 Федеральное агентство по образованию Федеральное агентство по образованию
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Национальный исследовательский ядерный университет «МИФИ» Трёхгорный технологический институт – филиал НИЯУ МИФИ
Кафедра «Приборостроение» Курс «Конструирование измерительных приборов»
Пояснительная записка
На тему: «Разработка основного конструкторского и эксплуатационного комплекта документации на измерительный прибор манометр»
Группа: 5ПР-56 Выполнил: Проскуряков А.В. Проверил: Воробьев Г.П.
Нормоконтроль: ______________ Полуэктова О.К.
Трехгорный 2010 Аннотация
Подгорбунских А.Н. Комплект технологической.документации изготовления манометра Трёхгорный: ТТИ МИФИ, ПС, 2007, 30 л. Библиография литературы – 8 наименований, 5 листов чертежей формата А3.
В данном курсовом проекте рассматривается вопрос разработки основного конструкторского и эксплуатационного комплекта документации на измерительный прибор манометр. Кроме того описано назначение прибора, дана его техническая характеристика, условия эксплуатации, технические требования, характеристика покрытия прибора, консервация изделия и упаковка, определены степени защиты от внешних воздействий и испытания, проведен анализ технологичности прибора, эргономики конструирования.
Содержание Введение 1. Цель выполнения 2. Назначение и применение разработки 3. Функции и принцип работы прибора 4. Метрологические характеристики 5. Требования стойкости к внешним воздействиям 6. Требования надежности 7. Требования эргономики и технической эстетики 8. Требования к эксплуатации, хранению, удобству технического обслуживания и ремонта 9. Требования безопасности 10. Требования стандартизации и унификации 11. Требования технологичности 12. Требования транспортабельности 13. Конструктивные требования 14. Технико-экономические требования 15. Требования к сырью, материалам и комплектующим изделиям 16. Требования к консервации, упаковке и маркировке 17. Оптимизация изделия 18. Инженерный анализ 19. Теория конструирования: принципы, методы 20. Конструкторская подготовка производства Заключение Список используемой литературы
Приложения: 1. Графическая часть на 5 листах формата А3 2. Спецификация на 1 листе
Введение
К конструкторским документам (именуемым в дальнейшем словом «документы») относят графические и текстовые документы, которые в отдельности или в совокупности определяют состав и устройство изделия и содержат необходимые данные для его разработки или изготовления, контроля, приемки, эксплуатации и ремонта. При определении комплектности конструкторских документов на изделия следует различать: основной конструкторский документ; основной комплект конструкторских документов; полный комплект конструкторских документов. Основной конструкторский документ изделия в отдельности или в совокупности с другими записанными в нем конструкторскими документами полностью и однозначно определяют данное изделие и его состав. За основные конструкторские документы принимают: для деталей — чертеж детали; для сборочных единиц, комплексов и комплектов — спецификацию. Основной комплект конструкторских документов изделия объединяет конструкторские документы, относящиеся ко всему изделию (составленные на все данное изделие в целом), например, сборочный чертеж, принципиальная электрическая схема, технические условия, эксплуатационные документы. Полный комплект конструкторских документов изделия составляют (в общем случае) из следующих документов: основного комплекта конструкторских документов на данное изделие; основных комплектов конструкторских документов на все составные части данного изделия, примененные по своим основным конструкторским документам. В данном курсовом проекте разработка основного конструкторского и ксплуатационного комплекта документации произведена на измерительный прибор манометр
1. Цель выполнения
Целью данной работы является создание основного конструкторского и эксплуатационного комплекта документации на манометр и оптимизация его конструкции. В процессе создания комплекта конструкторской и эксплуатационной документации на манометр, необходимо по соответствующим гостам ознакомиться и учесть следующие факторы: метрологические характеристики, требования стойкости к внешним воздействиям, требования надежности, требования эргономики и технической эстетики, требования к эксплуатации, хранению, удобству технического обслуживания и ремонта, требования безопасности, требования стандартизации и унификации, технологичности, транспортабельности, конструктивные требования и технико-экономические ,требования к сырью, материалам и комплектующим изделиям, к консервации, упаковке и маркировке. Целью является получение навыка оптимизация изделия, проведения инженерного анализа, изучение теории конструирования: принципы, методы, и конструкторской подготовки производства. 2 . Назначение и применение разработки
Манометрами называются приборы, измеряющие атмосферное, избыточное давление жидкостей или газов, а также разрежение.
Группа приборов для измерения избыточного давления:
- манометры, измеряющие только избыточное давление (абсолютное давление минус барометрическое);
- манометры для измерения абсолютного давления (избыточного + барометрического);
- барометры - приборы, измеряющие атмосферное давление;
- вакуумметры - приборы для измерения разряжения (давление, меньше атмосферного);
- мановакуумметры - ими измеряют как избыточное давление, так и разряжение;
- тягомеры - приборы, измеряющие небольшое разряжение (до - 40 кПа);
- напоромеры - приборы для измерения малого избыточного давления (до 40 кПа);
- мановакуумметры (тягонапоромеры) - с их помощью одновременно измеряют крайне малое избыточное давление и разряжение (до 20 кПа).
Для изготовления манометров приняты общеевропейские стандарты, благодаря чему манометры разных марок отечественного и импортного изготовления взаимозаменяемы. Диаметр корпуса манометров, пределы измерений, класс точности, расположение штуцера - эти параметры одинаковы как для российских, так и для европейских приборов. Манометры разных типов устанавливаются на любых типах газопроводов: будь то автономная газификация или магистральный газопровод, в промышленных и отопительных котельных, на производственных агрегатах, требующих постоянного контроля за давлением.
По своим назначениям манометры делятся на следующие категории: общетехнические, специальные, железнодорожные, судовые, электроконтактные, самопишущие, виброустойчивые (заполненные глицерином) и эталонные (применяемые в качестве образца).
Общетехнические манометры используются при измерении не агрессивной среды (жидкости, газа, пара).
Специальные:
а) кислородные;
б) ацетиленовые;
в) аммиачные.
Железнодорожные и судовые приборы используются, соответственно, на агрегатах железнодорожного и водного транспорта.
Принцип работы электроконтактных манометров тот же, что и принцип работы общетехнических приборов; разница лишь в наличии у электроконтактых манометров (ЭКМ) специального электроконтактного механизма, благодаря чему возможно применение ЭКМ в системе контрольно-аварийной сигнализации. Наиболее распространенный прибор этой категории - манометр ЭКМ 1У. Самопишущие манометры имеют в корпусе дополнительный механизм, дающий возможность воспроизводить график работы прибора на бумаге для диаграмм.
3. Функции и принцип работы прибора
В деформационных манометрах чувствительным элементом является упругая оболочка, которая воспринимает измеряемое давление. Деформация этой оболочки является мерой вызвавшего её давления. Деформационные манометры в зависимости от конструкции чувствительного элемента делятся на трубчатые, мембранные и сильфонные. Принцип определения давления по упругой деформации тонкой оболочки был предложен в 1846 немецким учёным Р. Шинцем, а частный случай этого метода — определение давления по деформации полой трубчатой пружины — в 1848 французским учёным Э. Бурдоном, по имени которого трубчатая пружина часто называется трубкой Бурдона. Пределы измерений деформационных манометров охватывают широкий диапазон давлений — от 10 н/м2 до 1000 Мн/м2 (1—108 мм вод. ст.). Простота принципа действия, компактность конструкции, удобство в эксплуатации обусловили применение деформационных манометрах при промышленных измерениях. Простейший трубчатый манометр (рисунок 3.1) имеет полую, изогнутую по дуге трубку, один конец которой присоединён к объёму, где измеряется давление, второй, запаянный конец — к рычагу передаточного механизма. При изменении давления трубка деформируется, перемещение её конца через передаточный механизм сообщается стрелке, которая показывает давление по шкале.
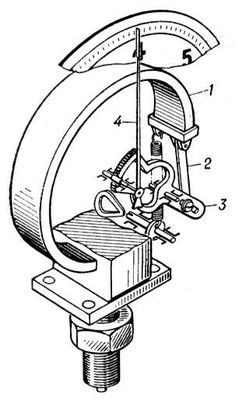
Рис. 3.1-Трубчатый манометр
1-трубка; 2-рычаг передаточного механизма; 3-передаточный механизм; 4-стрелка.
4. Метрологические характеристики
Пределы допускаемой основной погрешности приборов Δ, выраженные в процентах диапазона показаний (записи), и дифференцированные значения предела допускаемой основной погрешности для приборов с диапазоном измерений от 0 до 100 % приведены в таблице 4.1. 1. Предел допускаемой основной погрешности Δ составляет: 0,8Δ - при выпуске приборов из производства и ремонта; Δ - для приборов, находящихся в эксплуатации. 2. Предел допускаемой основной погрешности срабатывания сигнализирующего устройства, в том числе с магнитным поджатием контактов, и предел допускаемой основной погрешности показаний после срабатывания сигнализирующего устройства (за пределами диапазона уставки) устанавливают в ТУ на прибор конкретного типа.
Таблица 4.1 | Обозначение класса точности | Предел допускаемой основной погрешности, % диапазона показаний, в диапазоне шкалы | | от 0 до 25 % | от 25 до 75 % | св. 75 до 100 % | | 0,4* | ±0,4* | ±0,4* | ±0,4* | | 0,6 - 0,4 - 0,6 | ±0,6 | ±0,4 | ±0,6 | | 0,6 | ±0,6 | ±0,6 | ±0,6 | | 1 - 0,6 - 1 | ±1,0 | ±0,6 | ±1,0 | | 1 | ±1,0 | ±1,0 | ±1,0 | | 1,5 - 1 - 1,5 | ±1,5 | ±1,0 | ±1,5 | | 1,5 | ±1,5 | ±1,5 | ±1,5 | | 2,5 - 1,5 - 2,5 | ±2,5 | ±1,5 | ±2,5 | | 2,5 | ±2,5 | ±2,5 | ±2,5 | | 4 - 2,5 - 4 | ±4,0 | ±2,5 | ±4,0 | | 4* | ±4,0* | ±4,0* | ±4,0* | * Устанавливается по заказу потребителя.
3. Вариация показаний (записи или срабатывания) приборов не должна превышать абсолютного значения предела допускаемой основной погрешности показаний (записи или срабатывания) по пп. 1 и 2. 4. Вариация показаний (записи) многострелочных приборов при одном и том же давлении должна определяться по каждой стрелке (перу) отдельно. Вариация срабатывания приборов с сигнализирующим устройством с магнитным поджатием контактов устанавливается в ТУ на прибор конкретного типа.
