ОГЛАВЛЕНИЕ
1. Введение
2. Литературный обзор по теме диплома
2.1. Сплавы системы Al – Si – Mg
2.2. Сплавы системы Al – Mg – Si
2.3. Жаропрочность поршневых литейных алюминиевых сплавов
2.3.1.Влияние легирующих элементов на жаропрочность поршневых сплавов
2.3.2. Жаропрочность высококремниевых легированных сплавов
2.4. Кратковременные испытания литейных алюминиевых сплавов при повышенных
температурах
2.4.1. Кратковременные испытания сплавов на растяжение по обычной методике
2.5. Диаграмма Al — Mg — Si
2.6. Быстрозакристаллизованные сплавы на основе алюминия и способы их получения
3. Экспериментальная часть
3.1 Обоснование выбора сплавов для исследования
3.2. Исследование гранулированных сплавов
3.3. Коэффициент линейного расширения исследуемых сплавов
3.4. Выводы
4. Экономика
4.1. Технико - экономическое обоснование НИР
4.2. Организация и планирование НИР
4.3. Индивидуальное производственное задание на выполнение НИР
4.4. Составление сметы затрат на дипломную НИР
5. Промышленная экология и безопасность производства
5.1. Общий анализ условий труда при проведении исследований
5.2. Разработка инженерных мероприятий по защите от ОПФ и ВПФ
5.3. Обеспечение пожарной безопасности при проведении исследований
5.4. Защита окружающей среды
6. Заключение
7. Литература
 1.
ВВЕДЕНИЕ 1.
ВВЕДЕНИЕ
Приоритетные свойства материалов для поршней двигателей внутреннего сгорания и дизельных двигателей можно классифицировать следующим образом: низкий коэффициент линейного расширения, высокая прочность и жаропрочность, износостойкость и, соответственно, высокая технологичность и эффективность при производстве.
Очевидно, что особые эксплуатационные условия для двигателя современной гоночной машины предопределяют иной список приоритетов для поршневых материалов.
Целью данной исследовательской работы является разработка поршневого материала, имеющего особый комплекс свойств: низкая плотность, высокая жаропрочность и термостабильность, высокая теплопроводность и т.д.
Основными материалами, используемыми в двигателях Формулы-1, являются алюминиевые магниевые, титановые и стальные сплавы, хотя в отдельных случаях могут применяться и другие, например, керамика и углеволокно.
Реклама

Алюминий - наиболее распространенный материал благодаря его жесткости. Поэтому из него делают главные элементы двигателя, например, головки цилиндров, блок цилиндров, поршни. Многие из этих компонентов производятся из специальных алюминиевых сплавов, например Metal Matrix Composite (MMC), который только начал появляться в Формуле-1. Дополнительным плюсом в использовании алюминия является его высокая теплопроводность. В результате этого тепло, создаваемое внутри двигателя, быстро отводится наружу и эффективно рассеивается.
Магний легче алюминия, но его жесткость ниже, так что он используется в таких частях как оболочки кулачков. Шатуны сделаны из титана. Хотя эти материалы тяжелее алюминия, но гораздо жестче. Из стали (в состав которой входят различные количества никеля и хрома) делают коленчатый вал, поскольку на этот узел воздействует огромная энергия, а значит, требуется высокий уровень прочности. Углеволокно (карбоновое волокно), широко применяемое при изготовлении шасси, в производстве двигателя почти не участвует. Но его все же можно увидеть например в качестве оболочки пружин. Низкий вес и изоляционные свойства керамики представляют широкий интерес для применения, однако недостаточная прочность пока ограничивают ее использование в двигателях Формулы-1. Некоторые производители применяют ее как покрытие впускных клапанов, чтобы предотвратить теплопередачу от выхлопных газов к головкам цилиндра. В некоторых командах из керамики сделаны выхлопные трубы. Сама система выхлопа сделана из инконеля, специального сплава никеля, цинка и хрома, который применяется в авиационных двигателях. Это очень тонкий и легкий металл, но выдерживающий высокие температуры, порядка 800-900 градусов. Он с легкостью выдерживает режимы быстрого нагрева и охлаждения, свойственные работе системы выхлопа болида Формулы-1.
В форсированных моторах применение кованых поршней если уж не обязательно, то во всяком случае желательно. Но прежде чем говорить об их преимуществах, внесем ясность в терминологию. Точное название процесса не ковка, а изотермическая штамповка, поскольку заготовку поршня получают из прутка выдавливанием без плавления – единственным ходом пресса при постоянной температуре 495±5°С.
 
Фотографии поршней гоночных болидов
Formula–1 фирмы
Mahle
По сравнению с литыми штампованные поршни легче и одновременно прочнее, их форма оптимальна для форсированных двигателей, склонность к прогоранию меньше. В подтверждение обратимся к цифрам. Твердость кованых поршней 120–130 ед. по Бриннелю против 80–90 ед. у обычных. Термоциклическая стойкость выше в 5–6 раз. Если литые до появления первых трещин выдерживают в среднем 400 испытательных циклов «нагрев–охлаждение», то штампованные – 2500.
Реклама

В качестве предмета исследования в данной работе были выбраны сплавы на основе Al – Mg – Si, полученные методом высокоскоростной кристаллизации (распыление из перфорированного стакана) в виде гранул.
2. ЛИТЕРАТУРНЫЙ ОБЗОР ПО ТЕМЕ ДИПЛОМА
2.1 Сплавы системы
Al
—
Si
—
Mg
Наиболее типичным сплавом силумин системы Al—Si—Mg, нашедшим широкое применение, является сплав АЛ9 (6—8% Si, 0,25— 0,4% Mg, остальное Al). Сплав АЛ9 применяется как в закаленном (Т4), так и в частично состаренном состоянии (Т5).
Сплав АЛ9 разработан в середине тридцатых годов. В основном он предназначен для литья тонкостенных и сложных по конфигурации деталей, несущих средние по величине нагрузки (детали карбюраторов, корпуса помп и различной аппаратуры).
К преимуществам сплава АЛ9 следует отнести:
а) хорошие литейные свойства (высокая жидкотекучесть, минимальная линейная усадка), близкие к свойствам сплава АЛ2, что позволяет получать тонкостенные отливки сложной конфигурации;
б) малую склонность к образованию горячих трещин;
в) сравнительно высокую прочность и удовлетворительную пластичность;
г) по сравнению со сплавом АЛ4 менее сложную технологию литья деталей: не требуется применение автоклава для кристаллизации под давлением; модифицирование обычно производится тройным стандартным модификатором, что экономичнее.
К недостаткам сплава АЛ9 относятся:
а) пониженная обрабатываемость резанием;
б) хотя с увеличением содержания магния прочность сплава повышается и обрабатываемость резанием улучшается, но пластичность сплава при этом понижается;
в) пониженная коррозионная стойкость к азотной кислоте;
г) пониженная жаропрочность, которую можно повысить, увеличивая содержание кремния и магния, а также дополнительно легируя сплав медью.
Основная упрочняющая фаза тройных сплавов — фаза Mg2
Si, принадлежащая к дальтонидному типу с определенными химическим составом, свойствами и нормальной валентностью. Эта фаза имеет кубическую элементарную ячейку и не образует твердых растворов со своими компонентами, что характерно для ионных соединений в отличие от фаз бертоллидного типа (например, фазы Al3
Mg.:
).
Методом рентгеноструктурного анализа и металлографическими исследованиями процесса старения сплавов алюминия с кремнием
и магнием установлено, что процесс распада твердого раствора магния и кремния в алюминии осуществляется по следующей схеме:
1. Появляются ЗГП в кристаллической решетке твердого раствора, т. е. происходит перегруппировка в направлении сближения атомов кремния и магния для образования метастабильной фазы Mg2
Si. Эти процессы идут медленно при комнатной температуре и интенсивно при повышенной. Такая перегруппировка атомов сопровождается сильным искажением кристаллической решетки, что является причиной упрочнения сплавов типа силумин при комнатной температуре и начального снижения жаропрочности при температурах старения (160—170 С и выше).
2. Образуются одномерные и двумерные зародыши метастабильной фазы Р' (Mg2
Si), которая имеет гексагональную решетку. Считается, что формирование фазы Mg.2
Si — основная причина упрочнения сплавов системы Al—Si—Mg, но с появлением стабильной фазы Mg,Si заметно снижается жаропрочность тройных сплавов. Это особенно проявляется при 170—180° С в течение 25-ч выдержки.
3. Образуется стабильная фаза Mg.2
Si в закаленных сплавах типа силумин при 185—220° С в течение нескольких часов, а при 300о
С — в течение 30 мин старения с резким снижением прочности сплава.
Применяя старение в интервале температур 180—225°С с малым временем выдержки, можно обеспечить сплаву АЛ9 высокую прочность и пониженную пластичность.
Жаропрочность этих сплавов можно значительно повысить двумя путями: упрочнить твердый раствор комплексным легированием и границы зерен устойчивыми фазами, кристаллизующимися в разветвленной форме; свободный (элементарный) кремний связать в устойчивые соединения (Al8
Si8
Mg3
Fe, Al4
Si2
Fe, Al5
SiFe и др.). При этом кремний не следует связывать в такие соединения, в которых второй компонент имеет повышенный коэффициент диффузии. Таким примером может служить фаза Mg2
Si, которая является упрочняющей фазой; она содержится в структуре большинства сплавов типа силумин (АЛ4, АЛ9 и др.).
Фаза Ai2
Si формируется через ряд фазовых превращений, сильно искажающих кристаллическую решетку матрицы, что обусловливает значительное упрочнение сплавов при комнатной температуре. Это достигается применением соответствующей термической обработки (закалки и старения). В тройных сплавах системы А1—Si—Mg были впервые обнаружены в алюминиевой матрице зоны, характеризующие стадии предвыделения. Авторы работ, пользуясь в своих исследованиях методом рентгеноструктурного анализа, в сплавах, состаренных при комнатной температуре, не могли обнаружить структуру зон, хотя механические свойства тронных сплавов повышались. Лишь только при температуре 150о
С зоны скопления магния и кремния в матрице располагаются локально. С помощью вакансий (образовавшихся в процессе закалки) растворенные атомы вначале собираются в цепочки без какого-либо порядка, затем атомы легирующих элементов постепенно располагаются в определенном
Таблица 2.1
Изменение механических свойств сплава АЛ9 в зависимости от содержания кремния .и температуры испытаний (гагаринские образцы, вырезанные из кокильных заготовок)
| Химический состав, % (остальное А1)
|
Термическая обработка
|
Температура испытании, °С
|
| 20
|
150
|
200
|
250
|
| sb
кГ/мм2
|
d. %
|
sb
кГ/м.и-
|
d. %
|
sb
кг/мм-
|
d. %
|
sb
кГ/ мм2
|
d. %
|
| Si
|
Mg
|
Fe
|
| 6,5
|
0,30
|
0,25
|
Т5
|
26,7
|
2,3
|
24,2
|
3,0
|
20,1
|
4,3
|
15,8
|
6,7
|
| 7,2
|
0,30
|
0,25
|
Т5
|
26,8
|
2,0
|
23,1
|
3,2
|
19,4
|
4,8
|
14,3
|
7,2
|
| 8,5
|
0,30
|
0,25
|
Т5
|
26,2
|
2,1
|
22,8
|
3,4
|
18,5
|
5,7
|
13,7 8,5
|
| 9,1
|
0,3
|
0,25
|
Т5
|
26,3
|
1,8
|
22,1
|
3,0
|
18,1
|
5,6
|
13,2
|
9,0
|
порядке и параметр (4,04 А) образующейся цепочки становится таким же, как у элементарной ячейки матрицы.
При повышенных температурах ряды атомов легирующих компонентов создают строение областей, несколько отличное от строения матрицы. В этом случае фаза B” постепенно превращается в фазу B’. Атомная перестройка сопровождается большим искажением кристаллической решетки матрицы, что является причиной значительного повышения механических свойств сплавов типа силумин. Однако такое напряженное состояние кристаллической решетки способствует понижению жаропрочности сплавов. Это особенно убедительно проявляется в изменении структуры твердого раствора сплава типа АЛ9. И. Ф. Колобнев, Т. И. Решетник и В. К. Мостипан, исследуя тройные сплавы типа силумин электронномикроскопическим методом, показали, что при температуре старения 165о
С процесс распада твердого раствора сплава типа АЛ9 (А1 + 8,9% Si + 0,46% Mg) протекает сравнительно быстро.
В процессе старения при температуре 135° С в течение 15 ч образовались скопления ультрадисперсных частиц элементарного кремния. Форма скоплений таких частиц кремния аналогична форме скоплений таких же частиц кремния, полученных в работе Н. Н. Буйнова при старении двойного сплава Al—Si. Кроме скоплений ультрадисперсных частиц кремния, в структуре твердого раствора имеются атомные скопления в виде круглых (белых) точек, очевидно ЗГП2, или, как во многих работах принято обозначать «фазу» B”. Такие продукты распада твердого раствора, образующиеся в виде цепочек, в сплавах системы Al—Si—Mg характерны для начальной стадии старения. Структура сплава АЛ9, состаренного при температуре 150° С в течение 15 ч,
подтверждает это.
При более высоких температурах старения количество и величина ультрадисперсных частиц элементарного кремния, а также и белых точечных выделений сильно возрастают.
Структура твердого раствора сплава АЛ9 после старения 15 и 25 ч при температуре 165° С характеризуется большим скоплением частиц, кремния и образованием частиц метастабильной фазы B', а также и стабильной Mg2
Si.
С повышением температуры распад твердого раствора протекает очень интенсивно и образуются скопления частиц метастабильных фаз повышенной плотности за более короткое время. При этом размер частиц метастабильных фаз значительно увеличивается с удлинением продолжительности старения. Особенно интенсивно твердый раствор распадается при температуре 175о
С с выдержкой 10 ч.
Частицы силицида магния (в виде белых тонких полос) расположены ориентированно. Распад твердого раствора в процессе старения при температуре 200°С практически заканчивается в течение 10 ч.
Поэтому и прочность сплава АЛ9 при температуре 200° С низка.
Данные табл. 1 и 2 позволяют сделать два вывода: для длительной работы при высоких температурах сплав типа АЛ9 рекомендовать не следует; с увеличением содержания кремния в сплаве (модифицированное состояние) прочность этих сплавов с повышением температуры понижается. Дальнейшее повышение времени выдержки при температуре 300° С обусловливает рост частиц продуктов распада твердого раствора.
Все указанные выше процессы протекали в неравновесных условиях.
Таблица 2.2
Изменение длительной прочности сплава АЛ9 в зависимости от температурь:. и приложенного напряжения (образцы диам. 10 мм, отлитые в песчаные формы)
| Температура
испытания , о
С
|
Длительность испытания до разрушения, ч
|
| s = 9 кг/мм2
|
s = 6 кг/мм2
|
s = 3 кг/мм2
|
s = 1,5 кг/мм2
|
| 175
|
60
|
96
|
287
|
569
|
| 200
|
40
|
84
|
193
|
378
|
| 250
|
23
|
47
|
128
|
235
|
| 300
|
Разрушились при нагружении
|
56
|
100
|
Таблица 2.3.
Влияние легирующих элементов на жаропрочность сплава типа АЛ9, термически обработанного по режиму Т5
| Химический состав, %(остальное А1)
|
Меха-
нические свойства при 20° С
|
Механические свойства при З00 о
С
|
| Si
|
Mg
|
Mn
|
Сu
|
Fe
|
sb
кГ/мм2
|
d%
|
sзоо
кГ/мм2
|
Время, ч
|
d* %
|
| 6
|
0,3
|
0,2
|
22
|
6,0
|
3
|
50
|
12,5
|
| 7
|
0,3
|
—
|
—
|
0,2
|
24
|
6,0
|
3
|
60
|
12
|
| 8
|
0,3
|
__
|
—
|
0,2
|
26
|
5,0
|
3
|
65
|
И
|
| 9
|
0,3
|
0,2
|
28
|
5,0
|
3
|
75
|
70,5
|
| 6
|
0,5
|
—
|
—
|
0,2
|
27
|
4,0
|
3
|
65
|
11
|
| 7
|
0.5
|
—
|
—
|
0,2
|
28
|
4,0
|
3
|
70
|
11
|
| 8
|
0,5
|
—
|
—
|
0,2
|
29
|
3,5
|
3
|
85
|
10
|
| 9
|
0,5
|
—
|
—
|
0,2
|
31
|
3,5
|
3
|
85
|
9
|
| 7
|
0,5
|
0,5
|
-
|
0,2
|
28
|
3,5
|
3
|
80
|
8
|
| 8
|
0,5
|
0,5
|
—
|
0,2
|
29
|
3,0
|
о
|
95
|
8
|
| 9
|
0,5
|
0,5
|
—
|
0,2
|
29
|
3,0
|
3
|
110
|
7
|
| 9
|
0,5
|
0,5
|
__
|
0,2
|
32
|
2,5
|
3
|
155
|
6
|
| 9
|
0,5
|
0,5
|
—
|
0,2
|
33
|
2,0
|
4
|
140
|
5
|
| 9
|
0,5
|
0,5
|
0,2
|
34
|
2,0
|
4
|
230
|
5
|
| 9
|
0,5
|
0,5
|
0,5
|
0,2
|
34
|
1,5
|
4,5
|
190
|
4
|
| 1,0
|
| 1,5
|
| 2,0
|
Сплавы испытывали в немодифицнрованном состоянии, поэтому пластичность их занижена.
