МАЭ РФ
Северский государственный технологический институт
Кафедра ТМ и Г
ВЗАИМОЗАМЕНЯЕМОСТЬ, СТАНДАРТИЗАЦИЯ И
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
ВСТИ.800.11.01 РР
Преподаватель
_________________
«______» _____________
Студента гр.
________________.
«______» _____________.
|
Содержание
Введение
1 Цель работы
2 Данные для расчета
3 Расчет калибров
4 Расчет резьбового соединения
5 Посадки подшипников качения
6 Расчет размерных цепей
Литература
Введение
При современном развитии науки и техники, при организованном массовой производстве стандартизация, основанная на широком внедрении принципов взаимозаменяемости, является одним из наиболее эффективных средств, способствующих прогрессу во всех областях хозяйственной деятельности и повышению качества выпускаемой продукции.
Данная курсовая работа выполнена с целью закрепления теоретических положений курса, излагаемых в лекциях и обучение самостоятельной работе со справочной литературой.
1 Цель работы
1.1 Для указанного в задании сопряжения рассчитать и подобрать стандартную посадку с натягом или зазором
1.2 Для узла подшипника качения, имеющего постоянную по направлению нагрузку, рассчитать посадку для циркуляционно – нагруженного кольца и подобрать посадку для местно нагруженного кольца.
1.3 Вычертить схемы расположения полей допусков на кольца подшипников, вала и корпуса. Для данного резьбового соединения определить все номинальные значения параметров резьбы, допуски и отклонения.
1.4 Рассчитать заданные параметры цепи.
2 Расчет посадки с натягом
Расчет посадок с натягом выполняется с целью обеспечить прочность соединения, то есть отсутствие смещений сопрягаемых деталей под действием внешних нагрузок, и прочность сопрягаемых деталей.
Исходные данные для расчета берутся из задания и сводятся в таблицу 1.
Таблица 1 – Исходные данные для расчета посадок с натягом
| Наименование величины |
Обозначение
в формулах
|
Численная величина |
Единица измерения |
| Крутящий момент |
T
|
256 |
Н
×
м
|
| Осевая сила |
Fa
|
0 |
Н
|
Номинальный размер соедине-
Ния
|
d
н.с
|
50 |
мм
|
| Внутренний диаметр вала |
D
1
|
40 |
мм
|
| Наружный диаметр втулки |
D
2
|
72 |
мм
|
| Длина сопряжения |
l
|
40 |
мм
|
| Коэффициент трения |
f
|
0,08 |
| Модуль упругости материала втулки |
E
1
|
0,9×1011
|
Н/м2
|
| Модуль упругости материала вала |
E
2
|
2×1011
|
Н/м2
|
Коэффициент Пуассона мате-
Риала втулки
|
m
1
|
0,33 |
Коэффициент Пуассона мате-
Риала вала
|
m
2
|
0,3 |
| Предел текучести материала втулки |
s
T
1
|
20×107
|
Н/м2
|
| Предел текучести материала вала |
s
T
2
|
800×107
|
Н/м2
|
| Шероховатость втулки |
RzD
|
2,5 |
мкм
|
| Шероховатость вала |
Rzd
|
1,3 |
мкм
|
Наименьший расчет натяга определяется из условия обеспечения прочности соединения (неподвижности), из условия обеспечения служебного назначения соединения /1, с.333/.
Только при действии Т
 (1) (1)
только при действии F
а
 (2) (2)
При одновременном действии Fa
и Т:
Реклама

 (3) (3)
По полученным значениям Р
определяется необходимая величина наименьшего расчетного натяга
 (4) (4)
где Е1
, Е2
– модуль упругости материалов охватываемой (вала) и охватывающей (отверстия) деталей соответственно, в Н/м2
;
с1
, с2
– коэффициенты Ляме, определяемые по формулам
 (5) (5)
Определяется величина минимального допускаемого натяга /1, с.335/
 (6) (6)
где g
ш
– поправка, учитывающая смятие неровностей контактных поверхностей деталей при образовании соединения,
 (7) (7)
g
t
– поправка, учитывающая различие рабочей температуры деталей t
0
и td
и температуры сборки t
сб
, различие коэффициентов линейного расширения материалов соединяемых деталей (a
D
и a
d
),
 (8) (8)
Здесь D
tD
=
tD
- 20
°
- разность между рабочей температурой детали с отверстием и нормальной температурой;
D
td
=
td
- 20
°
- разность между температурой вала и нормальной температурой;
a
D
, a
d
–
коэффициенты линейного расширения материалов деталей с отверстием и вала.