5. Требования стойкости к внешним воздействиям
По устойчивости к воздействию температуры и влажности окружающего воздуха и атмосферного давления приборы должны соответствовать одной из групп исполнения по ГОСТ 12997. Приборы, предназначенные для установки на судах, по климатическим воздействиям должны соответствовать требованиям Регистра РФ. Изменение показаний (записи или срабатывания) от воздействия температуры окружающего воздуха, выраженное в процентах диапазона показаний (записи), не должно превышать значения, определяемого по формуле  (5.1) (5.1) где Кt - температурный коэффициент не более 0,06% / °С - для приборов классов точности 0,4*; 0,6; 1; 1,5 и не более 0,1% / °С - для приборов классов точности 2,5 и 4*; Δt - абсолютное значение разности температур, определяемое по формуле  (5.2) (5.2) где t1 - любое действительное значение температуры окружающего воздуха; t2 - действительное значение температуры. По устойчивости к механическим воздействиям показывающие приборы подразделяют на исполнения: вибропрочное, виброустойчивое. Приборы вибропрочного и (или) виброустойчивого исполнения должны соответствовать одной из групп исполнения по ГОСТ 12997. Приборы, предназначенные для установки на судах, по устойчивости к механическим воздействиям должны соответствовать требованиям Регистра СССР. Изменение показаний (срабатывания) и половина размаха колебаний стрелки приборов виброустойчивого исполнения при воздействии вибрации не должны превышать предела допускаемой основной погрешности - для групп исполнения № 1, № 2 по ГОСТ 12997. Изменение показаний (срабатывания) и половина размаха колебаний стрелки приборов виброустойчивого исполнения остальных групп устанавливаются в ТУ на прибор конкретного типа. После воздействия вибрации приборы вибропрочного и виброустойчивого исполнений должны соответствовать требованиям. По заказу потребителя показывающие приборы должны изготовляться удароустойчивого и ударопрочного исполнения и для работы при наклоне корпуса от нормального положения, при длительном крене и качке. Значение угла наклона и изменение показаний при воздействии удара, длительного крена, наклона и размах колебаний стрелки при качке и наклоне устанавливают в ТУ на прибор конкретного типа. По защищенности от воздействия окружающей среды приборы подразделяют на исполнения: защищенное от проникания твердых частиц, пыли и воды; взрывозащищенное. Степень защиты приборов от проникания твердых частиц, пыли и воды должна соответствовать одной из групп исполнения по ГОСТ 14254. Приборы взрывозащищенного исполнения должны изготовляться в соответствии с требованиями ГОСТ 12.1.011 и ГОСТ 12.2.021.
6. Требования надёжности
Среднюю наработку на отказ по каждой функции или каналу следует выбирать из ряда: 66000; 80000; 100000; 125000 ч. Установленную безотказную наработку приборов следует выбирать из ряда: 6600; 8000; 10000; 12500 ч. Критерием отказа является выход основной погрешности за пределы, указанные в метрологических характеристиках. Полный средний срок службы приборов должен быть не менее 10 лет. Установленный срок службы следует устанавливать в ТУ на прибор конкретного типа. Показатели надежности приборов, работающих в агрессивных средах, устанавливаются в ТУ на прибор конкретного типа.
7. Требования эргономики и технической эстетики
В производственной системе на протекание рабочих процессов и обеспечение комфортных условий работы персонала оказывают влияние технологические , экономические , организационные , в том числе и человеческий факторы , поскольку человек является неотъемлемой частью данной системы . Включение эргономических знаний в практику проектирования производственных систем в значительной мере должно быть направлено на обеспечение требований удобства работы и безопасности производственного персонала . Принимая во внимание тенденцию, разрабатывать рабочие задания во все большей мере интеллектуализированными , акцент должен быть сделан на интеллектные , а также физико - технические аспекты , относящиеся к оборудованию . Как правило , для принятия решений интерфейс должен обеспечивать взаимодействие и обмен информацией между персоналом и оборудованием . Главными компонентами при этом являются дисплеи и средства управления . Ими могут быть обычные приборы или компоненты видеодисплейных терминалов . Интерфейс должен быть спроектирован с учетом многих человеческих характеристик : - интерфейс должен обеспечивать адекватной информацией и для быстрого общего обзора и для обеспечения детальной информацией о параметрах ; - те элементы интерфейса , которые должны быть в зоне досягаемости , должны быть спроектированы так , чтобы они были легко доступны и управляемы , а те , которые должны быть в зоне видимости , должны быть спроектированы так , чтобы за ними можно было бы легко наблюдать ; - все сигналы , дисплеи и средства управления должны подаваться и работать таким образом , чтобы , по возможности , уменьшать вероятность ошибок персонала ; - сигналы и дисплеи должны быть выбраны , спроектированы и размещены таким образом , чтобы быть совместимыми с характеристиками человеческого восприятия и выполняемыми заданиями.; Таким образом , чтобы быть совместимыми с характерными особенностями ( в частности , телодвижений ) той части персонала , которая проводит управление и выполняет задания . Требования к квалификации , аккуратности , скорости и физической силе также должны быть приняты во внимание ; - средства управления должны быть выбраны и размещены таким образом , чтобы быть совместимыми с имеющимися стереотипами персонала , динамикой управляемых процессов и их пространственной реализацией в производственной системе ; - средства управления должны быть расположены достаточно близко для корректного управления в том случае , когда воздействие оператора на эти средства происходит одновременно или является последовательным и быстрым . Однако они не должны быть расположены слишком близко из - за возникновения риска неосторожного неверного управляющего воздействия .
8. Требования к эксплуатации, хранению, удобству технического обслуживания и ремонта
Манометры, мановакуумметры, напоромеры, тягонапоромеры должны выдерживать перегрузку избыточным давлением, значение которой должно соответствовать указанному в таблице 8.1.
Таблица 8.1 | Верхний предел измерений, МПа (кгс/см2) | Перегрузка к верхнему пределу измерений избыточного давления, % | | До 10 (100) включ. | 25 | | Св. 10 (100) » 60 (600) » | 15 | | » 60 (600) » 160 (1600) » | 10 | | » 160 (1600) » 1000 (10000) » | 5 |
|
|
|
|
После выдержки приборов без давления не менее 1 ч они должны соответствовать требованиям. Манометры с верхними пределами измерений до 25 МПа (250 кгс/см2), мановакуумметры, напоромеры и тягонапоромеры должны выдерживать воздействие 20000 циклов переменного избыточного давления, манометры с верхними пределами свыше 25 МПа (250 кгс/см2) до 160 МПа (1600 кгс/см2) - 15000 циклов переменного избыточного давления, изменяющегося от верхнего предела измерений в диапазоне: от (30 ±5) до (70 ±5) % - для приборов с диапазоном измерений от 25 до 75 %; от (50 ±5) до (90 ±5) % - для приборов с диапазоном измерений от 0 до 100 %. Число циклов для приборов с верхним пределом измерений свыше 160 МПа (1600 кгс/см2) должно устанавливаться в ТУ на прибор конкретного типа. Приборы в транспортной таре следует транспортировать транспортом любого вида в крытых транспортных средствах в соответствии с правилами, действующими на транспорте каждого вида, в условиях по ГОСТ 15150. Упакованные приборы должны храниться в условиях по ГОСТ 15150. Давление измеряемой среды должно изменяться со скоростью не более 3 % диапазона показаний в секунду - для самопишущих приборов и не более 10 % - для показывающих приборов. При измерении давления газообразных сред манометрами и мановакуумметрами должна быть обеспечена безопасность оператора. Безопасность оператора обеспечивается прочностью узла чувствительного элемента, который должен выдерживать многократную перегрузку избыточным давлением, или установкой щитка из органического стекла или металлической сетки, перекрывающих лицевую поверхность прибора. Конкретное значение перегрузки устанавливается в ТУ. На циферблатах приборов для измерения давления газообразного кислорода должна быть надпись «Кислород, маслоопасно». Конструкция измерительной полости прибора должна обеспечивать проведение обезжиривания в условиях эксплуатации. Конструкция и компоновка изделия и его составных частей должны обеспечивать проведение всех операций технического обслуживания (ТО) и текущего ремонта (ТР) с минимально возможными трудовыми и материальными затратами.
9. Требования безопасности
Общие требования безопасности к приборам должны соответствовать ГОСТ 12.2.007.0. Электрическая прочность и сопротивление изоляции электрических цепей приборов с сигнализирующим устройством и электрическим приводом диаграммы должны соответствовать требованиям ГОСТ 12997. Приборы, предназначенные для кислорода, должны быть проверены на отсутствие масла в измерительной полости прибора. Конкретные требования безопасности приборов устанавливают в ТУ на прибор конкретного типа. 1. Поверка манометров с их опломбированием или клеймением должна производиться не реже 1 раза в 12 месяцев специализированным предприятием. 2. Не реже 1 раза в 6 месяцев, владельцем, производится дополнительная проверка рабочих манометров контрольным манометром с записью результатов в журнал контрольных проверок. При отсутствии контрольного манометра допускается дополнительную проверку производить проверенным рабочим манометром, имеющим с проверяемым манометром одинаковую шкалу и класс точности. 3. Манометры не должны иметь очагов коррозии, загрязнений, трещин и повреждений стекла, циферблата, резьбы. 4. Установку манометров необходимо выполнять при помощи ключа, методом вворачивания. При вворачивании запрещается прикладывать усилие к корпусу манометра. 5. Подбор манометра производится в соответствии со шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы. 6. На шкале манометра должна быть нанесена красная черта, указывающая рабочее давление в сосуде. Взамен красной черты разрешается прикреплять к корпусу манометра металлическую пластину, окрашенную в красный цвет и плотно прилегающую к стеклу манометра. 7. Манометр должен быть установлен так, чтобы его показания были отчетливо видны обслуживающему персоналу. 8. Номинальнаый диаметр корпуса манометров, устанавливаемых на высоте до 2-х метров от уровня площадки наблюдения должен быть не менее 100мм, а на высоте от 2-х до 3-х метров – не менее 160мм. Запрещается установка манометров на высоте более 3-х метров от уровня площадки наблюдения. 9. Между сосудом и манометром должен быть установлен трехходовой кран или заменяющее его устройство, позволяющее проводить периодическую проверку манометра с помощью контрольного. 10. В необходимых случаях, в зависимости от условий работы и свойств рабочей среды, манометр должен снабжаться сифонной трубкой, масляным, буфером и другими устройствами, обеспечивающими надежную работу манометра и предохраняющими его от непосредственного воздействия среды и температуры, 11. Манометры и соединяющие их с сосудом трубопроводы должны быть защищены от промерзания. 12. Манометры не допускаются к применению в случаях, когда: -отсутствует пломба или клеймо с отметкой о проведении поверки; -просрочен срок поверки; -стрелка при отключении манометра не возвращается к нулевому показанию шкалы; -разбито стекло манометра или имеются повреждения, которые могут отразиться на правильности показаний. 13. При выявлении неисправности манометры необходимо отправлять в ремонт. Перед сдачей в ремонт манометры должны быть очищены от грязи и ржавчины. 14. Ремонт и окраска манометра производится только специализированным предприятием
10. Требования стандартизации и унификации
11. Требования технологичности
Общими требованиями по обеспечению ЭТ(эксплуатационной технологичности) изделий являются: - увеличение периодичности ТО изделий; - повышение безотказности работы изделия и его составных частей; - обеспечение доступности к составным частям изделия, требующим проведения ТО и ТР; - обеспечение легкосъемности составных частей изделия; - стандартизация и унификация составных частей изделия и эксплуатационных материалов; - сокращение количества объектов изделия, требующих регулярного технического обслуживания; - сокращение номенклатуры и типоразмеров крепежных деталей; - совершенствование антикоррозийной защиты изделия, его составных частей и крепежных деталей; - обеспечение доступа к составным частям, требующим проведения антикоррозийной защиты в эксплуатации; - обеспечение контролепригодности при использовании по назначению, техническом обслуживании и текущем ремонте; - обеспечение приспособленности изделия к выполнению моечных, крепежных, регулировочных, смазочных, контрольно-диагностических и ремонтных работ; - обеспечение приспособленности к выполнению доводочно-регулировочных и контрольно-измерительных работ; - обеспечение возможности применения оригинальных конструктивных решений и новых материалов; - обеспечение полной геометрической и функциональной взаимозаменяемости однотипных составных частей при техническом обслуживании и ремонте; - снижение численности обслуживающего персонала и потребности в специалистах с высоким уровнем квалификации за счет уменьшения и упрощения демонтажно-монтажных, регулировочных и других работ.
12. Требования транспортабельности Транспортабельность - свойство груза сохранять качественные и количественные параметры при транспортировании в установленных стандартами и др. нормативными актами условиях; пригодность для перевозки.Приборы в транспортной таре следует транспортировать транспортом любого вида в крытых транспортных средствах в соответствии с правилами, действующими на транспорте каждого вида, в условиях по ГОСТ 15150. Упакованные приборы должны храниться в условиях по ГОСТ 15150.
