Федеральное агентство по образованию Хакасский технический институт — филиал
Красноярского государственного технического
Университета
Резание конструкционных материалов и металлорежущие станки
Учебно-методическое пособие
Абакан - 2006
УДК 621 91 914 02
Л25
Резание конструкционных материалов, режущие инструменты и станки: Учебное пособие для студентов специальности 151001.65 по дисциплине «Металлорежущие станки и промышленные роботы» очной и заочной форм обучения / Сост. С.Г.Ларионов. Красноярск; КГТУ, 2006. 136 с.
Печатается по решению редакционно-издательского совета университета
© КГТУ, 2006 Редактор Н.Ф.Смирнова
Подп. в печать 12.12.05. Формат бумаги 60х84/16. Бумага тип.
№1. Усл. печ. л. 6,8. Уч-изд. 6,8. Тираж 150 экз. Заказ С.569.
Отпечатано в ХТИ -филиале КГТУ
655017, Абакан, ул. Щетинкина, 27
1.ВВЕДЕНИЕ
Металлорежущие станки (МРС) являются основным видом заводского оборудования, предназначенным для производства всех современных машин, приборов, инструментов и других изделий, поэтому количество металлорежущих станков, их технический уровень в значительной степени характеризуют производственную мощь страны.
Станкостроительная промышленность является материальной основой технического прогресса в машиностроении. Поэтому она должна развиваться опережающими темпами по сравнению с другими отраслями производства.
Тело деталей машин ограничено геометрическими поверхностями, возникающими в процессе обработки. Это в основном плоскость, цилиндрическая и конусная поверхности, линейчатая и шаровая поверхности, имеющие определенную протяженность и взаимное расположение.
Поверхности обрабатываемых деталей можно рассматривать как непрерывное множество последовательных геометрических положений (следов) движущейся производящей линии, называемой образующей, по другой производящей линии, называемой направляющей. Например, для получения плоскости необходимо образующую прямую линию 1 перемещать по направляющей прямой линии 2 (рис.1,а
).

Рис.1. Схемы образования поверхностей
Цилиндрическая поверхность может быть получена при перемещении образующей прямой линии 1 по направляющей линииокружности (рис.1,б
) или образующей окружности 1 вдоль направляющей прямой линии 2 (рис.1,в
). Рабочую поверхность зуба цилиндрического колеса можно получить, если образующую линию — эволъвенту 1 передвигать вдоль направляющей 2 (рис.1,г
) или, наоборот, образующую прямую 1 — по направляющей — эвольвенте 2
Реклама

(рис.1,д
).
Рассмотренные поверхности называют обратимыми, так как их форма не изменяется, если поменять местами образующие линии с направляющими. В противоположность им этого нельзя сделать при образовании необратимых поверхностей. Например, если левый конец образующей прямой линии 1 перемещать по направляющей окружности 2, то получим круговую коническую поверхность (рис.1,е
). Но если окружность 2 сделать образующей и переместить вдоль направляющей прямой, то конус не получится. В этом случае необходимо, чтобы по мере перемещения окружности к точке О ее диаметр изменялся, достигая в вершине нуля. Такие поверхности называют также поверхностями с изменяющимися производящими линиями, в противоположность поверхностям, у которых производящие линии постоянны (рис.1,а
- д
).
Большинство поверхностей деталей машин может быть образовано при использовании в качестве производящих линий прямой линии, окружности, эвольвенты, винтовой и ряда других линий. В реальных условиях обработки производящие линии не существуют. Они воспроизводятся комбинацией согласованных между собой вращательных и прямолинейных перемещений инструмента и заготовки. Движения, необходимые для образования производящих линий, называют рабочими формообразующими движениями. Они могут быть простыми, состоящими из одного движения, и сложными, состоящими из нескольких простых движений. Существует четыре метода образования производящих линий: копирования, обката, следа и касания.
Метод копирования основан на том, что режущая кромка инструмента по форме совпадает с производящей линией. Например, при получении цилиндрической поверхности (рис.2,а
) образующая линия 1 воспроизводится копированием прямолинейной кромки инструмента, а направляющая линия 2 — вращением заготовки. Здесь необходимо одно формообразующее движение — вращение заготовки. Для снятия припуска и получения детали заданного размера необходимо поперечное перемещение резца, но это движение (установочное) не является формообразующим. На рис.2,б
показан пример обработки зубьев цилиндрического колеса. Контур режущей кромки фрезы совпадает с профилем впадин и воспроизводит образующую линию. Направляющая линия получается прямолинейным движением заготовки вдоль своей оси. Здесь необходимы два формообразующих движения: вращение фрезы и прямолинейное перемещение заготовки. Кроме этого, для обработки последующих впадин заготовка должна периодически поворачиваться на угол, соответствующий шагу зацепления. Такое движение называют делительным.
Реклама

Метод обката (огибания) основан на том, что образующая линия возникает в форме огибающей ряда положений режущей кромки инструмента, в результате его движений относительно заготовки. Форма режущей кромки отличается от формы образующей линии и при различных положениях инструмента является касательной к ней. На рис.2,в
показаны схемы обработки зубьев цилиндрического колеса по методу обката. Режущая кромка инструмента имеет форму зуба зубчатой рейки. Если сообщить вращение заготовке и согласованное с ним прямолинейное перемещение рейки вдоль ее оси, как в реечной передаче, то в своем движении относительно заготовки режущий контур инструмента займет множество положений. Их огибающей явится образующая линия в форме впадины колеса. Направляющая линия по предыдущему образуется прямолинейным перемещением инструмента или заготовки вдоль оси колеса. Для рассматриваемого случая требуется три формообразующих движения: вращение заготовки, перемещение инструмента вдоль своей оси, перемещение инструмента или заготовки вдоль оси зубчатого колеса.
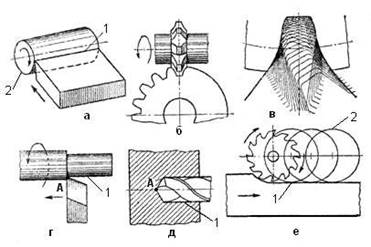
Рис.2. Методы воспроизводства образующих линий
Метод следа состоит в том, что образующая линия получается как след движения точки — вершины режущего инструмента. Например, при точении образующая 1 (рис.2,г
) возникает как след точки А — вершины резца, а при сверлении (рис.2,д
) — сверла. Инструмент и заготовка перемещаются относительно друг друга таким образом, что вершина А режущего инструмента все время касается образующей линии 1. Направляющая линия получается вращением заготовки (рис.2,г
), сверла или заготовки (рис.2,д
). В обоих случаях требуется два формообразующих движения.
Метод касания основан на том, что образующая линия 1 является касательной к ряду геометрических вспомогательных линий 2, образованных реальной точкой движущейся режущей кромки инструмента (рис.2,е
).
Итак, образование различных поверхностей сводится к установлению таких формообразующих движений заготовки и инструмента, которые воспроизводят образующие и направляющие линии.
2. КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Металлорежущий станок является сложным пространственным механизмом, конечные звенья которого, совершая определенные движения, удаляют с заготовки слой материала для получения требуемых формы, размеров и качества поверхности.
Существует большое количество металлорежущих станков различных по назначению, техническим возможностям, размерам, производительности и другим параметрам. Совокупность всех типов и размеров выпускаемых станков и станков, намечаемых к выпуску в течение определенного периода времени, например за пятилетие, называется типажом. Типаж станков непрерывно увеличивается.
По классификации «Экспериментального научно-
исследовательского института металлорежущих станков» (ЭНИМС), все станки, выпускаемые серийно, делятся на девять групп. Каждая группа, в свою очередь, включает несколько типов станков (см. табл.).
2.1. ОБОЗНАЧЕНИЕ СТАНКОВ
Модель станка обозначают тремя или четырьмя (иногда с добавлением букв) цифрами:
- первая цифра указывает группу станка;
- вторая — тип;
| Станки |
Груп па |
Типы |
| 1 |
2 |
3 |
4 |
5 |
6 |
Токарн ые
|
1
|
Автоматы и полуавтоматы |
Револьверн ые
|
Сверлиль ноотрезные
|
Карусельн ые
|
Токарные
и лобовые
|
М |
| одношпи ндельные |
многошп
индельны
е
|
| Сверли льные, расточ ные |
2
|
вертикаль но-
сверлиль ные
|
Полуавтоматы |
Координа тно-
расточны
е
|
Радиальносверлильн ые
|
Расточны
е
|
одношпи ндельные
|
многошпин дельные
|
Шлиф овальн ые,
доводо чные
|
3
|
Круглош лифоваль ные
|
Внутриш лифоваль ные
|
Обдирочно шлифовальн ые
|
Специали зированн ые
шлифова льные
|
—
|
Заточные
|
П |
*Комб иниров
анные и другие
|
4
|
*Универ сальные
|
*Полуав томаты
|
*Автоматы
|
Электрох имически
е
|
Электроис кровые
|
—
|
Э
ул
|
Классификация металлорежущих станков
Ал ра
ли
ро
Продолжение таблицы
Зу л
Ш ни
| Зубо- и резбоо брабат ывающ ие |
5
|
Зубостро гальные (цилиндр ические колеса) |
Зуборезн ые (для
коническ их колес)
|
Зубофрезерные |
Для обработки
торцов зубьев колес
|
Резьбофр езерные
|
для
цилиндрич еских
колес,
шлицевых валов
|
для
червячных колес
|
Фрезер ные
|
6
|
Вертикал ьно-
фрезерны
е
консольн ые
|
Фрезерн ые
непрерыв ного действия
|
—
|
Копирова льные и
гравиров альные
|
Вертикаль ные
бесконсоль ные
|
Продольн ые
|
Строга льные, долбе
жные,
протяж ные
|
7
|
Продольные |
Поперечнострогальные
|
Долбежн ые
|
Протяжны
е
горизонтал ьные
|
—
|
П
в
|
одностое чные
|
двухсток чные
|
Разрез ные
|
8
|
Отрезные, работающие |
Правильн
оотрезные
|
Ленточные
|
Дисковые
|
Н |
токарным
резцом
|
абразивны
м кругом
|
фрикцион ным диском |
Разные
|
9
|
Муфто- и трубообр
абатываю щие
|
Пилонасе кательны
е
|
Правильно-
и
бесцентрово
-
обдирочные
|
—
|
Для испытания
инструмен тов
|
Делитель ные машины
|
о |
е
Ба м
*
изготавливаются по специальным заказам
- последние одна или две цифры указывают на один из характерных его размеров.
Буква между цифрами указывает на модернизацию станка, а буква после всех цифр — модификацию (видоизменение) базовой модели станка или его технологические особенности (например, повышенная точность).
Например, станок 2Н135 расшифровывается следующим образом: цифра 2 означает, что станок относится ко второй группе — сверлильный; Н — модернизированный; цифра 1 указывает на принадлежность станка к первому типу — вертикально-сверлильный; последние две цифры означают максимальный диаметр сверления 35мм.
Модели специализированных и специальных станков обозначают одной или двумя буквами, к которым добавляют также цифры, указывающие порядковый номер модели станка.
Например, Московский станкостроительный завод «Красный пролетарий» имеет индекс МК, Горьковский завод фрезерных станков - ГФ.
По степени специализации различают следующие станки:
1. универсальные станки – выполняют различные операции при обработке разнообразных деталей. Станки, используемые для более широкого диапазона работ, называют широкоуниверсальными. К универсальным станкам относится, например, токарно-винторезный станок 16К20, к широкоуниверсальным – фрезерный станок 6Р82Ш. Подобные станки используются в основном в еденичном, мелкосерийном производствах, а также в инструментальных цехах.
2. специализированные станки – обрабатывают детали сходные по конфигурации, но имеющие различные размеры. Например, ступенчатые валики, кольца подшипников качения, труб и т.п. К ним относят токарные многорезцовые станки, токарные станки для обработки коленчатых валов, зубообрабатывающие, резьбонарезные и другие станки. Применяются они как правило в серийном, крупносерийном производствах.
3. специальные станки - предназначенны для обработки одной определенной детали или деталей только одного типоразмера, например лопаток газовых турбин. Применяются станки в массовом производстве, в поточных линиях.
По степени точности различают станки пяти классов:
1. класс Н — станки нормальной точности; к нему относится большинство универсальных станков.
2. класс П — станки повышенной точности, изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка и качеству сборки и регулированию.
3. класс В — станки высокой точности, достигаемой за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, к качеству сборки и регулированию узлов и станка в целом.
4. класс А — станки особо высокой точности; при их изготовлении предъявляются еще более жесткие требования, чем при изготовлении станков класса В.
5. класс С — станки особо точные или мастер-станки, предназначенные для изготовления деталей станков классов А и В.
По массе различают станки: легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10 т). Тяжелые, в свою очередь, делятся на крупные
(10—30 т), собственно тяжелые (30—100 т) и особо тяжелые (более
100 т).
По своему устройству станки делятся: с ручным управлением (в основном универсальные станки), полуавтоматы (группа специализированных станков); автоматы (в основном специальные станки); станки с числовым программным управлением (используется в еденичном, мелкосерийном производствах, где происходит частая смена изготавливаемых деталей).
2.2. ДВИЖЕНИЯ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для получения на металлорежущем станке детали требуемой формы, размеров и качества поверхности, рабочим органам станка необходимо сообщить определенный, иногда довольно сложный комплекс согласованных друг с другом движений. Эти движения делят на основные (рабочие) и вспомогательные. К основным движениям относятся главное движение, называемое также движением резания (определяет скорость отделения стружки от заготовки), и движение подачи (обеспечивает непрерывность отделения стружки). Основные движения совершают режущий инструмент и заготовка. В некоторых станках имеют место и другие виды рабочих движений, например движение деления, обкатки и др. С помощью этих движений осуществляется процесс снятия стружки с обрабатываемой заготовки. Скорость главного движения определяется оптимальной скоростью резания, а величина подачи зависит от требований предъявляемых к качеству поверхности, например по шероховатости.
Вспомогательные движения необходимы для подготовки процесса резания, обеспечения последовательной обработки нескольких поверхностей на одной заготовке или одинаковых поверхностей на различных заготовках. Например, к числу вспомогательных движений относят:
а) движения для настройки станка на заданные режимы резания;
б) движения для наладки станка в соответствии с размерами и
конфигурацией заготовки;
в) движения управления станком в процессе работы;
г) движения соответствующих рабочих органов для подачи и
зажима прутка или штучных заготовок;
д) движения для закрепления и освобождения рабочих органов
станка;
е) подвод режущего инструмента к заготовке.
Вспомогательные движения можно выполнять как автоматически, так и вручную. В станках-автоматах все вспомогательные движения автоматизированы и выполняются механизмами станка в определенные моменты времени в соответствии с технологическим процессом обработки детали.
Главное движение в металлорежущих станках бывает чаще всего двух видов — вращательное равномерное или прямолинейное равномерное (возвратно-поступательное). В отдельных станках главное движение может иметь более сложный характер, но определяется оно также через вращательное и поступательное движения. Главное движение может сообщаться либо обрабатываемой заготовке, либо инструменту.
Например:
- у станков токарной группы главным движением является вращение обрабатываемой заготовки;
- у фрезерных, шлифовальных и сверлильных — вращение инструмента;
- у долбежных, протяжных, некоторых зубообрабатывающих и других — возвратно-поступательное движение инструмента;
- у продольно-строгальных станков — возвратнопоступательное движение заготовки.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных многошпиндельных автоматах).
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или отсутствовать.
Например, у токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым движение бывает, например, у продольно-строгальных станков.
Примером сложного движения подачи может служить движение подачи в зубофрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи — вращательное движение детали (круговая подача), продольное осевое перемещение детали или шлифовального круга (продольная подача) и, наконец, поперечная подача, сообщаемая шлифовальному кругу. В протяжных станках движение подачи отсутствует.
3. ТОКАРНЫЕ СТАНКИ
В станочном парке промышленности одно из ведущих мест занимает группа токарных станков. Несмотря на преобладающие тенденции развития специальных токарных станков и станков автоматов, отвечающих задачам получения наибольшей производительности при максимальной автоматизации процесса, продолжают развиваться и универсальные токарно-винторезные станки.
3.1. ТОКАРНО-ВИНТОРЕЗНЫЕ СТАНКИ
Токарно-винторезные станки предназначены для выполнения разнообразных работ. На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические и конические отверстия; обрабатывать торцовые поверхности; нарезать наружную и внутреннюю резьбы; сверлить, зенкеровать и развертывать отверстия; производить отрезку, подрезку и другие операции.
Основными параметрами токарно-винторезных станков являются наибольший диаметр обрабатываемой заготовки над станиной и наибольшее расстояние между центрами, которое определяет наибольшую длину обрабатываемой детали. Кроме этих основных параметров важными размерами токарно-винторезных станков, регламентируемыми стандартами, являются: наибольший диаметр обрабатываемой заготовки над суппортом; минимальная и максимальная частота вращения шпинделя, а также количество частот вращения; минимальная и максимальная величина подачи; наибольший диаметр прутка, проходящего через отверстие шпинделя и другие параметры. Токарно-винторезные станки выпускают с наибольшим диаметром обрабатываемой заготовки от 100 до 1250мм и более.
Серийный выпуск токарных станков был впервые начат на московском заводе «Красный пролетарий». Первым достаточно прогрессивным по тому времени токарно-винторезным станком с шестеренной коробкой скоростей явился станок ДИП-200, выпущенный в 1932 году. Затем эту модель модернизировали, в результате чего были созданы станки 1Д62М, 1А62, 1К62 и др. В свое время большое распространение получил станок 16К20 (см. рис.3.1) нормальной и повышенной точности. На базе этого станка созданы специализированные токарные станки различных видов. Станок состоит из следующих основных узлов: а
- передняя (шпиндельная) бабка; б
- суппорт; в
- задняя бабка; г
- фартук; д
- станина; е
- коробка подач; 1,4 - рукоятки управления коробкой скоростей; 2 - рукоятка установки нормального либо увеличенного шага резьбы и положения при нарезании многозаходных резьб; 3 - рукоятка установки правых и левых резьб; 5 - маховик ручного продольного перемещения суппорта; 6 - рукоятка ручного поперечного перемещения суппорта; 7 - рукоятка включения, выключения и реверсирования продольной и поперечной подач суппорта; 8, 9 - рукоятки включения, выключения и реверсирования вращения шпинделя; 10 - рукоятки управления коробкой подач и установки шага нарезаемой резьбы; 11 - штурвал ручного перемещения пиноли задней бабки; 12 – осевой режущий инструмент устанавливаемый в пиноль; 13 – резцедержатель; 14 – кран для подачи охлаждающей жидкости в зону резания; 15 - кнопки включения станка и подачи охлаждающей жидкости.

Рис.3.1. Токарно-винторезный станок 16К20
Токарные станки оснащают копировальными устройствами, что позволяет обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента. Это значительно упрощает наладку и подналадку станков. Существуют токарнокопировальные станки с двумя либо тремя копировальными суппортами, на которых можно обрабатывать наружные, внутренние и торцовые поверхности сложной формы. Применение в токарных станках числового программного управления дает возможность полностью автоматизировать технологический процесс получения детали.
Развитие токарно-винторезных станков идет по пути повышения точности, совершенствования управления, увеличения диапазона скоростей и подач, дальнейшей отработки технологической оснастки. В токарно-винторезных станках вращение заготовки является главным движением, а движение суппорта с резцом - движением подачи; все остальные движения являются вспомогательными.
Токарно-винторезные станки имеют практически однотипную компоновку, основными узлами которых являются: станина; передняя (шпиндельная) бабка, в которой размещены коробка скоростей и коробка подач; суппорт, который состоит из резцедержателя, поперечных салазок и фартука; задняя бабка.
Станина служит для монтажа всех основных узлов станка и является его основанием. Наиболее ответственной частью станины являются направляющие, по которым перемещаются суппорт и задняя бабка.
Передняя бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель, вращающийся в подшипниках качения или скольжения. В корпусе передней бабки размещен также механизм коробки скоростей. В некоторых станках коробка скоростей размещена в передней тумбе станины. В этом случае коробка скоростей связана со шпинделем ременной передачей. Такие станки называются станками с разделенным приводом.
Задняя бабка служит для придания большей жесткости обрабатываемой детали (например, длинного вала малого диаметра), а также для закрепления режущих инструментов для получения и обработки отверстий (сверл, зенкеров, разверток, метчиков, плашек).
Относительно направляющей плиты корпус бабки может перемещаться в поперечном направлении с помощью винта. Такое смещение используется при получении конусной поверхности значительной длинны и с малым углом при вершине. В некоторых станках задняя бабка (рис.3.2) имеет пневматическое устройство для перемещения пиноли, а также облегчающее ручное перемещение ее по направляющим станины и предотвращающее износ направляющих. Такое устройство состоит из следующих основных элементов: воздушный трубопровод, подключенный к цеховой магистрали сжатого воздуха; фильтр влагоотделитель 5, в котором осаждается имеющаяся в воздухе влага; маслораспылитель 4, в котором воздух захватывает мелкие частицы масла, служащие для смазки клапана 3; трехходовой клапан 3 для впуска сжатого воздуха в специальную камеру на подошве основания задней бабки с целью создания «воздушной подушки». Подача воздуха включается при нажиме рукоятки 1, которая воздействует на толкатель 2 включающий клапан
3.
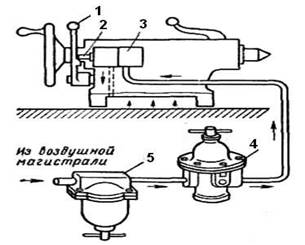
Рис.3.2. Задняя бабка токарного станка
Коробка подач служит для передачи вращения от шпинделя или от отдельного привода ходовому валу или ходовому винту, а также для изменения их частоты вращения с целью получения необходимых подач или определенного шага при нарезании резьбы. Это достигается изменением передаточного отношения коробки подач. Коробка подач связана с коробкой скоростей с помощью гитары сменных зубчатых колес. Второе назначение гитары – получение различного вида резьб (метрической, питчевой, дюймовой) за счет смены зубчатых колес.
Фартук предназначен для преобразования вращательного движения ходового вала либо ходового винта в прямолинейное поступательное движение суппорта, как в ручном, так и автоматическом режимах.
Суппорт (рис.3.3.а
) служит для закрепления режущего инструмента и сообщения ему движений продольной и поперечной подачи.
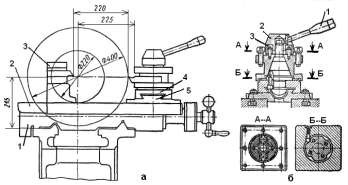
Рис.3.3. Суппорт а
и резцодержатель б
токарного станка
Суппорт состоит из каретки (нижних салазок) 1, которая перемещается по направляющим станины; поперечных салазок 2, скользящих по направляющим каретки 1 в поперечном к оси заготовки направлении; поворотной части 5 с направляющими, по которым перемещается резцовая каретка (верхняя каретка) 4. Поворотную часть суппорта можно устанавливать под углом к линии центра станка. У суппорта имеется задний резцедержатель 3, который устанавливают на поперечных салазках и используют для прорезания канавок.
Резцедержатель станка 16К20 (рис.3.3.б
) можно фиксировать и надежно закреплять с помощью конусного сопряжения с опорой. Фиксация в основных четырех положениях осуществляется подпружиненным шариком, расположенным в резцедержателе и заскакивающим в гнезда конусного основания. При повороте резцедержателя рукояткой 1 вначале колпак 2 сходит по резьбе с центрального винта 3 опоры, затем подпружиненные фрикционные колодки, связанные со штифтами, прижимаются к расточке колпака и таким образом передают вращение на резцедержатель.
При зажиме вначале поворачивается колпак вместе с резцедержателем, а после фиксации резцедержателя колпак, преодолевая трение колодок, навинчивается на винт окончательно, надежно закрепляя резцедержатель.
Для установки в резцедержатель осевого режущего инструмента для получения и обработки отверстий (сверл, метчиков, разверток), используют специальный держатель (рис.3.4).
Такое приспособление применяют как при ручной, так и при механической подачами каретки суппорта.
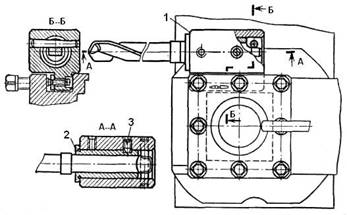
Рис.3.4. Держатель для осевого инструмента.
Держатель 1 устанавливают в ту позицию резцедержателя, которая имеет соответствующую маркировку, обозначающую сверло. В цилиндрическое отверстие держателя вставляют втулку 2 с коническим отверстием для инструмента и стопорят винтом 3. Совмещение осей режущего инструмента и шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержателе.
Кинематическая схема станка 16К20 представлена на рис.3.5.
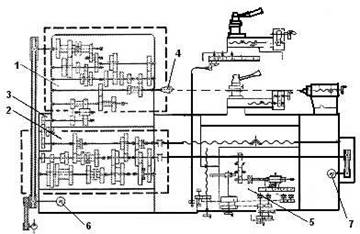
Рис.3.5. Кинематическая схема станка 16К20
Основные механизмы станка: 1 – коробка скоростей (изменяет частоту вращения шпинделя), 2 – коробка подач (изменяет величину автоматической подачи суппорта и поперечных салазок), 3 – гитара сменных зубчатых колес (соединяет коробку скоростей и коробку подач, а также служит для изменения вида нарезаемой резьбы), 4 – шпиндель (на нем крепится патрон для закрепления заготовки), 5 – механизм фартука суппорта (служит для ручного перемещения суппорта и для соединения суппорта с ходовым валом и ходовым винтом), 6 – главный электродвигатель, 7 – двигатель для быстрого перемещения суппорта и поперечных салазок.
3.2. ТОКАРНО-ЗАТЫЛОВАЧНЫЕ СТАНКИ
Токарно-затыловочные станки служат для придания задней поверхности зубьев режущих инструментов (особенно фасонных) криволинейной формы (обычно спирали Архимеда).
Затылованию чаще всего подвергаются фрезы. Процесс затылования заключается в том, что фрезу с предварительно профрезерованными канавками между зубьями закрепляют на станке.