При температуре 400° С растворимость Mg2
Si примерно в два раза выше растворимости кремния в твердом алюминии, тогда как в интервале температур закалки растворимости их практически одинаковы.
Однако эффект термической обработки сплавов без магния и с магнием весьма различен. Это объясняется тем, что частицы фазы кремния формируются быстрее, чем частицы фазы Mg2
Si, имеющей более сложный состав. Очевидно, при этом увеличивается межатомная связь по сравнению с межатомной связью двойных твердых растворов магния в алюминии и кремния в алюминии.
Один и тот же упрочнитель, например Mg2
Si, неодинаково влияет на свойства сплавов. Так, содержание магния в сплаве АЛ9 на 30°о больше, чем в сплаве АЛ4, однако прочность последнего выше. Это можно объяснить более высоким содержанием кремния. Избыточное количество кремния не влияет на растворимость фазы Mg2
Si, но благоприятно сказывается на форме ее выделения при старении. Очевидно, этим можно объяснить более высокую (на 25%) прочность сплава АЛ4 по сравнению со сплавом АЛ9.
По химическому составу сплав ВАЛ5 отличается от сплава АЛ9 небольшими добавками бериллия и титана, незначительно влияющими на структуру твердого раствора.
Поэтому его жаропрочность близка к жаропрочности сплава АЛ9. Сплав ВАЛ5 имеет -следующий фазовый состав: a, Si, Mg2
Si, Al3
Ti, Be3
SiFe.
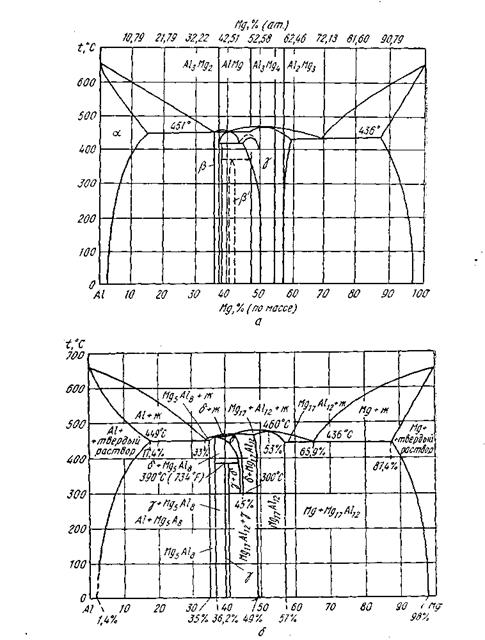
Диаграмма состояния системы Аl—Mg:
а —
по Н. С.
Курнакону п В. Н. Михеевой; б — по Мондольфо
Чем выше степень пересыщения твердого раствора сплавов системы Al—Mg, тем более они склонны к естественному старению, что приводит к резкому снижению пластичности сплавов и коррозии их под напряжением.
Чтобы избежать последствий естественного старения, исследователи разных стран при создании новых сплавов ограничивали содержание магния в них 10%. В целях повышения коррозионной стойкости под напряжением в новые сплавы вводили небольшие добавки переходных элементов. Это способствует образованию частиц соединений типа Al3
Ti, Al12
Mg2
Cr2
, Al10
Mg2
Mn, располагающихся по границам зерен прерывисто. Частицы соединений по отношению к зерну твердого раствора являются катодами, что препятствует развитию процессов коррозионного растрескивания под напряжением.
Следует заметить, что присутствие небольшого количества меди, железа и кремния в сплавах типа магналий также тормозит развитие процессов межзеренного растрескивания. Но такие добавки (или примеси) понижают общую коррозионную стойкость этих сплавов.
2.2 Сплавы системы
Al
–
Mg
–
Si
Введение кремния в сплавы типа магналий способствует уменьшению чувствительности к образованию трещин, увеличению жидкоте-кучести и плотности литья, а также повышению жаропрочности. Последнее объясняется сравнительно слабым взаимодействием а-
твердого раствора с фазой Mg2
Si, присутствие которой в структуре понижает интенсивность диффузионных процессов.
Фаза Mg2
Si часто кристаллизуется в этих сплавах в разветвленной (паукообразной) форме, способствующей снижению их механических свойств при комнатной температуре. Вместе с тем фаза Mg2
Si снижает пластичность сплавов, поэтому содержание кремния в сплавах типа магналий не должно превышать 1,5 %.
Таблица 2.4
Влияние кремния на жискотекучесть сплавов типа магналий с содержанием железа 0,09—0,2% при температуре заливки 700" С [164]
| Химический состав, % (остальное А1)
|
Средняя длина прутка при 700° С, мм
|
Химический состав, % (остальное А1)
|
Средняя дл и н а прутка при 700о
С, мм
|
| М g
|
Si
|
Mg
|
Si
|
| 4,8
|
0,15
|
168
|
11,0
|
0,15
|
260
|
| 4,8
|
1,15
|
183
|
10,6
|
0,67
|
306
|
| 4,8
|
1,62
|
216
|
11,2
|
1,21
|
375
|
| 5,4
|
1,60
|
250
|
11,8
|
1,68
|
307
|
| 5,4
|
2,18
|
140
|
13,0
|
0,15
|
321
|
| 9,0
|
0,15
|
195
|
13,4
|
0,71
|
369
|
| 8,8
|
0,73
|
288
|
13,0
|
1,25
|
393
|
| 8,7
|
1,21
|
329
|
13,3
|
1,70
|
315
|
| 9,0
|
1,73
|
276
|
Введение марганца в сплавы типа магналий повышает их жаропрочность и улучшает коррозионную стойкость.
В табл. 4 приведены данные по жидкотекучести сплавов типа магналий в зависимости от содержания кремния. Максимальная величина жидкотекучести у всех сплавов с содержанием 9, 11 и 13% Mg наблюдается при 1,2% Si. Для сплавов с 5% Mg максимум жидкотекучести смещается к 1,6% Si. Повышение жидкотекучести в сплавах при содержании в них 1,2% Si можно объяснить увеличением количества тройной эвтектики: а
+ Mg2
Si + Р (Al3
Mg2
), a последующее снижение жидкотекучести связано с увеличением количества первичных кристаллов фазы Mg2
Si в расплаве.
В табл. 5 приведены механические свойства сплавов системы Al—Mg—Si в зависимости от содержания в них магния и кремния при разных температурах, из которых видно, что сплав типа АЛ22 имеет преимущество перед другими сплавами.
В сороковых годах немецкие исследователи, особенно Мейер и Росслер, уделяли большое внимание изучению жаропрочности сплавов типа магналий с кремнием и пытались применить их для изготовления поршней авиационных двигателей. При этом была поставлена цель уменьшить плотность до 2,5—2,6 г/см3
,
повысить твердость и теплопроводность сплавов. Однако испытания показали, что этого достичь невозможно при использовании сплава типа магналий. Был предложен сплав алюминия с содержанием 5—7% Mg и 1,—1,5% Si, обладающий повышенной жаропрочностью. Этому сплаву была присвоена марка Hg51.
В Советском Союзе такой сплав известен под маркой АЛ13. Недостаток его — сравнительно низкая прочность при комнатной температуре.
В настоящее время нашли промышленное применение три сплава типа магналий с кремнием: АЛ13, АМгТЛ (АЛ29) . Соединение Mg2
Si образует двойную эвтектику с а
-твердым раствором (8,25% Mg; 4,75% Si; остальное Al) с температурой плавления 595° С. При малом содержании магния в сплаве эвтектика располагается по границам зерен твердого раствора (строение ее грубеет с увеличением содержания магния в сплаве), такой характер расположения частиц фазы Mg2
Si повышает жаропрочность сплавов.
Растворимость фазы Mg2
Si в твердом алюминии во много раз меньше растворимости магния. Следовательно, все промышленные тройные сплавы (АЛ 13, АЛ29, АЛ22) в закаленном состоянии имеют гетерогенную структуру. Поэтому у них не может быть высоких механических свойств, присущих закаленным двойным сплавам АЛ8, АЛ8М, АЛ27-1.
Один из путей повышения прочности сплава — увеличение скорости кристаллизации, которое может способствовать получению плотной мелкозернистой структуры и более дисперсных частиц фаз Mg2
Si. Al3
Fe, Al3
Ti. Поэтому при литье деталей из этого сплава в песчаные формы особенно желательно применять холодильники или отливать детали в металлические формы.
Исследование механических свойств литых термически не обработанных сплавов (табл. 6) показывает, что предел прочности почти не зависит от содержания магния, а относительное удлинение по мере повышения содержания магния, особенно начиная с 9%, значительно снижается.
Т а б л и ц а 2.5
Механические свойства сплавов при повышенных температурах (образцы, отлитые в
песчаные формы)
| Химический состав,% (остальное Аl)
|
Температура испытания, °С
|
| 20
|
250
|
З00
|
350
|
| Mg
|
Si
|
sb
кГ/мм2
|
d. %
|
sb
кГ/мм2
|
d. %
|
sb
кГ/мм2
|
d. %
|
sb
кГ/мм2
|
d. %
|
sb
кГ/мм2
|
d. %
|
| 5
|
0 2
|
15
|
6
|
12
|
8
|
23
|
10 11
|
18
|
17
|
23
|
| 5
|
1,2
|
13
|
4
|
11
|
10
|
18
|
8 10
|
16
|
16
|
22
|
| 9
|
0,2
|
16
|
3
|
12
|
12
|
2'?
|
9 13
|
16
|
6
|
19
|
25
|
| 9
|
1,2
|
16
|
2
|
13
|
10
|
14
|
10 12
|
15
|
б
|
18
|
23
|
| 10
|
0,2
|
20
|
0,8
|
12
|
11
|
25
|
7
21
|
18
|
4
|
46
|
36
|
| 11
|
0,2
|
18
|
1
|
12
|
5
|
25
|
8
9
|
__
|
5
|
44
|
55
|
| 11
|
1,2
|
16
|
2
|
14
|
3
|
11
|
10
8
|
14
|
6
|
15
|
26
|
| 12
|
0,2
|
19
|
0,7
|
12
|
12
|
26
|
6
23
|
20
|
3
|
48
|
38
|
| 13
|
0,2
|
15
|
0,5
|
12
|
2
|
27
|
7
|
-
|
5
|
50
|
78
|
| 13
|
1,3
|
16
|
1,5
|
14
|
4
|
8
|
12
|
15
|
7
|
21
|
28
|
Таблица 2.6
Механические свойства сплавов
Al
—Mg
—Si в литом и закаленном состояниях (отдельно отлитые в песчаные формы образцы)
| Химический состав, % (0.09—0,2) Fe, остальное А1)
|
В литом состоянии
|
После закалки
|
| Mg
|
Si
|
sb
кГ/мм2
|
d. %
|
sb
кГ/мм2
|
d. %
|
| 4,80
|
0,15
|
18,0
|
4,0
|
20
|
4
|
| 5,40
|
0,70
|
19,0
|
3,8
|
21
|
4,5
|
| 8,70
|
1,20
|
19,0
|
1,0
|
22
|
4,5
|
| 10,60
|
0,60
|
19,0
|
1,0
|
28
|
5
|
| 11,00
|
0,15
|
17,0
|
0,5
|
34
|
12
|
| 11,00
|
0,75
|
17,0
|
0,0
|
30
|
6
|
| 11,00
|
1,25
|
20
|
1,0
|
22
|
2
|
| 11,80
|
1,25
|
20
|
0,5
|
23
|
3
|
| 13,40
|
0,70
|
18
|
0,0
|
25
|
5
|
| 13,00
|
1,25
|
16
|
0,0
|
23
|
3
|
| 13,30
|
1,70
|
17
|
0,0
|
22
|
15
|
Сплавы с содержанием более 9% Mg и 0,3% Si не рекомендуется применять без термической обработки.
В табл. 7 приведены сравнительные типичные механические и технологические свойства четырех сплавов. Коррозионная стойкость сплава АЛ22 в сравнении с коррозионной стойкостью других сплавов следующая. При испытании сплавов в течение 30 дней в пресной воде потеря в массе сплава АЛ22 составила 2,5, а сплава АЛ4 8,8 г/ж2
.
При испытании в течение 45 дней методом распыления 3%-ного. раствора NaCl потеря в массе сплава АЛ22 составила 4,9, сплава АЛЗ 16,9, а сплава АЛ1 24,7 г/л;2
. При испытании в течение 20 дней в особо жестких условиях (раствор 3% NaCl + 0,2% Н2
О2
) потеря, в массе неанодированного сплава АЛ22 составила 1,5, а анодированного 0,1 г/л2
.
Из приведенных в табл. 6 и 7 данных видно, что для получения высокой прочности сплава АЛ22 содержание магния при шихтовке должно быть на верхнем пределе (до 11%), а кремния — на нижнем пределе (не больше 0,8%). Результаты сравнения жаропрочности сплавов АЛ8, АЛ13 и АЛ22 приведены в табл. 8. По жаропрочности сплавы располагаются в следующий восходящий ряд: АЛ8 —> АЛ 13 —> АЛ22. Сплав АЛ8 по жаропрочности очень сильно уступает сплавам АЛ13 и АЛ22 в связи с тем, что процессы распада твердого раствора протекают в нем наиболее сильно.
Таблица 2.7
Типичные свойства литейных алюминиевых сплавов, отлитых под давлением
| Показатели
|
Ал13 (4, 5-5,5% Mg; 0,8—1,3% Si; 0,1—0,4% Mri, остальное Аl)
|
Сплавы
|
| АЛ22 * (8-13,0% Mg; 0,8—1,25% Si; 0,03—0,05% Be; 0,03—0,07% Ti; остальное Al)
|
АЛ8 (9,5— ll,5%Mg)
|
АЛЗ 4,5-5,5% Si; 1,5—3,0% Cu; 0,6-0,9%Mn; 0,35-0,6% Mg)
|
| Плотность, г/см3
..... Жидкотекучесть при 700° С, мм
...........
Линейная усадка, % • • • Склонность к образованию горячих трещин в процессе кристаллизации и последующего охлаждения (ширина кольца, при которой образуются трещины), мм • • •
Давление, при котором появляется течь или разрушение, am
......... Условия ведения плавки •
|
2,68
|
2,50
|
2,60
|
2,75
|
| 322
|
470 490
|
418
|
470
|
| 1,3
|
370-390
1,2
|
318
1,4
|
370
1,2
|
| 15
|
12
|
22,5
|
12
|
| 118
|
130
|
| 118
Под
|
Без флюса
|
55
Под
|
100
Без флюса
|
| флюсом
|
флюсом
|
| Предел прочности, кГ/мм-
Предел текучести, кГ/мм-
Относительное удлинение, % Твердость НВ, кГ/мм2
• •
Модуль упругости, кГ/мм2
Сопротивление срезу, кГ/мм-
Предел прочности, кГ/мм",
при кратковременных испытаниях на растяжение после 100-ч стабилизации при температурах, °С:
|
15—17
|
23—30
|
29—35
|
25—27
|
| 9—11
|
14—17
|
15—19
|
13—15
|
| 1,3
|
2—6
|
9—12
|
0,5—1,0
|
| 55—60
|
75—90
|
75—95
|
75-90
|
| 6700
|
7000
|
7000
|
7000
|
| 14—16
|
20—22
|
23—25
|
—
|
| 250
|
10 - 11
|
15 - 16
|
11- 13
|
15 -17
|
| 300 ..........
|
7—8
|
12—13
|
8—9
|
11 — 12
|
| З50 ..........
|
5 -6
|
8— 10
|
5— 6
|
7—8
|
Для сложного литья под давлением содержание магния может быть понижено до 8%.
Таблица 2.8
Длительная прочность сплавов АЛЗ, АЛ 13 и АЛ22 при температуре 300о
С
| s
кГ/мм2
|
Длительность испытании, ч
|
| АЛЗ
|
А Л 13
|
ал22
|
| 5
4
3
9
|
Разрушается при нагружении
0,5—1
10—20
60—80
|
0,5—3
15—30
85—120 250—300
|
0,5-2
10—20
95—150 300—350
|
В структуре сплава ВАЛ1 еще явное преобладание продуктов зонной стадии распада твердого раствора. При дальнейшем повышении температуры на 25 град
значительно изменяется структура сплава АЛ 19. Увеличиваются участки зерен твердого раствора без продуктов его распада, тогда как на других участках зерен твердого раствора наблюдается группировка продуктов распада вокруг частиц стабильной фазы Т
(А112
Мп.,Си). Фаза Т
также коагулирует.
Изменение в структуре сплава А19 после З-ч
выдержки при температуре 300° С приводит к дальнейшему развитию процессов растворения мелких выделений фазы 0' и коагуляции частиц фазы Т,
но в зернах твердого раствора еще частично хорошо видны скопления продуктов его распада. Увеличение длительности выдержки при 300о
С до 10ч
приводит к интенсивному процессу коагуляции частиц фазы Т
и образования частиц стабильной фазы CuAl2
. В структуре твердого раствора сплава ВАЛ1, несмотря на длительное (10 ч)
старение при температуре 275° С, наблюдаются довольно мелкие, равномерно расположенные в виде цепочек. При этом частицы фазы Т
несколько коагулируют.
