| МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РЕСПУБЛИКИ КАЗАХСТАН
Восточно-Казахстанский государственный технический
Университет
им. Д. Серикбаева.
Колледж
Отделение: Техническое
Комиссия: Механических дисциплин
Специальность: «Эксплуатация и ремонт подъемно-
Транспортных, строительных, дорожных машин и
Оборудования»
Расчетно-пояснительная записка к дипломному проекту.
Тема: Ремонт бульдозера ДЗ-116В. Ремонтируемый узел мультипликатор.
Руководитель: Гурьянов Г.А.
Консультант по
Экономической части:
Нормоконтроль: Сидехменов И.П.
Дипломник: Гордеев С.В.
Усть-Каменогорск, 2008
СОДЕЖАНИЕ
Введение
1 ОБЩАЯ ЧАСТЬ
1.1 Устройство ремонтируемой машины, принцип работы и рисунок машины
1.2 Выбрать и обосновать метод капитального ремонта машины
1.3 Составить и описать схему технологического процесса ремонта машины
1.4 Устройство ремонтируемого узла и принцип работы
1.5 Составить схему технологического процесса разборки (сборки) узла
1.6 Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования
1.7 Контроль и сортировка деталей ремонтируемого узла
1.8 Составить ведомость дефектации деталей демонтируемого узла
2 ТЕХНОЛОГИЧЕКАЯ ЧАСТЬ
2.1 Технология ремонта основных деталей ремонтируемого узла
2.2 Маршрутная карта
2.3 Разработать технологический процесс на ремонт выходного вала по маршрутной технологии
2.4 Технологическая карта на ремонт детали
2.5 Операционная карта наплавки
2.6 Операционная карта механической обработки
2.7 Карты эскизов
2.8 Выбор размера партии детали и подбор оборудования
2.9 Выбор оборудования и инструментов
2.10 Выбор режимов обработки и техническое нормирование работ
3 КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Спроектировать приспособление, описать конструкцию и принцип работы гидравлического зажима
3.2 Выбор материала, точности обработки и предпочтительные посадки для сопряженных деталей приспособления
3.3 Расчет деталей приспособления на прочность приспособления
4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1 Определение себестоимости ремонта детали
4.2 Расчет затрат на капитальный ремонт машины
4.3 Определение экономической эффективности ремонта детали и машины
5 ОХРАНА ТРУДА, ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ ПРИ РЕМОНТЕ МАШИН. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Реклама

Используемая литература
Приложение А (Обязательное) – Ведомость дефетации деталей, сборочных единиц
Приложение Б (Обязательное) – Карты технологического процесса ремонта
Приложение В (Обязательное) – Маршрутная карта
Приложение Г (Обязательное) – Операционная карта наплавки
Приложение Д (Обязательное) – Операционная карта механической обработки
Приложение Е (Обязательное) – Карта эскизов
ВВЕДЕНИЕ
Важнейшим условием повышения эффективности использования строительных машин, увеличения срока их службы и надежности в работе являются правильная эксплуатация и высококачественный ремонт.
В различных отраслях ежегодно выполняются огромные объемы земляных работ, преобладающая часть которых производится экскаваторами
Одноковшовые экскаваторы – бывают универсальными и специальными.
Универсальные экскаваторы оснащены различным сменным оборудованием для выполнения земляных работ, планировочных, монтажных и других видов строительных работ.
Специальные экскаваторы оснащены только одним видом рабочего оборудования для земляных и погрузочных работ.
По назначению одноковшовые экскаваторы подразделяют на следующие группы: строительные и строительно-карьерные, карьерные экскаваторы, вскрышные, туннельные и шахтные экскаваторы
По числу установленных двигателей: экскаваторы бывают одно и многомоторными.
По типу привода: различают экскаваторы с механическим, гидромеханическим, гидравлическим, электрическим и смешанными приводами.
По возможности вращения поворотной платформы: экскаваторы бывают полноповоротными и неполноповоротными.
По типу ходового устройства: экскаваторы разделяют на гусеничные, пневмоколесные, на специальном шасси, на базе самоходной машины.
По типу подвески рабочего оборудования: различают экскаваторы с гибкими элементами (преимущественно канатами) и жесткими элементами – преимущественно гидравлическими цилиндрами.
По видам рабочего оборудования: обратная лопата, прямая лопата, погрузочное оборудование, грейфер, гидромолот и. т. д. существует более сорока наименований сменного оборудования.
Дипломный проект состоит из расчетно-пояснительной записки, выполненной на формате А4 в количестве … страниц; графической части, выполненной на четырех форматах А1.
В состав дипломного проекта входят технологические карты, выделенные в шесть приложений:
- приложение А – Ведомость дефектации деталей, сборочных единиц, в количестве 5 страниц.
- приложение Б – Карты технологического процесса ремонта, в количестве 4 страниц.
Реклама

- приложение В – Маршрутная карта, в количестве 3 страниц.
- приложение Г – Операционная карта наплавки, в количестве 1 страниц.
- приложение Д – Операционная карта механической обработки, в количестве 2 страниц.
- приложение Е – Карта эскизов, в количестве 3 страниц.
1 ОБЩАЯ ЧАСТЬ
1 Устройство ремонтируемой машины, принцип работы и рисунок машины
Бульдозеры предназначены для перемещения больших объемов грунта на короткие расстояния; послойной разработки грунта с его перемещением на расстояние до 300 м; возведения и чернового профилирования грунтовых насыпей; разравнивания грунта, отсыпанного в бурты и валы; чернового выравнивания и планировки поверхностей; копания и обратной засыпки траншей; толкания скреперов при загрузке. На бульдозеры приходиться более 40% всех объемов земляных работ в стране. Бульдозеры послойно разрабатывают и перемещают немерзлые грунты I, II, III и частично IV групп без предварительного рыхления; IV, V, VI, VII групп и мерзлые грунты I-IV групп- с предварительным рыхлением.
Бульдозер состоит из базового трактора и бульдозерного оборудования, содержащего в себе отвал, толкающую раму или толкающие брусья, элементы крепления оборудования к трактору, агрегаты гидропривода. Для обеспечения быстродействия навесной системы и эффективного внедрения отвала в грунт используют мощный гидропривод, потребляющий 30-40% мощности двигателя, с рабочим давлением до 20 Мпа. Привод оснащен гидрораспределителем с одной из секций четырехпозиционного типа, обеспечивающим наряду с подъемом-опусканием «плавающее» положение отвала при планировочных работах.
Привязочные устройства бульдозерного оборудования предусматривают силовую облицовку передней части трактора (бронированный лист) для крепления гидроцилиндров и шарниров реактивных тяг механизма компенсации перекоса (на мощных тракторах), а также опоры упряжных шарниров на гусеничных тележках - для крепления толкающих брусьев или рам.
Бульдозер ДЗ-116В предназначен для работы в умеренном климате. Металлоконструкции изготавливаются из нехладоломких низколегированных сталей. Отвал и толкающие брусья имеют большую прочность, гидроцилмндры подъема-опускания расположены таким образом, что исключается возникновение излишних скручивающих нагрузок на отвал. Винтовой раскос используют для изменения угла резанья отвала. Бульдозер ДЗ-116В имеет механизм компенсации деформации отвала при перекосе, который выполнен в виде двух тяг, соединенных пальцами с толкающими брусьями, и балки, связывающей эти тяги, отвал и правый толкающий брус при помощи пальцев сферических втулок и жесткой рамки на тыльной стороне отвала.

Рисунок 1 – Бульдозер ДЗ-116В
1.2 Выбрать и обосновать метод капитального ремонта
Методы капитального ремонта: индивидуальный, узловой и поточный.
Индивидуальный – называют такую форму организации ремонтного производства при которой все работы по ремонту машин выполняет одна бригада которая состоит из высококвалифицированных специалистов, на одном рабочем месте так называемом универсальном посту.