13. Конструктивные требования
По ГОСТ 2405-88 конструкцией приборов должна быть обеспечена возможность измерения (запись) одной величины (давления) - однострелочный (однозаписной) прибор или одновременное измерение (записи) нескольких величин - многострелочные (многозаписные) приборы. В зависимости от формы диаграммы и поля записи самопишущие приборы изготовляют: - с диаграммным диском с одним полем для записи; - с диаграммной лентой с одним полем для записи; - с диаграммной лентой, разделенной на два или несколько обособленных полей для записи. Приборы с диаграммной лентой должны быть снабжены шкалами, при этом градуировка шкалы должна соответствовать градуировке диаграммы. В зависимости от привода механизма для передвижения диаграммы приборы изготовляют с часовым приводом или с электрическим. Время одного оборота диаграммного диска должно выбираться из ряда: 8; 12; 16; 24 ч. Скорость перемещения диаграммной ленты должна выбираться из ряда: 10; 20; 30; 40; 60; 120; 240; 300; 360; 600; 1200; 2400; 3600; 7200 мм/ч. Погрешность хода привода диаграмм за 24 ч не должна превышать: ±3 мин - для приборов с часовым приводом; ±5 мин - для приборов с электрическим приводом. Допускается погрешность хода привода диаграммы выражать в процентах. В этом случае она не должна превышать: ±0,2 % заданной скорости - для приборов с часовым приводом; ±0,35 % заданной скорости - для приборов с электрическим приводом. Запись приборов должна соответствовать следующим требованиям: 1) линии записи на любом участке диаграммы должны быть сплошными, шириной не более 0,6 мм при температуре до 65°С. При температуре свыше 65°С допускается увеличивать ширину линии записи до 10 % на каждые 10°С. При движении и остановке пера или диаграммы не должно образовываться наплыва чернил; 2) линия, записанная пером на неподвижной диаграмме, не должна отклоняться от нанесенной на диаграмме линии времени более чем на 0,25 мм, если линии пересекаются в середине, и более чем 0,5 мм, если линии пересекаются в начале или конце; 3) линия, записанная неподвижным пером на движущейся диаграмме, не должна отклоняться от отсчетной линии измеряемой величины более чем на одну треть абсолютного значения предела допускаемой основной погрешности. У многозаписных приборов с диаграммным диском перья должны отстоять друг от друга на расстоянии, соответствующем цене деления, или 0,5, или 0,25 цены деления по времени. Самопишущие приборы допускается изготовлять со встроенным дополнительным регулирующим устройством. В зависимости от типа регулирующего устройства приборы подразделяют на: с пропорциональным (П) регулирующим устройством; с пропорционально-интегральным (ПИ) регулирующим устройством. В зависимости от способа установки заданного значения регулируемой величины приборы подразделяют на:приборы с ручным задатчиком; приборы с программным задатчиком. Приборы могут иметь индикатор для измерения давления воздуха, питания и выходного сигнала. Показывающие приборы допускается изготовлять со встроенным дополнительным электрическим устройством для сигнализации.
Показывающие манометры, вакуумметры и мановакуумметры, предназначенные для измерения давления агрессивной, вязкой и кристаллизующейся среды, могут применяться с разделительным устройством. Дополнительная погрешность, вносимая разделительным устройством, должна устанавливаться в ТУ на прибор конкретного типа. В приборах допускается наличие корректора нуля для установки стрелки (пера) на нулевую (начальную) отметку шкалы (линию диаграммы). По заказу потребителя допускается изготовлять приборы с контрольной стрелкой. Требования к контрольной стрелке и к ее конструкции должны устанавливаться в ТУ на прибор конкретного типа. Основные габаритные и присоединительные размеры приборов, предназначенных для установки на железнодорожном транспорте, судах, приборов с верхним пределом измерений свыше 160 МПа (1600 кгс/см2), узкопредельных и многострелочных приборов должны соответствовать ТУ на прибор конкретного типа. Соединение приборов с внешними линиями - по ГОСТ 25164 и ГОСТ 25165. Циферблаты и шкалы приборов должны соответствовать рабочим чертежам, утвержденным в установленном порядке. Диапазон измерений от 25 до 75 % допускается выделять линией, полосой или другими знаками в тон цвета шкалы или отличным от нее цветом. В зависимости от функционального назначения приборов допускается выделять отдельные элементы шкалы ярким цветом (зеленым, желтым, красным). При этом, как правило, желтым цветом выделяют выход измеряемого параметра из нормы, а красным цветом - его аварийное состояние. Ширина цветовой зоны должна выбираться в соответствии с высотой деления шкалы: не менее высоты малого деления и не более высоты большого. Указательный конец стрелки приборов в месте отсчета показаний должен иметь форму равнобедренного треугольника с углом при вершине не более 60° и с основанием, не превышающим ширины самой широкой отметки шкалы. Указательный конец стрелки приборов классов точности 0,4* и 0,6 должен иметь ножевидную форму, расположенную перпендикулярно к плоскости шкалы. Ширина указательного конца стрелки должна быть не более 1,5-кратной ширины наименьшей отметки. Для приборов остальных классов точности допускается применять стрелки ножевидной формы. Форма указательного конца стрелки железнодорожных приборов устанавливается в рабочих чертежах, утвержденных в установленном порядке. У манометров и напоромеров с упором для остановки стрелки на нулевой отметке смещение стрелки от нуля допускается только в сторону увеличения показаний на значение, не превышающее предела допускаемой основной погрешности. По заказу потребителя допускается у двухстрелочных приборов окрашивать стрелку и соответствующий ей штуцер в красный цвет, а другую стрелку и штуцер - в черный.
14. Технико-экономические требования
Каждая деталь должна изготавливаться с минимальными трудовыми и материальными затратами. Эти затраты можно уменьшить из-за правильного выбора варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов резания правильной подготовки производства. На трудоемкость изготовления детали оказывают влияние ее конструкция и технические требования.
15. Требования к сырью, материалам и комплектующим изделиям
16. Требования к консервации, упаковке и маркировке
На циферблат прибора наносят: единицу физической величины; знак «-» (минус) перед числом, обозначающим верхний предел измерений вакуумметрического давления; класс точности или условное обозначение класса точности (например: 0,6 или 1-0,6-1); условное обозначение рабочего положения прибора, если оно отличается от нормального; наименование или условное обозначение измеряемой среды - при специальном исполнении прибора. На циферблате, корпусе или табличке показывающих приборов наносят: номинальное напряжение и ток - для приборов с сигнализирующим устройством; параметры питания - для приборов с сигнализирующим устройством непрямого действия; условное обозначение прибора; знак Государственного реестра - по ГОСТ 8.383; товарный знак предприятия-изготовителя; другие необходимые обозначения. На табличке самопишущих приборов наносят:единицу физической величины; класс точности; номинальное напряжение и частоту тока - для приборов с электрическим приводом диаграммы; условное обозначение прибора; знак Государственного реестра - по ГОСТ 8.383; товарный знак предприятия-изготовителя; другие необходимые обозначения. Маркировка транспортной тары - по ГОСТ 14192. Упаковка должна обеспечивать сохранность приборов при транспортировании в крытых транспортных средствах любого вида. Консервация демонтируемых узлов и деталей или изделий должна производиться на оборудованных участках или в помещениях, позволяющих соблюдать технологический процесс и требования безопасности. Участки консервации должны располагаться с учетом ограничения или исключения проникновения агрессивных газов и пыли. Температура воздуха в помещении должна быть не ниже 15 °С и относительная влажность не более 70 %. Допускается увеличение влажности до 80 % в то время, когда перепады температур в помещении не превышают 5 °С. Консервация включает в себя подготовку поверхности и нанесение средств противокоррозионной защиты. Изделия или участки, подлежащие консервации, не должны иметь коррозионных поражений металла и металлических покрытий, должны быть очищены от загрязнений и высушены. Материалы, используемые при консервации, приведены в приложении Б. Поверхности изделий после обезжиривания трогать незащищенными руками не допускается, необходимо надевать чистые хлопчатобумажные перчатки. Время между стадиями консервации поверхностей (подготовкой и непосредственно нанесением консервационного материала) не должно превышать 2 ч. При применении консистентных смазок не допускается попадание их на различные детали или их части, изготовленные из электроизоляционных материалов. Назначение основных смазок, масел и ингибитированных покрытий, применяющихся при консервации, приведены в приложении В. Запрещается покрывать смазкой: внутренние детали электрооборудования; проволочные элементы реостатов и другой пускорегулирующей аппаратуры; детали и узлы, имеющие лакокрасочные покрытия; детали, изготовленные из пластмассы, миканита, текстолита и пр. Нанесение жидких консервационных масел на наружные поверхности изделий производить окунанием, распылением, кистью, тампоном. Для консервации труднодоступных мест применять масленку. Масла наносить при температуре не ниже 15 °С. После нанесения масел на поверхность избытку масла дать стечь. Слой масла после нанесения должен быть сплошным, без воздушных пузырей и инородных включений. Пластичные консервационные смазки, например ПВК, наносить на поверхность в расплавленном состоянии при температуре 80-100 °С погружением или кистью, тампоном. Консервационные смазки АМС-3 наносят без нагревания шпателем, тампоном. Слой смазки после нанесения должен быть равномерным, без подтеков, воздушных пузырей, инородных включений. Дефекты устранить повторным нанесением смазки. Толщина слоя смазки должна быть не менее 3 мм. Для уплотнения заглушаемых отверстий применять штатные прокладки и крепеж из рабочего комплекта турбогенератора и его частей. Все резьбовые отверстия, таблички, резьбовые поверхности штепсельных разъемов покрыть консервационным маслом К-17. Вода из газо- и воздухоохладителей на время хранения должна быть полностью удалена, внутренняя поверхность высушена продувкой сухим теплым воздухом. Демонтируемые измерительные приборы технологического контроля, технические средства технологических защит и сигнализации должны храниться в законсервированном состоянии на складе. Консервация изделий должна быть подтверждена записью в свидетельстве о консервации, в котором на каждое законсервированное изделие должна быть указана дата консервации, условия хранения и срок защиты без переконсервации.
20. Конструкторская подготовка производства Конструкторская подготовка производства включает проектирование новой продукции и модернизацию ранее производившейся, а также разработку проекта реконструкции и переоборудования предприятия или его отдельных подразделений. В процессе проектирования определяется характер продукции, ее конструкция, физико-химические свойства, внешний вид, технико-экономические и другие показатели. Результаты конструкторской подготовки оформляются в виде технической документации - чертежей, рецептур химической продукции, спецификаций материалов, деталей и узлов, образцов готовой продукции и т.п. Проектирование новой продукции осуществляется проектно-технологическими и научно-исследовательскими институтами, научно-технологическими центрами, а также конструкторскими отделами и лабораториями предприятий. Основными целями конструкторской подготовки производства являются: непрерывное совершенствование качества продукции; повышение уровня технологичности конструкции, под которой понимается облегчение приемов изготовления продукции и возможность применения прогрессивных методов изготовления при заданном объеме производства. Это обеспечивает лучшее использование производственных ресурсов при изготовлении продукции; снижение себестоимости новой продукции за счет изготовления и совершенствования конструкции изделия, уменьшения расхода материалов на единицу продукции, снижения эксплуатационных затрат, связанных с использованием продукции; использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов; обеспечение охраны труда и техники безопасности, а также удобств при эксплуатации и ремонте новых изделий. Исходным для проектирования новой продукции является проектное (техническое) задание, которое составляется заказчиком (предприятием) или по его поручению проектной организацией. В проектном задании указывается наименование продукции, ее назначение, область применения, технические и экономические показатели в процессе производства и эксплуатации. На уровне проектного задания должны быть определены принципиальные отличия новой конструкции или изделия от ранее выпускаемых, приведены перечень и обоснование необходимости оригинальных изделий, даны подробные расчеты эффективности нового изделия с учетом эффекта, рассчитанного как для потребителя, так и для производителя. На основании анализа проектного задания заказчика и сопоставления различных вариантов возможных решений изделий, сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных материалов составляется техническое предложение - совокупность конструкторских документов, содержащих технические и технико-экономические обоснования целесообразности дальнейшей разработки проекта. Техническое предложение после согласования и утверждения в установленном порядке является основанием для разработки эскизного (технического) проекта.