Структура сплава ВАЛ1 после 10-ч выдержки при температуре 300° С резко отличается от структуры сплава АЛ19. В твердом растворе с высокой плотностью распределены точечные и мелкие пластинчатые продукты распада. Заторможенность распада твердого раствора и присутствие тугоплавких фаз Al6
Cu3
Ni и А112
Мп.2
Си обеспечивают сплаву ВАЛ1 высокую жаропрочность. С изменением тонкой структуры соответственно изменяются и механические свойства, поэтому жаропрочность сплава ВАЛ1 на 30% выше, чем у АЛ 19.
2
.3 Жаропрочность поршневых литейных
алюминиевых сплавов.
На поршни в различных двигателях действуют знакопеременные нагрузки при постоянном их контакте с агрессивными жидкими и газовыми средами. При этом нагрузки бывают очень большие (10 000—18 000 т)
и температура пламени повышается до 800° С. Поэтому к сплавам для поршней предъявляются следующие требования:
1. Пониженная плотность, снижающая нагрузку на шатун.
2. Пониженный коэффициент термического расширения, так как цилиндры двигателей стальные, коэффициент термического расширения которых в два раза меньше, чем у алюминия. При низком коэффициенте у алюминиевого поршня необходимо делать минимальный зазор между поршнем и цилиндром, что будет способствовать повышению мощности двигателя, меньшему расходу смазывающего вещества и горючего, а также увеличению срока эксплуатации цилиндров, поршневых колец и поршней. Таким образом, коэффициент термического расширения — одна из важнейших характеристик поршня.
3. Повышенная теплопроводность, обеспечивающая быстрый отвод тепла от камеры сгорания двигателя.
4. Повышенная твердость. Это определяет износостойкость поршней.
5. Высокая плотность (проникновение газа в поры и микротрещины приводит к быстрому разрушению поршней).
6. Стабильность структуры поршня. Структурные изменения могут привести к объемному изменению поршня (к явлениям «роста») к заклиниванию его и быстрому выходу из строя.
7. Коррозионная стойкость в среде горячих агрессивных газов. Воздействуя на днище поршня, газы могут привести его к быстрому разрушению.
До последнего времени поршни отечественных автомобильных и тракторных двигателей в большинстве своем отливали из вторичного алюминиевого сплава АЛ10В. Несмотря на лучшую, чем у других сплавов типа силумин, обрабатываемость резанием, сплав АЛ10В имеет ряд недостатков: повышенный коэффициент термического ; расширения, склонность к объемным изменениям в процессе эксплуатации и пониженную коррозионную стойкость. Это приводит к образованию на поршнях «задиров» и трещин.
В других странах для литья поршней широко применяют сплавы
типа Лоу-Экс или АЛ25 с 10—14% Si, a также сплавы с высоким содержанием кремния (до 26%), имеющие большие преимущества перед сплавом АЛ 10В (высокая жидкотекучесть, пониженная линейная усадка, малая склонность к образованию горячих трещин), что позволяет получать из них ажурные отливки с большой разностенностыо. Кроме того, высококремниевые сплавы более коррозионностойки, что позволяет увеличивать ресурс использования поршней и двигателя, работающих на различных видах топлива.
Чем выше содержание кремния в этих сплавах, тем ниже коэффициент термического расширения. С увеличением содержания кремния понижается пластичность сплавов и ухудшается их обрабатываемость резанием. Для устранения этих недостатков необходимо разработать более совершенные методы модифицирования сплавов.
Высококремниевые алюминиевые сплавы наиболее перспективны для изготовления поршней, поэтому в настоящей главе уделяется большое внимание подробному исследованию влияния легирующих элементов и примесей на жаропрочность этих сплавов.
2.3.1.
Влияние легирующих элементов на
жаропрочность поршневых сплавов
Поршневые сплавы отличаются довольно сложным химическим составом, потому что для повышения жаропрочности их обычно легируют медью, марганцем, никелем, хромом, кобальтом и другими элементами.
В литературе мало данных о влиянии основных легирующих элементов и примесей на жаропрочность сплавов типа силумин. Во всех случаях сплавы приготовляли по единой методике как из чистых металлов и лигатур, так и с добавкой 35—100% вторичных сплавов, чтобы выяснить степень их влияния на жаропрочность исследуемых сплавов. Для выявления степени вредности цинка, олова и свинца в наиболее важные сплавы специально вводили металлические цинк и олово, а свинец — в виде хлористого свинца. С целью измельчения первичных кристаллов кремния высококремниевые сплавы типа АЛ26 модифицировали фосфором в виде фосфористой меди [8—10% Сu3
Р], 1,5% которой вводили в алюминиево-кремниевую лигатуру.
Были определены механические свойства при растяжении, горячая твердость при температурах 200, 250, 300 и 350о
С и длительная прочность при 300° С.
Механические свойства сплавов при комнатной температуре определяли на образцах диам. 12 мм,
выточенных из кокильных заготовок диам. 20 мм,
и на отдельно отлитых в землю образцах диам. 10 мм с
литейной коркой. Длительную прочность сплавов определяли по продолжительности испытания образцов до разрушения при определенном напряжении на таких образцах. Горячую твердость сплавов определяли с использованием шарика диам. 10 мм
при нагрузке 100 кГ
и продолжительности нагружения 30 мин.
Образцы высотой 12 мм
вырезали из кокильной заготовки диам. 20 мм.
и подвергали 100-ч стабилизации при температурах испытания. Кроме того, определяли так называемую остаточную твердость при комнатной температуре после определения горячей твердости.
Литые образцы всех сплавов испытывали после старения. Режим старения для сплавов типа АЛ25 и АЛ26: нагрев при 200° С в течение 12 ч с последующим охлаждением на воздухе; для высококремниевых сплавов: нагрев при 230' С в течение 12 ч
с последующим охлаждением на воздухе. Режимы старения были выбраны на основании данных, полученных В. М. Бусаровым при исследовании влияния различных режимов старения на твердость сплавов АЛ25 и АЛ26, а температура старения подобрана такая, которая обеспечивала получение необходимой твердости сплава ц снижала литейные напряжения.
В табл. 9 приведен химический состав исследуемых сплавов.
Примеси олова и свинца в указанных пределах заметно не влияют на механические свойства при комнатной температуре и длительную прочность при 300:
сплавов типа ЖЛС (сплав 2) и АЛ10В. Следовательно, можно считать допустимыми примеси до 0,02% Sn и до 0,10% РЬ.
Изменение содержания кремния в пределах 10—14% существенно не влияет на свойства сплава.
Изменение содержания меди в пределах 0,5—4,5% мало отражается на прочности сплава при комнатной температуре, но повышение содержания меди способствует повышению длительной прочности при 300 С. Это объясняется тем, что медь при высоком содержании участвует в повышении межатомной связи твердого раствора, содержащего марганец, магний и другие аналогичные элементы. Кроме того, при распаде твердого раствора сложного по составу сплава образуются дисперсные частицы, которые участвуют в создания микрогетерогенности внутри зерен твердого раствора, что затрудняет их деформацию. Избыточная медь участвует в образовании никельсодержащей фазы , которая кристаллизуется в разветвленной форме, ее частицы, располагаясь по границе зерен твердого раствора, блокируют их и тем самым обеспечивают значительное повышение жаропрочности сплава. Содержание меди в сплаве следует ограничить 3,0%, так как при ее избытке в структуре сплава появится фаза CuAl, способствующая охрупчиванию сплава, понижению коррозионной стойкости и повышению склонности к объемным изменениям («росту» поршней).
Введение магния повышает прочность сплава при комнатной температуре, но мало сказывается на жаропрочности. Оптимальные свойства сплав имеет при содержании магния 0,75—1,3%.
Таблица 2.9
Химический состав поршневых сплавов
| Сплав
|
Содержание элементов, % (остальное А1)
|
| Si
|
Сu
|
Mg
|
Ni
|
Мn
|
Ti
|
Fe
|
Zn
|
Sn
|
Pb
|
| Сплавы типа ЖЛС
|
| 1
|
11,0
|
0,75
|
0,80
|
0,81
|
__
|
__
|
0,71
|
0,20
|
__
|
__
|
| 9
|
KS 1275
|
11,0
|
0,80
|
0,90
|
0,82
|
—
|
—
|
0,71
|
0,15
|
0,20
|
0,066
|
| 3
|
12,8
|
1,32
|
1,30
|
1,36
|
0,20
|
—
|
0,72
|
0,15
|
—
|
—
|
| 4
|
iCGX
|
11,8
|
1,08
|
1,07
|
1,42
|
0,39
|
—
|
0,56
|
—
|
—
|
—
|
| 5
|
42436
|
12,4
|
1,30
|
0,97
|
1,48
|
0,28
|
0,15
|
0,50
|
—
|
—
|
—
|
| 6
|
5АЕ 328
|
12,0
|
1,50
|
0,80
|
—
|
0,56
|
—
|
0,56
|
—
|
—
|
—
|
| Сплав АЛ 10В
|
| 7
|
4,45
|
7,05
|
0,36
|
__
|
0,48
|
__
|
0,78
|
_
|
—
|
—
|
| 8
|
4,80
|
6,95
|
0,31
|
—
|
0,33
|
—
|
0,80
|
—
|
0,026
|
0,1
|
| Сплав типа АЛ25 (ЖЛС1)
|
| 9
|
11,0
|
1,50
|
0,80
|
0,80
|
0,30
|
0,05
|
0,70
|
0,15
|
0,02
|
__
|
| 10
|
13,0
|
3,0
|
1,30
|
1,30
|
0,70
|
0,20
|
0,70
|
0,15
|
0,02
|
—
|
| 11
|
11,8
|
1,01
|
1,00
|
0,88
|
0,6
|
0,19
|
0,56
|
0,23
|
0,03
|
0,05
|
| 12
|
11,8
|
2,10
|
1,00
|
0,88
|
0,6
|
0,19
|
0,56
|
0,23
|
0,03
|
0,05
|
| 13
|
11,8
|
2.6
|
1,00
|
0,88
|
0,6
|
0,19
|
0,56
|
0,23
|
0,03
|
0,05
|
| 14
|
11,8
|
3,05
|
1,00
|
0,88
|
0,6
|
0,19
|
0,56
|
0,23
|
0,03
|
0,05
|
| 15
|
11,8
|
3,55
|
1,00
|
0,88
|
0,6
|
0,19
|
0,56
|
0,23
|
0,03
|
0,05
|
| 16
|
11,6
|
2,52
|
1,01
|
0,82
|
0,35
|
0,19
|
0,55
|
0,23
|
0,021
|
0,048
|
| 17
|
11,6
|
2,52
|
1,01
|
0,82
|
0,6
|
0,19
|
0,55
|
0,23
|
0,021
|
0,048
|
| 18
|
11,6
|
2,52
|
1,01
|
0,82
|
0,85
|
0,19
|
0,55
|
0,23
|
0,021
|
0,048
|
| 19
|
12,0
|
2,42
|
1,07
|
0,89
|
0,55
|
0,18
|
0,80
|
0,23
|
0,04
|
0,026
|
| 20
|
12,0
|
2,42
|
1,07
|
0,89
|
0,55
|
0,18
|
1,2
|
0,23
|
0,04
|
0,026
|
| 21
|
11,82
|
2,47
|
1,00
|
0,88
|
0,54
|
0,18
|
0,56
|
0,5
|
0,03
|
0,05
|
| 22
|
11,82
|
2,47
|
1,00
|
0,88
|
0,54
|
0,18
|
0,56
|
0,8
|
0,03
|
0,05
|
Введение 0,5—2,0% никеля мало изменяет механические свойства сплава при комнатной температуре, но заметно повышает его жаропрочность. Это объясняется тем, что никельсодержащая фаза способствует упрочнению границ зерен твердого раствора. В сплаве необходимо иметь 0,8—1,3% никеля.
Примесь олова (до 0,08%) заметно не отразилась на изменении механических свойств. Однако содержание его следует ограничить 0,02%, так как в массивных сечениях отливок возможно скопление легкоплавкой эвтектики (Al + Sn), резко снижающей жаропрочность сплава.
Введение свинца (до 0,15%) не сказалось на свойствах сплава, но содержание его следует ограничить 0,1% вследствие повышенной склонности к ликвации, которая способствует снижению жаропрочности сплава.
Таким образом, содержание легирующих элементов и примесей в сплаве АЛ25 (ЖЛС1) установлено следующее: 11,0—13,0% Si, 1,5—3,0% Си, 0,8—1,3% Mg, 0,8—1,3% Ni, 0,3—0,6% Mn, 0,05— 0,2% Ti, до 0,8% Fe, до 0,5% Zn, до 0,02% Sn, до 0,1% Pb, остальное — алюминий.
2.3.2
.
Жаропрочность высококремниевых
легированных сплавов
Для исследования были изготовлены высококремнневые сплавы типа KS280 с кобальтом (условная марка АК21), типа KS280 с хромом (условная марка АЛ26) и другие сплавы.
Испытания проводились на отдельно отлитых (в песчаные формы) образцах диам. 10 мм
с литейной коркой. Сплавы АК21 и АЛ26 имеют практически одинаковые механические свойства при комнатной температуре и длительную прочность при 300о
С.
Исследования показали, что комплексное легирование медью, никелем и марганцем (или кобальтом) значительно повышает жаропрочность сплавов типа силумин (АЛ25 и АЛ26). По жаропрочности сплав АЛ25 превосходит сплав АЛ10В, жаропрочность сплава АЛ26 еще выше. Повышенная жаропрочность сплава АЛ26 обеспечивается увеличением степени легирования твердого раствора элементами с низким коэффициентом диффузии, а также упрочнением границ зерен твердого раствора частицами вторых фаз которые до 300о
С мало взаимодействуют с а
-твердым раствором. Кроме того, мелких частиц кремния, склонных к коагуляции, в сплаве АЛ26 меньше. Сплавы АЛ25 и АЛ26 отличаются меньшим (в два раза) содержанием меди по сравнению со сплавом АЛ10В, поэтому они имеют небольшие величины коэффициента термического расширения, объемного изменения во время работы поршней и более высокие жаропрочность и литейные свойства. Следовательно, можно давать меньший зазор между поршнем из новых сплавов и цилиндром. Этот фактор играет важную роль в снижении расхода масла и горючего.
Были установлены верхние пределы примесей олова и свинца, что позволяет приготовлять сплавы АЛ25 и АЛ26 с применением большего количества вторичных металлов.
К недостаткам сплава АЛ26 следует отнести грубокристаллическую структуру (содержание большого количества крупных первичных кристаллов кремния), что снижает относительное удлинение до 0,2% . Повысить эту величину можно модифицированием. Существующие в настоящее время способы модифицирования заэвтектических (особенно, содержащих более 20% Si) силуминов весьма разнообразны. Модифицирование осуществляют фосфористой медью, красным фосфором, различными неорганическими соединениями фосфора, термитными смесями и т. д. За рубежом для модифицирования заэвтектических силуминов применяют сложные препараты, содержащие фтортитанат и фторцирконат калия и другие вещества.
Однако имеющиеся в настоящее время модификаторы не позволяют получить нужные структуру и механические свойства заэвтектических силуминов. Общий недостаток всех известных модификаторов — это то, что при измельчении кристаллов первичного кремния огрубляется структура эвтектики a
– Al3
Si, вследствие чего относительное удлинение даже хорошо модифицированных сплавов, содержащих более 22% кремния, очень низкое (не превышает 0,5%). С целью устранения этого недостатка И. Ф. Колобневым и В. А. Ро-тенбергом для заэвтектических силуминов предложены комбинированные модификаторы, содержащие фосфор и углерод (в виде фосфорорганнческих соединений).
Эксперименты по модифицированию заэвтектических силуминов трифениловым эфиром ортофосфорной кислоты (трифенилфосфатом) (С10
Н3
О3
) РО, хлорофосом С4
Н8
О4
РС19
и другими фосфорорганическими соединениями показали, что введение фосфора и углерода (в виде фосфорорганического соединения) в расплав позволяет резко измельчить кристаллы первичного кремния и одновременно модифицировать эвтектику, тогда как существующие в настоящее время модификаторы измельчают первичный кремний, но при этом способствуют огрублению эвтектики.
Исследованный сплав имел следующий химический состав: 21,75% Si; 2,93% Си; 2,04% Ni; 0,52% Мп; 0,38% Сг; 0,24% Ti; 0,68% Mg-0,1% Zr; 0,56% Fe.
Предел прочности при растяжении и относительное удлинение заэвтектических силуминов, модифицированных фосфорорганическими соединениями (в частности, хлорофосом и трифинилфосфатом), выше этих же характеристик сплавов, модифицированных другими способами, в среднем соответственно на 10—15% и на 40—50%. Интересно отметить, что относительное удлинение модифицированных фосфорорганическими соединениями сплавов достигало на целом ряде образцов 2,0—2,5%.