Для сообщения резцу возвратно-прямолинейного движения в поперечном направлении применяют кулачки специального профиля (чаще всего контур кулачка очерчивается по архимедовой спирали).
Кулачки делают сменными, с различным шагом спирали в соответствии с величиной падения затылка зуба фрезы. На рис.3.6 показан сменный кулачок затыловочного станка. Участок аbс
на кривой кулачка создает движение формообразования (в это время резец движется на затылуемую фрезу), а участок са
— вспомогательное движение (на этом участке резец быстро отводится назад).
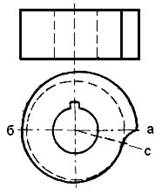
Рис.3.6. Сменный кулачок затыловочного станка.
На кулачке имеется либо одна рабочая кривая abc
, либо несколько участков кривых (до четырех) для рабочих и холостых ходов резца. Если необходимо уменьшить скорость вращения кулачка, то их устанавливают в специальном суппорте (рис.3.7).
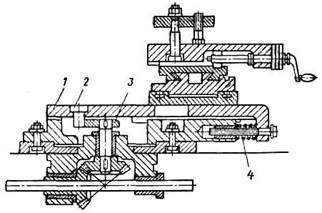
Рис.3.7. Суппорт токарно-затыловочного станка
Подвижная часть суппорта 1 с пальцем 2 прижимается к кулачку 3 пружиной 4. Движение подвижной части суппорта 1 вперед сопровождается сжатием пружины 4, которое происходит под действием рабочей кривой вращающегося кулачка, а возврат в исходное положение — под действием пружины по кривой кулачка для вспомогательных движений. В зависимости от вида затылуемого инструмента и характера затылования имеются различные схемы движений инструмента и заготовки при затыловании. Затылование дисковых фасонных фрез происходит при непрерывном и равномерном вращении фрезы и непрерывно повторяющемся возвратно-прямолинейном движении резца в поперечном направлении.
Наиболее распространенный универсальный токарнозатыловочный станок представлен на рис.3.8.
Основные узлы станка: 1 - станина; 2 - коробка подач; 3 - передняя бабка с коробкой скоростей; 4 - суппорт; 5 - фартук; 6 - каретка; 7 - задняя бабка; 8 - электрооборудование с электрошкафом; 9
- гидропривод.
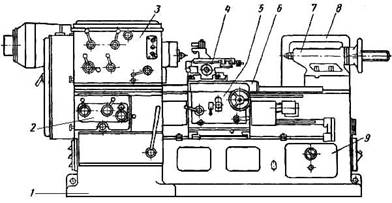
Рис.3.8. Универсальный токарно-затыловочный станок
3.3. ЛОБОВЫЕ ТОКАРНЫЕ СТАНКИ
Для обработки коротких заготовок большого диаметра в единичном производстве и в ремонтных мастерских применяют лобовые токарные станки (рис.3.9). На них обтачивают наружные цилиндрические и конические поверхности, подрезают торцы, протачивают канавки, растачивают внутренние отверстия и др. У лобовых станков сравнительно малая длина и большой (до 4м.) диаметр планшайбы.

Рис.3.9. Лобовой токарный станок 1А693
Станок имеет следующие технические характеристики:
- наибольшее расстояние между центрами - 3200мм;
- наибольший диаметр обрабатываемого изделия - 3200мм;
- наибольшая масса заготовки - 16000кг;
- частота вращения шпинделя - 1 — 50об/мин;
- мощность привода шпинделя - 30кВт; - габаритные размеры - 8200x5400x2480мм; - масса - 58000кг.
В передней бабке 4, жестко закрепленной на плите 1, размещена коробка скоростей. Основание суппорта 2 с продольными направляющими и заднюю бабку 6 можно переставлять по плите в требуемые положения и закреплять на ней болтами, головки которых входят в пазы плиты. Обрабатываемую заготовку закрепляют на планшайбе 5 в кулачках или с помощью прихватов и болтов (при необходимости она поддерживается центром задней бабки). Цепь подач получает движение от отдельного электродвигателя; суппорт 3 может получать продольную и поперечную подачи. В виду невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко. Они заменены более совершенными карусельными станками.
3.4. ТОКАРНО-КАРУСЕЛЬНЫЕ СТАНКИ
Карусельные станки применяют для обработки тяжелых деталей большого диаметра, но сравнительно небольшой длины. На них можно обтачивать и растачивать цилиндрические и конические поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить, зенкеровать, развертывать и т. д.
 Основными размерами карусельных станков считаются наибольший диаметр и высота обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку в 1,26 раза большую по диаметру, чем предыдущая, т. е. у карусельных станков принят знаменатель размерного ряда = 1,26. Основными размерами карусельных станков считаются наибольший диаметр и высота обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку в 1,26 раза большую по диаметру, чем предыдущая, т. е. у карусельных станков принят знаменатель размерного ряда = 1,26.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей. Токарно-карусельные станки изготовляют двух типов: одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600мм обычно одностоечные, а станки с планшайбами большего диаметра — двухстоечные.
Токарно-карусельный станок модели 1512 показан на рис.3.10. Станок универсальный, предназначен для токарной обработки крупных деталей типа корпусов, маховиков и т.п. Станина 1 жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы 6 и бокового суппорта 10 с четырехместным резцедержателем 12.
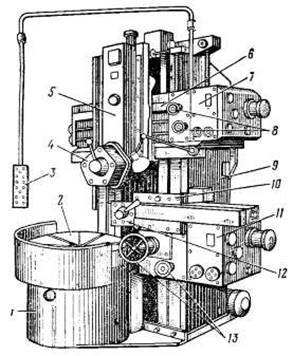
Рис.3.10. Токарно-карусельный станок 1512
На станине на круговых направляющих расположена планшайба 2 для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных направляющих траверсы может перемещаться вертикальный револьверный суппорт 5 с пятипозиционной револьверной головкой 4. Привод подач револьверного суппорта и бокового суппорта 10 осуществляется от коробок подач 7 и 11. Перемещения револьверного суппорта вручную производят маховичками 8, а бокового суппорта — маховичками 13. Управление станком осуществляется от пульта 3.
Технические характеристики станка:
- диаметр планшайбы - 1120мм;
- размеры обрабатываемых деталей: диаметр – до 1250мм; высота – до 1000мм;
- число частот вращения планшайбы – 18;
- пределы частот вращения планшайбы 5 — 250об/мин;
- число подач суппортов - 16;
- пределы подач суппортов 0,07 — 12,5мм/об;
- мощность электродвигателя главного движения - 30кВт;
- частота вращения электродвигателя главного движения -
1460об/мин;
- масса станка - 16т;
- габаритные размеры станка: длина - 2750мм, ширина - 2975мм, высота - 4100мм.
Подачи суппортов (револьверного н бокового) заимствуются от планшайбы через две независимые коробки подач с одинаковой кинематикой. Каждая коробка оснащена восемью электромагнитными муфтами, переключение которых дает возможность получить 16 величин подач для обоих суппортов.
Двухстоечиый токарно-карусельный станок модели 1525 показан на рис.3.11.
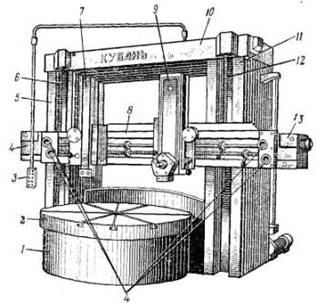
Рис.3.11. Токарно-карусельный станок 1525
Отечественное станкостроение выпускает двухстоечные токарно-карусельные станки следующих моделей: 1520, 1Л525, 1525, 1Л532, имеющих унифицированные узлы и отличающихся в основном своими габаритными размерами, массой и размерами обрабатываемых деталей.
Станок имеет следующие основные узлы: стол 1, планшайбу 2, стойки 5 и 11. скрепленные между собой балкой 10. По вертикальным направляющнм стоек, с помощью вертикальных ходовых винтов 6 и 12, от отдельного электродвигателя может перемещаться траверса 8. По ее горизонтальным направляющим могут перемещаться два вертикальных револьверных суппорта 9. Суппорты приводятся в движение двумя одинаковыми коробками подач 4 и 13. В обычном исполнении станок не имеет бокового суппорта. С подвесной кнопочной станции 3 производят дистанционное управление станком. Маховичками 14 осуществляют ручное перемещение суппортов. Коробки скоростей и подач оснащены электромагнитными муфтами, которые облегчают управление станком и работу суппортов станка по упорам.
По особому заказу для станка могут быть поставлены боковой суппорт с коробкой подач; правый вертикальный неповоротный суппорт; приспособление для обработки фасонных поверхностей; приспособление для нарезания резьб; приспособление для работы по упорам.
Технические характеристики станка:
- размеры обрабатываемой детали: диаметр - 2500мм, высота -
1600мм;
- число суппортов - 2;
- число частот вращения планшайбы - 15;
- пределы частот вращения планшайбы - 1,6 — 80об/мин;
- число подач суппортов - 18;
- пределы подач суппортов - 0,09 —- 16мм/об.
3.5. ТОКАРНО-РЕВОЛЬВНРНЫЕ СТАНКИ
Токарно-револьверные станки применяют в серийном производстве для обработки деталей сложной конфигурации из прутков или из штучных заготовок. В зависимости от этого токарноревольверные станки делятся на прутковые и патронные.
На токарно-револьверных станках можно выполнять почти все основные токарные операции. Применение этих станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется последовательное применение различных режущих инструментов: резцов, сверл, разверток, метчиков и т. д.
Инструменты в необходимой последовательности крепят в соответствующих позициях револьверной головки и резцедержателях поперечных суппортов. Все режущие инструменты устанавливают заранее, при наладке станка, и в процессе обработки они поочередно или параллельно вводятся в работу.
При наличии специальных державок можно в одном гнезде револьверной головки закрепить несколько режущих инструментов. Величина хода каждого инструмента ограничивается упорами, которые выключают продольную и поперечную подачи. После каждого рабочего хода револьверная головка поворачивается и рабочую позицию занимает новый режущий инструмент.
По конструкции револьверной головки станки делятся на станки с вертикальной (рис.3.12.а
) и горизонтальной (рис.3.12.б,в
) осями вращения револьверной головки.
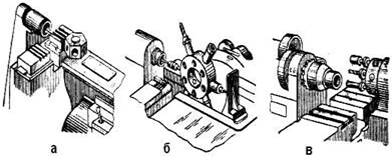
Рис.3.12. Револьверные головки
Револьверные головки бывают цилиндрические и призматические. Головки цилиндрической формы выпускают с горизонтальной и вертикальной осями вращения, с расположением горизонтальной оси параллельно или перпендикулярно оси станка. Головки призматической формы обычно бывают с шестью гранями.
Типажом станков предусмотрены токарно-револьверные станки с наибольшим диаметром обрабатываемых прутков 10, 16, 18, 25, 40, 65 и 100мм. Патронные токарно-револьверные станки выпускают с наибольшим диаметром обрабатываемой детали от 160 до 630мм.
В токарно-револьверных станках частота вращения и подача переключаются в основном с помощью командоаппаратов. Основными размерами, характеризующими прутковые револьверные станки, являются наибольший диаметр обрабатываемого прутка и диаметр отверстия шпинделя, а размерами, характеризующими станки для работы с различными патронами — наибольший диаметр обрабатываемой в патроне детали над станиной и над суппортом. К основным размерам относится и максимальное расстояние от переднего конца шпинделя до передней грани или торца револьверной головки и наибольшее перемещение головки.
К преимуществам токарно-револьверных станков, по сравнению с токарными, относятся возможность сокращения машинного времени в результате применения многорезцовых державок и одновременной обработки детали инструментами револьверной головки и поперечного суппорта и сравнительно малые затраты вспомогательного времени вследствие предварительной настройки станка на обработку несколькими инструментами.
Для зажима прутка при обработке на токарно-револьверных станках, широкое применение получили цанговые патроны. Основным их элементом является цанга - стальная закаленная втулка с прорезями, образующими пружинящие лепестки (рис.3.13). Зажим прутка происходит за счет перемещения конусных поверхностей цанги и оправки.
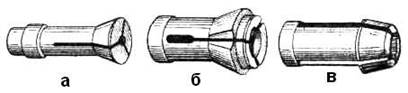
Рис.3.13. Цанги: а
- затяжная; б
- неподвижная; в
- выдвижная
На рис.3.14 показаны типы цанговых патронов для зажима прутков. В патроне, показанном на рис.3.14.а
, пруток 3 зажимается при перемещении трубы 4 вместе с цангой 2 влево, до упора в шпиндель 1. Недостатком такого устройства является осевое перемещение прутка при зажиме, что уменьшает точность его выдвижения. В патроне, показанном на рис. 3.14.б
, пруток 6 зажимается при перемещении трубы 1 вправо и надвиганием зажимной втулки 4 на конус цанги 5, упирающейся в гайку 3, навинченную на шпиндель 2. Пружина 7 служит для перемещения трубы 1 при разжиме прутка.
При зажиме прутка (рис.3.14.в
) цанга 1 подается вправо, в конус упорной гайки 2, навернутой на шпиндель 3. Угол конуса цанги обычно равен 30°.
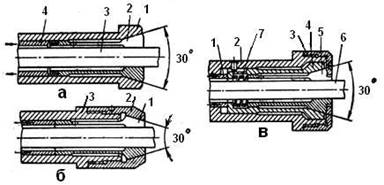
Рис.3.14. Цанговые патроны
Один из видов токарно-револьверных станков представлен нарис.3.15.
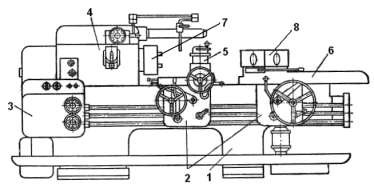
Рис.3.15. Токарно-револьверный станок 1П365:
Станок 1П365 относится к револьверным станкам с вертикальной осью револьверной головки. Станок предназначен для обработки в патроне чугунных или стальных деталей.
Основные характеристика станка:
- мощность электродвигателя главного движения - 14кВт;
- пределы частот вращения шпинделя - 34— 1500об/мин;
- диапазон изменения подач: продольных - 0,09—2,7мм/об, поперечных - 0,045—1,35мм/об;
- изменение частоты вращения шпинделя и подач —
преселективное;
- переключение механизмов главного движения и подач при медленном повороте зубчатых колес - гидравлическое;
- возможно ускоренное продольное перемещение обоих
суппортов;
- диаметр отверстия шпинделя - 85мм;
- наибольший диаметр обрабатываемой детали в патроне: - над станиной - 500мм, над поперечным суппортом - 320мм; - габаритные размеры – 3320 x 1565 x 1665мм.
Основные узлы станка: 1 — станина; 2 — фартук поперечного суппорта и суппорта револьверной головки; 3 — коробка подач; 4 — шпиндельная бабка; 5 — поперечный суппорт; 6 — суппорт револьверной головки; 7 — патрон; 8 — револьверная головка. Заготовка, закрепленная в патроне 7, получает вращательное (главное) движение, а режущий инструмент устанавливают в шестипозиционной револьверной головке 8 и в резцедержателе поперечного суппорта. Револьверной головке сообщается продольная подача, а поперечному суппорту — продольная и поперечная. Величина перемещения суппортов для каждого перехода заранее настраивается на необходимый размер с помощью упоров. После выполнения каждого перехода револьверная головка отводится назад и поворачивается, при этом в работу вводится следующий инструмент.
Работа поперечного суппорта и суппорта револьверной головки может быть последовательной по времени или параллельной (одновременной). Пример наладки револьверного станка на обработку детали приведен на рис.3.16.
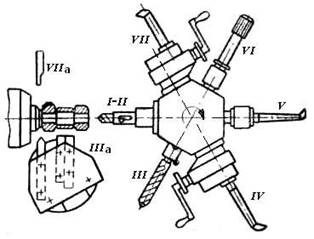
Рис.3.16. Наладка револьверного станка
При различных положениях револьверной головки совершаются следующие операции: I-II
- упор и центрование; III
- сверление; IIIa
- обтачивание средней части и снятие фаски; IV
- растачивание средней части отверстия; V
- растачивание; VI
- развертывание; VII
- протачивание канавок и подрезка торца; VIIa
- отрезка.
3.6. ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
Токарными автоматами называются такие станки, на которых после их наладки все движения, связанные с циклом обработки детали, а также загрузка заготовки и выгрузка обработанной детали выполняются без участия рабочего. На полуавтоматах установку новой заготовки и снятие готовой детали выполняет рабочий.
Токарные автоматы и полуавтоматы могут быть универсальные и специализированные, горизонтальные и вертикальные, одно - и многошпиндельные.
Одношпиндельные прутковые токарные автоматы подразделяют на револьверные, фасонно-отрезные и фасонно-продольные. В универсальном исполнении одношпиндельные токарно-револьверные автоматы имеют шестипозиционную револьверную головку и поперечные суппорты.
Широкое применение в массовом производстве находят многошпиндельные токарные автоматы. Токарные автоматы являются, как правило, многоинструментальными станками. По количеству шпинделей они делятся на одношпиндельные и многошпиндельные, по расположению шпинделей — на горизонтальные и вертикальные, по назначению — на универсальные и специализированные.
Одношпиндельные токарные полуавтоматы можно условно подразделить на многорезцовые (центровые и патронные) и копировальные. На многорезцовых центровых станках обрабатывают детали, устанавливаемые в центрах, когда длина детали в несколько раз больше ее диаметра. На рис.3.17 показан пример многорезцовой обработки детали. Ступенчатый валик, закрепленный в патроне 1, обрабатывается несколькими резцами одновременно. Инструмент установлен в продольном 4 и поперечном 3 суппортах (движения продольной и поперечной подач S
обозначены стрелками).На многорезцовых патронных станках в основном обрабатывают короткие детали большого диаметра. Одношпиндельные полуавтоматы, снабженные магазинным устройством, превращаются в автоматы.
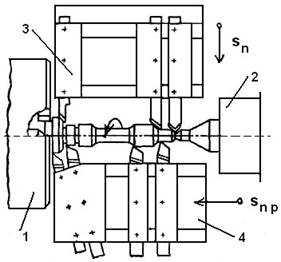
Рис.3.17. Схема обработки ступенчатого валика
Токарные копировальные полуавтоматы служат для обработки деталей сложной конфигурации. Обработка деталей на таких станках производится одним или несколькими резцами. Резец перемещается в продольном и поперечном направлениях в соответствии с профилем копира или эталонной детали. На копировальных полуавтоматах обработку можно вести на более высоких скоростях резания, чем при обработке на многорезцовых станках.
Общее устройство гидрокопировального полуавтомата 1713 представлено на рис.3.18.
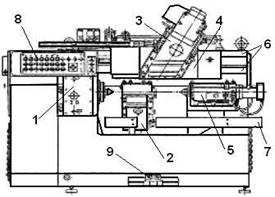
Рис.3.18. Токарный гидрокопировальный полуавтомат
Основные узлы станка: 1 –шпиндельная бабка с коробкой скоростей; 2 – поперечный суппорт; 3 – поперечные салазки с резцедержателем; 4 – каретка продольного перемещения копировального суппорта; 5 – задняя бабка; 6 – направляющие для продольного перемещения копировального суппорта; 7 – направляющие для перемещения задней бабки и поперечного суппорта; 8 – пульт управления станком; 9 – педаль для управления пинолью задней бабки.
Управление станком осуществляется с пульта (рис.3.19): 1 – тумблер включения в работу ползуна продольного суппорта; 2 – тумблер смены копира (возможно установить два копира); 3 – тумблер включения системы охлаждения; 4, 5 – рукоятки для изменения длины подрезаемой стружки (регулируется длина стружки); 6 – тумблер включения осцилляции продольного суппорта (происходит прерывистое резание, что исключает появление длинной стружки и дальнейшее ее наматывание на заготовку и суппорт); 7 - тумблер включения в работу поперечного суппорта; 8 - тумблер включения в работу продольного суппорта; 9 – переключатель зажима-разжима заготовки; 10 – переключатель для ручной предварительной наладки станка; 11 – лампа
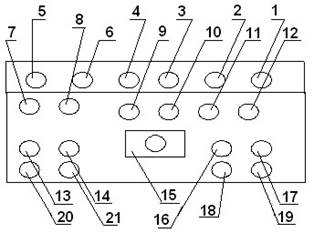
Рис.3.19. Пульт управления гидрокопировального станка
«сеть» (показывает, что станок включен); 12 – лампа «нет давления»; 13 - тумблер выбора скорости отвода поперечного суппорта из зоны резания после обработки; 14 - тумблер включения количества проходов продольного суппорта; 15 – переключатель перемещений продольного и поперечного суппортов; 16 – кнопка включения гидростанции и маслонасоса; 17 – кнопка «толчок» (для кратковременного перемещения суппортов); 18 – кнопка «стоп»; 19 – кнопка пуск шпинделя; 20 - тумблер включения 1-ой скорости вращения шпинделя (n = 700об/мин.); 21 - тумблер включения 2-ой скорости вращения (n = 1400об/мин.).
На рис.3.20 показаны механизмы изменения скорости движения суппортов и частоты вращения шпинделя:
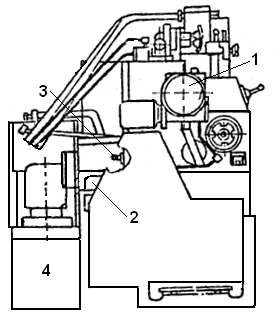
Рис.3.20. Механизмы изменения движений гидрокопировального станка
- 1 – сменные шестерни коробки подач продольного суппорта;
- 2 – сменные шестерни коробки подач поперечного суппорта;
- 3 – квадрат переключения перебора скоростей вращения шпинделя;
- 4 – маслостанция с маслонасосом (для перемещения копировального суппорта и пиноли задней бабки).
На рис.3.21 показана кинематическая схема гидрокопировального станка.
Основные механизмы станка: 1 — коробка скоростей (изменяет частоту вращения шпинделя); 2 — коробка подач (изменяет величину подачи поперечного суппорта); 3 — гидравлический механизм изменения направления движения копировального суппорта.
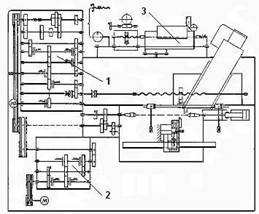
Рис.3.21. Кинематическая схема гидрокопировального станка
Токарно-копировальный полуавтомат 1722 представлен на рис.3.22. Назначение станка — обработка заготовок сложной конфигурации одним резцом.
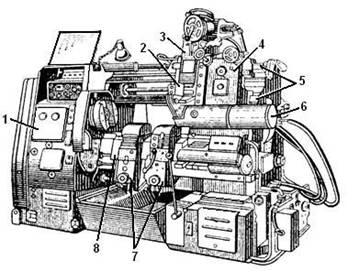
Рис.3.22. Токарно-копировальный полуавтомат 1722
Техническая характеристика полуавтомата:
- наибольший диаметр детали обрабатываемой над станиной –
410мм;
- межцентровое расстояние – 800мм;
- частота вращения шпинделя - 71-1410об/мин;
- пределы подач: копировального суппорта - 20 — 700об/мин, поперечных суппортов - 18 — 400об/мин.
Станина в левой тумбе имеет шпиндельную бабку с коробкой скоростей 1. По верхним направляющим 5 станины перемещается в продольном направлении каретка копировального суппорта 4, имеющего поперечные салазки 3 с резцедержателем 2. В нижней части станины расположены направляющие 8 с двумя подрезными (поперечными) суппортами 7. В левой тумбе размещены также электродвигатель, тормозное устройство и аппаратура электроавтоматики, в правой — гидравлический привод и панели управления. На правой стороне станины установлена задняя бабка 6. Копировальные и подрезные суппорты расположены под углом 75º
к основанию станка. Такая их компоновка обеспечивает свободный сход стружки и удобство наладки. Конструкция станка допускает установку его в автоматическую линию.
Управление автоматическим циклом движения суппортов, перемещения и зажима пиноли задней бабки, осуществляется системой электроавтоматики и трех гидропанелей: быстрый продольный подвод; ускоренное поперечное перемещение; копирование на первой или второй рабочей подаче; быстрый отвод в продольном и поперечном направлениях; «Стоп» в любом положении.
Многошпиндельные автоматы и полуавтоматы, по принципу работы, подразделяют на автоматы (полуавтоматы) параллельного и последовательного действия.
На токарно-револьверном автомате 1Б140 (рис.3.23) в условиях крупносерийного и массового производства обрабатывают сложные по форме детали с применением нескольких последовательно или параллельно работающих инструментов.
Основные узлы станка: 1 — основание; 2 — передний поперечный суппорт (есть и задний поперечный суппорт); 3 — продольный суппорт (расположен на переднем поперечном суппорте); 4 — шпиндельная бабка; 5 — вертикальный суппорт (их два); 6 — револьверная головка; 7 — станина; 8 — суппорт револьверной головки.
Техническая характеристика станка:
- наибольший диаметр обрабатываемого прутка - 40мм;
- наибольший диаметр нарезаемой резьбы в стальных деталях – 24мм; в деталях из латуни – 32мм;
- наибольшая длина подачи прутка за одно включение - 100мм;
- наибольший ход револьверной головки - 100мм.
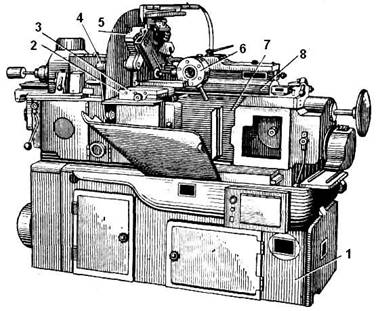
Рис.3.23. Токарно-револьверный автомат 1Б140
Фасонно-отрезные автоматы являются высокопроизводительными станками, их применяют в крупносерийном и массовом производстве для изготовления из прутка или из проволоки, свернутой в бухты, коротких деталей диаметром от 3 до 20мм и деталей простой формы. Схема работы фасонно-отрезного автомата показана на рис. 3.24.
