| ГОУ СПО
Комсомольский-на-Амуре политехнический техникум
Технологический процесс изготовления деталей в условиях серийного производства
N=12000
Курсовой проект
Пояснительная записка
КПТМ.040107.000 ПЗ
преподаватель Кондрашина В.Б.
студент Макуха А.С.
2009
Содержание
Введение
1. Общий раздел
1.1 Характеристика конструкции детали
1.2 Анализ конструкции детали на технологичность
1.3 Химический состав и механические свойства материала
2. Технологический раздел
2.1 Выбор и характеристика типа производства
2.2 Технические требования, предъявляемые к детали. Методы их обеспечения и контроля
2.3 Выбор и обоснование метода получения заготовки
2.4 Выбор и обоснование технологических баз
2.5 Разработка маршрутного технологического процесса механической обработки детали
2.6 Расчет режимов резания и основного технологического времени на две разнохарактерные операции
2.7 Расчет норм времени на операции разработанные в пункте 2.6
Список использованных источников
Введение
Технология машиностроения является комплексной научной дисциплиной, без которой невозможно современное развитие производства. Изучение современных машин осуществляется на базе сложных технологических процессов, в ходе которых из исходных заготовок с использованием различных методов обработки, изготавливают детали и собирают различные машины и механизмы. При освоении новых изделий необходимо их отработать на технологичность, выбрать заготовки, методы их пооперационной обработки, оборудование и технологическую оснастку. При этом приходится решать множество других технологических задач: обеспечение точности, качества поверхностного слоя, экономичность и др.
Технический уровень любого производства в каждой отрасли определяется уровнем технологии. При этом важно понять, как эффективно изготавливать машины заданного качества в установленном количестве при наименьших затратах. Для проектирования оптимальных технологических процессов необходимы знания о технологических процессах, способах и методах обработки наиболее эффективно используемых в производственном процессе.
В связи с ускоряющимися темпами выпуска изделий и необходимостью обеспечения их конкурентоспособности требования к технологии машиностроения как науки резко возрастает. Однако при этом теория не должна отделятся от практики – как критерия истины.
Реклама

Технология машиностроения является научной дисциплиной, опирающейся на производственный опыт. синтезирующий технологические проблемы изготовления машин заданного качества и количества в установленные сроки.
1. Общий раздел
1.1 Характеристика конструкции детали
Деталь шкворень предназначена для соединения ответственных деталей самолета. Относится к классу корпусов. Верхняя часть детали имеет глухое цилиндрическое отверстие Ø52. В этой же части между двумя точными наружными поверхностями Ø66f7 и Ø70f7 имеется коническое обнижение. Нижняя часть детали имеет сквозной паз размером 70Н9 и глубиной 70 мм, стенки которого имеют закругления R = 39мм, в которых просверлены сквозные отверстия Ø30Н8. К этим поверхностям предъявляются высокие требования по точности, т.к они соединяют ответственные детали
Верхнюю и нижнюю часть разделяет выступ треугольной формы (лепестки), который выполнен под углом с просверленными отверстиями Ø14Н8мм. В дне глухого отверстия Ø52мм просверлены четыре отверстия Ø7мм. Ниже выступа находятся ребра жесткости, в которых имеются восемь отверстий Ø6.2мм.
Точные наружные диаметры 66f7мм и 70f7мм получают шлифованием. Ширина паза 70Н9 также достигается путем шлифования. Точные сквозные отверстия в стенках паза Ø30Н8 получают на вертикально – сверлильном станке с окончательным развертыванием.
Марка материала, из которого сделан шкворень, титановый сплав ВТ3 – 1
Шероховатость поверхностей контролируется эталонами.
Неточные поверхности контролируются штангенциркулем ШЦ 1 – 125 – 01
1.2 Анализ конструкции детали на технологичность
Технологичность конструкции детали определяется по ГОСТ 14205 – 83 как совокупность определенных свойств определяющих её приспособленность к достоверным определением затрат на её производство. Для механической обработки резанием наиболее применима количественная оценка технологичности его показателям, характеризующим степень удовлетворения к технологичности. Для оценки конструкции детали на технологичность производится анализ её поверхностей, результат которого занесен в табл.1
Табл.1 – Анализ поверхностей детали
| Наименование поверхностей
|
Конструктивные элементы
|
Шероховатость
|
Квалитет точности
|
| унифицированные
|
неунифицированные
Реклама