Механизм модифицирования заэвтектических силуминов фосфор-органическими соединениями можно представить следующим образом. Как было показано прямыми экспериментами по фильтрации расплавов, при введении в заэвтектические силумины фосфора образуется фосфид алюминия, параметры кристаллической решетки которого (структурный тип сфалерита ZnS) очень близки к параметрам кристаллической решетки кремния (тот же структурный тип). Вследствие этого, согласно принципу структурного и размерного соответствия, мельчайшие частицы фосфида алюминия служат зародышами для кристаллов кремния. Вместе с тем при введении углерода в расплаве, по-видимому, образуются частицы карбида кремния и карбидов других металлов (TiC, ZrC и др.), которые являются готовой кристаллической подкладкой для кристаллизующегося из расплава первичного кремния. Таким образом, измельчение кристаллов первичного кремния связано с увеличением числа центров кристаллизации.
Проведенные эксперименты показали более высокую эффективность комбинированных фосфорорганических модификаторов по сравнению с другими известными в настоящее время модификаторами, в том числе зарубежными препаратами «Alphosit», «Phoral» и др. Помимо наиболее важного достоинства фосфорорганических модификаторов — одновременное измельчение и кристаллов первичного кремния и эвтектики, эти модификаторы имеют еще следующие достоинства. Операция модифицирования не связана с изменением состава сплава и не требует высокого перегрева расплава.
Введение в расплав правильно подобранных фосфорорганических соединений не сопровождается пироэффектами и выбросами металла, часто происходит при модифицировании заэвтектических силуминов термитными смесями.
2.4. Кратковременные испытания литейных
алюминиевых сплавов при
повышенных температурах
Литые детали из алюминиевых сплавов широко применяются в конструкциях разового назначения, претерпевающих воздействие высоких температур и напряжений. Для таких условий работы требуются не столько жаропрочные сплавы, сколько сплавы с высокой исходной прочностью, так как литые детали можно кратковременно нагревать до высоких температур без существенных изменений их свойств.
В литературе имеется много данных, характеризующих жаропрочность литейных алюминиевых сплавов, однако о сплавах, предназначенных для деталей разовых назначений, сведений не имеется. Поэтому в этой главе приводятся результаты кратковременных испытаний на разрыв (от 10 сек
до 60 мин)
при температурах 100, 200, 300, 400о
С. Эти данные имеют исключительно важное значение для конструкторов и технологов, создающих изделия разового назначения.
2.4.1.
Кратковременные испытания сплавов на
растяжение по обычной методике
Данные исследования механических свойств сплавов АЛ4, АЛ5, АЛ7, АЛ9, АЛ20 и АЛ24 в зависимости от условий испытания заимствованы из работы О. Б. Лотаревой и Л. И. Локтионовой. Испытания при повышенных температурах разделялись на кратковременные и длительные и проводились на образцах диам. 10 мм с
литейной коркой. Перед испытанием сплавы подвергали термической обработке по обычно применяемым в промышленности режимам. Сплав АЛ24 испытывали в литом состоянии. Кратковременные испытания проводили при температурах 100, 150, 175, 200 и 250' С по общепринятой методике, заключающейся в прогреве образца без нагрузки в течение 30 мин
и в постепенном его нагружении до разрушения.
Полученные результаты показали, что при температуре 100° С предел прочности сплавов АЛ5 и АЛ7 (Т5) практически не изменился, а у сплава АЛ7 (Т4) прочность снизилась. Некоторое повышение предела прочности при этой температуре можно отметить у сплава АЛ24, очевидно, за счет склонности этого сплава к старению. Снижение предела прочности остальных сплавов началось с температуры 100:
С. Относительное удлинение всех сплавов до 200е
С повышается незначительно, но при более высоких температурах оно резко увеличивается. Результаты испытания сплава АЛ7 (Т5) показывают, что предел прочности можно повысить за счет старения.
Ряд деталей, изготовляемых литьем под давлением, из сплавов АЛ22, АЛ20 и АЛ5 работает при повышенных температурах. На квазибинарном разрезе Al—Mg3
Sb2
имеется эвтектика, содержащая примерно 0,5% Mg3
Sb2
(0,38% Sb и 0,12% Mg), с температурой плавления 658°С [3]. Максимальная растворимость в твердом состоянии составляет порядка 14% Mg, растворимость сурьмы в алюминии пренебрежимо мала (менее 0,0 *%Sb). Высокотемпературная форма, по-видимому, кубическая.
Параметр решетки твердого раствора сплавов, богатых алюминием, зависит главным образом от содержания магния. Добавка сурьмы уменьшает поверхностное натяжение на границе раздела жидкость — газ сплавов системы Al—Mg; сурьма способствует улучшению коррозионной стойкости в морской воде. Подробности приведены в ч. II.
2.5. Диаграмма
Al
—
Mg
—
Si
Эта простая по строению диаграмма состояния тщательно изучена. Хороший обзор по системе А1—Mg—Si выполнен авторами работ. В равновесии с алюминиевым твердым раствором находится соединение Mg2
Si. Оно лежит на квазибинарном разрезе Аl—Mg2
Si, отвечающем отношению концентраций Mg: Si=l,73. В табл. 10 приведены двойные и тройные нонвариантные реакции в области, богатой алюминием.
Таблица 2.10
НОНВАРИАНТНЫЕ РЕАКЦИИ В АЛЮМИНИЕВОМ УГЛУ ДИАГРАММЫ Al-Mg-Si
| Точки реакций на диаграмме
|
Реакция
|
Содержание элементов, %
|
t, о
C
|
| жидкость
|
А1
|
| Мg
|
Si
|
Мg
|
Si
|
| A
|
Ж - AI+Si
|
—
|
12,5
|
—
|
1,65
|
577
|
| B
|
Ж - А1 + Мg5
Аl8
|
34,0
|
—
|
17,4
|
—
|
450
|
| C
|
Ж - AI +Mg2
Si
|
8,15
|
7,75
|
1,17
|
0,68
|
595
|
| D
|
Ж - Al + Mg2
Si + Si
|
4,96
|
12,95
|
0,85
|
1,10
|
555
|
| Е
|
Ж - А1 + Мg2
Si+ Мg5
Аl8
|
32,2
|
0,37
|
15,3
|
0,05
|
449
|
Химический состав фаз Si, Мg5
Аl8
и Mg2
Si, участвующих в реакциях по-видимому, незначительно отличается от стехиометрического. Атомы магния и кремния в алюминиевом твердом растворе стремятся к образованию «молекул» Mg2
Si. Растворимость Mg2
Si в твердом алюминии в твердом состоянии несколько уменьшается, если содержание кремния превышает отношение концентраций Mg : Si=l,73
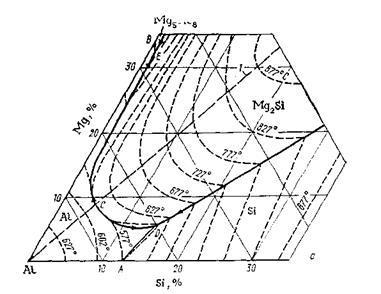
Алюминиевый угол диаграммы Аl—Mg—Si:
а — проекция поверхности ликвидус; б — распределение фазовых областей в твердом состоянии. Концентрации, отвечающие точкам А, В, С,
D
и Е,
приведены в табл. 11 — линия квази-бинарного разреза
Соединение Mg2
Si (63,2% Mg и 36,8% Si) обладает кубической решеткой (12 атомов в элементарной ячейке) с параметром а = 6,35н-6,40 А. Оно изоморфно фазам Mgs
Ge, Mg2
Pb, MgsSri, но имеет очень узкую область существования. Его температура плавления составляет 1087°С, плотность - 1,88 г/см3
.
Таблица 2.11
ИЗМЕНЕНИЕ КОНЦЕНТРАЦИИ АЛЮМИНИЕВОГО ТВЕРДОГО РАСТВОРА, В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
| t. °c
|
A, Mg
|
B
|
C
|
D
|
E, Si
|
| Mg
|
Si
|
Mg
|
Si
|
Mg
|
Si
|
| 595
|
-----
|
-----
|
-----
|
1,17
|
0,68
|
----
|
__
|
__
|
| 577
|
___
|
-----
|
____
|
1,10
|
0,63
|
-----
|
—
|
1,65
|
| 552
|
___
|
-----
|
____
|
1,00
|
0,57
|
0",83
|
1,06
|
1,30
|
| 527
|
___
|
__
|
____
|
0,83
|
0,47
|
0,6
|
0,8
|
—
|
| 502
|
___
|
__
|
___
|
0,70
|
0,40
|
0,5
|
0,65
|
0,80
|
| 452
|
17,4
|
15,3
|
0,1
|
0,48
|
0,27
|
0,3
|
0,45
|
0,48
|
| 402
|
13,5
|
11
|
0,0x
|
0,33
|
0,19
|
0 22
|
0,3
|
0,29
|
| 302
|
6,7
|
5
|
0,0x
|
0,19
|
0,11
|
0,1
|
0,15
|
0,06
|
В неравновесных условиях (после кристаллизации с большой скоростью охлаждения) появляется тенденция к локальной ликвации. При этом кристаллы кремния могут появляться в сплавах, где кремний должен входить в соединение Mg2
Si. Благодаря ликвации соединение Mg2
Si или Mg5
Al8
может присутствовать в сплавах, которые в равновесном состоянии являются однофазными. Однако при получении материалов в полностью неравновесных условиях значительное различие в структуре отсутствует.
Поверхностное натяжение тройных сплавов уменьшается при введении магния и кремния. Магний увеличивает, а кремний уменьшает параметр решетки алюминия. Значение параметра решетки твердого раствора магния и кремния в алюминии меньше расчетного значения, полученного суммированием эффектов от раздельного введения магния и кремния. По данным работы, параметр решетки уменьшается в процессе старения. Однако это противоречит общепризнанным сведениям. Изучено изменение параметра решетки при деформации. Термический коэффициент линейного расширения сплавов, близких по составу к разрезу Al—Mg2
Si, практически не отличается от алюминия. При большем содержании магния коэффициент несколько возрастает, при увеличении концентрации кремния снижается, но эти колебания незначительны. При отношении концентраций Mg: Si = 1,73 обнаруживается аномалия электросопротивления. Электросопротивление сплавов, содержащих l%Mg+Si, при 447°С составляет порядка 8,6—8,8 x 10-8
Ом-м, а в сплавах с отношением Mg:Si=l,73 оно падает ниже 8,5 x 10-10
Ом-м. При комнатной температуре электросопротивление сравнительно невелико: 3—3,2-10-8
Ом-м у сплавов с 1—1,5% Mg2
Si в полностью состаренном состоянии и 2,8—2,9x10-8
Ом-м — после отжига. Избыток кремния увеличивает, а избыток магния уменьшает электросопротивление;
Температурный коэффициент электросопротивления составляет 3,6—3,8- 10-12
Ом-м/°С . Сплавы переходят в сверхпроводящее состояние при
-271,9°С (1,3 К), но после старения до максимальной прочности температура перехода снижается до -272,5°С (0,7 К) .
Увеличение количества фазы Mg2
Si незначительно влияет на модуль упругости алюминия; при избытке кремния он повышается, а при избытке магния— несколько снижается. Скорость распространения ультразвука в алюминии слегка возрастает при увеличении концентраций силицида магния ; этот эффект более ощутим в присутствии избытка кремния. Электродный потенциал (относительно каломельного электрода) фазы Mg2
Si меняется в зависимости от поляризации в интервале 0,7—1,5 В, а потенциал алюминиевого твердого раствора мало меняется при растворении или выделении фазы Mg2
Si. Поэтому при правильном соотношении концентраций магния и кремния сплавы системы Al—Mg—Si обладают очень хорошей коррозионной стойкостью: в термически обработанном состоянии сплавы не чувствительны к межкристаллитной коррозии; к коррозии под напряжением. Межкристаллитная коррозия может возникнуть, если на границах зерен образуется сплошная прослойка выделений Mg2
Si . Избыток магния мало влияет на коррозионную стойкость. При избытке кремния формируется обедненная приграничная зона с электроотрицательным потенциалом по отношению к остальному материалу. Это может вызвать определенную склонность к межкристаллитной коррозии. Сплавы с большим избытком магния имеют несколько более низкую коррозионную стойкость, чем соответствующие композиции системы Al—Mg . Основным фактором, определяющим коррозионное поведение сплавов, богатых кремнием, является пара : алюминиевый твердый раствор — кремний, а малые добавки Mg2
Si обычно оказывают очень слабое влияние.
Скорость диффузии магния и кремния из сплавов, содержащих Mg2
Si (с избытком или без избытка кремния), в алюминий уменьшается при совместном присутствии этих двух элементов, оставаясь пропорциональной градиенту концентрации. В случае направленной кристаллизации квазибинарной эвтектики фаза Mg2
Si имеет такие же ориентационные соотношения с матрицей , как и при выделении из твердого раствора. Процесс выделения при старении начинается с образования сферических зон. На очень ранней стадии старения они удлиняются в направлении матрицы и приобретают иглообразную форму. Диаметр частиц на этой стадии составляет 15—60 А, длина 160—2000 А, а плотность распределения 2-1012
мм-3
или 3-1015
мм-3
. Образование частиц приводит к возникновению в матрице сжимающих напряжений, величина которых может достигать предела текучести.
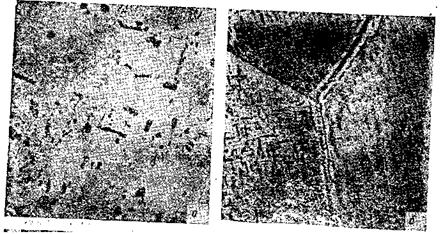
Игольчатые выделения растут, приобретая сначала стержневидную, а затем пластинчатую форму фазы MgsSi (рис. приведён ниже). Максимум твердости отвечает моменту старения, предшествующему образованию пластинчатых частиц. Наибольший размер выделений перед началом разупрочнения составляет 0,03 мкм, что в 10 раз меньше, чем в других сплавах, упрочняемых при старении. Промежуточная фаза обладает частичной когерентностью с матрицей.
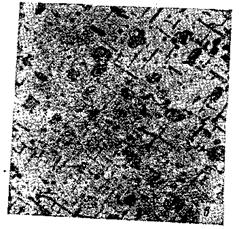
Рис. 110. Микроструктура сплава Аl — 0,9% Mg – 0.6% Si:
а
— медленное охлаждение при закалке и старение при 177°С, 5 ч; грубые частицы (5-фазы, образовавшиеся в процессе охлаждения, мелкие выделения В-фазы, возникшие при старении, и зона, свободная от выделений вокруг частиц В’-фазы, х8000; б
— закалка в воде и старение при 177°С, 5 ч; присутствует только В’-фаза, х40000 (данные Research Laboratory, Granges, Essem. Швеция): в
— закалка в воде и старение при 302°С. 1 ч, крупные квадратные пластинки В-фазы, х25000 (данные-Bnnbury Research Center, Alcan Int. Ltd.)
Избыток кремния, увеличивая пересыщение матрицы, приводит к повышению плотности распределения зон. При этом эффект упрочнения при старении возрастает. Скорость старения в условиях приложения высокого давления уменьшается .
Влияние факторов, определяющих процесс старения носит обычный характер. Наибольшие скорость старения и максимум упрочнения отвечают содержанию Mg2
Si, несколько превышающему предельную растворимость в твердом состоянии. Холодная деформация ускоряет старение и уменьшает эффект упрочнения, но при достаточно большой степени деформации упрочнение превышает снижение эффекта дисперсионного отвердения. Холодная деформация после старения может привести к уменьшению прочности. На механические свойства состаренного материала существенно влияет также текстура. Закалка с очень высокой скоростью охлаждения способствует образованию весьма дисперсных выделений, поэтому для получения максимальных прочностных свойств требуется возможно большая скорость закалки. Закалка на воздухе уменьшает упрочнение при старении. Особенно это относится к сплавам с содержанием Mg2
Si, отвечающим предельной растворимости. Сплавы с меньшей концентрацией можно закаливать на воздухе, особенно в случае применения последующего искусственного старения для повышения прочностных свойств. Закалка в среде с температурой старения может улучшить или ухудшить механические свойства в зависимости от температуры старения. Большое влияние на свойства оказывает перерыв между закалкой и искусственным старением. Если низкотемпературное старение происходит до образования зон определенного размера, то при последующем искусственном старении зоны растворяются не полностью, а максимум на изотермах прочностных свойств уменьшается и носит размытый характер. Эффект тем
значительнее, чем ниже температура старения и выше содержание Mg2
Si. Это явление возникает уже через 1 ч старения при комнатной температуре. Нагрев до 227—277°С приводит лишь к частичному возврату в сплавах, состаренных при 127—177°С. Но путем использования специальной обработки возможно многократное получение эффекта возврата. Кратковременное предварительное старение (в течение нескольких минут при температуре выше комнатной) сразу после закалки подавляет старение при комнатной температуре. Небольшое повышение прочностных свойств, обусловленное интенсификацией процесса образования зародышей, возможно в результате кратковременной низкотемпературной (—33°С) обработки; при проведении всех этих обработок требуется очень точное соблюдение режима. Добавки меди, хрома, марганца и золота также влияют на эффект перерыва между закалкой и старением. Термомеханическая обработка с низко-, а затем высокотемпературным старением и пластической деформацией между этими ступенями старения улучшает свойства, но если содержание Mg2
Si превышает 1% (ат.), кратковременное предварительное старение приводит к ухудшению механических свойств . Циклическое нагружение вызывает растворение и повторное образование зон ГП в течение каждого цикла
2.6. Быстрозакристаллизованные сплавы на основе алюминия и способы их получения
Способы обеспечения быстрой кристаллизации расплава, разработанные в нашей стране и за рубежом открыли возможность получения совершенно нового класса сплавов, свойства которых значительно превосходят свойства сплавов, изготовляемых по традиционной технологии, через слиток. В зависимости от способа отвода тепла из металлического расплава методы быстрой кристаллизации можно разделить на две группы:
1) с конвективной теплопередачей;
2) с контактным охлаждением.