Пруток, закрепленный в шпинделе 1, получает вращательное движение, а поперечные суппорты 2 (у станка их может быть два или более) с фасонным и отрезным инструментом получают поперечную подачу. У станка имеется подвижный упор 3, который автоматически устанавливается по оси шпинделя после обработки детали для подачи материала на обработку следующей детали. Некоторые фасонноотрезные автоматы имеют продольный суппорт для сверления отверстий.
Автоматы фасонно-продольного точения предназначены для изготовления длинных деталей малого диаметра из прутка или бухты в условиях массового производства. Они являются высокоточными станками.
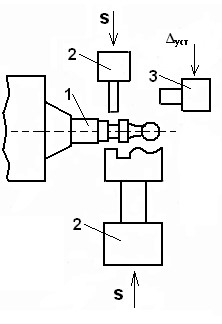
Рис.3.24. Схема работы фасонно-отрезного автомата
На автоматах продольно-фасонного точения обработка производится неподвижными или поперечно перемещающимися резцами при продольной рабочей подаче обрабатываемого прутка. Как правило, обработка производится непосредственно у люнета, поддерживающего пруток. Подача осуществляется перемещением шпиндельной бабки или пиноли шпинделя. Комбинируя поперечные и продольные движения, можно получить ступенчатые, конические и фасонные поверхности без применения специальных фасонных резцов.
На рис.3.25 показана схема работы автомата фасоннопродольного точения. Обрабатываемый пруток 16, закрепленный в шпинделе цангой 11, осуществляет вращательное движение и одновременно получает продольную подачу вместе с бабкой 12.
Суппорты 1, 2, 3, 4, 5 в процессе обработки или остаются неподвижными, или получают поперечную подачу. Суппорты 1 и 2 закреплены на балансире 6, качающемся на оси 7. Упор 10 балансира прижимается к кулачку 9 пружиной 8. При вращении кулачка 9 балансир 6 поворачивается и перемещает суппорты 1 и 2. Причем если суппорт 1 приближается к прутку, то суппорт 2 отходит. Суппорты 3, 4 и 5 смонтированы в одном корпусе.
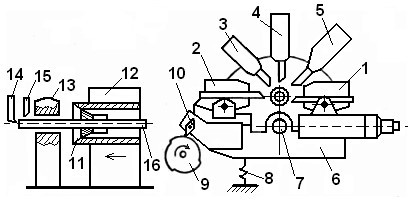
Рис.3.25. Схема работы автомата фасонно-продольного точения
Люнет 13 располагается в непосредственной близости от режущих кромок резцов 14 и 15. В результате создаются благоприятные условия для снятия стружки и получения высокой точности и наименьшей шероховатости обрабатываемой поверхности.
Схемы работы многошпиндельных автоматов показаны на рис.3.26. По принципу работы многошпиндельные автоматы с горизонтальным расположением шпинделей делятся на автоматы параллельного и последовательного действия.
При обработке деталей на автоматах параллельного действия (рис.3.26.а
) на каждом шпинделе выполняются одновременно все переходы, предусмотренные технологическим процессом. В конце цикла работы станка снимается столько готовых деталей, сколько шпинделей находилось в работе.
В станках последовательного действия на каждой позиции шпинделя выполняется только часть переходов, и каждая деталь проходит последовательно все позиции I—IV (рис.3.26.б
). Таким образом, за один оборот шпиндельного блока заготовка полностью обрабатывается, если автомат имеет одну загрузочную позицию. У некоторых автоматов могут быть предусмотрены две загрузочные позиции. В этом случае заготовка проходит лишь половину имеющихся позиций и за это время полностью обрабатывается. Значит, за один оборот шпиндельного блока одновременно завершается обработка двух заготовок. Такой принцип обработки называется параллельно-последовательным.
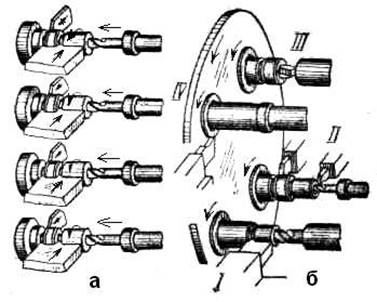
Рис.3.26. Схемы многошпиндельной токарной обработки
Токарный многошпиндельный автомат 1А240-6 представлен на рис.3.27. Автомат предназначен для изготовления деталей из прутков. На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб и накатывание резьб.
Технические характеристики автомата:
- число шпинделей - 6;
- наибольший диаметр обрабатываемого прутка - 40мм;
- наибольшая длина подачи прутка - 190мм;
- частота вращения шпинделей - 154 — 2120об/мин;
- число продольных суппортов - 1;
- число поперечных суппортов -6 ;
- наибольший ход суппортов при нормальных кулачках:
- продольного - 160мм, поперечных - 60мм;
- время холостого хода - 2,7с;
- мощность электродвигателя главного привода - 20кВт; - габаритные размеры - 5685x1350X1960мм.
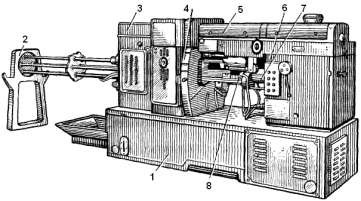
Рис.3.27. Шестишпиндельный токарный автомат 1А240-6
Основные узлы станка: 1 — станина; 2 —. стойка для поддержки прутков; 3 — передняя стойка со шпиндельным блоком; 4 — поперечный суппорт; 5 — траверса с распределительным валом; 6 — задняя стойка; 7 — продольный суппорт;. 8 — приводной инструментальный шпиндель.
Принцип работы станка следующий. Прутковый материал закладывают в направляющие трубы и закрепляют в цанговых патронах шпинделей. Каждый шпиндель получает вращательное движение.
Обработка детали производится последовательно в шести позициях шпиндельного блока. Автомат имеет шесть поперечных суппортов, в пазах которых устанавливают резцедержатели с отрезными и фасонными резцами. Кроме того, имеется один общий для всех позиций продольный суппорт, на каждой из шести граней которого устанавливают державки с инструментами. На гранях продольного суппорта, обслуживающих пятую и шестую позиции, могут быть установлены подвижные стойки для инструментальных шпинделей, имеющих перемещение, независимое от перемещения главного продольного суппорта. По особому заказу стойки устанавливают в четвертой и шестой позициях.
Инструментальные шпиндели используют для резьбонарезания и быстрого сверления. Инструментальные шпиндели получают вращение от коробки передач через длинные шлицевые валы. Все суппорты перемещаются от постоянных кулачков, установленных на распределительном валу.
Горизонтальные одношпиндельные токарные полуавтоматы делятся на многорезцовые, копировальные и многорезцовокопировальные. На рис.3.28 приведена схема работы многорезцового полуавтомата.
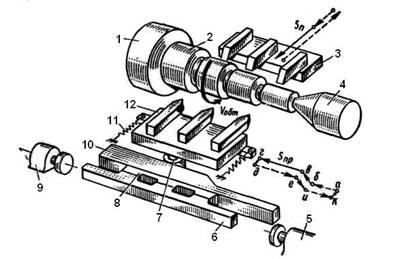
Рис.3.28. Схема работы многорезцового полуавтомата
Обработка заготовки 2 ведется несколькими одновременно работающими резцами, установленными на продольном 12 и поперечном 3 суппортах. Одновременное участие в работе большого числа резцов, каждый из которых обрабатывает свой участок заготовки, позволяет получить детали заданных форм и размеров путем простейших и коротких циклов работы суппортов и, следовательно, значительно сократить время обработки.
Многорезцовые полуавтоматы имеют полуавтоматический цикл работы. Съем детали, установка заготовки, ее зажим в патроне или в центрах передней 1 и задней 4 бабок, а также пуск полуавтомата производят вручную. Подвод суппортов с резцами, обработка заготовки, возврат суппортов в исходное положение и остановка полуавтомата производятся автоматически.
Продольный суппорт 12 в многорезцовом полуавтомате перемещается вместе с планками 6 и 8 относительно неподвижной линейки 10. При этом ролик 7 суппорта перекатывается по рабочей поверхности линейки 10 и постоянно поджимается к ней пружинами 11. Цикл работы продольного суппорта следующий: быстрый подвод суппорта к обрабатываемой заготовке (участок а
— б
); врезание резцов при перемещении ролика 7 по конусной поверхности линейки 10 (участок б
— в
); обтачивание заготовки при рабочей подаче (участок в
— г
); отскок суппорта назад в поперечном направлении (участок г
— д
); быстрый отход в исходное положение на продольной подаче (участки д
— е
, е
— и
, и
— к
) и перемещение суппорта вперед в первоначальное положение (участок к
— а
).
Отскок суппорта в конце обработки (примерно на 1мм) и возврат его в первоначальное положение в конце отхода назад (участки траектории г
— д
и к
— а
) осуществляются с помощью планок 6 и 8. Обе планки перемещаются вместе с суппортом, при этом планка 6 может перемещаться относительно суппорта в продольном направлении.
В начале работы суппорта они установлены друг относительно друга так, что соприкасаются выступами (как показано на схеме рис.3.28).
В конце обтачивания планка 6 наезжает на упор 9 и смещается относительно планки 8 вправо, в результате чего ее выступы устанавливаются против впадин планки 8. Суппорт 12 вместе с роликом 7, линейкой 10 и планкой 8 под действием пружин 11 отскакивает назад на глубину впадины планки 8. В результате этого резцы при отходе суппорта назад не касаются обработанной поверхности.
После возвращения продольного суппорта в исходное положение планка 6 наезжает на второй упор 5 и смещается влево в первоначальное положение, когда ее выступы устанавливаются против выступов планки 8. В результате суппорт с резцами, линейка 10 и планка 8 устанавливаются в первоначальное положение (точка а
).
4.СВЕРЛИЛЬНЫЕ СТАНКИ
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезки дисков из листового материала и т.д. Эти операции выполняют сверлами, зенкерами, развертками и другими подобными инструментами.
Существуют следующие типы универсальных сверлильных станков:
1. Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки находят широкое применение в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки (основной и наиболее распространенный тип), применяющиеся преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки, применяемые для сверления отверстий в деталях больших размеров. На радиально-сверлильных станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
4. Многошпиндельные сверлильные станки, которые обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
5. Горизонтально-сверлильные станки для глубокого сверления.
6. Наклонно-сверлильные станки для получения отверстий ось которых находится под некоторым углом к поверхности.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются:
- наибольший условный диаметр сверления;
- размер конуса шпинделя и наибольший его вылет;
- наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты.
4.1. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Наиболее яркий представитель вертикально-сверлильных станков - станок 2Н118 (рис.4.1). Его основные технические характеристики:
- наибольший диаметр сверления - 18мм;
- конус шпинделя - Морзе № 2;
- наибольшее осевое перемещение шпинделя - 150мм;
- максимальный вылет шпинделя - 200мм;
- максимальное расстояние от торца шпинделя до стола - 650мм;
- частота вращения шпинделя – 177 — 2840об/мин;
- число частот вращения шпинделя - 9;
- пределы подач - 0,1 — 0,56мм/об;
- число подач - 6;
- мощность электродвигателя главного движения - 1,5кВт;
- частота вращения вала электродвигателя - 1420об/мин; - габаритные размеры - 870x590x2080мм;
- масса станка - 450кг.
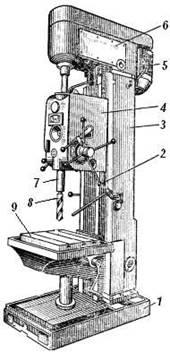
Рис.4.1. Станок 2Н118
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н135 и 2Н150) с условным диаметром сверления соответственно 18, 25, 35 и 50мм. Станки этой гаммы широко унифицированы между собой. По сравнению с ранее выпускавшимися станками (с индексом А) станки этой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Станок состоит из основания 1 (рис.4.1) на котором крепится пустотелая колонна 3. Основание внутри имеет полость с охлаждающей жидкостью, которая подается в зону резания электронасосом.
Главное движение (вращение шпинделя 7 с инструментом 8) осуществляется от вертикально расположенного электродвигателя 5 (N=1,5кВт; n=1420 об/мин) через ременную передачу и коробку скоростей расположенную в шпиндельной головке 6. Коробка скоростей сообщает шпинделю девять различных значений частот вращения.
В случае необходимости можно сдвинуть диапазон частот вращения шпинделя вверх или вниз путем изменения передаточного отношения ременной передачи, расположенной между электродвигателем и коробкой скоростей. Последний вал шпиндельной бабки 4 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка. Механизм подач смонтирован внутри шпиндельной бабки, имеющей возможность перемещаться по направляющим колонны при вращении рукоятки (находится с левой стороны шпиндельной бабки) через червячную и реечную пары. Вертикальное перемещение стола 9 производят также вручную поворотом рукоятки через коническую и винтовую пары. Кинематическая схема станка представлена на рис.4.2.
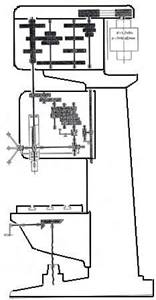
Рис.4.2. Кинематическая схема станка 2Н118
4.2. РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Один из представителей радиально-сверлильных станков представлен на рис.4.3.
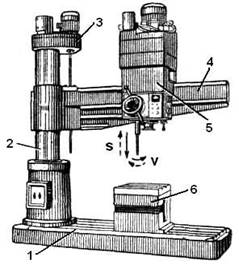
Рис.4.3. Радиально-сверлильный станок 2М55
Станок предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве. Станок удобен для многоинструментальной обработки. Совмещение оси отверстия заготовки с осью шпинделя достигается перемещением шпиндельной головки (бабки) относительно неподвижной детали по направляющим траверсы (рукава) и поворотом траверсы вместе с поворотной наружной колонной вокруг неподвижной внутренней колонны.
Основные узлы станка: 1 — фундаментная плита; 2 — поворотная наружная колонна; 3 — механизм перемещения и зажима траверсы; 4 — траверса; 5 — шпиндельная головка; 6 — приставной стол. Основные технические характеристики станка: наибольший диаметр сверления - 50мм; конус шпинделя - Морзе № 5; максимальный вылет шпинделя - 1600мм; пределы частот вращения шпинделя - 20 — 2000об/мин; пределы подач - 0,056 — 2,5мм/об; мощность электродвигателя главного движения - 4кВт; габаритные размеры - 2665х1028x3430мм; масса - 4700кг.
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка (могут быть применены многошпиндельные сверлильные головки). Затем инструмент устанавливают относительно обрабатываемой заготовки поворотом траверсы 4 вместе с поворотной наружной колонной 2 и перемещением шпиндельной головки 5 по траверсе. В соответствии с высотой заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи — осевое перемещение шпинделя вместе с пинолью.
К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте, перемещение и закрепление шпиндельной головки на траверсе, переключение скоростей и подач шпинделя и т.д.
Ручное горизонтальное перемещение шпиндельной головки по траверсе происходит с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне, осуществляется отдельным электродвигателем. Закрепление траверсы после окончания перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим одной кнопки вызывает закрепление колонны и головки, нажим другой — их освобождение. Сила закрепления регулируется продолжительностью нажима кнопки. Поворот траверсы с полой внутри колонной производится от руки. Станок имеет высокую жесткость и надежные зажимы узлов. В нем применен пресселективный набор частоты вращения шпинделя и подач.
Наиболее распространены радиально-сверлильные станки: 2Е52 (наибольший диаметр сверления 25мм), 2М57 (наибольший диаметр сверления 75мм), 2М58 (наибольший диаметр сверления 100мм) и др.
Выпускают и переносные радиально-сверлильные станки, которые допускают обработку отверстий в различно расположенных плоскостях. На рис.4.4 показан переносной радиально-сверлильный станок.
На фундаментной плите 1 смонтирована колонна 2 имеющая возможность перемещаться по направляющим плиты. На одном конце траверсы 3 смонтирована шпиндельная головка 4 в которой крепится режущий инструмент 5. Шпиндельная головка может поворачиватся в двух плоскостях. На другом конце траверсы смонтированы пульт управления и два электродвигателя 6. Один предназначен для вращения шпинделя, другой – для перемещения траверсы вдоль колонны. Вращение траверсы вокруг колонны производится также с помощью электродвигателя.
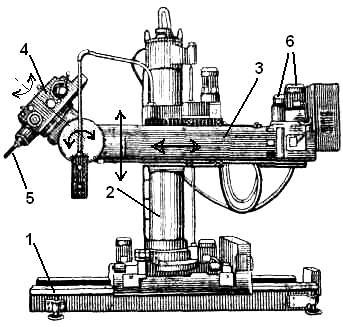
Рис.4.4. Переносной радиально-сверлильный станок
4.2. МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ
Многошпиндельные сверлильные станки применяются в автоматических линиях и крупносерийном производстве. Существует три основных вида многошпиндельных сверлильных станков:
а) станки с расположением шпинделей в один ряд (рис.4.5.а
) для последовательного сверления в одной детали отверстий различного диаметра или для обработки одного отверстия различными инструментами;
б) станки с головками колокольного типа с переставными шарнирными шпинделями (рис.4.5.б
) для одновременной обработки нескольких отверстий;
в) агрегатные многошпиндельные станки для массового производства (будут рассмотрены ниже).
Рис.4.5. Многошпиндельные станки и станки для глубокого сверления
Станки для глубокого сверления (токарно-сверлильные) предназначены для сверления и рассверливания отверстий, длина которых во много раз превосходит их диаметр.
Конструкция станков зависит от длины и диаметра обрабатываемого отверстия, длины и массы заготовки, а также от масштаба производства. Станки могут быть одно - и двусторонними, т.
е. предназначенными для обработки отверстий с одной или с обеих сторон одновременно. В станках для сверления отверстий малого диаметра при длине не свыше 1000мм вращается обрабатываемая заготовка (рис.4.5.в
). Большие, тяжелые заготовки остаются во время обработки неподвижными, а инструмент (специальное сверло или борштанга с расточными резцами) получает вращение и осевую подачу (рис.4.5.г
).
5. РАСТОЧНЫЕ СТАНКИ
На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать отверстия, подрезать торцы резцами, фрезеровать поверхности и пазы, нарезать резьбу метчиками и резцами и т.д. На рис.5.1 представлены схемы обработки различных поверхностей с помощью расточных станков.
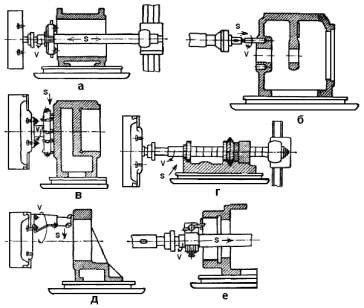
Рис.5.1. Схемы обработки различных поверхностей на расточных станках
Расточные станки подразделяют на: горизонтально-расточные; координатно-расточные; алмазно-расточные (отделочно-расточные).
Для тонкой (алмазной) обработки деталей применяют алмазнорасточные станки, которые позволяют растачивать отверстия с отклонением поверхности отверстия от цилиндрической формы в пределах 3—5мкм. Координатно-расточные станки предназначены для обработки точных отверстий в тех случаях, когда нужно получить точные межцентровые расстояния или расстояния осей отверстий от базовых поверхностей (в пределах 0,005-0,001мм).
Работы выполняемые на горизонтально-расточных станках: растачивание цилиндрических отверстий; сверление отверстий; обработка вертикальной поверхности торцовой фрезой; обработка плоских и фасонныповерхностей; обработка торца резцом; нарезание внутренней резьбы резцом.
5.1. ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ
Наиболее яркий представитель горизонтально-расточных станков, станок 2602В (рис.5.2). Станок предназначен для обработки относительно крупных и громоздких деталей. На нем можно растачивать, сверлить, зенкеровать и развертывать отверстия, нарезать наружную и внутреннюю резьбы, цековать и фрезеровать поверхности деталей. На станке целесообразно обрабатывать детали, у которых нужно растачивать несколько параллельных отверстий с точным расстоянием между их осями. Станок имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом.
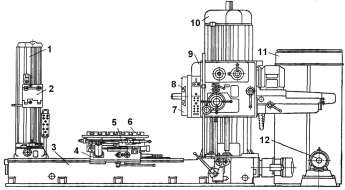
Рис.5.2. Общий вид горизонтально-расточного станка
2602В
Основные узлы станка: 1 - задняя стойка; 2 - люнет; 3 - станина; 4 - продольные салазки стола; 5 - поперечные салазки стола; 6 - поворотный стол; 7 - планшайба; 8 - радиальный суппорт; 9 - шпиндельная бабка; 10 - передняя стойка; 11 - шкаф электрооборудования; 12 - электромашинный агрегат.
Основные характеристики станка:
- диаметр выдвижного шпинделя - 90мм;
- размеры стола - 1250x1120мм;
- наибольшие перемещения стола: поперечное - 1000мм, продольное - 1090мм;
- наибольшее вертикальное перемещение шпиндельной бабки - 1000мм;
- наибольшая масса устанавливаемой детали - 2000кг;
- наибольшее осевое перемещение выдвижного шпинделя - 710мм;
- пределы частот вращения шпинделя - 12,5 — 1600об/мин, планшайбы - 8 — 200об/мин;
- пределы осевой подачи шпинделя - 2,2 — 1760мм/мин;
- мощность электродвигателя главного движения - 8,5 — 10кВт;
- габаритные размеры - 5700x3400x3000мм; - масса станка - 12,5т.
Принцип работы станка заключается в следующем. Инструмент крепится в шпинделе или в суппорте планшайбы и получает главное движение — вращение. Обрабатываемую заготовку устанавливают непосредственно на столе или в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение (при растачивании отверстий, нарезании внутренней резьбы и т.п.). Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
Главное движение — вращение шпинделя и планшайбы. Шпиндель и планшайба станка вращаются от двухскоростного электродвигателя мощностью N=8,5кВт через коробку скоростей с двумя тройными блоками зубчатых колес.
5.2. АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
На алмазно-расточных станках выполняют тонкое растачивание точных цилиндрических и конических отверстий, а также обтачивание и подрезку. Алмазно-расточные станки подразделяются на вертикальные и горизонтальные, одно - и многошпиндельные. Горизонтальные станки могут быть односторонними и двусторонними.
На алмазно-расточных станках обрабатывают детали при высоких скоростях резания (150 — 300м/мин), малых подачах (0,01 — 0,1 мм/об) и малых глубинах резания (0,1 — 0,3мм). В качестве инструмента применяют алмазные и твердосплавные резцы.
Главным движением в алмазно-расточных станках является вращение шпинделя с инструментом (рис.5.3). Вертикальные одношпиндельные алмазно-расточные станки (рис.5.3.а
) имеют разделенный привод главного движения, т. е. вращение шпинделю от коробки скоростей передается с помощью ременной передачи.
В горизонтальных алмазно-расточных станках (рис.5.3.б
), предназначенных для более точных работ, коробка скоростей отсутствует; электродвигатель расположен вне стакана, и шпинделям расточных головок вращение сообщается только с помощью ременной передачи Необходимая частота вращения шпинделя настраивается ступенчатыми или сменными шкивами.
Движение подачи в вертикальных одношпиндельных станках сообщается шпинделю, в горизонтальных односторонних и двусторонних станках — столу с установленным приспособлением для закрепления заготовки.
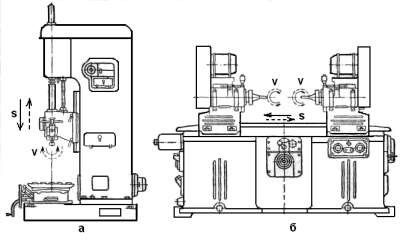
Рис.5.3. Алмазно-расточные станки
Стол совершает сложный цикл рабочих и быстрых перемещений, подавая заготовку то к одним, то к другим шпиндельным головкам, установленным на мостиках. В специализированных алмазно-расточных станках движение подачи сообщается шпиндельным головкам, а заготовка остается неподвижной. Для получения подач чаще всего используется гидравлический привод, бесступенчато регулирующий величины подачи. Тонкое (алмазное) растачивание имеет следующие достоинства:
а) в порах обработанной поверхности отсутствуют абразивные зерна, наблюдаемые при обработке абразивным инструментом
(шлифовании и хонинговании);
б) точность обработки на овальность и конусность отверстий диаметром 100 — 200мм достигает второго и даже первого класса (0,01 — 0,005мм).
5.3. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
На координатно-расточных станках можно размечать и центровать, сверлить, развертывать и окончательно растачивать отверстия, обрабатывать фасонные контуры, фрезеровать торцы бобышек и др.
Станки этого типа применяют для обработки точных отверстий в тех случаях, когда расстояния между их осями или расстояния их осей от базовых поверхностей детали должны быть выдержаны с очень высокой степенью точности.
Точные расстояния между осями обработанных отверстий и принятыми базовыми поверхностями получают на этих станках без применения каких-либо приспособлений для направления инструмента. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с лимбами и нониусами; жесткие и регулируемые концевые меры вместе с индикаторными устройствами; прецизионные масштабы в сочетании с оптическими приборами и индуктивные проходные винтовые датчики. Для этих целей применяют системы: механические, оптико-механические, оптические, оптико-электрические, электрические.
Координатно-расточные станки бывают одностоечные и двухстоечные. Одностоечные координатно-расточные станки обычно снабжают крестовым столом, который может перемещаться в двух взаимно перпендикулярных направлениях (продольном и поперечном). Шпиндель имеет вращательное движение и движение подачи в осевом направлении. У двустоечных координатно-расточных станков стол может перемещаться только в продольном направлении, а поперечное перемещение по траверсе получает головка со шпинделем.
Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ. Во избежание температурных влияний окружающей среды на точность работы, координатно-расточные станки необходимо устанавливать в изолированном помещении, где поддерживается постоянная температура в пределах 20°С. Наиболее распространены следующие координатно-расточные станки: одностоечные — 2411, 2421, 2431, 2440С, 2В440А, 2А450, 2Д450; двустоечные — 2455, 2457, 2458, 2459, 2В460, 2А470.
На рис.5.4 показан одностоечный координатно-расточной станок 2А450.
