышеизложенного была построена структурно-логическая схема на тему "Обработка конических и цилиндрических поверхностей". Построение структурно-логических схем представляет собой один из приемов отбора и систематизации учебного материала, реализующий принципы научности, систематичности и последовательности обучения, доступности и наглядности. Так, при систематизации и закреплении знаний учащихся либо самостоятельно, либо с помощью преподавателя могут составить наглядную "картину" новых знаний.
1.4. Обоснование формы методов и средств обучения
Основной формой организации учебной работы учащихся является урок. Для наиболее качественного изучения материала темы был выбран комбинированный, так как это наиболее эффективный и распространенный вид урока, в ходе которого учитель повторяет с учащимися ранее пройденный материал, сообщает и закрепляет новые знания. Комбинированный урок был построен по следующей схеме:
- повторение пройденного учебного материала;
- сообщение новых знаний по теме урока;
- закрепление изложенного материала программы;
- задание на дом.
Каждый элемент играет определенную роль и преследует конкретную цель.
Рассмотрим этапы урока по мере использования методов и средств обучения.
Для реализации организационной части урока был использован словесный метод обучения – беседа, т.к. основной целью данного этапа является подготовка учащихся к уроку и изучению новой темы.
Вводный инструктаж состоит из нескольких частей. Актуализация прежних знаний учащихся по теме "Механическая подача суппорта токарно-винторезного станка ТВ-6" осуществляется путем применения словесных методов обучения – беседы с элементами дискуссии, т.к. целью данной части вводного инструктажа является повторение прежних знаний и плавный переход к изучению нового материала темы. Учитель задает классу теоретические вопросы, на которые учащиеся должны отвечать, сопровождая ответ демонстрацией отдельных узлов и механизмов ТВ-6. На втором этапе вводного инструктажа при изложении нового материала темы "Обработка цилиндрической и конической поверхности" применяем группу методов обучения – словесные, наглядные и практические. Изложение нового материала идет в форме беседы с классом, которая сопровождается применением технических средств обучения – графопроектора. Комплект транспарантов (Транспарант №1 - №6) в определенной последовательности предлагается вниманию учащихся, что позволяет учителю сэкономить учебное время и сосредоточить внимание учеников на более сложных элементах материала. Демонстрация транспарантов №2 ("Схема обработки цилиндрической поверхности"), №3 ("Таблица режимов работы станка"), №4 ("Методы обработки конуса") сопровождается показом трудовых приемов учителем для более наглядного и подробного изучения данных операций. Третий этап вводного инструктажа – закрепление нового материала. На данном этапе идет обсуждение предстоящей практической работы учащихся по инструкционно-технологическим картам: карта №1 ("Обтачивание заготовки за один проход"), карта №2 ("Обработка конической поверхности"). Целью данного этапа является закрепление теоретических знаний нового материала посредством изучения технической документации. Так как данная работа проходит в форме диалога, то применяем метод беседы.
Основной частью текущего инструктажа является закрепление знаний и умений путем выполнения практической работы. На данном этапе учитель контролирует работу учащихся: следит за соблюдением ТБ; контролирует соблюдение технологии; следит за самостоятельностью выполнения задания. Работа осуществляется согласно инструкционно-технологическим картам №1 и №2 на станке ТВ-6.
Целью заключительного инструктажа является подведение итогов практической работы учащихся. Требуется указать общие ошибки, допущенные при выполнении работы, продемонстрировать лучшие работы. При выдаче домашнего задания учитель демонстрирует плакаты "Токарная обработка пробойника", знакомя учащихся с практическим заданием на следующий урок. Для проведения заключительного инструктажа воспользуемся методом беседы так как общение с учащимися проходило в форме диалога.
1.5. Разработка технологии обучения
1.5.1. План урока
Тема: "Обработка цилиндрических и конических поверхностей" 9 класс.
Цель урока:
1) Сформировать знания по теме "Обработка цилиндрических и конических поверхностей".
2) Сформировать первоначальные умения и навыки по выполнению данных токарных операций.
3) Развить техническое мышление.
Оборудование: станок ТВ-6, графопроектор, набор резцов, штангельциркули, инструкционно-технологические карты, операционная карта, транспаранты.
Время – 2 часа.
Ход урока
І – организационная часть
1) Подготовить учащихся к уроку.
2) Заполнить учебную документацию.
ІІ – вводный инструктаж
1. Актуализация прежних знаний по теме "Механическая подача суппорта ТВ-6".
Вопросы для повторения.
- Какие механизмы участвуют в механической подаче суппорта?
- Каково их назначение?
- За счет чего в коробке подач достигается изменение подачи?
- Каково назначение червячной передачи?
- Как осуществляется механическая подача суппорта?
2. Изложение нового материала
Вопросы для изложения
- Оборудование.
- Технология обработки цилиндрических поверхностей.
- Технология обработки конических поверхностей.
- Особенности обработки конуса на ТВ-6.
3. Закрепление нового материала.
Выполнение практической работы по инженерно-технологическим картам.
Инструктаж по ТБ.
ІІІ – текущий инструктаж
1. Следить за соблюдением ТБ.
2. Контролировать соблюдение технологии.
3. Совершать целевые обходы.
4. Следить за самостоятельностью выполнения задания.
IV – заключительный инструктаж
1. Проверить выполнение работ.
2. Выделить лучшие работы.
3. Указать на общие ошибки.
4. Выдать домашнее задание.
1.5.2.
Технологическая карта урока
| № п/п
|
Этапы урока
|
Методы обучения
|
Деятельность
|
Средства обучения
|
Обору-дование
|
| Учителя
|
учащихся
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 1
|
Организационная часть
|
Беседа
|
1 Проверить отсутствующих.
2 Назначить дежурных.
3 Заполнить учебную документацию
|
Подготавливаются к уроку. Одевают спецодежду. Занимают рабочие места.
|
| 2
1
|
Вводный инструк-таж
1 Актуа-лизация прежних знаний
2 Изло-
жение нового матерала
2
3. закреп-ление но-вого мате-риала
|
Беседа с элемен-тами дис-куссии
Беседа
Метод де-монстра-ции
3
Метод де-монстра-ции и метод показа трудовых процессов
Метод де-монстра-ции
Беседа
Метод де-монстра-ции и по-каз трудо-вых прие-мов
Метод де-монстра-ции
Показ трудовых приемов
Метод де-монстра-ции
Беседа
|
1 Задает вопросы для обсуждения:
- Какие механизмы участвуют в механической подаче суппорта?
- Каково их назначение?
- За счет чего в коробке подач достигается изменение подачи?
- Каково назначение червячной передачи?
- Как осуществляется механическая подача суппорта?
Задает вопросы учащимся:
1 Назначение ТВ-6
2 Устройство ТВ-6
Демонстрирует транспа-рант №1 "Обозначение уклона и конусности на чертеже".
4
Демонстрирует транспа-рант №2 "Схема обработки цилиндрической поверхности".
Демонстрирует транспа-рант №3 "Таблица режи-мов работы станка".
Задает вопрос:
- Как осуществляется контроль качества при помощи лимба поперечной подачи и штангельциркуля
Демонстрирует транспа-рант №4 "Методы обра-ботки конуса". Изображе-ния графопроектора сов-мещают с показом трудо-вых приемов по наладке станка (поворот верхних салазок суппорта на опре-деленный угол).
Демонстрирует транспа-рант №5 "Выбор метода обработки конуса"
Демонстрирует трудовые действия по обработке конуса.
Демонстрирует транспа-рант №6 "Контроль качес-тва конической поверх-ности".
Раздает инструкционно-технологические карты. Обсуждает ход выполне-ния работы, инструктирует по правилам ТБ.
|
Отвечают на вопросы, демонстрируя ответы на станке
ТВ-6. Исправляют друг друга.
Вспоминают устрой-ство и назначение
ТВ-6. Отвечают на вопросы.
Анализируют изобра-жение графопроектора. Вспоминают, что такое конус, цилиндр и обозначение их на чертеже.
5
Повторяют знания по установке инструмента и заготовки
Анализируют изобра-жение графопроектора. Вспоминают как уста-навливаются режимы резания и механическая подача станка ТВ-6
Вспоминают цену деле-ния лимба и установку глубины резания отно-сительно измерений штангельциркуля.
Внимательно слушают объяснения учителя и конспектируют после-довательность выпол-нения наладки станка. Задают вопросы попут-но объяснению.
Анализируют изобра-жения графопроектора. Обсуждают, выносят свои мнения. При необ-ходимости исправляют друг друга.
Внимательно наблюда-ют за действиями учи-теля. Задают попутные вопросы.
Анализируют изобра-жения графопроектора. Вспоминают правила работы с угломером
Ознакамливаются с конструкционно- тех-нологическими картами Задают вопросы по полученному заданию.
|
Транспо-рант №1
6
Транспо-рант №2
Транспо-рант №3
Транспо-рант №4
Транспо-рант №5
Транспо-рант №6
Инструк-ционно-техноло-гические карты №1, №2.
|
Станок
ТВ-6
Графо-проек-тор
7
Графо-проек-тор
Графо-проек-тор
Станок ТВ-6
Графо-проек-тор, станок ТВ-6, ком-плект инстру-ментов.
Графо-проек-тор.
Станок ТВ-6
Графо-проек-тор.
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 3
|
Текущий инструк-таж
|
Упраж-нения в трудовых дей-ствиях
|
Следит за соблюдением правил ТБ., контроли-рует соблюдение техно-логии, совершает целе-вые обходы, следит за самостоятельностью вы-полнения задания
|
Выполняют задание согласно инструкци-онно-технологичес-ких карт. Проверяют качество. При необ-ходимости задают вопросы учителю.
|
Инструк-ционно-техноло-гические карты №1, №2.
|
Станок ТВ-6, ком-плект инстру-ментов, набор резцов, заготовка пру-ток Ø12 L=65
|
| 4
|
Заключи-тельный инструк-таж
|
Беседа
|
Проверяет выполнение работы, демонстрирует лучшие работы, указы-вает общие ошибки, демонстрирует задание на следующее занятие.
|
Анализируют допу-щенные ошибки. Задают вопросы учи-телю по выполнен-ной работе. Знако-мятся с практичес-ким заданием на сле-дующее занятие.
|
Работы учащихся плакат "Опера-ционная карта из-готовле-ния про-бойника"
|
2. ИНЖЕНЕРНАЯ ЧАСТЬ
2.1. Назначение и условия работы детали
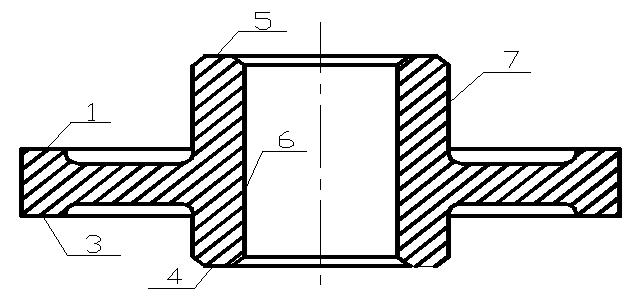
Коробка перемены передач предназначена для изменения передаточных чисел трансмиссии и обеспечения реверса и, тем самым, получения различных скоростей движения трактора МТЗ-50 передним и задним ходом.
Кроме того, конструкция коробки передач обеспечивает привод переднего моста, синхронного заднего и бокового валов отбора мощности, а также предусматривает возможность получения пониженных скоростей при установке ходоуменьшителя.
Рассматриваемая деталь 1 – ведомая шестерня 50-1701216 расположена на шлицах полого, промежуточного вала 2 и закреплена на нём неподвижно, само колесо в процессе работы входит в зацепление с ведущей шестерней 4, сидящей на шлицах ведущего вала 5.
Эскиз сборочной единице представлен на рисунке 2.1.
Шестерня ведомая изготавливается из стали 25ХГТ ГОСТ 4543-71, химический состав и механические свойства которой представлены в табл.1.1. Данная деталь является цилиндрическим прямозубым зубчатым колесом и предназначена для передачи вращательного движения между валами с параллельными осями вращения. Зубчатая передача, в состав которой входит рассматриваемая деталь является силовой, т.е., служит для передачи крутящего момента с изменением частоты вращения валов.
Таблица 2.1. – Химический состав и механические свойства стали 25ХГТ ГОСТ 4543-71
| Химический состав
|
| С, %
|
Сr, %
|
Mn, %
|
Ti, %
|
Si, %
|
S, %
|
P, %
|
| 0,22-0,28
|
1,00-1,30
|
0,80-1,10
|
0,06-0,12
|
0,17-0,37
|
<0,040
|
<0,040
|
| Механические свойства
|
| Gв
, МПа
|
Gт
, МПа
|
δ, %
|
Ψ, %
|
| 600-620
|
360-380
|
25-28
|
28-30
|
Gв
– предел прочности;
Gт
– предел текучести;
δ ,Ψ – относительное удлинение и относительное сужение соответственно.
Основными причинами, вызывающими выход из строя шестерни являются: износ поверхностей зубьев, усталостные разрушения, связанные с явлением питтинга контактирующих поверхностей.
 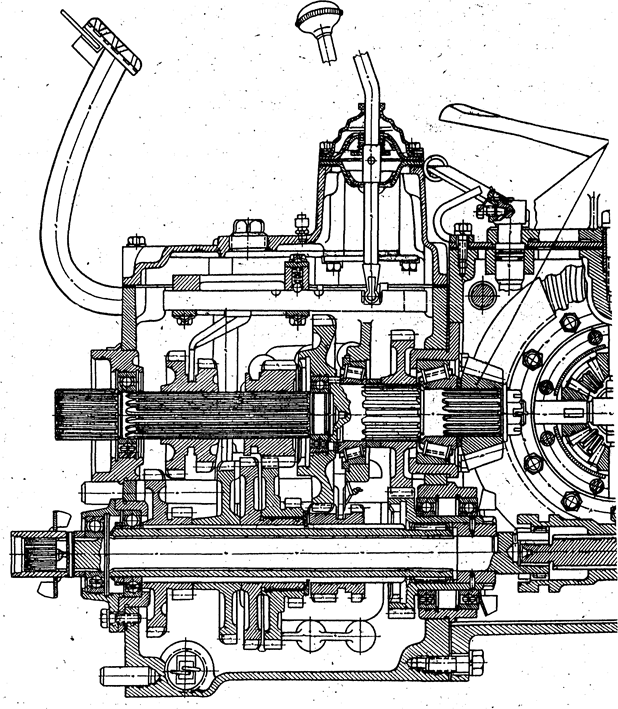
Рисунок 2.1. – Эскиз сборочной единицы (КПП трактора МТЗ-50).
2.2. Анализ технологичности конструкции детали
2.2.1.Качественная оценка технологичности конструкции
Шестерня ведомая изготовлена из стали 25ХГТ и проходит термическую обработку, которая приводит к короблению детали при нагреве и охлаждении. В этом отношении перемычка, связывающая тело зубчатого венца и ступицу, расположена неудачно, так как при термической обработке возникнут односторонние искажения. Зубчатый венец уменьшится в размерах и вызовет сжатие ступицы с левого торца. Таким образом отверстие приобретёт коническую форму, что скажется на характере искажения зубчатого венца. Это в свою очередь приводит к обязательной калибровки шлицевого отверстия после термической обработки.
С точки зрения механической обработки зубчатые колёса вообще нетехнологичны, так как операции нарезания зубьев со снятием стружки производится в основном малопроизводительными методами. Применение пластического формообразование затруднено из-за недостаточной жёсткости обрабатываемой шестерни.
Наличие выступа относительно зубчатого венца на левом торце неизбежно приведёт к тому, что при одновременной обработке двух деталей зубофрезерованием между ними придётся установить прокладку в виде кольца, что соответственно увеличит длину резания и, следовательно, приведёт к снижению производительности процесса. Кроме того это приведёт к тому, что на нижнем торце верхней детали при зубофрезеровании образуются заусенцы, которые нужно будет снять.
Положительным следует считать наличие двух фасок в шлицевом отверстии, наружный диаметр которых больше наружного диаметра шлицевого отверстия. Это позволяет протягивать шлицевые отверстия после изготовления фасок, а торцы обрабатывать на многорезцовом станке. В этом случае резцы для подрезки торцов не будут доходить до шлицевого отверстия, что обеспечит хорошие условия резания (не на прерывистой поверхности) и, следовательно, высокую точность.