1. Кристаллизация с конвективной теплопередачей:
Основным процессом получения сплавов с конвективной передачей тепла при кристаллизации частицы, является метод распыления. Этот способ заключается в том, что струя расправленного металла подается в форсунку и дробится струей газа или воды высокого давления. Образующиеся при этом мельчайшие капельки затвердевают налету. Скорость охлаждения частиц зависит от размера капель, сечения и скорости струи металла, теплопроводности и давления распыляющего газа или жидкости. Ее величина может меняться от 1*102
до 1*107
град/с. Размер частиц от 50 до 500 мкм. Одной из разновидностей процесса распыления является ультразвуковое газовое распыление, заключающееся в дополнительном воздействии на струю металла ультразвуковых колебаний. При этом удалось получить порошок с размером основной фракции 50 мкм. Скорость охлаждения при этом составляла 105
град/с.
Кроме способа газового распыления, достоинством которого является высокая производительность процесса, достаточно широко опробуются и другие способы получения частиц.
- Способ распыления с вращающимся диском
Расплав механически измельчается посредством быстро вращающегося диска, имеющего на поверхности острые кромки и охлаждается с помощью газа . Скорость охлаждения для частиц 70-80 мкм – 105
град/с и 107
град/с для частиц диаметром 10 мкм.
- Способ распыления с вращающимся электродом
Вращающаяся заготовка - электрод расплавляется электрической дугой и капли жидкого металла кристаллизуются в полете. Размер частиц 200 мкм (100-600 мкм), скорость охлаждения – 103
град/с и 101
град/с . Расплавление заготовки может осуществляться также электронным лучом, лазером, плазмой.
- Распыление из перфорированного стакана
Жидкий металл, попадая во вращающийся со скоростью 1000 ... 10000 1/мин стакан с отверстиями на образующей поверхности цилиндра, выбрасывается из отверстий в виде иглообразных частиц, длина которых зависит от скорости вращения стакана. Скорость охлаждения при этом составляет 102
- 103
град/с. Достоинством этого метода по сравнению с предыдущим является взрывобезопасностъ частиц.
2. Процессы с контактным охлаждением
В этих процессах теплопередача осуществляется посредством контакта с материалом, имеющим высокую теплопроводность. Как правило, это медные барабаны или шайбы с водяным охлаждением.
К способам быстрой кристаллизации с контактным охлаждение можно отнести следующие:
- Способ расплющивания капель о барабан
Капли расплавленного металла направляются струей газа на периферию вращающегося барабана - подложки. Каждая капля кристаллизуется отдельно и удаляется с барабана прежде, чем другая капля попадает на ее место. Чешуйки обычно получаются диаметром 1-3 мм и толщиной 100 мкм и меньше. Скорость охлаждения 103
-I05
град/с .
- Двуроликовое дробление
Это способ получения металлического порошка распылением струи жидкого металла, направленного между двумя роликами, вращающимися с большой скоростью. Теплопередача к роликам строго контролируется. Регулируя процесс, можно получить чешуйки удлиненной формы толщиной до 200 мкм при скорости охлаждения 105
- 106
град/с. Изменением зазора между роликами и скорости вращения роликов, можно получить частицы неправильной и сферической формы, в виде чешуек или игл при толщине 60-100 мкм.
- Способ распыления ударной волной Дувеца
Небольшое количество расплава, менее 500 мг, расплавляется индукционным методом в тигле. Под действием ударной волны, создаваемой давлением газа в 2-3 МПа или взрывом малого заряда, жидкий металл выстреливается, и капли при этом вылетают со скоростью нескольких сотен метров в секунду. При ударе об охлаждаемую подложку, частицы сплава превращаются в очень тонкие фольги неодинаковой толщины в пределах 0,1-10 мкм. Этим способом можно достичь высоких скоростей порядка 109
град/с, но из-за малой производительности этот метод применим лишь для лабораторных исследований.
- Способы "поршня и наковальни", "молота и наковальни",
"двух поршней"
Общий принцип этой технологии состоит в том, что капли жидкого металла обжимаются двумя поверхностями с высокой теплопроводностью. В методах поршня и наковальни и двухпоршневом способе соответственно расплавленная капля металла (меньше 1 г) падает между неподвижной "наковальней" и движущимся "поршнем" или между двумя движущимися поршнями. Общим для всех механизмом является пересечение падающей каплей луча фотоэлемента, что вызывает срабатывание привода поршня (поршней), который может быть пневматическим, электрическим или механическим.
В способе молота и наковальни порция металла помещается на горизонтальную металлическую "наковальню" и расплавляется электрической дугой, плазмой или потоком электронов. На расплавленную каплю падает "молот". Преимущество технологии двух поршней состоит в том, что кристаллизация осуществляется равномерно с двух сторон капли. Фольги получаются круглыми по форме, диаметром 25 мм и толщиной 5-30 мкм (60-120 мкм ). Скорость кристаллизации 104
- 106
град/с в зависимости от толщины. Метод применяется для изготовления единичных фольг в качестве лабораторных образцов.
- "Намораживание" пластинок электронным лучом
Пучок электронов фокусируется на нижнем конце вертикально расположенного прутка, расплавляя его. Капли металла, падая, ударяются о медный диск, вращающийся вокруг вертикальной оси под прутком. Центробежная сила и угловая скорость вытягивает каплю в тонкую продолговатую пластинку, которая после затвердевания отскакивает от диска. Размер пластинки и скорость подачи металла контролируются силой тока. Толщина пластинок и, следовательно, скорость охлаждения зависят от скорости вращения медного диска. Процесс необходимо проводить в вакууме.
- "Намораживание" на холодную подложку
Жидкий металл выдавливается через отверстие в дне тигля. Намораживание происходит при ударе жидкой струи о вращающуюся холодную подложку (или о периферию вращающегося ролика). При условии жесткого контроля стабильности струи жидкого металла, получаются ленточки шириной до 3 мм и толщиной 10 мкм. Можно изготавливать чешуйки и порошок. Скорости охлаждения при "намораживании" находятся в пределах 105
– 107
град/с. Этот способ широко применяется в лабораторных исследованиях и доведен до промышленного состояния.
Для получения более широкой ленты (> 3 мм) разработаны другие способы, такие как литье плоской струей и наволакивание расплава .
Экстракция расплава
Этот способ имеет два варианта: экстракция расплава из тигля и экстракция расплава из висящей капли, отличающиеся принципом подачи жидкого металла на охлажденную подложку. Металл сцепляется на короткое время с кромкой диска, затем затвердевает, отделяется от нее и падает в виде волокна. Изменив кромку диска, можно получать отдельные волокна, которые можно обрабатывать как порошок. Скорости охлаждения такие же, как в способе намораживания на холодную подложку.
В процессе экстракции расплава из висящей капли отсутствует проблема тигля, а при экстракции расплава из тигля для исключена реакции между тиглем и расплавом можно применять гарнисажную плавку. Оба способа можно рекомендовать для химически активных металлов.
Толщина волокон равна, как правило, 10-20 мкм и зависит от сплава и скорости охлаждения.
В процессе экстракции расплава при помощи водоохлаадаемого вращащегося диска с зубчатой кромкой достигается скорость охлаждения 104
- 106
град/с.
Подобный способ сравнительно дешев, надежен и может быть усовершенствован для большинства сплавов.
Сплавы, полученные способом экстракции из расплава, превращают в компакт, используя различные способы деформации. Первоначальный компакт может быть изготовлен непосредственно из спрессованных «вхолодную» частиц, либо частицы измельчаются до нужного гранулометрического размера.
В целом, анализируя материалы по получению быстрозаристалли-зованных частиц, можно сделать вывод, что при использовании методов распыления достигается скорость охлаждения при кристаллизации порядка 104
...106
град/с. Для получения более высокой скорости необходимо уменьшить размер порошка до 20...30 мкм, что делает его очень взрывоопасным. Для достижения более высоких скоростей охлаждения необходимо осуществлять охлаждение на подложке. Для чешуек или пластинок толщиной 0,1-1,0 мкм достигнуты скорости кристаллизации 108
–109
град/с. В печати сообщалось о скорости кристаллизации 1010
град/с, которую следует считать максимальной для данного способа охлаждения чешуек и пластинок.
3.ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
3.1 Обоснование выбора сплавов для
исследования
Сплавы системы Al – Si широко используются для производства поршней. Как правило, они классифицируются как:
1) доэвтектические (содержание Si 6…9 %)
2) эвтектические (10…12 %)
3) заэвтектические сплавы (17…21 %)
Например: Mahle124, АК 12 D, Mahle 138,1379 и т.д.
Также используются поршни из сплавов системы Al – Cu – Mg – Fe – Ni (RR 58, АК 4-1 и т.д.). Эти сплавы обеспечивают повышенную жаропрочность при высоких температурах 200…250 o
C, но по сравнению со сплавами системы Al – Si имеют более высокий коэффициент линейного расширения и более низкую износостойкость.
Для производства поршней используются различные технологические методы: литьё, штамповка, твёрдо – жидкая штамповка и т.д.
Существует ярко выраженная тенденция улучшения свойств, характеристик поршневых материалов путём использования гранулируемых сплавов (RSR/PM) и композиционных материалов с металлической матрицей (MMC).
Например, гранулируемый сплав RSR/PM 1379 (17…19 % Si) выпускается в российской промышленности.
Этот сплав имеет коэффициент линейного расширения ~ 17…18 ppm/o
C , плотность 2,70 г/см3
, теплопроводность около 120…130 W/mo
C, очень высокую износостойкость и высокую размерную стабильность.
Уменьшение плотности алюминиевого сплава может способствовать его легированию элементами, имеющими меньшую по сравнению с алюминием плотность, например, Mg.
Магний хорошо растворим в твёрдом растворе и понижает теплопроводность и жаропрочность. Для сохранения положительного влияния Mg на плотность и удаления негативного влияния на теплопроводность, он должен находиться во всех фазах в виде соединений, например, Mg2
Si. Растворимость Mg2
Si в алюминии намного ниже, чем у Mg.
Разработка сплава с высоким содержанием Mg2
Si фазы является главной идеей дальнейшего исследования.
Соединение сплавов системы Al – Mg с Si способствует повышению жаропрочности серии алюминиевых сплавов, что достигается в результате плохого взаимодействия a - твердого раствора с Mg2
Si фазой. Это понижает интенсивность процесса диффузии. В то же время, Mg2
Si фаза уменьшает вязкость сплавов и, согласно литературным данным, содержание Si в Mg2
Si сплавах не должно превышать 1,5…2 %.
В 40-х годах немецкие учёные Майер и Росслер изучали Al – Mg – Si сплавы и пытались применить их для производства поршней для авиадвигателя. Задача заключалась в понижении плотности до 2,5 – 2,6 г/см3
и повышении жесткости и теплопроводности. Тем не менее, согласно результатам исследований, они не достигли такого уровня. Был разработан сплав: 5-7% Mg и 1,0 – 1,5 % Si. Этот сплав получил название Mg 51. Позднее был разработан сплав Magsimal 59 (~ 5% Mg, 2% Si) для производства автомобильных деталей путём литья и реокастинга. Промышленные сплавы типа AD 31 (по зарубежным стандартам серия 6000) содержат Mg и Si не более 1,5 %. В этом случае всё количество фазы Mg2
Si во время охлаждения оказывается в растворённом виде (пропитка раствором) и, после искусственного старения, выпавшие в осадок фазы укрепляли сплав. Соотношение Mg к Si в Mg2
Si составляет 1,73. Растворимость Mg2
Si при 520о
С около 2%.
3.2 Исследование гранулированных сплавов
Одним из главных эффектов высокоскоростной кристаллизации является уменьшенный размер всех структурных компонентов сплава, включая нерастворимые в матрице интерметаллиды (первичные кристаллы, эвтектики). Следовательно, существует возможность трансформировать избыточные кристаллы
Mg
2
Si
в дисперсные фазы. Это должно упрочнить сплав.
Выбор сплавов для исследования был сделан согласно квази – бинарному сечению равновесной диаграммы
Al
–
Mg
–
Si
(рис.1). Для исследования были выбраны сплавы с фазовыми составами
Al
-
Mg
2
Si
и
Al
-
Mg
2
Si
-
Si
(таблица 1).
Таблица 3.1. Химические составы выбранных гранулируемых сплавов.
| Сплав №
|
Mg
|
Si
|
Fe
|
Ni
|
Zr
|
Al
|
Mg2
Si
|
Mg
|
Si
|
STM
|
| 1R
|
10-12
|
11,1
|
19-21
|
21,5
|
1,3-1,7
|
2,0
|
1,8-2,2
|
1,5
|
0,8-2,2
|
0,49
|
63,4
|
17,5
|
-
|
15
|
4
|
| 2R
|
8-8
,5
|
9,1
|
4,8-5,2
|
4,65
|
1,3-1,7
|
1,9
|
1,8-2,2
|
2,1
|
0,7-0,9
|
0,8
|
81,45
|
12,7
|
1,05
|
-
|
4,8
|
| 3R
|
10-10,5
|
12,0
|
6-6,4
|
6,65
|
1,3-1,7
|
2,0
|
1,8-2,2
|
2,1
|
0,7-0,9
|
0,7
|
76,65
|
18,15
|
0,5
|
-
|
4,8
|
| 4R
|
15-15,5
|
17,3
|
8,8-9,2
|
9,3
|
1,3-1,7
|
1,9
|
1,8-2,2
|
1,8
|
0,7-0,9
|
0,62
|
69,1
|
26,1
|
1,2
|
-
|
4,3
|
| 5R
|
8-8,5
|
8,25
|
12-12,5
|
11,1
|
1,3-1,7
|
1,9
|
1,8-2,2
|
1,6
|
0,7-0,9
|
0,9
|
76,25
|
13
|
-
|
6,35
|
4,4
|
| 6R
|
4-4,5
|
5,35
|
18-19
|
19,5
|
1,3-1,7
|
1,97
|
1,8-2,2
|
1,6
|
0,7-0,9
|
0,6
|
70,95
|
8,45
|
-
|
16,4
|
4,5
|

Рис.1 Квази-бинарное сечение равновесной диаграммы Al – Mg – Si
· - расположение исследуемых сплавов
Сплавы Al – Mg2
Si – Si были выбраны в попытке улучшить свойства благодаря измельчению Mg2
Si и первичных кристаллов Si. Сплавы были созданы методом высокоскоростной кристаллизации расплава. Скорость охлаждения во время кристаллизации была 103
…104
K/c. Гранулы были помещены в технологические контейнеры, подвергнуты вакуумной дегазации и компактированию. Затем уплотнённые гранулы подверглись прессованию в прутки. Предварительные результаты показали, что твёрдость всех сплавов достаточно высока в прессованном состоянии (Таблица 2).
Таблица 3.2. Твёрдость исследуемых сплавов до и после термообработки
| Сплав №
|
После прессования
|
525о
С, вода + 175о
С в течение 12 ч
|
| 1R
|
95,5
|
-
|
| 1R (чешуйки)
|
178
|
-
|
| 2R
|
91
|
120
|
| 3R
|
83
|
150
|
| 4R
|
98,3
|
157
|
| 5R
|
89,7
|
152
|
| 6R
|
101
|
162
|
Высокая твёрдость при таком прессовании (без термообработки) очень важна, потому что она сохранилась неизменённой после 100 часов выдержки при температуре 350о
С. Микроструктурный анализ сплава 1R показал, что уровень охлаждения недостаточно высок для формирования псевдоэвтектической структуры. Первичные кристаллы Si достигали размеров около 3…5 мкм. Сплав 1R в целом имеет хороший комплекс свойств (таблица 3), но вязкость и теплопроводность сплава очень низки. Для улучшения свойств сплава 1R уровень охлаждения во время затвердевания был поднят до 106
…107
К/с. Сплав был сделан в виде чешуек толщиной около 20 мкм, которые были получены путём кристаллизации на медном диске. Более быстрая кристаллизация упрочнила сплав.