|
| 1
|
2
|
3
|
4
|
5
|
| Наружная цилиндрическаяповерхность
|
2
|
2
|
10
|
7
|
| Торец
|
2
|
2
|
25
|
14
|
| Внутренняя поверхность Ø52
|
1
|
1
|
25
|
14
|
| Отверстия Ø6.2
|
8
|
8
|
25
|
14
|
| Отверстия Ø14
|
2
|
2
|
10
|
8
|
| Отверстия Ø30
|
2
|
2
|
10
|
8
|
| Отверстия Ø7
|
4
|
4
|
25
|
14
|
| Паз
|
1
|
1
|
10
|
9
|
| Ребра
|
3
|
–
|
25
|
14
|
| Выступ
|
2
|
–
|
25
|
14
|
| Фаски 2 х 45
|
20
|
20
|
25
|
14
|
| Итого
|
47
|
42
|
|
|
Коэффициент унифицирования конструктивного элемента КУЭ
, определяется по формуле:
КУЭ
= QНЭ
/QЭ,
(1)
где QЭ
– количество элементов
QУЭ
– количество унифицированных элементов
QЭ
= 47;
QНЭ
= 47
КУЭ
= 42/47 = 0.9
Т.к КУЭ
= 0.9 > 0.6, то деталь по данному признаку технологична.
Коэффициент точности обработки КТЧ
, определяется по формуле:
КТЧ
= 1 – (1/АСР
), (2)
где АСР
– средний квалитет точности.
Средний квалитет точности определяется по формуле:
 , (3) , (3)
где ni
– число поверхностей детали, точность которых соответствует 1…19 квалитетам точности
АСР
= (7∙2 + 8∙4 + 9∙1 + 14∙40)/47 = 13
КТЧ
= 1 – (1/13) = 0.93
Т.к КТЧ
= 0.93 > 0.8, то конструкция детали по данному признаку технологична.
Коэффициент шероховатости КШ
, определяется по формуле:
КШ
= 1/БСР
, (4)
где БСР
– средняя шероховатость поверхностей определяется в значении параметра RZ,
мкм
БСР
– определяется по формуле:
 , (5) , (5)
где n1
, n2,
n3
... ni
– количество поверхностей имеющих шероховатость соответствующую данному числовому значению параметра RZ,
мкм
БСР
= (10∙7 + 25∙40)/47 = 22.8
КШ
= 1/22.8 = 0.04
Все поверхности детали располагаются симметрично относительно вертикальной оси. Доступ режущего инструмента ограничен лишь к четырем отверстиям Ø7 на дне глухого отверстия Ø52. Конструкция детали обеспечивает удобное ее базирование. Жесткость детали достаточна и не ограничивает режимы резания. На основе проведенного качественного анализа можно считать, что деталь по конструкции технологична.
В целом конструкция детали удовлетворяет конструктивным показателям технологичности, как показывает количественный и качественный анализ конструкции.
1.3 Химический состав и механические свойства материала
Титан обладает замечательными свойствами; он легок (изделия из титана в 1.75 раза легче чем из стали), прочен; коррозионно-стоек во многих, агрессивных средах; обладает малой тепло- и электропроводностью; немагничен. Многие титановые сплавы по прочности превосходят легированные стали, алюминиевые и магниевые сплавы, так при 300 - 350°С титановые сплавы прочнее алюминиевых в 10 раз.
Этот комплекс свойств позволяет применять титан в разных отраслях народного хозяйства.
Титан пластичен и обрабатывается давлением, как в горячем, так и в холодном состояниях.
Сплав ВТ3 – 1 относится к группе двухфазных. При его закалке из β – области образуется игольчатая структура мартенситного типа, состоящая в основном из прекращающегося β – раствора – гексональной α΄ - фазы. В результате последовательного старения при 650° в течении двух часов он приобретает характерную «коррозионную» структуру, состоящую из смеси α΄ – α фаз.
При комнатной температуре механические свойства сплавов этой группы довольно высокие:
σВ
= 105 – 115 кГ/мм2
; δ = 10 – 12 %
Титан имеет плотность 0.0045
Температура плавления 1668°С
Температура кипения - 5100°С
Коэффициент линейного расширения – 8.2*10-6
см/см*град
Удельное электросопротивление – 50 – 56 кГ/мм2
Предел текучести σ0.2
= 45 – 50 кГ/мм2
Поперечное сужение Ψ = 55%
НВ = 100 – 140 кГ/мм2
Модуль нормальной упругости = 10500 кГ/мм2
Табл.2 – Химический состав сплава
| Марка
|
Al %
|
Fe %
|
Mo %
|
Cr %
|
Si %
|
| ВТ3 – 1
|
5.5 – 7.0
|
0.2 – 0.7
|
2.0 – 3.0
|
0.8 – 2.3
|
0.15 – 0.40
|
2. Технологический раздел
2.1 Выбор и характеристика типа производства
Для задания условия обработки резанием детали шкворень назначаетсч серийный тип производства. Серийный тип производства характеризуется ограниченной номенклатурой обрабатываемых деталей. изготавливаемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска. чем в единичном производстве.
При серийном типе производства используют универсальные станки, оснащенные как специальными, так и универсальными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления детали. В серийном производстве технологический процесс изготовления деталей преимущественно дифференцирован, т.е. расчленен на отдельные самостоятельные операции, выполняемые на определенных станках.
При серийном типе производства обычно применяют универсальные, специализированные, агрегатные и др. металлорежущие станки.
Количество деталей в партии n, шт, определяется по формуле:
n = Nr
· a/Фрд
, (6)
где Nr
– годовая программа выпуска, шт,
a – число дней на которое необходимо иметь запас деталей,
Фрд
– число рабочих дней в году.
Nr
= 12000шт
a = 8
Фрд
= 249
n = 12000 · 8/249 = 385.5.
Корректируя годовую программу выпуска n = 386шт.
2.2 Технические требования, предъявляемые к детали. Методы их обеспечения и контроля
К обработке детали предъявляется допуск перпендикулярности лепестков относительно её оси с отклонением 0.1 мм на длину 135 мм.
Данное требование предъявляется для того, что бы выдержать перпендикулярность диаметров относительно плоскости Б лепестков.
Данная точность обеспечивается обработкой наружных диаметров с помощью вращающегося центра, а обработка отверстия с помощью универсального приспособления люнет.
Технические требования проверяются с помощью специального приспособления для проверки перпендикулярности.
Также требование перпендикулярности предъявляется к отверстиям 30Н8. Данное требование предъявляется для того что бы выдержать перпендикулярность отверстий относительно оси, а следовательно и наружных и внутренний плоскостей паза. Для того чтобы в дальнейшем была правильная эксплуатация детали.
Обеспечение данного требования возможно обработкой его при базировании на ранее полученный паз 70Н9.
Технические требования проверяются с помощью специального приспособления.
2.3 Выбор и обоснование метода получения заготовки
При выборе заготовки для данной детали назначается метод её получения, определяется конфигурация, размеры, назначение и формирование технических требований на её изготовление. Главным при выборе заготовки является обеспечение заданного качества готовой детали при её минимальной себестоимости.
Технологический процесс получения заготовки определяется технологическими свойствами материала, конструкцией, формами и размером детали и годовой программой выпуска. Так как марка материала ВТ3-1, который не является литейным материалом, то метод получения заготовки штамповка.
Штамповочное производство – это отрасль машиностроения, занимающееся изготовлением фасонных заготовок или деталей путем выдавливания в формы под давлением, которая имеет конструкцию детали.
Расчет массы заготовки из штамповки.
Для расчета заготовки деталь разбивают на простые геометрические фигуры.
Общий объем складывается из геометрических фигур (см. рис.1)
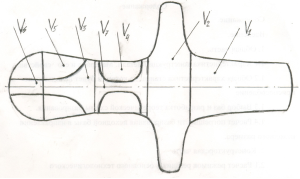
Рис.1 – Схема разбивки детали на простые геометрические фигуры
 (7) (7)
 мм3 мм3
 (8) (8)
 мм3 мм3
 (9) (9)
 мм3 мм3
 (10) (10)
 мм3 мм3
 (11) (11)
 мм3 мм3
 (12) (12)
 мм3 мм3
 (13) (13)
 мм3 мм3
 (14) (14)