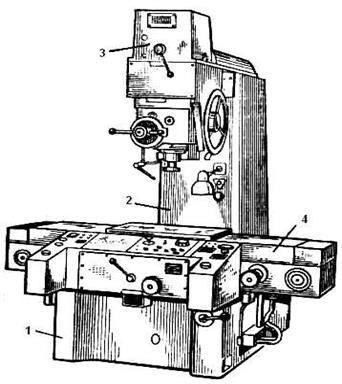
Рис.5.4. Координатно-расточной станок 2А450
Основной особенностью станка является то, что он оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части размера. Поэтому точность отсчета перемещений стола не зависит от механизмов, перемещающих стол, и не нарушается даже при износе этих механизмов.
Основные узлы станка: 1 - станина, 2 – стойка, 3 - шпиндельная бабка, 4 - стол.
В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0,001мм, в полярной системе — 5 угловых секунд.
Координаты отсчитывают с помощью точных масштабных зеркальных валиков и оптических приборов. Зеркальные валики представляют собой стержни из нержавеющей стали, на которых нанесены тонкие винтовые риски с точным шагом. Поверхность валиков доведена до зеркального блеска. Координаты устанавливают по точным шкалам при наблюдении через специальные микроскопы. Зеркальный валик размещен на столе станка и перемещается вместе с ним.
6. ФРЕЗЕРНЫЕ СТАНКИ
На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации, прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса и совершать другие операции (рис.6.1).
Рис.6.1. Виды фрезерования и применяемые фрезы
Кроме скорости резания при фрезеровании различают: t — глубину резания; В — ширину фрезерования. Виды фрез приведены на рис.6.1: а
— цилиндрическая; б
— торцовая; в
— дисковая; г
— прорезная (отрезная); д
— концевая; е
— угловая; ж
— фасонная; з
— шпоночная при работе на станках с маятниковой подачей; и
— шпоночная при работе на вертикально-фрезерных станках.
Различают следующие виды станков: консольно-фрезерные (горизонтальные, вертикальные, универсальные и широкоуниверсальные), вертикально-фрезерные бесконсольные, продольно-фрезерные (одно - и двустоечные), фрезерные непрерывного действия (карусельные и барабанные), копировальнофрезерные (для контурного и объемного фрезерования), гравировально-фрезерные, специализированные (резьбофрезерные, шпоночно-фрезерные, шлицефрезерные).
В современных фрезерных станках заложен ряд прогрессивных конструктивных решений: разделенные приводы главного движения и подач, наличие механизмов ускоренных перемещений стола (во всех направлениях), однорукояточное управление величиной подач. Во фрезерных станках основные узлы и детали унифицированы.
6.1. КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Консольно-фрезерные станки называются так потому, что стол станка установлен на консоли, перемещающейся вверх и вниз по направляющим станины. К консольно-фрезерным станкам относятся горизонтально-фрезерные (рис.6.2), вертикально-фрезерные и широкоуниверсальные. Основным размером фрезерных станков общего назначения являются размеры рабочей поверхности стола. У горизонтальных консольно-фрезерных станков ось шпинделя расположена горизонтально и стол передвигается в трех взаимно перпендикулярных направлениях.
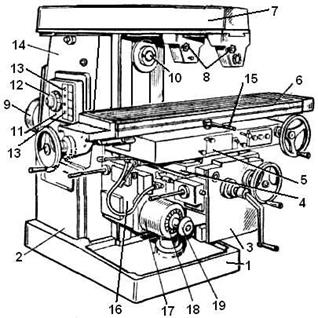
Рис.6.2. Общий вид универсального горизотальнофрезерного станка 6Р82
Основные узлы станка 6Р82: 1 — фундаментная плита; 2 — станина; 3 — консоль; 4 — продолные салазки; 5 — поворотная часть; 6 — стол; 7 — хобот; 8 — подвески; 9 — электродвигатель главного движения; 10 — шпиндель; 11 — коробка переключения скоростей; 12 — лимб с частотой вращения шпинделя; 13 — кнопочная станция; 14 — место расположения коробки скоростей (в корпусе станины); 15 — рукоятка включения продольной подачи; 16 — коробка подач; 17 — коробка переключения подач; 18 — лимб с величинами подач; 19 — рукоятка переключения подач.
Кинематическая схема горизонтально-фрезерного станка изображена на рис.6.3 где: 1 – коробка скоростей, изменяет частоту вращения шпинделя 2; 3 – коробка подач, изменяет подачу консоли и стола.
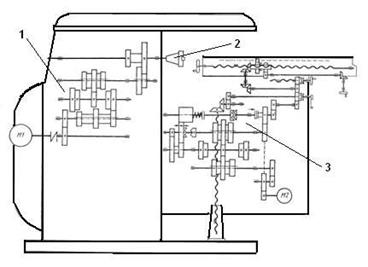
Рис.6.3. Кинематическая схема станка 6Р82
6.2. ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Универсальные бесконсольные вертикально - фрезерные станки отличаются тем, что стол перемещается только в горизонтальной плоскости (в двух взаимно перпендикулярных направлениях), а шпиндельная бабка имеет возможность двигаться в вертикальной плоскости (рис.6.4).
Бесконсольные вертикально-фрезерные станки (иначе вертикально-фрезерные станки с крестовым столом) применяют для фрезерования крупных деталей с большими сечениями среза. Бесконсольные станки имеют большую мощность, высокие частоты вращения шпинделя и величины подач стола 3 (рис.6.4). Шпиндельная бабка 6 с расположенной в ней коробкой скоростей перемещается в вертикальном направлении по направляющим 5 стойки 4. Стойка закреплена на основании 1, выполненной заодно с направляющими 2. Вращение шпинделя осуществляется от отдельного электродвигателя. У некоторых станков можно устанавливать ось шпинделя под углом. Стол 3 имеет движения в двух взаимно перпендикулярным направлениям в горизонтальной плоскости. Вертикально-фрезерные бесконсольные станки выпускаются в основном со столом шириной
630, 800 и 1000мм. Станок управляется обычно с подвесного пульта 7.
На базе основных исполнений станков изготовляют различные модификации: с поворотной шпиндельной бабкой, со встроенным круглым столом, копировальные и другие.
Основные технические характеристики станка:
- размер рабочей поверхности стола - 1000x2500мм;
- перемещения стола: продольное - 2000мм, поперечное - 950мм;
- расстояние от торца шпинделя до поверхности стола: минимальное -100мм, максимальное - 1000мм;
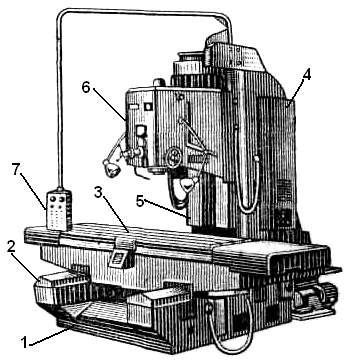
Рис.6.4. Вертикальный фрезерный станок с крестовым столом 6А59.
- пределы частот вращения шпинделя - 25 — 1250 об/мин;
- пределы подач (бесступенчатое регулирование) - 20 — 1500мм/мин;
- мощность электродвигателя главного движения - 22кВт; - габаритные размеры - 6500х4550х4700мм; - масса - 23,6т.
Станок применяют для фрезерных работ с использованием различных видов быстрорежущего и твердосплавного инструмента, а также для простых расточных и сверлильных работ с вертикальной подачей фрезерной бабки.
6.3. ШИРОКОУНИВЕРСАЛЬНЫЕ-ФРЕЗЕРНЫЕ СТАНКИ
 Широкоуниверсальные фрезерные станки имеют поворотный стол, который помимо возможности перемещения в трех взаимно перпендикулярных направлениях может быть повернут вокруг своей вертикальной оси на 45 (см. рис.6.5). Широкоуниверсальные фрезерные станки имеют поворотный стол, который помимо возможности перемещения в трех взаимно перпендикулярных направлениях может быть повернут вокруг своей вертикальной оси на 45 (см. рис.6.5).
Рис.6.5. Широкоуниверсальный консольно-фрезерный станок 6Р82Ш
Станок имеет два шпинделя 8 и 18, каждый из которых имеет свой электродвигатель и свою коробку скоростей. На фундаментной плите 1 установлена стойка 2, внутри которой расположена коробка скоростей горизонтального шпинделя. Частота вращения шпинделя устанавливается рукояткой 3. В верхней части стойки расположен ползун 4, внутри которого смонтирована коробка скоростей второго шпинделя. Ползун может перемещаться вручную штурвалом 5. Частота вращения второго шпинделя устанавливается рукоятками 6.
Шпиндельная головка 7 имеет возможность поворота в трех взаимно перпендикулярных плоскостях, то есть шпиндель 8, вместе с инструментом, можно поставить под любым углом к поверхности заготовки. Консоль 10 перемещается вертикально вручную штурвалом 13, автоматически - рукоятками 11. Стол 14 перемещается вручную штурвалами 16 и 17, автоматически - рукоятками 11 и 15. Внутри консоли смонтирован механизм подач консоли и стола. Величина подачи устанавливается переключателем 12.
Кинематическая схема станка представлена на рис.6.6, где: 1 – коробка скоростей горизонтального шпинделя 2; 3 - коробка скоростей шпинделя 4; 5 – коробка подач.
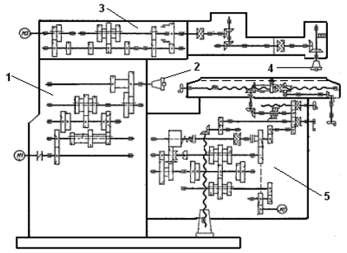
Рис.6.6. Кинематическая схема станка 6Р82Ш
6.4. ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Продольно-фрезерные станки предназначены для обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей деталей торцовыми, цилиндрическими и фасонными фрезами.
Станки выпускают двустоечными (рис.6.7) и одностоечными (рис.6.8) с одним или несколькими шпинделями. Продольнофрезерные станки имеют рабочий стол, совершающий только прямолинейное перемещение.
Главным движением в продольно-фрезерных двустоечных станках является вращательное движение шпинделя, а движениями подач — продольное движение стола 2, смонтированного на основании 1, либо соответствующие перемещения шпиндельных бабок 4,5,7. Управление станком осуществляется с пульта 8. Кроме рабочих движений станки имеют следующие установочные движения:
- быстрые продольные перемещения стола;
- быстрые перемещения шпиндельных бабок;
- быстрый подъем или опускание траверсы 6, по направляющим 3, для точной установки фрезы на нужную глубину резания;
- поворот любой из шпиндельных бабок для установки фрезы под нужным углом к обрабатываемой поверхности (у станков с поворотными шпиндельными бабками).
Ширина стола продольно-фрезерных станков находится в пределах 320 — 5000мм, а длина - 1000 — 12500мм и более. Каждый шпиндель приводится в движение от отдельного электродвигателя.
Современные продольно-фрезерные станки имеют высокую производительность. Машинное время при обработке сокращается в результате высоких скоростей шпинделей, высоких подач, больших тяговых сил приводов подач и достаточных мощностей шпиндельных бабок. Сокращение вспомогательного времени осуществляется механизацией вспомогательных операций и при дистанционном управлении станком с одного подвесного пульта. В конструкциях станков предусмотрены возможность настройки с пульта управления любого режима работы, дистанционное бесступенчатое регулирование подач (для станков с шириной стола 500мм и более), зажим и отжим перемещаемых узлов, их перемещение, механизированная уборка стружки из зон резания и другие виды механизации. На рис.6.8 показан одностоечный продольно-фрезерный станок.
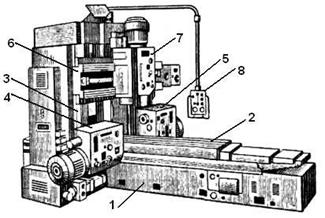
Рис.6.7. Двухстоечный продольно-фрезерный станок
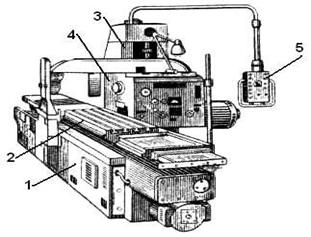
Рис.6.8. Одностоечный продольно-фрезерный станок.
На основании 1 смонтирован стол 2 совершающий прямолинейное возвратно-поступательное движение. На стойке 3 расположена шпиндельная бабка 4, которая может перемещатся по направляющим стойки. Управление станком осуществляется с пульта
5.
6.5. ШПОНОЧНО-ФРЕЗЕРНЫЕ СТАНКИ
Шпоночно-фрезерные станки предназначены для фрезерования шпоночных пазов. Фрезерование ведется по схеме, приведенной на рис.6.9.б
. Общий вид вертикального одношпиндельного шпоночнофрезерного станка приведен на рис.6.9.а
.
Принцип работы его заключается в следующем. Шпиндель с фрезой получает вращательное главное движение и прямолинейную подачу вдоль оси паза, а в конце хода и вертикальную подачу. Обрабатываемую деталь крепят на столе 8. Станок состоит из основания 1, на котором размещены станина 2 с головкой 3; шпиндельной каретки 5, получающей от гидропривода продольное перемещение по направляющим 4; консоли 7 со столом 8, имеющей возможность перемещаться в вертикальном направлении по направляющим 6 станины. Рукоятка 9 предназначена для сообщения столу поперечных перемещений. Вертикальная подача шпинделя в конце каждого хода каретки осуществляется автоматически. Станок работает по полуавтоматическому циклу.
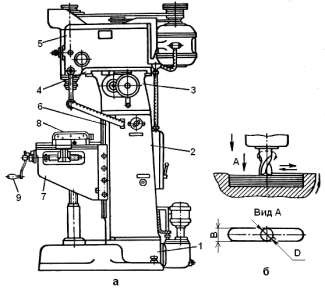
Рис.6.9. Вертикальный шпоночно-фрезерный станок
6.6. КАРУСЕЛЬНЫЕ И БАРАБАННЫЕ ФРЕЗЕРНЫЕ СТАНКИ
При работе на фрезерных станках непрерывного действия установка и закрепление деталей на столах производится без остановки движения. Производительность таких станков велика, и они применяются в крупносерийном и массовом производствах.
Фрезерные станки непрерывного действия делятся на карусельные и барабанные. На рис.6.10.а
показан общий вид карусельного фрезерного станка.
Стрелками показаны движения совершаемые конечными звеньями станка. Обрабатываемые детали устанавливают в приспособлениях на вращающемся столе 2, затем их пропускают для снятия припуска под одной или двумя фрезами 1 и снимают со стола. Цикл обработки детали может быть выполнен и не за один оборот стола. В этом случае после каждого оборота заготовку поворачивают для обработки другой поверхностью.
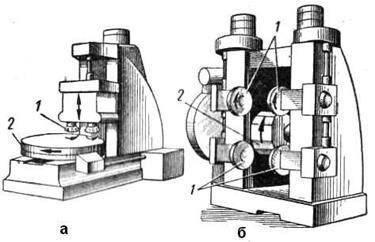
Рис.6.10. Фрезерные станки непрерывного действия: а
- карусельный; б
– барабанный
Барабанно-фрезерный станок для непрерывной работы показан на рис.6.10.б
. Он применяется для обработки сравнительно крупныхдеталей одновременно с двух сторон. Обрабатываемые детали крепят в приспособлениях, которые устанавливают на периферии медленно вращающегося массивного барабана 2. Обработка ведется фрезами 1. Установку и снятие деталей производят на ходу станка с противоположной по отношению к фрезам стороны.
6.7. КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Основными видами работ, выполняемых на копировальнофрезерных станках, является контурное копирование (обработка плоских кривых) и объемная (трехмерная) обработка поверхностей. Контурное копирование осуществляется двумя способами.
При копировании первым способом стол станка с обрабатываемой деталью и копиром получает продольную подачу и вертикальное перемещение в соответствии с профилем копира.
При копировании вторым способом стол получает продольную подачу от механизма подачи станка, а поперечную подачу обеспечивает груз, перемещающий стол на салазках в горизонтальном направлении. Фреза имеет вращательное движение.
На рис.6.11 представлен станок, предназначенный для объемного фрезерования деталей по моделям, выполненным в масштабе 1:1.
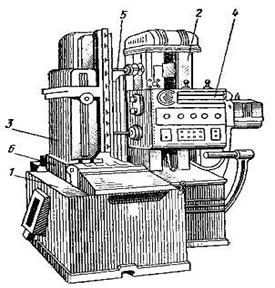
Рис.6.11. Электрокопировальный фрезерный полуавтомат 6441Б
Основные узлы станка: 1 – станина; 2 – неподвижная стойка; 3 – подвижный кронштейн; 4 – шпиндельный блок; 5 – следящее устройство; 6 – стол.
Объемное копирование поверхностей осуществляется в двух плоскостях: горизонтальной и вертикальной. Стол станка, например, может иметь продольное и поперечное перемещения, а шпиндельная головка — вертикальное. Объемное копирование можно свести к контурному копированию методом разбивки поверхностей параллельными сечениями на ряд плоских кривых. Соответственно этому поверхности обрабатывают параллельными проходами — строчками. Режущий инструмент с одного сечения на другое переходит в конце строчки (подача на ширину строчки).
При копировании различают два вида подач: задающую и следящую. Задающую подачу называют иногда ведущей, а следящую — профилирующей.
По принципу действия копировально-фрезерные станки можно разделить на станки прямого действия и станки со следящей системой. В копировальных станках прямого действия всякое изменение формы задающего устройства (шаблона или копира) непосредственно влияет на копировальный ролик или палец, жестко связанный с фрезой.
Распространенными являются механические копировальные устройства типа пантографа. Пантограф представляет собой шарнирный параллелограмм, имеющий неподвижный шарнир и две работающие точки, в одной из которых закрепляют щуп, а в другой — фрезу.
7. РЕЗЬБООБРАБАТЫБАЮЩИЕ СТАНКИ
Основными методами изготовления резьб являются:
а) нарезание резьбы на токарных станках резьбовыми резцами и
гребенками;
б) нарезание резьбы метчиками, круглыми плашками и
резьбонарезными головками;
в) фрезерование резьбы;
г) шлифование резьбы однониточными и многониточными
шлифовальными кругами;
д) холодное накатывание резьбы плоскими плашками и
круглыми роликами;
е) горячее накатывание резьбы круглыми роликами.
Правильный выбор способа получения резьбы в каждом отдельном случае зависит от размеров резьбы, ее точности и шероховатости поверхности, формы и размеров обрабатываемой заготовки, на которой нарезается резьба, материала заготовки, вида производства и других условий.
Из перечисленных способов получения резьбы, резьбофрезерованием занимает одно из ведущих мест. Различают следующие основные виды резьбофрезерования, получившие наибольшее распространение: фрезерование коротких резьб гребенчатыми (групповыми) фрезами, фрезерование резьб профильными фрезами и фрезерование резьб резцовыми головками (иначе его называют скоростным или вихревым фрезерованием резьбы). Схемы нарезания резьбы на токарных станках приведены на рис.7.1:
а
– стержневым резьбовым резцом; б
— призматическим резьбовым резцом; в
- резьбовой гребенкой; г
— круглой резьбовой гребенкой (Ⅰ), стержневым отогнутым резцом (Ⅱ) и резьбовым резцом в оправке (Ⅲ).
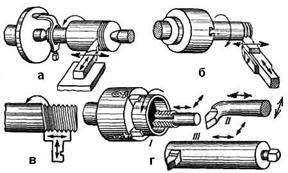
Рис.7.1. Нарезание резьбы на токарных станках
7.1. РЕЗЬБОФРЕЗЕРНЫЕ ПОЛУАВТОМАТЫ
Резьбофрезерный полуавтомат модели 5К63 (рис.7.2) применяется в условиях серийного и массового производства и предназначен для нарезания на заготовках гребенчатыми фрезами коротких наружных или внутренних резьб.
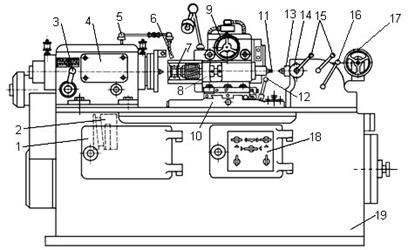
Рис.7.2. Резьбофрезерный полуавтомат модели 5К63
Основные технические характеристики станка:
- наибольший диаметр фрезеруемой резьбы: наружный - 100мм, внутренний - 80мм;
- максимальная длина фрезеруемой резьбы: наружной - 75мм, внутренней - 50мм;
- наибольший диаметр заготовки, устанавливаемой над станиной
- 390мм;
- максимальное расстояние между центрами - 500мм.
Основные узлы полуавтомата: 19 - станина, 4 - передняя бабка, 10 - каретка, 8 - фрезерная головка, 14 - задняя бабка, 18 - пульт управления. Продольные направляющие станины 19 служат для движения каретки 10 и задней бабки 14. Внутри станины расположены: камера для электрооборудования станка, электродвигатель с насосом и резервуар для охлаждающей жидкости. За дверцей 1 находится барабанный кулачок 2, предназначенный для продольных перемещений каретки 10.
В передней бабке 4 размещены: механизм круговых подач, зажимной шпиндель и механизм реверса, переключаемый рукояткой 3. На левой стороне бабки расположены электродвигатели для осуществления холостых ходов и подач. На поперечных направляющих каретки 10 установлена фрезерная головка 8, которая при движении каретки перемещается вместе с ней в продольном направлении: вперед - для врезания фрезы в заготовку и назад - для отвода фрезы от заготовки.
Во фрезерной головке 8 помещен электродвигатель привода главного движения и механизм вращения шпинделя. Фреза устанавливается на оправку 7, которая закрепляется в коническом гнезде шпинделя болтом 11. Охлаждающая жидкость подается на фрезу по трубопроводу 5 через сопло 6.
Задняя бабка 14 крепится на направляющих рукояткой 16. Пиноль 13 задней бабки подводится и отводится маховиком 17 и зажимается в нужном положении двумя рукоятками 15.
Для фрезерования наружной резьбы (рис.7.3) заготовку 4 устанавливают в центрах зажимного шпинделя 1 и задней бабки 5, на которых она вращается поводковым патроном 2 и хомутиком 3.
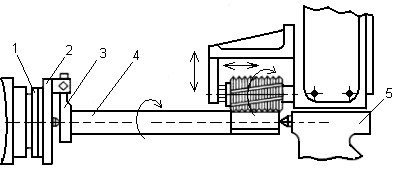
Рис.7.3. Фрезерование наружной резьбы
Для фрезерования внутренней резьбы изделие ставят в зажимное приспособление (рис.7.4). После установки заготовки включают автоматический цикл работы станка.
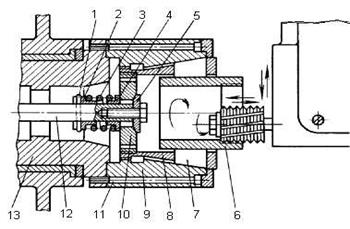
Рис.7.4. Фрезерование внутренней резьбы
Устройство и работа зажимного приспособления для фрезерования внутренней резьбы состоит в следующем (см. рис.7.4). На шпинделе 13 болтами 11 закреплена втулка 9, внутренняя поверхность которой имеет форму конуса. На левом конце шпинделя установлен пневматический цилиндр (на рисунке не показан), поршень которого соединен с тягой 12. На правом конце тяги закреплены шайба 5 и штифт 1, в который упирается втулка 2. Пружина 3 через втулку 4 поджимает к шайбе 5 диск 10, завинченный в обойму 8. Для закрепления заготовки 6 в приспособлении поворотом ручки крана включают ход поршня пневмоцилиндра влево. При этом поршень перемещает влево тягу 12 и обойму 8, кулачки 7 которой, скользя по конической поверхности втулки 9, сходятся и зажимают заготовку. Для снятия заготовки включают ход поршня пневмоцилиндра вправо. Тяга 12 перемещает вправо обойму 8, и кулачки 7 расходятся, освобождая заготовку.
7.2. ГАЙКОНАРЕЗНЫЕ АВТОМАТЫ
Гайконарезной автомат 5085А (рис.7.5) предназначен для нарезания внутренней резьбы М8 или М10 в заготовках шестигранных гаек.
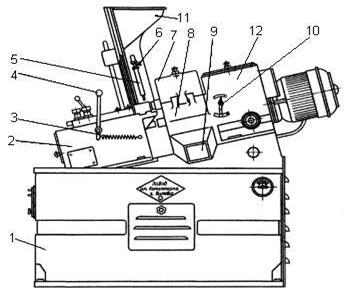
Рис.7.5. Гайконарезной автомат 5085А
Для повышения производительности все гайконарезные автоматы, работающие метчиками, выпускаются двухшпиндельными, что позволяет одновременно нарезать резьбу в двух гайках. Станок используется в автоматических линиях. Для нарезания резьб других размеров применяют: автомат модели 5084 - для резьб М5, М6; автомат модели 5086А - для резьб от М12 до М16 и автомат модели 5087 - для резьб от М18 до М24. Все указанные выше модели автоматов работают по одинаковому принципу и аналогичны по конструкции.
Основные узлы автомата: 1 - станина, 2 - коробка механизма толкателя, 11 - бункер, 12 - коробка механизма привода. Два крана 6 регулируют подачу охлаждающей жидкости, которая поступает от насоса по двум шлангам 5.
Заготовки поступают по транспортеру в бункер 11 гайконарезного автомата. В бункере по наклонной стенке 7 (рис.7.6) движется вверх и вниз подающая плита 8, которая укладывает заготовки вдоль стенки 7.
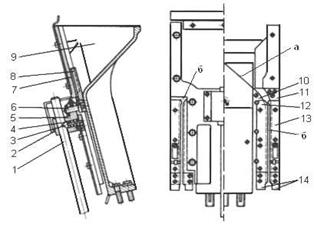
Рис.7.6
Вращающиеся кулачки 19 (рис.7.7) через рычаг 17 сообщают ползуну 1 и толкателю 7 возвратно-поступательное движение. Толкатель 7 подает заготовки на метчик 9 по направляющим планок 15, которые удерживают заготовки от вращения. При этом вращающийся метчик нарезает резьбу в отверстии гайки. Готовые гайки падают с хвостовика метчика в камеру между крышкой 7 (рис.7.5) и кожухом 8, откуда по желобу 9 скатываются в ящик для складирования (на рисунке ящик не показан).