g
ц
– поправка, учитывающая ослабление натяга под действием центробежных сил; для сплошного вала и одинаковых материалов соединяемых деталей
 , (9) , (9)
где u
- окружная скорость на наружной поверхности втулки, м/с
;
r
- плотность материала, г
/см
3
.
g
п
– добавка, компенсирующая уменьшение натяга при повторных запрессовках; определяется опытным путем.
Определяем максимальное допускаемое удельное давление  , при котором отсутствует пластическая деформация на контактных поверхностях деталей. , при котором отсутствует пластическая деформация на контактных поверхностях деталей.
В качестве берется наименьшее из двух значений Р
1
или Р
2
:
 , (10) , (10)
 , (11) , (11)
где  и и  - пределы текучести материалов охватываемой и охватывающей деталей, Н
/м
2
; - пределы текучести материалов охватываемой и охватывающей деталей, Н
/м
2
;
Определяется величина наибольшего расчетного натяга
 . (12) . (12)
Определяется величина максимального допустимого натяга с учетом поправок
 , (13) , (13)
где g
уд
– коэффициент увеличения удельного давления у торцов охватывающей детали;
g
t
– поправка, учитывающая рабочую температуру, которую следует учитывать если натяг увеличится.
Выбирается посадка из таблиц системы допусков и посадок /1,с.153/.
Условия подбора посадки следующие:
– максимальный натяг  в подобранной посадке должен быть не больше в подобранной посадке должен быть не больше  , то есть , то есть
 ; (14) ; (14)
– минимальный натяг  в подобранной посадке должен быть больше в подобранной посадке должен быть больше  , то есть , то есть
 . (15) . (15)
Расчитывается необходимое усилие при запрессовке собираемых деталей,
 , (16) , (16)
где fn
– коэффициент трения при запрессовке, fn
=(1,15…1,2)f
;
Реклама

Pmax
– максимальное удельное давление при максимальном натяге , определяемое по формуле
 . (17) . (17)
По полученным данным (Приложение Б) чертим схему расположения полей допусков “отверстия” и “вала”.
Схема к расчету посадки с натягом показана на рисунке 1.

Рисунок 1 – Схема к расчету посадки с натягом
Расчет посадок с натягом выполнен на ЭВМ и результат расчета приведен в (приложении Б).
Выбираем посадку по таблицам системы допусков и посадок. Условия подбора следующие:
а) максимальный натяг Nmax
в подобранной посадке должен быть не
более [Nmax
]:
б) минимальный натяг Nmin
в подобранной посадке должен быть больше [Nmin
]:
Так как условие минимума выполняется, то выбираем данную посадку.
Графическое расположение полей допусков посадки d50 H8/g8 показано на рисунке 2.
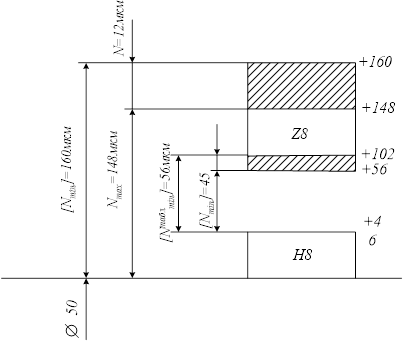
Рисунок 2 – Схема расположения полей допусков «отверстие»
и «вал» к расчету посадки с натягом
3Расчёт калибров
3.1 Расчёт исполнительных размеров гладких калибров (скоб)
Калибр (скоба) предназначена для контроля вала Æ50h
8
.
По СТ СЭВ 144-75
определяем верхнее и нижнее отклонения вала Æ50h
8
:
– верхнее отклонение вала es
=0мкм
;
– нижнее отклонение вала ei
= – 22мкм
.
Определяем предельные размеры вала:
– наибольший dmax
= dH
+ es
= 50 + 0 = 50мм
;
– наименьший dmin
= dH
+ ei
= 50 – 0,022 = 49,978мм
.