 (15) (15)
 кг кг
Коэффициент использования материала Ким
, определяется по формуле:
 (16) (16)
Для этого метода получения заготовки значение Ким
находится в пределах нормативного. Наряду с высоким значением коэффициента использования материала этот метод обладает следующими преимуществами:
- высокая производительность получения заготовки
- небольшие припуски на обработку, что приводит к уменьшению числа проходов, а следовательно к разгрузке оборудования, повышению стойкости режущего инструмента и улучшению качества обработки.
2.4 Выбор и обоснование технологических баз
Правило шести точек: Чтобы придать детали вполне определенное положение в приспособлении, необходимо и достаточно иметь шесть опорных точек, лишающих деталь всех шести степеней свободы.
Для расчета двух разнохарактерных операций выбираю 005 и 010. Фрезерную программную-005 и токарную программную-010
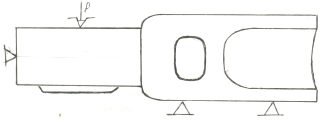
Рис.2 – Операция 005. Схема базирования детали в приспособлении при фрезерной обработке.
При 005 операции необходимо предварительно отфрезеровать четыре плоскости за два установа для базирования при дальнейших обработках. При каждом из установов фрезеруется горизонтальная и вертикальная плоскости.
Согласно эскизу при базировании в приспособлении цилиндрическая поверхность устанавливается на призмах. Упор по торцу лишает деталь перемещения относительно оси Х (одна степень свободы). Установка детали на призмах лишает перемещение и вращения по оси Z, и перемещения и вращения по оси Y (т.е. четырех степеней свободы). Шестая степень свободы – вращение относительно оси Х – зажим сверху.
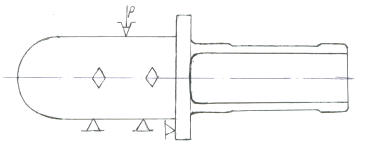
Рис.3 – Схема базирования детали в приспособлении при токарной обработке.
При 010 операции необходимо произвести окончательную токарную обработку цилиндрической поверхности, подрезать торец лепестков и обработать отверстие 66f7, длиной 135мм.
Согласно эскизу деталь устанавливается в специальном приспособление. При установке в приспособлении установочной базой является предварительно обработанная поверхность детали, которая лишает деталь трех степеней свободы: перемещение по оси Y и вращение по оси Z и вращение по оси Х. Нижняя поверхность является двойной направляющей базой, которая лишает деталь двух степеней свободы: перемещения по оси Z и вращения по оси Y. Шестую степень свободы – перемещение по оси Х дает упор в стенки лепестков.
2.5 Разработка маршрутного технологического процесса механической обработки детали.
Маршрутный технологический процесс механической обработки детали назначается исходя из требований чертежа, принятого метода получения заготовки и типа производства. При разработки маршрутного технологического процесса необходимо руководствоваться следующими правилами:
- операции должны быть одинаковыми или кратными по трудоемкости
- в первую очередь необходимо обрабатывать поверхность, которая будет служить технологической базой для последующих операций
- обработку сложных поверхностей, нуждающихся в особой наладке станка, следует выделять в самостоятельные операции
- черновую и чистовую обработки со значительными припусками следует выделять в самостоятельные операции
- обработку поверхностей с точным взаимным расположением следует по – возможности выделять в одну операцию и выполнять за одно закрепление заготовки
- если деталь подвергается термической обработке, то механическая обработка разбивается на две части: до термической обработки и после нее
- при определенной последовательности выполнения черновых и чистовых операций следует учитывать, что совмещение их на одних же станках приводит к снижению точности обработки, вследствие повышенного изнашивания станка на черновых операциях.
Учитывая эти правила, предлагаю следующий маршрутный технологический процесс механической обработки шкворня.
Табл.3 – Маршрутный технологический процесс механической обработки шкворня.
| Номер операции
|
Название и краткое содержание операции
|
Тип и модель станка
|
| 1
|
2
|
3
|
| 005
|
Фрезерная программная.
Фрезеровать плоскости для базирования при дальнейшей обработки. За два установа
|
Вертикально – фрезерный станок 6Р11МФ3 - 1
|