Эскизный проект - совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие назначение, основные параметры и габаритные размеры разрабатываемого изделия. При разработке эскизного проекта определяется принципиальная характеристика нового изделия, производится выбор наиболее эффективного решения, его технических, технологических, эксплуатационных параметров. Эскизный проект всегда составляется в нескольких вариантах для последующего выбора одного из них. Эскизный проект после согласования и утверждения в установленном порядке служит основанием для разработки технического проекта или рабочей конструкторской документации. Технический проект- совокупность конструкторских документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, и исходные данные для разработки рабочей документации. Технический проект позволяет осуществлять выбор материалов и полуфабрикатов, определять основные принципы изготовления продукции и проводить экономическое обоснование проекта. Технический проект после согласования и утверждения в установленном порядке служит основанием для разработки рабочей конструкторской документации. Ранее разработанные конструкторские документы обычно применяют при разработке новых или модернизации изготавливаемых изделий, что приводит к сокращению сроков проектирования. Заключительной стадией (этапом) конструкторской подготовки производства является разработка технической документации (чертежей, инструкций и т.д.), технических условий. Технические условия (ТУ) являются неотъемлемой частью комплекта технической документации на продукцию (изделие, материал, вещество и т.п.), на которую они распространяются. ТУ должны содержать все требования к продукции, ее изготовлению, контролю, приемке и поставке, которые целесообразно указывать в конструкторской или другой технической документации. При отсутствии конструкторской или другой технической документации на данную продукцию ТУ должны содержать полный комплекс требований к продукции, ее изготовлению, контролю, приемке и поставке. ТУ разрабатывают на одно изделие, материал, вещество, а также на несколько конкретных изделий, материалов, веществ (групповые технические условия). Состав ТУ и содержание разделов определяются в соответствии с особенностями продукции. После испытания и доводки опытной партии уточняется рабочий проект, который передается в законченном виде для технологической подготовки производства. На всех стадиях проектирования уточняются, конкретизируются и окончательно определяются все технические и экономические характеристики изделия, определяется целесообразность использования первоначально выбранного пути совершенствования продукции и принимается решение о ее выпуске. Установленный и рассмотренный выше порядок конструкторской подготовки изделия характерен в полной мере лишь для массового и крупносерийного производств, продукции сложного профиля (автомобили, станки, тракторы и т.п.). Для мелкосерийного и единичного производств, независимо от технической сложности изделия, количество стадий и объемы работ по каждому из них уменьшаются. В отраслях металлургической и химической промышленности, переработки сельскохозяйственного сырья, а также в добывающих отраслях проектирование изделий выполняется главным образом на стадии прикладных исследований, изысканий и разработок, а также технологической подготовки производства. Конструкторская подготовка производства осуществляется в соответствии с комплексом государственных стандартов, устанавливающих единые взаимосвязанные правила и положения ее проведения, оформления и обращения конструкторской документации,
разрабатываемой и применяемой промышленными, научно-исследовательскими, проектно-конструкторскими организациями и предприятиями, получившим, соответственно, название Единой системы конструкторской документации (ЕСКД). Применение ЕСКД позволяет создавать благоприятные ; условия для обеспечения научно-технической подготовки производства на высоком уровне, способном гарантировать конкурентоспособность выпускаемых изделий, сокращать время проектирования, обеспечивать необходимое единообразие этого |процесса на различных предприятиях в разных отраслях экономики.
Технические требования к прибору
1) Перемещение стрелки в пределах всей шкалы при повышении и понижении давления должно быть плавным, без скачков и заеданий, превышающих 0,5 допускаемой основной погрешности. 2) Смещение стрелки, вызванное легким однократным постукиванием пальцем по боковой поверхности прибора в направлении, параллельном плоскости шкалы, не должно превышать указанного значения с доверительной вероятностью 0,85. 3) У манометров, показания на верхнем пределе измерений с учётом температурной поправки должны соответствовать: (250 ± 2) условным единицам для приборов класса точности 0,4. 4) Наиболее и наименьшее числа делений шкалы, соответствующие двум любым равным соседним интервалам давления, не должны отличаться между собой более чем на 10 % от наибольшего числа делений (максимального интервала давления). При этом интервале не должно быть меньше 6 % верхнего предела измерений. 5) Размах показаний прибора при двух сериях наблюдений, определяемый при повышении и отдельно при понижении давления как разность между наибольшим и наименьшим показаниями из всех проведенных серий наблюдений, не должен превышать значений: 0,6 условной единицы – для приборов класса точности 0,4; Допускается превышение указанной величины на 0,1 условную единицу: в одной точке – при числе градуируемых точек до 9; в двух точках – при числе градуируемых точек свыше 9. 6) Температура окружающего воздуха в рабочих условиях должна быть (23±5) оС, а в предельных рабочих условиях от 5 до 40 оС. Допускается температура окружающего воздуха в рабочих условиях (20±5) оС. 7) В зависимости от верхнего предела измерений манометры должны выдерживать воздействие переменного давления, изменяющегося со скоростью не более 60 циклов в минуту в диапазоне от 20 до 90 % верхнего предела измерений, на значение не менее 50 % диапазона измерений при числе циклов, приведенном в табл. 1. 8) В зависимости от верхнего предела измерений манометры должны выдерживать перегрузку в течение 15 минут избыточным давлением, приведенным в табл. 1.
Таблица 1 | Верхний предел измерений, МПа (кгс/см2) | Перегрузка к верхнему пределу измерений, % | Число циклов переменного давления | | От 1 до 25 От 40 до 160 От 250 до 600 | 30 25 15 | 25000 15000 10000 |
9) Приборы должны быть герметичны под воздействием давления, соответствующего верхнему пределу измерений. 10) Приборы должны иметь корректор нуля. Корректор нуля должен обеспечивать перемещение стрелки в каждую сторону от нулевой отметки не менее, чем на : 4 условные единицы при выпуске из производства или ремонты; 2 условные единица в остальных случаях. Корректор нуля должен быть выполнен так, чтобы пользование им не выводило основную погрешность прибора за пределы допускаемой. 11) Все детали прибора должны быть выполнены из материалов коррозионностойких к воздействию измеряемой и окружающей среды при температурах, или защищены соответствующими покрытиями. 12) Приборы в транспортной таре должны выдерживать без повреждений испытания на транспортную тряску в течении 24 ч с ускорением 30 м/с2 при частоте ударов от 80 до 120 в минуту. 13) Приборы в транспортной таре должны выдерживать воздействие температуры окружающего воздуха от минус 50 до плюс 50 оС и относительной влажности воздуха до 80 % и воздействие относительной влажности до 95 % при 35 оС. 14) Отсчетное устройство должно соответствовать указанным требованиям: указывающий конец стрелки должен иметь форму, при которой значение паралкса при отсчёте не превышает 0,1 длины деления шкалы; указывающая часть стрелки должна перекрывать отметку шкалы от 0,3 до 0,7 мм длины; шкала прибора должна быть круговая с равномерно расположенными отметками. Числа отсчёта должны быть нанесены через каждые 10 делений. Шкала должна иметь 250 условных единиц на длине не менее 350 мм для приборов классов точности 0,4; стрелка при своем передвижении не должна касаться циферблата и стекла. Стекло (или другой прозрачный материал), предохраняющее отсчётное устройство, должно быть чистым без краски и дефектов, препятствующих отсчёту показаний. 15) Наружные детали не должны иметь загрязнений, следов коррозии, заусенцев. На внешних поверхностях наружных деталей допускаются следы коррозии, составляющие не более 1 % площади поверхности детали, если это не влияет на работоспособность и надежность прибора, не ухудшает его внешнего товарного вида. 16) Грани под ключ должны удовлетворять требованиям ГОСТ 6424-73. 17) Присоединительная резьба должна удовлетворять требованиям ГОСТ 1759.3-83 и ГОСТ 1759.2-82.
5 Характеристика покрытия прибора
Покрытия. В зависимости от назначения покрытия делятся на защитные, защитно-декоративные и специальные. Защитные покрытия предназначены для защиты металла деталей от коррозии в конкретных условиях эксплуатации. В качестве таких покрытий используются химические покрытия: оксидирование, пассивирование. Защитные покрытия предназначены для защиты металла деталей от коррозии в конкретных условиях эксплуатации. В качестве таких покрытий используются химические покрытия: оксидирование, пассивирование. Защитно-декоративные покрытия предназначены для защиты металла от коррозии и придания красивого внешнего вида деталям. В качестве таких покрытий применяются гальванические покрытия (никелирование, хромирование, серебрение, золочение, оксидирование), покрытие лаком и эмалями, вакуумное напыление и др. При выборе вида покрытия и его толщины учитываются назначение деталей, материал, условия эксплуатации, назначение покрытия, способ его нанесения, допустимость контактов сопряженных металлов, экономическая целесообразность. Лакокрасочные покрытия являются наиболее доступным и эффективным способом защиты изделий из твердого материала (металл, дерево, пластик и т.д.) от коррозии и разрушения. Лакокрасочные покрытия нашли широкое применение во всех отраслях из-за дешевизны, простоты нанесения и надежности. Для получения надежного и красивого покрытия применяют многослойное нанесение лакокрасочных материалов. Главными защитными свойствами эти покрытия обладают из-за образования сплошной плотной пленки, которая изолирует, покрываемый материал от окружающей среды, препятствуя проникновению к нему агрессивных агентов. В состав пленкообразующих веществ входят смолы, эфиры, целлюлозы и масла (канифоль, янтарь, битумы, глифтали, фторопласты и т.д.). Оптимальная толщина: Покрытий для грунтов - 10-40 мкм эмаль, краска - 10-30 мкм лак - 10-25 мкм Нанесение покрытий. Процесс нанесения лакокрасочного покрытия включает в себя грунтование, шпатлевание, шлифования шпатлевки, окрашивание, лакирование и отделку покрытия. Грунтование - является основой всякого покрытия, т.к. он должен обеспечить хорошую адгезию между металлом и грунтом, и грунтом и краской. Шпатлевание - производится по необходимости для выравнивания загрунтованного изделия. Он значительно улучшает внешний вид, но снижает механическую прочность. При эксплуатации в жестких условиях покрытие наносится без шпатлевки. Окрашивание - производится: - воздушным распылением. Недостатки: повышенный расход краски и образование вредного тумана. - распыление в электрическом статистическом поле. Недостатки: трудность окрашивания внутренних поверхностей деталей и имеющих сложный профиль; - окунанием. Недостатки: большие потери краски и неравномерность покрытия. Окрашивание прибора производить воздушным распылением. Использовать полиакриловую краску марки АС-, для корпусов приборов, детали из меди, алюминия, магния и их сплавов. Наносить по грунту. 6 Надежность, работоспособность, ремонтопригодность прибора.
Вероятность безотказной работы за 1000 ч должна быть не менее: 0,95 (наработка на отказ не менее 20000 ч) – по скрытым отказам; 0,97 (наработка на отказ не менее 30000 ч) – по явным отказам. Показатели безотказности нормируются для следующих условий: температура окружающего воздуха (25±10) оС; относительная влажность от 30 до 80 %; механические воздействия (вибрация и тряска) - (см.технические требования к прибору). Приборы являются восстанавливаемыми изделиями. Закон распределения вероятности безотказной работы – экспоненциальный. Полный средний срок службы приборов должен быть не менее 10 лет. Среднее время восстановления работоспособного состояния прибора – 40 мин.
