Министерство образования и науки Украины
ПГАСА
Кафедра Эксплуатации и ремонта машин
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
по дисциплине
“Технологические основы машиностроения "
Выполнил ст.832 гр. Литвинов В.А.
Проверил Заяц Г.В.
Днепропетровск 2010
Содержание
Выбор заготовки
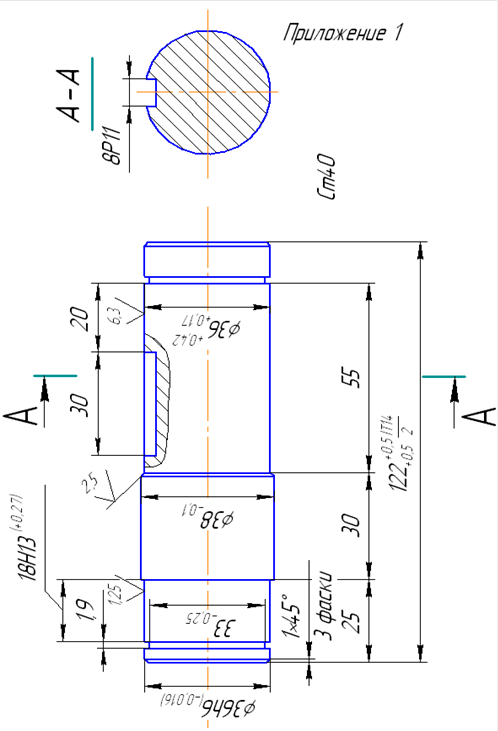
Механическая обработка вала: токарная обработка
Механическая обработка вала: фрезерная обработка
Литература
Приложение
По справочнику [2] выбираем прокат стальной круг и длиной
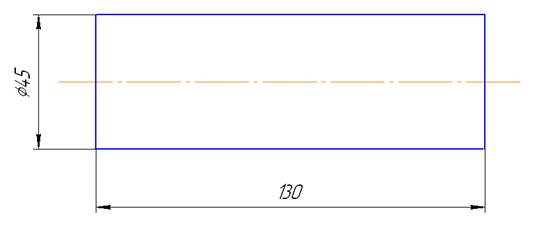
Определяем массу заготовки:
где плотность стали;
m=3,14

Выбираем оборудование:
Токарно-винторезный станок 1К62, мощностью N=5,5 кВт.
Приспособления: трехкулачковый самоцентрирующий патрон
Инструмент:
Измерительный: штангельциркуль ШЦ -I 0,125;
0,1 штангельциркуль ШЦ - IV, 0-500; 0,1
Режущий: подрезной резец:
центровочное сверло
черновой проходной резец
чистовой подездной резец.
Определяем подготовительно-заключительное время на токарную обработку [1].
Состоит:
а) время зависящее от установки детали; при высоте центровки заготовки до 200 мм в самоцентрирующем патроне 7 минут б) время на ознакомление с чертежом и инструкцией, осмотр материала, инструмента, подбор подкладок.
Установ А.
Установить, закрепить, снять заготовку
При установке в самоцентрирующий патрон без выверки.
Переход 1.
Подрезать торец как чисто
Рабочие размеры: D=45 мм; L=22,5 мм; δ=5 мм; i=1.
Остальные режимы резания карта 98 стр.287
| D |
S |
V |
n |
| 45 |
0,25 |
38.8 |
275 |
0,33 |
Время на обработку:
Вспомогательное время.
Основное время.
Штучное время.
Переход 2.
Зацентровать
Рабочие размеры: D=8 мм; L=15 мм; δ=4 мм; i=1.
Переход 3.
Обработать начерно.
Черновой проходной резец.
Рабочие размеры: D=45 мм; L=100 мм; δ=3,4 мм; i=1.
| D |
S |
V |
n |
| 45 |
0.16 |
34,5 |
172 |
3,63 |
Вспомогательное время:
Основное время.
Штучное время.
Переход 4.
Обработать начерно.
Черновой проходной резец.