В целом применительно для деталей данного класса обрабатываемую шестерню можно считать достаточно технологичной, так как обеспечивается свободный доступ режущего и мерительного инструмента, хорошие условия отвода стружки и СОЖ, отсутствуют скрытые полости и высокоточные поверхности.
2.2.2. Количественная оценка технологичности конструкции
При количественной оценки технологичности детали, согласно методике изложенной в [ ], определяют значения следующих показателей:
1. Коэффициент унификации конструктивных элементов:
Ку.э.
= Qу.э.
/Qэ
= 9/13 = 0,69; (2.1)
где Qу. э
и Qэ
– соответственно число унифицированных конструктивных элементов детали и общее, шт.;
2. Коэффициент применяемости стандартизованных обрабатываемых поверхностей:
Кп.ст.
= Dо.с.
/Dм.о.
= 7/10 = 0,7; (2.2)
где Dо.с.
и Dм.о.
– соответственно число поверхностей детали обрабатываемых стандартным режущим инструментом, и всех, подвергаемых механической обработке поверхностей;
3. Коэффициент обработки поверхностей:
Кп.о.
= Dм.о.
/Qэ
= 10/13 = 0,77; (2.3)
4. Коэффициент использования материала:
Ки.м.
= q/Q = 3,045/5 = 0,61; (2.4)
где q и Q – соответственно масса детали и заготовки, кг;
5. Коэффициент применения типовых технологических процессов:
Кт.п.
= Qт.п.
/ Qи
= 3 / 4 = 0,75; (2.5)
где Qт.п.
и Qи
– соответственно число типовых технологических процессов для изготовления детали и общее;
6. Масса детали – 3,045,кг;
7. Максимальное значение квалитета обработки - 9;
8. Минимальное значение параметра шероховатости обрабатываемых поверхностей Ra – 0,63.
Из полученных результатов видно, что значения коэффициентов использования материала и обработки поверхностей не высоки, что требует в отношении первого пересмотра способа получения заготовки. В пользу технологичности свидетельствуют достаточно высокие значения коэффициентов применяемости стандартизованных обрабатываемых поверхностей, коэффициента унификации, применения типовых технологических процессов и обработки поверхностей.
2.3. Определение типа производства
Тип производства по ГОСТ 3.1119-83 характеризуется коэффициентом закрепления операций. В соответствии с методическими указаниями РД 50-174-80, коэффициент закрепления операций для всех разновидностей серийного производства определяется:
Кзо
= ∑По
i
/ ∑Рi
, (2.6)
где ∑По
i
- суммарное число различных операций за месяц по участку из расчета на одного сменного мастера;
∑Рi
- явочное число рабочих участка, выполняющих различные операции при работе в одну смену.
Условное число однотипных операций, выполняемых на одном станке в течении одного месяца при работе в две смены:
По
i
= ηн
/ ηз
, (2.7)
где ηн
- планируемый нормативный коэффициент загрузки станка (0,75);
ηз
- коэффициент загрузки станка проектируемой (заданной) операцией:
ηз
= Тшт.
Nм
/ (60Fм
Кв
), (2.8)
где Тш
- штучно-калькуляционное время, необходимое для выполнения проектируемой операции, мин;
Nм
- месячная программа выпуска заданной детали, шт.:
Nм
= Nг
/ 12 = 150000 / 12 = 12500 шт, (2.9)
где Nг
- годовой объем выпуска заданной детали, шт.:
Fм
- месячный фонд времени работы оборудования в две смены, ч:
Fм
= 4030 / 12 = 336 ч.
Следовательно:
По
i
= 60 Fм
Кв
ηн
/ (Тшт.
Nм
), (2.10)
Необходимое число рабочих, для обслуживания одного станка (при работе в две смены):
Рi
= По
i
Тшт.
Nм
/ (60Fмр
Кв
), (2.11)
где Fмр
– месячный фонд времени работы рабочего, Fмр
= 176ч.
Результаты расчётов по приведенным выше зависимостям представлены в таблице 2.2.
Таблица 2.2. – Результаты расчётов
| № операции
|
Тшт.
|
ηз
|
Рi
|
По
i
|
| 005
|
1,94
|
0,60
|
1,43
|
0,81
|
| 010
|
0,77
|
0,48
|
1,43
|
2,04
|
| 015
|
1,26
|
0,79
|
1,43
|
1,25
|
| 020
|
9,22
|
0,96
|
1,43
|
0,17
|
| 025
|
1,24
|
0,77
|
1,43
|
1,27
|
| 040
|
1,80
|
0,56
|
1,43
|
0,88
|
| 045
|
2,57
|
0,80
|
1,43
|
0,61
|
| 050
|
0,45
|
0,28
|
1,43
|
3,49
|
| 055
|
0,39
|
0,24
|
1,43
|
4,03
|
| 065
|
0,97
|
0,60
|
1,43
|
1,62
|
| 100
|
1,14
|
0,71
|
1,43
|
1,38
|
| ∑
|
21,74
|
0,62 (ср.зн.)
|
15,75
|
17,55
|
Тогда коэффициент закрепления операции равен:
Кзо
= 17,55/ 15,75 = 1,1.
Производство крупносерийное.
Решение о целесообразности организации поточной формы производства обычно принимается на основании сравнений заданного суточного выпуска изделий и расчетной суточной производительности поточной линии при двухсменном режиме работы и ее загрузке 65-75%.
Заданный суточный выпуск изделий:
Nc
= Nг
/ 257 , (2.12)
где 257 - количество рабочих дней в году.
Nc
= 150000 / 257 = 583,65 шт.
Суточная производительность поточной линии:
Qc
= Fc
ηз
/ Тср
, (2.13)
где Fc
- суточный фонд времени работы оборудования (при двухсменном режиме работы-960мин.);
Тср
- средняя станкоёмкость основных операций, мин.
Средняя станкоёмкость операций:
Тср
= ∑Тшт
i
/ (nКв
), (2.14)
где Тшт
i
-штучное время основной i-ой операции;
Кв - средний коэффициент выполнения норм времени;
n-количество основных операций.
Тср
= 21,74 / (11 × 1,3) = 1,52.
Тогда:
Qc
= 960 × 0,62 / 1,52 = 392 шт. (2.15)
Так как заданный суточный выпуск изделий больше суточной производительности поточной линии Nc
› Qc
при условии ее загрузки на 65-75% то применение однономенклатурной поточной линии целесообразно.
Такт производства определяем по формуле:
τ = 60 Fэ
/ Nг
= 60 × 4030 / 150000 = 1,61 мин. (2.16)
2.4. Выбор и экономическое обоснование метода получения заготовки
Согласно базовому варианту, заготовку получают на кривошипном горячештамповочном прессе, в открытых облойных штампах из прутка стали 25ХГТ диаметром 85 мм. Технологию получения заготовки можно представить в следующей последовательности:
1. Резка сортового проката, осуществляется на ножницах. Пруток предварительно нагревают ТВЧ, после отрезки получают цилиндр длиной 180 мм., массой 7,967 кг. мм., массой 7,967 кг.
2. Загрузка разрезанного проката в накопитель перед нагревателем КИН-51.
3. Нагрев заготовки в нагревателе ТВЧ до температуры 1100 ¸1200 С0
.
4. Транспортировка цепным транспортёром прутка к рабочей зоне пресса.
5. Штамповка на КГШП с усилием 25000 Н, температура штамповки 1200-900С0
.
6. Транспортировка заготовки к ОГШП для обрезки облоя и прошивания отверстия, температура заготовки должна быть не менее 800-900С0
, в противном случае требуется подогрев.
Масса заготовки после обрезки облоя составляет 5,6 кг. С учётом допускаемых отклонений на длину и диаметр проката масса обрезаемого облоя может колебаться в пределах 0,4 – 0,7 кг., около 0,3 кг., составляет вес перемычки.Штамповка в открытых штампах характеризуется тем, что штампы в процессе деформации остаются открытыми. Зазор между подвижной и неподвижной частями является переменным, в него выдавливается металл при деформировании, образуя заусенец, что существенно увеличивает расход металла, кроме того для обрезки заусенца (облоя) необходимо применять специальные обрезные пресса и штампы. Исследования показали, что при обработке штампованных заготовок большая часть отходов 70-80% приходится на припуск и заусенец.
Одним из путей совершенствования метода получения заготовки является безоблойная штамповка, т.е., штамповка в закрытых штампах. Однако основной трудностью при его применении является повышенные требования к точности отрезаемого прутка по массе (объёму).
Эта задача может быть решена в случае применения специальных отрезных станков, в частности станков фирмы «Кизерлинг» (ФРГ) моделей НТ-62, НТ-125 и т.д.
Особенностью этих машин является то, что во время резки два охватывающих режущих инструмента, приводятся в движение от двух маховиков с кулачками. В результате двустороннего отрезного удара металл срезается ровно. Производительность 150-300 дет/мин, допуск на длину заготовки ± 0,15 мм. поверхность среза получается чистой без заусенцев. В этом случае колебание объёма отрезаемого прутка будет в значительно меньших пределах и эта погрешность может быть скомпенсирована за счёт изменения толщины перемычки. При этом для прошивки отверстия в заготовке можно будет применять менее мощные и, как следствие более дешёвые пресса. Кроме того, способ получения заготовки в закрытых штампах позволяет повысить точность штамповки, а это значит снизить припуски на механическую обработку и как следствие снизить трудоёмкость изготовления изделия.
В настоящее время себестоимость заготовки по заводскому варианту составляет 1355 руб. для определения целесообразности изменения способа получения заготовки воспользуемся методикой изложенной в [ ].
Себестоимость заготовки с достаточной степенью точности можно определить по приведенной ниже зависимости:
 (2.17) (2.17)
где Сi
– базовая стоимость 1т заготовок ,руб.;
Q – масса заготовки, кг.;
kт
, kc
, kв
, kм
, kп
, - Коэффициенты зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
q – масса готовой детали, кг.;
Sотх
– цена 1 т отходов, руб.;
С4
= 373000 руб.;
Q = 5 кг.;
kт
= 1; kc
= 0,77;
kв
= 0,88; kм
= 1,21; kп
= 0,8;
q – 3,045 кг.;
Sотх
= 25000 руб.;
 руб. руб.
Как видно из приведенных расчётов расчётная себестоимость заготовки получаемой в закрытых штампах ниже, экономия на материале составит при стоимости тонны стали 25ХГТ ГОСТ 4543-71 порядка 140884 .руб. и годовой программе выпуска шестерни 150000 шт. составит:
Эм
= N г.
× 0,6 = 150000 × 0,6 = 90000 кг. (2.18)
В денежном выражении:
Эд
= Эм
× 50000 = 90 × 140884 = 12,678 млн. руб. (2.19)
Кроме того, отпадает необходимость в оборудовании для обрезки облой, средняя стоимость пресса составляет 948520 руб. несложно подсчитать, что экономический эффект от внедрения предложенного метода без учёта стоимости пресса составит:
 , (2.20) , (2.20)
где Со',Co'' - технологические себестоимости сравниваемых операций, руб;
N - годовая программа ;
 тыс. руб, тыс. руб,
Значит применение предложенного метода экономически целесообразно.
2.5. Выбор технологических баз
Рисунок 2.2. – Схема расположения базовых поверхностей
Точность обработки зубьев цилиндрических зубчатых колес в большой степени зависит от правильного выбора баз на зуборезных и зубоотделочных операциях и точности базовых поверхностей заготовок перед зубообработкой.
Базовыми поверхностями при обработке заготовок цилиндрических зубчатых колес могут быть поверхности, зависящие в первую очередь от конструктивных форм колес, требований к точности по техническим условиям и серийности выпуска.
При зубофрезеровании и зубошевинговании нашей шестерни за технологическую базу принимают отверстие 6, которое соответственно будет необходимо первоначально обработать. В период его обработки отверстие будет являться двойной направляющей базой. Второй технологической базой является торец зубчатого венца 3, который будет обрабатываться совместно с опорным торцом ступицы 4.
Все эти технологические и опорные базы должны обрабатываться раньше, чем нарезание зубьев, с целью исключения погрешности изготовления заготовки. Также нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки.
2.6. Разработка технологического маршрута обработки детали
В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый технологический процесс должен обеспечить качество деталей, в соответствии с экономическим принципом – минимум затрат на производство готовой продукции.
Технологический процесс изготовления цилиндрического зубчатого колеса можно разбить на пять основных этапов:
1. Обработка заготовки перед зубонарезанием.
2. Формообразование зубьев.
3. Отделка зубьев до термообработки.
4. Термообработка зубчатого колеса.
5. Окончательная отделка баз и зубчатого венца после термообработки.
Теперь поэтапно разработаем конкретный технологический маршрут обработки нашей шестерни.
Сначала нам необходимо предварительно обработать заготовку в целях подготовки детали для зубонарезания. С учетом крупносерийного производства нам вначале необходимо обработать общий контур заготовки для зубообработки. Данные обработанные поверхности будут служить технологическими базами при формообразовании зубьев.
Для данного этапа выберем следующие операции:
- для обработки насадочного отверстия и обработки торцов назначаем токарную операцию;
- для получения шлицевой поверхности в посадочном отверстии шестерни примем промежуточную операцию, на которой вместе со шлицами доводится и отверстие посадки.
- для окончательной доводки торцовых поверхностей и образование фасок применим еще одну токарную операцию.
Теперь переходим к этапу формообразования зубчатого венца. По рекомендациям для достижения необходимого модуля зуба и серийности производства применим операцию:
- Зубофрезерование – фрезерование червячной модульной фрезой зубьев шестерни.
- Зубозакругляющая – производится закругление зубьев для плавности входа в работу.
- Зубофасочная – снятие фасок на острых кромках зуба.
Для этапа окончательной отделки зубьев, перед термообработкой, применим операцию – зубошевингование.
Затем для увеличения срока службы шестерни применим термообработку, что позволит увеличить стойкость зубьев к износу, а также к динамическим нагрузкам.
Любая термообработка ведет к увеличению размера зерна, так сказать температурному росту, и появлению окалины, что ведет к необходимости применения последнего этапа обработки – отделки баз и зубчатого венца после термообработки. Для данного этапа применим следующие операции:
- Протяжная – окончательная обработка базовой шлицевой поверхности.
- Зубообкатывающая – обкатка по зубу.
- Зубохонинговальная – достижение необходимой точности и шероховатости поверхности зубьев.
По окончанию зубохонинговальной операции можно считать, что шестерня изготовлена окончательно, остается лишь проконтролировать ее на наличие брака.
2.7. Разработка технологических операций
2.7.1. Выбор модели оборудования
Выбор модели станка определяется прежде всего возможностью изготовления на нем деталей необходимых размеров и формы, качество ее поверхности. Если эти требования можно обеспечить обработкой на различных станках, определенную модель станка вбирают из следующих соображений:
- соответствие его основных размеров габаритам обрабатываемых деталей, устанавливаемых по принятой схеме обработки;
- возможность работы на оптимальных режимах резания;
- производительности – заданному масштабу производства;
- соответствие станка требуемой мощности при обработке;
- возможность механизации и автоматизации выполняемой обработки;
- обеспечение наименьшей себестоимости обработки;
- возможности приобретения станка;
- необходимости использования имеющихся станков.
В условиях крупносерийного массового производства нужно стремиться к тому, чтобы на одной операции было занято не более одного – двух станков. Если это условие не выполняется, следует выбирать более производительную модель станка (мношпиндельный, многопозиционный или агрегатный).
В общем случае нужно стремиться наиболее полно использовать станки. Иногда допустимо применять станки высокой производительности, если их загрузка ниже требуемой, но себестоимость обработки детали меньше, чем на других, полностью загруженных станках.
Выбор станков для проектируемого технологического процесса производится уже после того, как каждая операция предварительно разработана. Это значит, что намечены, выбраны или определены:
- метод обработки поверхностей;
- пропуск на обработку;
- режущий инструмент.
Универсальные станки обычно используются в единичном производстве вследствие большого количества операций, выполняемых на данных станках и низкой их производительности. В нашем же случае тип производства – крупносерийный, вследствие чего, будет характерно использование специальных, многопозиционных и многошпиндельных станков, у которых их стоимость перекрывается их производительностью.