| 010
|
Токарная программная.
Точить наружный диаметр и торец лепестков. Сверлить и растачивать отверстие Ø66f7
|
Токарно – винторезный станок с ЧПУ 16К20Ф3С32
|
| 015
|
Фрезерно – сверлильная программная. Фрезеровать контур лепестков. Сверлить четыре отверстия Ø7 и два отверстия Ø14Н8 с последующим зенкерованием, развертыванием и цекованием.
|
Вертикально – фрезерный станок 6Р11МФ3 - 1
|
| 020
|
Фрезерная программная.
Произвести окончательную фрезерную обработку плоскостей. Фрезеровать обнижения и паз шириной 70Н9. За два установа.
|
Вертикально – фрезерный станок 6Р11МФ3 - 1
|
| 025
|
Фрезерно – сверлильная программная. Фрезеровать лепестки в заданный размер. Произвести окончательную фрезерную обработку по заданному контуру и сверлить восемь отверстий Ø6.2 и два отверстия Ø30Н8 с последующим зенкерованием, развертыванием и цекованием.
|
Вертикально – фрезерный станок 6Р11МФ3 - 1
|
На основании маршрутного технологического процесса заполняются маршрутные технологические карты.
2.6 Расчет режимов резания и основного технологического времени на две разнохарактерные операции.
Операции 005. Фрезерная программная.
На вертикально – фрезерном станке 6Р11МФ3–1 производится фрезерование двух взаимно перпендикулярных поверхностей. Припуск на обработку h = 2мм, операция состоит из двух переходов:
Первый переход – Фрезерование горизонтальной плоскости.
Выбираем торцевую фрезу со вставными призматическими зубьями, оснащенными пластинами из твердого сплава ВК8. Диаметр торцовой фрезы выбираем в зависимости от ширины фрезеруемой поверхности В=86мм
D = 1.6B (17)
D = 1.6 * 86 = 137 мм
Принимается стандартная фрезу диаметром D = 140 мм с числом зубьев z = 8.
Определение геометрических параметров фрезы /5/. φ = 45°-90°, принимаем φ = 60°.Из-за отсутствия нормативах рекомендаций по выбору остальных геометрических параметров принимаем их по справочнику
α = 12°, γ = -5°, λ = 5°, φ0
= 20°, φ1
= 5°
Назначаем режимы резания
Устанавливаем глубину резания. Припуск снимаем за один проход, следовательно, t = h = 2мм.
Назначаем подачу на зуб фрезы. Для стали твердого сплава ВК8, мощности станка Nд
= 8кВт. При «смещенном» SZ
= 0.2 – 0.29мм/зуб. Принимаем SZ
= 0.25мм/зуб.
Поправочный коэффициент на подачу kφ
= 1, так как φ = 60°. Таким образом, принятая величина SZ
= 0.25мм/зуб не изменяется.
Назначаем период стойкости фрезы. Для торцевой фрезы из твердого сплава диаметром D = 140 рекомендуется период стойкости Т = 240 мин. Допускаемый износ зубьев фрезы по задней поверхности hЗ
= 0.5
Скорость резания, допускаемая режущими свойствами фрезы, находится по формуле:
 , (18) , (18)
где CV
– коэффициент, действующий при расчете скорости резания,
g – показатель степени диаметра фрезы при расчете скорости резания,
m – показатель степени стойкости фрезы при расчете скорости резания,
x – показатель степени глубины резания при расчете скорости резания,
y – показатель степени подачи при расчете скорости резания,
u – показатель степени ширины фрезерования при расчете скорости резания,
p - показатель степени числа зубьев расчете скорости резания.
 м/мин м/мин
Учитываем поправочные коэффициенты на скорость резания. Для титана σв
= 110кгс/мм2
kМv
= 0.4. Для случая черновой обработки штамповки kПv
= 0.85. Из прочих поправочных коэффициентов для заданных условий обработки каждый равен единице.
 , (19) , (19)
где kMv
, kПv
– коэффициенты, учитывающие фактические условия обработки
 м/мин м/мин
Частота вращения шпинделя, соответствующая найденной скорости резания, определяется по формуле:
 (20) (20)
 об/мин об/мин
Подача (продольная), определяется по формуле:
SМ
= SZ
∙ z ∙ nД
(21)
SМ
= 0.25 ∙ 8 ∙ 200 = 400 мм/мин
Мощность, затраченная на резание, определяется по формуле:
 , (22) , (22)
где PZ
– сила резания при фрезеровании.
 , (23) , (23)
где CР
– коэффициент, действующий при расчете силы резания,
x – показатель степени глубины резания при расчете силы резания,
y – показатель степени подачи при расчете силы резания,
u – показатель степени ширины фрезерования при расчете силы резания,
g – показатель степени диаметра фрезы при расчете силы резания,
w – показатель степени подачи при расчете силы резания.

