| Содержание
Введение…………………………………………………………………………...3
1. Сущность технической подготовки производства. Основные ее задачи…...6
2. Этапы технической подготовки производства: проектно-конструкторский, технологический, организационно-экономический…………………………...10
2.1 Проектно-конструкторская подготовка производства…………………….10
2.2 Технологическая подготовка производства………………………………..14
2.3 Организационно-экономическая подготовка производства……………....17
3. Планирование процесса технической подготовки производства………….19
4. Направления ускорения технической подготовки производства………….30
Заключение……………………………………………………………………….32
Список использованной литературы…………………………………………...33
Введение
Уровень научно-технической подготовки производства определяет эффективность изготовления продукции основным производством, обуславливает возможность ритмичности ее выпуска с заданными потребительскими свойствами. Техническую подготовку производства можно рассматривать с точки зрения производства какого-либо продукта на базе уже существующего или с точки зрения организации нового производства.
Деятельность предприятия по развитию его материально-технической базы, организации производства, труда и управления представляет собой техническую подготовку производства. Она включает:
- проведение прикладных исследований, связанных с совершенствованием изготовляемой продукции, техники, технологии, составом применяемых материалов, организации производства;
- проектирование новой продукции и модернизацию ранее выпускавшейся;
разработку технологического процесса изготовления продукции;
- приобретение специального оборудования, инструментов и полуфабрикатов со стороны;
- материально-техническое обеспечение производства;
- подготовку, переподготовку и повышение квалификации кадров;
- разработку норм и нормативов, технологической, технической и организационной структуры аппарата управления и информационного обеспечения.
Актуальность темы в том, что техническая подготовка осуществляется в целях эффективного освоения нового или модернизированного изделия, внедрения новых сложных машин и оборудования, новых технологических приемов и изменений организации производства. В задачу технической подготовки производства входит создание технических, организационных и экономических условий, полностью гарантирующих перевод производственного процесса на более высокий технический и социально-технический уровень на основе достижений науки и техники.
Реклама

Техническая подготовка производства включает конструкторскую, технологическую и организационно-экономическую подготовку.
На предприятиях разного типа, масштаба и профиля могут быть с разной полнотой представлены различные стадии подготовки производства; однако в любом случае существенная часть работы по организации производства находится в компетенции предприятия.
Объектом курсовой работы является техническая подготовка производства.
В ходе работы следует выполнить следующие задачи:
- раскрыть понятие « технологическая подготовка производства»;
- определить основные задачи;
- выделить этапы технической подготовки производства и раскрыть их;
- выявить направления по улучшению технической подготовки производства.
Целью написания курсовой работы является изучение и проведение анализа технической подготовки производства.
В структуру курсовой работы входят: введение, четыре основные главы, заключение, список использованной литературы.
Во введении раскрывается актуальность темы, определяется цель написания курсовой, задачи необходимые для достижения данной цели, выделяется предмет курсовой работы, а также информационная база, используемая при написании работы.
В первой главе раскрывается понятие технической подготовки, и выделяются основные задачи.
Во второй главе определяются этапы технической подготовки производства, и раскрывается их понятие.
В третьей главе рассмотрено планирование технической подготовки производства.
В четвертой главе речь идет о направлениях ускорения технической подготовки производства.
Заключение включает в себя тезисно краткие выводы по всем главам.
Информационной базой при написании курсовой являются учебники представленные в списке использованной литературы.
1. Сущность технической подготовки производства. Основные ее задачи.
Существует определенная система технической подготовки производства. Она представляет собой совокупность взаимосвязанных научно-технических процессов, обеспечивающих технологическую готовность предприятия выпускать продукцию с техническими условиями качества. В условиях становления промышленности в период перехода к рынку подготовка предприятий к выходу со своей продукцией на международный рынок будет усложняться. Объем труда, затрачиваемый на постановку новой техники, будет значительно возрастать вследствие сложности и многодетальности конечного продукта. Для того чтобы уменьшить трудозатраты применяется система единой технической документации по технической подготовке производства - ЕСТПП.
Реклама

ЕСТПП - это установленная государственными стандартами система организации и управления технической подготовкой производства, непрерывно совершенствуемая на основе достижений науки и техники, управляющая развитием технической подготовки производством на уровнях: государственном, отраслевом, организации, предприятии.
Основная цель ЕСТПП - обеспечение необходимых условий для достижения полной готовности любого типа производства к выпуску изделий заданного качества, в оптимальные сроки при наименьших трудовых, материальных и финансовых затратах.
ЕСТПП призвана обеспечить единый для каждого предприятия, организации системный подход к выбору, применению методов и средств технической подготовки производства, соответствующих передовым достижениям науки, техники и производства; высокую способность производства к непрерывному его совершенствованию, быстрой переналадке на выпуск более совершенной продукции; рациональную организацию механизированного выполнения комплекса инженерно-технических работ, в том числе автоматизацию конструирования объектов и средств производства, разработка технологических процессов и управление технической подготовкой производства, взаимосвязь технической подготовки производства с другими автоматизированными системами и подсистемами управления.
Основными задачами технической подготовки производства на промышленном предприятии являются: формирование прогрессивной технической политики, направленных на создание более совершенных видов продукции и технологических процессов их изготовления; создание условий для высокопроизводительной, ритмичной и рентабельной работы предприятия; последовательное сокращение длительности технической подготовки производства, ее трудоемкости и стоимости при одновременном повышении качества всех видов работ.(9, стр.23)
Для начала необходимо дать определение технической подготовки производства, т.к. оно подходит к любому виду технической подготовки не зависимо, производим ли мы отдельные изменения в продукции или организуем новое предприятие. Существует следующее определение технической подготовки производства:
Техническая подготовка производства - это комплекс нормативно-технических мероприятий, регламентирующих конструкторскую, технологическую подготовку производства и систему постановки продукции на производство.