Рабочие размеры: D=38,2 мм; L=68мм; δ=2мм; i=1.
| D |
S |
V |
n |
| 38,2 |
0,35 |
36,5 |
304 |
0,64 |
Время на обработку:
Вспомогательное время.
Основное время.
Штучное время.
Установ Б.
Установить, закрепить, снять заготовку
Переход 5.
Подрезать торец как чисто в размер 45 мм.
Рабочие размеры: D=45 мм; L=22,5 мм; δ=5 мм; i=1.
| D |
S |
V |
n |
| 45 |
0,25 |
38,8 |
275 |
0,33 |
Время на обработку:
Вспомогательное время.
Основное время.
Штучное время.
Переход 6.
Зацентровать
Рабочие размеры: D=8 мм; L=15 мм; δ=4 мм; i=1.
Реклама

Переход 7.
Обработать начерно.
Рабочие размеры: D=45 мм; L=23 мм; δ=5,9 мм; i=1.
| D |
S |
V |
n |
| 45 |
0,1 |
18,3 |
130 |
2,6 |
Время на обработку:
Основное время.
Штучное время.
Переход 8.
Обработать начисто до 36мм
Рабочие размеры: D=36,2 мм; L=23 мм; δ=0,1 мм; i=1.
| D |
S |
V |
n |
| 36,2 |
0,75 |
17,7 |
170 |
1,28 |
Время на обработку:
Вспомогательное время.
Основное время.
Штучное время.
Переход 9.
Снять фаску 1×45° на 36мм.
Рабочие размеры: D=33 мм; L=1 мм; δ=1 мм; i=1.
| D |
S |
V |
n |
| 33 |
0,2 |
62 |
600 |
1,1 |
Вспомогательное время:
Штучное время.
Переход 10.
Обработать начисто.
Чистовой резец.
Рабочие размеры: D=38,2 мм; L=30 мм; δ=0,1 мм; i=1.
| D |
S |
V |
n |
| 38,2 |
0,2 |
20 |
170 |
1,98 |
Время на обработку:
Вспомогательное время.
Основное время.
Штучное время.
Переход 11.
Обточить начисто.
Рабочие размеры: D=36,2 мм; L=68 мм; δ=0,1 мм; i=1.
Время на обработку:
Вспомогательное время.
Штучное время.
Переход 12.
Снять фаску 1×45° на 36мм.
Рабочие размеры: D=33 мм; L=1 мм; δ=1 мм; i=1.
| D |
S |
V |
n |
| 33 |
0,2 |
62 |
600 |
1,1 |
Вспомогательное время:
Штучное время.
Выбираем оборудование:
Вертикально-фрезерный станок 6Н104, мощностью N=1,5 кВт.
Режущие инструменты: торцевая фреза;
Приспособления: прихваты, болты, призмы.
Определяем подготовительно-заключительное время при работе на фрезерных станках.
Наладка станка и установка приспособлений на столе с креплением болтами и планками, при длине стола до 750 мм равно 12 мин.
Установка фрез - количество фрез равно 1. Время работы 1 мин.
Время на дополнительные приемы - установка упоров. Время работы 2 мин.
Время на получение инструмента и приспособлений 7 мин.
Установ А.
Установить, закрепить, снять деталь.
При установке детали на столе в ручную при массе до 20 кг время вспомогательное равно.
Принимаем.
Переход 1.
Фрезеровать шпоночный паз на выдерживая размер 30 мм.
Рабочие размеры: D=8 мм; L=22 мм; δ=4 мм; i=1.
Режимы резания: t=6 мин
Даны режимы резания при плотности. При отклонении материала использовать поправочные коэффициенты.
Подача: вертикальная, продольное.
Скорость резания;
Поправочный коэффициент по скорости.
Частота вращения.
Время на обработку.
Вспомогательное время.
Основное время.
Штучное время.
1. Справочник по нормированию станочных работ в единичном и мелкосерийном производстве. Ближевский.
2. Справочник металлиста. Под ред. Рагшадта
3. Пикус "Справочник фрезеровщика"
4. Справочник по техническому нормированию шлифовальных работ. изд. НИТИ
|