7 Выбор способа изготовления детали Технико-экономическое обоснование выбора заготовки для обрабатываемой детали производят по нескольким направлениям: металлоемкости, трудоемкости и себестоимости, учитывая при этом конкретные производственные условия. Технико-экономическое обоснование ведется по двум или нескольким выбранным вариантам. При экономической оценке определяют металлоемкость, себестоимость или трудоемкость каждого выбранного варианта изготовления заготовки, а затем их сопоставляют. Технико-экономический расчет изготовления заготовки производят в следующем порядке: устанавливают метод получения заготовки согласно типу производства, конструкции детали, материалу и другим техническим требованиям на изготовление детали; назначают припуски на обрабатываемые поверхности детали согласно выбранному методу получения заготовки по нормативным таблицам или производят расчет аналитическим методом; определяют расчетные размеры на каждую поверхность заготовки; назначают предельные отклонения на размеры заготовки по нормативным таблицам в зависимости от метода получения заготовки; производят расчет массы заготовки на сопоставляемые варианты; определяют норму расхода материала с учетом неизбежных технологических потерь для каждого вида заготовки (некратность, на отрезание, угар, облой, и т.д.); определяют коэффициент использования материала по каждому из вариантов изготовления заготовок с технологическими потерями и без потерь; определяют себестоимость изготовления заготовки, выбранных вариантов для сопоставления и определения экономического эффекта получения заготовки; определяют годовую экономию материала от сопоставляемых вариантов получения заготовки; определяют годовую экономию от выбранного варианта заготовки в денежном выражении. Расчетные размеры для заготовки определяют по следующим
формулам: Dp=DHOM + 2z0; (7.1)
при односторонней обработке плоских поверхностей Hp=HHOM + z0, (7.2) где Dр – расчетный диаметр заготовки, мм; DHOM – номинальный диаметр обрабатываемой поверхности детали, мм; z0 – общий припуск на обработку на одну сторону, мм; Нр – расчетный размер плоской поверхности, мм; Нном – номинальный размер обрабатываемой плоской поверхности, мм.. Расчетные размеры на заготовку округляют до технологической возможности оборудования и экономической целесообразности принятой точности. Рекомендуется расчетные размеры заготовок округлять в сторону увеличения припусков в зависимости от степени точности и типа производства. Отклонения (допуски) на размеры заготовок назначают по таблицам в зависимости от метода получения заготовок (прокат, литье, штамповка и др.) Для изготовления деталей машин и механизмов современные машиностроительные предприятия используют заготовки, которые должны максимально приближаться по форме и размерам к окончательно обработанным деталям. Способы изготовления заготовок в виде штамповок, поковок, отливок, сварных конструкций выбираются в зависимости от физико-механических свойств, предъявляемых к деталям, и экономической эффективности производства. Благодаря высоким физико-механическим свойствам, дешевизне и быстроте получения деталей различной сложности в процессе литья следует выбрать именно этот способ получения заготовки. 8 Определение припусков на заготовку табличным методом
При проектировании технологических процессов механической обработки заготовки необходимо установить оптимальные припуски, которые обеспечивали бы заданную точность и качество обрабатываемых поверхностей. Назначение чрезмерно больших припусков приводит к непроизводственным потерям материала, превращаемого в стружку; к увеличению трудоемкости механической обработки; к увеличению расхода режущего инструмента и электроэнергии; к увеличению потребности в оборудовании и рабочей силе; к росту себестоимости детали. При этом затрудняется построение операций на настроенных станках, уменьшается точность обработки в связи с увеличением упругих отжатий в технологической системе и усложняется применение приспособлений. При табличном методе припуск устанавливается по стандартам и таблицам, которые составляются на основе обобщения и систематизации производственных данных. Припуски обычно определяются в зависимости от массы и габаритов детали, их конструктивных форм, заданных точности и параметра шероховатостей обрабатываемой поверхности. Существенным недостатком этого метода является то, что припуски назначаются независимо от технологического процесса обработки детали без учета конкретных условий его выполнения, и, как следствие, они завышены. Расчет начинают с последней операции обработки. По таблице соответствующих видов обработки устанавливаются размеры промежуточных припусков на каждую операцию и затем определяют промежуточный размер заготовки. Исходными данными для расчета припусков являются: принятый способ получения заготовки, принятый технологический процесс обработки, методы установки и закрепления заготовки на каждой операции, принятые приспособления и режущий инструмент для каждой операции. Наименьшие значения рекомендуемых припусков выбираются из справочников и ГОСТов, в частности ГОСТ 7550-74. Табличным методом определяются припуски, допуски и промежуточные размеры. Таблица 8.1 – Расчет припусков, допусков и промежуточных размеров табличным методом | Технол. операции | Наим. знач. припуска 2zmin, мм | Расчетный размер, мм | Допуск мм; квалитет | Предельные размеры, мм | Наиб. знач. припуска 2zmax, мм | | наиб. | наим. | | Наружная поверхность 16 h14(-0. 43) | | Размер заготовки | – | 21 | 0.9 h17 | 21,6 | 20,7 | – | | Точение черновое | 1.5 | 16 | 0.43 h14 | 16 | 16,57 | 2.64 |
9 Изготовление оригинальной детали
9.1 Выбор оборудования
Выбор стандартного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного выбора зависит производительность изготовления детали, экономическое использование производственных площадей, механизации и автоматизации ручного труда, электроэнергии и в итоге себестоимость изделия. В зависимости от объема выпуска изделий выбирают станки по степени специализации и высокой производительности, а также станки с программным управлением. При выборе оборудования необходимо руководствоваться следующими основными соображениями: станок должен обеспечить требуемые точность обработки; производительность станка должна соответствовать заданной производственной программе выпуска деталей; мощность и жесткость станка должны обеспечить обработку твердосплавным инструментом на оптимальных режимах резания; станок должен обеспечить удобство обработки; размеры рабочей зоны станка должны соответствовать размерам обрабатываемой детали. Из станков токарной группы используем универсальный станок 16К20П патронно-центровой предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилями за один или несколько проходов, а также для нарезания крепежных резьб.
Таблица 9.1 - Техническая характеристика станка 16К20 | Параметры | Размеры, мм | | Наибольший диаметр обрабатываемой заготовки: над станиной над суппортом |
400 400 | | Наибольший диаметр прутка | 50 | | Наибольшая длина обрабатываемой заготовки | 1400 | | Шаг нарезаемой резьбы: метрической дюймовой, число ниток на дюйм питчевой, питч |
0, 5-112 56-0,25 56-0,25 | | Частота вращения шпинделя, об/мин | 12.5-1600 | | Внутренний конус шпинделя | Морзе 6 |
Продолжение таблицы 9.1 | Параметры | Размеры, мм | | Подача суппорта, мм/об: продольная поперечная |
0,05-2,8 0.025-1.4 | | Сечение резца | 25х25 | | Мощность электродвигателя привода главного движения, кВт | 10 | | Габаритные размеры: длина ширина высота |
3760 1195 1470 | | Масса, кг | 3000 |
9.2 Анализ технологичности детали
Цель анализа – выявление недостатков конструкции по сведениям, содержащихся в чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции. Технологический анализ конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Поэтому технологический анализ один из важнейших этапов технологической обработки. Конструкцию машины или детали принято называть технологичной, если она позволяет в полной мере использовать для изготовления наиболее экономичный технологический процесс, обеспечивающий ее качество при надлежащем количественном выпуске. Являясь одним из свойств конструкции, технологичность дает возможность снизить трудоемкость изготовления изделия и его себестоимость. Опыт машиностроения показывает, что путем повышения технологичности конструкции машины можно получить дополнительно сокращение трудоемкости ее изготовления на 15—25% и снижения себестоимости на 5-6% Деталь «Переходник» изготавливается из латунного сплава Л63 механической обработкой. Это обеспечивает наибольшее приближение размеров заготовки к размерам детали. Размеры и поверхность заготовки детали имеют соответственно оптимальные степень точности и шероховатость. К технологичности можно отнести сквозное отверстие. Отверстия, диаметром большим 1,5 мм. Технологичность изготовления детали характеризуется высоким коэффициентом использования материала, равным 0,67. Вследствие высокой точности и низкой шероховатости некоторых поверхностей, необходима неоднократная их обработка. Также высока доля специального инструмента как режущего, так и измерительного.
9.3 Характеристика материала
Для проката применяют сложнолегированные медноцинковые сплавы; простые латуни используют сравнительно редко. Кремнистые латуни ЛК 80-ЗЛ и ЛКС 80-3-3, обладающие высокой жидкотекучестью, обрабатываемостью и хорошей свариваемостью, применяют для изготовления отливок, работающих под повышенным воздушным и гидравлическим давлением, для арматуры и деталей, работающих в агрессивных средах (серной кислоте, морской воде и др.). Эти латуни имеют недостаточную пластичность при высоких температурах, поэтому склонны к образованию трещин при затрудненной усадке. Латунь склонна к поглощению водорода и образованию газовой пористости. Алюминиевая латунь обладает коррозионной стойкостью в морской воде, поэтому она широко применяется в судостроении, а также в машиностроении при изготовлении тяжелонагруженных деталей. Марганцевую латунь применяют для изготовления жаростойких и коррозионностойких отливок. Легирование этой латуни оловом улучшает коррозионную стойкость в морской воде. Свинцовая латунь используется как антифрикционный материал; свинец улучшает обрабатываемость латуни резанием. Латуни обладают лучшими, чем бронзы, литейными свойствами; они мало подвержены газовой пористости, так как дегазируются парами цинка в процессе плавки. Для плавки медных сплавов используют отражательные, дуговые и индукционные печи, футерованные шамотом, динасом или кварцем. При плавке в дуговых печах необходимо учитывать возможность местных перегревов расплава, приводящих к загрязнению расплава окислами и потерям на испарение легколетучих компонентов. С этой точки зрения, такие печи малопригодны для плавки латуней и алюминиевых бронз. При плавке на воздухе медь интенсивно растворяет кислород. Последующее легирование алюминием, марганцем, оловом, цинком и другими компонентами, имеющими большие отрицательные значения изобарного потенциала образования окисла, по сравнению с Си2О сопровождается раскислением меди и образованием твердых, жидких или газообразных окислов этих элементов. Находясь в дисперсном состоянии, твердые окислы очень медленно выделяются из расплавов и в тех случаях, когда не применяется рафинирование, большая часть их попадает в отливку. Одновременно идет и насыщение водородом. Взаимодействие с газами протекает тем интенсивнее, чем выше температура перегрева расплава. Загрязнению твердыми окислами и насыщению водородом наиболее подвержены алюминиевые и кремниевые бронзы и латуни. Перегрев их выше 1100—1200° С недопустим. Для защиты от окисления при плавке медных сплавов применяют флюсы (буру, стекло, соду, фториды и др.) и древесный уголь. Чтобы предупредить образование твердых нерастворимых окислов, медь перед введением легирующих компонентов раскисляют. В качестве раскислителей используют 0,01—0,03% Р или реже — 0,01- 0,02% Li. Перед разливкой медные сплавы иногда рафинируют хлористым марганцем (0,03—0,1 %) или продувкой азота (0,25—0,5 м3 на 1 т расплава). Для нейтрализации вредного влияния примесей висмута, сурьмы, мышьяка и свинца медь и двойные латуни обрабатывают присадками кальция (до 0,2%), церия (до 0,3%) или циркония (0,4%). Измельчение зерна отливок из оловянных и алюминиевых бронз достигается введением ванадия, титана, бора или циркония (0,15-0,2%). Технология изготовления фасонных отливокво многом определяется величиной интервала кристаллизации сплавов и склонностью к окислению в процессе заполнения литейных форм. Для сплавов с узким интервалом кристаллизации (латунь Л68, высокопрочные латуни, алюминиевые бронзы) характерно образование сосредоточенных усадочных раковин и почти полное отсутствие пористости. Изготовление отливок из таких сплавов требует установки массивных прибылей в тепловых узлах. Сплавы с широким интервалом кристаллизации (оловянные бронзы, медноникелевые сплавы, кремнистые бронзы, латуни с низким содержанием цинка (20—30%) нейзильберы и др.) склонны к рассеянной усадочной пористости, компенсация которой в отливках с помощью прибылей малоэффективна. Отливки из сплавов с широким интервалом кристаллизации изготовляют с прибылями или без них. Для алюминиевых бронз и других сплавов с легкоокисляющимися компонентами применяют расширяющиеся литниковые системы, предназначенные для отделения окисных плен и обеспечения минимальной скорости течения металла. Как правило, используют расширяющиеся литниковые системы с нижним или сифонным подводом металла; предусматривают устройство центробежных шлаковиков, установку сеток и кусковых фильтров. Менее расширяющиеся и более простые литниковые системы применяют для оловянных бронз и латуней. Медные сплавы при медленном охлаждении (кроме сплавов Сu—Si, Бр. ОЦ, Бр. АН, кремнистой латуни) не склонны к образованию горячих трещин; при резком охлаждении более подвержены трещинообразованию сплавы с широким интервалом кристаллизации. По этой причине они почти не применяются для литья в кокиль и под давлением. Для создания направленной кристаллизации при литье в разовые формы широко используют холодильники. Разовые формы изготовляют из мелкозернистых смесей с высоким содержанием глины (до 12%). В смеси для заливки по-сырому вводят до 1,5—2% мазута. Пригар при литье по-сухому устраняют применением графитовых красок. Мелкие и сложные отливки из медных сплавов получают в оболочковых формах и литьем по выплавляемым моделям.