На каждом шпинделе (рис.7.7) имеется патрон 13 с вкладышем 12, служащий для установки и вращения метчика 9. Гайки 10 на хво стовике метчика обеспечивают правильное его расположение по оси шпинделя. Гайки удерживаются на хвостовике двумя пружинящими собачками 14.
Механизм подачи заготовок гаек в лоток-накопитель б
изображен на рис.7.6. Заготовки засыпают в бункер 9. Вдоль наклонной передней стенки 7 бункера движется подающая плита 8, соединенная с тягой 1. За каждый оборот кривошипного валика, тяга с плитой совершают движение вверх и вниз, укладывая заготовки гаек вдоль стенки 7. Заготовки из бункера скатываются по наклонным плоскостям, а плиты в два лотка-накопителя, из которых они поступают к направляющим планкам 15 (рис.7.7). По направляющим гайки, при каждом ходе толкателя 7 вправо, подаются на метчики 9.
Плита 8 (рис.7.6) соединяется с тягой 1 кулисой 5 с пальцем 6. Фиксатор 3 кулисы, под действием пружины 4, находится в пазу тяги
1. Кулиса закрыта крышкой 2. При затрудненном движении плиты 8 внутри бункера, фиксатор 3 выходит из паза тяги и плита останавливается. Такое устройство предохраняет механизм привода подающей плиты от поломок.
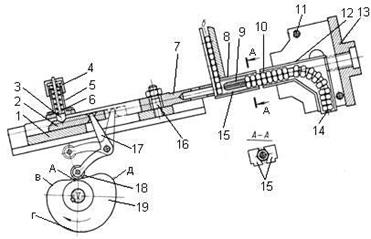
Рис.7.7
Механизм подачи гаек толкателем 7 приведен на рис.7.7. На верхней части коробки расположены направляющие для движения двух ползунов 1 и два гнезда 8, предназначенные для крепления направляющих планок 15. Двойной ход толкателя 7 осуществляется за один оборот кулачка 19 через рычаг 17. В планке 2 имеется паз, в котором под действием пружины 6 находится фиксатор 3. Корпус 5 фиксатора закреплен четырьмя болтами на ползуне 1. При большом сопротивлении движению толкателя при подаче гаек 10 фиксатор 3 сожмет пружину 6 и выйдет из гнезда планки 2. При этом подача гаек на метчик прекратится. Для того чтобы ввести вновь фиксатор 3 в гнездо планки 2, нужно одной рукой за рукоятку 4 (рис.7.5) оттянуть назад рычаг 17 (рис.7.7) и планку 2, а другой рукой сильно толкнуть вперед корпус 5. Завинчивая или отвинчивая колпачок 4 корпуса 5 фиксатора, можно регулировать усилие пружины 6.
При движении ролика 18 по участку А-В
профиля кулачка 19 толкатель 7 быстро перемещает заготовку гайки по направлению к метчику.
Отверстие в толкателе под шпильку 16 сделано продолговатым, что позволяет точнее устанавливать правый торец толкателя относительно гайки. При движении ролика 18 по участку В-Г-Д
профиля кулачка 19, происходит подача заготовки гайки на метчик, равная шагу нарезаемой резьбы. Обратный ход толкателя 7 осуществляется пружиной 3 (рис.7.5). Вращение каждого из шпинделей выключается поворотом рукоятки 10 (рис.7.5). Возможность отключения одного из шпинделей позволяет производить замену метчика, не выключая другой шпиндель.
8. СТРОГАЛЬНЫЕ И ДОЛБЕЖНЫЕ СТАНКИ
На строгальных и долбежных станках обрабатывают плоские поверхности, прямолинейные канавки, пазы, различные выемки, фасонные линейчатые поверхности и т.д. Эти станки делят на: поперечно-строгальные (односуппортные и двусуппортные); продольно-строгальные (одностоечные, двустоечные и кромкострогальные); долбежные.
Поперечно-строгальные станки всех размеров изготовляют с механическим приводом главного движения, а станки с ходом ползуна 700 и 1000мм также и с гидравлическим приводом. Станки имеют автоматические подачи стола и резцового суппорта, управляются с центральной кнопочной станции и удобно расположенными рукоятками. Схема строгания на поперечно-строгальном станке показана на рис. 8.1.а
.
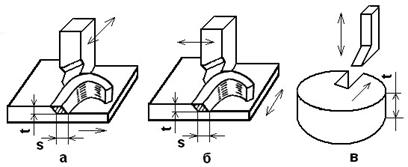
Рис.8.1. Схемы строгания на станках
Возвратно-поступательное движение резца — это главное движение, а периодическое поперечное (или вертикальное) перемещение стола с заготовкой на величину подачи s — движение подачи.
Одностоечные и двухстоечные продольно-строгальные станки являются станками общего назначения. Главным движением в продольно-строгальных станках является возвратно-поступательное прямолинейное движение стола с заготовкой. Стол обычно приводится в движение от электродвигателя постоянного тока через механическую коробку скоростей, что позволяет наряду с бесступенчатым регулированием скорости движения обеспечивать также плавное врезание резца в деталь и замедленный выход его из детали в конце рабочего хода.
Управление основными движениями станков осуществляется с подвесной кнопочной станции.
На рис.8.1.б
изображена схема строгания на продольнострогальном станке. На базе продольно-строгальных станков общего назначения изготовляют специализированные станки и станки, в которых строгание сочетается с фрезерованием, растачиванием, шлифованием и т.д.
Долбежные станки, с ходом долбяка 100, 200 и 320мм, имеют механический привод, с ходом 320 и 500мм — гидравлический, а с ходом 1000 и 1400мм — привод от электродвигателя постоянного тока с возможностью бесступенчатого регулирования скорости.
Дистанционное управление работой станков с ходом долбяка 320мм и более осуществляется с подвесной кнопочной станции. При применении соответствующей оснастки долбежные станки общего назначения используют для обработки фасонных поверхностей с использованием копировального устройства и плоского шаблона (при этом возможна обработка по замкнутому контуру при наружном и внутреннем долблении). Схема работы при долблении приведена на рис.8.1.в
. Стол станка может иметь перемещение в продольном, поперечном направлении или вращаться.
Промышленность выпускает поперечно-строгальные станки общего назначения с ходом ползуна до 1000мм, продольнострогальные - с длиной рабочей поверхности стола до 12500мм и более, долбежные - с ходом долбяка до 1400мм.
8.1. ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ
Наиболее распространенный поперечно-строгальный станок 7Д37 представлен на рис.8.2. Назначение станка — строгание плоских и фасонных поверхностей деталей в условиях единичного и серийного производства.
Основные технические характеристики станка: наибольший ход ползуна - 1000мм; наибольшее расстояние от опорной поверхности резца до станины (вылет) - 1140мм; наибольшее расстояние между верхней плоскостью стола и ползуном - 500мм; размер рабочей поверхности стола - 560x1000мм; наибольшее перемещение стола: горизонтальное - 800мм, вертикальное - 420мм; горизонтальная подача на двойной ход - 0,2 — 5мм; мощность электродвигателя главного движения - 10кВт; габаритные размеры - 3700х1850х1980мм.
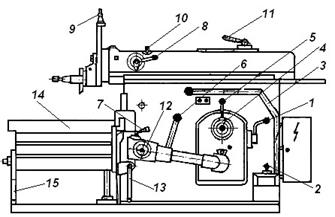
Рис.8.2. Общий вид поперечно-строгального станка
Основные узлы станка и рукоятки управления (рис.8.2):
- 1 - рукоятка перебора чисел двойных ходов ползуна;
- 2 - рукоятка переключения чисел двойных ходов ползуна;
- 3 - рукоятка включения хода ползуна;
- 4 - квадрат настройки длины хода ползуна;
- 5 - рукоятка переключения величины продольной подачи
стола;
- 6 - рукоятка ускоренного перемещения стола;
- 7 - рукоятка переключения направления подачи стола;
- 8 - рукоятка переключения величины подачи суппорта;
- 9 - маховик ручного перемещения суппорта;
- 10 - квадрат настройки вылета ползуна;
- 11 - рукоятка фиксации вылета ползуна;
- 12 - рукоятка продольного перемещения стола;
- 13 - рукоятка вертикального перемещения стола;
- 14 – стол;
- 15 - дополнительная опора для стола.
Кинематическая схема станка изображена на рис.8.3 где: 1 – кулисный механизм для возвратно-поступательного движения ползуна
2;
3 – механизм для изменения скорости движения ползуна и величины перемещения стола.
Главное движение в станке — прямолинейное возвратнопоступательное движение ползуна с резцом. Оно осуществляется от электродвигателя через кулисный механизм.
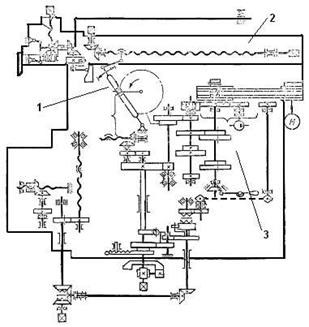
Рис.8.3. Кинематическая схема поперечно-строгального станка
Движение подачи — прерывистое поступательное перемещение стола с обрабатываемой заготовкой в поперечном или вертикальном направлении или поступательное перемещение суппорта (ручное или автоматическое) в вертикальном направлении. Вспомогательные движения — установочные перемещения стола и суппорта. Прерывистая подача стола происходит в момент изменения направления движения стола с обратного хода на рабочий ход.
8.1. ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
Продольно-строгальные станки (рис.8.4) предназначены для обработки плоских поверхностей массивных (крупногабаритных) деталей. На них можно производить черновое, чистовое, а также отделочное строгание. Эти станки применяют в основном на заводах среднего и тяжелого машиностроения в условиях единичного и мелкосерийного производства, а также в ремонтных цехах. Установленной на столе детали, при обработке, сообщается прямолинейное возвратно-поступательное движение. При рабочем ходе происходит процесс резания, при обратном ходе резец (или резцы) несколько приподнимаются, чтобы задняя поверхность его не касалась детали. Подача резца происходит на каждый ход обычно во время реверсирования стола с обратного хода на рабочий, т.е. перед началом рабочего хода стола.
Основные узлы станка: 1 — станина; 2 — стол; 3 — траверса (поперечина); 4 — вертикальные суппорты; 5 — подвеска пульта управления; 6 — портал; 7 — коробка подач вертикальных и боковых суппортов; 8 — привод стола; 9 — боковой суппорт.
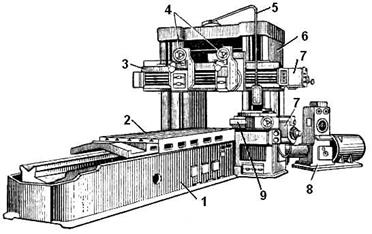
Рис.8.4. Продольно-строгальный станок 7212
Продольно-строгальный двустоечный станок имеет следующующие технические характеристики: наибольшие размеры обрабатываемой детали - 1250мм (ширина), 1120мм (высота), 4000мм (длина рабочей поверхности стола); скорость хода стола: рабочего - 4 — 80м/мин, обратного – 12 — 80м/мин; подача вертикальных суппортов в двойных ходах: горизонтальная - 0,5 — 25мм, вертикальная - 0,25 — 12,5мм; мощность электродвигателя привода стола - 100кВт.
Главное движение в станке — прямолинейное возвратнопоступательное движение стола совместно с обрабатываемой деталью. Движения подач — прерывистые поступательные перемещения вертикальных суппортов в поперечном вертикальном и наклонном направлениях и бокового суппорта в вертикальном и горизонтальном направлениях. Вспомогательные движения — механизированные быстрые и ручные перемещения суппортов в указанных направлениях, подъем и опускание траверсы и т.п.
Стол станка получает движение от электродвигателя постоянного тока через механическую коробку скоростей. Автоматический цикл движения стола состоит из медленного врезания резца в обрабатываемую заготовку, разгона стола до установленной скорости резания, рабочего хода с этой скоростью; уменьшения скорости стола перед выходом резца из металла; быстрого возврата стола с установленной скоростью, обратного хода.
Станок имеет один боковой суппорт и два вертикальных, расположенных на траверсе. Вертикальные суппорты приводятся в движение электродвигателем, помещенным на траверсе. Суппорты могут получать установочное перемещение или рабочую периодическую подачу в горизонтальном или вертикальном направлении. Вертикальные суппорты можно перемещать и вручную посредством съемной рукоятки с лимбом (для отсчета перемещений суппортов).
8.3. ДОЛБЕЖНЫЕ СТАНКИ
Наиболее яркий представитель долбежных станков – станок 7А420 (рис.8.5).

Рис.8.5. Долбежный станок 7А420
Назначение станка — долбежная обработка плоских и фасонных, наружных и внутренних поверхностей, вырезов, канавок в конических и цилиндрических отверстиях, а также штампов в условиях единичного и мелкосерийного производства. Основные технические характеристики станка:
- пределы хода ползуна (долбяка) - 20 — 320мм;
- диаметр рабочей поверхности стола - 500мм;
- наибольшее расстояние от наружной плоскости
резцедержателя до станины - 480мм;
- наибольшее расстояние от плоскости стола до нижнего конца направляющих долбяка - 320мм;
- пределы чисел двойных ходов долбяка - 40 — 163дв.ход/мин; - мощность электродвигателя главного движения - 3кВт; - габаритные размеры - 2300х1270х2175мм.
Станок состоит из следующих основных узлов. На стойке 1 смонтирован ползун 2 имеющий прямолинейное возвратнопоступательное движение. На нем крепится резцедержатель для крепления режущего инструмента – долбяка. Стол 4 может перемещаться в горизонтальной плоскости во взаимноперпендикулярных направлениях (в продольном направлении по направляющим 5).
9. ПРОТЯЖНЫЕ СТАНКИ
Протяжные станки предназначены для точной обработки внутренних и наружных поверхностей различного профиля. На рис.9.1 приведены некоторые контуры поверхностей, обрабатываемых на протяжных станках.
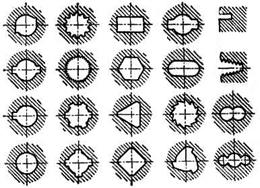
Рис.9.1. Виды получаемых поверхностей методом протягивания
Протяжные станки делятся по следующим признакам:
а) по назначению — для внутреннего и наружного
протягивания;
б) по степени универсальности — на станки общего назначения
и специальные;
в) по направлению и характеру рабочего движения — на горизонтальные, вертикальные, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки или заготовки, с комбинацией различных одновременных движений заготовки и протяжки;
г) по количеству кареток или позиций — с одной, двумя или несколькими каретками; однопозиционные (обычные) и многопозиционные (с поворотными столами).
Наибольшее распространение получили горизонтальнопротяжные станки для внутреннего протягивания, вертикальнопротяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания.
Главным движением у протяжных станков является движение либо инструмента (протяжки), либо заготовки при неподвижном инструменте. Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая тяговая сила протягивания; она может достигать 290 — 390кН (30000 — 40000кгс) у средних станков, и 1170кН (120000кгс) - у крупных станков; максимальная длина хода протяжки для средних станков колеблется в пределах 350 — 2300мм.
Обычно протяжные станки работают по полуавтоматическому циклу и имеют, как правило, гидравлический привод. Но выпускают и высокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока.
9.1. ГОРИЗОНТАЛЬНО-ПРОТЯЖНЫЕ СТАНКИ
Горизонтально-протяжной станок 7Б55 показан на рис.9.2. Станок предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
Основные технические характеристики станка:
- номинальное тяговое усилие - 98кН (10000 кгс);
- наибольшая длина рабочего хода салазок - 1600мм;
- диаметр отверстия в планшайбе - 100мм;
- скорость рабочего хода - 1,5 — 11,5м/мин;
- мощность электродвигателя привода главного движения - 17кВт;
- габаритные размеры - 7200x2200x1700мм; - масса - 6900кг.
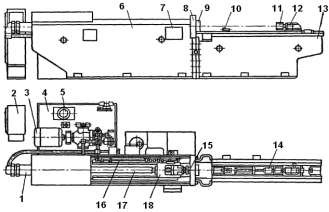
Рис.9.2. Горизонтально-протяжной станок 7Б55
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей, может работать по автоматическому циклу и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производствах, а с учетом простой переналадки его можно использовать в единичном и мелкосерийном производствах.
Обрабатываемую деталь устанавливают в приспособление, которое крепят к планшайбе или плите (при значительных размерах детали) или надевают на направляющую часть протяжки (при небольших размерах детали). При работе станка деталь опирается торцом на планшайбу, закрепленную на опорной плите.
Основные узлы станка:
1 - основной (рабочий) гидроцилиндр; 2 - электрошкаф; 3 - электродвигатель главного гидропривода; 4 - гидробак; 5 - электродвигатель вспомогательного гидропривода; 6 - основная станина; 7 - пульт управления; 8 - опорная плита; 9 - планшайба; 10 - поддерживающий ролик; 11 - вспомогательный патрон; 12 - вспомогательные салазки; 13 - вспомогательная (приставная) станина; 14 - вспомогательный гидроцилиндр; 15 - рабочий патрон; 16 - рабочие салазки; 17 - ползун-шток; 18 - механизм регулирования хода ползуна.
Движение протяжки на станке осуществляется с помощью гидропривода имеющего два насоса. Один из них производительностью 200л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой — производительностью 25л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200—1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки, перемещает ее вместе со вспомогательным патроном, до его раскрытия, от копира; осуществляет рабочий и обратный ход, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Протяжные станки для наружного протягивания и непрерывного действия бывают вертикального и горизонтального исполнения с одним, двумя или несколькими ползунами, несущими протяжки. Станки для наружного протягивания в отличие от вертикально-протяжных станков для внутреннего протягивания имеют иную конструкцию каретки и стола и не имеют вспомогательной каретки. Заготовку закрепляют в приспособлении, устанавливаемом на столе. Протяжку закрепляют с помощью инструментальной плиты на каретке, перемещающейся по вертикальным направляющим станины. Движение протяжки осуществляется с помощью гидропривода.
10. ШЛИФОВАЛЬНЫЕ СТАНКИ
Шлифовальные станки предназначены для обработки деталей шлифовальными кругами. На них можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колес, затачивать режущий инструмент и т.д.
В зависимости от формы шлифуемой поверхности и вида шлифования шлифовальные станки общего назначения подразделяют на: круглошлифовальные, бесцентрово-шлифовальные, внутришлифовальные, плоскошлифовальные, профильно-шлифовальные и другие специальные станки.
Главным движением у всех шлифовальных станков является вращение шлифовального круга (Vк), окружная скорость которого измеряется в м/с.
Движения подач, в зависимости от вида станка:
- для круглошлифовальных станков (рис.10.1.а
) движение подачи - вращение детали (круговая подача Vд
); возвратнопоступательное движение стола с обрабатываемой деталью (продольная подача S1
) и поперечное периодическое перемещение шлифовального круга относительно детали (поперечная подача S2
). Круглошлифовальные станки, работающие методом врезания (рис.10.1.б
), имеют поперечную подачу S1
и круговую подачу Vд
; кроме того, шлифовальная бабка или стол могут совершать колебательное осевое движение S2
;
- для внутришлифовальных станков (рис.10.1.в
) движение подачи - вращение детали (круговая подача Vд
); возвратнопоступательное движение детали или шлифовального круга (продольная подача S1
) и периодическое поперечное перемещение бабки шлифовального круга (поперечная подача S2
). Планетарные внутришлифовальные станки (рис.10.1.г
) имеют круговую подачу Vд
(вращение оси шлифовального круга относительно оси обрабатываемого отверстия), периодическую поперечную подачу S2
, а также продольную подачу S1
;
- для плоскошлифовальных станков с прямоугольным столом, работающих периферией круга (рис.10.1.д
), движение подачи - возвратно-поступательное движение стола (продольная подача Vд
), периодическое поперечное перемещение S1
шлифовальной бабки за один ход стола и периодическое вертикальное перемещение шлифовального круга S2
на глубину подачи;
- плоскошлифовальные станки с круглым столом (рис.10.1.е
) имеют подачу S1
шлифовального круга или стола и движение круговой подачи Vд
стола. Вертикальное перемещение стола или шлифовальной бабки S2
, является вертикальной подачей;
- для плоскошлифовальных станков с прямоугольным столом, работающих торцом круга (рис.10.1.ж
), движение подачи — продольное перемещение стола Vд
и периодическое вертикальное перемещение S
круга на глубину подачи. Аналогичные плоскошлифовальные станки с круглым столом (рис.10.1.з
) имеют вращательное движение стола Vд
и периодическую подачу S
круга на глубину подачи.


Рис.10.1. Схемы движений в шлифовальных станках
10.1. КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
Один из представителей круглошлифовальных станков - станок 3А150 (рис.10.2). Станок предназначен для наружного шлифования цилиндрических, конических или торцовых поверхностей тел вращения. При обработке на станке детали устанавливают в центрах или закрепляют в патроне. Для обработки на центровых станках необходимо вращение шпинделя с кругом, вращение обрабатываемой детали, продольное перемещение стола, непрерывная или периодическая подача на глубину. Детали, длина которых меньше ширины круга, шлифуют без продольного перемещения заготовки — методом врезания.
Круглошлифовальные станки предназначены для шлифования наружных цилиндрических, конических а также торцовых поверхностей. Они характеризуются наибольшим диаметром устанавливаемой детали и ее длиной. Для станков общего назначения наибольший диаметр устанавливаемой детали 100 — 200мм, а наибольшая ее длина – 150 — 1250мм.
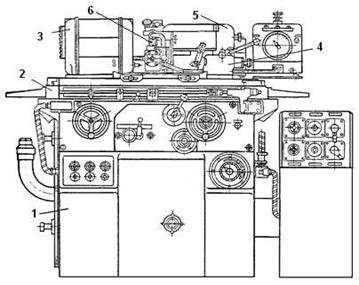
Рис.10.2. Круглошлифовальный станок 3А150
Станок имеет следующие основные узлы. На направляющих станины 1 установлен рабочий стол 2, несущий переднюю 3 и заднюю 4 бабки, в центрах которых устанавливается обрабатываемая деталь. Заднюю бабку можно закреплять на различном растоянии от передней, в зависимости от длины обрабатываемой детали. Сзади, на поперечных направляющих станины, размещена шлифовальная бабка 5 с приводом вращения шлифовального круга 6. Деталь, установленную в неподвижных центрах, приводят во вращение поводковым патроном передней бабки. Вместе со столом 2 детали сообщаю возвратно-поступательное движение (продольную подачу). При обработке конических поверхностей рабочий стол поворачивают вокруг вертикальной оси на угол, соответстствующий конусности детали (обычно до 100
).
Основные технические характеристики станка:
- наибольшие размеры устанавливаемой детали: диаметр -
200мм, длина - 700мм;
- высота центров - 125мм;
- частота вращения детали - 40 — 400об/мин;
- мощность электродвигателя шлифовального круга - 7,5кВт;
- скорость перемещения стола от гидропривода - 0,05 — 5 м/мин;
- диаметр шлифовального круга - 220 — 300мм; - наибольший угол поворота стола - 100
.
- габаритные размеры - 4605х2450х2170мм; - масса - 5600кг.
10.2. БЕЗЦЕНТРОШЛИФОВАЛЬНЫЕ СТАНКИ
На бесцентрово-шлифовальных станках можно шлифовать наружные и внутренние поверхности цилиндрических деталей, не имеющих центровых отверстий. На рис.10.3 показана схема шлифования на бесцентровом круглошлифовальном станке наружной поверхности детали, с продольной подачей на проход.
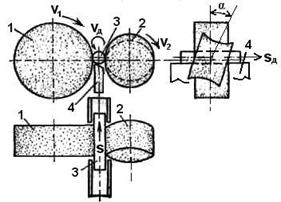
Рис.10.3. Схема шлифования на бесцентровошлифовальном станке
Деталь 3, поддерживаемая ножом 4, располагается между двумя кругами 1 и 2, из которых шлифовальный 1 снимает припуск с заготовки, а ведущий 2 круг сообщает заготовке вращение (круговую подачу) и продольное перемещение (осевую подачу).
  Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом к оси шлифовального круга или при наклоне опорного ножа на угол . При черновом шлифовании угол = 1,5 6°, а при чистовом = 0,5 1,5°. В обоих случаях продольную подачу определяют как произведение окружной скорости ведущего круга V2
и синуса угла наклона Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом к оси шлифовального круга или при наклоне опорного ножа на угол . При черновом шлифовании угол = 1,5 6°, а при чистовом = 0,5 1,5°. В обоих случаях продольную подачу определяют как произведение окружной скорости ведущего круга V2
и синуса угла наклона  оси круга или ножа: оси круга или ножа:
S
заг = V2
sin 
Бесцентрово-шлифовальные станки для шлифования наружных поверхностей выпускают универсальными и специальными. В зависимости от расположения линии центров кругов бесцентровошлифовальные станки бывают:
- с горизонтальным расположением линии центров (рис.10.4.а
), применяемым в большинстве средних и малых моделей станков;
- с наклонным расположением линии центров (рис.10.4.б
), применяемым в крупных моделях станков, предназначенных для обработки крупногабаритных деталей, а также при обдирочной обработке (угол наклона линии центров в этих станках обычно равен
 30); 30);
- с вертикальным расположением линии центров, но эти станки получили ограниченное применение (рис.10.4.в
).
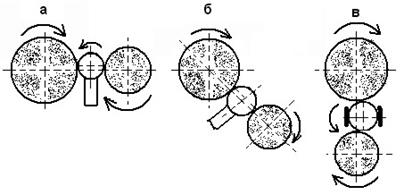
Рис.10.4
На рис.10.5 показан бесцентровый круглошлифовальный станок.