Задачи технической подготовки производства решаются на всех уровнях и группируются по следующим четырем принципам: обеспечение технологичности изделий; разработка технологических процессов; проектирование и изготовление средств технологического оснащения; организация и управление технической подготовкой производства.
Основу ЕСТПП составляют:
1. системно-структурный анализ цикла ТПП;
2. типизация и стандартизация технологических процессов изготовления и контроля;
3. стандартизация технологической оснастки и инструмента;
4. агрегатирование оборудования из стандартных элементов конструкции.
Для разработки стандартных технологических процессов производят классификацию технологических операций путем их расчленения от сложного к простому до получения мельчайших неделимых элементов технологии с соблюдением технологической последовательности всего процесса. На каждый неделимый элемент или технологическую операцию разрабатывается стандарт предприятия по установленной форме (технологическая карта), где дается исчерпывающее описание всех переходов, из которых формируется данная элементарная операция, со всеми необходимыми объяснениями и примечаниями.(2, стр.57)
Стандартные технологические процессы разбиваются на операции изготовления стандартных или унифицированных деталей (на предприятиях машиностроения), от качества которых зависит надежность изделия.
ЕСТПП устанавливает три стадии работы над документацией по организации и совершенствованию технической подготовки производства:
- обследование и анализ существующей на предприятии системы ТПП;
- разработка технического проекта ТПП (в нем определяется назначение, формируются требования, которым должны удовлетворять как система ТПП в целом, так и отдельные ее элементы);
- создание рабочего проекта (на этом этапе разрабатываются информационные модели решения всех задач; классификаторы технико-экономической информации; оригинальные, типовые и стандартные технологические процессы; стандарты предприятия на средства технологического оснащения; документация на организацию специализированных рабочих мест и участков основного и вспомогательного производства на основе типовых и стандартных технологических процессов и методов групповой обработки деталей; рабочая документация для решения задач с помощью ЭВМ; информационные массивы; организационные положения и должностные инструкции).
Один из основных показателей ТПП - длительность цикла ТПП. Необходимо для начала установить структуру ТПП. Структура ТПП - это отношение затрат на отдельные виды работ в составе ТПП к общему итогу затрат на ТПП, выраженное в процентах. Длительность цикла ТПП - это календарное время от начала до окончания ТПП нового изделия или целого производства. Она определяется по формуле:
Дцтпп=q1Тц1 + q2Тц2 + q3Тц3 + ... + qnТцn ,
где q1,q2,q3 - коэффициенты коррекции времени, учитывающие параллельное и параллельно-последовательное выполнение работ в процессе ТПП;
Тц1,Тц2 - время на получение конструкторской, разработку технологической документации, изготовление технологического оснащения, нестандартного оборудования, техническую и организационную перестройку производства, подготовку и переподготовку кадров, на изготовление и проведение испытания и др.
Длительность цикла ТПП оказывает огромное влияние на величину затрачиваемых ресурсов, незавершенного вспомогательного производства, ускорение оборачиваемости оборотных средств, себестоимость работ по ТПП. Основными направлениями его сокращения являются: увеличение объема работ в параллельном и параллельно-последовательном исполнении и снижение трудоемкости на каждом из этапов.
2.1 Проектно-конструкторская подготовка производства.
Проектно - конструкторская подготовка производства (ПКПП) включает проектирование новой продукции и модернизацию ранее производившейся в соответствии с ЕСКД, а так же разработку проекта реконструкции и переоборудования предприятия или отдельных его подразделений. Содержание и объем ПКПП в основном зависит от цели ее проведения, типа производства, сложности и характера продукции.
Основными этапами проектно-конструкторской подготовки производства по разработке новых и модернизации производившихся изделий являются:
1. разработка технического задания;
2. разработка технического предложения;
3. составление эскизного проекта;
4. разработка технического проекта;
5. разработка рабочей документации и опытные образцы, установочные
серии для серийного и массового производства.
Техническое задание- это документ, содержащий исходные данные для проектирования объекта. Это важный этап, выделяемый из непосредственно конструкторских работ, осуществляется разработчиком на основе исходных требований к продукции, предъявляемой заказчиком.
Техническое задание включает изучение патентов, литературных источников, установление основных параметров нового изделия, планирование конструкторской подготовки производства, составление сметной калькуляции по разрабатываемой теме, предварительный анализ экономической эффективности проектируемой конструкции. Техническое задание в установленном порядке согласуется с заказчиком и предопределяет возможность начала процесса конструирования.
Техническое предложение- совокупность конструкторских документов, отражающих расчеты технических параметров и технико-экономическое обоснование целесообразности разработки документации изделия на основе технического задания. Расчеты выполняются по различным вариантам возможных решений их оценки с учетом конструкторских и эксплуатационных особенностей разрабатываемого и существующих изделий. Техническое предложение разрабатывается обычно в случаях, когда это предусмотрено техническим заданием. Целью его разработки является выявление дополнительных и уточненных требований к изделию (технических характеристик, показателей качества и др.), которые не могли быть указаны в задании, но это целесообразно выполнить на основе предварительной конструкторской проработки и анализа различных вариантов изделия.