Узловой – называют такую форму организации ремонтного производства при котором весь комплекс ремонтных работ делится на части, каждая из которых представляет вполне законченный цикл агрегата или узла. Применяется на заводах и ремонтных мастерских, где ремонтируются однотипные и одно марочные машины.
Поточный – называют такую форму организации производства при котором технологический процесс разборки и сборки машины или агрегатов подразделяется на ряд операций строго согласованных по времени. Такой метод ремонта обеспечивает высокую производительность труда широкую специализацию рабочих. Поточный метод применяется при ремонте одно марочных машин с большой производственной программой.
Был выбран индивидуальный метод ремонта т,к. в производстве не большой парк, и много разномарочных машин.
1.3 Составить и описать схему технологического процесса ремонта машины
Дорожные машины, поступающие в капитальный ремонт, подвергаются мойке, после мойки машины разбираются, после разборки машины на узлы и агрегаты, узлы и агрегаты отправляются в моечное отделение, после мойки узлы и агрегаты разбираются на детали. Далее детали отдают на сортировку, их рассортировывают на годные, требующие ремонта и негодные. Годные детали поступают на склад, а негодные в утиль. Детали, требующие ремонта, поступают в цеха по восстановлению деталей, а после на склад. Со склада детали поступают на сборку, где их подбирают по размерам, комплектуют группы, которые направляются в слесарно-подготовительное отделение, а затем в сборочный цех. После окончания сборки агрегаты и узлы проходят испытания и окраску, а затем через склад поступают в отделение общей сборки. После сборки машины обкатывают, проверяют её работоспособность.
| |
Дорожные машины, поступившие в капитальный ремонт
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
|
Мойка
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
Разборка
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| Годные детали
|
|
Детали требующие ремонта
|
|
Негодные детали
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
Утилизация
|
|
| Склад
|
|
Цех по ремонту
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| Слесарно-подготовительное
|
|
|
|
|
|
|
|
|
| отделение
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| Сборочный цех
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| Испытательный цех
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| Цех покраски
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| Отделение общей сборки
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| Обкатка машины
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
Схема 1 – Технологический процесс ремонта машины.
1.4 Устройство ремонтируемого узла и принцип его работы
Мультипликатор бульдозера ДЗ-116В. Мультипликатор предназначен для увеличения числа оборотов шестеренчатого насоса. Увеличение числа оборотов необходимо для увеличения скорости подачи масла в гидроцилиндры подъема-опускания отвала, для увеличения скорости подъема-опускания отвала бульдозера.
Привод мультипликатора осуществляется от муфты. Вал муфты соединен с ведущим валом мультипликатора с помощью шлицевого соединения, также с помощью шлицевого соединения соединены ведомый вал мультипликатора и вал шестеренчатого насоса. Вращение передается на цилиндрическую шестерню, закрепленную на ведущем валу с помощью шпонки. Ведущая цилиндрическая шестерня входит в зацепление с меньшей по диаметру ведомой цилиндрической шестерней, которая в свою очередь закреплена на ведомом валу с помощью шпонки. За счет разницы диаметров шестерен происходит увеличение числа оборотов.
В случае необходимости мультипликатор может быть демонтирован единым блоком.
1.5 Схема технологического процесса разборки (сборки) узла
Схема технологического процесса разборки, (сборки) узла приведена на чертеже 2802002 ДП 000000
1.6 Очистка и мойка деталей с описанием применяемого оборудования. Рисунок оборудования
После разборки машин и агрегатов, детали подвергаются чистке, обезжириванию и мойке. Загрязнения дорожных машин работающих в дорожных условиях можно разделить на следующие виды:
Отложения не жирового происхождения, маслянисто грязевые отложения, остатки смазочных материалов, углеродистые отложения, накипь, коррозия, технологические отложения в процессе ремонта, отложения цементного раствора и бетона.
Углеродистые отложения представляют собой продукты термо окисления смазочных материалов и топлива, они образуются на деталях ДВС и в зависимости от степени окисления разделяются на: нагары, лаковые пленки, осадки битума и асфальтобетонной смеси.
Технологические отложения в процессе ремонта образуются во время ремонта, обкатки – это осадки притирочных паст или шлифовальных кругов.
В процессе ремонта распространение получили: физико-химический и механические способы мойки и очистки деталей.
Физико-химический способ мойки (струйный и в ваннах) заключается в том что загрязнения удаляют с поверхностей деталей водными растворами различных препаратов или специальными растворителями при определенных режимах. Основные режимы это высокая температура химического раствора 80-95єС, поток или струя раствора под давлением и эффективные моющие средства. В качестве моющих жидкостей применяются водные щелочные растворы при температуре 80-85єС. Недостаток этих растворов высокое коррозионное действие, поэтому применяются для мойки черных металлов. Препараты МЛ-52, МС-8 используют для выварки в ваннах деталей от прочных углеродистых отложений, температура этих растворов 70-80єС продолжительность 20 мин. Концентрация водного раствора 20-30 гр. на литр.
На рисунке 2 показана схема установки ОМ – 3181 для механической очистки деталей косточковой или капроновой крошкой: воздух подается под давлением 0,5 – 0,6 МПа через вентиль 12 к смесителю 1 и через вентиль 11 – в бункер 13. Засасывая из бункера 13 косточковую или капроновую крошку, воздух подает ее по трубопроводу 2 к соплу 6. Очищаемые детали загружают через дверцу 4 на вращающийся стол 5. Наблюдают за ходом очистки через окно 8. Камеру закрывают крышкой 7. Продукты очистки удаляют циклоном 10 по патрубку 9 и оседают в циклоне. В процессе очистки клапан 3 закрыт. По окончании очистки партия деталей скопившееся крошка через клапан 3 ссыпается обратно в бункер. После очистки детали промывают водой.
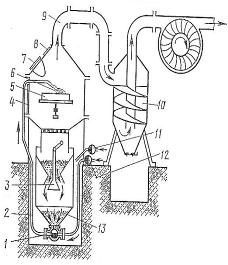
Рисунок 2 – Моечная машина.
1.7 Контроль и сортировка деталей ремонтируемого узла
Основная цель контроля сортировки и дефектации – определить техническое состояние деталей и рассортировать их на соответствующие группы. В результате дефектации детали должны быть рассортированы на 4 группы и замаркированы краской соответствующего цвета.
1. Детали годные, размеры которых лежат в допустимых без ремонта пределах с учетом сопряжения их с новыми деталями – цвет белый (для некоторых машин согласно техническим условиям – синий).
2. Детали годные, размеры которых лежат в допустимых без ремонта пределах с учетом сопряжения их с деталями бывшими в эксплуатации – цвет зеленый.
3. Детали, подлежащие ремонту – цвет желтый.
4. Детали не годные – цвет красный.
Результат сортировки по каждому наименованию заносят в дефектовочную ведомость. Процесс дефектации деталей состоит из нескольких последовательностей выполняемого метода контроля. Внешнего осмотра проводимого для видимых повреждений. Физические методы контроля магнитный, ультразвуковой, рентгеновский и др. Магнитный метод основан на том что при прохождении магнитного потока через контролируемую деталь, в местах где имеются поверхностные или внутренние дефекты возникают потоки рассеивания которые обнаруживаются с помощью магнитного порошка или индукционной катушки. Сущность ультразвукового метода заключается в том что при рассеивании ультразвука в детали происходят отражения его колебаний энергии от границ раздела.
Детали ремонтируемого узла – мультипликатора могут иметь следующие неисправности: износ шлицев по толщине, поломки шлицев, износ посадочного размера под подшипники, износ посадочного размера под шестерню, износ шпоночного паза по ширине, трещины на валах.
1.8 Составить ведомость дефектации деталей ремонтируемого узла
Ведомость дефектации деталей, сборочных единиц ремонтируемого узла составляем в табличной форме согласно ГОСТ 31115 – 79 по форме 4 и заносим в приложение А.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ.