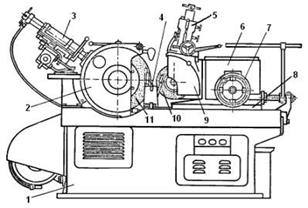
Рис.10.5. Бесцентровый круглошлифовальный станок
На станине 1 неподвижно установлена бабка 2, несущая шпиндель со шлифовальным кругом 11. Справа, в продольных направляющих станины, размещена плита 8, на которой установлена бабка 6 с поворотной головкой 9 и ведущим кругом 10. Круг можно поворачивать вокруг горизонтальной оси на требуемый угол. На станине закреплена направляющая призьма (нож) 4, являющаяся опорой для обрабатываемой детали. Установка бабки 6 ведущего круга, на размер обрабатываемой детали, а также компенсация износа круга, производится перемещением бабкн по направляющим станины вместе с плитой 8 с помощью маховичка 7 и винтовой передачи.
Механизмы привода смонтированы внутри станины. Вращение кругам сообщает электродвигатель, расположенный слева на станине. Для периодической правки шлифующего и ведущего кругов алмазными карандашами, служат специальные устройства 3 и 5.
10.3. ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
Плоскошлифовальные станки, получившие наибольшее распространение, делятся на станки: с прямоугольным столом и горизонтальным шпинделем; с прямоугольным столом и вертикальным шпинделем; с круглым столом и горизонтальным шпинделем и с круглым столом и вертикальным шпинделем. Плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем выпускают двух типов: инструментальные, предназначенные для использования в инструментальных цехах, а также в основных цехах машиностроительных заводов при изготовлении точных деталей небольших размеров; продукционные - для обработки различных деталей в основных механических цехах заводов.
Плоскошлифовальные станки имеют следующие основные механизмы:
- привод шлифовального круга (в основном от электродвигателя, встроенного в корпус шлифовальной бабки соосно со шпинделем шлифовального круга);
- механизм продольных подач (главным образом от
гидропривода);
- механизм поперечных подач (от гидропривода или
посредством винтового механизма);
- механизм вертикальных подач (в виде храпового механизма с приводом от упоров стола через рычажную систему, либо гидравлический) и привод стола для станков с круглым столом (от электродвигателя через коробку подач, либо от гидродвигателя объемного регулирования, либо от электродвигателя постоянного тока).
Плоскошлифовальный станок 3Б722 относится к станкам с прямоугольным столом и горизонтальным расположением шпинделя
(рис.10.6).
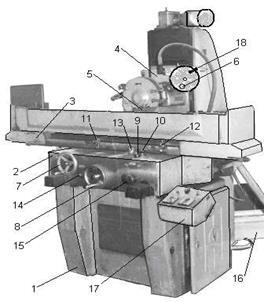
Рис.10.6. Плоскошлифовальный станок 3Б722
Основные узлы станка: 1 - станина; 2 – продольные салазки; 3 – рабочий стол; 4 – инструментальная бабка, 16 – бак для охлаждающей жидкости, 17 – пульт управления станком.
Рукоятки управления станком:
7 – штурвал ручного перемещения продольных салазок (вдоль оси шпинделя); 8 – штурвал ручного перемещения стола в поперечном напралении (рабочая подача); 18 – штурвал ручного перемещения инструментальной бабки в вертикальном направлении; 14 – рукоятка установки величины периодического перемещения продольных салазок; 15 - рукоятка включения автоматического перемещения продольных салазок; 9 – рукоятка включения автоматической подачи стола; 10 – рукоятка установки скорости перемещения стола; 11, 12 – упоры для регулирования величины хода стола; 13 – переключатель направления движения стола; 5 - шлифовальный круг (на рисунке закрыт защитным кожухом); 6 – микрометрический винт для точного перемещения инструментальной бабки.
Кинематическая схема станка представленана рис.10.7.
Технические характеристики станка:
- размер рабочей поверхности стола - 320x1000мм;
- наибольшее расстояние от оси шпинделя до стола - 630мм;
- диаметр шлифовального круга - 450мм;
- частота вращения шлифовального круга - 1460об/мин;
- автоматическая поперечная подача на ход стола - 1 — 30мм;
- автоматическая вертикальная подача на ход стола - 0,005 – 0,1мм;
- скорость продольного перемещения стола - 2 – 40м/мин; - скорость быстрого перемещения шлифовальной бабки - 0,4 м/мин;
- мощность электродвигателя привода шлифовального круга - 10кВт;
- габаритные размеры - 3410х2020х2290мм.
Главное движение в станке — вращение шлифовального круга, продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Вертикальная подача сообщается шлифовальной бабке с шлифовальным кругом. Шлифовальный круг крепят на шпинделе шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то столу сообщается периодическая продольная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке сообщается также вертикальная подача для снятия необходимого припуска. Обрабатываемая деталь крепится с помощью электромагнитов встроенных в корпус стола.
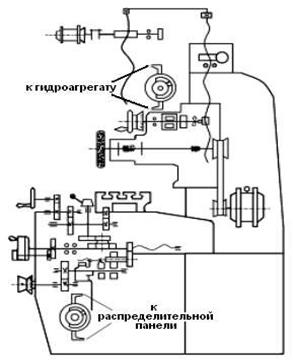
Рис.10.7. Кинематическая схемастанка 3Б722
10.4. ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ
Внутришлифовальные станки по характеру круговой подачи выпускают обычными (простыми) и планетарными. Обычные станки применяют для шлифования отверстий в деталях, которые можно закреплять в патроне и которым можно сообщать вращательное движение. Такие станки получили наибольшее распространение. Для шлифования отверстий в тяжелых деталях, а также в деталях несимметричной формы используют планетарные внутришлифовальные станки.
Станок 3А228 (рис.10.8) является универсальным внутришлифовальным станком (простым). Он предназначен для шлифования цилиндрических и конических отверстий. Технические характеристики станка: наибольший диаметр шлифуемого отверстия - 200мм; наибольшая длина шлифования - 200мм; частота вращения шлифовального круга - 4500 – 14800об/мин; частота вращения детали - 85 — 600об/мин; габаритные размеры - 3360x1600х1930мм; масса - 4975кг.
Основные узлы станка: 1 — станина; 2 — бабка для крепления изделия; 3 — шлифовальный круг; 4 -шпиндель шлифовальной бабки;
5 — шлифовальная бабка; 6 — стол; 7 — органы управления.
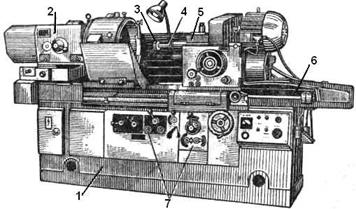
Рис.10.8. Внутришлифовальный станок 3А228
10.5. ПРОФИЛЬНОШЛИФОВАЛЬНЫЕ СТАНКИ
Профилъно-шлифовальные станки применяют для шлифования деталей, имеющих сложный профиль, например шаблонов, фасонных резцов, пуансонов, матриц и т.д. Эти станки бывают с пантографом и оптическим устройством или с двумя пантографами и экраном. Профиль детали шлифуется по ее чертежу, увеличенному в 50 раз и более. Станки имеют следующие основные узлы: шлифовальный суппорт, координатный (крестовый) суппорт для детали, стол для установки чертежа и оптическое устройство. На таких станках осуществляются следующие движения: вращение шлифовального круга, возвратно-поступательное движение суппорта со шлифовальным кругом, установочные перемещения координатного суппорта с обрабатываемой деталью в трех направлениях, перемещение шлифовальной головки.
Профильно-шлифовальный станок с пантографом и оптическим устройством показан на рис.10.9.
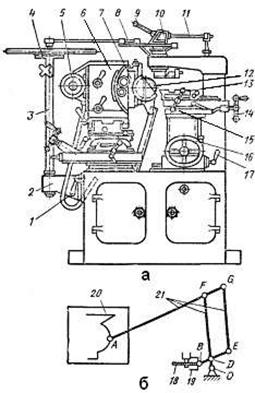
Рис.10.9. Профильно-шлифовальный станок
Форма детали копируется с чертежа с помощью пантографа. Деталь устанавливают на координатном суппорте 13, имеющем продольное, поперечное и вертикальное перемещения соответственно от рукояток 15, 14 и 16. Суппорт закрепляют рукояткой 17.
Шлифовальный круг 12, расположенный в бабке
шлифовального суппорта 7, кроме вращения получает еще возвратнопоступательное движение от экцентрикового механизма. Величина хода суппорта регулируется изменением эксцентриситета. Число ходов устанавливается коробкой скоростей, находящейся в бабке 6. Суппорт может поворачиваться в продольном и поперечном направлениях.
Шлифовальный круг вращается от электродвнгателя 5 через ременную передачу.
Чертеж располагают на столе 4, установленном на стойке 3. Стойка закреплена в кронштейне 2, который вместе со стойкой и столом можно перемещать вертикально и закреплять в требуемом положении рукояткой 1. Пантограф 8 выполнен в масштабе 50:1. Для наблюдения за точностью шлифуемого профиля имеется оптическое устройство с 20-кратным увеличением, основной частью которого является микроскоп 9, установленный в кронштейне 10 и удерживаемый от угловых перемещений стержнем 11.
Механическая и оптическая оси микроскопа проходят через точку пересечения поворотных перекрестных нитей оптического устройства. Когда обводный штифт пантографа вручную перемешают по контуру чертежа, пересечение нитей микроскопа перемещается в том же направлении на величину, в 50 раз меньшую, чем величина профиля на чертеже (рис. ). В точке А расположен обводный штифт пантографа, а в точке В — пересечение нитей микроскопа; точка С — неподвижная ось пантографа. Остальные обозначения: 18 — шлифовальный круг; 19 — шлифуемая деталь; 20 — увеличенный чертеж детали; 21 — рычаги пантографа с шарнирами F, G, E, D
.
На станке с пантографом и оптическим устройством работать утомительно, потому что необходимо водить обводной штифт пантографа по чертежу, наблюдать в окуляр микроскопа за шероховатостью обрабатываемой поверхности и одновременно управлять несколькими рукоятками станка. Наблюдение за обработкой детали облегчается при работе на профильно-шлифовальных станках с экраном.
Профильно-шлифовальный станок с экраном показан на рис.10.10,а.
Обрабатываемую деталь закрепляют на координатном столе 23, имеющем продольное, поперечное и вертикальное перемещения от точных ходовых винтов. Продольное перемещение салазок 18 производится рукояткой 19, поперечное перемещение салазок 20 — рукояткой 21, вертикальное перемещение стола — маховиком 22. Деталь устанавливают на рабочем столике 17, который смонтирован на верхних продольных салазках координатного стола и вместе со столиком располагается под объективом 13 оптического устройства. Оптическая система проектирует увеличенное изображение профиля детали на экран 14. Чертеж профиля детали, выполненный в масштабе 50:1, закрепляют между двумя экранными стеклами и освещают осветителями 15 и 16.
Шлифовальная головка 24 вместе со шпинделем 8 шлифовального круга имеет установочное и рабочее перемещения. Шпиндель, смонтированный в вертикальных салазках 10, совершает возвратно-поступательное движение при включении рычага 11. Длина хода салазок 0 — 50мм. С помощью винта 12 шлифовальный круг устанавливае- тся по высоте относительно профиля обрабатываемой детали. Подвижный фланец 4 служит для поворота круга в горизонтальной плоскости, а круговые салазки 6 и 7 — для установки его под углом в горизонтальной и вертикальной плоскостях. Шлифовальная головка смонтирована на верхних продольных салазках 3, перемещающихся по нижним поперечным салазкам 1 при помощи рукояток 2 и 5. Шлифовальный круг вращается от электродвигателя 9. Периодическую правку круга производят с помощью приспособления, устанавливаемого на боковой стенке круговых салазок 10.
Станок позволяет шлифовать профили деталей плоской и круглой формы с точностью до 0,01 — 0,02мм. Обработка производится следующим образом. Рабочий вручную перемещает шлифовальную головку относительно профиля детали и следит за тем, чтобы режущая кромка шлифовального круга все время совпадала с соответствующей точкой увеличенного изображения этого профиля, совмещенного с профилем чертежа на экране.
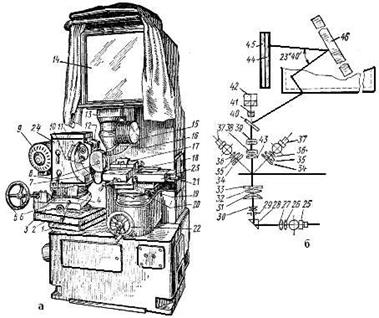
Рис.10.10. Профильно-шлифовальный станок с экраном
Схема оптического устройства показана на рис.10.10,б
. Луч света от лампы 25, проходя через линзы 26 и 27, призму 28, диафрагму 29, линзы 30 — 33, проектирует контур детали на экране проектора 43 в виде четкой тени. Осветители 37 через линзы 34 — 36 добавочно освещают деталь. Далее лучи проходят через проекционный объектив, состоящий из линз 38, 39, 41, и направляются через призму 42 к зеркалу 40, отражаясь от которого, попадают на зеркало 46 и далее на экран, состоящий из стекол 45 и 44 с закрепленным между ними чертежом. Ошибка на экране в 1мм соответствует ошибке профиля обрабатываемой детали в 0,02мм.
Кроме описанных типов станков, работающих шлифовальным кругом, имеются профильно-шлифовальные станки, работающие гибкой абразивной лентой. В таких станках движущаяся лента, с нанесенным на нее абразивом, облегая фасонный профиль обрабатываемой поверхности, шлифует ее.
11. ДОВОДОЧНЫЕ СТАНКИ
Доводочные станки предназначены для окончательной тонкой обработки деталей, заключающейся в удалении небольших неровностей — гребешков, оставленных после предшествующей обработки (снижается шероховатость). Наибольшее распространение из доводочных станков получили станки для хонингования, притирки и суперфиниширования.
Хонингование выполняется специальным инструментом — хонинговальной головкой (хоном), оснащенной мелкозернистыми абразивными брусками (рис.11.1).
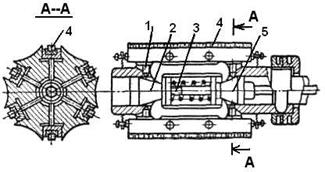
Рис.11.1. Хонинговальная головка
Головка совершает одновременно вращательное и возвратнопоступательное движения в неподвижном отверстии. Хонингованием можно получать высококачественную поверхность, а также исправлять некоторые дефекты отверстий (конусность, овальность и др.). При хонинговании в качестве смазочно-охлаждающей жидкости применяют эмульсию или керосин. Бруски 4 хонинговальной головки получают радиальное перемещение с помощью конусов 2 и 5, насаженных на стержень 3 с винтовой резьбой, и имеющих возможность сближаться или удаляться друг от друга при вращении стержня 3.
При сближении конусы 2 и 5 через пальцы 1 раздвигают абразивные бруски 4, а при удалении — сдвигают. Таким образом производится установка брусков на нужный диаметр перед началом обработки. У автоматической хонинговальной головки радиальное перемещение брусков 4 для возможности самоустановки в обрабатываемом отверстии производится автоматически, для чего головку соединяют со шпинделем станка универсальными шарнирами.
После каждого двойного хода головки стержень 3 поворачивается и сближает конусы 2 и 5.
В зависимости от вида обработки хонинговальные станки делятся на станки для хонингования отверстий и наружных поверхностей, а по расположению и количеству шпинделей — на вертикальные, горизонтальные, одно - и многошпиндельные.
11.1. ВЕРТИКАЛЬНЫЕ ХОНИНГОВАЛЬНЫЕ СТАНКИ
Общий вид вертикального хонинговального станка приведен на рис.11.2.
Вращение шпинделя у хонинговальных станков осуществляется обычно от электродвигателя через механическую коробку скоростей. Возвратно-поступательное перемещение шпинделя у вертикальных хонинговальных станков обычно производится с помощью гидравлического привода. В горизонтальных станках для этого используют электромеханический, канатный, цепной или гидравлический привод.
Основные узлы станка: 1 — станина; 2 — колонна; 3 — электродвигатель главного движения; 4 — подвижная каретка; 5 — обрабатываемая деталь; 6 — стол.
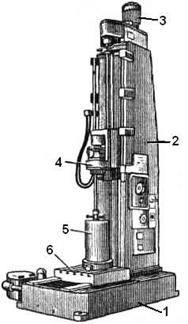
Рис.11.2. Вертикальный хонинговальный станок
11.2. ПРИТИРОЧНЫЕ СТАНКИ
Притирка осуществляется притирами, на поверхность которых наносят мелкозернистый абразивный порошок, смешанный со смазкой или пастой. Притиры могут быть чугунные, стальные, бронзовые, свинцовые, из твердых пород дерева.
В качестве абразивного порошка используют наждак, электрокорунд, алмазную пыль, карбид кремния, а в качестве пасты — окись хрома, окись алюминия, крокус, венскую известь. Во время притирки абразивный порошок смачивают керосином или скипидаром. Припуск на притирку оставляют примерно равным 0,005 — 0,02мм.
На притирочных станках можно обрабатывать различные наружные и внутренние поверхности, в том числе и плоские, притирать шейки коленчатых валов, кулачки распределительных валиков, концевые меры, пробки-калибры, зубчатые колеса и другие ответственные детали. На рис.11.3 показана схема притирочного станка. В корпусе станины 1 помещен привод притира 5. Притир 3, соединенный со шпинделем станка, помещенным в колонне 2, получает вращательное движение и движение по вертикали.
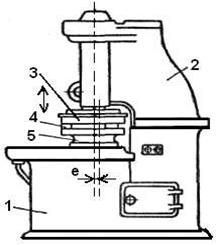
Рис.11.3. Схема притирочного станка
Притирка деталей происходит притирами 3 и 5, между которыми помещен сепаратор 4. Обрабатываемые детали свободно помещаются в гнездах сепаратора, который расположен либо эксцентрично относительно осей притиров (е
), либо концентрично. В первом случае сепаратор свободно насаживают на ось, который вращается в направлении притира 5. Во втором случае сепаратор получает колебательное возвратно-поступательное движение от отдельного привода.
Сепараторный диск (рис.11.4.а
) имеет поперечное перемещение для изменения эксцентриситета е
его оси относительно оси вращения металлических притиров; это необходимо для обеспечения равномерного износа этих притиров.
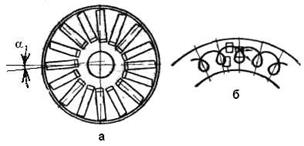
Рис.11.4. Сепараторный диск
Примерная относительная траектория детали во время обработки показана на рис.11.4.б
.
11.3. СТАНКИ ДЛЯ СУПЕРФИНИШИРОВАНИЯ
Суперфиниширование применяют для чистовой обработки наружных и внутренних цилиндрических поверхностей. Суперфиниширование производится абразивными брусками, совершающими колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности вращающейся детали. Мягкие, мелкозернистые абразивные бруски во время работы прижимаются к обрабатываемой поверхности пружинами или гидравлическим устройством. При суперфинишировании, в качестве смазачно-охлаждающей жидкости, применяют смесь керосина с маслом. Припуск на обработку не оставляют (безразмерная обработка), поскольку процесс заключается в снятии гребешков, оставшихся от предыдущей обработки. Процесс снятия металла автоматически прекращается при удалении гребешков и увеличении площади соприкосновения брусков с основной поверхностью детали, когда сила прижима оказывается недостаточной для разрыва масляной пленки на поверхности детали. На рис.11.5 показаны схемы движений при суперфинишировании:
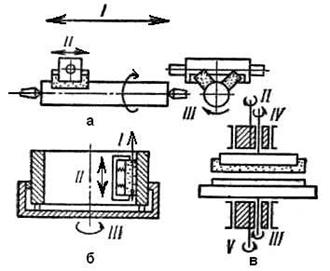
Рис.11.5. Схемы движений при суперфинишировании а
- при обработке вала; б
- при обработке внутренней поверхности; в
- при обработке плоских поверхностей; Ⅰ - возвратно-поступательное движение инструмента; Ⅱ - колебательное движение инструмента; Ⅲ - вращение детали; Ⅳ - вращение инструмента; Ⅴ - колебательное движение детали.
На станке для суперфиниширования цилиндрических деталей колеблющимися брусками (рис.11.6) деталь устанавливают в центрах между передней 1 и задней 4 бабками. Деталь получает вращение от поводкового патрона 2, как на обычном токарном станке. Абразивные бруски крепят в специальных державках 3, которые получают осевое возвратно-поступательное движение по поверхности обрабатываемой детали. Движение осуществляется с помощью гидропривода, служащего также для подвода брусков к детали и легкого прижима их к еѐ поверхности.
Колебательное движение бруски получают от отдельного электродвигателя посредством эксцентрика по специальным направляющим. Скорость вращения детали составляет 2 — 20м/мин, продольная подача - 0,1 — 0,15мм/об, а количество колебательных движений брусков в минуту лежит в пределах 500 — 1800.
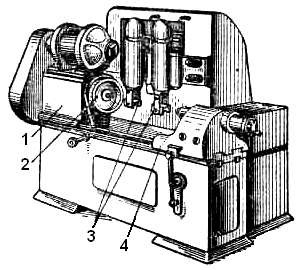
Рис.11.6. Станок для суперфиниширования цилиндрических поверхностей.
12. ЗУБООБРАБАТЫБАЮЩИЕ СТАНКИ
В зависимости от метода образования профиля зуба нарезание цилиндрических зубчатых колес производят в основном либо методом копирования, либо методом обкатки.
При нарезании методом копирования каждая впадина между зубьями на заготовке обрабатывается инструментом, имеющим форму, полностью соответствующую профилю впадины этого колеса. Инструментом в этом случае обычно являются фасонные дисковые и пальцевые фрезы. Обработку производят на фрезерных станках с применением делительных головок.
Для получения теоретически точного профиля зуба при обработке каждого зубчатого колеса с определенным числом зубьев и модулем, необходимо иметь специальную фрезу. Это требует большого числа фрез, поэтому обычно пользуются наборами из восьми дисковых фасонных фрез для каждого модуля зубьев, а для более точной обработки — набором из 15 или 26-ти фрез.
Метод обкатки обеспечивает высокую производительность, большую точность нарезаемых колес, а также возможность нарезания колес с различным числом зубьев одного модуля одним и тем же инструментом.
При образовании профилей зубьев методом обкатки режущие кромки инструмента, перемещаясь, занимают относительно профилей зубьев колес ряд последовательных положений, взаимно обкатываясь, при этом инструмент и заготовка воспроизводят движение, соответствующее их зацеплению. Из инструментов, используемых для нарезания цилиндрических зубчатых колес методом обкатки, наибольшее распространение получили долбяки и червячные фрезы.
Зубообрабатывающие станки можно классифицировать по следующим признакам:
а) по назначению: - станки для обработки цилиндрических колес с прямыми и винтовыми зубьями; станки для нарезания конических колес с прямыми и криволинейными зубьями; станки для нарезания червячных, шевронных колес и зубчатых реек; специальные зубообрабатывающие станки (зубозакругляющие, притирочные, обкаточные и др.);
б) по виду обработки и инструмента: зубодолбежные, зубофрезерные, зубострогальные, зубопротяжные,
зубошевинговальные, зубошлифовальные и др.;
в) по точности обработки: станки для предварительного нарезания зубьев, для чистовой обработки, для доводки рабочих поверхностей зубьев.
На рис.12.1 показана схема долбления зубчатого колеса. Долбяк 1 получает возвратно-поступательное движение (в направлении стрелки Ⅰ) - движение скорости резания и медленное вращательное движение (по стрелке Ⅲ), согласованное с вращением заготовки (по стрелке Ⅱ) - круговая подача. Долбяку сообщают радиальное перемещение по стрелке Ⅳ в период врезания (радиальное врезание).
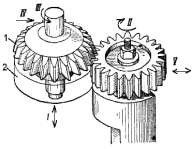 
Рис.12.1 Рис.12.2
При движении долбяка режущие кромки его зубьев воспроизводят в пространстве медленно вращающееся «производящее колесо» 2, в зацеплении с которым находится обрабатываемая заготовка. При каждом движении сверху вниз, долбяк удаляет определенную часть металла из впадин, придавая зубьям заготовки требуемую форму. Для предотвращения трения задних поверхностей зубьев долбяка о заготовку, при обратном его ходе, заготовка (или долбяк) получает радиальный отвод в направлении стрелки Ⅴ. На рис.12.2 показана схема получения долблением колес с винтовым зубом.
12.1. ВЕРТИКАЛЬНЫЕ ЗУБОДОЛБЕЖНЫЕ СТАНКИ
Станок 5В12 (рис.12.3) относится к вертикальным зубодолбежным станкам, у которых радиальное врезание долбяка производится при перемещении суппорта с долбяком, а при холостом ходе отводится стол.
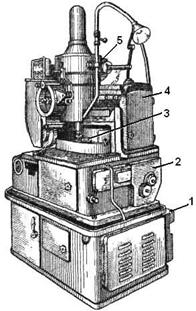
Рис.12.3. Вертикальный зубодолбежный станок 5В12
Станок предназначен для нарезания прямозубых цилиндрических колес наружного и внутреннего зацепления, а также приспособлен для нарезания блоков зубчатых колес. При наличии специальных винтовых направляющих на станке можно нарезать зубчатые колеса с винтовым зубом.
Основные технические характеристика станка:
- наибольший диаметр обрабатываемого колеса - 200мм;
- наибольшая ширина нарезаемого зубчатого венца - 50мм;
- наибольший модуль зубьев нарезаемых стальных колес - 4мм;
- наибольший диаметр заготовки при нарезании зубьев внутреннего зацепления - 220мм;
- число двойных ходов долбяка от 200 до 600 в минуту; - мощность электродвигателя главного движения - 2кВт; - габаритные размеры - 1320x940x1820мм.
Станок состоит из следующих основных узлов: 1 – нижняя часть станины; 2 – средняя часть станины; 3 – стол; 4 – верхняя часть станины; 5 - направляющие; 6 – шпиндельная головка.
12.2. ЗУБОФРЕЗЕРНЫЕ СТАНКИ
Вертикальный зубофрезерный станок 5К324 (рис.12.4), является широкоуниверсальным и предназначен для нарезания цилиндрических колес с прямыми и винтовыми зубьями, а также червячных колес методом радиальной и тангенциальной (осевой) подач. При методе радиальной подачи заготовку можно подавать на фрезу. На станке методом обкатки можно также фрезеровать шлицевые валики, многогранники, нарезать зубья на цепных звездочках, храповых колесах и т.д.