Теперь перейдем к этапу подбора моделей оборудования применимо к нашему технологическому процессу обработки детали типа "шестерни" (501701216). Заготовкой в данном случае является штамповка с общими габаритными размерами d 192 х 56 мм. Материалом заготовки является сталь 25ХГТ (ГОСТ 4543-88).
Для первой токарной операции будет использоваться токарный восьмипозиционный станок 1К282. Данный станок подходит для крупносерийного производства. На данном станке возможна обработка заготовки на семи позициях различным инструментом, а восьмая позиция является загрузочной, которая позволяет перекрывать время установки детали на станок за счет одновременной ее обработки на других позициях.
Этот станок подходит нам и по следующим критериям:
- обрабатываемый размер заготовки – 250 мм.;
- мощность – 50 кВт;
- габариты – 3070 х 2945 х 3872.
Для промежуточной операции наиболее предпочтительным является применение вертикально-протяжных станков вследствие их малых габаритных размеров. Применим на данной операции станок модели 7Б68. Значение его характеристик, влияющих на его выбор, являются следующие:
- габаритные размеры 4550 х 2760 х 5870 мм.;
- мощность – 80 кВт.;
- рабочая сторона стола – 710 мм.;
- тяговая сила – 800 кН.
Для дальнейшей токарной обработки принимаем токарный многорезцовый станок модели 1Н713. Данный станок обладает таким необходимым свойством, как возможность многоинструментальной обработки заготовки. Станок 1Н713 обладает следующими характеристиками:
- наибольший размер обрабатываемой заготовки устанавливаемой над суппортом – 250 мм.;
- мощность – 5 кВт.;
- габаритные размеры –2450 х 1250 х 1980 мм.
На зубообрабатывающую операцию применим специальный зубофрезерный станок модели АВС-12-1676. Этот станок обладает следующими техническими характеристиками:
- наибольший диаметр обрабатываемой заготовки – 320 мм.;
- мощность – 7,5 кВт.;
- габаритные размеры – 1790 х 1000 х 2450 мм.
Для увеличения производительности на данном станке обработка ведется сразу нескольких деталей, предварительно уложив между ними прокладочное кольцо.
Для закругления зубьев применяем зубозакругляющий станок 5Н580 со следующими характеристиками:
- мощность – 5кВт.;
- габаритные размеры –1620 х 1050 х 1415 мм.;
- наибольший размер обрабатываемой детали – 250 мм.
На зубошевинговальную операцию применим специальный станок модели АВС02В со следующими техническими характеристиками:
- наибольший обрабатываемый диаметр заготовки – 250 мм.;
- мощность – 3 кВт.
- Габаритные размеры – 1820 х 1500 х 2120 мм.
Для обкатки зубьев применим станок зубообкатный модели 5В722 со следующими характеристиками:
- наибольший диаметр обрабатываемой заготовки – 200 мм.;
- мощность – 2,1 кВт.;
- габаритные размеры – 1540 х 1100 х 1550 мм.
На операцию по хонингованию зубьев зубчатого колеса применим станок зубохонинговальный модели 5В913 со следующими характеристиками:
- наибольший обрабатываемый диаметр – 320 мм.;
- мощность – 3 кВт.;
- габаритные размеры – 1650 х 1460 х 1620 мм.
2.7.2. Выбор технологической оснастки
Правила выбора технологической оснастки регламентируются соответствующими ГОСТами. К ней относятся: приспособления, инструменты и средства измерения и контроля.
В случае применения стандартной оснастки рекомендуется пользоваться альбомами ее типовых конструкций и соответствующими стандартами.
На 005 операции используется следующая оснастка: приспособление специальное.
Позиция ІІІ: стойка для зенкера специальная; зенкер твердосплавный; пробка специальная на р-р Ø 47+0,62
.
Позиция V: резец проходной правый 2100-4016 Т15 К10, ГОСТ 18878-73; стойка для резца специальная; резец проходной левый 2112-424 Т15 К10, ГОСТ 18878-73; стойка для резца специальная; скоба ГОСТ 24853-81 на р-р 29,3-0,52
.
Позиция VII: стойка для резца специальная; резец фасочный правый 2136-4041 ГОСТ 18879-73; резец расточной 2142-4052 ГОСТ18879-73; шаблон специальный на р-р Ø 62,7±0,6; пробка 8141-4248 ГОСТ 14807-81 на р-р Ø50,6-0,6
; скоба ГОСТ 24853-81 на р-р Ø70 ± 0,6.
Позиция II: стойка для резцов специальная; резец проходной левый 2100-4016 Т5К10 ГОСТ 18878-73; скоба ГОСТ 24853-81 на р-р 54,2-0,4
; скоба ГОСТ 24853-81 на р-р 20-0,28
.
Позиция IV: стойка для резца специальная; резец проходной 2102-1007 Т5 К10 ГОСТ 18878-73; скоба ГОСТ 24853-81 на р-р 189,8-0,6
.
Позиция VI: стойка для резцов специальная; резец фасочный левый 2136-4071 Т5К10 ГОСТ 18878-81; резец фасочный правый 21364052 Т5К10 ГОСТ 18878-81.
Позиция VIII: стойка для резца специальная; резец фасочный 2136-4052 Т5К10 ГОСТ 18878-81.
Для операции 010: планшайба опорная; патрон рабочий; патрон вспомогательный; крышечка шлицевая специальная; пробка плоская специальная на размер Ø60,08+0,05
.
Операция 015: оправка разжимная специальная; центр передний 7032-0035 ГОСТ 13214-67; центр задний 7032-0112 ГОСТ 13214-67; планшайба поводковая; втулка переходная специальная.
Оснастка на поперечный суппорт: стойка для резцов специальная; резец подрезной специальный 2 шт.; резец подрезной правый специальный 2 шт.; резец фасочный левый 2136-4052 ГОСТ 188-81; скоба ГОСТ 24853-81 на р-р 19-0,28
; шаблон специальный на р-р 53,3±0,15; шаблон специальный на р-р 5±0,6 х 30°.
На продольный суппорт: стойка для резца специальная; резец проходной 2100-4015 ГОСТ 18878-81; скоба ГОСТ 24853-81 на р-р Ø189-0,3
.
Операция 025: оправка для фрезы специальная; фреза червячная сборная Т15К6; скоба шаговая специальная на р-р 62,336-0,1
.
Операция 030: приспособление специальное; цанга; фреза кольцевая специальная Р5К10; шаблон специальный на р-р R 5,5±0,5; шаблон специальный на р-р R 24±3.
Операция 045: приспособление специальное; оправка для круга специальная 2 шт.; круг шлифовальный ПП80 х 3 х 25 24А25С2В35 м/с 2 кл Б ГОСТ 2424-83 2 шт.
Операция 050: загрузочное устройство специальное; приспособление для установки деталей; шевер специальный; индикатор ИРБ 584-75; контрольный прибор МЦ 400Б; измерительное колесо; установочный диск для контролирующего колеса; втулка; контрольный прибор для проверки направления зуба специальный.
Операция 065: шайба опорная; патрон вспомогательный; протяжка шлицевая специальная; пробка плоская специальная на р-р Ø60-0,02
+0,14
; пробка "не" 7,068+0,141
+0,254
и "не" Ø60+0,16
.
Операция 070: шестерни обкатные – 3 шт.
На 075 операции используется оснастка, что и на операции 050.
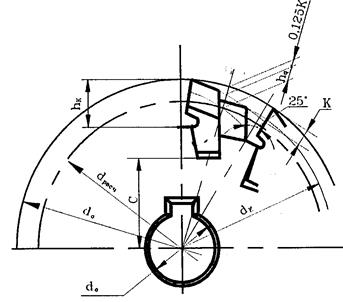
Согласно индивидуальному заданию в качестве специального режущего инструмента рассмотрим червячную модульную фрезу, применяемую для нарезания зубьев m = 4,5, Z = 40, b = 19 мм, угол зацепления – α = 20°, степень точности 10-9-9вс.
Материал режущей части сталь Т10К5, корпус изготовлен из стали 40Х ГОСТ 1050-74 после ТО твердость должна достигать HRCэ
40…45, зубья крепятся механически.
Выбор основных параметров режущей части осуществим в зависимости от свойств обрабатываемого материала согласно методике изложенной в [ ].
По ГОСТ 9324-80 наружный диаметр фрезы dа
=120 мм.
1.
Определяем диаметр корпуса инструмента рисунок 2.3. Рисунок 2.3. – Конструктивные элементы сборной червячной фрезы.
 ; ;  ; (2.21) ; (2.21)
Где КY
и Кz
– условная величина затылования и число зубьев фрезы;
 - задний угол на вершине фрезы. - задний угол на вершине фрезы.
 мм; (2.22) мм; (2.22)
 мм; (2.23) мм; (2.23)
2. Определяем конструктивные части реек и пазов под них по [ ]:
- Ширина паза В1
=10 мм и изготавливается по 7 квалитету точности.
- Стенку паза на противоположную опорной, как и на зубе, для фрез с модулем m > 4 выполняют с поднутрением под углом 5°.
- Величину В2
принимаем равной 15 мм что обеспечит 16 – 17 переточек.
- Величина b = 6 мм.
- Полную высоту затылованного зуба определяем по формуле:
 (2.24) (2.24)
где К величина затылования
 (2.25) (2.25)
- Толщина корпуса от дна канавки до отверстия не должна быть менее
15 мм.
- Число зубьев фрезы:
 ; (2.26) ; (2.26)
где h0
– высота зуба фрезы
 (2.27) (2.27)
h0
= 2,55m = 2,55 × 4,15 = 11,475 мм;
 ; ;
Тогда:  . .
Рисунок 2.4. – Схемы установки затылованного зуба в корпусе червячной фрезы.
3. Длина рабочей части фрезы:
 ; (2.28) ; (2.28)
где х = 5 – выбирается по таблице 8,1
 мм. мм.
Принимаем L1
= 135 мм.
4. Ширина буртиков l = 5 мм, [7,стр.309].
5. Полная длина фрезы L = L1
+ 2l = 135+2×5 = 145 мм
6. Диаметр буртиков D = (1,5…1,7)d = 1,5∙40 = 60 мм.
Принимаем D = 60 мм.
7. Диаметр посадочного отверстия
d = (0,2…0,45)da
= 0,3∙120 = 40 мм.
Определение элементов профиля в нормальном сечении.1. Шаг по нормали Рn
= π∙m = 3,14∙4,5 = 14,13 мм. (2.29) 2. Толщина зуба в нормальном сечении на делительной прямой
 ; (2.30) ; (2.30)
где S – толщина зуба колеса по дуге делительной окружности с учетом необходимого бокового зазора в передаче
 ; (2.31) ; (2.31)
DSy – величина утоньшения зубьев нарезаемых колес для образования бокового зазора после чистовой обработки
DSш – припуск под последующее шевингование
DSy = 0,11
DSш = 0,2
 (2.32) (2.32)
 (2.33)3. Высота головки зуба для нарезания некоррегированной шестерниha
= 1,25m = 1,25∙4,5 = 5,625 мм. (2.34) (2.33)3. Высота головки зуба для нарезания некоррегированной шестерниha
= 1,25m = 1,25∙4,5 = 5,625 мм. (2.34)
4. Высота ножки зубаhf
= 1,25m = 1,25∙4,5 = 5,625 мм. (2.35)5. Полная высота зубаh = 2,5m = 2,5∙4,5 = 11,25 мм. (2.36)6. Радиус закругления профиля головки зубаpa
= 0,25m = 0,25∙4,5 = 1,125 мм. (2.37)7. Радиус закругления ножки зубаpf
= 0,3m = 0,3∙4,5 = 1,35 мм. (2.38)8. Толщина зуба на вершинеSa
= Sn
– 2ha
tgαtωo
=9,97 – 2∙5,625∙tg20° = 5,88 мм. (2.39)9. Канавку для выхода шлифовального круга выбираем следующих размеров:- ширина – 2 мм;- глубина – 1 мм;радиус скругления – 1 мм,10. Угол наклона стружечной канавки β0
= 2°,
11. Профильный угол – 20°,
Определение элементов режущей части фрезы.
1. Передний угол γв
= 0, 2. Задний угол при вершине зубьев αв
= 10°, 3. Угол на боковых сторонах профиля tgαб
= tgαв
∙sinαtωo
= tg10°∙sin20° = 0,06; (2.40)αб
= 3°27¢.4. Число зубьев принимаем z = 12.5. Размеры канавки для размещения стружки:
глубина канавки
 (2.41) (2.41)
где R – радиус закругления дна канавки, R = 1,5 мм.

6. Угол стружечной канавки θ = 25°,
7. Средний расчетный диаметр фрезы
dp
= da
– 2ha
– 0,25K = 120 – 2∙5,625 – 0,25∙5,5 = 107,375 мм. (2.42)
8. Угол наклона винтовой линии β0
канавок
 (2.43) (2.43)
9. Шаг винтовой линии
hстр.
= πdp
∙ ctgb0
= 3,14∙107,375∙23,85 = 8045 мм. (2.44)
10. Шаг витков по оси
 (2.45) (2.45)
11. Положение усика рисунок 2.6.
 (2.46) (2.46)
где r1
– радиус делительной окружности нарезаемого колеса;
a1
– угол профиля нарезаемого колеса;
pА1
– радиус кривизны профиля зуба равный:
 (2.47) (2.47)
где ra1
и rb2
– радиусы окружностей вершин и основной сопряженного колеса;
аw12
– межосевое расстояние в передаче
 (2.48) (2.48)

12. Высота усика
 (2.49) (2.49)
 . (2.50) . (2.50) Рисунок 2.5. Формы модификации профиля зуба червячной фрезы под шевингование.
Рисунок 2.6. Определение размеров усиков червячной фрезы.
Заточка зуборезного инструмента.
Червячные фрезы для нарезания зубчатых колес затачивают двумя способами:
а) на специальных станках моделей 3642 и 3А642;
б) на универсально-заточных станках с применением копира или с помощью специального приспособления, обеспечивающего заточку в строгом соответствии у установленным углом w подъема винтовой линии.
Заточка производится тыльной стороной тарельчатого круга, чтобы исключить возможность повреждения соседних зубьев при заточке плоской стороны. Характеристика круга и режим работы назначаются в зависимости от физико-механических свойств материала фрезы и требований к качеству заточки.
При заточке на специальных станках обеспечивается автоматическое деление от зуба к зубу и поворот фрезы во время продольного хода согласно шагу стружечной канавки.
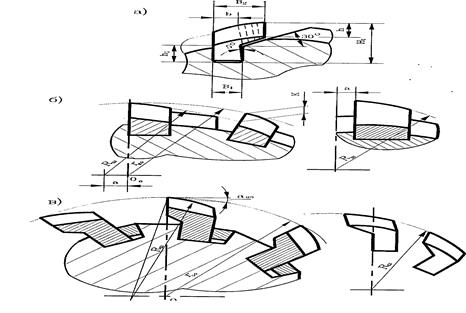
При заточке могут возникнуть ошибки в настройке оборудования, установке круга и другие дефекты, которые повлияют на точность профиля зубьев фрезы, следовательно, и на точность нарезаемых колес. Возможны следующие четыре ошибки:
1. Передние поверхности затачиваются с положительными передними углами (+g). Зубья фрезы теряют точный профиль зубчатой рейки, режущие кромки режущие кромки в нормальном сечении становятся криволинейными; с одной стороны зуба кромка выпуклая, а с другой – вогнутая как показано на рис.2.7.а.
2. Передние поверхности затачиваются с отрицательными углами (+g). Погрешности профиля получаются такими же, как и в первом случае но в обратном порядке (рис.2.7.б). завалы на режущих кромках, образующиеся при неправильных режимах заточки, также создают отрицательные передние углы и, следовательно, вызывают искажение профиля около вершины зубьев.
3. Неравномерный окружной шаг фрезы, возникающий от неточности делительного устройства или копира. В этом случае некоторые зубья выходят вперед за теоретически правильное положение на величину x а другие – несколько назад на величину x1
как показано на рис.2.7.в. Такой дефект заточки приводит к радиальному биению зубьев.