2.1.Технология ремонта основных деталей ремонтируемого узла
Ремонт основных деталей ремонтируемого узла осуществляется по маршрутной технологии.
К основным деталям ремонтируемого узла относятся валы, оси и зубчатые колеса и шестерни. Валы имеют гладкие цилиндрические поверхности, шейки, шлицы, бурты, риски и резьбовые отверстия. В процессе эксплуатации на этих поверхностях может появится износ опорных и посадочных шеек и буртов, износ шлицев.
Ремонт посадочных мест под подшипники. Не значительное повреждение трущихся поверхностей в виде износов. Устраняют доводкой специальными пастами или шлифованием, при больших износах, а также при появлении конусности и овальности восстановление посадочных мест проводят, обработкой под ремонтный размер и наплавкой, металлизацией или гальваническим способом, при износах более двух мм. восстановление валов производят наплавкой, наращиванием шеек хромированием. После наращивания металла посадочные места шлифуют.
Ремонт шлицев, изношенные шлицы вала рекомендуется восстанавливать раздачей шлицев, наплавкой изношенных боковых поверхностей шлицев, выступов и сплошной наплавкой шлицевых впадин и выступов с последующим нарезанием шлицев на фрезерном станке.
Ремонт зубчатых колес и шестерен. Их изготавливают из легированных сталей, в процессе эксплуатации у зубчатых колес и шестерен возникают следующие дефекты: износ и поломка зубьев, износ шпоночного паза по ширине устраняют автоматической дуговой сваркой и наплавкой или ручной дуговой сваркой и наплавкой. Этот способ отличается простотой, экономической целесообразностью и небольшой трудоемкостью. При износе зубьев их восстанавливают производственной наплавкой кислородным ацетиленовым пламенем или электродуговой наплавкой. Электродуговую наплавку производят электродами с качественными обмазками, при газовой наплавке применяют прутки таково же химического состава что и металл зубчатого колеса Изношенные шестерни малых модулей до 5-6мм восстанавливают сплошной наплавкой с последующим фрезерованием или строганием замена сломанных зубьев новыми возможна только в тихоходных передачах, способ ремонта зависит от прочности обода зубчатого колеса и материала
2.2. Маршрутная карта.
Маршрутная ката находится в приложении
2.3. Разработать технологический процесс на ремонт ведомого вала по маршрутной технологии
005 слесарная
010 токарно-винторезная
015 слесарная
020 наплавочная
025 термическая
030 токарно-винторезная
035 фрезерная
040 термическая
045 шлифовальная
050 заключительный контроль
2.4. Технологическая карта на ремонт детали
Технологическая карта на ремонт детали находится в приложении Б.
2.5. Операционная карта наплавки
Операционная карта наплавки находится в приложении В.
2.6. Операционная карта механической обработки
Операционная карта механической обработки находится в приложении В.
2.7. Карты эскизов
Карты эскизов представлена в приложении Г.
2.8. Выбор размера партии детали и подбор оборудования
Выбор размера партии детали n, шт производим по формуле:
  (1) (1)
где: Мр – количество однотипных деталей в машине, шт;
nр – количество машин в парке, шт;
кр – коэффициент ремонта кр = 0,6…0,9;
36 – показатель количества десятидневок.
 = 1 = 1
Подбор оборудования производим согласно разработанному технологическому процессу на ремонт вала.
Выбираем пресс 2135 – 1М ГАРО со следующей характеристикой:
Номинальное усилие, кН…………………………………………….…..35
Мощность приводного электродвигателя, кВт………………………..3,0
Масса, кг…………………………………………………………….… 1100
Токарно-винторезный станок 16К20
Наибольший диаметр заготовки, мм:
над станиной………………………………………………………….….400
над суппортом……………………………………………………………220
Наибольшая длинна обрабатываемой заготовки, мм…………..…….710
Частота вращения шпинделя, об/мин……………………………..….1600
Мощность электродвигателя главного привода………………..………11
Подача суппорта, мм/об:
продольная…………………………………………………..…....0,05 – 2,8
поперечная…………………………………………………..…..0,025 – 1,4
Габаритные размеры, мм:
длина…………………………………………………………....2505 – 3795
ширина………………………………………………………………….1190
высота……………………………………………………………….…..1500
Масса, кг……………………………………………………….2835 – 3685
Наплавочная головка А – 580М
Диаметр обрабатываемой заготовки, мм………………………...40 – 650
Номинальный сварочный ток, А…………………………………..…...400
Диаметр электронной проволоки, мм………………………………..1 – 3
Скорость подачи проволоки, м/ч………………………………….48 – 410
Габаритные размеры, мм
длина……………………………………………………………….…....1250
ширина…………………………………………………………….…….1200
высота…………………………………………………………….………925
Масса сварочного аппарата, кг……………………………………….….84
Источник питания ПСО – 500 ГОСТ 7237 – 77
Напряжение дуги, В………………………………………………………40
Коэффициент полезного действия……………………………………..0,65
Масса, кг……………………………………………………………….…500
Станок фрезерный 6Р80Г
Размеры рабочей поверхности стола, мм………………………...120 600 600
Длина обрабатываемой поверхности, мм………………………...........400
Частота вращения шпинделя, об/мин……………………………50 – 2450
Подача стола, мм/мин:
продольная и поперечная………………………………………….18 – 980
вертикальная………………………………………………………..10 – 320
Мощность электродвигателя привода шпинделя, кВт………………...2,2
Габаритные размеры, мм:
длина……………………………………………………………….……1578
ширина…………………………………………………………….…….1446
высота……………………………………………………………….…..1230
Масса, кг……………………………………………………………........810
Станок кругло-шлифовальный 3М150 ГОСТ 11654 – 84
Наибольшие размеры заготовки, мм……………………………..100 360 360
Наибольшая длина шлифования, мм……………………………..……340
Частота вращения шпинделя заготовки, об/мин………………100 – 1000
Наибольшие размеры шлифовального круга, мм………………...40040
Частота вращения круга, об/мин………………………………….…..2350
Мощность электродвигателя привода главного движения, кВт……….4
Габаритные размеры, мм
длина…………………………………………………………………….1875
ширина…………………………………………………………………..1855
высота…………………………………………………………………...1515
Масса, кг………………………………………………………………...2600
Электропечь камерная СН 3 – 2, 0.4, 0.1, 4/10
Температура нагрева, Сє………………………………………………...950
Габаритные размеры, мм
длинна…………………………………………………………………….750
ширина……………………………………………………………………320
высота…………………………………………………………………….240
2.9. Выбор оборудования и инструментов
Выбор оборудования и инструментов
Призма опорная ГОСТ 12195 – 88
Патрон трехкулачковый 7100 – 0002  150 ГОСТ 2675 – 80 150 ГОСТ 2675 – 80
Резец проходной 2100 – 0571 20 12 ГОСТ 18869 – 73 12 ГОСТ 18869 – 73
Проволока наплавочная НП 80 ГОСТ 10543 - 82
Электрод сварочный Э 50 А 9467 – 75
Электродержак
Щиток защитный
Фреза пальцевая 10.50.22 ГОСТ 10902 – 77
Термопара XВ (-300о
С – +1600о
С) ГОСТ 3044 – 77
Клещи кузнечные
Тиски 7200 – 0253 ГОСТ 21168 – 75
Верстак слесарный СД 3701 – 07А
Круг шлифовальный ПП 200 2560 25 АСМ – 5 – К ГОСТ 2424 – 83 2560 25 АСМ – 5 – К ГОСТ 2424 – 83
Микрометр рычажный МР 10 – 25 0,001 ГОСТ 4381 – 87
Микрометр рычажный МР 20 – 40 0,002 ГОСТ 4381 – 87
2.10. Выбор режимов обработки и техническое нормирование работ
Нормирование наплавочных работ производим для выбора наплавки и технического нормирования работ выбираем вид работ – наплавочную операцию технологического процесса на ремонт вала – 020.