9.4 Расчёт массы детали
Для определения объема детали воспользуемся программой Solid Worcs. V = 5,64 (cм3) Массу детали вычислим по формуле (9.4.1) m=ρ•V (9.4) где m – масса детали гр; ρ – удельный вес гр/см3; V – объем детали см3. m=5,64•8,9=50,196 (гр)
9.5 Назначение режимов резания табличным методом на одну операцию
Нормативы содержат инструктивные указания по расчёту режимов резания и рекомендации по назначению подачи, выбору стойкостей, определению скоростей резания, осевых сил резания и потребной мощности. Рекомендуемые скорости резания ориентированы наработу с охлаждением при обработке деталей из стали и ковкого чугуна и без охлаждения при обработке деталей из серого чугуна. Общий порядок расчётов режимов резания на всех сверлильных станках принят единым и отличается для отдельных станков лишь в связи с их кинематическими
особенностями. Таблица 9.5 – Назначение режимов резания табличным методом на операцию сверления отверстия. | Расчёт длины рабочего хода Lp.x в мм | 60 | | Назначение подачи на оборот шпинделя станка so в мм/об | 0,08 | | Определение стойкости инструмента по нормативам Тр в минутах резания | 20 | | Определения скорости по нормативам в мм/мин | 20 | | Расчёт числа оборотов шпинделя станка, мм/об | 1590 | | Уточнение числа оборотов шпинделя по паспорту станка, мм/об | 1600 | | Уточнение скорости резания по принятому числу оборотов шпинделя, мм/мин | 20,096 | | Расчёт основного машинного времени обработки tm в мин | 0,46 |
9.6 Расчёт технической нормы времени на одну операцию
Техническая норма времени на обработку заготовки является одной из основных параметров для расчета стоимости изготавливаемой детали, числа производственного оборудования, заработной платы рабочих и планирования производства. Техническую норму времени определяют на основе технических возможностей технологической оснастки, режущего инструмента, станочного оборудования и правильной организации рабочего места. Внутреннюю резьбу часто нарезают метчиками. Метчики бывают ручные и машинные. Ручные метчики применяются обычно комплектом из двух или трех штук. Машинные метчики применяются для работы главным образом на сверлильных станках. Машинные метчики бывают цельные, прямые, с вставными ножами и гаечные. Для нарезания резьбы в отверстиях малых и средних диаметров применяют метчики цельные и гаечные, для нарезания в отверстиях больших диаметров (до 300 мм) — цельные метчики со вставными ножами или резьбонарезные головки с раздвижными плашками. Для нарезания гаек в специализированном производстве крепежных деталей или при изготовлении большого количества гаек в серийном производстве применяются специальные станки для нарезания гаек при помощи изогнутого метчика. Такой станок имеет подшипник, в котором закреплен пустотелый шпиндель с изогнутой трубкой; в этой трубке расположен изогнутый метчик. До начала работы трубка заполняется гайками. Гайки после нарезания резьбы перемещаются автоматически сквозь трубку и падают в ящик. Изогнутая форма метчика препятствует выпадению его из шпинделя. Наиболее производительным является нарезание гаек на гайконарезных автоматах и полуавтоматах с кривыми метчиками, закрепленными в специальном патроне, состоящем из двух половин. Метчик вместе с направляющей втулкой закладывается в одну половину патрона, после чего вторая половина скрепляется болтами с первой. От перемещения метчик удерживается гайками, находящимися на его хвосте. Гайки загружаются в бункер станка и под действием ползуна подаются к метчику. Такие автоматы изготовляются обычно двухшпиндельными. Если при нарезании резьбы сквозной проход метчика невозможен, необходимо вывинтить метчик по окончании нарезания; для этого у многих револьверных и сверлильных станков имеются реверсивные устройства. При отсутствии у станков реверсивного устройства применяются специальные реверсивные патроны, которые имеют зубчатую передачу, переключающуюся на обратный ход в конце нарезания отверстия. Для устранения поломок метчика при упоре его в дно глухого отверстия, а также при перегрузке, являющейся следствием твердости материала или отсутствия смазки и т. п., применяются специальные предохранительные патроны, позволяющие метчику останавливаться при вращающемся шпинделе, когда крутящий момент превысит величину, безопасную для прочности механизма. Основное время при нарезании резьбы метчиком в сквозном и глухом отверстии определяется по формуле(9.7.1):
То = (lо + lвр + lп) / sn + (lо + lвр + lп) / snо [мин], (9.6.1)
где lо — длина нарезаемой резьбы в мм; lвр — длина врезания метчика в мм; lвр = 1 – 3s;
lп — длина перебега метчика в мм (lп = 2 4-3 s при сквозном отверстии и lп = 0 при глухом отверстии); s — шаг нарезаемой резьбы в мм; п —число оборотов при рабочем ходе (при нарезании резьбы) в минуту; nо — число оборотов при обратном ходе (при вывинчивании метчика) в минуту. Для нарезания внутренней резьбы на револьверных станках и автоматах применяют резьбонарезные головки с раздвижными плоскими плашками; называемыми иногда самооткрывающимися метчиками. Как только нарезание резьбы окончено, режущие плашки автоматически сдвигаются, что позволяет вывести их из отверстия, в котором нарезалась резьба. Производим расчет механической нормы времени на одну операцию (нарезание резьбы) по справочной литературе. Тшт. = То. + Тто. + Топ., (9.6.2) где Т о. – основное (машинное) время, (мин); Т то. – время на обслуживание рабочего места, (мин); Т оп. – время на отдых и естественные надобности, (мин); То = (40 + 1,6 + 2,4) / 0,8*30 + (40 + 1,6 + 2,4) / 0,8*60=2,74 мин. Время на обслуживание рабочего места: Тто. = 2,5% Топер. (9.6.3) Тто.= 0,0252,74 = 0,0686 (мин) Время на отдых и естественные надобности: Топ. = 4% Топер. (9.6.4) Топ. = 0,04 2,74 = 0,3 (мин) Таким образом штучное время на выполнение операции 030: Тшт. = 2,74+0,06+0,3 = 3,1 (мин)
9.7 Техника безопасности при изготовлении детали
Требованиябезопасностипри работе на фрезерных станках. Перед установкой на станке обрабатываемые детали и приспособления, особенно соприкасающиеся их базовые и крепежные поверхности, должны быть очищены от стружки и масла. Обрабатываемую деталь необходимо устанавливать на станке правильно и надежно, чтобы во время хода станка были исключены возможности ее вылета или какие- либо другие нарушения технологического процесса. Деталь закрепляют в местах, находящихся как можно ближе к обрабатываемой поверхности. При креплении детали за необработанные поверхности следует применять тиски и приспособления с насечкой на прижимных губках. Пользоваться можно только исправной фрезой. Перед ее установкой следует проверить: надежность и прочность крепления зубьев или пластин из твердого сплава в корпусе фрезы; целостность и правильность заточки пластин твердого сплава, которые не должны иметь выкрошившихся мест, трещин, прижогов. При остановке хвостовика инструмента в отверстие шпинделя надо убедиться в том, что он садится плотно, без люфта. При обработке вязких деталей необходимо применять фрезы со стружколомами. Нельзя устанавливать фрезу с затупившимися кромками. В этом случае фрезу следует заменить. При установке и съеме фрез надо остерегаться ранений о режущие кромки. Выколачивая фрезу из шпинделя, нельзя поддерживать ее незащищенной рукой — для этого надо пользоваться эластичной прокладкой. Тяжелые фрезы (массой более 16 кг) следует устанавливать с помощью подъемных устройств (включая стол фрезерного станка). Установку и съем фрез массой менее 16 кг производят вручную в рукавицах. Набор фрез устанавливают на оправку так, чтобы зубья их были расположены в шахматном порядке. Зажим и отжим фрезы ключом на оправке путем включения электродвигателя запрещается. Не допускается после установки фрезы или оправки оставлять ключ на головке затяжного болта. Фрезы должны быть ограждены. В противном случае разрешается работа только в защитных очках. При скоростном фрезеровании, кроме ограждений, применяют приспособления для улавливания и отвода стружки (специальные стружкоотводчики, улавливающие и отводящие стружку в стружкосборник). Деталь к фрезе подают тогда, когда последняя получит рабочее вращение. Врезать фрезу в деталь следует постепенно, при этом механическую подачу нужно включать до соприкосновения детали с фрезой. При ручной подаче нельзя допускать резких увеличений скорости и глубины резания. При фрезеровании запрещается вводить руки в опасную зону. В процессе фрезерования нельзя допускать скопления стружки на фрезе и оправке. Удаляют стружку вблизи вращающейся фрезы только кисточками с ручкой длиной не менее. 250 мм. При смене обрабатываемой детали или ее измерении фрезу отводят на безопасное расстояние. Прежде чем вынуть деталь из тисков, патрона или прижимных планок, следует остановить станок, отвести режущий инструмент, чтобы не повредить руку о режущие кромки. Требования безопасности при работе на сверлильных станках. Прежде чем приступить к работе на станке, следует привести в порядок рабочую одежду: застегнуть и подвязать обшлага рукавов, надеть головной убор. Женщины должны убрать волосы под косынку, повязанную без свисающих концов. Запрещается работать в рукавицах и перчатках, а также с забинтованными пальцами без резиновых напальчников. При обработке хрупких материалов, дающих отлетающую стружку, а также при дроблении стальной стружки при обработке необходимо применять специальные очки или индивидуальные щитки для защиты лица. Перед началом работы нужно проверить исправность крепления груза на тросе противовеса, а на радиально-сверлильных станках — прочность крепления основания станка. Кроме того, щитки для защиты лица. Перед началом работы нужно проверить исправность крепления груза на тросе противовеса, а на радиально-сверлильных станках — прочность крепления основания станка. Кроме того, следует убедиться, что обрабатываемые детали, тиски и приспособления прочно и надежно закреплены на столе или фундаментной плите. Крепление их производят специальными крепежными деталями: болтами, соответствующими пазу стола, прижимными планками, упорами и т. п. Тиски должны быть исправными с несработанной насечкой губок. При работе нельзя применять патроны и приспособления с выступающими стопорными винтами и болтами. Выступающие части необходимо оградить. При сверлении отверстий в вязких металлах применяют спиральные сверла со стружкодробящими канавками. Установку деталей на станок и снятие их со станка производят при отведенном в исходное положение шпинделе с режущим инструментом, за исключением случая, когда станок оснащен специальным многоместным приспособлением, обеспечивающим загрузку детали вне рабочей зоны. При установке режущих инструментов следят за надежностью и прочностью их крепления и правильностью центровки. Установку инструментов проводят при полном останове станка. При смене инструментов шпиндель должен быть опущен. Смену инструмента на ходу станка разрешается производить только при наличии специального быстросменного патрона. При замене инструмента на многошпиндельных головках, где работа сопряжена с нахождением рук рабочего в зоне расположения головок, применяют специальные подставки, предупреждающие падение головки при обрыве груза. Нельзя пользоваться инструментом с изношенными конусными хвостовиками. При установке в шпиндель сверла или развертки с конусным хвостовиком следует остерегаться пореза рук о режущую кромку инструмента. При смене патрона или сверла пользуются деревянной выколоткой. Режущий инструмент подводят к обрабатываемой детали постепенно, плавно, без удара. При ручной подаче сверла и при сверлении напроход или мелкими сверлами не следует сильно нажимать на рычаг. При автоматической подаче нельзя допускать подач, превышающих указанные в паспорте нормы. В процессе работы нельзя наклоняться близко к шпинделю и режущему инструменту. Удерживать просверливаемую деталь руками запрещается. Мелкие детали, если отсутствуют подходящие крепежные приспособления, можно удерживать ручными тисками, клещами или плоскогубцами с параллельными губками только с разрешения мастера. Нельзя производить сверление тонких пластинок, голос или других подобных деталей без крепления в