По таблице 2 СТ СЭВ 157-75
выписываем допуски:
– отклонение середины поля допуска на изготовление вала относительно наибольшего предельного размера изделия z
1
= 5мкм
– допуск на изготовление калибров для вала H
1
= 6мкм
– допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия Y
1
= 4мкм
Строим схему расположения полей допусков вала, ПР
и НЕ
калибров (скоб) в соответствии с рисунком 2.
Определяем исполнительные размеры калибров (скоб).
В качестве исполнительного размера скобы берется наименьший предельный её размер с положительным отклонением, равным допуску на изготовление калибра.
Наименьший предельный размер ПР
стороны калибра (скобы)
 . .
Наименьший предельный размер НЕ
стороны калибра (скобы)
 . .
Исполнительный размер ПР
стороны калибра (скобы), который ставится на чертеже калибра, равен 49,992+0,006
мм
.
Исполнительный размер НЕ
стороны калибра (скобы) равен 49,975+0,006
мм
.
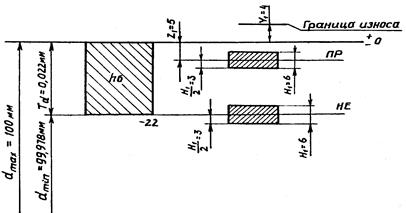
Рисунок 2 – Схема расположения полей допусков для вала Æ50h
6
3.2 Расчет исполнительных размеров калибров (пробок)
Калибр пробка предназначен для контроля отверстия Æ50Н8
По СТ СЭВ 144-75 определяем :
ES = 35 мкм
EJ = 0 мкм.
Определяем наибольший и наименьший предельные размеры отверстия
Dmax=D + ES = 50 + 0,035 = 50,035мм + ES = 50 + 0,035 = 50,035мм
Dmin=D+ ES = 50 – 0 = 50мм.
Выписываем из СТ СЭВ157 – 75
Z= 5, H= 6
Наибольший ПР размер калибр – пробки:
dmax
ПР
= Dmin
+ Z + H/2 = 50 + 0,005 + 0,003 = 50,008 мм.
Исполнительный размер ПР калибр – пробки Ø 50,008-0,006
мм.
Наименьший предельный размер НЕ
калибр – пробки :
dmax
НЕ
= Dmax
+ H/2 = 50,035 + 0,003 = 50,038 мм.
Исполнительный размер НЕ калибр – пробки Ø 50,038-0.006
мм.
4 Расчет резьбового соединения
4.1 Построение схемы расположения полей допусков резьбового отверстия гайки М12
х1,25-8Н/8
g
.
По ГОСТ 24705-81/1,с.144/ определяем основные размеры резьбы:
наружный диаметр D
=12мм
;
средний диаметр D
2
=11,188мм
;
внутренний диаметр D
1
=10,647мм
.
По ГОСТ 16093-81 (СТ СЭВ 640-77) /1,с.153/ находим предельные отклонения диаметров резьбы:
для посадки 8Н
нижнее отклонение D
,D
1
,D
2
EJ
=0;
верхнее отклонение для D
2
ES
=+250мкм
;
верхнее отклонение для D
1
ES
=+375мкм
.
Строим схему расположения полей допусков (рисунок 3).
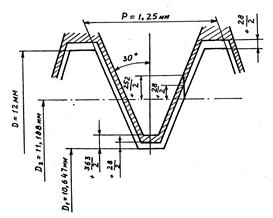
Рисунок 3 – Схема расположения поля допуска резьбового отверстия
гайки М12
х1,25-
8
Н/8
g
4.2 Построение схемы расположения полей допусков резьбовых калибров-пробок
По ГОСТ 24997-81
(СТ СЭВ 2647-80
) /4,с.64/ выписываем:
– допуск наружного и среднего диаметров резьбового проходного и непроходного калибров-пробок ТР
L
=6мкм
;
– расстояние от середины поля допуска ТР
L
резьбового проходного калибра-пробки до проходного (нижнего) предела среднего диаметра контролируемой внутренней резьбы ZPL
=0мкм
;
– величину среднедопустимого износа резьбовых проходных калибров-пробок WGO
=8мкм
;
– величину среднедопустимого износа резьбовых непроходных калибров-пробок WNG
=6мкм
.
Строим схему расположения полей допусков (Рисунок 4).