Переход первый
Наплавить посадочное место под подшипник с Æ34 мм до Æ36 мм на длину L=17 мм.
Припуск на обработку:
 (2) (2)
где: Д- диаметр наплавленной поверхности, мм;
d- диаметр наплавляемой поверхности, мм;
Толщина наплавляемого слоя, t=2мм.
 мм мм
Число проходов:
 (3) (3)
где: h-припуск на обработку, мм;
t-толщина наплавляемого слоя, мм;
Диаметр электродной проволоки, 2мм;
Сила тока, J=180А;
Шаг наплавки, S=2,3мм/об;
Скорость наплавки, х=0,8м/мин;
Скорость подачи электродной проволоки, 1,3м/мин.

Основное время вычисляют по формуле:
 (4) (4)
где: L-длина наплавляемой поверхности, L=45мм;
i-число проходов, i=1;
S-шаг наплавки, S=2,3мм/об;
n-число оборотов детали, об/мин.
 (5) (5)
где: х – скорость наплавки, м/мин;
D – диаметр наплавляемой поверхности, мм;
f – толщина слоя наплавляемого металла, мм.
 об/мин об/мин
 мин мин
Вспомогательное время определяем по формуле:
Тв
= Тв
l
+ Тв
ll
(6)
где: Тв
l
- время установки и снятия детали; Тв
l
=1,5мин;
Тв
ll
- время наплавки детали; мин. Тв
ll
=0,9мин.
Тв
= 1,5 + 0,9 = 2,4мин
Дополнительное время определяем по формуле:
 (7) (7)
где: К- процентное отношение дополнительного времени оперативному, К=15%;
Топ
- оперативное время, мин.
То п
= Т о
+ Тв
(8)
где: То
- основное время, мин;
Тв
- вспомогательное время, мин.
Топ
= 1,1+2,4 = 3,5 мин.
 мин мин
Подготовительно заключительное время принимается в зависимости от высоты центров станка Тпз
=20мин.
Штучное время определяется по формуле:
Тшт
l
= Топ
+ Тдоп
(9)
где: Топ
- оперативное время, мин;
Тдоп
- дополнительное время, мин.
Тшт
l
= 3,5+0,5=4 мин.
Переход второй
Наплавить посадочное место под шестерню с Æ37 мм до Æ39 мм на длину L=55 мм.
Основное время:
 об/мин об/мин
 мин мин
Вспомогательное время Тв
=2,4мин.
Оперативное время:
Топ
= 3,8 + 2,4 = 6,2 мин
Дополнительное время:
 0,9 мин 0,9 мин
Штучное время:
Тшт2
= 6,2 + 0,9 = 7,1 мин
Третий переход.
Наплавить посадочное место под подшипник с Æ39 мм до Æ41 мм на длину L=18 мм.
Основное время вычисляют по формуле:

Вспомогательное время Тв
=2,4мин.
Оперативное время:
Топ
= 1,32+2,4=3,72мин.
Дополнительно время определяем:
Штучное время:
Тшт3
= 3,72+0,56=4,28мин.
Штучно-калькуляционное время:
 (10) (10)
где: Тшт1
- штучное время, связанное с наплавкой первого места под подшипник; мин.
Тшт2
- штучное время, связанное с наплавкой посадочного места под шестерню; мин.
Тшт3
- штучное время, связанное с наплавкой второго места под подшипник; мин.
Тп.з
- подготовительно-заключительное время; мин.
n-размер партии деталей; шт.

Нормирование токарных работ производим для выбора обработки и технического нормирования работ выбираем вид работ – токарную операцию технологического процесса на ремонт вала – 030.
Переход первый.
Точить посадочное место под подшипник с Æ36 мм до Æ…….. мм на длину L=17мм.
1 Припуск на обработку h, мм рассчитываем по формуле:
 (11) (11)
где: D – диаметр, с которого ведут обработку, мм;
d – диметр, до которого ведут обработку, мм.
 мм мм
2 Глубину резания принимаем t = 0,46 мм.
3 Число проходов определяем по формуле
 (12) (12)
где: h – припуск на обработку, мм;
t – глубина резания, мм.
 =1 =1
4 Подачу принимаем S – 0,2 мм/об.
5 Скорость резания Vрез, м/мин определяется по формуле:
Vрез= Vтаб · Км · Кх · Кмр · Кох (13)
где: Vтаб – скорость резания табличная, м/мин (Vтаб = 88 м/мин);
Км - поправочный коэффициент,( Км = 1,7);
Кх – коэффициент, зависящий от характера заготовки (Кх = 0,7);
Кмр – коэффициент, зависящий от материала резца (Кмр = 1,15);
Кох – коэффициент охлаждения (Кох = 1).
Vрез = 88 · 1,7 · 0,7 · 1,15 · 1 = 120 м/мин
6 Число оборотов детали n, об/мин определяется по формуле:
 (14) (14)
где: V – скорость резания, м/мин;
D – диаметр, с которого ведут обработку, мм.
 об/мин об/мин
Принимаем число оборотов детали n = 500 об/мин.
Основное время То, мин определяем по формуле:
 (15) (15)
где: L – длина обрабатываемой поверхности, мм;
i – число проходов;
n – число оборотов детали, об/мин;
S – подача, мм/об.
 мин мин
Переход вторй.
Точить посадочное место под шестерню с Æ90,97 мм до Æ90,08 мм на длину L=60мм.
1 Припуск на обработку h, мм рассчитываем по формуле:
 мм мм
2 Глубина резания принимается t = 0,46 мм.
3 Число проходов определяем по формуле:

4 Подачу принимаем S = 0,2 мм/об.
5 Скорость резания Vрез, м/мин определяется по формуле:
Vрез = 88 · 1,7 · 0,7 · 1,15 · 1 = 120 м/мин
6 Число оборотов детали n об/мин определяется по формуле:
 об/мин об/мин
Принимаем число оборотов детали n = 400 об/мин.
Основное время То, мин определяем по формуле:
 мин мин
Общее время по всем переходам:
Вспомогательное Твсп, мин определяется по формуле:
Твсп = Тпр + Туст + Тпр.цо (16)
где: Тпр – время прохода, мин (Тпр = 0,8мин);
Туст – время установки детали, мин (Туст = 0,76);
Тпр.цо – время правки центрового отверстия, мин (Тпр.цо = 0,13 мин).
Твсп = 2 · 0,8 + 2 · 0,76 + 0,13 = 3,25 мин
Основное полное Тосн.пол., мин определяется по формуле:
Тосн.пол. = То +То2 (17)
Тосн.пол. = 0,45 + 0,75 = 1,2 мин
Оперативное Топ, мин определяется по формуле:
Топ = Тосн.пол. +Твсп (18)
Топ = 1,2 + 3,25 = 4,45 мин
Дополнительное Тдоп, мин определяется по формуле:
 (19) (19)
где: Топ – оперативное время, мин, определяется по формуле:
К – процентное отношение дополнительного времени к оперативному, К = 8%.
 мин мин
Подготовительно-заключительное время принимаем Тп.з. = 7 мин.
Штучное время Тшт, мин определяем по формуле:
Тшт = Топ +Тдоп (20)
где: Топ – оперативное время, мин;
Тдоп – дополнительное время, мин.
Тшт = 4,45+0,356 = 4,8 мин
Норма времени Тн мин определяется по формуле:
 (21) (21)
где: Тп.з. – подготовительно-заключительное время, мин;
Тшт – штучное время, мин;
nшт - количество деталей в партии, шт.
 мин мин
Переход третий.
Точить посадочное место под подшипник с Æ90,97 мм до Æ90,08 мм на длину L=60мм.
1 Припуск на обработку h, мм рассчитываем по формуле:
 мм мм
2 Глубина резания принимается t = 0,46 мм.
3 Число проходов определяем по формуле:

4 Подачу принимаем S = 0,2 мм/об.