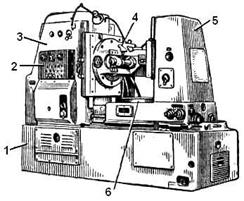
Рис.12.4. Зубофрезерный станок 5К324
Основные узлы станка: 1 – станина, 2 – пульт управления, 3 – передняя стойка, 4 – фрезерная головка, 5 – задняя стойка, 6 – стол.
Кинематическая схема зубофрезерного станка представлена на рис.12.5.
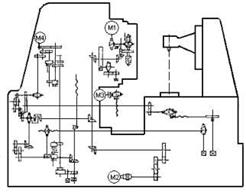
Рис.12.5. Кинематическая схема зубофрезерного станка
Для изготовления выше указанных деталей применяют червячные фрезы соответствующих профилей (рис.12.6). Червячная фреза 1 имеет вращательное (главное) движение и вертикальное – движение подачи.
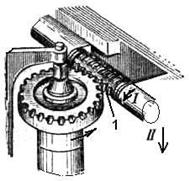
Рис.12.6. Схема нарезания зубчатых колес червячными фрезами
На станке 5К324 можно обрабатывать цилиндрические колеса методом встречного (вертикальная подача фрезы сверху вниз) и попутного (вертикальная подача снизу вверх) фрезерования. При попутном фрезеровании по сравнению со встречным скорость резания может быть увеличена на 20 — 25%. Цикл работы станка автоматизирован. Быстрый подвод инструмента к заготовке, зубонарезание, быстрый отвод инструмента в исходное положение и остановка станка осуществляются автоматически после пуска станка.
Для уборки стружки станок имеет шнековый транспортер.
Основные технические характеристика станка:
- наибольший диаметр нарезаемых колес - 500мм;
- наибольший модуль зубьев нарезаемых колес - 8мм;
- наибольший угол наклона зубьев нарезаемых колес ±60°;
- наибольший вертикальный ход фрезы - 360мм;
- наибольший диаметр фрезы устанавливаемой в суппорте - 180 мм;
- осевое перемещение фрезы - 100мм;
- пределы частот вращения шпинделя - 50 — 310об/мин;
- пределы подач: вертикальной - 0,8 — 5мм/об; радиальной -
0,35 — 2,2 мм/об; осевой - 0,25 — 1,6мм/об; - мощность главного электродвигателя - 7кВт; - габаритные размеры - 2500x1380x2000мм.
Конические зубчатые колеса получают по схемам приведенным на рис.12.7.

Рис.12.7. Схемы обработки конических зубчатых колес
На рис.12.7.а
показан метод нарезания зубьев конических колес дисковой модульной фрезой. Этот способ применяют при нарезании небольших зубчатых колес на универсальных фрезерных станках в основном для червячного нарезания с последующей обработкой на зубострогальных станках.
Обработка по шаблону показана на рис.12.7.б
. Резец 1 совершает возвратно-поступательное движение Ⅰ (главное) по направляющим инструментальной головки, которая перемещается относительно заготовки по шаблону 2, вращаясь вокруг осей 01
01
и 002
— движение подачи Ⅱ. После завершения обработки профиля зуба происходит быстрый отвод инструмента в исходное положение Ⅲ и деление Ⅳ. Таким методом нарезают крупные прямозубые конические колеса с длиной образующей начального конуса в пределах 250 — 2500мм.
12.3. ЗУБОСТРОГАЛЬНЫЕ СТАНКИ
Зубострогальные станки предназначены для нарезания прямозубых конических колес в условиях серийного и массового производства. Зубострогальный станок 5А250 (рис.12.8) может быть использован для чистового и чернового нарезания зубьев с прямолинейным продольным или бочкообразным профилем.
В условиях единичного производства при наличии специальной накладной головки (приспособления), которая поставляется со станком по требованию потребителей, можно нарезать круговые зубья.
Основные технические характеристики станка:
- наибольший диаметр нарезаемых зубчатых колес - 500мм;
- пределы торцовых модулей нарезаемых колес - 1,5 — 8мм;
- число зубьев нарезаемых колес – 10 — 100;
- наименьшее и наибольшее число двойных ходов резцов в минуту - 73 — 470;
- пределы продолжительности цикла нарезания одного зуба - 8 — 123с;
- наибольшая длина образующей начального конуса нарезаемого колеса - 250мм;
- пределы угла начального конуса - 5 — 85°; - габаритные размеры - 2200x1600x1600мм.
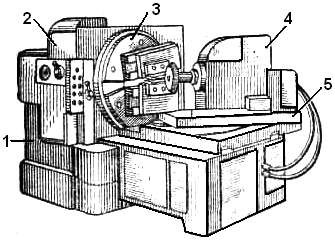
Рис.12.8. Зубострогальный станок 5А250
12.4. ЗУБООТДЕЛОЧНЫЕ СТАНКИ
Для получения точной формы и размеров зубьев, а также уменьшения шероховатости их рабочих поверхностей, зубчатые колеса после нарезания на соответствующих зуборезных станках подвергают чистовой обработке на зубоотделочных станках методом обкатки, притирки, шевингования, шлифования или хонингования.
Обкатка — процесс снижения шероховатости поверхности профиля незакаленных зубчатых колес. Обработка ведется давлением, возникающим при вращении обрабатываемого колеса и закаленного шлифованного колеса 1-го класса точности (обкаточного эталонного колеса).
Притирка — доводочный процесс придания зубьям колес качественной поверхности путем искусственного износа зубьев обрабатываемого колеса посредством притира и абразивного порошка. Притир представляет собой тщательно изготовленное зубчатое колесо. Притирку применяют для предварительно термически обработанных зубчатых колес. Процессом притирки можно увеличивать поверхность контакта по длине и высоте зубьев и уменьшить шероховатость поверхности зубьев.
Шевингование применяют для уменьшения волнистости на поверхности зубьев цилиндрических зубчатых колес с помощью специального инструмента — шевера, соскабливающего с поверхности профиля зуба стружку толщиной до 0,005мм.
Шлифование производят для повышения точности изготовления зубчатых колес и устранения отклонений, вызываемых термической обработкой. Шлифование может осуществляться двумя методами — копированием и обкаткой.
Зубохонингование применяют для обработки зубчатых колес после зубошевингования и термической обработки. Обработку производят зубчатым хоном, представляющим собой зубчатое колесо, изготовленное из пластмассы с абразивной смесью, зернистость которой выбирают в зависимости от марки стали, твердости и требуемой шероховатости поверхности зубьев.
Относительные движения при зубохонинговании те же, что и при шевинговании. Станки для хонингования зубчатых колес аналогичны шевинговальным станкам. Общий вид зубошевинговального станка 5702А показан на рис.12.9.
Вращение шевера осуществляется от электродвигателя. С помощью гитары сменных зубчатых колес возможно обеспечить десять ступеней частоты вращения шпинделя в пределах - 49 — 389об/мин.
Продольная подача стола с обрабатываемым колесом производится от другого электродвигателя. Так же с помощью гитары, возможно, получать 13 подач стола в пределах - 17,6 — 273мм/мин.
Рис.12.9. Зубошевинговальный станок 5702А
13. ЗАТОЧНЫЕ СТАНКИ
Заточные станки служат для заточки инструмента и применяются в инструментальных цехах заводов и в заточных отделениях механических цехов. По способу заточки они разделяются на две группы: станки для абразивной заточки и доводки инструмента, работающие шлифовальным кругом; станки для безабразивной заточки и доводки. Первая группа имеет большее распространение. Например заточка инструмента алмазными кругами, применение которых значительно повышает производительность и качество заточки. К безабразивной заточке относятся электроискровой и анодно-механический способы.
По назначению заточные станки делятся на универсальные - для заточки различных видов инструмента и специальные - для заточки инструментов определенного вида.
13.1. УНИВЕРСАЛЬНЫЕ ЗАТОЧНЫЕ СТАНКИ
Универсальный заточной станок 3В642 (рис.13.1) предназначен для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и др.
Станок оснащается различными приспособлениями, позволяющими устанавливать и закреплять затачиваемый инструмент. Кроме того, на станке можно проводить наружное, внутреннее и плоское шлифование. Затачивание и шлифование производят при ручном перемещении детали со столом.
Основные технические характеристики станка: наибольший диаметр устанавливаемой детали - 250мм; наибольшая длина детали устанавливаемой в центрах - 630мм; размеры рабочей поверхности стола (длина и ширина) - 900х140мм; наибольшее вертикальное перемещение шлифовальной головки - 250мм.
Основные узлы станка: станина 1, стол З с суппортной группой и шлифовальная головка 6 со шпинделем, на котором устанавливают шлифовальные круги 5. На столе расположены приспособления 4 и 7. Поперечное и продольное перемещения стола производят соответственно маховиками 2 и 8, а подъем и опускание шлифовальной бабки – маховиком 9.
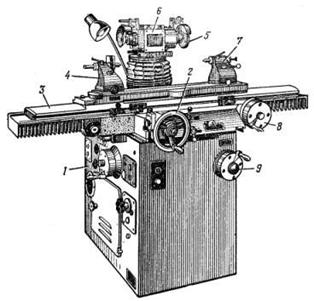
Рис.13.1. Универсальный заточной станок 3В642
Приспособления станка значительно расширяют область его использования. К таким приспособлениям относятся передняя бабка с делительными дисками, задняя бабка, универсальная заточная головка, универсальные поворотные тиски, приспособление для правки кругов, приспособление для заточки фрез с затылованными зубьями, приспособление для заточки сверл, упор для заточки фрез с винтовыми зубьями и некоторые другие.
13.2. СТАНКИ ДЛЯ ЗАТОЧКИ ФРЕЗ
Полуавтомат для заточки передних поверхностей зубьев червячных фрез представлен на рис.13.2.
Оправку с затачиваемой фрезой устанавливают в центрах передней делительной 3 и задней 5 бабок станка, которые вместе со столом 2 перемещаются возвратно-поступательно по иаправляющим станины 1. На вертикальной колонке установлена шлифовальная головка 4 со шпинделем, несущим чашечный шлифовальный круг 6.
Станок имеет следующие рабочие и установочные движения:
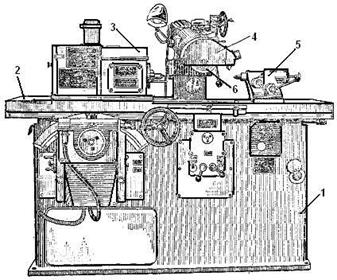
Рис.13.2. Полуавтомат для заточки червячных фрез
1 - вращение шлифовального круга;
2 - возвратно-поступательное движение стола;
3 - поворот шпинделя делительной бабки для периодического поворота фрезы с целью последовательной заточки ее зубьев;
4 - поворот фрезы при заточке фрез с винтовыми канавками;
5 - поворот фрезы на шлифовальный круг (на глубину врезания) после каждого полного оборота фрезы;
6 - установочный поворот шпинделя с целью проверки положения фрезы относительно шлифовального круга;
7 - установочное осевое перемещение пиноли со шлифовальным шпинделем;
8 - подъем и опускание колонки со шлифовальной головкой;
9 - поворот колонки со шлифовальной головкой вокруг вертикальной оси;
10 - ручное перемещение стола.
В современных станках и приспособлениях для заточки червячных фрез винтовое движение фрезы создается кинематически при помощи специальных механизмов. Поступательное движение стола преобразуется в вращательное реечной передачей. Шаг винтовых канавок настраивается посредством поворотной копирной линейки или сменных зубчатых колес.
Гамма станков для заточки червячных фрез включает три основных модели. Полуавтомат модели 3А66ОБ выполнен с подвижным столом. Шаг винтового движения фрезы настраивается копирной линейкой. Полуавтоматы модели 3А662 и 3А663 выполнены с подвижной шлифовальной бабкой. Шаг винтового движения настраивается сменными зубчатыми колесами. Полуавтоматы трех указанных моделей предназначены для заточки червячных фрез класса АА. Для фрез класса ААА выпускается станок модели 366ЗП.
Полуавтомат модели 3А622 (рис.13.3) предназначен для заточки фрез класса АА диаметром 65 — 200мм с модулем от 0,5 до 14мм, длиной до 280мм, с углом наклона винтовых стружечных канавок ±400
; станок гидрофицирован и имеет высокую степень автоматизации.
Все основные узлы станка монтируется на станине 7. Затачиваемая фреза на оправке устанавливается в центрах делительной 2 и задней 3 бабок, закрепленных на поперечных салазках, которые перемещаются по направляющим станины при настройке от маховичка. Отвод пиноли задней бабки от гидроцилиндра через две реечные передачи выполняется по сигналу оператора при нажатии педали 5. Подвод происходит от того же гидроцилиндра при отпущенной педали.
Салазки шлифовальной головки перемещаются по направляющим позади станины от гидроцилиндра через две реечных передачи. Ручное перемещение салазок при настройке выполняется вращением квадрата. Шлифовальную головку поворачивают на угол наклона винтовых канавок квадратом сзади станка через червячную передачу и реечное зубчатое колесо, которое обкатывается по зубчатому сектору.
Для вертикального подъема пиноли шлифовальной головки вручную служит маховичок. Перемещение пиноли, для компенсации износа шлифовального круга, происходит автоматически.
На передней стенке станины расположены кнопочная станция 4, рукоятка переключения на прямую или винтовую канавку 6, маховичок ручной круговой подачи 8, маховичок настройки величины автоматической круговой подачи 9 и ряд других органов управления. Справа к станине примыкает поворачивающийся на шарнирах шкаф для электроаппаратуры, агрегат системы подачи и очистки охлаждающей жидкости 1 и гидроагрегат располагаются вне станины позади станка.
В станке предусмотрено специальное устройство для выборки люфтов в цепи образования спирали.
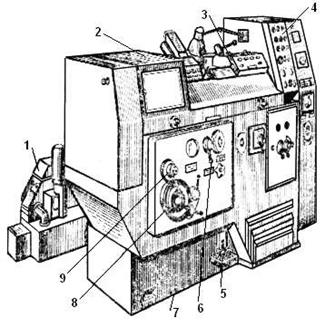
Рис.13.3. Полуавтомат модели 3А662
Выборка люфтов осуществляется гидроцилиндром за счет осевого смещения червяка. При прямом ходе стола масло подается в одну полость гидроцилиндра, а при обратном ходе — в другую. Следовательно, в момент реверса стола поршень смещает червяк, выбирает все люфты и изменяет направление натяга в цепи образования спирали. Поэтому при заточке фрезы можно не опасаться завалов передней поверхности, а ход салазок лишь на незначительную величину должен превышать длину участка шлифования.
Универсальный механизм правки может работать как в цикле заточки фрезы, так и по команде от кнопки. Механизм приводится в действие от гидроцилиндра и работает по копиру. Плоский копир обеспечивает прямолинейную правку, а фасонный — криволинейную. Место и величина хода алмаза регулируется перемещением упоров. При ручной правке необходимо вращать квадрат, выходящий из корпуса механизма правки, для установки алмаза по высоте служит специальный упор, который крепится на кожух механизма правки.
В станке имеется специальная счетная схема, контролирующая число выхаживающих проходов после съема припуска.
14. АГРЕГАТНЫЕ СТАНКИ
Агрегатными называют специальные станки, изготовляемые из стандартных и нормализованных узлов. Их применяют в крупносерийном и массовом производстве для сверления, растачивания резьбонарезания и фрезерования. Чаще всего на них обрабатывают корпусные детали, которые в процессе обработки остаются неподвижными.
Применение нормализованных элементов в конструкциях агрегатных станков сокращает сроки их проектирования, облегчает процесс производства, дает возможность широко унифицировать детали и упрощать технологию их изготовления, а также позволяет создавать самые разнообразные компоновки агрегатных станков с минимальным числом оригинальных элементов. Агрегатные станки компонуют по различным схемам (рис.14.1).

Рис.14.1. Схемы компоновки агрегатных станков
На рис.14.2 показаны два варианта компоновки быстропереналаживаемых агрегатных станков. Силовые сверлильные 2, фрезерные 7 и другие головки устанавливают на унифицированных кронштейнах 5, закрепленных на направляющих круглой 8 или прямоугольной 4 станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на новую партию деталей. Детали устанавливают на круглом 6 или прямоугольном 3 делительном столе в универсальносборных или универсально-наладочных приспособлениях. Станки оснащены системой программного управления, размещенной в блоке управления 1.
Нормализованные узлы (станины, силовые головки столы, шпиндельные коробки, элементы гидропривода и т. д.) имеют ряд разновидностей как по своей конструкции, так и по типоразмерам, что вызвано условиями компоновки станка, его размерами, характером обработки и т.д.
Специальные узлы (зажимные приспособления и кондукторы, которые проектируются в зависимости от конфигурации обрабатываемой детали, ее размеров и т.п.) также имеют отдельные нормализованные элементы: эксцентрики и ручки для быстродействующих эксцентриковых зажимов, пневмоцилиндры, штоки, пневмораспределительные золотники для автоматического зажима и отжима обрабатываемых деталей, патроны для закрепления инструмента, кондукторные втулки и т.п.
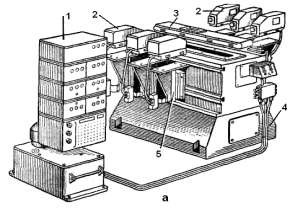
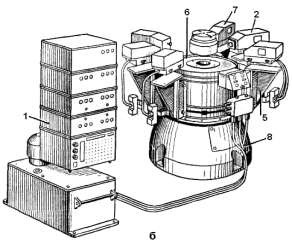
Рис.14.2. Компоновки агрегатных станков
15. МНОГООПЕРАЦИОННЫЕ СТАНКИ
Многооперационный станок — это станок для комплексной обработки заготовок с числовым программным управлением и автоматической сменой инструментов.
Иногда специалисты называют станок обрабатывающим центром. Этот термин широко употребляется в технической литературе. Аналогичные термины используют и за рубежом. В этой книге использован термин «многооперационный станок» (МС). Кроме МС, существуют и другие станки с ЧПУ и с автоматической сменой режущих инструментов, которые не называют многооперационными. В чем же различие между ними?
Многооперационные станки отличаются особо высокой концентрацией обработки. На них производят черновую, получистовую и чистовую обработку сложных корпусных заготовок, содержащих десятки обрабатываемых поверхностей, выполняют самые разнобразные технологические переходы: фрезерование плоскостей, уступов, канавок, окон, колодцев; сверление, зенкерование, развертывание, растачивание гладких и ступенчатых отверстий; растачивание отверстий инструментами с тонким регулированием на размер; обработку наружных и внутренних поверхностей и др.
Для осуществления этих операций на станке необходимо иметь большой запас металлорежущих инструментов. У станков с ЧПУ и автоматической сменой инструментов запас инструментов создается обычно в револьверных головках. Среди них фрезерные и сверлильные станки, предназначенные для изготовления главным образом таких корпусных и плоскостных деталей, для обработки которых достаточно иметь 5 — 10 различных инструментов. Многооперационные станки имеют инструментальные магазины с запасом в 15 — 30, а при необходимости и более 100 инструментов. Еще одна важная особенность большинства многооперационных станков — наличие стола или делительного приспособления с периодическим или непрерывным (по программе) делением. Это обязательное условие для обработки заготовки с нескольких сторон без переустановки. МС новых конструкций оснащают дополнительными столами и устройствами для автоматической смены заготовок. Заготовки предварительно закрепляют на приспособлении-спутнике, и вместе с ним они попадают с дополнительного стола на основной. Установку заготовки в спутник и снятие обработанной детали производят во время работы станка. Таким образом, вспомогательное время, затрачиваемое на загрузку — разгрузку станка, сводится к минимуму.
Многооперационные станки имеют чаще всего контурную или универсальную систему управления, позволяющую обрабатывать разнообразные криволинейные поверхности, фрезеровать отверстия и т.д. МС отличаются широким диапазоном бесступенчатого регулирования частоты вращения шпинделя и подач стола, высокими (8 — 12 м/мин) скоростями быстрых (вспомогательных) ходов, особо высокой жесткостью и надежностью.
В связи с высокой стоимостью многооперационных станков их используют для обработки наиболее технологически сложных заготовок. В этих случаях один МС может заменить три — пять станков с ЧПУ или пять — десять универсальных станков.
15.1. ГОРИЗОНТАЛЬНЫЕ МНОГООПЕРАЦИОННЫЕ СТАНКИ
На рис.15.1 показан горизонтальный многооперационный станок 2623ПМФ4.
В его конструкции нашли отражение последние достижения науки и техники в области станкостроения. Станок отличается высокой точностью обработки. Об этом свидетельствует буква П (повышенная точность) в обозначении (шифре) станка. Обратим внимание и на другие буквы и цифры в обозначении станка. Буква Ф означает, что станок оснащен системой программного управления, а цифра 4 является признаком многооперационного станка с контурной системой ЧПУ.
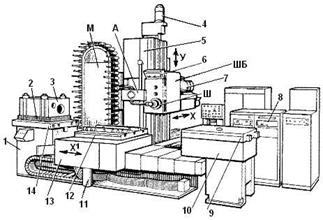
Рис.15.1. Горизонтальный многооперационный станок 2623ПМФ4
Буква М определяет способ хранения запаса инструментов — магазин (для станков с инструментальными револьверными головками в обозначение вводят букву Р)
Рассмотрим, какие отличительные признаки используют в обозначениях других станков с программным управлением.
Обозначение Ф1 применяют для станков, оборудованных устройствами цифровой индикации и предварительного набора координат. Для получения заданного перемещения рабочего органа такого станка, оператор набирает на пульте управления нужный размер по каждой координате, и станок выполняет заданные перемещения. Фактическая величина перемещения регистрируется на табло светящимися цифрами. Этот способ, позволяющий оператору в любой момент видеть какие движения совершает станок и контролировать его работу, называется способом цифровой индикации.
Обозначение Ф2 относится к станкам с позиционными системами ЧПУ, а Ф3 — к станкам с контурной системой ЧПУ.
Цифры в начале обозначения модели станка в нашем примере соответствуют существующей общей классификации станков.
Первая цифра 2 означает, что станок отнесен к группе расточных, вторая 6 — к группе горизонтальных, так как имеет горизонтально расположенный шпиндель, Третья и четвертая цифры 23 показывают условный размер станка.
Многооперационный станок 2623ПМФ4 (см. рис.15.1) состоит из следующих основных узлов. Шпиндель Ш установлен в шпиндельной бабке ШБ, которая может подниматься и опускаться по направляющим вертикальной стойки 5. Стойка может перемещаться в горизонтальной плоскости, параллельной оси шпинделя. Стол станка состоит из двух основных частей: нижней 13, имеющей горизонтальное перемещение перпендикулярно к оси шпинделя, и верхней 12 — поворотной. Шпиндель установлен в выдвижной пиноли.
Рассмотренную компоновку применяют и в станках расточной группы. Но МС оснащены также инструментальным магазином М в виде бесконечной цепи с гнездами для оправок с закрепленными в них металлорежущими инструментами. Для передачи инструментов в шпиндель станка и обратно, служит автооператор А. Автооператор одновременно захватывает инструменты оправки в магазине и шпинделе и меняет их местами, Нужное гнездо магазина приводится в положение смены движением цепи.
Заготовка подается на стол станка вместе с приспособлениемспутником, на котором она заранее установлена и закреплена. На рис. 15.1 показан момент подготовки станка к обработке первой заготовки. Заготовка 3 закреплена на спутнике 2, находящемся на направляющих дополнительного стола 14, установленного на станине 1. Для передачи спутника с заготовкой на станок нижний стол 13 сместится в крайнее левое положение, и спутник будет передвинут на направляющие стола, где произойдет его закрепление. После этого нижний стол 13 перейдет вправо к шпинделю, и начнется обработка заготовки последовательно со всех сторон. Поворот спутника с заготовкой обеспечивает верхний стол 12 станка, приводом которого является двигатель 11. В процессе выполнения операции на втором приспособлении - спутнике 9, находящемся на станине 10, установят и закрепят вторую, такую же или другую, заготовку. По окончании обработки первой заготовки ее вместе со спутником переместят на стол, а вместо нее установят на станок вторую заготовку. Пока станок будет ее обрабатывать, обработанную деталь снимут с левого спутника и вместо нее установят следующую заготовку. Такой ―маятниковый‖ или ―челночный‖ способ подачи заготовок в рабочую зону станка позволяет обеспечить почти безостановочную обработку заготовок и тем самым эффективно использовать высокопроизводительное, но дорогостоящее оборудование.
Управление всеми рабочими и вспомогательными движениями узлов станка, работой магазина, устройством для смены инструментов, поворотом стола, подачей и закреплением спутников и другими устройствами и механизмами выполняется автоматически по командам от системы ЧПУ 8. Частоту вращения шпинделя в диапазоне 5 — 1250об/мин. изменяют с помощью мощного электродвигателя 7 постоянного тока с бесступенчатым регулированием и простой двухступенчатой коробки скоростей.
Рабочие подачи изменяются бесступенчато в пределах 2 — 1600 мм/мин. без применения коробки передач, с помощью высокомоментных электродвигателей постоянного тока с тиристорным управлением (на рис.15.1 это двигатель 4, перемещающий шпиндельную бабку).
Шпиндель станка смонтирован на прецизионных подшипниках качения с предварительным натягом. Ходовые винты и гайки, так же как во всех станках с ЧПУ, выполнены в виде пар качения. Станок имеет точные гидростатические направляющие с централизованной подачей смазочного материала для перемещения стола и стойки, комбинированные направляющие (сочетание закаленных направляющих и роликовых опор) для перемещения шпиндельной бабки.