4. Отклонение шага винтовой канавки Sк
от заданного на чертеже. Такое отклонение вызывается неправильной работой передаточных звеньев заточного станка (зазоры, неточный подбор передаточных отношений зубчатых передач) и приводит к конусности фрезы. Это, в свою очередь, изменяет профиль зубьев так же, как и неправильность окружного шага (рис.2.7.в), но вдоль оси фрезы.
Таблица 2.3. – Допускаемые отклонения червячных фрез класса В
Элементы
|
Допускаемые отклонения червячных фрез класса В, связанные с переточкой при модуле в мм.
|
| 1,0-2,25
|
2,25-4,0
|
4-6
|
6-8
|
8-10
|
10-14
|
14-20
|
| Радиальное биение по d в мм
|
0,04
|
0,05
|
0,06
|
0,06
|
0,08
|
0,08
|
0,10
|
| Допуск на радиальность передней поверхности в мм
|
Только в сторону подну-
трения
|
0,06
|
0,08
|
0,11
|
0,14
|
0,7
|
0,24
|
0,33
|
| Допуск на радиальность передней поверхности в угловом измерении в град.
|
50¢
|
35¢
|
30¢
|
30¢
|
30¢
|
30¢
|
28¢
|
| Конусность фрезы по наружному диаметру (на всей длине) в мм.
|
0,04
|
0,04
|
0,045
|
0,045
|
0,05
|
0,07
|
0,1
|
| Примечание. Допускаемые отклонения фрез класса А почти в 2 раза меньше, а для фрез класса С – больше указанных в таблице
|
Фрезы после переточки контролируют по ряду элементов, указанных в таблице 2.3.
Шероховатость заточенных передних поверхностей фрез должна находиться в пределах 8-го класса чистоты, а подвергавшихся доводке алмазными кругами - 9 – 10-го классов.
На передних поверхностях не допускаются завалы, режущие кромки должны быть ровными, без зарубин и выкрашиваний. в)
Рисунок 2.7. Искажение профиля зуба фрезы в зависимости от величины переднего угла заточки
2.7.3. Расчёт припусков
В настоящее время существует два метода определения припусков: опытно-статистический и расчётно-аналитический.
В первом случае величина припуска устанавливается по данным таблиц на всю обработку без распределения припусков по операциям. Для этого используются соответствующие ГОСТы в которых приведены номинальные значения припусков, которые в свою очередь являются несколько завышенными. Они не отражают полной реальной ситуации в каждом конкретном случае обработки.
В крупносерийном и массовом производствах применяют как правило расчётно-аналитический метод определения припусков. В качестве примера рассмотрим назначения припусков на охватываемую и охватывающую поверхности по методике изложенной в [ ].
1) Расчёт припуска на наружный диаметр зубчатого венца 189 мм:
Обработка наружного диаметра осуществляется на 005 и 015 операциях, операционные эскизы обработки представлены в приложении.
Исходными данными для расчёта припусков по ГОСТ 7505-89 являются:
1) Масса детали – 3,045 кг;
2) Группа стали – М2;
3) Класс точности – Т3;
4) Степень сложности – С2;
5) Исходный индекс – 11.
Рисунок 2.8. – Эскиз детали
Кроме этого исходными данными для расчёта являются: величина шероховатости поверхности Rz и глубина дефектного слоя h (табл. 4.25, [ ]), суммарное пространственное отклонение для заготовки данного типа, определяется по зависимости вида:
 (2.51) (2.51)
где ρкор
–
величина коробления заготовки;
 мм табл. 4.29, [ ]; мм табл. 4.29, [ ];
погрешность установки заготовки при обработке определяется из выражения:
 (2.52) (2.52)
где εб
– погрешность базирования;
εз
– погрешность закрепления.
 мкм, мкм,
Погрешности заготовки вследствие их копирования при обработке частично сохраняются на обрабатываемой детали пропорционально коэффициенту уменьшения погрешности Ку
= 0,06 – при обдирочной обработке, Ку
= 0,05 – при получистовой обработке . Минимальное значение межоперационного припуска определим по формуле:
 (2.53) (2.53)
Минимальный припуск под черновое точение:
 ; ;
Минимальный припуск под получистовое точение:
 ; ;
Расчетный размер:
dp
1
= 188,54 мм;
dp
2
= 188,54 + 472 = 189,01 мм;
dp
3
= 189,01 + 2,004 = 191,02 мм;
Рассчитаем общий номинальный припуск и номинальный допуск заготовки:
Z0 ном
= Z0
min
+ Нз
- Нд
= 2,46 + 0,9 – 0,46 = 2,9 мм; (2.54)
dз ном
= d0 ном
+ Z0 ном
= 189+2,9 = 191,9 мм. (2.55)
Проверяем правильность выполнения расчетов:
2Zi max
- 2Zi min
= dDi-1
- dDi
;
0,7 – 0,46 = 0,4 – 0,16;
4,1 – 2,0 = 2,5 – 0,4;
Условия выполняются. Расчеты выполнены, верно.
Полученные результаты сведены в таблице 2.4.
Таблица 2.4.– Расчёт припусков и предельных размеров по технологическим переходам обработки поверхности Ø189-0,46
, мм шестерни
| Технологические переходы обработки Ø189
|
Элемент припуска
|
2zmin
, мкм
|
Расчётный размер dр
, мм
|
Допуск δ, мкм
|
Предельный размер, мм
|
Пред., значение припуска
|
| Rz
|
h
|
r
|
ε
|
d,min
|
d,max
|
2Zmin
|
2Zmax
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| Штамповка
|
150
|
250
|
600
|
-
|
-
|
191,02
|
2500
|
191,0
|
193,5
|
-
|
-
|
| Точ. черновое
|
100
|
100
|
36
|
40
|
2×1002
|
189,01
|
400
|
189,0
|
189,4
|
2,0
|
4,1
|
| Точ. получист
|
-
|
-
|
-
|
40
|
2×236
|
188,54
|
160
|
188,5
|
188,7
|
0,46
|
0,7
|
Итого: 2,46 4,8
Аналогично производим расчёт припусков на обработку отверстия Ø52 мм и результаты расчёта также представим в виде таблицы.
Таблица 2.5.– Расчёт припусков и предельных размеров по технологическим переходам обработки отверстия Ø52 мм шестерни
| Технологические переходы обработки Ø52
|
Элемент припуска
|
2zmin
, мкм
|
Расчётный размер dр
, мм
|
Допуск δ, мкм
|
Предельный размер, мм
|
Пред., значение припуска
|
| Rz
|
h
|
Ρ
|
ε
|
d,min
|
d,max
|
2Zmin
|
2Zmax
|
| Штампока
|
150
|
250
|
1342
|
-
|
-
|
47,33
|
2000
|
45,3
|
47,3
|
-
|
-
|
| Зенкерование
|
63
|
50
|
81
|
50
|
2×1743
|
50,82
|
620
|
50,18
|
50,8
|
3,5
|
4,88
|
| Точ.чистовое
|
-
|
-
|
-
|
50
|
2×192
|
51,2
|
400
|
50,8
|
51,2
|
0,4
|
0,62
|
Итого: 3,9 5,5
Ниже представлены схемы расположения припусков и допусков на рассчитанные выше обрабатываемые поверхности.
На остальные поверхности припуски назначаем по ГОСТ 7505-89 и результаты сведём в таблицу.
Таблица 2.6.– Значения припусков
| Выдерживаемый размер
|
По ГОСТ
|
Расчётные значения
|
| 1
|
2
|
3
|
| Ø75
|
2,6
|
-
|
| Ø189
|
3,0
|
2,9
|
| Ø52
|
2,6
|
4,6
|
| 1
|
2
|
3
|
| 53
|
2,6
|
-
|
| 19
|
2,4
|
-
|
Как видно из полученных результатов расчётные значения припусков значительно ниже тех значений, которые выбирались по ГОСТ, это объясняется тем, что в случае использования расчётно-аналитического метода учитываются конкретные условия и требования, предъявляемые к обрабатываемой поверхности, а не используются усреднённые значения.
Рисунок 2.9.– Эскиз заготовки
Рисунок 2.10.– Схема расположения припусков
2.7.4. Расчет режимов резания
Режимы резания устанавливаются в зависимости от требуемой точности и качества обрабатываемых поверхностей, а также исходя из условий минимально возможной себестоимости и наибольшей производительности.
В настоящее время применяются, как правило, две методики по расчёту режимов обработки: расчётно-аналитический метод и по нормативным данным. В первом случае используется методика изложенная в [ ], во втором пользуются справочником [ ].
Рассмотрим подробно методику назначения режимов резания расчётно-аналитическим методом на примере 005 операции рассматриваемого технологического процесса (операционный эскиз смотреть в приложении). Ведётся токарная обработка наружного диаметра (Ø189мм) зубчатого колеса (позиция IV).
Глубина резания t = 1 мм. Согласно методике изложенной в [19], скорость резания определим по зависимости вида:
V = CV
KV
/ (Tm
tx
sy
), (2.56)
где КV
– поправочный коэффициент представляющий собой произведения ряда коэффициентов, а именно:
КМ
V
- учитывает влияние материала заготовки, КМ
V
= КГ
(750/GВ
)nv
;
КГ
– характеризует группу стали по обрабатываемости, КГ
= 1,0;
GВ
– предел прочности обрабатываемого материала, GВ
= 620 МПа;
КnV
– коэффициент отражающий фактическое состояние поверхности заготовки, КnV
= 0,8;
КИ
V
- коэффициент учитывающий качество материала режущего инструмента, КИ
V
= 0,65;
КТИ
– учитывает изменение стойкости при многоинструментальной обработке, КТИ
= 1,7;
Таким образом:
КV
= 1,0 (750/620)1,0
×0,8×0,65×1,7 = 1,07.
CV
– поправочный коэффициент, CV
= 420;
Т – величина периода стойкости инструмента, в нашем случае принимается равной 240 мин;
S – величина подачи, назначается в соответствии с глубиной резания, S = 0,26 мм/об;
m,x,y–показатели степени, назначаются согласно рекомендациям в [19], m = 0.2, x = 0.15, y = 0.2.
Таким образом значение скорости резания определится, как:
V = 420×1,07 / (2400,2
× 10,15
× 0,260,2
) = 197 м/мин.
В качестве примера назначения режимов обработки на основании нормативных данных рассмотрим процесс зенкерования отверстия (Ø47 мм), операция 005, позиция III. Согласно методике изложенной в [ ] скорость резания определяется из следующей зависимости:
V = Vтабл.
К1
К2
К3
, (2.57)
где Vтабл.
– скорость резания определяемая по таблице, Vтабл.
= 58 м/мин;
К1
– коэффициент, зависящий от обрабатываемого материала, К1
= 1,0;
К2
- коэффициент, зависящий от отношения принятой подачи к подаче, указанной в таблице, Sтабл
= 0,48 мм/об, Sпр
= 0,5 мм/об, значит 0,5 / 0,48 = 1,04, соответственно К2
= 1,05;
К3
- коэффициент, зависящий от стойкости инструмента, Т = 240 мин, значит К3
= 0,8.
Вследствие того, что зенкерование идёт по корке, то Vтабл.
Уменьшаем на 20% и получаем, что Vтабл.
= 48 м/мин.
Окончательно получим:
V = 48×1,1×1,05×0,8 = 45 м/мин,
Что соответствует n = 300 об/мин.
Режимы резания для остальных операции механической обработки будем назначать, руководствуясь нормативами [ ], результаты расчётов сведены в таблице 2.7.
Таблица 2.7. – Режимы резания (расчётные)
| Базовый вариант
|
Предлагаемый вариант
|
| № опер.
|
№ пер.
|
t, мм
|
S, мм/об
|
V, м/мин
|
t, мм
|
S, мм/об
|
V, м/мин
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| 005
|
II
|
1,6
|
0,313
|
95
|
0,75
|
0,31
|
150
|
| III
|
6
|
0,481
|
25,7
|
3,5
|
0,50
|
45
|
| IV
|
1,5
|
0,313
|
95
|
1
|
0,31
|
148,4
|
| V
|
4
|
0,313
|
95
|
0,75
|
0,31
|
150
|
| VI
|
0,7
|
0,267
|
93
|
6
|
0,26
|
106,8
|
| VII
|
0,9
|
0,267
|
92
|
1,8
|
0,26
|
79,5
|
| VIII
|
0,6
|
0,267
|
93
|
6
|
0,26
|
88,6
|
| 010
|
-
|
-
|
2
|
-
|
-
|
3
|
| 015
|
Продольн.
|
0,8
|
0,16
|
83,1
|
0,8
|
0,31
|
148
|
| Поперечн.
|
0,5
|
0,2
|
83,1
|
0,5
|
0,2
|
149
|
| 025
|
10,125
|
2,6/6,5
|
31,4
|
10,125
|
2,6/6,5
|
88,5
|
| 035
|
0,5
|
-
|
tZ
=1,26 c/зуб
|
0,5
|
-
|
tZ
=1,0 c/зуб
|
| 045
|
1,5
|
2
об.заг/мин
|
50
|
1,5
|
2
об.заг/мин
|
54
|
| 050
|
0,22
|
0,7
|
113
|
0,22
|
0,8
|
113
|
| 065
|
-
|
-
|
15
|
-
|
-
|
15
|
| 070
|
-
|
-
|
-
|
-
|
| 75
|
0,015
|
-
|
149
|
0,015
|
-
|
149
|
Анализируя результаты таблицы можно утверждать, что применения более совершенных инструментальных материалов позволяет работать с более высокими режимами, а это в свою очередь открывает новые пути возможного повышения производительности и снижения себестоимости продукции. Приведенные результаты должны быть откорректированы в соответствии с технологическими возможностями используемого оборудования.
2.7.5. Расчет технологических норм времени
Под технически обоснованной нормой времени понимается время, необходимое для выполнения заданного объёма работы (операции) при определённых организационно-технических условиях и наиболее эффективном использовании всех средств производства.
В массовом производстве определяется норма штучного времени:
Тшт
= То
+ Тв
+ Тоб
+ Тот
, (2.58)
где То
– основное время;
Тв
– вспомогательное время, время на управление станком (включить, выключить и т.п.), установку и снятие заготовки, подвод и отвод режущего инструмента, измерение заготовки;
Тоб
– время на обслуживание рабочего места;
Тот
– время перерывав на отдых.
В свою очередь:
Тоб
= Ттех
+ Торг
, (2.59)
где Ттех
– время на техническое обслуживание, это смазка станка, удаление стружки, смена режущего инструмента определяемое в % от То
или по формуле:
Ттех
= То
Тсм
/ Тр
, (2.60)
где Тсм
– время на смену инструмента (-ов);
Тр
– стойкость режущего инструмента;
далее:
Торг
– время на организационное обслуживание, это подготовка станка к работе в начале смены и уборка его в конце смены, передача станка сменщику определяется в % от операционного времени, а Топ
= То
+ Тв
.
В качестве примера рассмотрим процесс нормирования токарной операции 015 и операции зубошевингования 050, пользуясь нормативными данными из
[ ]. Для этого составим сводную таблицу по режимам резания.
Таблица 2.8. – Сводные данные по режимам резания
| Наименование опера-ции
|
t,
мм
|
lрез
/lр.х.