5 Скорость резания Vрез, м/мин определяется по формуле:
Vрез = 88 · 1,7 · 0,7 · 1,15 · 1 = 120 м/мин
6 Число оборотов детали n об/мин определяется по формуле:
 об/мин об/мин
Принимаем число оборотов детали n = 400 об/мин.
Основное время То, мин определяем по формуле:
 мин мин
Общее время по всем переходам:
Вспомогательное Твсп, мин определяется по формуле:
Твсп = Тпр + Туст + Тпр.цо (16)
где: Тпр – время прохода, мин (Тпр = 0,8мин);
Туст – время установки детали, мин (Туст = 0,76);
Тпр.цо – время правки центрового отверстия, мин (Тпр.цо = 0,13 мин).
Твсп = 2 · 0,8 + 2 · 0,76 + 0,13 = 3,25 мин
Основное полное Тосн.пол., мин определяется по формуле:
Тосн.пол. = То +То2 (17)
Тосн.пол. = 0,45 + 0,75 = 1,2 мин
Оперативное Топ, мин определяется по формуле:
Топ = Тосн.пол. +Твсп (18)
Топ = 1,2 + 3,25 = 4,45 мин
Дополнительное Тдоп, мин определяется по формуле:
(19)
где: Топ – оперативное время, мин, определяется по формуле:
К – процентное отношение дополнительного времени к оперативному, К = 8%.
 мин мин
Подготовительно-заключительное время принимаем Тп.з. = 7 мин.
Штучное время Тшт, мин определяем по формуле:
Тшт = Топ +Тдоп (20)
где: Топ – оперативное время, мин;
Тдоп – дополнительное время, мин.
Тшт = 4,45+0,356 = 4,8 мин
Норма времени Тн мин определяется по формуле:
(21)
где: Тп.з. – подготовительно-заключительное время, мин;
Тшт – штучное время, мин;
nшт - количество деталей в партии, шт.
мин
3. КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1. Спроектировать приспособление, описать конструкцию и принцип работы пневматического съемника
Для сокращения сроков по ремонту деталей узла и уменьшению трудоемкости в качестве приспособления был выбран пневматический съемник для снятия с обрабатываемой детали подшипников, шестерен, а также самих валов. Приспособление находится на листе 3.
Съемник состоит из двух легко разъединяемых частей корпуса которые соединяются между собой при помощи двух передней и задней крышек и шести шпилек. К задней крышке при помощи болтов крепится проушина. Внутри съемника расположены две полости, которые разделяет стенка, в которой расположены два канала подачи воздуха, которые, в свою очередь, соединены со штуцером. В полостях установлено по одному поршню, которые жестко сидят на штоке. На переднем конце штока, при помощи болта крепится толкатель. Две лапы шарнирно крепятся к передней крышке болтами. Лапы возвращаются в исходное положение при помощи двух пружин, которые крепятся к толкателю и к лапам. Для ручного переноса к съемнику при помощи болтов крепится рукоятка.
Для того чтобы снять деталь, съемник нужно установить в положение, при котором конец толкателя войдет в центр вала спрессовываемой детали, а захваты надежно зацепят ее. Затем следует подключить шланги съемника к компрессору, переключить положение клапанов на подачу воздуха в переднюю полость.
После спрессовки детали необходимо поршня со штоком поставить в исходное положение. Для этого нужно переключить положение клапанов на подачу воздуха в заднюю полость съемника.
После окончания выполнения работ съемник необходимо отключить от компрессора.
3.2. Выбор материала, точности обработки и предпочтительные посадки для сопряженных деталей приспособления
При выборе материала деталей необходимо учитывать их свойства, условия работы деталей и конструкций, характер нагрузок и напряжений.
Поршень, шток, толкатель, корпус, крышки изготавливают из стали 45 ГОСТ 1050-88. Лапы изготавливают из более прочной и износостойкой стали 18ХГ ГОСТ 4543-71.Пружина 10 изготовлена из стали 65 Г.
Указанные на чертеже размеры абсолютно точно получить не возможно. Это объясняется различными причинами: изнашивание частей механизмов, износ режущей части инструмента, изменение температуры воздуха и др.
Рассматривая поверхность деталей, можно заметить, что она не во всех местах имеет одинаковую шероховатость, для спроектированных деталей приспособления выбираем следующие шероховатости.
Поршени
Шероховатость поверхности соприкосновения с цилиндром – 0,8. В месте соприкосновения с крышкой - 0,8. Внутренняя поверхность под уплотнительное кольцо -1,6.
Предельные отклонения и посадки поверхности под цилиндр и под крышку 
Цилиндр
Шероховатость внутренней поверхности – 0,8.
Предельные отклонения и посадки поверхности под поршень 
Корпуса
Шероховатость внутренней поверхности – 0,8.
Предельные отклонения и посадки поверхности под поршень
3.3. Расчет деталей на прочность приспособления пневматического съемника
В качестве расчета на прочность произведем расчет : срыв резьбы на гайке.
Срыв резьбы на гайке определяем по формуле:

где: Q – осевая сила, Н
Aср.
– площадь среза витков резьбы, мм2
Аср.
= р ∙ d ∙ k ∙ Hr
где: d – диаметр резьбы, мм
k – коэффициент учитывающий ширину основных витков резьбы
Hr
– высота гайки, мм
Аср.
= 3,14 ∙ 8 ∙ 0,75 ∙ 9=0,00016956 м2
Для метрической резьбы изготовленной на гайке диаметром 8мм и шагом резьбы 1,25мм из стали 45 ГОСТ 1050-88 предельное усилие на срыв резьбы составляет 45,405 МПа по ГОСТ 9150-81. Для выбранного мною материала условия прочности выполнено, следовательно, конструкция работоспособна.
4 ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1 Определение себестоимости ремонта
В соответствии с разработанным технологическим процессом и производственным техническим нормированием операций определяем себестоимость ремонта или технико-экономическую целесообразность ремонта. Себестоимость ремонта детали включает в себя затраты на покупку материалов с помощью которых производится ремонт и заработную плату производственным рабочим.
Определение стоимости материала для ремонта вала. Материал используется при ремонте детали, расходуется в основном при наплавочных работах.
Масса израсходованного материала m, кг определяется по формуле:
m = с · V (46)
где: с – плотность материала, кг/мі (для стали с = 7800 кг/мі или с = 7,8 г/смі);
V – общий объем наплавляемого материала, мі.
m = 7800 · 0,0002 = 0,131 кг = 131г
Далее определяем стоимость материала См, тг использованного при ремонте по формуле:
См = Цм · m (47)
где: Цм – цена наплавляемого материала, тг/кг (для наплавочной проволоки Цм = 2000 тг/кг).
См = 2000 · 0,131 = 262 тг
Определение суммы затрат на заработную плату производственных рабочих для всех операций разработанного технологического процесса.
005 Токарная
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле:
 (48) (48)
где: Сч – часовая тарифная ставка рабочего соответствующего разряда,
тг/час.
Тн – норма штучного времени, шт/час.