Проверка достаточности мощности привода станка
Необходимо выполнить условие: NРЕЗ
≤ NШП
.
Мощность на шпинделе станка:
NШП
= NД
· η, (24)
где NД
– мощность двигателя,
η – коэффициент полезного действия.
У станка 6Р11МФ3 NД
= 8 кВт, η = 0.8
NШП
= 8 · 0.8 = 6.4кВт
NРЕЗ
< NШП
, так как 0.64 < 6.4 – обработка возможна
Основное время на переход:
  , (25) , (25)
где L – длина обработки
 , (26) , (26)
где l – длина обрабатываемой поверхности
у - величина врезание
∆ - величина перебега (1 ÷ 5мм)
l = 163.5мм
∆ = 3мм
y = 0.3 · D (27)
y = 0.3 · 140 = 42мм
L = 163.5 + 42 + 3 = 208.5 ≈ 209мм
 мин. мин.
Второй переход – Фрезерование вертикальной плоскости.
Принимается концевая фреза с нормальным зубом из твердого сплава ВК8. Диаметр фрезы принимается по радиусу скругления плюс припуск на обработку:
D = (R + t) ·2 (28)
D = (6+2)·2 = 16мм
Число зубьев фрезы z = 4. Геометрические параметры: γ = 15°, α = 14°, φ1
= 3°
Назначаем режимы резания
Устанавливаем глубину резания.
Припуск снимаем за один проход следовательно t = h = 2мм
Назначается подачу на зуб врезы. Для фрезерования титана D = 16мм, z = 4, h = 2мм, SZ
= 0.08 ÷ 0.05мм/зуб, считая систему СПИД жесткой, принимаем SZ
= 0.08мм/зуб.
Назначается период стойкости фрезы. Для концевой фрезы диаметром D = 16мм из твердого сплава ВК8 рекомендуется период стойкости Т = 80мин. Допустимый износ зубьев по задней поверхности hЗ
= 0.5мм.
Определяется скорость резания, допускаемая режущими свойствами фрезы. Для фрезы с нормальным зубом D = 16мм, z = 4, h = 2мм, шириной обрабатываемой поверхности 102мм и SZ
до 0.08 мм/зуб скорость определяется по формуле:
 , (29) , (29)
где CV
– коэффициент, действующий при расчете скорости резания,
g – показатель степени диаметра фрезы при расчете скорости резания,
m – показатель степени стойкости фрезы при расчете скорости резания,
x – показатель степени глубины резания при расчете скорости резания,
y – показатель степени подачи при расчете скорости резания,
u – показатель степени ширины фрезерования при расчете скорости резания,
p – показатель степени числа зубьев расчете скорости резания.
kMv
– коэффициент, учитывающий фактические условия обработки
 м/мин м/мин
Чистота вращения шпинделя, соответствующая найденной скорости резания определяется по формуле:
 (30) (30)
 об/мин об/мин
Подача определяется по формуле:
 (31) (31)
SM
= 0.08 · 4 · 414 = 132мм/мин
Мощность, затраченная на резание, определяется по формуле:
 , (32) , (32)
где PZ
– сила резания при фрезеровании,
kN
– поправочный коэффициент при расчете мощности
 , (33) , (33)
где CР
– коэффициент, действующий при расчете силы резания,
x – показатель степени глубины резания при расчете силы резания,
y – показатель степени подачи при расчете силы резания,
u – показатель степени ширины фрезерования при расчете силы резания,
g – показатель степени диаметра фрезы при расчете силы резания,
w – показатель степени подачи при расчете силы резания.