специальных приспособлениях. Если изделие проворачивается на столе вместе со сверлом, не следует пытаться придерживать его рукой. Нужно остановить станок, сделать необходимое исправление или взять соответствующее приспособление. При ослаблении крепления патрона сверла и детали надо немедленно остановить станок. Крепить деталь, приспособление или инструмент на ходу станка запрещается. При сверлении глубоких отверстий сверло из отверстия периодически выводят с целью удаления стружки. Удалять стружку с просверливаемой детали и стола следует только после остановки инструмента. В случае заедания инструмента, поломки хвостовика сверла, метчика и т. п. станок необходимо выключить. Перед остановом станка инструмент отводят от обрабатываемой детали. После выключения станка нельзя останавливать шпиндель и патрон нажимом руки и прикасаться рукой к сверлу. Защита от пыли и стружки. Наиболее распространенным травмирующим фактором на металлорежущих станках являются стружка и пыль обрабатываемого материала (последняя образуется при резании хрупких материалов). Для профилактики травматизма зону резания, токарных, фрезерных, протяжных, зубо-обрабатывающих, отрезных, шлифовальных станков необходимо ограждать. Ограждения защищают станочника при вылете или разрушений режущего инструмента, а также от СОЖ Наиболее эффективны конструкции защитных устройств., совмещенные с системами местной вытяжной вентиляции и обеспечивающие защиту как от стружки, так и от пыли. Учитывая, что особую опасность для порезов представляет ленточная стружка, практикуется изменение ее формы путем дробления или завивания в винтовую спираль. Это достигается приданием передней грани резца криволинейной формы, а также устройством на передней грани резца постоянных или регулируемых порогов. Стружка, скользящая по передней поверхности резца, попадая в канавку, как бы повторяет ее форму (обтекает профиль канавки) и отклоняемая канавкой, завивается в кольцо. Если кольцо не встречает какого-либо препятствия свободному движению, то стружка завивается в непрерывную спираль. При упоре завитка стружки в препятствие (деталь, резец и др.) она дробится на отдельные элементы. Принцип дробления и завивания ленточной стружки порогами аналогичен дроблению и завиванию ее канавками. В этом случае стружка, скользящая по передней грани резца, встречает препятствие (порог) и отклоняется им на обрабатываемую деталь или заднюю гранъ резца. Упираясь в новое препятствие, виток стружки отламывается. Если порог расположен на передней грани резца так, что образовавшийся виток стружки не встречает второго препятствия, то стружка сходит с резца в виде винтовой спирали. На металлорежущих станках применяют также устройства, с помощью которых стружка отводится от станка. Эффективность пылестружкоприемннков и пылеулавливающих устройств определяется массой и скоростью отвода воздуха, а также их конструкцией, которая должна исключать попадание пыли и стружки в рабочую зону. Указанные характеристики в зависимости от вида обрабатываемого материала стандартизованы ГОСТ 12.2.009-80. Требования безопасности при работе на металлообрабатывающих станках. Общие требования безопасности при обработке металлов резанием определены ГОСТ 12.3.025—80, в соответствии с которым установка обрабатываемых заготовок и снятие готовых деталей во время работы оборудования допускаются вне зоны обработки при применении специальных позиционных приспособлений (например, поворотных столов), обеспечивающих безопасность работающих. Для исключения соприкосновения рук станочников с движущимися приспособлениями и инструментом при установке заготовок и снятии деталей должны использоваться автоматические устройства (механические руки, револьверные приспособления, бункера и др.). При обработке заготовок, выходящих за пределы оборудования, должны быть установлены переносные ограждения и знаки безопасности по ГОСТ 12.4.026—76. Стружку от металлорежущих станков и с рабочих мест следует убирать механизированными средствами. Для контроля размеров обрабатываемых заготовок во время работы оборудования должны предусматриваться специальные приборы, позволяющие производить замеры автоматически, без снятия деталей. К выполнению технологических процессов обработки резанием допускаются лица соответствующей профессии, специальности и квалификации, прошедшие инструктаж и обучение. Обучение и инструктаж рабочих, инженерно-технических работников и служащих безопасности труда проводят в соответствии с ГОСТ 12.0.004—79. Лица, поступающие на работу, связанную с обработкой металлов и их сплавов с применением СОЖ, подлежат обязательному предварительному и периодическому медицинскому осмотру. Лица, имеющие предрасположенность к кожным заболеваниям, страдающие экземой или другими аллергическими заболеваниями. Требования к размещению производственного оборудования и организации рабочих мест. Размещение производственного оборудования, исходных материалов, заготовок, полуфабрикатов готовой продукции и отходов производства в производственных помещениях и на рабочих местах не должно представлять опасности для персонала. Размещение производственного оборудования и коммуникаций, которые являются источниками опасных и вредных производственных факторов, расстояние между единицами оборудования, а также между оборудованием и стенами производственных зданий, сооружений и помещений должны соответствовать действующим нормам технологического проектирования, строительным нормам и правилам. Эти требования приведены в соответствующих разделах стандартов на производственные процессы. При организации рабочих мест руководствуются следующими принципами, изложенными в ГОСТ 12.2.061—81. Конструкция рабочего места, его размеры и взаимное расположение его элементов (органов управления, средств отображения информации, кресел, вспомогательного оборудования и т. п.) должны соответствовать антропометрическим, физиологическим и психофизиологическим данным человека, а также характеру работы. Конструкция рабочего места должна обеспечивать удобную рабочую позу человека, что достигается регулированием положения кресла, высоты и угла наклона подставки для ног при ее применении или высоты и размеров рабочей поверхности (конкретные рекомендации даны в ГОСТ 12.2.032—78). Конструкция рабочего места должна обеспечивать выполнение трудовых операций в зонах моторного поля (оптимальной, легкой досягаемости и досягаемости) в зависимости от требуемой точности и частоты действий. Определение зоны моторного поля производится согласно требованиям ГОСТ 12.2.032—78 и ГОСТ 12.2.033—78. Организация рабочего места должна обеспечивать устойчивое положение и свободу движений работающего, безопасность выполнения трудовых операций, исключать или допускать в редких случаях кратковременную работу в неудобных позах (характеризующуюся, например, необходимостью сильно наклоняться вперед или в стороны, приседать, работать с вытянутыми или высоко поднятыми руками и т. п.), вызывающих повышенную утомляемость. Общие принципы размещения технологической и организационной оснастки на рабочем месте можно сформулировать следующим образом: на рабочем месте не должно быть ничего лишнего; все необходимое для работы должно находиться в непосредственной близости от работающего, но не мешать ему; оснастка должна быть размещена так, чтобы не приходилось принимать неудобные позы, постоянно наклоняться; те предметы, которыми пользуются чаще, располагают ближе тех предметов, которыми пользуются реже; те предметы, которые берут левой рукой, должны находиться слева, а те предметы, которые берут правой рукой, должны находиться справа; если используют обе руки, место расположения оснастки выбирают с учетом удобства захвата ее двумя руками; более опасная, с точки зрения возможности травмирования работающего, оснастка должна располагаться выше менее опасной оснастки; однако при этом следует учитывать, что тяжелые предметы при работе удобнее и легче опускать, чем поднимать; рабочее место не должно загромождаться заготовками и готовыми деталями, организационной оснасткой. Организация рабочего места должна обеспечивать необходимый обзор
наблюдения. Средства отображения информации должны быть размещены в зонах информационного поля рабочего места с учетом частоты и значимости поступающей информации, типа средств отображения информации, точности и скорости слежения и считывания. Требования безопасности к производственным помещениям. Эти требования включают требования, предъявляемые к объему помещения и площади, приходящейся на одного работающего, а также к условиям труда. Воздух рабочей зоны, шум, вибрация, производственные излучения в помещениях цехов и участков должны соответствовать требованиям стандартов ССБТ, а освещение — строительным нормам и правилам.
10 Выбор и описание режущего инструмента
Одновременно с выбором станка и приспособления для каждой операции выбирается необходимый режущий инструмент, обеспечивающий достижение наибольшей производительности, требуемых точности и шероховатости поверхности. Тип и размеры режущего инструмента для выполнения заданной операции зависят от способа обработки материала, размеров обрабатываемых поверхностей и от требований, предъявляемых к точности и шероховатости обрабатываемой поверхности, а также от вида производства и оборудования. Выбор материала режущей части имеет большое значение для повышения производительности и уменьшения себестоимости обработки. Быстрорежущие стали Р8, Р9, Р18 наиболее широко применяют при изготовлении осевого инструмента: сверла, зенковки, сложного профильного инструмента. Сплавы на основе WC-TiC-Co предназначены главным образом для оснащения инструментов при обработке резанием сталей дающих сливную стружку. По сравнению со сплавами на основе WC-Co они обладают большей стойкостью к окислению, твердостью и жаропрочностью и в то же время меньшими теплопроводностью и электропроводностью, а также модулем упругости. В соответствии с теплопроводностью сплавов WC-TiC-Co изменяются режущие свойства. При увеличении содержания кобальта снижается износоустойчивость сплавов при резании, а при увеличении содержания карбида титана (при постоянном объемном содержании кобальта) повышается износостойкость, но одновременно снижается эксплуатационная прочность. Для получения сравнительно высокого временм стойкости инструмента в проектируемом технологическом процессе применяем для черновой и получистовой обработки сплав ВК8. Эти материалы способны длительное время сохранять свои размеры при высоких скоростях резания и имеют большую стойкость. Выбираем режущий инструмент по соответствующим стандартам и в зависимости от метода обработки детали: Сверло центровочное Ш1 ГОСТ 14952-75 Сверло спиральное Ш 2.8 ГОСТ 10902-77; Развертка Ш3; Сверло спиральное Ш 1,4 ГОСТ 10902-77. Заключение
Совокупность методов и приемов изготовления машин, выработанных в течение длительного времени и используемых в определенной области производства, составляет технологию этой области. Процесс механической обработки связан с эксплуатацией сложного оборудования – металлорежущих станков: трудоемкость и себестоимость механической обработки больше, чем на других этапах процесса изготовления машин. Развитие технологии механической и сборки, ее направленность обуславливается стоящими перед машиностроительной промышленностью задачами совершенствования техпроцессов, изучение новых методов производства, дальнейшего развития и внедрения комплексной механизации и автоматизации производственных процессов на базе достижения науки и техники, обеспечивающих наиболее высокую производительность труда. Машиностроение – одна из основных отраслей промышленности, способствующая быстрому развитию прогресса производства, обеспечению ее современными средствами автоматизации и системами управления. Рациональный выбор заготовок, назначение оптимальных режимов обработки, использование высоко производительных станков, средств механизации и автоматизации производственных процессов, прогрессивных конструкций оснастки и инструментов во многом способствуют успешному решению задач – обеспечению высокой производительности при высоком качестве продукции.
