Диплом на тему:
Вибір та обґрунтування технології виробництва керамічних плиток для підлоги
ВСТУП
1. ЗАГАЛЬНА ЧАСТИНА
1.1 Вибір та обґрунтування місця будівництва заводу
1.2 Асортимент продукції, призначення та умови служби. Вимогистандартів
1.3 Характеристика сировинних матеріалів, вимоги стандартів
1.4 Розрахунок хімічного складу кераміки
2. ТЕХНОЛОГІЧНА ЧАСТИНА
2.1 Вибір та обґрунтування способу виробництва і технологічної схеми
2.2 Технологічна схема виробництва
2.3 Опис технологічного процесу
2.3.1 Транспортування і зберігання сировинних матеріалів, щопотрапляють на склад
2.3.2 Попередня підготовка матеріалів
2.3.3 Приготування розчину електролітів і рідкого скла
2.3.4 Приготування шлікера
2.3.5 Приготування преспорошку
2.3.6 Пресування плиток
2.3.7 Сушіння плиток
2.3.8 Випал плиток
2.3.9 Сортування й упакування плиток
2.4 Матеріальний баланс виробництва
2.5 Підбір та розрахунок кількості основного технологічного обладнання
2.5.1 Розрахунок площі складських приміщень
2.5.2 Мостові грейферні крани
2.5.3 Бункери для зберігання матеріалів
2.5.4 Стругач
2.5.5 Кульові млини періодичної дії
2.5.6 Пропелерні мішалки
2.5.7 Баштові розпилюючи сушарки
2.5.8 Силос преспорошку
2.5.9 Гідравлічний прес
2.5.10 Потоково-конвеєрна лінія
2.5.11 Розрахунок складу готової продукції
2.6 Контроль виробництва та якості готової продукції
3. СПЕЦІАЛЬНА ЧАСТИНА
3.1 Теоретичні основи процесу випалу плиток для підлоги
3.2 Опис конструкції і принципу роботи конвеєрної печі
3.3 Конструктивний розрахунок печі
3.4 Тепловий розрахунок печі
3.4.1 Розрахунок горіння палива
3.4.2 Розрахунок втрат теплоти крізь огородження
3.4.3 Розрахунок втрат теплоти через отвори у роликах
3.4.4 Тепловий баланс зони підігріву та випалу
3.4.4.1 Прибуток теплоти
3.4.4.2 Видаток теплоти
3.4.5 Тепловий баланс зони охолодження
3.4.5.1 Прибуток теплоти
3.4.5.2 Витрати теплоти
3.5 Аеродинамічний розрахунок
3.5.1 Розрахунок розмірів димоходу
3.5.2 Розрахунок втрат напору
4. АВТОМАТИЗАЦІЯ УПРАВЛІННЯ ПРОЦЕСОМ ВИПАЛУ ПЛИТОК ДЛЯ ПІДЛОГИ
4.1 Аналіз об'єкту керування
4.1.1 Короткий опис об'єкту керування
4.1.2 Аналіз технологічних величин
4.1.3 Задачі контролю та керування технологічним процесом
4.2 Розробка систем керування технологічним процесом
4.2.1 Призначення, цілі та функції системи керування
Реклама

4.2.2 Вибір датчиків інформації
4.2.3 Вибір виконуючих пристроїв
4.2.4 Вибір допоміжної апаратури
4.2.5 Опис функціональної схеми керування
5. ОХОРОНА ПРАЦІ
5.1 Характеристика об'єкта, що проектується, та місця його проектування
5.2 Характеристика негативних факторів проектованого об'єкта
5.3 Заходи зі створення безпечних та здорових умов праці, передбачених проектом
5.3.1 Вимоги до трубопроводів та комунікацій
5.3.2 Захист від шкідливої дії шуму, вібрації
5.3.3 Класифікація приміщень за ступенем електронебезпеки
5.3.4 Електробезпека. Заземлення електрообладнання
5.3.5 Боротьба зі статичною електрикою
5.3.6 Освітлення виробничих приміщень
5.3.7 Вентиляція
5.3.8 Безпека внутрішньозаводського і цехового транспорту
5.3.9 Опалення, водопостачання і каналізація
5.3.10 Засоби індивідуального захисту, спецодяг
5.4 Характеристика об'єкта, що проектується, за пожежо- і вибухонебезпекою
5.5 Протипожежні заходи
5.6 Засоби гасіння пожеж
6. ОРГАНІЗАЦІЙНО-ЕКОНОМІЧНА ЧАСТИНА
6.1 Розрахунок виробничої потужності цеху
6.2 Розрахунок капітальних витрат і амортизаційних відрахувань
6.3 Розрахунок показників по праці і заробітній платні
6.4 Розрахунок собівартості продукції
6.5 Основні техніко-економічні показники
ВИСНОВКИ
ЛІТЕРАТУРА
ВСТУП
В радянському союзі Україна була одним із центрів виробництва керамічної плитки. Сумарно тут випускалося в рік приблизно 30 млн. м² керамічних плиток, у тому числі 11 млн. м² - для внутрішніх робіт, 10 млн. м² - для підлоги і 9 млн. м² - фасадної плитки (для облицювання зовнішніх стін). Головних виробників з виробництва плитки було три: Харківський, Слов'янський і Львівський керамічні заводи (зараз входять у корпорацію "Укрбудматеріали"). На них вироблялося у загальній чисельності близько 10 млн. м² облицювальної плитки і 12 млн. м² плитки для підлоги (метлахської) на рік. До 60% виробленого вивозилося у Росію і інші союзні республіки.