В процессе разработки эскизного проекта создается конструкторская документация, в которой содержатся принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а так же данные, определяющие назначение, параметры и габаритные размеры изделия.
Цель его разработки - установление принципиальных (конструктивных, кинематических и др.) решений, дающее общее представление о принципах работы и устройстве нового изделия, когда это целесообразно сделать до разработки технического проекта и рабочей конструкторской документации.
Технический проект должен содержать окончательные технические решения, дающие полное представление об устройстве нового изделия, и исходные данные для разработки рабочей документации. При его разработке уточняется общий вид нового изделия, выполняются чертежи основных узлов и агрегатов, их спецификации, монтажные и сборочные схемы с расчетами на прочность, жесткость, устойчивость, технологичность, а также способы упаковки, возможности транспортировки и монтажа на месте использования, степень сложности изготовления, удобство эксплуатации, способы упаковки, целесообразность и возможность ремонта и др.
Рабочая конструкторская документация составляется после утверждения и на основе технического проекта. В состав рабочей документации входят: чертежи всех деталей и сборочных единиц; схемы сборочных единиц, комплексов, комплектов; спецификации сборочных единиц, комплексов, комплектов, покупных изделий; технические условия; документы, регламентирующие условия эксплуатации и ремонта машины.
Обязанность выполнения стадий и этапов разработки конструкторской документации устанавливается техническим заданием на разработку. Выполнение всех стадий конструкторской подготовки производства с обязательным проведением после изготовления опытного образца испытаний нового изделия рекомендуется лишь для более сложных конструкторских работ с высокой степенью новизны. Для изделий с невысокой степенью новизны допускается двухстадийное проектирование - технический проект и разработка рабочей документации. При модернизации существующих конструкций машин, оборудования, приборов объединяются стадии эскизного и технического проектов. Если новая техника разрабатывается по результатам законченной научно - исследовательской работы, то отчет по новой теме может заменить первую стадию разработки конструкторской документации - техническое предложение.(1,стр. 93)
На этой стадии не только определяется фактическая экономическая эффективность, но и поданным оперативного и бухгалтерского учета оценивается реальное влияние нового изделия на всю систему хозяйственных показателей завода изготовителя и предприятия – потребителя.
Требования, предъявляемые к проектированию новой и модернизации основной продукции:
· непрерывное совершенствование качества продукции повышение ее мощности, надежности, долговечности, прочности легкости, улучшения внешнего вида и т.п.;
· повышение уровня технологической конструкции, под которой понимается облегчение процесса изготовления продукции и возможность применения прогрессивных методов изготовления при заданном объеме производства.
· снижение себестоимости новой продукции, достигаемое за счет упрощения и совершенствования конструкции, замены дорогих материалов более дешевыми, снижение эксплуатационных затрат, связанных с применением продукции;
· использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов.
2.2 Технологическая подготовка производства.
Технологическая подготовка производства (ТПП) - совокупность мероприятий, обеспечивающих технологическую готовность производства, т.е. наличие на предприятиях полных комплектов конструкторской и технологической документации и средств технологического оснащении (основного и вспомогательного оборудования, организационной оснастки) для осуществления заданного объема выпуска продукции с установленными технико-экономическими показателями. При этом комплект технологической документации включает совокупность документов технологических процессов, необходимых и достаточных для их выполнения при изготовлении и ремонте изделия или его составных частей.(3, стр. 47)
Согласно Единой системе технологической документации (ЕС ТД) технологическая подготовка производства должна включать следующие стадии:
1. Технологический анализ рабочих чертежей и их контроль на предмет технологичности конструкции деталей и сборочных единиц.
2. Разработка прогрессивных технологических процессов.
3. Проектирование специальных инструментов, технологической оснастки и оборудования для изготовления нового изделия.
4. Выполнение планировок цехов и производственных участков с расстановкой оборудования согласно разработанным технологическим маршрутам.
5. Выверку, отладку и внедрение технологических процессов.
6. Расчеты производственной мощности предприятия.(5, стр137).
Технологическая подготовка производства включает решение общих задач, группируемых по следующим основным функциям:
- обеспечение технологичности конструкции изделия – совокупности ее свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при ТПП, изготовлении, эксплуатации и ремонте, по сравнению с совокупностью соответствующих свойств однотипных изделий того же назначения при обеспечении установленных значений показателей качества, конкурентоспособности и принятых условий изготовления, эксплуатации и ремонта;
- разработка технологических процессов;
- проектирование и изготовление средств технологического оснащения – совокупности орудий производства, необходимых для осуществления технологического процесса;
- организация управления технологической подготовкой.
Степень детализации технологических процессов определяется типом производства. На предприятиях производственной сферы в технологическую документацию включают производственные нормы и нормативы расходов сырья, материалов, топлива и энергии, методы контроля качества продукции, нормы производственных отходов, описание транспортных маршрутов, перечень рабочих инструкций, сертификации оборудования и инструментов.
Управление технологической подготовкой производства- процесс разработки и осуществления мероприятий по обеспечению функционирования ТПП и корректированию хода выполнения работ при возникающих отклонениях- включает решение вопросов планирования, учета, контроля и регулирования. При построении организационной структуры служб технологической подготовки производства рекомендуется учитывать:
· рациональное распределение функций между службами ТПП, исключая дублирование работ при решении ее задачи;
· совершенствование документооборота, исключая дублирование связи меду службами и наличие излишней информации;
· гибкость структуры, т.е. возможность быстрой перестройки ее для решения задач технологической подготовки производства.