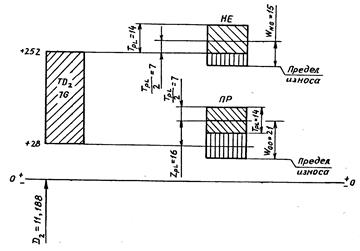
Рисунок 4 – Схема расположения полей допусков резьбовых калибров-
пробок по среднему диаметру
4.3 Расчёт исполнительных размеров резьбовых калибров-пробок
В соответствии с ГОСТ 24997-81
(СТ СЭВ 2647-80
) определяем наибольшие предельные резьбы калибра.
Для ПР
резьбового калибра-пробки /4,с.68/:
– наибольший предельный наружный диаметр
 ; ;
– наибольший предельный средний диаметр
 ; ;
– наибольший предельный внутренний диаметр
 . .
Значение  по таблице 2 СТ СЭВ 2647-80
/4,с.64/. по таблице 2 СТ СЭВ 2647-80
/4,с.64/.
Допуск наружного диаметра ПР
резьбового калибра-пробки
 . .
Допуск среднего диаметра ПР
резьбового калибра-пробки
 . .
Исполнительные размеры ПР
резьбового калибра-пробки:
1) наружный диаметр – 12,006-0,012
мм
;
2) средний диаметр – 11,191-0,006
мм
;
3) внутренний диаметр – 10,857 max
мм
по канавке или радиусу.
Размер резьбового калибра-пробки по среднему диаметру:
 . .
Для НЕ
резьбового калибра-пробки:
– наибольший предельный наружный диаметр
 . .
Значение F
1
=0,125мм
взято из /4,с.64/;
– наибольший предельный средний диаметр
 ; ;
– наибольший предельный внутренний диаметр
 . .
Допуск наружного диаметра НЕ
резьбового калибра-пробки
 . .
Допуск среднего диаметра НЕ
резьбового калибра-пробки
 . .
Исполнительные размеры НЕ
резьбового калибра-пробки:
1) наружный диаметр – 11,497-0,012
мм
;
2) средний диаметр – 11,197-0,006
мм
;
3) внутренний диаметр – 10,437 max
мм
по канавке или радиусу.
Размер изношенного НЕ
резьбового калибра-пробки по среднему диаметру:
 . .
4.4 Построение схемы расположения полей допусков наружной резьбы болта
По ГОСТ 24705-81
/1,с.144/ определяем основные размеры резьбы М12
х1,25
-8
g
:
- наружный диаметр d
=12мм
;
- средний диаметр d
2
=11,188 мм
;
- внутренний диаметр d
1
=10,647 мм
.
По ГОСТ 16093-81
(СТ СЭВ 640-77
) /1,с.153/ находим отклонения диаметров резьбы:
- верхнее отклонение d
,
d
2
,
d
1
es
= – 28мкм
;
- нижнее отклонение d
2
e
i
= – 160мкм
;
- нижнее отклонение d
e
i
= – 240мкм
.
Строим схему расположения (Рисунок 5)

Рисунок 5- Схема расположения поля допусков болта М12
х1,25
-8H
/8
g
4.5 Построение схемы расположения полей допусков резьбовых калибров-колец
По ГОСТ 24997-81
(СТ СЭВ 2647-80
) /4,с.64/ выписываем допуск внутреннего и среднего диаметров резьбового проходного и непроходного калибров-колец TR
=8мкм.
Расстояние от середины поля допуска TR
резьбового проходного калибра-кольца до проходного (верхнего) предела среднего диаметра контролируемой наружной резьбы
ZR
=-4мкм
; WGO
=10мкм
; WNG
=7мкм.
4.6 Расчёт исполнительных размеров резьбовых калибров-колец
В соответствии с ГОСТ 24997-81
(СТ СЭВ 2647-80
) /4,с.67/ определяем наименьшие предельные диаметры резьбы калибра. Нижнее отклонение при этом будет равно нулю, а верхнее – положительным и равным по величине допуску на изготовление калибра.
Для ПР
резьбового калибра-кольца:
- наименьший предельный наружный диаметр
 ; ;
Значение  в /4,с.64/; в /4,с.64/;
- наименьший предельный средний диаметр
 ; ;
- наименьший предельный внутренний диаметр
 . .