Зараз масштаби виробництва на цих заводах знизилися: Львів випускає близько 1 млн. м² плитки в рік, Харків приблизно 6-6,5 млн. м², Слов'янський комбінат знаходиться у стадії реконструювання і виробництво плитки тут майже простоює. Є у країні і невеликі плиткові підприємства: АО "Інкерстром" (м. Севастопіль), регіональне гозрахункове ПО "Луганскбудматеріали", ОАО"Черкасбудматеріали" і інші.
Причин зниження загальноукраїнського випуску плитки декілька, і всі вони достатньо стандартні. Це зменшення об'ємів будівництва: у 1990 році було побудовано 17,4 млн. м² житла, у 1999 році - 5936,3 тис м². В 2000 році відбувся невеликий ріст будівництва - побудовано 6526,8 тис м². Зменшилося і промислове будівництво.
Реклама

Крім цього, за десять минулих років змінилася мода: раніше стелі зовні облицювалися плиткою, а тепер - фарбують. Вважається, що це дешевше. Крім того, у Київі і в інших містах, практикується зведення будівель з зовнішніми стінами із лицьової цегли. Тому спрос на "зовнішну" плитку впав дуже сильно. Потреби у ній зводяться головним чином до ремонту раніше побудованих будівель.
Зараз Україна споживає близько 7 млн. м² керамічної плитки на рік. Майже 30% внутрішньо українського ринку покриває постачання із-за кордону. Плитку завозять з Італії, Іспанії, Турції, Словакії, Польші і ще ряду країн.
Місцеві виробники намагаються відвоювати втрачені позиції, змінюючи асортимент. Якщо раніше облицювальна плитка для внутрішніх робіт випускалася тільки розміром 150×150 мм, то зараз українські виробники перейшли до випуску виробів розміром 150×200 мм, 200×250 мм, 250×300 мм. Та ж картина з плиткою для підлоги: від розмірів 150×150 мм, 200×200 мм перейшли до стандарту 300×300 мм.
Намагаються також змінювати устаткування. Харківський плитковий завод придбав фотолабораторію для виготовлення малюнків на плитку. Взамін застарілих пресів з зусиллям до 250 т виробництва НДР завод встановив чотири нових вітчизняних пресів, розроблених АО"Дніпропрес" зусиллям 500 т, а також монтуються два з зусиллям 1000 т. Но зміни, що відбиваються не призвели поки що до суттєвого росту виробництва.
Основними видами товару на який буде попит стануть плитка облицювальна для внутрішніх робіт, а також безпорувата плитка для покриття підлоги (на неї в усьому світі тепер мода). В Іспанії 72% усієї плитки, що випускається складає плитка для підлоги.
В Україні ж виробництво такого "безпоруватого підлогового товару" знаходиться на початковому рівні: Слов'янський і Львівські заводи виробляють майже по 0,5 млн. м² в рік, Харківський - стільки ж , Але за рахунок випуску ще однієї додаткової лінії планує вийти на більшій об'єм.
Поки ж основним козирем українських виробників є ціна. У київських продавців українська облицювальна плитка 200×250 мм може коштувати 17-22 грн за 1 м², російська і білоруська того ж розміру - приблизно 33 грн, іспанська 35-60 грн.
1. ЗАГАЛЬНА ЧАСТИНА
1.1 Вибір та обґрунтування місця будівництва заводу
В південній частині України, як і в інших областях України, спостерігається значне розширення будівництва, як житла, так і торгово-адміністративних будівель. Збільшенню темпів будівництва і його здешевлюванню може сприяти організація випуску місцевих керамічних матеріалів, у тому числі плитки для підлоги.