мм
|
Т,
мин
|
Sp
/Sпр
,
Мм/об
|
nр
/nпр
,
об/мин
|
Vp
/Vпр
,
м/мин
|
Sм
,
мм/мин
|
То
,
мин
|
Ре /Рр, кВт
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
| 005/II
|
0,75
|
21/27
|
240
|
0,318/
0,31
|
253/250
|
152/150
|
77,5
|
0,35
|
1,95/2,2
|
| 005/III
|
3,5
|
56/66
|
240
|
0,51/
0,50
|
304/300
|
45/44
|
150
|
0,43
|
4,7/5,17
|
| 005/IV
|
1
|
23/29
|
240
|
0,318/
0,31
|
253/250
|
150/148
|
77,5
|
0,37
|
1,55/1,7
|
| 005/V
|
0,75
|
21/27
|
240
|
0,318/
0,31
|
250/250
|
150/150
|
77,5
|
0,35
|
1,95/2,2
|
| 005/VI
|
6
|
5/8
|
240
|
0,254/
0,26
|
170/180
|
102/107
|
46,8
|
0,17
|
12/13,2
|
| 005/VII
|
1,8
|
54/60
|
240
|
0,254/
0,26
|
503/500
|
80/79
|
130
|
0,46
|
7,23/7,95
|
| 005/VIII
|
6
|
6/9
|
240
|
0,254/
0,26
|
416/450
|
82/89
|
117
|
0,08
|
5/5,5
|
| 010
|
-
|
54/750
|
480
|
-
|
-
|
3 / 3
|
3000
|
0,25
|
4,9/5,25
|
| 015/прод
|
0,8
|
19/25
|
240
|
0,318/
0,31
|
256/250
|
152/148
|
77,5
|
0,32
|
1,35/1,5
|
| 015/поп
|
0,5
|
19/25
|
240
|
0,21/
0,2
|
252/250
|
150/149
|
50
|
0,5
|
7,8/8,6
|
| 025
|
10,125
|
45/84
|
480
|
2,6/2,6
|
458/500
|
73/88,5
|
1300
|
0,65
|
4,05/4,25
|
| 035
|
0,5
|
8/12
|
500
|
tZ
=1,0
c/зуб
|
700
|
44/44
|
-
|
0,67
|
0,69/0,74
|
| 045
|
1,5
|
10,125/13,125
|
15
|
2об.заг/
мин
|
12000/
12000
|
3000/
3000
|
-
|
0,69
|
0,22/0,25
|
| 050
|
0,22
|
9,46/
9,46
|
6000
|
0,04мм/
х.стола
|
190/190
|
113/113
|
115
|
0,494
|
0,25/0,29
|
| 065
|
-
|
53/350
|
480
|
-
|
-
|
15/15
|
15000
|
0,023
|
2,61/2,9
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
| 70
|
-
|
-
|
-
|
-
|
300
|
-
|
-
|
0,2
|
0,19/0,2
|
| 75
|
4
дв.ход.
|
9,46/
9,46
|
1500
|
-
|
250/250
|
149/149
|
85
|
0,45
|
0,21/0,26
|
На токарной операции 025, основное время определим по формуле:
Продольный суппорт:
То
= Lр.х.
/ (Sо
n), (2.61)
где Lр.х.
= Lp
+ Lп
+ Lд
,
Lр
– длина резания, Lp
= 19мм;
Lп
– величина подвода, Lп
= 3 мм;
Lд
– дополнительная длина хода, Lд
= 3 мм,
значит: Lр.х.
= 19 + 3 +3 = 25 мм.
Окончательно:
То
= 25 / (0,31×250) = 0,32 мин;
Поперечный суппорт:
То
= Lр.х.
/ (Sо
n), (2.62)
где Lр.х.
= Lp
+ Lп
+ Lд
,
Lр
– длина резания, Lp
= 22мм;
Lп
– величина подвода, Lп
= 3 мм;
Lд
– дополнительная длина хода, Lд
= 0 мм,
значит: Lр.х.
= 22 + 3 = 25 мм.
Окончательно:
То
= 25 / (0,2×250) = 0,5 мин;
Так как на поперечном суппорте время обработки больше то в расчетах используем его основное время.
Тв
= 0,09 + 0,024 + 0,01 = 0,124 мин; Топ
= 0,5 + 0,124= 0,624 мин;
Ттех
= 0,5×1,72 / 240 = 0,0036 мин; Торг
= 0,624×0,018 = 0,011 мин;
Тоб
= 0,0036 + 0,0117 = 0,0153 мин; Тот
= 0,624×0,06 = 0,037 мин.
Значит:
Тшт
= 0,5 + 0,124 + 0,0153 + 0,037 = 0,676 мин.
Нормирование зубошевинговальной операции также проведём на основе зависимостей представленных в [17]. С целью повышения производительности применяем шевингование с тангенциальной подачей, поэтому:
То
= Lр.х.
nц
/ Sм
, (2.63)
где  (2.64) (2.64)
аw
– номинальное межосевое расстояние, аw
= 280 мм;
2р – припуск на толщину зуба, 2р = 0,11 мм;
b – ширина зубчатого венца, b = 19 мм;
Σ – угол скрещивания осей детали и инструмента, Σ = 15 0
;
nц
– количество двойных ходов за цикл обработки, nц
= 6;
Sм
= 115 мм /мин.
 мм; мм;
То
= 9,467×6 / 115 = 0,494 мин.
Тв
= 0,08 мин; Тоб
= 0,0179 мин; Тот
= 0,034 мин;
Тшт
= 0,494 + 0,08 + 0,0179 + 0,034 = 0,626 мин.
Аналогично нормируем оставшиеся технологические операции и полученные результаты сводим в таблице 2.9.
Таблица 2.9. – Сводная таблица технических норм времени по операциям
| № оп.
|
То
, мин
|
ТВ
, мин
|
Топ
, мин
|
Тоб
, мин
|
Тот
, мин
|
Тшт
, мин
|
| Тус
|
Туп
|
Тиз
|
Ттех
|
Торг
|
| 005
|
0,46
|
0,23
|
0
|
0
|
0,46
|
0,064
|
0,011
|
0,0267
|
0,562
|
| 010
|
0,25
|
0,062
|
0,09
|
0,12
|
0,522
|
0,008
|
0,0038
|
0,031
|
0,565
|
| 015
|
0,5
|
0,09
|
0,034
|
0,075
|
0,624
|
0,0036
|
0,011
|
0,037
|
0,676
|
| 025
|
0,65
|
0,2
|
0,06
|
0,24
|
0,91
|
0,09
|
0,012
|
0,055
|
1,067
|
| 035
|
0,67
|
0,128
|
0,02
|
0,008
|
0,818
|
0,0134
|
0,011
|
0,066
|
0,908
|
| 045
|
0,69
|
0,128
|
0,02
|
0
|
0,838
|
0,0414
|
0,012
|
0,05
|
0,941
|
| 050
|
0,494
|
0,06
|
0,02
|
0,17
|
0,574
|
0,0099
|
0,008
|
0,034
|
0,626
|
| 065
|
0,063
|
0,062
|
0,09
|
0,0765
|
0,292
|
0,0013
|
0,0008
|
0,018
|
0,312
|
| 070
|
0,2
|
0,06
|
0,02
|
0
|
0,28
|
0,002
|
0,002
|
0,012
|
0,296
|
| 075
|
0,45
|
0,06
|
0,02
|
0,17
|
0,53
|
0,009
|
0,0072
|
0,0318
|
0,578
|
Как видно из приведенной выше таблицы применение новых инструментальных материалов, новых методов обработки на некоторых операциях позволили существенно сократить нормы штучного времени.
2.7.6. Определение загрузки оборудования
Необходимое количество оборудования можно определить по общей зависимости вида:
mр
= Тшт
Nг
/ (60Fэ
ηз.н
) , (2.65)
где Fэ
– эффективный годовой фонд времени работы единицы оборудования, Fэ
= 4030 часов.
ηз.н
- нормативный коэффициент загрузки оборудования, (принимаем 0,7).
Если полученное число единиц оборудования для данной операции окажется дробным, оно округляется до целого в сторону увеличения.
Коэффициент загрузки станка ηз
определяется, как отношение расчётного количества станков mp
, занятых на данной операции процесса, к принятому (фактическому) mпр
.
ηз
= mр
/ mпр
. (2.66)
Если на операции обработки принятого количества станков недостаточно для обеспечения их работы с загрузкой, не превышающей планируемой (0,75…0,8), то необходимо с помощью технологических мероприятий увеличить их производительность или увеличить количество станков на операции. Коэффициенты загрузки станков не должны значительно превышать планируемый нормативный коэффициент загрузки оборудования, т.е. на каждом рабочем месте должен быть необходимый резерв свободного времени.
Уровень механизации технологической операции характеризует коэффициент использования оборудования по основному времени. Он определяется, как отношение основного времени к штучному. Низкое его значение указывает на большую долю ручного труда:
ηо
= То
/ Тшт
. (2.67)
Коэффициент использования оборудования по мощности представляет собой отношение мощности необходимой для осуществления процесса обработки к фактической мощности установленного на станке привода главного движения:
ηм
= Рн
/ Рст
. (2.68)
При этом необходимая мощность для осуществления процесса резания определяется по зависимости вида:
Рн
= Ре
/ η , (2.69)
где Ре
– эффективная мощность, используемая только на резание;
η – коэффициент, учитывающий потери в приводе станка, (0,8…0,85).
Последний коэффициент показывает, насколько удачно подобрано оборудование. Необходимо стремиться к его более полной загрузке.
Результаты расчётов представленных выше коэффициентов приведены в таблице 2.10.
Таблица 2.10. – Расчёт коэффициентов использования оборудования
| № оп.
|
То
i
, мин
|
Тшт
i
, мин
|
mр
i
|
mпр
i
|
ηз
i
|
ηо
i
|
Рст
, кВт
|
Рн
, кВт
|
ηм
i
|
| 005
|
0,46
|
0,562
|
0,5
|
1
|
0,5
|
0,82
|
40
|
37,92
|
0,95
|
| 010
|
0,25
|
0,565
|
0,5
|
1
|
0,5
|
0,44
|
11
|
5,25
|
0,48
|
| 015
|
0,5
|
0,676
|
0,6
|
1
|
0,6
|
0,74
|
17
|
10,1
|
0,59
|
| 025
|
0,65
|
1,067
|
0,94
|
1
|
0,94
|
0,61
|
5
|
4,25
|
0,85
|
| 035
|
0,67
|
0,908
|
0,8
|
1
|
0,8
|
0,74
|
1,1
|
0,74
|
0,67
|
| 045
|
0,69
|
0,941
|
0,82
|
1
|
0,82
|
0,73
|
0,32
|
0,25
|
0,78
|
| 050
|
0,494
|
0,626
|
0,56
|
1
|
0,56
|
0,79
|
0,9
|
0,29
|
0,32
|
| 065
|
0,063
|
0,312
|
0,27
|
1
|
0,27
|
0,20
|
11
|
2,9
|
0,26
|
| 070
|
0,2
|
0,296
|
0,25
|
1
|
0,25
|
0,68
|
0,3
|
0,2
|
0,67
|
| 075
|
0,45
|
0,578
|
0,51
|
1
|
0,51
|
0,78
|
0,9
|
0,26
|
0,29
|
| Ср.зн.
|
-
|
-
|
-
|
-
|
0,65
|
-
|
6,216
|
0,59
|
3. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
3.1. Расчет себестоимости изготовления детали при годовой программе выпуска
В состав капитальных сложений включаются единовременные затраты на формирование основных фондов с учетом входного налога на добавленную стоимость (НДС).
По предложенной методике [ ] в общем случае величина капитальных вложений включает следующие составляющие, млн. руб.:
К = Кзд
+ Коб
+ Ктр
+ Кинт
+ Кинв
+ Ксоп
, (3.1)
где Кзд
- капвложения в здания;
Коб
- капвложения в рабочие машины и оборудование;
Ктр
- капвложения в транспортные средства;
Кинт
- капвложения в универсальную техническую оснастку и инструмент;
Кинв
- капвложения в производственный инвентарь;
Ксоп
- сопутствующие капвложения.
Т.к все капиталовложения рассчитываются с учетом коэффициента загрузки оборудования -Кз.о.
Величину капитальных вложений в производственную площадь для размещения оборудования, проектируемого технологического процесса, определим по формуле:
m
Кзд
= å (Sj
Mпрj
Кдj
+ S) · Цзд
· Кз.о.
, (3.2)
j=1
где Sj
- площадь, приходящаяся на единицу оборудования j-го наименования, кв.м;
Mпр
- принятое количество единиц оборудования j-го наименования, шт.;
Кдj
- коэффициент, учитывающий дополнительную площадь, (Кдj
= 1,8);
S - площадь, потребная для размещения транспортных устройств, систем упралвения станками с ЧПУ, кв.м;
Цзд
- стоимость одного кв.м производственной площади, млн. руб.
(Цзд
= 0,196 млн. руб.).
Кз.о.
- коэффициент, учитывающий загрузку оборудования
Капитальные вложения в технологическое оборудование рассчитываются исходя из его количества по операциям и цен по формуле:
m
Коб
= å Мпрj
Цj
(1 + Ат
+ Аф
+ Ам
) Кз.о.
, (3.3)
j=1
где Цj
- оптовая (договорная) цена единицы оборудования j-го наименования;
Ат
- коэффициент, учитывающий транспортные расходы: Ат
= 0,02 ... 0,05; (принимаем Ат
= 0,04);
Аф
- коэффициент, учитывающий затраты на устройство фундамента. В данном проекте металлорежущее оборудование устанавливается без сооружения специального фундамента: Аф
= 0;
Ам
- коэффициент, учитывающий затраты на монтаж оборудования: Ам
= 0,02 ... 0,05. (принимаем Ам
= 0,03).
Расчеты по капиталовложениям в здание и оборудование приведены в таблице 3.1.
Таблица 3.1. – Капитальные вложения в здание и оборудование
| Базовый вариант
|
| Наименование оборудования
|
Кол-во оборуд. Мпр
, шт
|
Площадь 1 станка S, кв.м
|
Площадь одного станка с учетом доп. площади SxКд
, м2
|
Цена 1м2
произв. площади Цзд
, млн. руб.
|
Цена 1 станка Ц, млн. руб.
|
Коэффициент, учыт. Загрузуку оборудования, Кз.о.
|
Капвло-жения в здание Кзд
, млн. руб.
|
Капвложения в обору-дование Коб
, млн. руб.
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 1. 1К282
|
1
|
9,040
|
16,272
|
0,196
|
17,900
|
0,603
|
1,923
|
11,550
|
| 2. 7А520
|
1
|
7,364
|
13,255
|
0,196
|
8,090
|
0,480
|
1,247
|
4,155
|
| 3. ИТ-100
|
1
|
11,800
|
21,240
|
0,196
|
27,900
|
0,785
|
3,268
|
23,435
|
| 4. АВС 612-1251
|
1
|
5,250
|
9,450
|
0,196
|
14,400
|
0,957
|
1,773
|
14,745
|
| 5. 5Д580
|
1
|
3,400
|
6,120
|
0,196
|
8,700
|
0,772
|
0,926
|
7,187
|
| 6. 5Б525-2
|
1
|
1,438
|
2,588
|
0,196
|
13,800
|
0,559
|
0,284
|
8,254
|
| 7. 5702В
|
1
|
4,573
|
8,231
|
0,196
|
9,500
|
0,800
|
1,291
|
8,132
|
| 8. П6326
|
1
|
3,190
|
5,742
|
0,196
|
15,200
|
0,480
|
0,540
|
7,806
|
| 9. Обкатн. станок
|
1
|
4,290
|
7,722
|
0,196
|
13,100
|
0,243
|
0,368
|
3,406
|
| 10. 5В913
|
1
|
5,740
|
10,332
|
0,196
|
14,750
|
0,603
|
1,221
|
9,517
|
| 11. 1Н713
|
1
|
3,160
|
5,688
|
0,196
|
6,450
|
0,710
|
0,792
|
4,900
|
| ИТОГО:
|
11
|
|
13,933
|
103,087
|
| Проектный вариант
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 1. 1К282
|
1
|
9,040
|
16,272
|
0,196
|
17,900
|
0,500
|
1,595
|
9,577
|
| 2. 7Б68
|
1
|
5,38
|
9,684
|
0,196
|
33,100
|
0,500
|
0,949
|
17,709
|
| 3. 1Н713
|
1
|
3,160
|
5,688
|
0,196
|
6,450
|
0,600
|
0,669
|
4,141
|
| 4. АВС 12-1676
|
1
|
6,4
|
11,520
|
0,196
|
12,740
|
0,940
|
2,122
|
12,814
|
| 5. 5Н580
|
1
|
2,65
|
4,77
|
0,196
|
17,000
|
0,80
|
0,748
|
14,552
|
| 6. 5525-5
|
1
|
1,46
|
2,628
|
0,196
|
8,300
|
0,82
|
0,422
|
7,282
|
| 7 АВС02В
|
1
|
3,190
|
5,742
|
0,196
|
18,740
|
0,56
|
0,630
|
11,229
|
| 8. 7Б68
|
1
|
5,38
|
9,684
|
0,196
|
32,250
|
0,27
|
0,512
|
9,317
|
| 9. 5В722
|
1
|
2,69
|
4,842
|
0,196
|
12,400
|
0,25
|
0,237
|
3,317
|
| 10. 5В913
|
1
|
5,740
|
10,332
|
0,196
|
11,750
|
0,51
|
1,033
|
6,412
|
| ИТОГО:
|
10
|
|
8,917
|
96,350
|
Потребность в инвестициях сведем в таблицу.