Технологическое проектирование начинается с разработки маршрутной технологии, в которой определяются последовательность выполнения основных операций и закрепление их в цехах за конкретными группами оборудования. По маршрутной технологии за каждым цехом и участком закрепляются обрабатываемые виды продукции, указываются оборудование, инструменты, специальность рабочих, разряды работ и нормы времени.
В индивидуальном и мелкосерийном производствах, а также на предприятиях со сравнительно простой технологией разработка технологических процессов обычно ограничивается маршрутной технологией. В массовом же и крупносерийном производствах вслед за маршрутной разрабатывается более подробная пооперационная технология, которая содержит подробное описание всех технологических операций.
При разработке технологического процесса важной задачей является выбор экономически эффективных способов изготовления изделия. Выбранная технология производства должна обеспечивать высокое качество изготовления продукции, повышение производительности труда и наиболее низкую себестоимость изделий по сравнению с другими вариантами.
2.3 Организационно-экономическая подготовка производства.
Проектно-конструкторская и технологическая подготовка производства реализуется на стадии организационно-экономической.
Организационно-экономическая подготовка производства – представляет собой комплекс мероприятий по обеспечению процесса производства новых изделий всем необходимым, а также по организации и планированию технической подготовки производства.
Первое направление предусматривает в соответствии с технологическим процессом определенные потребности предприятия в дополнительном оборудовании, рабочих кадрах, материальных и топливно-энергетических ресурсах; непосредственное обеспечение производства новой продукции нужным оборудованием, инструментами, приспособлением; перестройку производственной, а при необходимости организационной структуры, информационной системы; осуществления подготовки, переподготовки кадров, оформление договорных отношений с поставщиками и потребителями продукции и т.д.
На этой стадии решаются вопросы специализации и кооперирования цехов, проектируется организация рабочих мест, организация ремонтного, инструментального, энергетического, транспортного и складского хозяйств, рассчитываются необходимые материальные, трудовые и финансовые, календарно-плановые нормативы, разрабатывается соответствующая технологическому процессу и типу производства система оперативно производственного планирования и управления производством, а также система оплаты труда работников предприятия.
На этой стадии разрабатываются плановые калькуляции и цены на новую продукцию, определяется ее экономическая эффективность.
Второе направление организационно - экономической подготовки на основе перспективного и годового планов научно-исследовательских и опытно-конструкторских работ и внедрение достижений науки и техники в производство.
В этих планах предусмотрены:
· задание по важнейшим научно-исследовательским и опытным работам;
· задание по разработке и изготовлению образцов новых изделий;
· задание по механизации и автоматизации производственных процессов и внедрению передовой технологии;
· производство новых видов продукции (первые промышленные серии);
· расчет потребности в материалах, оборудовании и приборах для проведения данных работ и т.п.
Оценивая организационно-технические условия, необходимо учитывать:
- наличие резерва производственных мощностей;
- наличие свободных производственных площадей;
- внутризаводскую специализацию и разделение труда в цехах и на участках;
- уровень отраслевой и межотраслевой кооперации;
- наличие квалифицированных кадров.
Таким образом, три основных фактора обуславливают введение новой продукции:
1. Необходимость оградить предприятие от последствий неизбежного процесса устаревания существующей продукции, которые вызывается конкуренцией, динамичным развитием рынка или моральным износом самих изделий. Введение новой продукции в ассортимент необходимо для защиты уже вложенных в предприятие средств.
2. Распределение коммерческого риска на более широкий ассортимент продукции, уменьшение влияния конкуренции на отдельно взятую сферу производства.
3. Необходимость обеспечения более быстрого и постепенного увеличения общей рентабельности предприятия, путем сохранения и увеличения конкурентоспособности, более рационального использования производственных мощностей и возможностей персонала. (5, стр.202)
3. Планирование процесса технической подготовки производства.
Планирование технической подготовки производства состоит в распределении, координации и контроле работ: во времени - по стадиям и этапам, по содержанию и объемам - между органами технической подготовки. Планирование производится в соответствии с заданиями годового и перспективного планов развития предприятия. Важнейшей задачей планирования является ускорение технической подготовки и обеспечение производства технической документацией и технологическим оснащением к началу запуска изделия. Основой для расчета плана подготовки как во времени, так и по объему являются заводские и отраслевые нормативы трудоемкости, позволяющие делать укрупненные расчеты при конструировании изделий или разработке новой продукции.
Трудоемкость, длительность и стоимость технической подготовки производства могут быть определены на основе установленных корреляционных зависимостей по таким факторам, как количество деталей и узлов в конструкции, категория сложности изделия, новизна конструкции, степень унификации, среднее количество операций на одну деталь, коэффициент оснащенности, степень механизации и автоматизации. После определения длительности всех этапов технической подготовки составляется календарный план ее осуществления - в форме ленточного, линейного или сетевого графика. В целях ускорения подготовки она должна планироваться с возможно высокой степенью параллельности. Наибольшее распространение на практике получили графики линейного типа, в особенности при небольшом объеме проектируемых работ и краткосрочности этапов их осуществления (см. приложение 1) . Связано это с простотой и удобством их графического построения, наглядностью изображаемых процессов. При освоении сложных объектов современной техники планирование и управление разработками выполняется при помощи методов сетевого планирования и управления (СПУ). Эти методы позволяют оптимизировать процесс создания новой продукции, как по времени, так и по стоимости. СПУ основано на графическом изображении определенного комплекса работ, отражающем их логическую последовательность, взаимосвязь и длительность, с оптимизацией разработанного графика при помощи методов прикладной математики и вычислительной техники и его использования для текущего руководства этими работами. Модель планируемого процесса изображается в виде ориентированного графа, называемого сетевым или просто сетью. Граф состоит из работ и событий. Работой называется тот или иной процесс (например, изготовление опытного образца продукции), а событием - момент завершения работы, в данном случае момент готовности образца, после которого должна начаться следующая работа (например, его испытание и доводка). На рисунке 1 изображен пример сетевого графика. События обозначены кружками, работы - стрелками. Длина стрелки графически не выражает продолжительности выполнения работы, она обозначается числом дней или недель и наносится над стрелкой. Полный путь в сетевом графике - это любая непрерывная последовательность взаимозаменяемых событий и работ, ведущая от события (0) , исходного для всего графика, к завершающему, последнему событию сетевого графика(17). Кроме полных путей (а их несколько), следует различать: путь от исходного события до какого-либо промежуточного события, например (5); путь, соединяющий данное промежуточное событие (5) с завершающим (17); путь между двумя событиями, из которых ни одно не является исходным или завершающим.