 тг тг
Премия рабочего определяется по формуле:
Пр = 0,4 · ЗПт (49) Пр = 0,4 · 14,75 = 5,9 тг
Доплата предприятия определяется по формуле:
Дрк = 0,2 · (ЗПт + Пр) (50)
Дрк = 0,2 · (14,75 + 5,9) =4,13 тг
Основная заработная плата определяется по формуле:
ЗПосн = Дрк + ЗПт + Пр (51)
ЗПосн = 4,13 + 14,75 + 5,9 = 24,78 тг
Дополнительная заработная плата определяется по формуле:
ЗПдоп = 0,145 · ЗПосн (52)
ЗПдоп = 0,145 · 24,78 =3,59 тг
Фонд заработной платы определяется по формуле:
ФЗП = ЗПосн + ЗПдоп (53)
ФЗП = 24,78 + 3,59 = 28,37 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле:
ОНПФ = 0,1 · (ЗПосн + ЗПдоп) (54)
ОНПФ = 0,1 · (24,78 + 3,59) = 2,83 тг
Сумма социального налога определяется по формуле:
Нс = 0,21 · (ЗПосн + ЗПдоп + ОНПФ) (55) Нс = 0,21 · (24,78 + 3,59 + 2,83) = 6,55 тг
Итого сумма затрат по заработанной плате определяется по формуле:
ЗП = ЗПосн + ЗПдоп + Нс (56)
ЗП = 24,78 + 3,59 + 6,55 = 34,92 тг
010 Слесарная
Заработанная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 11,82 = 4,72 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (11,82 + 4,72) =3,3 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 3,3 + 11,82 + 4,72 = 19,84 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 19,84 =2,87 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 19,84 + 2,87 = 22,71 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (19,84 + 2,87) = 2,27 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (19,84 + 2,87 + 2,27) = 5,24 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 19,84 + 2,87 + 5,24 = 27,95 тг
015 Наплавочная
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 21,85 = 8,74 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (21,85 + 8,74) =6,11 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 6,11 + 21,85 + 8,74 = 36,7 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 36,7 =5,32 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 21,85 + 5,32 = 27,17 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (21,85 + 5,32) = 2,71 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (21,85 + 5,32 + 2,71) = 6,27 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 21,85 + 5,32 + 6,27 = 33,44 тг
020 Термическая
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 41,36 = 16,54 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (41,36 + 16,54) =11,58 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 11,58 + 41,36 + 16,54 = 69,48 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 69,48 =10,07 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 69,48 + 10,07 = 79,55 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (69,48 + 10,07) = 7,95 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (69,48 + 10,07 + 7,95) = 18,37 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 69,48 + 10,07 + 18,37 = 97,92 тг
025 Токарная
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 14,75 = 5,9 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (14,75 + 5,9) =4,13 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 4,13 + 14,75 + 5,9 = 24,78 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 24,78 = 3,59 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 24,78 + 3,59 = 28,37 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (24,78 + 3,59) = 2,83 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (24,78 + 3,59 + 2,83) = 6,55 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 24,78 + 3,59 + 6,55 = 34,92 тг
030 Фрезерная
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 15,9 = 6,36 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (15,9 + 6,36) =4,45 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 4,45 + 15,9 + 6,36 = 26,71 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 26,71 = 3,87 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 26,71 + 3,87 = 30,58 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (26,71 + 3,87) = 3,05 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (26,71 + 3,87 + 3,05) = 7,06 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 26,71 + 3,87 + 7,06 = 37,64 тг
035 Слесарная
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 11,82 = 4,72 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (11,82 + 4,72) =3,3 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 3,3 + 11,82 + 4,72 = 19,84 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 19,84 =2,87 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 19,84 + 2,87 = 22,71 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (19,84 + 2,87) = 2,27 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (19,84 + 2,87 + 2,27) = 5,24 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 19,84 + 2,87 + 5,24 = 27,95 тг
040 Термическая
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 41,36 = 16,54 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (41,36 + 16,54) =11,58 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 11,58 + 41,36 + 16,54 = 69,48 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 69,48 =10,07 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 69,48 + 10,07 = 79,55 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (69,48 + 10,07) = 7,95 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (69,48 + 10,07 + 7,95) = 18,37 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 69,48 + 10,07 + 18,37 = 97,92 тг
045 Шлифовальная
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 4,02 = 1,61 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (4,02 + 1,61) =1,12 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 1,12 + 4,02 + 1,61 = 6,75 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 6,75 = 0,97 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 6,75 + 0,97 = 7,72 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (6,75 + 0,97) = 0,77 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (6,75 + 0,97 + 0,77) = 1,78 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 6,75 + 0,97 + 1,78 = 9,5 тг
050 Заключительный контроль
Заработная плата производственного рабочего
Тарифная заработная плата определяется по формуле (48):
 тг тг
Премия рабочего определяется по формуле (49):
Пр = 0,4 · 15,6 = 6,25 тг
Доплата предприятия определяется по формуле (50):
Дрк = 0,2 · (15,6 + 6,25) = 4,37 тг
Основная заработная плата определяется по формуле (51):
ЗПосн = 4,37 + 15,6 + 6,25 = 26,22 тг
Дополнительная заработная плата определяется по формуле (52):
ЗПдоп = 0,145 · 26,22 =3,8 тг
Фонд заработной платы определяется по формуле (53):
ФЗП = 26,22 + 3,8 = 30,02 тг
Сумма обязательных отчислений в накопительный пенсионный фонд определяется по формуле (54):
ОНПФ = 0,1 · (26,22 + 3,8) = 3 тг
Сумма социального налога определяется по формуле (55):
Нс = 0,21 · (26,22 + 3,8 + 3) = 6,93 тг
Итого сумма затрат по заработанной плате определяется по формуле (56):
ЗП = 26,22 + 3,8 + 6,93 = 36,95 тг
После расчета всех операций производим расчет общего фонда заработной платы производственных рабочих по формуле:
ФЗПобщ = УФЗП (57)
Где УФЗП – сумма фондов заработной платы всех операций.
ФЗПобщ = 34,92 + 27,95 + 33,44 + 97,92 + 34,92 + 37,64 + 27,95 + 97,92 + 9,5 + 36,95 = 439,11 тг
Сводим значения в таблицу 1.
Таблица 1 – Себестоимость ремонта детали
| Номер операции
|
Норма времени Тн, мин
|
Сумма затрат по одной операции, тг
|
| 005
|
7,7
|
34,92
|
| 010
|
6,17
|
27,95
|
| 015
|
11,4
|
33,44
|
| 020
|
21,58
|
97,92
|
| 025
|
7,7
|
34,92
|
| 030
|
8,3
|
37,64
|
| 035
|
6,17
|
27,95
|
| 040
|
21,58
|
97,92
|
| 045
|
2,1
|
9,5
|
| 050
|
8,14
|
36,95
|
| Всего
|
100,84
|
439,11
|
Затем производим расчет накладных расходов по формуле:
НР = (1,5…1,7) ·  (58) (58)
где: - общая основная заработная плата по всем операциям, тг.
НР = 1,5 · (24,78 + 19,84 + 36,7 + 69,48 + 24,78 + 26,71 + 19,84 + 69,48 +
+ 6,75 + 26,22 = 486,87 тг
После этого производим суммирование всех затрат на ремонт детали.
Зр.д = ФЗПобщ + НР + См (59)
Зр.д = 439,11 + 486,87 + 262 = 1187,98 тг
4.2 Расчет затрат на капитальный ремонт машины
4.2.1 Техническая характеристика бульдозера ДЗ-116В
Базовый трактор Т – 130МГ – 1
Мощность, кВт (л. с.) 117, 6 (160)
Тяговый класс 10
Бульдозер ДЗ – 110В
Отвал:
ширина отвала, мм 3220
высота отвала, мм 1300
угол поперечного перекоса,…0
12
подъем над опорной
поверхностью при
погруженных грунтозацепах, мм 960
опускание ниже опорной
поверхности при
погруженных грунтозацепах, мм 465
Рыхлитель:
вид Четырехзвенный
наибольшая глубина рыхления
при номинальном угле и
заглубленных грунтозацепах, мм 515
число зубьев 1
число положений вылета зуба 2
шаг зубьев, мм -
диапазон изменения угла
рыхления на уровне опорной
поверхности гусениц, …0
-
наименьшее расстояние от
низшей точки рамы до опорной
поверхности, мм 325
задний угол въезда, …0
20
масса рыхлительного оборудования, кг 1400
Габаритные размеры машины в
транспортном положении, мм:
длина 6140
ширина 3220
высота 3176
Масса бульдозера с рыхлителем
эксплуатационная, кг 17 740
4.2.2 Режим работы предприятия
количество рабочих дней в неделю 5 дней
продолжительность рабочей смены 8 часов
количество смен в сутки 1 смена
количество календарных дней в году 366 дней
количество выходных дней в году 105 дня
количество праздничных дней в году 10 дней
количество рабочих дней в году 250 дня
Фонды рабочего времени
а) Календарный фонд рабочего времени. КФРВ определяется путем умножения календарных дней в году на продолжительность рабочей смены:
КФРВ = 366 · 8 = 2928 ч (60)
б) Номинальный фонд рабочего времени. НФРВ равен разности календарного фонда рабочего времени и произведение продолжительности рабочей смены на количество выходных и праздничных дней
НФРВ = 2928 – 115 · 8 = 2008 ч. (61)
в) Эффективный фонд рабочего времени. ЭФРВ равен разности номинального фонда рабочего времени и организационных технических потерь рабочего времени в размере 6-8%
ЭФРВ = 2008 – 7% = 1868 ч. (62)
4.2.3 Планирование объемов работ по ТО и Р
Показатели периодичности, трудоемкости и продолжительности технических обслуживаний и ремонта Бульдозера ДЗ-116В приведены в таблице 2.