Допуск среднего диаметра ПР
резьбового калибра-кольца

Допуск внутреннего диаметра ПР
резьбового калибра-кольца

Исполнительные размеры ПР
резьбового калибра-кольца:
1) наружный диаметр – 12,082 min
мм
;
2) средний диаметр – 11,156+0,008
мм
;
3) внутренний диаметр – 10,611+0,008
мм
по канавке или радиусу.
Размер резьбового калибра-кольца по среднему диаметру:
 . .
Для НЕ
резьбового калибра-кольца:
– наименьший предельный наружный диаметр

– наименьший предельный средний диаметр
 ; ;
– наименьший предельный внутренний диаметр
 . .
Допуск наружного диаметра НЕ
резьбового калибра – кольца
 . .
Допуск среднего диаметра НЕ
резьбового калибра – кольца
 . .
Исполнительные размеры НЕ
резьбового калибра- кольца:
1) наружный диаметр – 12,144min
мм
, по канавке или радиусу;
2) средний диаметр – 11,216 +0,008
мм
;
3) внутренний диаметр – 10,908 +0,008
мм.
Размер изношенного НЕ
резьбового калибра – кольца по среднему диаметру:
 . .
Строим схему расположения полей допусков (Рисунок 6)
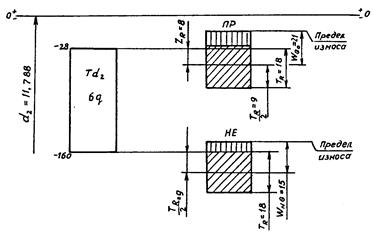
Рисунок 6 – Схема расположения полей допусков резьбовых калибров-колец
по среднему диаметру
5 Посадки подшипников качения
В приведенном примере назначим посадки подшипника качения в соединениях 2-6 (см. чертеж-задание). Выбор посадки зависит от вида нагружения колец подшипника. Определяем виды нагружения колец.
По условию работы узла внутреннее кольцо подшипника имеет циркуляционное нагружение, наружное местное.
Присоединительные размеры подшипника заданы в таблице на чертеже узла. Класс точности подшипника, серия подшипника принимаются приблизительно и указываются в записке.
Принимаем класс точности 0 и среднюю серию, по которой в зависимости от диаметров d
= 50мм, D = 90мм
определяем ширину кольца В = 17мм
и r
= 2мм
(шарикоподшипники радиальные однорядные).
Расчет ведём в следующей последовательности:
1) для циркуляционного кольца подшипника посадку выбирают по интенсивности радиальной нагрузки на посадочной поверхности /1,с.283/
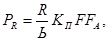 (28)
(28)
где R —
радиальная реакция опоры на подшипник, Н
(указывается в чертеже-задании); Ь —
рабочая ширина посадочной поверхности кольца подшипника за вычетом фасок, м:
Ь=В-2
r
;
(29)
КП
—
динамический коэффициент посадки, зависящий от характера нагрузки (при перегрузке до 150%, умеренных толчках и вибрации КП
=
1; при перегрузке до 300%, сильных ударах и вибрации КП
= 1,8); F
-
коэффициент, учитывающий степень ослабления посадочного натяга при полом вале или тонкостенном корпусе (при сплошном вале F =1)
/I, с.286/; F
A
-коэффициент неравномерности распределения радиальной нагрузки между рядами тел качения в двухрядных подшипниках или между сдвоенными шарикоподшипниками при наличии на опоре осевой нагрузки F
A
,
при этом F
A
может иметь значения от 1,2 до 2, в обычных случаях F
A
= 1.
Принимаем радиальную реакцию опоры R= 950 Н,
по условию задачи нагрузку с умеренными толчками и вибрацией.

По /I, с.287/ находим рекомендуемое отклонение К.
Номер квалитета зависит от класса точности подшипника. При посадке на вал, если подшипник 0,6 классов, то вал J T5, если 4,5 классов, то .JТ5, если 2 класса, то JТ4.
При посадке в корпус, если подшипник 0,6 классов, то квалитет JТ7,если 4,5 классов, то J7Б, если 2 класса -JТ5.
Для данного примера поле допуска вала в соединении 1-10 будет К6;
2)
для местною нагруженного кольца основное отклонение выбирают по /I, с.285/. а номер квалитета - в зависимости от принятого класса подшипника. В данном примере основное отклонение отверстия в «корпусе» Н,
для О класса допуск по JТ7.