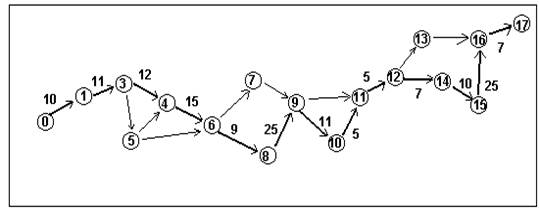
Рисунок1. Сетевой график
Среди этих путей особое значение имеет критический путь - последовательность работ от исходного до завершающего события, требующая наибольшего времени для их выполнения. Критический путь обозначен жирными стрелками.
Продолжительность работ, лежащих на критическом пути, определяет общий цикл завершения всего комплекса работ, планируемых при помощи сетевого графика.
Уменьшение длительности критического пути является основной задачей оптимизации планирования. Термин “событие” применяется в СПУ в смысле вероятного и зависимого события, наступление которого может меняться от 1 до 0. Термин “работа” и его графическое изображение в виде линии употребляются в более широком понимании: как действие, требующее затрат времени, время ожидания (например, при испытаниях опытного образца) и, наконец, как логическая связь между событиями (фиктивная работа). Ожидаемое время выполнения работы tож выводится из сравнения трех оценок: оптимистической tmin, пессимистической tmax, вероятной tв. Оно определяется либо экспертным путем, либо берется из статистических данных по аналоговым проектам.
Оптимистическая оценка предполагает наличие самых благоприятных условий для ее выполнения, а пессимистическая - самых неблагоприятных. Наиболее вероятное время берется как наиболее часто встречающееся в данной статистической совокупности: tож = (tmin + 4tв + tmax) /6.
Возможность выяснить разницу между продолжительностью критического пути и продолжительностью любого другого пути позволяет вскрывать резервы времени технической подготовки, что является огромным преимуществом СПУ по сравнению с линейным графиком.
Кроме того, СПУ позволяет соотносить любые промежуточные работы и события, указанные во времени с основными этапами.
Так, из сетевого графика видно, что помимо работ 3-4 и 4-6 к моменту завершения события 6 требуется определить работы 3-5 (размножение и выпуск рабочих чертежей и технической документации) , 5-4 (составление технического задания на проектирование технологической оснастки) , 5-6 (технологический контроль чертежей).
Расчеты в СПУ значительно увеличиваются в связи с необходимостью обычных частых пересоставлений графиков, так как некоторые работы выполняются досрочно, а часть работ запаздывает. Поэтому для успешного применения СПУ необходимо расчеты производить на ЭВМ с графопостроителем. Это обеспечивает быстрое производство расчетов не только по временным параметрам, но и в денежном выражении по затратам. Для СПУ необходимо накопление большого статистического материала, требуется труд высококвалифицированных специалистов. Несмотря на это, эффективность СПУ велика, особенно для таких работ, как проектирование новых видов техники, основанных на новых научных принципах, изготовление и монтаж наиболее сложных видов технологического оборудования, капитальное строительство сложных объектов, комплексные работы, выполняемые многими предприятиями различных отраслей.
Сроки технической подготовки производства могут быть значительно сокращены, если механизировать и автоматизировать трудоемкие вычислительные, графические, поисковые, документационно-множительные и другие работы, характерные для большинства этапов конструкторской и технологической подготовке производства.
Эффективность и степень автоматизации и механизации работ определяются их характером и содержанием. Так, процесс непосредственного изготовления проектно-конструкторских и технологических документов занимает до 50% рабочего времени специалистов. Поэтому широкое использование относительно простых средств и методов, таких, как черчение на масштабно-координатной бумаге с прозрачной основой, использование прозрачных темплетов, аппликаций для формирования чертежа, модельно-макетного проектирования, фотомонтажа документов, чертежей-заготовок типового представителя способствует последовательному сокращению трудоемкости этих работ. Но главным направлением здесь является автоматизация. В настоящее время широко используются компьютерные системы автоматизированного проектирования. Другим существенным направлением механизации и автоматизации технической подготовки является использование автоматизированных информационно-поисковых систем (ИПС). Конструктор, приступая к новой разработке, изучает, пользуясь фондом, накопленным в ИПС, наиболее современные элементы конструкций, принципы действия, патенты, стандарты, тем самым значительно сокращая длительность этапов проектирования и обеспечивая современные и перспективные требования к конструкции. При технологическом проектировании ИПС представляет материалы для решения задач: классификации деталей, технологических процессов, группировки деталей применительно к действующим унифицированным технологическим процессам.