Таблица 2 – Периодичность, трудоемкость и продолжительность технических обслуживаний и ремонта.
| Вид машины
|
Вид ТО и Р
|
Периодичность выполнения ТО и Р, г
|
Ч-о ТО и Р в одном ремонт-ном цикле
|
Трудоемкость выполнения 1-го ТО и Р, чел.-ч.
|
Продол-ть 1-го ТО и Р в раб. днях
|
| всего
|
В том числе по видам работ
|
| Слесарные
|
станочные
|
прочие
|
|
| Бульдо-
зер
|
ТО1
ТО2
ТР
КР
|
60
240
960
5760
|
72
18
5
1
|
5
16
440
800
|
5
16
330
600
|
-
-
65
120
|
-
-
45
80
|
0.2
1
7
14
|
Фактическая (планируемая) наработка на начало года определяется по формуле:
Нфк
= Ннорм
· R (63)
где: R – коэффициент равный 0,9
Н–нормативная периодичность выполнения капитального ремонта = 5760ч
Нфк
= 5760 · 0,9 = 5184 ч
4.2.4 Расчет численности ремонтных рабочих
Численность ремонтных рабочих зависит от трудоемкости КР и количество дней простоя на КР.
Nраб
= Ткр
/ (Тпрост
· Тсм ·
Квн
) (64)
где: Ткр
- трудоемкость КР = 800 ч.
Тпрост
- время простоя машины на КР = 14 дн.
Тсм
- продолжительность рабочей смены = 8 ч.
Квн
- коэфицент выполнения норм = 1,1
Количество ремонтных рабочих должно быть определено по каждому виду профессий отдельно (слесари, станочники, прочие рабочие).
Nслес
= 600 / 14 · 8 · 1,1=5 чел
Nстан
= 120 / 14 · 8 · 1,1=1 чел
Nпрочие
=80 / 14 · 8 · 1,1=1 чел
Определяем общее количество рабочих:
Nраб
= Nслес
+ Nстан
+ Nпрочие
(65)
Nраб
= 5+1+1= 7 чел.
4.2.5 Планирование затрат на капитальный ремонт машины
Для определения затрат на капитальный ремонт машины принимается, что общий вес металла, используемого для ремонта составляет Gмет
4 – 6% от веса машины.
Расчет количества металла, Gмет,
кг производится по формуле:
Gмет
= (0,04- 0,06) · Gмаш
(66)
где: Gмаш
- вес машины в кг.
Gмет
= 0,05 · 17740 = 887 кг
Расчет стоимости основных материалов приведен в таблице 3.
Таблица 3 – Стоимости основных материалов.
| Вид материала
|
Удельный вес, %
|
Вес материала, кг
|
Цена материала, тг
|
Стоимость материала, тг
|
| Сталь (литье)
|
60
|
532
|
150
|
79800
|
| Чугун (литье)
|
10
|
89
|
170
|
15130
|
| Цветное литье
|
3
|
27
|
1500
|
40500
|
| Прокат черного металла
|
13
|
115
|
110
|
12650
|
| Поковки
|
14
|
124
|
180
|
22320
|
| ВСЕГО
|
100
|
887
|
-
|
170400
|
При ремонтных работах появляются отходы, общий вес которых составляет 10 -15 %от веса основных материалов.
Величина отходов, Gотх
кг пределяется по формуле:
Gотх
= (0,1 -0,15) · Gмат
(67)
Gотх
= 0,1· 887 = 88,7 кг
Расчет стоимости отходов приведен в таблице 4.
Таблица 4 – Стоимости отходов.
| Вид материала
|
Удельный вес, %
|
Вес материала, кг
|
Цена материала, тг
|
Стоимость материала, тг
|
| Сталь (литье)
|
60
|
53
|
125
|
6625
|
| Чугун(литье)
|
10
|
9
|
150
|
1350
|
| Цветное
(литье)
|
3
|
3
|
1415
|
4245
|
| Прокат черного металла
|
13
|
11
|
95
|
1045
|
| Поковки
|
14
|
12
|
155
|
1860
|
| ВСЕГО
|
100
|
88
|
-
|
15125
|
4.2.6 Заработная плата ремонтных рабочих
Заработная плата ремонтных рабочих состоит из основной и дополнительной заработной платы.
Основная заработная плата включает в себя:
- тарифную заработную плату, рассчитываемую для рабочих третьего разряда согласно проработанного времени за время выполнения ими капитального ремонта машины, ЗПтар
, тенге по формуле:
ЗПтар
= Сч
III
· Ткр
· Тсм
· Nраб
(68)
где: Сч
III
– это часовая тарифная ставка рабочего 3-го разряда = 115 тенге;
Ткр
– количество дней простоя в КР = 14 дн;
Тсм
– продолжительность рабочей смены = 8 часов;
Nраб
– общее количество рабочих =7 чел.
ЗПтар
= 115 · 14 · 8 · 7 = 90160 тн.
- премиальные доплаты, составляющие 30% от тарифной заработной платы, ПР, тенге рассчитывается по формуле:
ПР = 0,3 · ЗПтар
(69)
ПР = 0,3 · 90160 = 27048 тн.
- доплаты за руководство бригадой выплачиваются одному рабочему в размере 10% от тарифной ставки рабочего 6-го разряда, которая составляет 143 тенге, Дбр,
тенге рассчитывается по формуле:
Дбр
= 0,1 · Сч
VI
· Тсм
· Ткр
(70)
Дбр
= 0,1 · 143 · 8 · 14 = 1601,6 тн.
- доплата по районному коэффициенту составляет 20 % от предыдущих выплат, Дрк
, рассчитывается по формуле:
Дрк
= 0,2 · (ЗПтар
+ ПР + Дбр
) (71)
Дрк
= 0,2 · (90160 + 27048 + 1601,6) =23761,9 тн.
Итоговая сумма основной заработной платы, ЗПосн
, тенге рассчитывается по формуле:
ЗПосн
= ЗПтар
+ ПР + Дбр
+ Дрк
(72)
ЗПосн
= 90160 + 27048 + 1601,6 + 23761,9 =142571,5 тн.
Дополнительная Заработная плата рассчитывается на основании процента дополнительной ЗП и определяется по формуле:
%ЗП
доп
= ((Досн
отп
+ Ддоп
отп
+ Дэколог
отп
) / Драб
) · 100 + 1 , (73)
где: Досн
отп
-дни основного отпуска 21 день;
Ддоп
отп
- дни дополнительного отпуска 3 дня;
Дэколог
отп
-дни экологического отпуска 10 дней;
Драб
- количество рабочих дней в году = 250 дня.
%ЗП
доп
= ((21 + 3 + 10) / 250) · 100 + 1 = 14,6%
Рассчитываем величину дополнительной заработной платы
ЗПдоп
= (%ЗП
доп
· ЗПосн
) / 100 (74)
ЗПдоп
= (14,6 · 142571,5) / 100 =20815,4 тн.