 кВт кВт
Проверка достаточности мощности привода станка
Необходимо выполнить условие: NРЕЗ
≤ NШП
.
Мощность на шпинделе станка определяется по формуле:
NШП
= NД
· η, (34)
У станка 6Р11МФ3 NД
= 8 кВт, η = 0.8
NШП
= 8 · 0.8 = 6.4кВт
NРЕЗ
< NШП
, так как 1.2 < 6.4 – обработка возможна
Основное время на переход определяется по формуле:
 , (36) , (36)
где L – длина обработки
 , (37) , (37)
где l – длина обрабатываемой поверхности
у - величина врезание
∆ - величина перебега (1 ÷ 5мм)
l = 230мм
∆ = 3мм
 (38) (38)

L = 230 + 8 + 3 = 241мм
 мин мин
Общее время на операцию определяется по формуле:
 (39) (39)
 мин мин
Операции 010. Токарная программная.
На токарно-винторезном станке 16К20Ф3С32 производится токарная обработка конуса и лепестков детали, а также обработка глухого отверстия Ø52мм.
Первый переход – Точение конуса и лепестков
Производится точение конуса и лепестков шкворня на длину 135мм, припуск на обработку 2мм.
Принимается токарный проходной прямой резец. Материал пластины – твердый сплав ВК8, материал державки сталь 45.
Геометрические параметры резца, форма передней поверхности радиусная с фаской: φ = 60°, γf
= -5°, f = 0.6мм, R = 6мм, В = 2.5мм, λ = 0, γ = 15°, α' = 12° r = 1, φ1
= 15°.
Назначаем режимы резания.
Устанавливается глубину резания. Припуск снимаем за один проход
 , (40) , (40)
где D – диаметр заготовки,
d – диаметр детали.
 мм мм
Назначается подачу. Для обработки заготовки титана диаметром до 100мм, резцом сечения 16 х 25, при глубине резания до 3мм S = 0.6 ÷ 1.2мм/об. Принимается S = 1мм/об.
Назначается период стойкости резца.
При одноинструментальной обработке Т = 60мин.
Скорости резания, допускаемой режущими свойствами резца, определяется по формуле:
 , (41) , (41)
где CV
– коэффициент, действующий при расчете скорости резания,
m – показатель степени стойкости резца при расчете скорости резания,
x – показатель степени глубины резания при расчете скорости резания,
y – показатель степени подачи при расчете скорости резания,
КV
– поправочный коэффициент при расчете скорости резания
 , (42) , (42)
где KMv
, KПv
, KИv
– коэффициенты, учитывающие фактические условия обработки


Частота вращения шпинделя, соответствующая найденной скорости резания определяется по формуле:
 (43) (43)
 об/мин об/мин
Мощность, затраченная на резание, определяется по формуле:
 , (44) , (44)
где PZ
– сила резания при точении.
 , (45) , (45)
где x – показатель степени глубины резания при расчете силы резания,
y – показатель степени подачи при расчете силы резания,
U – показатель степени скорости при расчете силы резания,
КPz
– поправочный коэффициент при расчете скорости резания
 , (46) , (46)
где КМр
, Кφр
, Кγp
, Кλp
, Кrp
– коэффициенты, учитывающие фактические условия обработки

 кН кН
 кВт кВт
Проверка достаточности мощности привода станка:
Необходимо выполнить условие: NРЕЗ
≤ NШП
.
Мощность на шпинделе станка определяется по формуле:
NШП
= NД
· η, (47)
У станка 16К20Ф3С32 NД
= 10 кВт, η = 0.75
NШП
= 10 · 0.75 = 7.5кВт
NРЕЗ
< NШП
, так как 2.4 < 7.5 – обработка возможна
Основное время на переход определяется по формуле:
 , (48) , (48)
где i – число проходов
 , (49) , (49)
где l – длина обрабатываемой поверхности
у - величина врезание
∆ - величина перебега (1 ÷ 3мм)
l = 165мм
∆ = 2мм
у = t · ctgφ (50)
y = 2.5 · 0.58 = 1.45 ≈ 1.5мм
L = 165 + 1.5 + 2 = 168.5мм
 мин мин
Второй переход – Сверление отверстия Ø25мм
На токарно-винторезном станке 16К20Ф3С32 производится глухое сверление отверстия Ø25мм на длину 145мм. Охлаждение эмульсия.
Принимается сверло D = 25мм с режущей частью из твердого сплава ВК8.
Геометрические параметры: форма заточки двойная с подточкой поперечной кромки и ленточки ДПЛ; 2φ = 118°, 2φ0
= 70° ψ = 40° ÷ 60°, при стандартной заточке ψ = 55° α = 11° ω = 30°.
Назначаем режим резания.
Назначается подача.
Для обработки титана сверлом Ø25мм S = 0.49 ÷ 0.58мм/об.
Принимается S = 0.5мм/об.
Сила резания при сверлении определяется по формуле:
 , (51) , (51)
где CР
– коэффициент, действующий при расчете силы резания,
g – показатель степени диаметра фрезы при расчете силы резания
y – показатель степени подачи при расчете силы резания,
КP
– поправочный коэффициент при расчете силы резания.