Таблица 3.3. Прочностные характеристики сплава 1R в зависимости от способа получения.
| Сплав
|
Температура исследования, о
С
|
| 20
|
250
|
300
|
| 1R (гранулы)
|
UTS, MPa
|
320
|
155
|
117
|
| YS, MPa
|
278
|
138
|
96
|
| d, %
|
0,5
|
1,0
|
2,0
|
| s 20
|
110
|
| 1R (чешуйки)
|
UTS, MPa
|
530
|
211
|
135
|
| YS, MPa
|
503
|
170
|
105
|
| d, %
|
0,5
|
1,5
|
2,5
|
В микроструктуре сплава первичных кристаллов не наблюдалось. При увеличении х1600 на сером фоне наблюдались отдельные кристаллы Mg2
Si звездообразной формы.
Наиболее важные физические свойства (твёрдость, сопротивление текучести, прочность при комнатной и высокой температуре) сплава 1R намного выше, чем сплав фирмы Mahle – мирового лидера в области изготовления поршней гоночных автомобилей (RR 58, Mahle 124 – в российской номенклатуре АК4-1 и АК 12 D соответственно).
Однако теплопроводность повысилась незначительно. Очевидно, для повышения теплопроводности требуется увеличить объём a-твёрдого раствора, что можно достичь путём снижения содержания легирующих элементов. Анализ остаточной твёрдости показал, что все сплавы систем Al – Mg2
Si и Al - Mg2
Si – Si обладают более высокой твёрдостью после воздействия высоких температур (300, 350о
С), чем АК4-1(таблица 4).
Таблица 3.4. Остаточная твёрдость исследуемых сплавов после 100 часов выдержки
при разных температурах.
| Сплав №
|
Состояние
|
Температура, о
С
|
| После прессования
|
После «старения»
|
150
|
200
|
250
|
300
|
350
|
| 1R (гранулы)
|
92,8…98,3
|
-
|
89,7…95.0
|
88,7…93,3
|
88,7…98,3
|
93,9…97,2
|
91,7;95,0
|
| 1R (чешуйки)
|
178
|
-
|
150;159;164
|
155;157;161
|
159;166;177
|
166;169;
171
|
150;159;
171
|
| 2R
|
91,7
|
120
|
121;123;129
|
102;110;123
|
86,8;89,7;
92,8
|
81,3;84,9;
88,7
|
81,3;84,9;
85,8
|
| 3R
|
83,0
|
150
|
136;138;142
|
97,2;98,3;
101
|
75,5;80,4;
81,3
|
73,2;78,7;
79,6
|
77,1;77,9;
80,4
|
| 4R
|
98,3
|
157
|
146;148;152
|
108;111;111
|
90,7;92,8;
93,9
|
90,7;91,7;
91,7
|
84,0;92,8;
93,9
|
| 5R
|
89,7
|
152
|
144;144;146
|
95,0;96,1;
98,3
|
80,4;85,8;
85,8
|
77,9;80,4;
80,4
|
77,9;79,6;
83,0
|
| 6R
|
101
|
162
|
146;150;152
|
115;117;117
|
95,0;98,3;
98,3
|
88,7;93,9;
95,0
|
91,7;92,8;
93,9
|
Исследование сплавов №№ 2R – 6R было проведено, главным образом, в условиях высоких температур: искусственное старение.
По этой причине все сплавы, кроме № 2R, обладают высокой твёрдостью – HB ~ 150…160 МПа (таблица 4). После нагрева да 150 и 200о
С твёрдость понизилась в результате распада твёрдого раствора.
Структура сплавов при высокой температуре очень стабильна – остаточная твёрдость после 250, 300 и 350о
С почти такая же, как в состоянии после прессования. Высокая жаропрочность сплавов подтвердилась результатами исследования «длительной прочности» (таблица 5).
Таблица 3.5. Длительная прочность сплавов, в течение 20 часов при температуре
250о
С
| Сплав №
|
s 20 ,
МПа
|
| 1R (гранулы)
|
110
|
| 2R
|
110
|
| 3R
|
100
|
| 4R
|
105
|
| 5R
|
100
|
| 6R
|
110
|
Таблица 3.6. Прочностные свойства прутков, полученных путём прессования
исследуемых гранулированных сплавов.
| Сплав №
|
Комнатная температура
|
250о
С
|
300о
С
|
350о
С
|
| 1R
|
UTS, MPa
|
320
|
155
|
135
|
-
|
| YS, MPa
|
278
|
138
|
105
|
-
|
| d, %
|
0,5
|
1,0
|
2,5
|
| 2R
|
UTS, MPa
|
358
324
2,6
|
185
176
17,2
|
130
122
20,8
|
77
75
28,4
|
| YS, MPa
|
| d, %
|
| 3R
|
UTS, MPa
|
378
|
185
|
119
|
-
|
| YS, MPa
|
359
|
173
|
115
|
-
|
| d, %
|
1,0
|
2,0
|
1,2
|
-
|
| 4R
|
UTS, MPa
|
383
|
195
|
132
|
-
|
| YS, MPa
|
372
|
189
|
129
|
-
|
| d, %
|
0,4
|
3,4
|
2,4
|
-
|
| 5R
|
UTS, MPa
|
345
|
215
|
133
|
80
|
| YS, MPa
|
326
|
203
|
110
|
70
|
| d, %
|
2,8
|
2,8
|
9,6
|
18,4
|
| 6R
|
UTS, MPa
|
393
|
241
|
83
|
| YS, MPa
|
342
|
218
|
72
|
| d, %
|
1,2
|
1,2
|
16,8
|
Таблица 3.7. Теплопроводность изучаемых гранулированных сплавов, W/mK
| Температура,
о
С
|
1R
чешуйки гранулы
|
2R
|
3R
|
4R
|
5R
|
6R
|
| 20
|
88,8
|
93
|
115
|
100
|
108
|
133
|
110
|
| 50
|
89,2
|
93
|
119
|
96,1
|
110
|
136
|
110
|
| 100
|
90,8
|
93
|
125
|
95,8
|
113
|
141
|
110
|
| 150
|
92,9
|
94
|
131
|
101
|
116
|
145
|
111
|
| 200
|
95,1
|
94
|
134
|
109
|
119
|
149
|
112
|
| 250
|
96,8
|
93
|
135
|
118
|
122
|
150
|
114
|
| 300
|
97,6
|
92
|
135
|
124
|
122
|
148
|
116
|
| 350
|
97,0
|
90
|
134
|
124
|
122
|
144
|
119
|
| 400
|
94,5
|
-
|
135
|
115
|
122
|
137
|
122
|
Таблица 3.8. Плотность и модуль Юнга исследуемых гранулированных сплавов
| Сплав №
|
Плотность, г/см3
|
E, ГПа
|
| 1R (чешуйки)
|
2,60
|
-
|
| 2R
|
2,63
|
81
|
| 3R
|
2,62
|
81,5
|
| 4R
|
2,55
|
82
|
| 5R
|
2,62
|
86
|
| 6R
|
2,61
|
83
|
Микроструктура сплавов 2R, 3R и 4R состояла из звездообразных частиц Mg2
Si фазы, размером около 2…3 мкм, которые однородно распределены в твёрдом растворе. На микроструктуре сплава 6R вдобавок были видны частицы первичного Si. Результаты испытаний показали, что сплавы №№ 3R – 6R обладают низкой пластичностью при комнатной температуре. В итоге, лучшим комплексом свойств обладал сплав 2R. Все сплавы обладали высоким модулем Юнга, низким коэффициентом линейного расширения, но теплопроводность оказалась ниже, чем ожидалось, причину этого в ходе данного этапа исследования выявить не удалось. Наибольшую теплопроводность имеет сплав № 5R – 144…150 W/mK при температуре 250…350о
С .
Однако, сплав № 2R, содержащий больше алюминия, чем сплав № 5R, имеет теплопроводность ~ 135 W/mK при той же температуре. Очевидно, одной из причин этого является наличие в сплаве свободного магния. Соотношение Mg : Si в этом сплаве больше, чем 1,73. На кривой графика коэффициента линейного расширения для этого сплава где изменения зависят от температуры, наблюдается значительное отклонение (рис.2 пункта 3.3). Возможно, всякие примеси тоже оказывают негативное влияние на теплопроводность. Электропроводность сплава № 2R почти такая же, как у сплава Д16Т. Рекомендуется подробное исследование всех факторов.
Плотность сплавов достаточно низкая (2,55…2,63 г/см3
), очевидно, что она может быть ещё более снижена с помощью оптимизирования содержания тяжелых металлов – Zr, Ni, Fe в сплаве (в сплавах №№ 1R – 6R содержание этих компонентов около 4…5 %).
Итак, в ходе проведённой исследовательской работы стало очевидно, что состав сплава № 2R может стать базой для дальнейшего исследования.
3.3
Коэффициент линейного расширения исследуемых сплавов
Таблица 3.9. Коэффициент линейного расширения исследуемых сплавов в зависимости от температуры.
| Сплав №
|
a x106
К-1
для следующих температурных интервалов, о
С
|
| 20-100
|
100-200
|
200-300
|
300-400
|
20-200
|
20-300
|
20-400
|
| 1R
|
16,7
|
17,9
|
19,36
|
21,94
|
17,3
|
18,0
|
18,98
|
| 2R
|
19,7
|
21,11
|
22,27
|
25,49
|
20,41
|
21,03
|
22,14
|
| 3R
|
18,4
|
19,8
|
22.42
|
23,65
|
19,1
|
20,21
|
21,07
|
| 4R
|
17,6
|
19,00
|
21,43
|
25,32
|
18,3
|
19,34
|
20,84
|
| 5R
|
17,7
|
19,1
|
22,94
|
23.33
|
18,4
|
19,91
|
20,77
|
| 6R
|
17,2
|
17,3
|
20,7
|
22,0
|
17,24
|
18.4
|
19,3
|

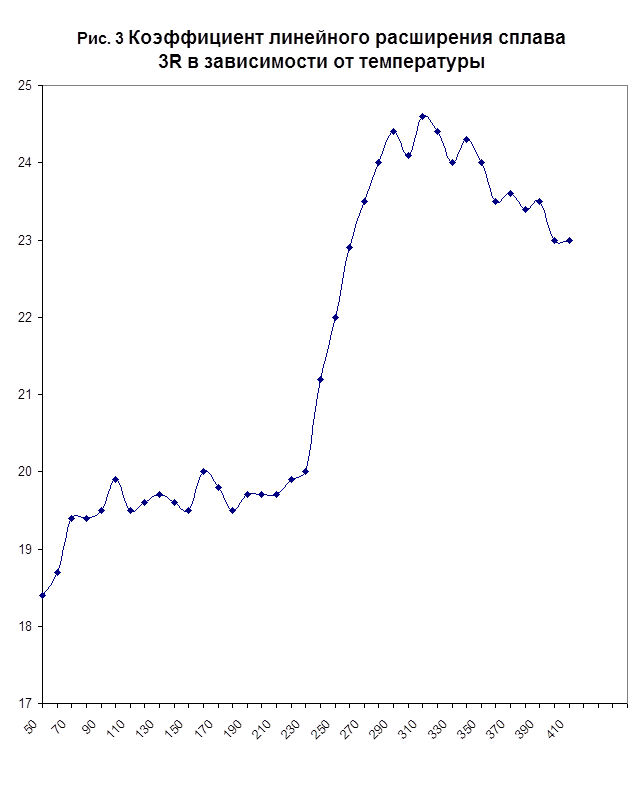
 3.4. Выводы
В результате проведённой исследовательской работы можно сделать следующие выводы:
1) Исследование на текущем этапе можно считать успешным, так как среди выбранных для исследования сплавов многие обладали хорошим комплексом технологических свойств. Анализ остаточной твёрдости показал, что все сплавы систем Al – Mg2
Si и Al - Mg2
Si – Si обладают более высокой твёрдостью после воздействия высоких температур (300, 350о
С), чем промышленный сплав АК4-1. Структура сплавов при высокой температуре очень стабильна – остаточная твёрдость после 250, 300 и 350о
С почти такая же, как в состоянии после прессования. Высокая жаропрочность сплавов подтвердилась результатами исследования «длительной прочности». Все сплавы обладали высоким модулем Юнга, низким коэффициентом линейного расширения, но теплопроводность оказалась ниже, чем ожидалось, причину этого в ходе данного этапа исследования выявить не удалось.
2) Выбранный для литья сплавов метод высокоскоростной кристаллизации оправдал себя, предварительные результаты показали, что твёрдость всех сплавов достаточно высока в прессованном состоянии, высокая скорость кристаллизации упрочнила сплавы.
3) Сплав №2R обладает наилучшим комплексом свойств, что можно увидеть на основании табличных данных, и он рекомендован для дальнейшего исследования.
4.
ЭКОНОМИКА
4.1 Технико - экономическое обоснование НИР.
В современном мире индустрия спортивных состязаний гоночных автомобилей прочно внедрилась во многие отрасли экономики. Для некоторых государств проведение гонок класса Formula – 1 является огромным источником доходов (например, гран-при Монако). В XXI веке всё более остро становится вопрос использования новых материалов для двигателей гоночных автомобилей, мощности которых достигают 700 лошадиных сил и количество тактов в секунду доходит до 650 (пример для соревнований Формула – 1), скорости превышают 300 км/час. После проведения гонки некоторые части двигателя гоночного болида приходится полностью заменять из-за того, что за такой короткий промежуток времени соревнования (1-2 часа) они полностью приходят в негодность из-за развития микротрещин в структуре двигателя в следствие огромных термических и циклических механических нагрузок. Наиболее изнашиваемой частью двигателя гоночного автомобиля является поршень цилиндра. По утверждению специалистов немецкой фирмы Mahle, являющейся лидером в производстве поршней гоночных автомобилей, «стоимость поршня болида Formula –1 практически можно приравнять к цене золота». Основными материалами, используемыми в двигателях Формулы-1, являются алюминиевые магниевые, титановые и стальные сплавы.
Целью данной работы является получение более высокого уровня свойств промышленных алюминиевых сплавов, являющихся основным материалом в производстве современных поршней гоночных автомобилей, за счёт использования мало изученных ранее соотношений составов сплавов и легирующих компонентов , использования современных методов литья (высокоскоростное затвердевание), когда скорость охлаждения сплава достигает 106
К/с. Результатом такого оптимизирования должны стать низкий коэффициент линейного расширения, высокая прочность и жаропрочность, износостойкость и, соответственно, высокая технологичность и эффективность при производстве. В данной работе исследовались 6 сплавов на основе алюминий – магний – кремний (Al – Mg –Si ), полученные путём высокоскоростного затвердевания расплава в виде гранул с последующим их прессованием в прутки с целью последующего изучения различного комплексов их свойств для выбора наиболее оптимального соотношения. Сплавы подвергались различным технологическим процедурам типа дегазации, отжига и искусственного старения. Затем изучалась микроструктура прутков, а также их непосредственного «сырья» - гранул, с целью выявить источники, влияющие на физические свойства образцов. Магний хорошо растворим в твёрдом растворе и понижает теплопроводность и жаропрочность. Для сохранения положительного влияния Mg на плотность и удаления негативного влияния на теплопроводность, он должен находиться во всех фазах в виде соединений, например, Mg2
Si. Растворимость Mg2
Si в алюминии намного ниже, чем у Mg.
Соединение сплавов системы Al – Mg с Si способствует повышению жаропрочности серии алюминиевых сплавов, что достигается в результате плохого взаимодействия a - твердого раствора с Mg2
Si фазой. Это понижает интенсивность процесса диффузии. В то же время, Mg2
Si фаза уменьшает вязкость сплавов. При использовании метода высокоскоростного затвердевания расплава всё количество фазы Mg2
Si во время охлаждения оказывается в растворённом виде (пропитка раствором) и, после искусственного старения, выпавшие в осадок фазы укрепляют сплав.
Итак, разработка сплава с высоким содержанием Mg2
Si фазы является главной идеей данного исследования.
Технико – экономическая эффективность результатов данной научно – исследовательской работы состоит в следующем:
- исследование технических характеристик мало изученных ранее сплавов приведёт к возможности их дальнейшего исследования и использования в других областях техники, например, в авиа космической отрасли, так как требования, предъявляемые к частям двигателей гоночных автомобилей, сходны с требованиями к авиа технике;
- применение метода высокоскоростного литья позволит уменьшить технологический цикл производства, увеличить прочностные характеристики и уменьшить себестоимость процесса производства готовой продукции.
4.2. Организация и планирование НИР.
Таблица 4.1.