Фонд заработной платы, ФЗП, тенге определяется по формуле:
ФЗП = ЗПосн
+ ЗПдоп
(75)
ФЗП = 142571,5 + 20815,4 = 163386,9 тн.
Средняя дневная заработная плата на одного рабочего, ЗПсред
, тенге составляет:
ЗПсред
= ФЗП / Nраб
· ТКР
(76)
ЗПсред
= 163386,9 / (7 · 14) =1667,2 тн.
Пенсионные отчисления, ОПФ, тенге рассчитывается по формуле:
ОПФ = 0,1 ·ФЗП (77)
ОПФ= 0,1 · 163386,9 = 16338,7 тн.
Отчисления на социальное страхование составляет 20 % от ФЗП за вычитанием ОПФ, определяется по формуле:
ОСС = 0,2 · (ФЗП – ОПФ) (78)
ОСС = 0,2 · (163386,9 – 16338,7) = 29409,6 тн.
4.2.7 Затраты на запасные части
При расчета затрат на запасные части руководствуемся тем, что их стоимость составляет 10 – 15% от стоимости машины. Стоимость запасных частей, Сз.ч.
, тенге определяется по формуле:
Сз.ч.
= (0,1 - 0,15) · Смаш
(79)
где: Смаш
- стоимость машины = 5 633 500 тенге
Сз.ч.
= 0,1·5633500= 563350 тн.
4.2.8 Накладные расходы
При выполнении ремонтных работ накладные расходы состоят из:
- затрат на содержание и эксплуатацию оборудования, величина которых составляет 60 – 70 % ЗПтар
. Эти затраты, Соб
, тенге рассчитываются по формуле:
Соб
= (0,6 - 0,7) · ЗПтар
(80)
ЗПтар
= 0,7 · 90160 = 63112 тн.
- цеховых расходов, величина которых принимается в размере 50 – 60% от ЗПтар
. Цеховые расходы, Сцех
, тенге определяется по формуле:
Сцех
= 0,5 ~ 0,6 · ЗПтар
(81)
Сцех
= 0,5 · 90160 = 45080 тн.
- общезаводские расходы- величина которых принимается в размере 60 – 70% от ЗПтар
. Общезаводские расходы, Соз
, тенге определяется по формуле:
Соз
= 0,6 - 0,7 · ЗПтар
(82)
Соз
= 0,6 · 90160 = 54096 тн.
Общая сумма всех накладных расходов , НР, тенге составляет:
НР = Соб
+ Сцех
+ Со/з
(83)
НР = 63112 + 45080 + 54096 = 162288 тн.
Полная себестоимость ремонта машины, Скр
, тенге определяется по формуле:
Скр
= ЗПосн
+ ЗПдоп
+ Ос.с
+ Смат
– Сотх
+ Сзч
+ НР (84)
Скр
= 142571,5+20815,4+29409,6+170400–15125+563350+162288=1073709,5тн
4.2.9 Смета затрат на КР машины
Составление сметы на КР заключается в группировке всех показателей по статьям затрат, определения их процентного соотношения и в расчете стоимости 1 чел\часа ремонта машины.
Расчет стоимости 1 чел\часа ремонта ведется по формуле:
Счел.ч.
= Сст.з.
/Ткр
(85)
где: Сст.з.
= это сумма статьи затрат, тг;
Ткр
= трудоемкость КР = 800 чел\ч.
Смета затрат на капитальный ремонт машины приведена в таблице 5.
Таблица 5 – Смета затрат на капитальный ремонт машины.
| № п/п
|
Наименование статьи затрат
|
Сумма статьи, тенге
|
Структура себестоимости, %
|
Стоимость 1 чел/час, тенге
|
| 1
|
Основная ЗП
|
142571,5
|
13,3
|
178,2
|
| 2
|
Дополнительная ЗП
|
20815,4
|
1,9
|
26
|
| 3
|
Отчисления на социальный налог
|
29409,6
|
2,7
|
36,8
|
| 4
|
Материалы для ремонта (за вычетом возвратных отходов)
|
155275
|
14,4
|
194
|
| 5
|
Зап.части для ремонта
|
563350
|
52,5
|
704,1
|
| 6
|
Содержание и эксплуатация оборудования
|
63112
|
6
|
79
|
| 7
|
Цеховые расходы
|
45080
|
4,2
|
56,3
|
| 8
|
Общезаводские расходы
|
54096
|
5
|
67,6
|
| |
ИТОГО
|
1073709,5
|
100 %
|
1342
|
Технико-экономические показатели приведены в таблице 6.
4.3 Определение экономической эффективности ремонта детали и машины
В результате расчета была определена себестоимость ремонта вала, которая составила 1188 тенге, в то время как новый вал имеет стоимость 5934 тенге. Таким образом, ремонт целесообразней, чем покупка нового вала.
Анализируя стоимость новой машины и стоимость капитального ремонта делаем вывод, что проведение капитального ремонта целесообразней, чем покупка новой машины, т.к. стоимость машины составляет 5 633 500 тенге, а стоимость капитального ремонта 1 073 709,5 тенге.
5 ОХРАНА ТРУДА, ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ ПРИ РЕМОНТЕ МАШИН. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Перед допуском к работе вновь принятых людей, а также при выполнении ими работ руководители организации должны проводить обучение и инструктаж по безопасности труда.
В помещениях, где работают люди, должны быть созданы условия для безопасного ведения работ и нормальные санитарные условия труда. Рабочие места должны быть обеспечены естественным и искусственным светом. Предприятие должно быть оборудовано санитарно-бытовыми помещениями. Запрещается загромождение проходы между рабочими местами и сборочными единицами. Работа на металлорежущих станках разрешается в спецодежде, головном уборе, защитных очках. Электрические и пневматические инструменты перед началом работы следует апробировать в холостую для проверки их исправности.
При работе машины пожары возникают в большинстве случаев из-за работы с горючими материалами. При возникновении пожара следует немедленно сообщить в пожарную охрану. Одновременно с тушением пожара оказывают помощь людям. Возникший пожар тушат средствами пожаротушения с учетом свойств горючих материалов.
Для обеспечения охраны окружающей среды необходимо содержать топливную аппаратуру в исправном состоянии, на предприятиях должны быть созданы сборники нефтепродуктов и различных отходов.
Техника безопасности – это система организационных и технических мероприятий, обеспечивающих безопасность труда.
При помощи отдельных методов и технических средств предотвращается производственный травматизм и несчастные случаи. Несчастные случаи чаще всего происходят в результате недостаточного усвоения работниками производственных навыков и отсутствия знаний по технике безопасности.
В процессе мойки необходимо предотвратить вредное воздействие моющих средств на организм человека.
Запрещается обслуживать машину при работающем двигателе, кроме, когда необходимо проверить работу ее составных частей после регулировочных работ. Не допускается находится под машиной при работающем двигателе.
При проведении технического обслуживания и ремонта машин слесари обращаются с топливно-смазочными материалами, красками, газами, и другими веществами, в которых заключена возможность пожара. Во избежание возникновения пожара при обращении с указанными материалами и веществами требуется, чтобы рабочие места и помещения были соответствующим образом оборудованы.
Необходимо постоянно следить за исправностью электропроводки оборудования.
В процессе эксплуатации, обслуживания и ремонта машины запрещается открывать пробки бочек с бензином, ударяя по ним металлическими предметами, пользоваться открытым огнем и курить в местах заправки, ремонта и обслуживания машин; прогревать двигатели двигатель открытым огнем, при пуске машины; подходить к открытому огню в одежде, пропитанной нефтепродуктами.
В случае воспламенения нефтепродуктов пламя следует гасить огнетушителем, забрасывать песком, землей или прикрывать очаг брезентом. Категорически запрещается заливать очаг воспламенения водой!
Запрещается использовать машины с подтеканием топлива, смазки, из баков, картеров и трубопроводов.
Запрещается сливать отработанные нефтепродукты, на землю, в водоемы и канализационную сеть.
|