Период стойкости сверла.
При обработке титана сверлом из твердого сплава ВК8 Ø25мм Т = 25мин.
Скорость резания определяется по формуле:
 , (52) , (52)
где CV
– коэффициент, действующий при расчете скорости резания,
m – показатель степени стойкости резца при расчете скорости резания,
y – показатель степени подачи при расчете скорости резания,
КV
– поправочный коэффициент при расчете скорости резания

Частота вращения шпинделя, соответствующая найденной скорости резания определяется по формуле:
 (53) (53)

Крутящий момент от сил сопротивления резанию при сверлении определяется по формуле:
 , (54) , (54)
где CМ
– коэффициент, действующий при расчете крутящего момента,
g – показатель степени диаметра фрезы при расчете крутящего момента,
y – показатель степени подачи при расчете крутящего момента,
Кр
– коэффициент, учитывающий фактические условия обработки
МКР
= 10 · 0.0345 · 252
· 0.50.8
· 0.8 = 98.3Н·м = 9.8кгс·м
Мощность, затраченная на резание, определяется по формуле:
 (55) (55)
Проверка достаточности мощности привода станка:
Необходимо выполнить условие: NРЕЗ
≤ NШП
.
Мощность на шпинделе станка определяется по формуле:
NШП
= NД
· η, (56)
У станка 16К20Ф3С32 NД
= 10 кВт, η = 0.8
NШП
= 10 · 0. 8 = 8кВт
NРЕЗ
< NШП
, так как 3.3 < 8 – обработка возможна
Основное время на переход определяется по формуле:
 , (57) , (57)
 (58) (58)
где l – длина обрабатываемой поверхности
у - величина врезание
∆ - величина перебега
l = 145мм
∆ = 0 (глухое сверление).
у = 0.4 · D (59)
y = 0.4 · 25 = 10мм
L = 145 + 10 = 155мм
 мин мин
Третий переход – Рассверливание отверстия Ø45мм
На токарно-винторезном станке 16К20Ф3С32 производится глухое рассверливание отверстия Ø45мм на длину 145мм. Охлаждение эмульсия.
Принимается сверло D = 45мм с режущей частью из твердого сплава ВК8.
Геометрические параметры: форма заточки двойная с подточкой поперечной кромки и ленточки ДПЛ; 2φ = 118°, 2φ0
= 70° ψ = 40° ÷ 60°, при стандартной заточке ψ = 55° α = 11° ω = 30°.
Назначаем режимы резания.
Назначается подача
Для обработки титана сверлом Ø45мм S = 0.78 ÷ 0.89мм/об.
Принимаем S = 0.8мм/об.
Сила резания при рассверливании определяется по формуле:
 , (60) , (60)
где CР
– коэффициент, действующий при расчете силы резания,
x – показатель степени глубины резания при расчете силы резания,
y – показатель степени подачи при расчете силы резания,
КP
– поправочный коэффициент при расчете силы резания.

Период стойкости сверла.
При обработке титана сверлом из твердого сплава ВК8 Ø45мм Т = 35мин.
Скорость резания определяется по формуле:
 , (61) , (61)
где CV
– коэффициент, действующий при расчете скорости резания,
g – показатель степени диаметра сверла при расчете скорости резания
m – показатель степени стойкости резца при расчете скорости резания,
x – показатель степени глубины резания при расчете скорости резания,
y – показатель степени подачи при расчете скорости резания,
КV
– поправочный коэффициент при расчете скорости резания

Частота вращения шпинделя, соответствующая найденной скорости резания, определяется по формуле:
(62)

Крутящий момент от сил сопротивления резанию при рассверливании определяется по формуле:
 , (63) , (63)
где CМ
– коэффициент, действующий при расчете крутящего момента,
g – показатель степени диаметра фрезы при расчете крутящего момента,
x – показатель степени глубины резания при расчете крутящего момента,
y – показатель степени подачи при расчете крутящего момента,
Кр
– коэффициент, учитывающий фактические условия обработки
МКР
= 10 · 0.09 · 451
· 100.9
· 0.80.8
· 0.75= 199.1Н·м = 19.9кгс·м
Мощность, затраченная на резание, определяется по формуле:
(64)
Проверка достаточности мощности привода станка:
Необходимо выполнить условие: NРЕЗ
≤ NШП
.
Мощность на шпинделе станка определяется по формуле:
NШП
= NД
· η, (65)
У станка 16К20Ф3С32 NД
= 10 кВт, η = 0.8
NШП
= 10 · 0. 8 = 8кВт
NРЕЗ
< NШП
, так как 3.6 < 8 – обработка возможна
Основное время на переход определяется по формуле:
 , (66) , (66)
где i – число проходов
 , (67) , (67)
где l – длина обрабатываемой поверхности
у - величина врезание
∆ - величина перебега
l = 145мм
∆ = 0 (глухое рассверливание).
у = 0.4 · D (68)
y = 0.4 · 25 = 10мм
L = 145 + 10 = 155мм
 мин мин
Четвертый переход – Растачивание отверстия Ø52мм
На токарно-винторезном станке 16К20Ф3С32 производится растачивание глухого отверстия Ø52мм.
Растачивание производится с диаметра d = 50.8мм до диаметра D = 52мм на длину 145мм; шероховатость RZ
= 25мкм
Принимается токарный проходной прямой резец. Материал пластины – твердый сплав ВК3, материал державки сталь 45.
Назначаем режимы резания.
Устанавливается глубина резания. Припуск снимаем за один проход:
 , (69) , (69)
где D – диаметр детали,
d – диаметр заготовки.
 мм мм
Назначается подача.
При шероховатости RZ
= 25мкм S = 0.12 ÷ 0.18, учитывая поправочный коэффициент на подачу равный 1.25, при чистовом точении титана ВТ3 – 1 резцом из твердого сплава S = (0.12 ÷ 0.18) · 1.25 = 0.15 ÷ 0.22мм/об.
Принимается S = 0.2мм/об.
Назначается период стойкости резца.
При одноинструментальной обработке Т = 60мин.
Скорость резания, допускаемая режущими свойствами резца, определяется по формуле:
 , (70) , (70)
где CV
– коэффициент, действующий при расчете скорости резания,
m – показатель степени стойкости резца при расчете скорости резания,
x – показатель степени глубины резания при расчете скорости резания,
y – показатель степени подачи при расчете скорости резания,
КV
– поправочный коэффициент при расчете скорости резания
 , (71) , (71)
где KMv
, KПv
, KИv
– коэффициенты, учитывающие фактические условия обработки