Таблица 3.2. – Потребность в инвестициях.
| Направления
|
Базовый вариант
|
Проектный вариант
|
| инвестиций
|
Кол-во
|
Сумма, млн.руб.
|
Кол-во
|
Сумма, млн.руб.
|
| Здания и соотружения, м2
|
180,921
|
13,633
|
81,162
|
8,917
|
| Оборудование, шт.
|
11
|
103,087
|
10
|
96,350
|
| Транспортные средства, шт.
|
1,735
|
1735
|
| Производственный инвентарь, шт.
|
11
|
0,358
|
10
|
0,326
|
| Итого основных фондов
|
118,813
|
107,328
|
| Оборотные средства
|
13,370
|
11,015
|
| Инвестиции, всего
|
132,183
|
118,343
|
Расчет себестоимости продукции
Себестоимость продукции представляет сумму затрат предприятия на ее производство и реализацию.
Затраты на материалы были рассчитаны в разделе "Выбор метода получения заготовки". Они составили 1174,2 тыс.руб./ед, в том числе НДС 195,7 тыс. руб. При составлении калькуляции затраты на материалы берутся без НДС, то есть в размере 14,678 млн. руб.
Расчет средней списочной численности ( ССЧ ):
ССЧ производственных рабочих(ССЧр) рассчитывается по следующей формуле:
ССЧр = å N tштi
/ Ф·60 , (3.4)
где Ф – годовой фонд времени работы рабочего, час ( Ф = 1760 час ).
ССЧр(б) = å N tшт
/ Ф·60 = 15000 · 9,741/1760 · 60 = 1,384
ССЧ(б) вспом. раб. = 0,553
ССЧ(б) руков. и спец. = 0,291
ССЧ(проект) = 15000 · 6,531/1760 · 60 = 0,928
ССЧ(проект) вспом. раб. = 0,371
ССЧ(проект) руков. и спец. = 0,195
ССЧ вспомогательных рабочих составляет в среднем 35 – 40% от ССЧр,
ССЧ руководителей и специалистов составляет в среднем 15% от ССЧ производственных и вспомогательных рабочих.
Расчет заработной платы производственных рабочих с отчислениями может быть проведен по следующим формулам:
m
Сз.о
= å ЧТСi
· tштi
· Рд
· Км
·N / 60 · n, (3.5)
i=1
где Сз.о
- основная заработная плата производственных рабочих, млн. руб.;
ЧТСi
- часовая тарифная ставка соответствующего разряда, которая может быть увеличена на повышающий коэффициент ( 1,5 – 3 ), руб.; (3р. – 730 руб., 4р. – 850 руб., 5р. – 990 руб.).
tштi
- норма штучного времени выполнения i-й операции, мин.;
Рд
- коэффициент, учитывающий премии и доплаты к тарифному фонду:
Рд
= 1,4 ... 1,7., (примем Рд
= 1,7);
Км
- коэффициент доплат за многостаночное, Км
= 1,1 ... 1,6.,
(принимаем Км
= 1);
m - количество операций техпроцесса;
n - количество станков, обеспечиваемых параллельно одним рабочим,
(n = 1);
N – планируемый объем производства, шт., (N = 15000)
Дополнительная заработная плата (Сз.д
) принимается по заводским данным в процентах от основной зарплаты (11% Сз.о
). Сюда входят выплата за выполнение гособязанностей, оплата отпусков, доплата подросткам и так далее.
Отчисления в бюджетные и внебюджетные фонды определяются по формуле:
Сотч = (Сз.о
+ Сз.д
) · D / 100, (3.6)
где D - процент отчислений: в фонд социальной защиты - 36%; Чрезвычайный налог - 4%.
Сотч(б) = (3,258 + 0,358) · 40/100 = 2,725 млн. руб.
Сотч(п) = (2,235 + 0,246) · 40/100 = 0,992 млн. руб.
Расчеты сведем в таблице 3.3.
Таблица 3.3. – Основная и дополнительная заработные платы с начислениями
| Базовый вариант
|
| профессия
|
Разряд работ
|
Часовая тарифная ст. ЧТС, руб/час
|
Норма штучного времени на прогр. tшт, мин
|
Коэф-т, учит. премии и Рд
|
Коеф-т доплат за многогост. обсл. Км.
|
Кол-во станков обсл. 1 раб. n, шт.
|
Основная зарплата Сз.о, млн. руб.
|
Дополн. зарплата Сз.д, млн. руб.
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 1. 1К282
|
4
|
850
|
0,562
|
1,7
|
1
|
1
|
0,203
|
0,022
|
| 2. 7А520
|
4
|
850
|
0,665
|
1,7
|
1
|
1
|
0,240
|
0,026
|
| 3. ИТ-100
|
3
|
730
|
0,766
|
1,7
|
1
|
1
|
1,238
|
0,026
|
| 4. АВС 612-1251
|
4
|
850
|
1,56
|
1,7
|
1
|
1
|
0,564
|
0,062
|
| 5. 5Д580
|
3
|
730
|
0,958
|
1,7
|
1
|
1
|
0,297
|
0,033
|
| 6. 5Б525-2
|
3
|
730
|
1,241
|
1,7
|
1
|
1
|
0,385
|
0,042
|
| 7. 5702В
|
3
|
730
|
0,929
|
1,7
|
1
|
1
|
0,288
|
0,032
|
| 8. П6326
|
4
|
850
|
0,61
|
1,7
|
1
|
1
|
0,220
|
0,024
|
| 9. Обкат станок
|
3
|
730
|
1,23
|
1,7
|
1
|
1
|
0,382
|
0,042
|
| 10. 5В913
|
4
|
850
|
0,59
|
1,7
|
1
|
1
|
0,228
|
0,025
|
| ИТОГО:
|
3,258
|
0,358
|
| Проектный вариант
|
| 1. 1К282
|
4
|
850
|
0,562
|
1,7
|
1
|
1
|
0,203
|
0,022
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 2. 7Б68
|
4
|
850
|
0,565
|
1,7
|
1
|
1
|
0,204
|
0,022
|
| 3. 1Н713
|
4
|
850
|
0,676
|
1,7
|
1
|
1
|
0,244
|
0,027
|
| 4. АВС-12-1676
|
4
|
850
|
1,067
|
1,7
|
1
|
1
|
0,385
|
0,042
|
| 5. 5Н580
|
3
|
730
|
0,908
|
1,7
|
1
|
1
|
0,282
|
0,031
|
| 6. 5525-2
|
3
|
730
|
0,941
|
1,7
|
1
|
1
|
0,292
|
0,032
|
| 7. АВС02В
|
4
|
850
|
0,626
|
1,7
|
1
|
1
|
0,226
|
0,125
|
| 8. 7Б68
|
4
|
850
|
0,312
|
1,7
|
1
|
1
|
0,113
|
0,013
|
| 9. 5В722
|
4
|
850
|
0,296
|
1,7
|
1
|
1
|
0,107
|
0,012
|
| 10. 5В913
|
3
|
730
|
0,578
|
1,7
|
1
|
1
|
0,179
|
0,010
|
| ИТОГО:
|
|
2,235
|
0,246
|
Примечание: 1 - базовый вариант; 2 - разработанный вариант.
В расчете основной заработной платы по данным ОТиЗ приведена часовая тарифная ставка с повышающим коэффициентом.
Средняя заработная плата (среднемесячная) одного списочного рабочего, занятого на технологических операциях, будет равна:
ЗПср
= (Сз.о
+ Сз.д
,)/12 · Чр
(3.7)
где (Сз.о
+ Сз.д
) - годовой фонд заработной платы производственных рабочих, млн.руб.;
Чр
- списочная численность производственных рабочих, чел.
Базовый:
ЗПср = 217,7 тыс. руб.
ЗПср
= (Сз.о
+ Сз.д ) / 12 · Чр
= (3,258 + 0,358)/12 · 1,384 = 0,218 млн. руб.
ЗП(б) всп. раб. = 0,087 млн. руб.
ЗП(б) рук. и спец. = 0,046 млн. руб.
Проектный:
ЗПср = 222,8 тыс. руб.
ЗПср
= (2,235 + 0,246) / 12 · 0,928 = 0,223 млн. руб.
ЗП(п) вспом. раб. = 0,089 млн. руб.
ЗП(п) рук. и спец. = 0,047 млн. руб.
Среднемесячная зарплата производственных рабочих в базовом варианте составила 217,7 тыс. руб., а в предлагаемом – 222,8 тыс. руб.
Средняя месячная зарплата вспомогательного рабочего на предприятии составляет 89 тыс. руб. , руководителей. специалистов – 47 тыс. руб.
Результаты отразим в сводной таблице 3.4.
Таблица 3.4. – Фонд оплаты труда (млн. руб.)
| Персонал
|
Базовый вариант
|
Проектный вариант
|
| Основные рабочие
|
3,616
|
2,481
|
| Вспомогательные рабочие
|
1,446
|
0,992
|
| Руководители, специалисты, служащие
|
0,759
|
0,521
|
| Итого
|
5,821
|
3,994
|
Амортизация оборудования и здания. Величина годовых амортизационных отчислений определяется по формуле:
А = Кср
· На
/ 100 (3.8)
где Кср
- среднегодовая стоимость оборудования, без учета входного НДС( с учетом загрузки). млн.руб.; (на здания – 2,5%; на унив. станков – 5%)
На
- норма амортизации, %.
Расчет амортизации оборудования и здания сведем в таблицу 3.5.
Таблица 3.5. – Расчет амортизации оборудования и здания
| Наименование основных фондов
|
Первона-чальная стоимость основных фондов, млн. руб.
|
Кол-во, шт.
|
Стоимость основных фондов,
млн. руб.
|
Норма амор-тизации, %
|
Сумма амортизации на год, млн. руб.
|
| Базовый
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| 1. 1К282
|
11,550
|
1
|
9,625
|
5
|
0,481
|
| 2. 7А520
|
4,155
|
1
|
3,463
|
5
|
0,173
|
| 3. ИТ-100
|
23,435
|
1
|
19,529
|
5
|
0,976
|
| 4. АВС 612-1251
|
14,745
|
1
|
12,288
|
5
|
0,614
|
| 5. 5Д580
|
7,187
|
1
|
5,989
|
5
|
0,299
|
| 6. 5Б525-2
|
8,254
|
1
|
6,878
|
5
|
0,344
|
| 7. 5702В
|
8,132
|
1
|
6,777
|
5
|
0,339
|
| 8. П6326
|
7,806
|
1
|
6,505
|
5
|
0,325
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| 9. Обкат стан
|
3,406
|
1
|
2,838
|
5
|
0,142
|
| 10. 5В913
|
9,517
|
1
|
7,931
|
5
|
0,397
|
| 11. 1Н713
|
4,900
|
1
|
4,083
|
5
|
0,204
|
| ЗДАНИЕ
|
13,633
|
11,361
|
2,5
|
0,284
|
| ИТОГО
|
|
4,578
|
| Проектный
|
| 1. 1К282
|
9,577
|
1
|
7,981
|
5
|
0,399
|
| 2. 7Б68
|
17,709
|
1
|
14,758
|
5
|
0,738
|
| 3. 1Н713
|
4,141
|
1
|
3,451
|
5
|
0,173
|
| 4. АВС-12-1676
|
12,814
|
1
|
10,678
|
5
|
0,534
|
| 5. 5Н580
|
14,552
|
1
|
12,127
|
5
|
0,606
|
| 6. 5525-2
|
7,282
|
1
|
6,068
|
5
|
0,303
|
| 7. АВС 02В
|
11,229
|
1
|
9,358
|
5
|
0,468
|
| 8. 7Б68
|
9,317
|
1
|
7,764
|
5
|
0,388
|
| 9. 5В722
|
3,317
|
1
|
2,764
|
5
|
0,138
|
| 10. 5В913
|
6,412
|
1
|
5,343
|
5
|
0,267
|
| ЗДАНИЕ
|
8,917
|
7,431
|
2,5
|
0,186
|
| ИТОГО
|
|
|
|
|
4,200
|
Примечание: 1 - базовый вариант 2 - проектный вариант.
Для составления калькуляции себестоимости продукции воспользуемся укрупненным методом. Процент накладных расходов по заводским данным составляет % от основной зарплаты:
- общепроизводственные 420 %;
- общехозяйственные 138 %;
Общепроизводственные расходы:
- РСЭО 312 %;
- общецеховые расходы 108 %.
На основании укрупненного расчета определим РСЭО и общецеховые расходы.
В проектном варианте сумма РСЭО составила 6,973 млн. руб. (312%), а общецеховых расходов – 2,414 млн. руб. (108%).
В базовом варианте сумма РСЭО составила 10,165 млн. руб. (321%), а общецеховых расходов – 3,519 млн. руб. (108%).
Итоги расчета себестоимости годового объема выпуска продукции сведем в таблицу 3.6.
Таблица 3.6. – Калькуляция себестоимости годового выпуска продукции (млн. руб.)
| N п/п
|
Наименование статей
|
Базовый вариант
|
Проектный вариант
|
| 1
|
2
|
3
|
4
|
| 1
|
Сырье и материалы за вычетом отходов без НДС
|
14,678
|
14,678
|
| 2
|
Энергия на технологические цели
|
| 3
|
Основная заработная плата производственных рабочих
|
3,258
|
2,235
|
| 4
|
Дополнительная заработная плата производственных рабочих
|
0,358
|
0,246
|
| 1
|
2
|
3
|
4
|
| 5
|
Отчисления от зарплаты (40%)
|
1,446
|
0,992
|
| 6
|
Общепроизводственные расходы:(420%)
|
13,684
|
9,387
|
| 6.1
|
Расходы на содержание и эксплуатацию оборудования, в том числе (312%)
|
10,165
|
6,973
|
| 6.1.1
|
материальные затраты
(п.6.1-п.6.1.2-п.6.1.3-п.6.1.4)
|
3,847
|
1,57
|
| 6.1.2
|
заработная плата
|
1,446
|
0,992
|
| 6.1.3
|
отчисления от зарплаты (0,40 п.6.1.2)
|
0,578
|
0,397
|
| 6.1.4
|
амортизация оборудования
|
4,292
|
4,014
|
| 6.2
|
Цеховые расходы, в том числе (108%)
|
3,519
|
2,414
|
| 6.2.1
|
материальные затраты
(п.6.2-п.6.2.2-п.6.2.3-п.6.2.4)
|
2,172
|
1,499
|
| 6.2.2
|
заработная плата
|
0,759
|
0,521
|
| 6.2.3
|
отчисления от зарплаты (0,40 п.6.2.2)
|
0,304
|
0,208
|
| 6.2.4
|
амортизация здания
|
0,284
|
0,186
|
| 7
|
Цеховая себестоимость, в том числе
|
33,424
|
27,538
|
| 7.1
|
материальные затраты
(п.1+п.2+п.6.1.1+п.6.2.1)
|
20,697
|
17,747
|
| 7.2
|
заработная плата
(п.3+п.4+п.6.1.2+п.6.2.2)
|
5,821
|
3,994
|
| 7.3
|
отчисления ((п.3+п.4)·0,40+п.6.1.3+п.6.2.3)
|
2,328
|
1,598
|
| 7.4
|
амортизационные отчисления
(п.6.1.4+п.6.2.4)
|
4,578
|
4,200
|
Определение годового объема продукции в отпускных ценах и чистой прибыли
При определении годового объема продукции в отпускных ценах и чистой прибыли принято упрощение, которое уменьшает трудоемкость расчетов, но не снижает точность определения величины чистой прибыли.
Для выполнения расчетов используется информация по базовому варианту, сведенная в таблице 3.7.