Этапы выполнения НИР.
| №
|
Наименование
этапов
|
Содержание
работы
|
Трудоёмкость
этапа,
В раб.днях
отд. испол.
|
Исполнители
|
| внутренние
|
внешние
|
| 1
|
2
|
3
|
4
|
5
|
6
|
| 1
|
Подготови-тельный
этап
|
1 Получение
и изучение
задания
2 Подробное
изучение
литературы
3 Написание
раздела «Лит. Обзор»
|
0.5
0.5
2
40
40
|
научный рук
инж-исслед
научный рук
инж-исслед
инж-исслед
|
| 2
|
Теоретическая
разработка
|
1.Составление, обсуждение и
согласование
плана проведения работ
2. Разработка
методики про-
ведения
эксперимента
|
2
2
2
8
|
научный рук
инж-исслед
научный рук
инж-исслед
|
| 3
|
Эксперимен-
тальные работы
и испытания
|
1 Изготовление
образцов
2 Термообра-
ботка
3 Приготовле-
ние шлифов
4. Фотографи-
рование
шлифов
5. Отпечатка
фотографий
6. Определение
твердости
|
2
12
80
2
2
4
|
лаборант
инж-исслед
инж-исслед
инж-исслед
инж-исслед
лаборант
|
рабочий
|
| 4
|
Разработка организационно экономической
часта НИР и
задания по охра-
не труда
|
1 Выполнение задания по
экономике
2. Выполнение
задания по
охране труда
|
80
|
инж-исслед
|
| 32
|
инж-исслед
|
| 5
|
Корректировка
теоретичес-
кой
разработки по
результатам
испытании
|
1 Анализ полученных данных
2 Построение
графиков
|
2
20
15
|
Научный
рук
инж-
исслед
инж-исслед
|
| 6
|
Обобщение и
выводы по теме
|
Обобщение
|
2
42
|
научный рук
инж-
исслед
|
| результатов работы
|
| 7
|
Техническая отчетность
|
1.Составление технического
отчета
2.Выполнение
графической
части
|
2
42
15.5
|
научный рук
инж-исслед
инж-исслед
|
| 8
|
Заключительный этап
|
Оформление и утверждение результатов работы
|
25
80
|
Научный рук.
инж-исслед
|
4.3. Индивидуальное производственное задание на выполнение НИР
Таблица 4.2
Индивидуальное производственное задание на выполнение НИР.
| №
|
Наименование работ
|
Номер этапа
|
Количество рабочих дней
|
Срок исполнения
|
| По плану
|
Фактич.
|
По плану
|
Факгич.
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 1.
|
Получение и изучение задания
|
1
|
2
|
2
|
03.11
|
03.11
|
| 2.
|
Подбор и изучение литературы
|
1
|
10
|
10
|
11.11
|
11.11
|
| 3.
|
Написание раздела «Литературный обзор»
|
1
|
10
|
10
|
21.11
|
21.11
|
| 4.
|
Составление плана работ по теме
|
2
|
1
|
1
|
06.11
|
06.11
|
| 5.
|
Разработка методики эксперимента
|
2
|
4
|
4
|
26.11
|
26.11
|
| 6.
|
Приготовление шлифов
|
3
|
12
|
12
|
27.11
|
21 '.11
|
| 7.
|
Фотографирование
|
3
|
3
|
3
|
30.11
|
30.11
|
| 8.
|
Печатание фотографий
|
3
|
2
|
2
|
01.12
|
01.12
|
| 9.
|
Определение твердости
|
3
|
2
|
2
|
03.12.
|
03.12
|
| 10.
|
Испытания на прочность
|
3
|
4
|
4
|
08.12
|
08.12
|
| 11.
|
Выполнение задания по экономике
|
4
|
10
|
11
|
19.12
|
19.12
|
| 12.
|
Выполнение задания по охране труда
|
4
|
8
|
8
|
11.12
|
11.12
|
| 13.
|
Анализ полученных данных
|
5
|
3
|
3
|
23.12
|
23.12
|
| 14.
|
Построение графиков
|
5
|
4
|
4
|
26.12
|
26.12
|
| 15.
|
Обобщение результатов работы
|
6
|
4
|
4
|
30.12
|
30.12
|
| 16.
|
Выполнение графической части
|
7
|
15
|
15
|
08.01
|
08.01
|
| 17.
|
Оформление работы
|
8
|
10
|
10
|
12.01
|
12.01
|
Таблица 4.3 Индивидуальное производственное задание на выполнение НИР для лаборанта
.
| №
|
Наименование работ
|
Номер
|
Количество рабочих
|
Срок
исполнения по плану фактич
|
| этапа
|
дней
по плану фактич фактич
|
| 1.
|
Термообработка
|
3
|
10
|
10
|
26.11
|
26.11
|
4.4. Составление сметы затрат на дипломную НИР
Статьями затрат на выполнение НИР являются :
1. Затраты на материалы (основные и вспомогательные ) комплектующие изделия для проведения исследований :
Зм
=Sqм
i
x Цм
i
, руб
где Цм
i
- цена материального ресурса i-ro вида, руб/кг;
qм
i
- потребность в данном материальном ресурсе, кг(г). В данной работе исследуется сплав Al – Mg2
Si – Si, 6 прутков, каждый весит 2 кг. Ведомость затрат на основные материалы:
| Наименование материала
|
Количество, кг
|
Цена за ед., руб/кг
|
Сумма затрат, руб.
|
| Прутки из сплава Al – Mg2
Si – Si
|
2х6 = 12
|
155
|
1860
|
| Итого:
|
1860
|
Таблица 4.4
Ведомость затрат на вспомогательные материалы
| Наименование материала
|
Количество, кг
|
Цена, руб/кг
|
Сумма затрат, руб
|
| Фотопленка Шлифовальная бумага
|
1кассета
1 м2
|
50
20
|
50 20
|
| Фотобумага
|
3 пачки
|
40
|
120
|
| Фотореактивы
|
4 пачки
|
65
|
140
|
| Кислоты;
|
| плавиковая
|
0.12см2
|
64
|
7.68
|
| азотная
|
0.7см2
|
50
|
35
|
| хлорная
|
0.14см2
|
60
|
8.4
|
| уксусная
|
0.35см2
|
35
|
1225
|
| глицерин
|
020см2
|
30
|
6
|
| Итого.
|
399.33руб.
|
2. Затраты на заработную плату участников НИР:
а) Величина затрат на основную заработную плату инженера-исследователя, научного руководителя и лаборанта определяется по формуле:
З0
= К0
– Зм
– Фм , руб,
где Ко - коэффициент, учитывающий доплаты к основной заработной плате ( Ко = 1.08 для всех категорий работающих),
Зм - месячный оклад, руб
Фм - фактическое время участия в НИР, мес. Заработная плата инженера-исследователя:
Зм -1100руб, Фм = 2.2 мес, 30= 1.08 • 1100 -2.2=2613,60 руб. Заработная плата научного руководителя:
Зм=2000 руб, Фм=0.06 мес, 30 -1.08 • 2000 • 0.06 = 1296 руб.
Заработная плата лаборанта:
Зм - 900руб,Фм=0.1мес, 30= 1.08 -900 -0.1 =97,2 руб.
Таблица 4.5
| Месячный оклад, руб
|
Фактическое время участия в НИР, мес.
|
Ко
|
Всего затрачено, руб
|
| Инженер-исследователь
3м=1100
|
2,2
|
1,08
|
2613,60
|
| Научный руководитель 3м=2000
|
0,6
|
1.08
|
1296
|
| Лаборант
3м = 900
|
0,1
|
1.08
|
97,2
|
| Итого :
|
4006,8
|
б) Основная заработная плата рабочих, выполняющих отдельные виды работ (отливка, прессование, резка и т.д.) определяется по формуле :
30
=К0
• Т • у, руб,
где Ко - коэффициент, учитывающий доплаты к основной заработной плате
Т - трудоемкость выполняемых работ, час;
yср
- часовая тарифная ставка, соответствующая разряду работ, руб/час.
Затраты на основную заработную плату резчика : резчик имеет 3 разряд у= 21 руб/час
З0
=1.15 • 2 -21 =48,3 руб.
в) Затраты на дополнительную заработную плату участников НИР определяются по формуле:
Зд=Кд-Зо,руб.,
где Кд - коэффициент, учитывающий величину дополнительной заработной платы в зависимости от основной (Кд = 0.12 -для рабочих, Кд=0.15 - для остальных участников НИР ).
Затраты на дополнительную заработную плату инженера-исследователя, научного руководителя, лаборанта:
Зд=0.15(З0и.и.
+З0н.р.
+З0л.
)=0,15 · 4006,8 = 601,02 руб.
Затраты на дополнительную заработную плату рабочего :
Зд = 0.12-30р. = 0.12- 48,3 = 5,8руб.
г) Единый социальный налог на заработную плату всех участников НИР определяются
по формуле : Нсоц = 0,354(30
+ Зд ), руб
где З0
и Зд - затраты на основную и дополнительную заработную плату всех участников НИР.
Нсоц = 0,354 • (4006,8+601,02)=1631,17руб.
д ) Затраты на электроэнергию определяются по формуле
где Wi~ мощность оборудования 1-го вида, кВт
tоб
i
- время работы оборудования в процессе выполнения НИР, час
Кu
- коэффициент использования мощности, (Кц = 0.7 - 0.8 )
Сэ
- стоимость кВт час электроэнергии, руб.
Электропечь : W = 10 кВт, tоб
i
= 12ч, Сэ
= 10 • 12 • 0.7 • 0.85 = 17.34руб.
Шлифовальный круг: W=0.46кВт, tоб
i
= 80ч, Сэ=0.46 • 80 • 0.7 • 0.85• 21 .89 руб.
Микроскоп «Мир»: W=0.35KBr, tоб
i
= 15ч,
Cэ
= 0.35 • 15 • 0.7 • 0.85=3.123 руб.
Итого : S Cэ
= 17.34+ 21 .89 + 3. 123 = 42,35 руб.
е) Амортизационные отчисления на оборудование и
приборы.
Сам
= S (aам
i
/ 100) • Цоб
i
• (tоб
i
/ Фд.об
) , руб
где Цоб
i
- стоимость оборудования i-ro типа, руб
aам
i
- коэффициент амортизационных отчислений, % Фд.об
- действительный годовой фонд времени работы оборудования, час tоб
i
- время работы оборудования данного типа, час.
Расчет затрат на амортизацию оборудования.
| Наименование
оборудования
и приборов
|
Кол-во
единиц
|
Первоначальная
стоимость,
руб
|
Коэффициент
амортизационных
отчислений
|
Время работы, час
|
Сумма амортизационных отчислений
|
| Электропечь ВЭП11
|
1
|
77148
|
9,7
|
12
|
35,92
|
| Шлифовальный
|
1
|
2000
|
7,1
|
80
|
4,54
|
| круг
|
| Микроскоп «Мир»
|
1
|
12154
|
7,3
|
15
|
53,23
|
| Разрывная
|
1
|
186288
|
11,2
|
8
|
66,76
|
| машина «Инстрон»
|
| Итого:
|
160,45
|
ж) Накладные расходы определяются по формуле:
Ен = (Кн/100) • (30
+Зд),руб,
где Кд - коэффициент, учитывающий накладные расходы(принимается равным 60-70% от основной и дополнительной заработной платы участников НИР)
Кн=65% по лаборатории, Кн=70% по цеху. Ен=( 65/100) • (4006,8 +601,02)=2995,083руб. Ен =(70/100) • (48,3 +5,8)=37,87 руб.
Таблица 4.6.
Смета затрат на проведение НИР.
| -№
|
Наименование статей расходов
|
Сумма, руб
|
Удельный вес статьи, %
|
| 1.
|
Основные материалы для исследований
|
1860
|
15,72
|
| 2.
|
Вспомогательные материалы
|
399.33
|
3,37
|
| 3.
|
Основная заработная плата участников НИР
|
4055,1
|
34,27
|
| 4,
|
Дополнительная заработная плата
|
649,32
|
5,5
|
| 5.
|
Отчисления от фонда заработной платы
|
1631,17
|
13,78
|
| 6.
|
Затраты на электроэнергию
|
42,35
|
0,38
|
| 7.
|
Амортизационные отчисления
|
160,45
|
1,35
|
| 8.
|
Накладные расходы
|
3032,9
|
25,63
|
| Итого:
|
11833
|
100
|
Таблица 4.7. Расчет параметров сетевого графика
| №
|
Наименование работ
|
i
|
j
|
tij
|
tpH(ij)
|
TP0(ij)
|
tnH(ij)
|
tno(ij)
|
Rn(ij)
|
Rc(ij)
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| 1.
|
Получение задания
|
1
|
2
|
1
|
0
|
1
|
0
|
1
|
0
|
0
|
| 2.
|
Изучение литературы
|
2
|
4
|
5
|
1
|
6
|
54
|
59
|
53
|
0
|
| Разработка методики проведения НИР
|
2
|
3
|
3
|
1
|
4
|
1
|
4
|
0
|
0
|
| 4.
|
Написание раздела «Лит. Обзор»
|
4
|
12
|
12
|
6
|
18
|
59
|
71
|
53
|
53
|
| 5.
|
Изготовление образцов
|
3
|
5
|
7
|
4
|
11
|
4
|
11
|
0
|
0
|
| 6.
|
Изготовление шлифов
|
6
|
7
|
6
|
36
|
32
|
38
|
44
|
12
|
0
|
| 7.
|
Термическая обработка
|
5
|
6
|
35
|
11
|
26
|
11
|
26
|
0
|
0
|
| 8.
|
Изготовление шлифов
|
10
|
7
|
4
|
40
|
44
|
40
|
44
|
0
|
0
|
| 9.
|
Травление шлифов
|
7
|
8
|
2
|
44
|
46
|
44
|
46
|
0
|
0
|
| 10.
|
Фотографирование и печатание фотографий
|
8
|
9
|
10
|
46
|
56
|
46
|
56
|
0
|
0
|
| 11.
|
Испытания на разрыв
|
6
|
10
|
14
|
26
|
40
|
26
|
40
|
0
|
0
|
| 12.
|
Анализ результатов
|
9
|
11
|
5
|
56
|
61
|
56
|
61
|
0
|
0
|
| 13.
|
Построение графиков и таблиц
|
11
|
12
|
10
|
61
|
71
|
61
|
71
|
0
|
0
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| 14
|
Выполнение
|
10
|
8
|
10
|
40
|
50
|
47
|
57
|
7
|
0
|
| задания по экономике
|
| 15.
|
Выполнение задания по охране труда
|
13
|
14
|
7
|
50
|
57
|
57
|
64
|
7
|
0
|
| 16
|
Выполнение
графической части
|
14
|
12
|
7
|
57
|
64
|
64
|
71
|
7
|
7
|
| 17.
|
Оформление работы
|
12
|
15
|
17
|
71
|
88
|
71
|
88
|
0
|
0
|
Сетевой график выполнения дипломной НИР.
Ткр. = 88 дней
5. ПРОМЫШЛЕННАЯ ЭКОЛОГИЯ И
БЕЗОПАСНОСТЬ ПРОИЗВОДСТВА
5.1. Общий анализ условий труда при проведении
исследований.
Для выявления действующих ОПФ и ВПФ, воздействующих на персонал при проведении исследований, был проведен общий анализ процесса, результаты которого представлены в таблицах 1-7
Таблица 5.1. Основные элементы производственного процесса, формирующего опасные и вредные производственные факторы.
| №
п/п
|
Наименование
операции(раб.
место,ОПФ,
ВПФ)
|
Мат-лы,
сырьё,ком
плектую-
щие изд.
|
Оборудование,
приспособления,
инструменты.
|
Готовые
изделия
|
Произ-
водств.
среда.
|
Окру-
жающ
среда.
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 1
|
Отжиг
|
Образцы 1R – 6R
|
Эл.печь
|
Образец
|
Воздух
|
Воздух
|
| 2
|
«Старение»
|
Образцы 1R – 6R
|
Эл.печь
|
Образец
|
Воздух
|
Воздух
|
| 3
|
Металло-
графический
анализ:
а)Очистка
поверхности
б)Шлифование
поверхности
образца
в)Полирование
поверхности
образца
г)Травление
образцов
д) Исследова-
ние структуры
с помощью
оптического
микроскопа
|
1R – 6R
1R – 6R
1R – 6R
Кислоты:
уксусная,
хлорная
1R – 6R
Кислоты:
Плавико-
вая
азотная
1R – 6R
|
Шлифовальный
станок, вытяж-
ной шкаф
Шлифовальная
бумага
Эл.полироваль-
ная установка
Вытяжной
шкаф,
ручное
Микроскоп
«Neophot»
|
Образец
Образец
Образец
Образец
Образец
|
Воздух,
пыль
Воздух,
пыль
Электро
лит
Травитель
Воздух
|
Воздух
Воздух
Воздух
Воздух
Воздух
|
Таблица 5.1. (продолжение)
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 4
|
Фотографирование шлифов
|
1R – 6R фотопленка
|
Микроскоп «Neophot»
|
Фотопленка
|
Воздух
|
Воздух
|
| 5
|
Печатание фотографий
|
Фотобумага, фиксаж, прояви-
тель
|
Увеличитель
|
Фотографии
|
Воздух
|
Воздух
|
| 6
|
Высушивание фотографий
|
Фотографии
|
Глянцеватель
|
Фотографии
|
Воздух
|
Воздух
|
| 7
|
Испытания на растяжение
|
1R – 6R
|
Установка
|
Образец
|
Воздух
|
Воздух
|
| 8
|
Испытания на ударную
вязкость
|
1R – 6R
|
Установка
|
Образец
|
Воздух
|
Воздух
|
Таблица 5.2.
Количественная оценка опасных и вредных производственных факторов.
| №
п/п
|
Опасные и вредные производст-
венные факторы
|
Наименова-
ние операции
(раб. место,
профессия)
номер по табл.1
|
Значение фактора,
действ.
(ед. измере-
ния)
|
Регламен.
нормами
пред. – доп.
Знач.
|
Кол-во
рабо-
тающ.,
подвер-
женных
воздействию
|
Прод.