На основе информации производятся расчеты размеров поверхности обработки, расхода материалов, составляется их спецификация, определяется последовательность технологических маршрутов, перечень технологического оборудования. (6,стр 234)
Наибольший эффект от механизации и автоматизации технической подготовки производства достигается объединением САПР, автоматизированной системы технологической подготовки производства (АСТПП), автоматизированной системы управления технологическими процессами (АСУТП) в рамках автоматизированной системы управления производством (АСУП).
В этом случае обеспечивается ускорение и повышение технического уровня конструкторских и технологических разработок, выбираются оптимальный технологический процесс, рациональное использование производственных мощностей, материальных и трудовых ресурсов, повышения качества продукции и всей хозяйственно-экономической работы.
Но разработать процесс производства и технологию - это еще не все. Для нормального функционирования линии нам необходимо обеспечить нормальное техническое обслуживание и снабжение всеми необходимыми комплектующими.
Планирование технического обслуживания и ремонта.
Для основного производства также необходимо снабжение материалами, полуфабрикатами, энергией различных видов, инструментом, транспортом. Выполнение всех этих многообразных функций составляет задачу вспомогательных подразделений предприятия: ремонтного, инструментального, энергетического, транспортного, складского и т.д.
Во вспомогательном производстве и техническом обслуживании на предприятии может быть занято до 50% всех рабочих. Из общего объема вспомогательных и обслуживающих работ на транспортно-складские приходится приблизительно 33% , на ремонт и обслуживание основных фондов - 30, на инструментальное обслуживание - 27, на энергообслуживание - 8 и на прочие работы - 12. Таким образом, на ремонтное, энергетическое, инструментальное, транспортное и складское обслуживание приходится примерно 88% общего объема этих работ. От их правильной организации и дальнейшего совершенствования в наибольшей мере зависит повышение эффективности технического обслуживания производства в целом.
Ремонтное хозяйство создается на предприятии для того, чтобы обеспечить с минимальными затратами рациональную эксплуатацию его основных производственных фондов. Основными задачами ремонтного хозяйства являются: осуществление технического обслуживания и ремонта основных производственных фондов; монтаж вновь приобретенного или изготовленного самим предприятием оборудования; модернизация эксплуатируемого оборудования; изготовление запасных частей и узлов (в том числе для модернизации оборудования), организация их хранения; планирование всех работ по техническому обслуживанию и ремонту, а также разработка мероприятий по повышению их эффективности. В состав ремонтного хозяйства предприятия входят: отдел главного механика, ремонтно-механический цех, смазочное и эмульсионное хозяйства, склады оборудования и запасных частей. В цехах организуются цеховые ремонтные службы, возглавляемые механиками цехов. Отдел главного механика имеет в своем составе следующие подразделения: конструкторско-технологическое бюро, осуществляющее подготовку всей необходимой технической документации по ремонту, модернизации и уходу за оборудованием; планово-производственное бюро, занимающееся планированием и диспетчеризацией работы ремонтных цехов, а также материальной подготовкой ремонтных работ; бюро планово-предупредительного ремонта (ППР), осуществляющее общее руководство и контроль за соблюдением системы ППР на предприятии. Руководит ремонтным хозяйством главный механик, подчиненный главному инженеру предприятия.
В процессе работы отдельные части машин и оборудования подвергаются износу. Восстановление их работоспособности и эксплуатационных свойств достигается путем ремонта, эксплуатацией и уходом за оборудованием. Основу для этого на промышленных предприятиях составляет система технического обслуживания и ремонта основных фондов, представляющая собой совокупность взаимосвязанных положений, средств, организационных решений, направленных на поддержание и восстановление качества эксплуатируемых машин, механизмов, сооружений, зданий и других элементов основных фондов.
Ведущую форму системы технического обслуживания и ремонта техники на предприятиях промышленности составляет система планово-предупредительного ремонта оборудования (ППР). Под системой ППР понимается совокупность запланированных мероприятий по уходу, надзору и ремонту оборудования. Работы по обслуживанию и ремонту оборудования при системе ППР включают: уход за оборудованием, межремонтное обслуживание, периодические ремонтные операции. Уход за оборудованием состоит в соблюдении правил технической эксплуатации, поддержании порядка на рабочем месте, чистке и смазке рабочих поверхностей. Осуществляется он непосредственно производственными рабочими, обслуживающих агрегаты под контролем производственных мастеров. Межремонтное обслуживание заключается в наблюдении за состоянием оборудования, за выполнением рабочими правил эксплуатации, в своевременном регулировании механизмов, устранении мелких неисправностей. Выполняется оно дежурными работниками ремонтной службы без простоя оборудования - в обеденные перерывы, нерабочие смены и т.д. Периодические ремонтные операции включают промывку оборудования, смену масла в смазочных системах, проверку оборудования на точность, осмотры и плановые ремонты - текущий, средний и капитальный. Выполняются эти операции ремонтным персоналом предприятия по заранее разработанному графику. Промывке как самостоятельной операции подвергается не все оборудование, а лишь то, которое работает в условиях большой запыленности и загрязненности, например литейное оборудование, оборудование по производству пищевых продуктов. Смена масла производится во всех смазочных системах с централизованной и другими системами смазки по специальному графику, увязанному с графиком проведения плановых ремонтов. Проверке на точность подвергается все оборудование после проведения очередного планового ремонта. Отдельно по особому графику проверяется периодически все прецизионное оборудование. Проверка на точность заключается в выявлении соответствия действительных возможностей агрегата требуемой точности его работы. Проводится эта операция контролером ОТК с помощью ремонтного слесаря.