Список литературы
Анурьев В.И. Справочник конструктора – машиностроителя. В 3-х т. Т.1. – 5-е изд. перераб. и доп. – М.: Машиностроение, 1979. 728 с. Добрыднев И. С. Курсовое проектирование по технологии машиностроения: Учебное пособие для техникумов. – М.: Машиностроение, 1985 184 с. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. – М.: Экономика, 1990. 473 с. Режущий инструмент: Альбом/Под. ред. В.А. Гречишникова, Ч.1. – М.: Машиностроение, 1996. 348 с. Справочник технолога машиностроителя. В 2-х т./Под ред. канд. техн. наук А. Г. Косилова и Р.К. Мещерикова. – 3-е изд., переработанное. Т.1. – М.: Машиностроение, 2003. 912 с. Справочник технолога машиностроителя. В 2-х т./Под ред. канд. техн. наук А. Г. Косилова и Р.К. Мещерикова. – 4-е изд., переработанное. Т.2. – М.: Машиностроение, 2003. 944 с Обработка металлов резанием. Справочник технолога/Под ред. канд. техн. наук А. А. Панова – М.: машиностроение, 1988. 738 с. Справочник нормировщика машиностроителя. В 4-х т./Под ред. Е. И. Стружестраха – Т.1 – М.: Государственной издательство, 1961. 890 с.
Федеральное агентство по образованию Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Национальный исследовательский ядерный университет «МИФИ» Трёхгорный технологический институт – филиал НИЯУ МИФИ
Кафедра «Приборостроение» Курс «Конструирование измерительных приборов»
«УТВЕРЖДАЮ»
Зав. кафедрой______________ В.Ф.Пепеляев ______________
ТЕХНИЧЕСКОЕ ЗАДАНИЕ студента группы 5ПР-56 Проскурякова А.В.
Тема проекта: «Разработка основного конструкторского и эксплуатационного комплекта документации на измерительный прибор манометр»
1. Разработка пояснительной записки (ПЗ): 1.1 Разработка титульного листа 1.2 Аннотация 1.3 Содержание 1.4 Введение 1.5 Цель выполнения 1.6 Назначение и применение разработки 1.7 Функции и принцип работы прибора 1.8 Метрологические характеристики 1.9 Требования стойкости к внешним воздействиям 1.10 Требования надежности 1.11 Требования эргономики и технической эстетики 1.12 Требования к эксплуатации, хранению, удобству технического обслуживания и ремонта
1.13 Требования безопасности 1.14 Требования стандартизации и унификации 1.15 Требования технологичности 1.16 Требования транспортабельности 1.17 Конструктивные требования 1.18 Технико-экономические требования 1.19 Требования к сырью, материалам и комплектующим изделиям 1.20 Требования к консервации, упаковке и маркировке 1.21 Оптимизация изделия 1.22 Инженерный анализ 1.23 Теория конструирования: принципы, методы 1.24 Конструкторская подготовка производства 1.25 Заключение 1.26 Список используемой литературы 2. Разработка технического задания: 2.1 Разработка 2.2 Утверждение 3. Разработка спецификации на состав измерительного устройства 4. Разработка сборочного чертежа конструкции изделия (А1) 5. Разработка чертежа общего вида изделия (А1) 6. Разработка чертежей типовых деталей – 2 чертежа ( в сумме А1) 7. Разработка схемы изделия кинематической структурной (А2) 8. Разработка плаката на одном листе формата (А2) 9. Разработка инструкции по монтажу, пуску, регулированию и обкатке изделия (ИМ) 10. Разработка паспорта (ПС) 11. Разработка ведомости эксплуатационных документов (ВЭ)
Дата выполнения проекта «8» декабря 2010 г. 2001.10.803.00.00 ТЗ Лит. Лист Листов Изм. Лист № документа Подпись Дата к Разработал Проскуряков
Манометр
Техническое задание ТТИ НИЯУ МИФИ
гр. 5ПР-56 Воробьев
Полуэктова
Проверил
Н.контр.

Манометр
МТ
ПАСПОРТ
1901.08.588.00.00 ПС
НАЗНАЧЕНИЕ
Манометр деформационный с условной шкалой с одновитковой трубчатой пружиной типа МТ применяемый для измерения в лабораторных и производственных условиях избыточного давления жидкости и газа.
Технические характеристики
Верхний предел измерения указан на шкале и соответствует 160 кгс/см2. Класс точности прибора 4. Шкала прибора круговая. Предел допускаемой основной погрешности составляет ±1 условную единицу при температуре окружающего воздуха (23±5)°С. В показания прибора необходимо внести температурную поправку, если температура окружающего воздуха отличается от 23°С. Температурную поправку вычисляют по формуле (1).
 где Р – измеряемое давление, кгс/см2; Рмах – верхний предел измерений, кгс/см2; t – температура окружающего воздуха, °С; Х – температурный коэффициент модуля упругости, равный: 3 · 10-4 1/°С. Вариация показаний не превышает 1 условную единицу. Климатическое исполнение УХЛ, категория размещения 4.2 по ГОСТ 15150 – 69, но для работы при температуре окружающего воздуха от 5 до 40°С при относительной влажности не более 80%. 2.7. При температуре, выходящей за пределы (23±5)°С, но находящийся в пределах, указанных в п. 2.6, погрешность показаний с учетом температурной поправки не превышает:
 где К – абсолютное значение предела основной допускаемой погрешности показаний прибора, условные единицы; Δ – температурная поправка, условные единицы. 2.8 Прибор является восстанавливаемым изделием, закон распределения вероятности безотказной работы – экспоненциальный. 2.9. Показатели надежности для прибора. Вероятность безотказной работы за 1000 h не менее: по скрытым отказам: Рс (t) =0,95 (наработка на отказ не менее 20000 h); по явным отказам Ря (t) =0,97 (наработка на отказ не менее 30000 h). Полный средний срок службы приборов до списания – 10 лет. Габаритные размеры прибора 60Ч84Ч36 mm, присоединительная резьба М12Ч1,5 – 6g. Масса прибора не более 0,25 kg.
КОМПЛЕКТНОСТЬ
Комплектность указана в табл.1. Таблица 1 | Наименование | Количество | | Прибор | 1 шт. | | Паспорт | 1.шт |
ПРИНЦИП РАБОТЫ И УСТРОЙСТВО
Действие прибора основано на использовании зависимости между измеряемым давлением и упругой деформацией одновитковой тонкостенной трубки вытянутого поперечного сечения (пружина Бурдона). При подаче давления во внутреннюю полость поперечное сечение трубки деформируется, при этом продольное волокно трубки переходит на дугу большего радиуса (пружина разгибается). Перемещение свободного конца трубчатой пружины передаточным механизмом преобразуется в угловое перемещение показывающей стрелки.
УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
К обслуживанию должны допускаться лица, обученные и аттестованные для эксплуатации приборов давления. Манометр следует монтировать так, чтобы они были обращены тыльной стороной к глухой стене; подходить к манометру с тыльной стороны во время работы воспрещается. В линии, подводящей давление к прибору, должны устанавливаться: предохранительный клапан – для предохранения прибора от перегрузки, вентиль – для возможности демонтажа. При демонтаже манометра необходимо следить, чтобы давление в системе было равно атмосферному.
6. ПОДГОТОВКА ПРИБОРА К РАБОТЕ, ПОРЯДОК РАБОТЫ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Точность и надежность работы прибора могут быть обеспечены только при правильном его монтаже и эксплуатации в соответствии с требованиями настоящего паспорта. В рабочем положении прибор установите так , чтобы ось симметрии, проходящая через его штуцер, была вертикальна, с отклонением не более 5° в любую сторону. Присоединение прибора к месту отбора давления осуществляется ввертыванием штуцера с наружной резьбой М12Ч1,5 – 6g в гнездо установки с помощью гаечного ключа 12. При отсутствии давления и в вертикальном положении прибора стрелка должна устанавливаться на нулевую отметку шкалы. При поверке рабочих приборов при помощи образцового прибора температура окружающего воздуха должна находится в пределах, определяемой технической документацией на поверяемый прибор. При измерении давления учитывайте температурную поправку. При установке по образцовому прибору заданного давления или отсчете по нему показаний следует слегка постучать один раз согнутым пальцем по боковой поверхности прибора в направлении, параллельном плоскости шкалы. Для устранения параллакса при отсчете показаний направление зрения должно проходить так, чтобы конец стрелки был виден как одна тонкая прямая линия. При эксплуатации прибора необходимо соблюдать следующие условия: скорость изменения измеряемого давления – не более 5% верхнего предела измерений в 1 с; измеряемая и окружающая среды недолжны быть агрессивны по отношению к медным сплавам. температура окружающего воздуха в рабочих условиях должна быть (23±5)°С, а в предельных рабочих условиях от 5 до 40° С; относительная влажность воздуха – не более 80%; вибрация или тряска должны отсутствовать; изменение давления должно быть плавным. Рабочий предел измерений равен верхнему пределу измерений. По окончанию работы с прибором давление должно быть доведено до нуля.
ПОВЕРКА И ГРАДУИРОВАНИЕ
Приборы должны подвергаться периодической поверки органами метрологической службы в соответствии с МИ 2145-91. Первоначальный межповерочный интервал приборов не реже одного раза в года. В случае ответственных измерений или интенсивной эксплуатации прибор рекомендуется проверять перед каждой серией измерений. В случае, если при поверки обнаружится несоответствие показаний прибора значениями, записанными в паспорте, приборы должны подвергаться переградуированию в соответствии с МИ 2145-91.
ПРАВИЛА ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ
Приборы без потребительской тары должны хранится в сухом закрытом помещении с относительной влажностью не более 80% и температурой окружающего воздуха (23±5)°С. Воздух в помещении не должен содержать примесей агрессивных паров и газов. Условия хранения приборов в транспортной таре – 2 ГОСТ 15150-69. Переносить или перевозить прибор с места на место следует в упаковке, обеспечивающей его сохранность при транспортировки. Приборы могут транспортироваться любым видом транспорта. При транспортировки на самолетах приборы должны находится в закрытых герметизированных отсеках. 7.6 Условия транспортировки – по условия хранения 5 ГОСТ 15150-69.
| Обозначение документа | Наименование документа | Количество экземпляров, шт. | Место нахождения |
|
|
|
|
| Документация |
|
|
|
|
|
| | 1901.08.588.00.00 ВЭ | Ведомость | 1 |
|
| эксплуатационных |
|
|
| документов |
|
|
|
|
|
| | 1901.08.588.00.00 ПС | Паспорт | 1 |
|
|
|
|
| | 1901.08.588.00.00 ИМ | Инструкция по монтажу, | 1 |
|
| пуску, регулированию и |
|
|
| обкатке изделия |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1901.08.588.00.00 ВЭ |
|
|
|
|
| | Изм | Лист | № докум. | Подп | Дата | | Разработал | Исмагилов |
|
| Манометр МП3-У Ведомость эксплуатационных документов | Лит. | Лист | Листов | | Проверил | Воробьев |
|
| К |
| 1 |
|
|
|
| ТТИ МИФИ гр.5ПР-54 | | Н. Контр. | Полуэктова |
|
| | Утв. |
|
|
|
Копировал Формат А4 |