Частота вращения шпинделя, соответствующая найденной скорости резания, определяется по формуле:
 (72) (72)
 об/мин об/мин
Мощности затраченной на резание определяется по формуле:
 , (73) , (73)
где PZ
– сила резания при точении
 , (74) , (74)
где x – показатель степени глубины резания при расчете силы резания,
y – показатель степени подачи при расчете силы резания,
U – показатель степени скорости при расчете силы резания,
КPz
– поправочный коэффициент при расчете скорости резания
 , (75) , (75)
где КМр
, Кφр
, Кγp
, Кλp
, Кrp
– коэффициенты, учитывающие фактические условия обработки
 кгс кгс
 кВт кВт
Проверка достаточности мощности привода станка:
Необходимо выполнить условие: NРЕЗ
≤ NШП
.
Мощность на шпинделе станка определяется по формуле:
NШП
= NД
· η, (76)
У станка 16К20Ф3С32 NД
= 10 кВт, η = 0.75
NШП
= 10 · 0. 75 = 7.5кВт
NРЕЗ
< NШП
, так как 0.45 < 7.5 – обработка возможна
Основное время на переход определяется по формуле:
 , (77) , (77)
где i – число проходов
 , (78) , (78)
где l – длина обрабатываемой поверхности
у - величина врезание
∆ - величина перебега
l = 145мм
∆ = 0 (глухое растачивание)
y = 1.5мм
L = 145 + 1.5 = 146.5мм
 мин мин
Общее время на 010 операцию определяется по формуле:
 (79) (79)
 мин мин
2.7 Расчет норм времени на операции разработанные в пункте 2.6.
Операция 005. Фрезерная программная
Основное время на обработку ΣТО
= 4.26 мин
Вспомогательное время ТВ,
мин
TВ
= tу
+ tпер
+ tкон
, (80)
где tу
– время на установку и снятие детали
tпер
– время связанное с переходом
tкон
– время связанное с измерением размеров
tу
= 0.11мин
tкон
= 0.16 + 0.16 = 0,32 мин
tпер
= 0.3 мин
TВ
= 0.11 + 0.34 + 0.32 = 0.73
Оперативное время Топ
, мин
Топ
= ΣТО
+ TВ
(81)
Топ
= 4.26 + 0.73 = 4.99мин
Время на обслуживание рабочего места и отдых Тотд
, Тобс
, мин
Тотд
= 4%* Топ
= 0.2мин (81)
Тобс
= 3.5%* Топ
= 0.17мин (83)
Подготовительно - заключительное время ТП.З
, мин
ТП.З
= 17 мин
Штучное время ТШТ
, мин
 (84) (84)
 мин мин
Штучно – калькуляционное время ТШТ-К
, мин
 (85) (85)
 мин мин
Операция 010. Токарная программная
Основное время на обработку ΣТО
= 4.62 мин
Вспомогательное время ТВ,
мин
TВ
= tу
+ tпер
+ tкон
, (86)
где tу
– время на установку и снятие детали
tпер
– время связанное с переходом
tкон
– время связанное с измерением размеров
tу
= 0.17мин
tкон
= 0.14 + 0.2 + 0.13 = 0.47 мин
tпер
= 0.17 мин
TВ
= 0.17 + 0.17 + 0.47= 0.81
Оперативное время Топ
, мин
Топ
= ΣТО
+ TВ
(87)
Топ
= 4.62 + 0.81 = 5.43мин
Время на обслуживание рабочего места и отдых Тотд
, Тобс
, мин
Тотд
= 5%* Топ
= 0.27мин (88)
Тобс
= 5%* Топ
= 0.27мин (89)
Подготовительно - заключительное время П.З
= 19 мин
 (90) (90)
 мин мин
Штучно – калькуляционное время ТШТ-К
, мин
 (91) (91)
 мин мин
Список используемых источников
1.Раскатов В.М, Чуенков В.С, Бессонов Н.Ф, Вейс Д.А. Машиностроительные материалы. Краткий справочник.-М.: Машиностроение, 1980, 511с. ил.
2.Добрыднев И.С. Курсовое проектирование по предмету технология машиностроения. -М: Машиностроение, 1985
3.Косилова А.Г., Мещеряков Р.К. Справочник технолога-машиностроителя. Т1.-М.: Машиностроение, 1985
4.Косилова А.Г., Мещеряков Р.К. Справочник технолога-машиностроителя. Т2.-М.: Машиностроение, 1985
5.Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту.- М.: Машиностроение, 1990
6.Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1.- М.: Машиностроение, 1974
7.Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. -М.: машиностроение, 1974
|