Осмотрам периодически подвергается все оборудование. Их задача - выявление степени изношенности деталей, регулирование отдельных механизмов, устранение мелких неисправностей, замена износившихся или утерянных крепежных деталей. При осмотре оборудования уточняется также объем предстоящего ремонта и сроки его проведения. Текущий ремонт представляет собой наименьший по объему вид планового ремонта, выполняемый для обеспечения или восстановления работоспособности агрегата. Он заключается в частичной разборке машины, замене или восстановлении отдельных ее узлов и деталей, ремонте несменяемых деталей.
Средний ремонт отличается от текущего большим объемом работ и числом изношенных деталей, подлежащих замене.
Капитальный ремонт - полное или близкое к полному восстановление ресурса агрегата с заменой (восстановлением) любых его частей, включая базовые. Следовательно, задача капитального ремонта - привести агрегат в состояние, полностью отвечающее его назначению, классу точности и производительности. Прогрессивные системы ППР исходят из осуществления за ремонтный цикл только двух видов планового ремонта - текущих и капитального, т.е. без средних ремонтов. При этом капитальный ремонт зачастую сопровождается модернизацией оборудования. В зависимости от степени централизации ремонтных работ различают три формы их организации: централизованную, децентрализованную и смешанную. Централизованный ремонт предусматривает, что все виды ремонта и межремонтного обслуживания производятся силами ремонтно-механического цеха, подчиненного главному механику предприятия, децентрализованный - цеховыми ремонтными службами под руководством механика цеха. Смешанная форма организации ремонта основана на различных комбинациях централизованной и децентрализованной форм. Во многих случаях смешанная форма предусматривает осуществление всех видов ремонтных операций и межремонтного обслуживания, кроме капитального ремонта, цеховыми ремонтными службами, как это имеет место при децентрализованной системе. Капитальный же ремонт производит ремонтно-механический цех.
Кроме различных форм внутризаводского ремонта, организован внезаводской специализированный капитальный ремонт оборудования. Наряду с планово-предупредительными ремонтами, составляющими основу технического обслуживания и ремонта основных фондов, на предприятиях могут иметь место также внеплановые (аварийные) и восстановительные ремонты. Необходимость в аварийном ремонте может возникнуть в результате непредвиденного выхода оборудования из строя. Восстановительный ремонт имеет своим объектом те элементы основных фондов, дальнейшая эксплуатация которых более невозможна.
Внедрение системы ППР требует предварительного проведения ряда подготовительных работ. К ним относятся: классификация и паспортизация оборудования; составление спецификаций сменных и запасных деталей и установление норм запаса последних; разработка альбомов чертежей по каждому типоразмеру оборудования; организация хранения запасных деталей и узлов; разработка инструкций производственному и ремонтному персоналу по техническому обслуживанию оборудования и технологической документации по его ремонту. Классификация оборудования имеет целью определенную его группировку по признакам однотипности для определения числа одноименных сменных деталей, составлению инструкций по техническому обслуживанию оборудования, разработка типовой технологии ремонтных работ и т.д.
Назначение паспортизации - иметь полную техническую характеристику всех эксплуатируемых на предприятии орудий труда. Паспорт заводится на каждую единицу заводского оборудования. В нем фиксируются его технические данные и их изменение, режимы работы, допустимые нагрузки, результаты осмотров и ремонтов. Паспорт оборудования - исходный документ при организации и планировании его ремонта и технического обслуживания. Составление спецификаций сменных и запасных деталей, альбомов чертежей необходимо для своевременного их изготовления и разработки технологии ремонтных работ. Сменными называются детали машин, подвергающиеся износу и подлежащие замене при ремонте. Срок их службы не превышает длительности ремонтного цикла. Сменные детали, которые необходимо иметь в постоянно возобновляющемся запасе, называются запасными деталями. Для хранения запасных деталей создаются общезаводской склад запасных деталей и узлов, а в необходимых случаях - и кладовые в производственных цехах.
Разработка инструкций производственному и ремонтному персоналу, а также технологии ремонтных работ имеет целью повысить организационно-технический уровень текущего обслуживания и ремонта оборудования и тем самым способствовать более эффективному его использованию на предприятии.
Организация и планирование ремонта оборудования при системе ППР основываются на определенных нормативах, позволяющих планировать объемы ремонтных работ, их очередность, сроки проведения, как по группам однородных станков, так и в целом по предприятию и его отдельным подразделениям. Система этих нормативов включает: категории сложности ремонта, ремонтные единицы, длительность и структуру ремонтных циклов, длительность межремонтных и межсмотровых периодов, длительность ремонтного периода. К ним примыкают также нормативы межремонтного обслуживания оборудования, нормы расхода материалов, запасных частей и запасов быстроизнашивающихся деталей. Методика расчета нормативов и их конкретные величины для разных видов оборудования и условий его эксплуатации определены Единой системой ППР. Каждой единице производственного оборудования присваивается соответствующая категория сложности ремонта. Чем сложнее агрегат, тем она выше, и наоборот.
4. Направления ускорения технической подготовки производства.
Цикл возникновения идеи до организации выпуска изделий потребителям не должен превышать трех лет для самых сложных образцов техники. Более длительные сроки приведут к тому, что новая техника морально устаревает еще до начала ее серийного выпуска.