Таблица 7.7. – Исходная информация по предприятию
| Показатель
|
Сумма
|
| Реальная рентабельность предприятия по чистой прибыли в отчетном году Рб.р
, %
|
16
|
| Ставка налога на недвижимость hнед
|
0,01
|
| Ставка налога на добавленную стоимость hНДС
|
0,2
|
| Ставка налога на прибыль hпр
|
0,3
|
| Ставка транспортного сбора hтр
|
0,05
|
| Ставка отчислений в местный целевой бюджетный фонд по общему нормативу hОН
|
0,025
|
Определение годового объема выпуска продукции в условных отпускных ценах приводим в таблице 3.8.
Таблица 3.8. – Расчет годового объема продукции в условных отпускных ценах (млн. руб.)
| N
п/п
|
Показатели
|
Условные формулы
|
Расчет
|
Сумма
|
| 1
|
2
|
3
|
4
|
5
|
| 1
|
2
|
3
|
4
|
5
|
| 1
|
Налог на недвижимость
|
Ннед
=Фо
б
·hнед
|
118,8/3 · 0,01
|
1,119
|
| 2
|
Прибыль остающаяся
|
Пост
б
=Рб
·Иб
|
0,16 · 132,183
|
21,149
|
| 3
|
Чистая прибыль
|
Пч
б
= Пост
б
/(1- hтр
)
|
21,149/(1-0,05)
|
22,149
|
| 4
|
Транспортный сбор
|
Нтр
б
=Пч
б
·hтр
|
22,262 · 0,05
|
1,113
|
| 5
|
Прибыль налогооблагаемая
|
Пн
б
= Пч
б
/(1- hпр
)
|
22,262/(1-0,3)
|
31,803
|
| 6
|
Налог на прибыль
|
Нпр
б
=Пн
б
·hпр
|
31,803 · 0,3
|
9,541
|
| 7
|
Прибыль балансовая
|
Пб
б
= Пост
б
+Ннед
б
+Нпр
б
+Нтр
|
21,149+1,119+
+9,541+1,113
|
32,922
|
| 8
|
Объем выпуска продукции в условных оптовых ценах
|
Qопт
б
=Сц
б
+ Пб
б
|
33,424+32,922
|
66,346
|
|  10 10
|
Целевой сбор по общему нормативу
|
Нб
ОН
= Qопт
б
· hОН
/0,975
|
66,346 · 0,025
0,976
|
1,701
|
|  11 11
|
Отчисления в республикансй фонд (НРФ
)
|
НРФ
б
=(Qопт
б
+НОН
б
)
·hРФ
/0,98·
|
0,02(66,346+1,701)
0,98
|
1,389
|
| 12
|
Объем выпуска продукции в условных отпускных ценах
|
Qб
=Qопт
б
+НОН
б
+НВЖФ
б
|
66,346+1,701+
+1,389
|
69,436
|
| 1
|
2
|
3
|
4
|
5
|
| 13
|
Условная отпускная цена единицы продукции
|
Цб
=Qб
/N
|
69,436/15000
|
0,005
|
| 14
|
Налог на добавленную стоимость
|
Нндс
б
= Qб
·hндс
|
69,436 · 0,2
|
13,887
|
| 15
|
Выпуск продукции в стоимостном выражении
|
Qб
с НДС
=Qб
+ННДС
|
69,436+13,887
|
83,323
|
| 16
|
Цена единицы продукции с НДС
|
Цб
с НДС
=Qб
сНДС
/N
|
83,323/15000
|
0,006
|
Примечание: Фо
- основные фонды, млн. руб.;
“б” - базовый индекс;
“п” - проектный индекс;
N - программа, шт.
Определение чистой прибыли и рентабельности в проектном варианте
Определение чистой прибыли и рентабельности в проектном варианте приведем в форме таблице 3.9. Для выполнения расчетов используется информация таблицы 3.6.
Таблица 3.9. – Расчет чистой прибыли проектного варианта (млн. руб.)
| N
п/п
|
Показатели
|
Условные формулы
|
Расчет
|
Сумма
|
| 1
|
2
|
3
|
4
|
5
|
| 1
|
2
|
3
|
4
|
5
|
| 1
|
Условная отпускная цена единицы продукции с НДС
|
Цотп
п
сНДС
=Цб
сНДС
|
0,006
|
| 2
|
Стоимость выпущенной продукции
|
Qп
сНДС
= Цб
сНДС
·N
|
0,006 · 15000
|
83,323
|
| 3
|
Налог на добавленную стоимость
|
Нндс
п
= Qп
с НДС
·hндс
/(100+ +hндс
)
|
83,323 · 20/120
|
13,887
|
| 4
|
Объем выпущенной продукции без НДС
|
Qп
= Qп
с НДС
-hндс
|
83,323 · 13,887
|
69,436
|
| 5
|
Отчисления в фонд производителей сельскохозяйственной продукции
|
НРФ
п
=Qп
·hРФхП
|
69,436/0,02
|
1,389
|
| 6
|
Целевой сбор по общему нормативу
|
НОН
п
=[(Qп
-НРФ
п
)·hОН
|
0,025(69,436-
-1,389)
|
1,701
|
| 7
|
Объем выпуска продукции в условных оптовых ценах
|
Qопт
п
= Qп
-НРФ
п
--Н ОН
п
|
69,436-1,389-
-1,701
|
66,343
|
| 8
|
Прибыль балансовая
|
Пб
п
=Qопт
п
-Сц
п
|
66,343-27,538
|
38,805
|
| 9
|
Налог на недвижимость
|
Ннед
п
=Фо
п
·hнед
|
107,328 · 0,01
|
1,073
|
| 10
|
Прибыль налогооблагаемая
|
Пн
п
=Пб
п
-Ннед
п
|
38,805-1,073
|
37,732
|
| 1
|
2
|
3
|
4
|
5
|
| 11
|
Налог на прибыль
|
Нпр
п
=Пн
п
·hпр
|
37,732 · 0,3
|
11,320
|
| 12
|
Чистая прибыль
|
Пч
п
=Пн
п
-Нпр
п
|
37,732 · 11,320
|
26,412
|
| 13
|
Транспортный сбор
|
Нтр
п
=Пч
п
·hтр
|
26,412 · 0,05
|
1,321
|
| 14
|
Прибыль подлежащая распределению по спецфондам
|
Псф
п
=Пч
п
-Нтр
п
|
26,412-1,321
|
25,091
|
3.2. Определение экономической целесообразности изготовления детали по разработанному технологическому процессу
Рентабельность инвестиций по чистой прибыли характеризует относительный годовой прирост собственности предприятия при данном варианте инвестиций. Она определяется по формуле:
Рп
= Пч
п
/ Ип
·100 (%), (3.9)
где Пч
п
- годовая чистая прибыль в данном варианте инвестиций, млн. руб.;
Ип
- величина инвестиций в данном варианте, млн. руб.
Подставив данные получим:
Рб
= 22,262/132,183 · 100% = 16,8%
Рп
= 26,412/118,343 · 100% = 22,3%
Реальная рентабельность по чистой прибыли базового варианта Рр
б
составила 16,8 %, а рентабельность по чистой прибыли проектного варианта Рп
- 22,3 %. Это значит, что вложение средств в проект эффективно.
Полученная экономия говорит о преимуществе проектного варианта над базовым.
Ориентировочный период возврата инвестиций в данном варианте - это срок в годах, в течение которого сумма ежегодной чистой прибыли сравняется с величиной инвестиций. Расчет проводится по формуле:
Тв
= Ип
/ Пч
п
(лет) (3.10)
Тв
= 118,343/26,412 » 4,5 лет Тв
баз
= 132,183/22,262 » 5,9 лет
Этот период возврата капиталовложений является оптимальным.
Технико-экономические показатели проекта
Таблица 3.10. – Технико-экономические показатели проекта
| Показатели
|
Варианты
|
| Базовый
|
Проектный
|
| 1
|
2
|
3
|
4
|
| 1
|
Годовой объем выпуска продукции:
- в натуральном выражении, шт.
- в стоимостном выражении по цене базового варианта, млн.руб.
|
15000
83,323
|
15000
83,323
|
| 2
|
Стоимость основных фондов, млн.руб.
|
118,813
|
107,328
|
| 1
|
2
|
3
|
4
|
| 3
|
Амортизационные отчисления, млн.руб.
|
4,578
|
4,200
|
| 4
|
Средняя списочная численность работающих, чел.
|
2,228
|
1,494
|
| 5
|
Фонд заработной платы работающих, млн.руб.
|
5,821
|
3,994
|
| 6
|
Среднемесячная заработная плата 1 работающего, тыс.руб.
|
217,7
|
222,8
|
| 7
|
Производительность труда одного работающего, тыс.руб./чел.
|
37,398
|
55,772
|
| 8
|
Себестоимость единицы продукции, руб.
|
2228
|
1836
|
| 9
|
Себестоимость годового объема, млн.руб.
|
33,424
|
27,538
|
| 10
|
Сумма налогов, млн.руб.
|
76275
|
76,656
|
| - косвенные
|
16,8
|
16,977
|
| - прямые
|
11,773
|
13,714
|
| - включенные в себестоимость
|
47,525
|
45,965
|
| 11
|
Рентабельность произведенной продукции, %
|
16,8
|
22,3
|
| 12
|
Прибыль подлежащая распределению по спецфондам, млн.руб.
|
21,149
|
25,09
|
| 13
|
Период возврата инвестиций, лет
|
5,9
|
4,5
|
ВЫВОДЫ:
В результате усовершенствования способа получения заготовки снизилась трудоемкость, которая привела к снижению среднесписочной численности рабочих. Это позволило снизить фонд основной заработной платы на 1.827 млн. руб., но заработная плата увеличилась на 5,1 тыс. руб. Был увеличен и прирост налогов в бюджет на 381 тыс. руб.
4. ОХРАНА ТРУДА
4.1. Производственная санитария, техника безопасности на участке
По ГОСТ 12.0.003-74 на производственном участке изготовления шестерни коробки перемены передач 50-1701216 трактора МТЗ-50 есть следующие опасные и вредные производственные факторы:
а) физические
– это подвижные части производственного оборудования, движущиеся машины и механизмы, повышенный уровень шума и вибрации на рабочем месте, острые кромки и заусенцы на поверхностях деталей, стружка, напряжение в электрической сети, повышенная температура обрабатываемых деталей;
б) опасные психофизиологические
и вредные производственные факторы - это физические перегрузки, но в основном нервно-психические перегрузки (монотонность труда);
в) химически
опасных и вредных производственных факторов нет, так как в производственном процессе не используются химически опасные вещества.
г) биологически
опасные и вредные производственные – это использование СОЖ.
К вредным производственным факторам относятся: шум, запыленность, СОЖ, вибрации. В процессе механической обработки шестерни 50-1701216 трактора МТЗ-50 выделяются следующие вредные вещества: металлическая и абразивная пыль, пары СОЖ и масляного тумана.
Во время операций механической обработки применяются смазочно-охлаждающие жидкости, в результате чего происходит разбрызгивание и испарение СОЖ, так как температура инструмента и детали во время обработки может достигать нескольких сот градусов. Компоненты СОЖ поступают в воздух в виде масляных и иных паров, а также аэрозолей. Дыхание этими парами и аэрозолями становится причиной поражения органов дыхания, легочной ткани, а также вредного воздействия на другие органы человека.
Пыль также оказывает вредное воздействие на дыхательные пути и легкие. При длительном нахождении человека в запылённом помещении возможны серьезные поражения лёгких. Когда пыль проникает глубоко в легкие – это может привести к развитию пневмоколиоза
– заболевание, при котором происходит замещение легочной ткани соединительной тканью. На участке во время обработки образуется мелкодисперсн
ая пыль и дым с частицами размером менее 5 мкм, а также среднедисперсная пыль с частицами размером от 10 до 5 мкм. Наибольшую опасность для организма представляет мелкодисперсная
пыль, поскольку она не задерживается в верхних дыхательных путях и проникает в легкие, где и оседает.
Предельно допустимые концентрации пыли на участке по ГОСТ 12.1.005-88 – 6 мг/м3
, аэрозоли масляного тумана – 5 мг/м3
. В воздухе рабочей зоны, реально возникающие концентрации вредных веществ - следующие: пыли – 5 мг/м3
; аэрозоли масляного тумана – 2 мг/м3
. Для
аэрозолей СОЖ
в воздухе на участке применяют конструкции сопел для подачи и распыления жидкости по ГОСТ 12.3.025-80.
Для индивидуальной защиты на данном производстве применяются следующие средства:
а) Спецодежда
– предохраняет работающих от неблагоприятных факторов воздействия внешней среды: механических, физических и химических. Спецодежда, надежно защищает тело от вредных производственных факторов и вместе с тем обеспечивает свободу движений, нормальную терморегуляцию организма, хорошо очищается от загрязнений, не изменяя после этого своих свойств.
б) Спецобувь
должна быть стойкой к воздействиям внешней среды, а подошва должна обеспечивать устойчивость рабочего и иметь изготовленную из маслобензостойких
материалов подошву со специальным рифлением.
в) Для защиты кожного покрова от воздействия СОЖ применяется защитный крем
для рук: «Силиконовый» и «Средство защитное для рук».
Работа вентиляционных систем в комплексе с выбором технологических процессов по ГОСТ 12.3.002—75 и производственного оборудования, отвечающего требованиям ГОСТ 12.2.003—74, должна создавать на постоянных рабочих местах, в рабочей и обсл
уживаемой зонах помещений метеорологические условия и. Чистоту воздушной среды, соответствующие действующим санитарным нормам.
На данном участке применяется как естественная, так и местная вентиляция. Естественная вентиляция используется как общецеховая и осуществляется под влиянием разности температур и весов воздуха внутри и снаружи производственных помещений при помощи дефлекторов и аэрации. В производственных помещениях установлены вытяжные трубы, наружная часть которых располагается над крышей. В целях повышения эффективности воздухообмена через вытяжные трубы на
них устанавливают дефлектор. Местная вентиляция используется непосредственно на шлифовальных, токарных операциях и является вытяжной. Устройства местной вентиляции состоят в основном из защитных кожухов, к которым подсоединен вентиляционный воздуховод.
Для очистки воздуха от туманов кислот, масел и других жидкостей используются волокновые и сеточные туманоуловители, принцип действия которых основан на осаждении капель смачивающей жидкости на поверхности пор с последующим стеканием жидкости под действием сил тяжести. Туманоуловители делят на низкоскоростные (скорость фильтрации Wф
≤ 0,15 м/с), в которых преобладающим является механизм диффузионного осаждения капель, и высокоскоростные (Wф
= 0,5…5 м/с и более), в которых осаждение капель на поверхности пор происходит главным образом под воздействием инерционных сил.
Низкоскоростные туманоуловители обеспечивают очень высокую эффективность очистки (до 0,999) от частиц размером менее 3 мкм, полностью улавливая частицы большего размера. Волокновые слои формируются набивкой стекловолокна диаметром 7…30 мкм или полимерных волокон (лавсан, ПВХ, полипропилен) диаметром 12…40 мкм. Толщина слоя составляет 50…150 мм. гидравлическое сопротивление сухих фильтрующих элементов равно 200…1000 Па, а в режиме очистки без образования твёрдого осадка 1200…2500 Па.
Высокоскоростные туманоуловители имеют меньшие размеры и обеспечивают эффективность очистки газа от тумана с частицами менее 3 мкм, равную 0,90…0,98 при гидравлическом сопротивлении 1500…2000 Па.
Институтом НИИОгаз разработан для очистки воздуха, отходящего от металлорежущих станков, низкоскоростной туманоуловитель типа Н-2000 . Туманоуловитель состоит из корпуса, в котором размещены две ступени очистки. Фильтр грубой очистки представляет собой лёгкосъёмную кассету, в которой находится войлок или пакет вязаных гофрированных сеток. Он очищает поток от крупных жидких и твёрдых частиц. Фильтр тонкой очистки включает ряд вертикальных патронов, заполненных иглопробивным войлоком из лавсановых волокон диаметром 18 мкм. Скорость фильтрации через вторую ступень составляет 0,1…0,15 м/с. при нагрузке по газу 1700 м3
/ч и входной концентрации тумана до 42 мг/м3
агрегат имеет гидравлическое сопротивление около 450 Па и обеспечивает эффективность очистки, равную 0,85.