Горизонтальный многооперационный станок FQН5ОА
(рис.15.2) предназначен для фрезерования плоскостей, уступов, пазов; для обработки отверстий всеми видами инструментов, включая нарезание внутренней резьбы в заготовках типа корпусов, коробок, плоскостных деталей с размерами до 500х50х500мм и весом 7,5 кН с нескольких сторон за одну установку. Заготовки устанавливают на поворотный стол 2, который может перемещаться вместе с крестовым столом 3 по координатам Х и У. Стойка 1 станка неподвижна. По ее вертикальным направляющим перемещается шпиндельная бабка ШБ (координата Z). Все движения подач обеспечивают электродвигатели постоянного тока с тиристорным управлением.
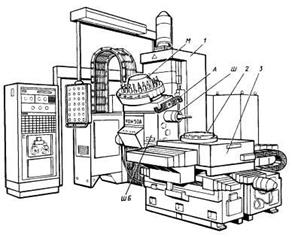
Рис.15.2. Многооперационный станок FQН5ОА
Наибольшие перемещения (в мм) по осям координат составляют: х=630, у=600, z=530. Скорости всех рабочих подач регулируются бесступенчато в пределах 10 — 1000мм/мин, скорость ускоренного хода 10000мм/мин.
Шпиндельная бабка имеет гидравлическое уравновешивающее устройство. Шпиндель станка получает вращение от электродвигателя постоянного тока мощностью 12,8кВт через двухступенчатую коробку передач с частотой вращения 14 - 2000об/мин. В программе для станка может быть выбрано 87 ступеней частот вращения.
Инструментальный магазин М барабанного типа емкостью 30 инструментов установлен на шпиндельной бабке под углом 200
к вертикали. Для смены инструмента его оправка поворачивается в горизонтальное положение и передается в шпиндель Ш двухзахватным поворотным автооператором А. Смена инструментов занимает 8 — 12 с. Наибольший диаметр инструментов при установке в каждое гнездо магазина 65мм, при свободных соседних гнездах — 120мм. Закрепление оправок в шпинделе обеспечивается тарельчатыми пружинами, отжатие — гидроцилиндром.
Поворот стола с заготовкой — дискретный, с шагом 50
(72 угловых положения). Точность установки координат на длине 500мм составляет ±0,02мм, точность деления поворотного стола ±3´´
.
Существуют и другие типы многооперационных станков, в том числе вертикальные, продольно - обрабатывающие, токарные.
15.2. ВЕРТИКАЛЬНЫЕ МНОГООПЕРАЦИОННЫЕ СТАНКИ Вертикальный МС 2254ВМФ4 показан на рис.15.3. В соответствии с вертикальным расположением шпинделя этот МС предназначен главным образом для обработки заготовок плоскостных деталей, содержащих параллельно расположенные гладкие, ступенчатые и резьбовые отверстия различных размеров.
На станке можно фрезеровать плоскости торцовыми и концевыми фрезами, пазы и криволинейные поверхности концевыми фрезами, обрабатывать отверстия мерными и регулируемыми на размер инструментами, нарезать резьбы метчиками и резцами в заготовках из чугуна, стали, цветных металлов и пластмасс.
Установка заготовок на столе станка производится чаще всего по предварительно обработанной плоскости и двум отверстиям или по взаимно перпендикулярным плоскостям, реже — по черновым базам.
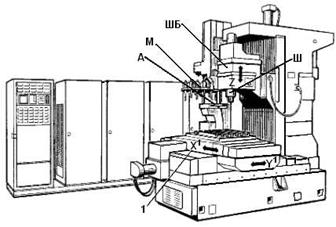
Рис.15.3. Вертикальный многооперационный станок 2254ВМФ4
Обрабатывать корпусные заготовки на вертикальном МС менее удобно, чем на горизонтальном. Чтобы выполнить обработку корпуса с двух — четырех сторон с одной установки, необходимо иметь делительное приспособление с горизонтальной осью поворота. Его жесткость много меньше, чем жесткость поворотного стола горизонтального МС. Поэтому труднее получить высокую точность размеров и взаимного расположения поверхностей.
Станок оснащен инструментальным магазином М емкостью 30 инструментов, размещенным на отдельной стойке рядом со станком. Смена инструментов производится автоматически автооператором А.
Шпиндельная бабка ШБ имеет вертикальную подачу по оси Z, стол 1 — крестового типа перемещается по осям Х1
и Y1
.
Размеры стола 630х400мм. На нем можно устанавливать заготовки массой до 300кг. Приводы главного движения и подач — электродвигатели постоянного тока, с широким диапазоном регулирования.
Частоту вращения шпинделя Ш можно изменить в диапазоне 32 — 2000об/мин, диапозон продольных подач 2,5 — 2500мм/мин. Высокомоментные двигатели подач соеденены с ходовыми винтами непосредственно, без промежуточных передач. Скорость ускоренных вспомогательных ходов 10000мм/мин.
Перемещение подвижных узлов по роликовым направляющим с помощью беззазорных передач винт—гайка качения и наличие универсальной системы ЧПУ, обеспечивают точность позиционирования (точность установки координат) с погрешностью не более 0,012мм.
15.3. ПРОДОЛЬНО-ОБРАБАТЫВАЮЩИЕ МНОГООПЕРАЦИОННЫЕ СТАНКИ
Для обработки длинномерных и крупногабаритных заготовок служат продольно-обрабатывающие МС. По внешнему виду они напоминают продольно-фрезерные станки и оснащены подвижным столом и неподвижным порталом, несущим поперечину — траверсу со шпиндельной бабкой. Имеются станки с неподвижными столами или плитами для установки особо крупных заготовок. В этом случае движение подач выполняют подвижный портал, поперечина и одна - две шпиндельные бабки.
Пример продольно-обрабатывающего МС с подвижным столом — станок 6М610МФ4 (рис.15.4). На не можно обрабатывать корпусные и базовые детали машин массой до 500кг и высотой до 800мм, устанавливая их на стол с размерами 100х3150мм. Мощность двигателя главного привода 70кВт.
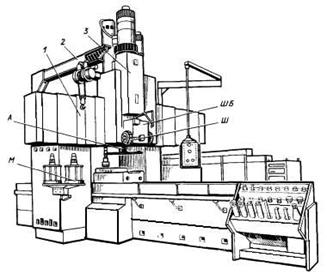
Рис.15.4. Продольно-обрабатывающий МС 6М610МФ4
Для установки и снятия заготовок предусмотрен консольноповоротный кран 2. Поперечина 1 сделана неподвижной, а вертикальная подача (по оси) обеспечивается перемещением шпиндельной бабки ШБ вместе с массивным ползунком 3. Режущий инструмент поступает из магазина М в вертикальный шпиндель станка с помощью автооператора А. Для повышения универсальности на ползуне можно закреплять фрезерно-расточную бабку с горизонтальным расположением оси шпинделя Ш. Режущие инструменты можно устанавливать на оба конца шпинделя. На рисунке показана наладка станка для обработки вертикально расположенных плоскостей заготовки двумя торцовыми фрезами. Продольно-обрабатывающие МС отличаются от вертикальных более высокой жесткостью.
15.4. ТОКАРНЫЕ МНОГООПЕРАЦИОННЫЕ СТАНКИ
Токарные многооперационные станки получили меньшее распространение, чем МС для обработки корпусных заготовок. Объясняется это несколькими причинами. При обработке деталей типа тел вращения наиболее трудоемкой обычно является обработка наружных и внутренних цилиндрических поверхностей, которая успешно выполняется на токарных станках с ЧПУ с автоматической сменой инструментов. Такие станки не являются многооперационными, так как на них нельзя обрабатывать отверстия, параллельные или перпендикулярные по отношению к оси вращения заготовок, фрезеровать пазы и т.д. Но все эти поверхности можно эффективно обработать на многооперационном станке, предназначенном для корпусных деталей, используя в качестве баз точно обработанные на токарном станке поверхности вращения. Чтобы выполнить эти работы на токарном станке, то есть превратить его в многооперационный, необходимо установить, в дополнение к имеющимся револьверным головкам, поворотные резцедержатели, имеющие самостоятельный привод вращения, а иногда и независимую подачу. Одна из головок должна обеспечивать возможность применения инструментов, вращающихся относительно оси, параллельной оси шпинделя, другая — относительно перпендикулярной оси. Шпиндель станка необходимо оснастить устройством для точного автоматического поворота вместе с заготовкой на любой нужный угол. Разместить все эти устройства на токарном станке традиционной компоновки затруднительно.
Рациональные компоновки токарных МС создают на базе токарных станков с ЧПУ и автоматической смены инструментов.
Первое направление характерно главным образом для заводов и фирм, специализирующихся на проектировании и изготовлении токарных станков с ЧПУ. В отличие от обычных токарных станков в большинстве токарных станков с ЧПУ и МС направляющие размещают почти вертикально. Сходящая стружка свободно падает в поддон станка и поступает на отходящий транспортер.
На суппорте размещают одну — две поворотные револьверные головки, инструментальный магазин, автооператор и устройства для смены инструментов. Иногда вместо одного применяют два — три суппорта.
Второе направление развивается конструкторами для станков, предназначенных для обработки корпусных деталей. В качестве примера приведен токарный МС LМ70—АТ (рис.15.5).
Шпиндельная бабка 1 может перемещаться по вертикальным направляющим. Благодаря этому заготовка способна изменять свое положение по отношению к инструментальному шпинделю 4.
В шпиндель 4 с помощью автооператора 3 передаются инструменты, закрепленные в оправках, находящихся в магазине 2. В позиции смены инструмента оправка опрокидывается вместе с гнездом магазина в горизонтальное положение.
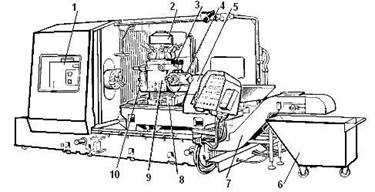
Рис.15.5. Токарный многооперационный станок LМ70-АТ
Автооператор, поворачиваясь относительно горизонтальной оси, захватывает одновременно оправки обоих инструментов, вынимает их из гнезда магазина и шпинделя и меняет местами. Магазин, автооператор и инструментальный шпиндель установлены на массивном корпусе 9, размещенном на суппорте 8 станка. Корпус может поворачиваться вокруг вертикальной оси, это нужно, например, для сверления инструментальным шпинделем центрального и параллельных ему отверстий в заготовке, а также для выполнения сверлильных, фрезерных и других переходов при различном положении инструментов по отношению к заготовке. Шпиндель станка, несущий заготовку, имеет, кроме основного привода вращательного движения, дополнительный привод для поворота на заданный угол.
Инструменты, предназначенные для выполнения типично токарных работ — обтачивания, растачивания и т.п., закрепляют в гнездах револьверной головки 10 с горизонтальной осью поворота, размещенной на корпусе 9 со стороны, противоположной инструментальному шпинделю. На станке можно выполнять токарную обработку заготовок типа валов, устанавливаемых в патроне с опорой на задний центр 5 или в центрах. В этом случае с помощью инструментов, закрепляемых в шпинделе 4, возможно обрабатывать шпоночные канавки, пазы, отверстия и другие элементы, расположенные вдоль вала или на его образующей. Для удаления стружки служат скребковый конвейер 7 и тележка 6.
Токарный многооперационный станок 16А9ОМФ4 (рис.15.6) по компоновке близок к МС для корпусных заготовок.
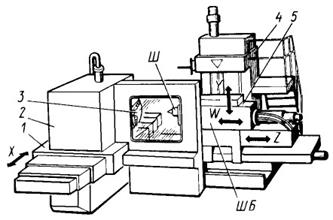
Рис.15.6. Токарный многооперационный станок
16А9ОМФ4
Заготовки типа тел вращения диаметром до 800мм и длиной до 250мм, массой до 600кг. устанавливают в четырехкулачковый патрон 3, получающий вращение от шпинделя, смонтированного в бабке 2. Бабка установлена на салазках 1. Кроме непрерывного вращения, шпиндель заготовки может совершать медленную круговую подачу, нужную при обработке, например, криволинейных пазов.
Инструментальный шпиндель Ш, куда автоматически подаются инструменты из магазина емкостью 32 шт., смонтирован в корпусе шпиндельной бабки ШБ, перемещающемся вместе с салазками 5 вверх — вниз по стойке 4 (ось У), горизонтально вместе со стойкой (ось Z) и дополнительно на салазках (ось W). Благодаря наличию еще одного инструментального шпинделя и достаточно широкому диапазону частоты вращения инструментальных (10 — 2000об/мин) шпинделей и шпинделя заготовки (6,3 — 3800об/мин) на станке можно выполнить все виды токарной обработки, включая резьбонарезание, сверлильные, фрезерные работы для поверхностей соосных, параллельных и перпендикулярных оси заготовки.
Существуют многооперационные специализированные станки, предназначенные для обработки заготовок типичных по конфигурации и размерам деталей в авиастроении, турбостроении и других отраслях производства.
16. ЭЛЕКТРОЭРОЗИОННЫЕ СТАНКИ
Основные схемы формообразования, применяемые при электроэрозионной обработке, показаны на рис.16.1.
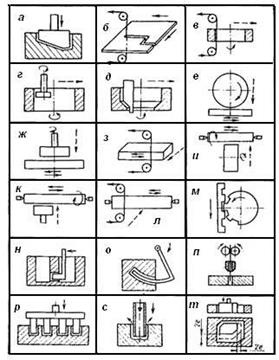
Рис.16.1. Схемы формообразования
Наиболее распространенной схемой обработки является схема с поступательным движением электрода-инструмента или заготовки (рис.16.1,а
). Эту схему называют прошиванием с объемным копированием. Она охватывает около 40% всех операций электроэрозионной обработки. Таким образом изготавливаются сквозные и глухие отверстия различной формы, фасонные полости штампов и пресс-форм. Для изготовления отверстий малого диаметра используют калиброванную проволочку (рис.16.1,п),
направление которой задается кондуктором.
Другой столь же распространенной схемой является вырезка проволочным электродом-инструментом (рис.16.1,б
). Для компенсации износа проволоку перематывают, вводя в работу новые неизношенные участки. Если обеспечить относительные перемещения проволочки и детали последовательно по двум координатам, то можно получать узкие (менее 0,15мм) прямолинейные резы. Криволинейные сложные резы получаются, если относительные перемещения задаются по копиру или системой программного управления. Этим способом изготавливают детали сложной конфигурации: кулачки, вырубные штампы, шаблоны.
Операции типа расточки внутренних поверхностей могут выполняться проволочным электродом-инструментом (рис.16.1,в
) и вращающимся или неподвижным стержневым электродом (рис.16.1,г)
при обязательном вращении заготовки. Фасонные отверстия могут быть получены по методу расточки и плоским неподвижным электродом соответствующего профиля (рис.16.1,д).
Для операций типа шлифования плоскостей при возвратнопоступательном движении заготовки применяют дисковый вращающийся электрод (рис.16.1,е
). Если дисковому электроду придать соответствующий профиль, то по этой схеме можно выполнять профильное шлифование. Шлифовать плоскости можно также вращающимся или неподвижным стержневым (рис.16.1,ж)
и проволочным (рис.16.1,з
) электродами.
Операции типа круглого шлифования тел вращения выполняют дисковым вращающимся электродом-инструментом (рис.16.1,и
), стержневым (рис.16.1,к)
или проволочным (рис.16.1,л
). Если дисковому или стержневому электродам придать соответствующую форму, то можно получить, таким образом, фасонные поверхности тел вращения.
Способ обкатки заготовки фасонным электродом-инструментом (рис.16.1,м)
используется для изготовления ручьев в валках для проката как периодического профиля, так и профиля переменного сечения. В этом случае электрод-инструмент представляет собой гребенку с фасонными элементами, образующими требуемый профиль.
Особенности электроэрозионной обработки позволяют выполнять операции, недоступные механической обработке. Например, обработка в труднодоступных местах может выполняться по схеме, приведенной на рис.16.1,н.
По схеме рис.16.1,о
изготавливаются криволинейные отверстия. Эти способы применяются для изготовления соединительных каналов в деталях гидроаппаратуры.
Для интенсификации процесса обработки и повышения качества обработанной поверхности используются следующие приемы. Производят прошивку одновременно несколькими электродами (рис.16.1,р
). Создают вибрацию или вращение электрода-инструмента, которые способствуют лучшему выносу продуктов эрозии из зоны обработки, что применяется при обработке больших поверхностей, при обработке глубоких отверстий и отверстий малого диаметра. Для улучшения выноса продуктов эрозии применяют также прокачку рабочей жидкости через отверстия в электроде-инструменте (рис.16.1,с).
Плоскопараллельное (орбитальное) перемещение электрода-инструмента вводят при обработке по методу копирования (рис.16.1,т
). Орбитальное перемещение осуществляется в плоскости, перпендикулярной рабочей подаче, так, чтобы все грани электрода при движении оставались параллельны самим себе. Изменяя радиус орбитального перемещения, можно одним электродом-инструментом вести обработку на нескольких последовательно изменяющихся режимах и компенсировать износ электрода-инструмента.
Универсальные копировально-прошивочныеэлектроэрозионные станки имеют вертикальную компоновку. Упрощенная схема станка представлена на рис.16.2.
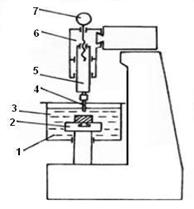
Рис.16.2. Копировально-прошивочный станок
Обрабатываемая деталь 3 устанавливается на столе 2.
Во время обработки ванна 1 с диэлектрической жидкостью должна быть поднята, чтобы зона обработки была под слоем диэлектрической жидкости. Электрод-инструмент 4 закрепляется на ползуне 5.
Ползун с электродом-инструментом получает рабочее движение от двигателя 7 регулятора межэлектродного зазора через передачу винт-гайка. Механизмы универсальных станков дают возможность получить ручные или механические установочные перемещения инструментальной головки 6 в трех взаимно перпендикулярных направлениях. На станке могут быть также установочное вращательное движение электрода-инструмента и его вибрация. В комплект станка входят генератор импульсов, имеющий ступенчатое или ступенчато-плавное регулирование электрических режимов, и система снабжения и фильтрации рабочей жидкости.
Универсальные станки, снабженные соответствующими приспособлениями: вращающейся и осциллирующей головками, вращающимся столом и др., позволяют выполнить все известные операции электроэрозионной обработки.
Станок для вырезки проволочным электродом-инструментом (рис.16.3) имеет две каретки: каретку продольных перемещении 8 и каретку поперечных перемещении 3.
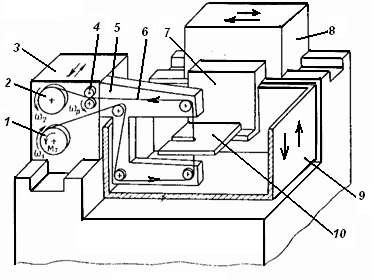
Рис.16.3. Станок спроволочным электродоминструментом
На каретке поперечных перемещений закреплена скоба 5 и размещено устройство для перемотки и натяжения проволоки. Проволока 6 под действием тянущих роликов 4 проходит систему направляющих роликов и перематывается с одной катушки 1на другую 2,
причем изношенная при обработке проволока наматывается на приемную катушку 2.
К катушке 1 приложен тормозной момент M
T
,
обеспечивающий требуемое натяжение проволоки. Величину натяжения можно регулировать изменением тормозного момента. Скорость перемотки проволоки регулируется изменением угловой скорости  тянущего ролика. Для вырезки чаще всего применяют проволоку из меди, латуни или вольфрама диаметрам от 0,1 до 0,3мм. тянущего ролика. Для вырезки чаще всего применяют проволоку из меди, латуни или вольфрама диаметрам от 0,1 до 0,3мм.
Каретка продольных перемещений имеет кронштейн 7, на котором закрепляется обрабатываемая деталь 10.
Для погружения детали при обработке в диэлектрическую жидкость станок имеет поднимающуюся ванну 9.
В комплект станка входят генератор импульсов, позволяющий регулировать электрические режимы обработки, и система очистки и подачи диэлектрической жидкости.
Прямолинейная резка осуществляется при движении одной из кареток, последовательность включения кареток определяется контуром реза.
Для получения криволинейных резов на деталь через изолятор устанавливают металлический копир, который определяет вырезаемый контур, при этом используется одновременное движение обеих кареток. В этом случае привод одной из кареток подключается к регулятору, обеспечивающему поддержание межэлектродного зазора между проволочкой и деталью. Привод другой каретки подключается к регулятору копировальной подачи, обеспечивающему контакт проволочки с копиром.
Вырезка криволинейного профиля осуществляется благодаря тому, что одна из кареток при своем движении обеспечивает контакт проволочки с копиром, а другая – обеспечивает резание детали, поддерживая при своем движении необходимый межэлектродный зазор между проволочкой и деталью. В результате сложения этих двух движений проволочка вырезает контур, определяемый формой копира.
Криволинейные резы сложной формы получают также на электроэрозионных вырезных станках с фотокопировальной системой. В этом случае роль копира выполняет чертеж детали, выполненный в увеличенном масштабе, а считывающим устройством является фотоэлемент. Станки с фотокопировальной системой позволяют получать более сложные контуры, чем станки с металлическим копиром. Наиболее эффективными при вырезке проволочным электродом деталей любой сложной формы являются станки с ЧПУ, в настоящее время налажен серийный выпуск таких станков.
Электроды-инструменты для электроэрозионной обработки изготавливают из меди, алюминиевых сплавов, чугуна, вольфрама и специального углеграфитированного материала.
17. Заключение
Пособие предназначено для студентов машиностроительных специальностей, включая автомобилестроение, а так же студентов экономических специальностей связанных с машиностроительной отраслью.
Данное пособие необходимо для общего ознакомления с металлорежущими станками, и принципами их работы, применяемыми не только в единичном и мелкосерийном производствах, но и в массовом и крупносерийном.
Знание основных видов станков, их назначение позволит студентам, при проектировании технологических процессов изготовления либо ремонта деталей, более грамотно выбирать основное оборудование с учетом типа производства.
СПИСОК ЛИТЕРАТУРЫ
1. Ачеркан Н.С. Металлорежущие станки. М.,
«Машиностроение», 1965, 764 с.
2. Локтев Д.А. Металлорежущие станки инструментального производства. М., «Машиностроение», 1967, 328 с.
3. Лоскутов В.В. Зуборезные станки. М., «Машиностроение», 1967, 108 с.
4. Масловский В.В. Доводочные и притирочные работы. М., «Высшая школа», 1971, 156 с.
5. Петруха Г.П. Резание конструкционных материалов, режущие инструменты и станки. М., «Машиностроение», 1974, 616 с.
6. Чернов Н.Н. Металлорежущие станки: Учебник для машиностроительных техникумов. М., «Машиностроение», 1978. 389 с.
7. Металлорежущие станки. Учеб. пособие для втузов. Н.С.Колев, Л.В.Красниченко, Н.С.Никулин и др. – 2-е изд.,перераб. и доп. – М.: Машиностроение, 1980. – 500 с.
8. Колка И.А., Кувшинский В.В. Многооперационные станки. – М.: Машиностроение, 1983 – 136 с.
9. Артамонов Б.А., Волков Ю.С., Дрожалова В.И. и др. Электрофизические и электрохимические методы обработки материалов. Учебное пособие в 2-х томах. Под ред. В.П. Соломенцева. М., Высш. школа, 1983г.
10. Справочник по электрофизическим и электрохимическим методам обработки (Г. Л. Амитан, И.А. Байсупов, Ю.М. Барон и др.
Под общ. ред. В.А. Волосатова. - Л., Машиностроение. Ленингр. отдние, 1988. 710 с.
СОДЕРЖАНИЕ
1. Введение 3
2. Классификация металлорежущих станков 8
Обозначение станков 8
Движения в металлорежущих станках 10
3. Токарные станки 12
3.1. Токарно-винторезные станки 12 3.2. Токарно-затыловочные станки 18 3.3. Лобовые токарные станки 20 3.4. Токарно-карусельные станки 21
3.5. Токарно-револьверные станки 24
3.6. Токарные автоматы и полуавтоматы 29
4. Сверлильные станки 41
4.1. Вертикально-сверлильные станки 42
4.2. Радиально-сверлильные станки 45
4.3. Многошпиндельные сверлильные станки 47
5. Расточные станки 49
5.1. Горизонтально-расточные станки 50
5.2. Алмазно-расточные станки 51
5.3. Координатно-расточные станки 53
6. Фрезерные станки 55
6.1. Консольно-фрезерные станки 56
6.2. Вертикально-фрезерные станки 58
6.3. Широкоуниверсальные фрезерные станки 60
6.4. Продольно-фрезерные станки 61
6.5. Шпоночно-фрезерные станки 63
6.6. Карусельные и барабанные фрезерные станки 64
6.7. Копировально-фрезерные станки 65
7. Резьбообрабатывающие станки 67
7.1. Резьбофрезерные полуавтоматы 68
7.2. Гайконарезные автоматы 70
8. Строгальные и долбежные станки 74
8.1. Поперечно-строгальные станки 75 8.2. Продольно-строгальные станки 77
8.3. Долбежные станки 79
9. Протяжные станки 80
9.1. Горизонтально-протяжные станки 81
10. Шлифовальные станки 83
10.1. Круглошлифовальные станки 85
10.2. Бесцентрошлифовальные станки 87
10.3. Плоскошлифовальные станки 89
10.4. Внутришлифовальные станки 92
10.5. Профильношлифовальные станки 93
11. Доводочные станки 97
11.1. Вертикальные хонинговальные станки 98
11.2. Притирочные станки 99
11.3. Станки для суперфиниширования 101
12. Зубообрабатывающие станки 103
12.1. Вертикальные зубодолбежные станки 104
12.2. Зубофрезерные станки 106
12.3. Зубострогальные станки 108
12.4. Зубоотделочные станки 109
13. Заточные станки 111
13.1. Универсальные заточные станки 111
13.2. Станки для заточки фрез 112
14. Агрегатные станки 116
15. Многооперационные станки 118
15.1. Горизонтальные многооперационные станки 119
15.2. Вертикальные многооперационные станки 123
15.3. Продольно-обрабатывающие
многооперационные станки 124
15.4. Токарные многооперационные станки 125
16. Электроэрозионные станки 129
17. Заключение 134
Список литературы 135
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Учебно-методнческое пособие
Составитель
Сергей Геннадьевич Ларионов
|