возд-
ия
(часы,
мин.)
|
Вероятность
действия
фактора
(прод. возд./
прод. смены)
х100%
|
| 1
|
Повышенная
температура
|
1
2
|
20о
С
50 о
С
|
45 о
С
|
1
1
|
2 ч.
30 мин – 8 ч.
|
25
6,25 - 100
|
| 2
|
Запылён-
ность воздуха
рабочей зоны
|
3а
(мет.пыль,
Al)
|
2мг/м3
|
4мг/м3
|
1
|
15 мин
|
3,125
|
| 3
|
Опасный
уровень
напряжения
тока
в сети
|
1
2
3в
6
7
|
U=380 В
I = 0,38 A
|
U=36 В
I=0,38 mA
F=50 Гц
при времени >
1,0 с
|
1
1
1
1
1
|
2 ч
30 мин
8 ч
10 мин
20 мин
30 мин
|
25
6,25 – 100
2,08
4,16
6,25
|
| 4
|
Загазован-
ность
воздуха
раб. зоны
|
3в
3г
|
СHclO4
<
5мг/м3
CCH3COOH
< 5 мг/м3
СHF
< 0,01мг/м3
CHNO3
< 0,5 мг/м3
|
СHclO4
=
5мг/м3
CCH3COOH
= 5 мг/м3
СHF
= 0,01мг/м3
CHNO3
= 0,5 мг/м3
|
1
1
|
10 мин
5 мин
|
2,08
1,04
|
| 5
|
Произв-ные
вибрации
|
3а
|
см. в таблице 7
|
см. в таблице 7
|
1
|
15 мин
|
3,125
|
| 6
|
Произв.
шум
|
3а
|
см. в таблице 6
|
см. в таблице 6
|
1
|
15 мин
|
3,125
|
Таблица 5.3.
Микроклимат (ГОСТ 12.1.005-76)
| №
п/п
|
Наименова-
ние операции
(раб. место,
профессия)
номер по табл.1
|
Характеристика
помещений
по избыткам
тепла
|
Категория
тяжести
|
Параметры микроклимата
|
| Температура
о
С
|
Влаж-
ность
|
Скорость движения воздуха
|
| 1
|
1,2,3,4,5,6,7,8
холодное время
года
|
Незначит.
избыток тепла 23,2 Дж/м3
с
|
Средней тяжести
150*250
ккал/час
|
17-23(18-20)
|
75 (40-60)
|
До 0,3
|
| 2
|
1,2,3,4,5,6,7,8
теплое время
года
|
Незначит.
избыток тепла 23,2 Дж/м3
с
|
Средней тяжести
150*250
ккал/час
|
18-27(21-23)
|
65 (40- 60)
|
0,2 – 04
|
Таблица 5.4.
Освещённость (СНиП 11-4-79)
| №
|
Наименова-
ние операции
(раб. место,
профессия)
номер по табл.1
|
Мини-
мальн.
размер
объекта
разли-чения,
мм
|
Фон
|
Контраст
|
Разряд
работ
|
Освещённость ПДЗ
|
| Общее ЛК
|
Местное ЛК
|
Естеств %
|
Совмещен-
ное
%
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
| 1
|
1
|
Более 0,5
|
Неза-висимо
|
Неза-висимо
|
VII
|
200
|
-
|
3
|
1,8
|
| 2
|
2
|
Более 0,5
|
Неза-висимо
|
Неза-висимо
|
VII
|
200
|
-
|
3
|
1,8
|
| 3
|
3а,б,в,г
|
0,5 - 1
|
Светл.
|
средний
|
IV
|
200
|
-
|
4
|
2,4
|
| 4
|
3д
|
0,15 –0,3
|
Светл.
|
малый
|
II
|
500
|
200
|
-
|
4,2
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
| 5
|
4
|
0,15 – 0,3
|
Светл.
|
малый
|
II
|
500
|
200
|
-
|
-
|
| 6
|
5
|
0,3 – 0,5
|
Светл.
|
средний
|
III
|
200
|
200
|
-
|
3
|
| 7
|
6
|
1 - 5
|
Светл.
|
малый
|
V
|
200
|
-
|
3
|
1,8
|
| 8
|
7
|
0,5 - 1
|
Светл.
|
средний
|
IV
|
200
|
-
|
4
|
2,4
|
| 9
|
8
|
0,5 - 1
|
Светл.
|
средний
|
IV
|
200
|
-
|
4
|
2,4
|
Примечание.
Фактические значения параметров освещения были рассчитаны
и определены при проектировании рабочих помещений здания, в котором и проводятся данного рода исследования.
Таблица 5.5.
Воздух рабочей зоны (ГОСТ 12.1.005-76)
| № п/п
|
Наименова-
ние операции
(раб. место,
профессия)
номер по табл.1
|
Выделяющиеся вещества
|
Класс опасности
|
Фактическое значение, мг/м3
|
Предельно допустимая концентрация
мг/м3
|
| 1
|
3а,б
|
Металлическая пыль Al
|
4
|
2
|
4
|
| 2
|
3а
|
Наждачная пыль
|
2
|
2
|
2
|
| 3
|
3в
|
Хлороуксусная кислота
|
2
|
0,01
|
1
|
| 4
|
3г
|
Кислоты: плавиковая, азотная
|
2
|
0,01
0,5
|
1
1
|
Таблица 5.6.
Производственный шум (ГОСТ 12.1.003-76)
| № п/п
|
Наименова-
ние операции
(раб. место,
профессия)
номер по табл.1
|
Хар-ка
фактора
(по виду, источ. возниконовения, длит. действ.)
|
Предельно- допустимое / действующее значение
|
| Частота, Гц
|
| 63
|
125
|
250
|
500
|
1000
|
2000
|
4000
|
8000
|
| 1
2
|
1
2
|
Непостоянный
шум
|
94/91
|
87/84
|
82/79
|
78/75
|
75/71
|
73/69
|
71/67
|
70/66
|
| 94/91
|
87/84
|
82/79
|
78/75
|
75/71
|
73/69
|
71/67
|
70/66
|
| 3
|
3а,б.в,г
|
-
|
94/91
|
87/84
|
82/79
|
78/75
|
75/71
|
73/69
|
71/67
|
70/66
|
| 4
|
3д
|
-
|
71/68
|
61/58
|
54/51
|
49/46
|
45/42
|
42/39
|
40/37
|
38/35
|
| 5
|
4
|
-
|
71/68
|
61/58
|
54/51
|
49/46
|
45/42
|
42/39
|
40/37
|
38/35
|
| 6
|
5,6
|
-
|
71/68
|
61/58
|
54/51
|
49/46
|
45/42
|
42/39
|
40/37
|
38/35
|
| 7
|
7
|
-
|
94/91
|
87/84
|
82/79
|
78/75
|
75/71
|
73/69
|
71/67
|
70/66
|
| 8
|
8
|
-
|
94/91
|
87/84
|
82/79
|
78/75
|
75/71
|
73/69
|
71/67
|
70/66
|
Таблица 5.7.
Производственные вибрации (ГОСТ 12.1.012-90)
| № п/п
|
Наименова-
ние операции
(раб. место,
профессия)
номер по табл.1
|
Хар-ка
фактора
(по виду, источ. возниконовения, длит. действ.)
|
Предельно – допустимое значение
|
| Частота, Гц
|
| 8
|
16
|
32
|
63
|
125
|
250
|
500
|
1000
|
| 1
|
3а
|
локальная
|
115
|
109
|
109
|
109
|
109
|
109
|
109
|
109
|
| 100
|
100
|
100
|
100
|
100
|
100
|
100
|
100
|
По результатам общего анализа условий труда при проведении исследовании (табл.1-7) были выявлены следующие ОПФ и ВПФ:
1. повышенная температура поверхности материалов (операция 2)
2. Запылённость воздуха рабочей зоны (операция За).
3. опасный уровень напряжения и тока в сети (операции 1,2,3в,6 ,7)
4. Загазованность воздуха рабочей зоны (операции 3в, 3г).
5. Производственные вибрации (операция 3а).
6. Производственный шум (операция 3а).
Из них представлены следующие опасные производственные факторы, фактическое значение которых превышает регламентированное значение. Это:
а) Повышенная температура поверхности материалов (операция 2).
б) Опасный уровень напряжения и тока в сети (операции 1,2,3в,6,7).
5.2 Разработка инженерных мероприятий по
защите от ОПФ и ВПФ.
Для обеспечения нормального состояния воздушной среды в помещении лаборатории предусмотрена общеобменная (L=2000м3
/ч) и местная вентиляция (L=200 м3
/ч).
Для предотвращения термического ожога применяются щипцы и рукавицы.
Для обеспечения электробезопасности при эксплуатации производственного оборудования в результате проведения исследований, проведено защитное заземление, то есть устранена опасность поражения людей электрическим током при появлении напряжения на конструктивных частях электрооборудования, то есть при замыкании на корпус (R3
.3.
до 40м при питающем до 1000В согласно требованиям ПУЭ-76).
Уровень производственного шума и вибраций не превосходит значений ПДУ.
5.3. Обеспечение пожарной безопасности при
проведении исследований.
Основными источниками пожара в лаборатории могут быть:
Неисправность электрооборудования; нарушение технологического процесса; огнеопасного вещества (алюминиевая пыль).
Причина воспламенения в электроустановках машин заключаться в коротком замыкании, перегрузке проводов, искрении.
В таблице 8 представлены количественные показатели пожаро-взрывоопасных веществ и материалов.
Таблица 5.8.
Количественные показатели пожаро-взрывоопасных веществ и материалов.
| № п/п
|
Наименова-
ние операции
(раб. место,
профессия)
номер по табл.1
|
Наименование вещества
|
Показатели пожаро-,взрыво-опасности
|
Кол-во работающих в зоне возможного пожара, взрыва
|
Причины возникновения пожара (вероятность пожара)
|
| 1
|
3а,б
|
Пыль алюминия
|
НКПВ=60 г/м3
Wmin
= 25мДж
Тсв.
= 510о
С
Pmax
=371 кПа
dP/di = 23800 кПа/с
МВСК=+Y:I, % по объёму
|
1
|
10-6
в год, установлено в ходе испытаний
|
НКПВ - нижний концентрационный предел воспламенения;
Тсв
- температура самовоспламенения;
Wmin - минимальная энергия зажигания;
Pmax
- максимальное давление взрыва;
dP/di — скорость нарастания давления при взрыве;
МВСК — минимальное взрывоопасное содержание кислорода.
Исходя из вышеизложенного, помещение лаборатории должно отвечать требованиям пожарной безопасности, которая согласно ГОСТ 12.1.004-76, должна обеспечиваться системой пожарной защиты.
При проектировании здания в данной лаборатории установлены фотоэлектрические извещатели ДИП-1. В качестве приемной станции используется станция ТЛО-1 0/100.
Для тушения оборудования в результате возникновения пожара применяется огнетушители типа ОУ-5, в количестве двух штук, каждый на 10 м2
, для тушения пожароопасной пыли алюминия применяется ОХИ-10 (рассчитан на площадь, равную 1м2
).
При возникновении пожара предусмотрена эвакуация людей.
При этом возможно использования двух эвакуационных
выходов, согласно ГОСТ 12.1.006-76. Ширина коридоров -
2,5 метра, проходов - 1 метр, дверей- 1,5 метра.
5.4 Защита окружающей среды.
Для определения уровня загрязнения окружающей среды при проведении исследований было проведена экологическая экспертиза процесса, результаты которой представлены в таблице 9.
Таблица 5.9.
Экологическая экспертиза процесса.
Операция
|
Образующиеся отходы
|
| твердые
|
жидкие
|
| Фактическое значение
|
Регламентированное значеине
|
Фактическое значение
|
Регламентированное значеине
|
| 3а,б
|
Пыль алюминия, СAl
= 2 мг/м3
|
Пыль алюминия,
СAl
= 4 мг/м3
|
-----
|
-----
|
| 3в,г
|
-----
|
-----
|
СHclO4
<
5мг/м3
CCH
3
COOH
< 5 мг/м3
СHF
< 0,01мг/м3
CHNO
3
< 0,5 мг/м3
|
СHclO4
<
5мг/м3
CCH
3
COOH
< 5 мг/м3
СHF
< 0,01мг/м3
CHNO
3
< 0,5 мг/м3
|
| 5,6
|
-----
|
-----
|
Фотореактивы
Сфик
< 30 мг/л
Спрояв
< 30 мг/л
|
Фотореактивы
Сфик
< 20-30 мг/л
Спрояв
< 20-30 мг/л
|
Для очистки сточных вод от растворов кислот и фотореактивов применяются отстойники с последующей нейтрализацией. В качестве реагентов для нейтрализации сточных вод, содержащих растворы кислот и фотореактивов, используются любые щелочи и их соли, а также известняк, мел, сода.
Na2
CO3
+2HNO3
- 2NaNO3
+ СО2
+ H2
O
Na2
CO3
+2HF - 2NaF+ СО2
+ Н2
О
Na2
CO3
+2CH3
COOH - 2CH3
COONa+CO3
+H2
O
Na2
CO3
+2HClO4
- 2NaClO4
+CO2
+ H2
O
Все полученные соли накапливаются и централизованно выводятся с территории здания, где находится лаборатория, где и уничтожаются.
Для улавливания пыли титана в системах приточной и вытяжной вентиляции используются фильтры. В данном случае при запыленности меньше 10 мг/аг используются ячеистый фильтр ФяУ (фильтрующий элемент - упругое стекловолокно). Эффективность очистки до 0,8.
Образцы после испытаний собираются и отправляются на переплав, который осуществляется в заводских условиях.
6.
ЗАКЛЮЧЕНИЕ
В данной исследовательской работе была предпринята попытка создать новый поршневой сплав на основе системы Al – Mg – Si, для чего были отобраны 6 опытных образцов, выбранных в соответствии с имеющимися уже теоретическими данными по сплавам данной системы в целом. Основная теоретическая база для исследований приведена в Лит. Обзоре к данной работе. Для улучшения комплекса свойств сплавов был применён метод высокоскоростной кристаллизации расплава, конкретно – распыление из перфорированного стакана (стр. 44 данной работы). Затем все 6 сплавов были подвергнуты «холодному» прессованию, в результате были получены прутки, которые и послужили основным материалом для исследований. Прутки были подвергнуты термообработке (отжиг, искусственное старение), затем они были нарезаны на короткие образцы, из которых были изготовлены шлифы. Параллельно часть образцов была исследована на предмет твёрдости, теплопроводности, коэффициента линейного расширения и др. (все данные приведены в пункте 3.2 Экспериментальной части данной работы). В результате был выбран сплав №2, как обладающий наилучшим комплексом свойств среди остальных (состав сплава приведён в таблице 1 на стр. 51 данной работы). Этот сплав был предоставлен в рекомендациях для дальнейшего исследования. В заключение хотелось бы сказать, что данное исследование проводилось в институте ВИЛС осенью 2002 года для одной японской корпорации, занимающейся производством двигателей автомобилей Формулы – 1, поэтому не все данные по этой исследовательской работе (в частности, фотографии микрошлифов) представилось возможным опубликовать в этом дипломном проекте, по просьбе заказчика исследования. Однако основная информация была донесена, и она может послужить основой для сторонних исследований, направленных на дальнейшее изучение свойств этой системы сплавов.
ЛИТЕРАТУРА
1. Добаткин В.И. в кн.: "Металлургия гранул", М., ШЛС, Л 4, Ю88,
с.П-23.
2. Промышленные алюминиевые сплавы. Под редакцией Ф.И.Квасова и И.Н.Фридляндера, М., Металлургия, 1984, 528 с.
3. Джоунс Г.И. в кн.: "Сверхбыстрая закалка жидких сплавов". Перевод под ред. В.Т.Борисова, М., Металлургия, 1986, с.12-67.
4. Мирошниченко М.С. "Закалка из жидкого состояния", М., Металлургия, 1982, 168 с.
5. Добаткин В.И. в кн.: "Металлургия гранул", М., ВИЛС, * I, I983, с.23-33.
6. Добаткин В.И. в кн.: "Металловедение, литье и обработка легких сплавов", ВИЛС, 1986, с.3-18.
7. Данилов В.И. "Строение и кристаллизация жидкости". Киев, ивд-во "Киев" АН УССР, 1956, 566 с.
8. Добаткин В.И. в кн.: "Алюминий и технический прогресс", М., ВИЛС, 1987 г., с.164-172.
9. Мондольфо Л.Ф. "Структура и свойства алюминиевых сплавов". М., Металлургия, 1979, 640 с.
10. Мирошниченко И.С., Брехаря Г.П. - ФММ., 1970, Л 3, с. 664-666.
11. Борисов В.Т., Духин А.И. - В кн.: "Механизм и кинетика кристаллизации", Минск, "Наука и техника", 1969, с.176-181.
12. S.Y. Savage and F.H. Froes, Metals, 1984, 36, № 4, р.20-32.
13. Nicolas Y. Grant, Y. Metals, 1983, 35, №1, p.20-27
14. И. Ф. Колобнев «Жаропрочные литейные алюминиевые сплавы», Москва, с.86-140
|