Для сокращения цикла СОНТ, повышения экономической эффективности создаваемой продукции главными направлениями являются интеграция конструкторско-технологических решений, унификация, нормализация, стандартизация, применение ПЭВМ, АРМ и др.
1. Интеграция конструкторско-технологических решений (КТР) на всех стадиях проектирования. КТР представляет собой совокупность конструкционных элементов проектируемого изделия изготавливаемого из конкретных материалов, собираемого из определенных деталей, узлов, и конкретных технологических операций и процессов, обеспечивающих требования, предъявляемые к новому изделию. При системе КТР конструктор трудится совместно с технологами и рабочими, что ликвидирует существующий барьер между конструированием, разработкой технологии и изготовлением новой продукции. Уменьшается при этом и число ошибок, поскольку каждый непосредственно остро чувствует свою персональную ответственность перед соискателями.
2. Широкое применение унификации, нормализации, стандартизации и типизации конструкторских, технологических и организационных решений.
Нормализация предполагает использование в конструкции изделия известных и ранее разработанных деталей – нормалей (болтов, гаек и т.п.), которые изготавливаются в широком ассортименте на специализированных заводах или собственных цехах предприятия по имеющимся рабочим чертежам и технологическим процессам.
Унификация и нормализация являются базой создания новых изделий путем их компоновки из ограниченного числа унифицированных элементов и конструкционной преемственности.
Стандартизация - это установление норм и требований к физическим и размерным величинам производимых изделий, полуфабрикатов. Сырья и материалов. Эти нормы и требования оформляются в виде документов, называемых стандартами. Одной из форм стандартизации является типизация- сведение к целесообразному минимуму наиболее рациональных типов, видов, марок продукции, конструкций машин, оборудования и других изделий, а также технологических процессов.
3. Проведение многовариантного сравнительного технико-экономического анализа, в том числе функционально- стоимостного (ФСА).
ФСА - это техника – экономический метод нахождения по специальной программе резервов снижения затрат на производство и эксплуатацию продукции путем исследования основных и вспомогательных функций объекта анализа и инженерного поиска наиболее экономических технических решений их осуществления.
4. Автоматизация конструкторских и технологических работ, использование систем автоматизированного проектирования САПР и моделирования процессов СОНТ. Для повышения производительности конструкторского и технологического труда необходима их всеобщая компьютеризация, а также использование различных средств механизации и автоматизации. Так как в суммарных затратах технической подготовки производства большой удельный вес занимают различные расчеты, вычисления выполнение графической части проекта, часто носящее рутинный характер.
5. Интеграция подготовки производства с маркетинговыми исследованиями Основная функция маркетинга заключается в координации научно - исследовательских и опытно-конструкторских работ, комплексном исследовании рынка сбыта, сервиса, формирования спроса и стимулирования сбыта для достижения главной цели- завоеванию возможно большей доли рынка и продления жизненного цикла продукции. (7, стр.225)
Заключение
В настоящее время процесс технической подготовки производства стал тем элементом, которому необходимо уделять такое же серьезное внимание, как и бизнес-плану или любому другому процессу, связанному с организацией предприятия, в то время как еще совсем недавно это было прерогативой различных конструкторских бюро, и НИИ которые разрабатывали технологии не особо ориентируясь на рынок сбыта, условия производства и т.д. Это связано с тем, что в настоящее время с одной стороны быстрыми темпами развивается мелкий и средний бизнес, а с другой стороны на наш рынок технологического оборудования прорвались зарубежные производители, которые предлагают широкий ассортимент различных технологических линий, включая их установку и обслуживание. Это предполагает то, что предприниматель должен быть ознакомлен с основным технологическим процессом по производству продукции и четко представлять себе с какими типами технологического оборудования ему предстоит работать и какие для этого потребуются ресурсы. Можно сказать, что в настоящий момент процесс технической подготовки претерпел некоторые изменения и в большинстве отраслей производства (особенно в легкой и пищевой) достаточно провести хорошую технологическую подготовку производства, а сугубо техническую часть предоставить поставщикам оборудования.
Список использованной литературы
1. Бердичевский В.Х., Карсекин В.И. “Технологическое проектирование предприятий ” Киев ВШ 2007г.
2. Волкова О.И., Девяткина О.В. Организация производства на предприятии (фирме): Учебн. Пособие, Москва, Инфро-М, 2009г.
3. Горфинкель В.Я., Куприянова Е.М.“Экономика предприятия: учебник для ВУЗов” Москва, 2008г.
4. Дикис М.Я., Мальский А.Н. “Организация, планирование и управление промышленным предприятием”, учебник для ВУЗов Москва, 2009г.
5. Золотогоров В. Г. Организация и планирование производства. Практич. Пособие – Мн.: ФУА информ. 2009г.
6. Иванов И.Д. “Организация и планирование производства на предприятиях ” Москва, 2008г.
7. Коженин Г. Я., Синица Л. М. Организация производства: Учебн. Пособие – Мн.: ИП «Экоперспектива» 2008 г.
8. Новицкий Н.И. Организация производства: Учебн.-метод. пособие – М. Финансы и статистика, 2007г.
9. Попов П.К., Колобаев Ю.А. “Экономика пищевой промышленности” 2-е издание Москва, 2009г.
10. Синица Л.М. Организация производства, учебник, Минск, «ИВЦ Минфина», 2008г.
11. Тимохин М.Н., Лебедь В.Г. “Экономика и организация промышленного производства” 2-изд. М. 2009г.
12. Туровец О.Г., Сербинский Б.Ю., Организация производства на предприятии. Учебник для техникумов и экономических вузов, 2008г.
|