Серийно, также изготовляют агрегаты АЭ2-12 для улавливания масляного тумана, отходящего от металлорежущих станков. На первой ступени используется инерционный эффект очистки от крупных частиц, вторая ступень- низкоскоростная и выполнена в виде патронов, снаряжённым многослойной тонкой сеткой, а третья ступень (фильтр-шумоглушитель) состоит из нескольких слоёв дырчатой пенополиуретановой губки, которые размещены после вентилятора и служат одновременно глушителем шума. Производительность агрегата 750 м3
/ч. концентрация масла на выходе из агрегатов Н-2000 и АЭ2-12 невелика, поэтому очищенный воздух обычно поступает в помещение цеха, обеспечивая рециркуляцию воздуха.
Важным вопросом при проектировании пыле- и туманоуловителей является возможность их использования в системах рециркуляции воздуха. В соответствии с нормами при использовании рециркуляции должны соблюдаться слкдующие условия: количество воздуха, поступаящего извне, должно составлять не менее 10% общего количества, поступающего в помещение; воздух, возвращаемый в помещение, должен содержать не более 30% вредных веществ по отношению к их ПДК. Исходя из ПДК и обычных концентраций примесей эффективность очистки пыле- и туманоуловителей должна быть 0,90…0,95 и более. а) б)
Рисунок 4.1. – Схемы воздухоочистителей
а - туманоуловитель типа Н-2000: 1 – корпус; 2 – патрон; 3 – фильтр грубой очистки; б – агрегат воздухоочистителя АЭ2-12:1 – патроны; 2 – кольцевая камера; 3 – фильтр-шумоглушитель; 4 – вентилятор.
По ГОСТ 12.1.005-88 работы относятся к категории IIб - физические работы средней тяжести, связанные с ходьбой и переноской, тяжестей не более 10 кг, сопровождающиеся умеренным физическим напряжением (масса детали-3,045кг). Энергозатраты — 201÷250 ккал/ч (233÷290 Вт).
Оптимальные нормы микроклимата приведены в таблице 4.1.
Таблица 4.1. – Оптимальные нормы микроклимата
| Период года
|
Категория работ
|
Температура,
|
Относительная влажность, %
|
Скорость движения воздуха, м/с
|
| Холодный
|
Средней тяжести - IIб
|
17 - 19
|
40 - 60
|
0,3
|
| Теплый
|
20 - 22
|
40 - 60
|
0,4
|
Интенсивность теплового облучения при механической обработке не превышает 100 Вт/м при облучении не более 25% поверхности тела.
Нормальные условия работы в производственных помещениях могут быть обеспечены при достаточном освещении рабочих зон, проходов и проездов. Рабочие зоны освещаются в такой мере, чтобы рабочий имел возможность
хорошо видеть процесс работы, не напрягая зрения и не наклоняясь для этого к инструменту и обрабатываемому изделию, расположенным на расстоянии не далее 0,5 м
от глаза.
Разряд зрительной роботы- IIв -работа очень высокой точности (объект различения от 0,15 до 0,3мм). Нормативное значение минимальной освещенности при комбинированном освещении на рабочем месте-2000 лк. Коэффициент естественной освещенности (К.Е.О.) для естественного свещения-7% СНБ 2.04.05-98.
Для общего искусственного освещения на участке используют светильники с люминесцентными лампами типа ОВД-1, а для местного освещения рабочей зоны станков - светильники с лампами накаливания типа УНП.
Источниками шума и вибрации на участке является работающее оборудование. Для данного производства характерны достаточно большие скорости рабочих органов станков. По ГОСТ 12.1.003-88 шум является широкополосным постоянным. Предельно допустимое значение уровня звука составляет 80 дБА, а реальное – 82…86 дБА.
Вибрация – общая, технологическая, тип 3а. Предельно допустимый уровень вибрации при частоте 16…20 Гц для виброускорения составляет 106 дБ, величина виброускорения не должна превышать 0,2м/с2
, предельное значение виброскорости 0,2×10-2
м/с, а допустимый уровень виброскорости 92 дБ. Для уменьшения уровня вибрации применяется по ГОСТ 12.1.012-90:
-установка оборудования на пружинные виброизоляторы;
-применение принудительной смазки в соединениях для предотвращения их износа и возникновения шума от трения;
-применение прокладочных материалов и упругих вставок в соединениях;
-уменьшение интенсивности вибраций поверхностей, создающих шум, путем обеспечения их жесткости и надежности крепления;
-своевременное профилактическое обслуживание станков и оборудования, при котором обеспечивается надежность креплений и правильная регулировка соединений.
По опасности поражения электрическим током помещение относится к классу повышенной опасности, так как имеются токопроводящие полы. Все оборудование на участке имеет зануление, все токоведущие части изолированы.
Технологический процесс составлен в соответствии с ГОСТ «Обработка металлов резанием».
Опасные производственные факторы:
Опасные зоны – зоны резания.
Для предупреждения получения травмы от вылета детали из центров необходимо при изготовлении центровых отверстий следить за тем, чтобы их оси лежали на одной прямой, а деталь опиралась на центр стенками конусной части отверстия. Неподвижные центры необходимо смазывать во избежании износа и не применять при высоких оборотах. При высоких оборотах применять вращающиеся центры. Порезы рук острыми кромками резца могут иметь место при спешке и неправильных приемах поворота резцовой головки. Основными мероприятиями по предотвращению получения травм режущим инструментом является строгое соблюдение установленных режимов резания и правильного порядка включения шпинделя станка.
Стружка.
При работе на токарных станках наиболее часто отмечается случаи ранения и ожогов различных частей тела. Для предупреждения получения данных травм необходимо применять резцы с стружкодробящими канавками, уступами и накладными стружколомами, а также работать с опущенным защитным экраном. По ГОСТ 12.2.009-99 автоматы и полуавтоматы, при работе которых в течение смены образуется более 30 кг стружки, должны быть оснащены автоматическими действующими транспортерами для удаления стружки из станка. При отсутствии таковых рабочие должны быть оснащены специальным инструментом и спецодеждой для уборки.
Общие требования безопасности к производственному оборудованию установлены ГОСТ 12.2.003-74.
Опасные зоны при работе оборудования: суппорта и шпиндели станков, вращающиеся инструменты, зона перемещения двигающихся частей оборудования, зона расположения токопроводящего оборудования. Все применяемое оборудование снабжено различными блокирующими и оградительными устройствами.
Средства защиты: все открытые вращающиеся части станков закрываются кожухами, плотно прикрепленными к станине или неподвижной части станка; защитные экраны, изолирующие зону обработки; предохранительные устройства для автоматического отключения агрегатов и машин при появлении в их работе отклонений от заданных параметров. Органы управления станками - кнопочные пульты определенной формы и окраски. Кнопка стоп окрашена в красный цвет, кнопка пуск в черный.
Оборудование на участке располагается в линию по ходу технологического процесса тыльной стороной к проезду.
Организация рабочего места: на каждом рабочем месте около станка на полу находятся деревянные решетки на всю длину рабочей зоны, а по ширине- 500мм.; рабочие места оборудованы тумбочками для хранения инструмента, стеллажами-подставками. Органы управления располагаются не далее 200мм от расположения рабочего во время загрузки станка вправо или влево и не более 100мм ниже пояса.
Ширина цеховых проездов 4500мм, ширина проходов 2000мм.
Оборудование окрашено в зеленый цвет.
4.2.Определение противопожарных мероприятий на участке
По степени пожарной опасности данное производство относится к категории Д– негорючие вещества и материалы находятся в холодным состоянии по ОНТП 24-86. Группа возгораемости - несгораемые. Степень огнестойкости здания II
Все технологические операции обработки данной детали являются пожаробезопасными с точки зрения возможных загораний. Исключение составляет процесс нитроцементации, который проводится в термическом цехе по отдельному технологическому процессу с использованием горючих газов.
Возможными причинами возникновения пожаров на участке являются:
а) неисправность электрооборудования (искры, образующиеся при коротких замыканиях, и нагревания участков электросетей и электрооборудования, искровые разряды статического электричества);
б) промасленная ветошь;
Мероприятия по пожарной профилактике:
а) промасленная ветошь складируется в специальных герметичных ящиках и вывозится ежедневно;
б) раз в неделю производится осмотр электрооборудования станков бригадой электриков;
Кроме того, с целью предотвращение возможных пожаров на предприятии проводится целый комплекс профилактических мероприятий, подразделяющихся на: организационные, технические, режимные и эксплуатационные.
К организационным мероприятиям относят: вопросы касающиеся правильной эксплуатации оборудования и транспорта, правильное содержание зданий и сооружений, а также территорий, противопожарный инструктаж работающих, организация добровольных пожарных дружин и пожарно-технических комиссий, издание нормативно-технической документации.
К техническим мероприятиям относят: соблюдение противопожарных норм и правил при проектировании зданий и оборудования, при его монтаже и установке систем освещения, вентиляции, отопления.
Режимные мероприятия включают в себя: запрещение курения в запрещённым местах, запрещение проведения сварочных и других огневых работ в пожароопасных помещениях.
Эксплуатационные мероприятия включают: своевременный профилактический осмотр, ремонты и испытания технологического оборудования.
Своевременное проведение выше перечисленных мероприятий позволяет существенно уменьшить количество возникающих пожаров и возгараний.
В цехе имеется два эвакуационных выхода, расположенных с двух сторон здания. Ширина эвакуационных выходов 1500мм, ширина пожарных проездов 4500мм.
На данном производстве применяется противопожарное водоснабжение и первичные средства тушения пожаров. В качестве первичных средств пожаротушения на участке используются – огнетушитель химический пенный ОХП-10 и углекислотный ОУ-5 по одному на 600-800м2
, пожарные щиты.
ЗАКЛЮЧЕНИЕ
В данном дипломном проекте в педагогической части был разработан комбинированный урок предмета "Трудовое обучение" по теме "Обработка цилиндрических и конических поверхностей". Было предложено следующее методическое пособие:
- комплект транспарантов к графопроектору (№1 - №6);
- инструкционно-технологические карты (№1 - №2);
- операционная карта токарной обработки детали "Пробойник";
- структурно-логическая схема учебного материала;
- технологическая карта урока;
- план урока.
Также были раскрыты следующие вопросы:
- дидактический анализ темы;
- знание и умения, формируемые при изучении материала темы;
- дано обоснование форм, методов и средств обучения.
В качестве изменений техпроцесса было предложено:
- была исключена операция 11500 (подрубка торцов), и совмещена с токарной многорезцовой 015;
- горизонтально-протяжной станок 7А520 на операции 010 был замещен на вертикально-протяжной 7Б68;
- на операции 025 зубофрезерная применена твердосплавная червячная фреза;
- на зубофасочной операции 045 был заменен станок 5525 на 5525-2 с двумя шлифовальными кругами, что позволило снизить время обработки вдвое;
- на операции 050 зубошевинговальная и 075 зубоховинговальная был применен метод тангенциальной подачи, что уменьшило рабочий ход и снизило основное время;
- ужесточили режимы резания за счет применения более стойкого инструмента и применения современных марок СОЖ как Укринол-1 и ОСМ-3;
- в качестве усовершенствования техпроцесса получения заготовок был предложен метод получения заготовок в закрытых штампах, что позволяет повысить производительность и снизить припуски, уменьшить массу по сравнению с методом получения заготовок в открытых штампах.
В результате расчетов экономической части проекта мы пришли к выводу, что в результате усовершенствования способа получения заготовки снизилась трудоемкость, которая привела к снижению среднесписочной численности рабочих. Это позволило снизить фонд основной заработной платы на 1,827 млн. рублей, но заработная плата увеличилась на 5,1 тыс. рублей. Был увеличен прирост налогов в бюджет на 381 тыс. рублей.
Инструкционно-технологическая карта №1
Обтачивание заготовки за один проход
Инструкционно-технологическая карта №2
Обработка конической поверхности
| 
4
|
Включить вращение шпинделя. Точить конус до необходимого диаметра на торце заготовки. Подачу осуществлять вручную – непрерывно.
|
Ø
S
|
| 5
|
При достижении необходимого диаметра, отвести резец вправо на 15-20 мм. Выключить вращение шпинделя.
|
| Примечание: измерения осуществлять после полной остановки шпинделя.
|
ЛИТЕРАТУРА
1. Антонюк В.Е., Королёв В.А., Башаев С.М. Справочник конструктора по расчёту и проектированию станочных приспособлений. – Мн.: Беларусь, 1969. – 392 с.
2. Артуров П.Р. Связь трудового обучения с основами наук. – М.: Просвещение, 1983. – 127 с.
3. Бабук В.В., Медведев А.И., Шкред В.А. Программа конструкторско-технологической и предипломной практики. – Мн.: БГПА, 1987. – 26 с.
4. Бабук В.В., Шкред В.А., Кривко Г.П. Проектирование технологических процессов механической обработки в машиностроении. – Мн.: Выщэйшая школа, 1987. – 255 с.
5. Безопасность производственных процессов. Справочник / Под ред. Белова С.В. – М.: Машиностроение, 1985. – 448 с.
6. Болховитинов Н.Ф. Металловедение и термическая обработка. – М.: Машиностроение, 1965. – 505 с.
7. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – Мн.: Вышэйшая школа, 1983. – 256 с.
8. Гусев А.А., Ковальчук Е.Р., и др. Технология машиностроения. – М.: Машиностроение, 1986. – 481 с.
9. Дибнер Л.Г. Справочник молодого заточника металлорежущего инструмента. – М.: Машиностроение, 1990. – 206 с.
10. Мельников Г.Н., Вороненко В.П. Проектирование механосборочных цехов – М.: Машиностроение, 1990. – 352 с.
11. Методические указания по оформлению технологической документации в курсовых и дипломных проектах. / Романенко В.И., Шкред В.А. – Мн.: БГПА, 1992. – 72 с.
12. Методические пособия по проектированию механосборочных цехов и автоматизированных участков. / Романенко В.И., Савченко Н.И., Ярмак Ю.Ю. - Мн.: БГПА, 1992. – 36 с.
13. Методические указания по выполнению раздела «Охрана труда» в дипломных проектах. / Данилко Б.М., Винерский С.Н., Камай С.Г. Мн.: БГПА, 1992. – 26 с.
14. Методические указания по выполнению раздела дипломного проекта "Технологическое обеспечение надёжности изделий". / Бабук. В.В., Баршай И.Л. - Мн.: БГПА, 1983. – 36 с.
15. Методические указания по дипломному проектированию. / Шкред В.А. - Мн.: БГПА, 1987. – 35 с.
16. Мигур П.Х. Обработка металла в школьных мастерских. – М.: Просвещение, 1991. – 147 с.
17. Охрана труда в машиностроении. / Под ред. Белова С.В., Юдина Е.Я. – М.: Машиностроение, 1983. – 432 с.
18. Позняк И.П. Организация и методика обучения в профтехучилищах. – Мн.: Вышэйшая школа, 1983. – 238 с.
19. Практикум по методике преподавания машиностроительных дисциплин. / Под. ред. Никифорова В.И. – М.: Высшая школа, 1990. – 112 с.
20. Производство зубчатых колёс. Справочник / Под ред. Тайца Б.А. – М.: Машиностроение, 1990. – 464 с.
21. Режимы резания металлов. Справочник / Под ред. Корчемкина А.Д. – М.: НИИТавтопром, 1995. – 456 с.
22. Режущий инструмент. Курсовое и дипломное проектирование / Под ред. Фельдштейна Е.Э. – Мн.: Дизайн ПРО, 1997. – 385 с.
23. Скакун В.А. Организация и методика производственного обучения. – М.: Высшая школа, 1990. – 251 с.
24. Справочник технолога-машиностроителя. / Под ред. Косиловой А.Г., и Мещерякова Р.К. – М.: Машиностроение, 1986. т.1,2 – 596 с.
25. Тракторы «Беларусь» МТЗ-50, МТЗ-50Л, Техническое описание и инструкция по эксплуатации. – Мн.: Урожай, 1977. – 352 с.
26. Учебное пособие для 7-8 классов средней школы. / Под ред. Деркачева А.А. – Мн.: Народная асвета, 1986. – 174 с.
|