Таким образом, после допуска отверстия в соединении должно быть выполнено по Н
7;
3) для построения схемы расположения полей допусков находим отклонение наружного и внутреннего колец подшипника по ГОСТ 520 – 71 /3, с.67/.
Отклонение вала и отверстия корпуса находим из таблиц ГОСТ 25347-82 (СТ СЭВ 144-75). Найденные отклонения наносим на схему в соответствии с рисунком 7;
4) определяют по схеме предельные значения зазоров и натягов при сборке подшипника с корпусом и валом.
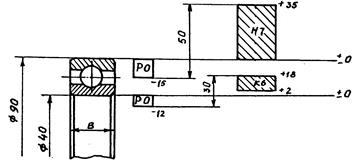
Рисунок 7 - Схема расположения полей допусков на диаметры колец подшипника качения
5 Расчет размерных цепей
Расчет размерных цепей методом полной взаимозаменяемости.
Метод полной взаимозаменяемости—это метод, при применении которого требуемая точность замыкающего звена размерной цепи достигается при замене ее любого звена звеном такого же типа и размера без выбора и подбора и без изменения его величины путем дополнительной обработки.
Таким образом, при применении этого метода размеры замыкающего звена должны находиться в установленных при конструировании (в задачах типа второго) или в рассчитанных (в задачах типа первого) пределах даже в тех случаях, когда все составляющие имеют предельно допустимые размеры.
Для предельных размеров цепи соотношения:DВ
АD
= åDВ
Аi
УВ
- åDН
АiУМ;
DН
АD
= åDН
Аi
УВ
- åDВ
АiУМ
;
Вычитая почленно нижние уравнения из верхних в уравнениях (1), получаем уравнение, связывающее допуски в размерной цепи:
ТН
А
D
=
å
ТАi
где в сумму входят все составляющие, как увеличивающие, так и уменьшающие.
5.1 Расчет размерной цепи А
Схема размерной цепи представлена на рисунке 6
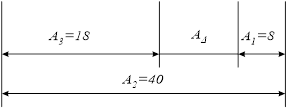
Рисунок 6 – Схема размерной цепи А
Искомый размер А3
входит в цепь А1
= 8-0,36
, А2
=  , А3
= 18-0,13
. , А3
= 18-0,13
.
Найдём размер АD
:
АD
= А2
– А3
– А1
,
АD
= 40 – 18 – 8 = 14мм.
По уравнениям (1) получаем:
DВ
АD
= 0 + 0,5 + 0 = 0,5;
DН
АD
= – 0,36 – 0,5 – 0,13 = – 0,99мкм;
АD
= 
Производим проверку по уравнению (2):
ТАD
= 0-(-2,12)=2,12;
åТА1
= 0,36 + 0,5 – (–0,5) + 0,13 = 1,49.
Условие (2) выполняется
Литература
1 Допуски и посадки: Справочник. В 2-х ч./В.Д. Мягков и др. - 6-е изд., перераб, и доп. - Л.: Машиностроение, 1982.
2 Якушев А. И. Взаимозаменяемость, стандартизация и технические измерения. - М.: Машиностроение, 1979.
3 Анурьев В. И. Справочник конструктора-машиностроителя. В 3-х г.-М.: Машиностроение, 1982.
4 Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник. В 2-х т. - М.: Издательство стандартов, 1989.
5 СТ СЭВ 144-75. Единая система допусков и посадок СЭВ. Поля допусков и рекомендуемые посадки. - Братислава: Издательство стандартов, 1975.
6 Зябрева Н.Н., Перельман Е.Н., Шегал М.Я. Пособие к решению задач по курсу "Взаимозаменяемость, стандартизация и технические измерения". - М.: Высшая школа, 1977.
7 Афанасов А.И. и др. Взаимозаменяемость, стандартизация и технические измерения: Методические указания к курсовому проектированию для студентов дневной, вечерней и заочной форм обучения специальности 12.01 "Технология машиностроения". - Томск: Ротапринт ТПИ, 1989.
8 СТ СЭВ 157-75. Предельные отклонения и допуски гладких рабочих и контрольных калибров, - Братислава: Издательство стандартов, 1975.
|