Планується звести завод з виробництва плитки для підлоги в місті Миколаєві. Вибір цього міста будівництва базується також й на прив'язаності до сировинної бази. Основними сировинними матеріалами для виробництва плиток планується використовувати вогнетривку глину, маріуполіт і червоний шлам відходи МГЗ. Глину планується завозити з містечка Пологи (Запорізька обл.), маріуполіт - з міста Маріуполя (Донецька обл.), червоний шлам - з міста Миколаєва. Сировину планується доставляти залізничним транспортом, як найбільш дешевим видом транспорту, а готову продукцію - автомобільним і залізничним транспортом.
Миколаїв - це місто з добре розвинутою системою комунікацій і електропередач (Миколаївська ТЕЦ), що дає можливість користуватись пільговими тарифами на електроенергію.
Виробництво керамічних плиток - енергозатратнє, тому значною підставою для будівництва заводу у даній місцевості є наявність газопроводу. Виробництво планується здійснювати на природному газі, як найбільш дешевому паливі. Водопостачання і каналізаційна системи заводу будуть під'єднанні до місцевої системи водопостачання і каналізації.
Миколаїв - це місто з населенням у декілька сотень тисяч людей, будівництво заводу надасть населенню робочі місця і тим самим вирішить проблему безробіття у місті. Кадрами підприємство буде забезпечуватися за рахунок випускників Вузів, технікумів міст Миколаєва, Одеси та Херсону, робітниками та допоміжним персоналом через систему ВТУ та бюро працевлаштування. Для перевезення персоналу буде використовуватися міський транспорт.
Планується звести завод об'ємом випуску продукції 800 тис м²/рік.
Готову продукцію після закінчення будівних робіт можливо реалізовувати як в Миколаївський області, так і в інших областях України, що дасть можливість не тільки окупити будівництво заводу, але й буде приносити прибуток.
1.2Асортимент продукції, призначення та умови служби.Вимоги стандартів
Керамічні плитки для підлоги повинні мати велику щільність, мати великий опір до стирання і достатньо високу механічну міцність. Завдяки цим властивостям керамічні плитки широко застосовують у приміщеннях з підвищеною вологістю, а також у певних виробничих приміщенням, лабораторіях, підприємствах суспільного харчування.
Можливість надання плиткам різних кольорів дозволяє використовувати їх для декоративного оформлення архітектурних елементів приміщень. Внаслідок високої кислотостійкості такі керамічні плитки можливо застосовувати для настилу підлоги в хімічних цехах [1,2].
В даному проекті планується організувати виробництво неглазурованої плитки для підлоги розміром 400×400×10 мм, яка має високий попит у будівництві і населення.
Керамічні плитки для підлоги відрізняються довговічністю і високими санітарно-гігієнічними якостями. І у зв'язку з цим до зовнішнього виду, форм і точності розмірів, а також фізико-керамічних властивостей плиток для підлоги пред'являють вимоги стандарту ДСТУ БВ.2.7-117-2002 [3]:
1 Не допустимі тріщини плиток.
2 Кольорові відтінки і плями видимі на відстані 1,7 м від плиток не допускаються.
3 Викривлення одного кута плитки по відношенню до інших допускається не більше 1,5 мм.
4 Розшарування плиток і пухирців на лицьовій поверхні не допускаються.
5 Черепок плиток у зламі повинний бути спечений.
6 Водопоглинення плиток не повинно перевищувати 3,5 %.
7 Плитки повинні бути дуже міцними на стирання й удар. На стирання допускається максимальна втрата 0,18 г/см² поверхні тертя.
Опір удару плитки повинні витримувати згідно стандарту ДСТУ БВ.2.7-117-2002 при товщині плитки 10 мм не менше 5 ударів при падінні кулі.
8 Кислотостійкість черепка плитки, що має водопоглинання менше 3,5 %, звичайно знаходиться у межах 97- 98 %.
9 Межа міцності при вигині не менше 25 МПа.
10 Морозостійкість неглазурованих плиток не менше 25 циклів.
1.3Характеристика сировинних матеріалів, вимоги стандартів
У даному проекті планується використовувати наступні сировинні матеріали: глину положську (м. Пологи, Запорізька обл.), маріуполіт (м. Маріу-поль, Донецька обл.), червоний шлам відходи виробництва Миколаївського глиноземного заводу (м. Миколаїв). В якості реологічних додатків будуть використовуватися сода кальцинована і рідке скло.
Положська глина, марки ПЛГ-3а, має наступний хімічний склад (масові %):  - 60,5;
- 60,5;  - 28,0;
- 28,0;  +
+ - 0,8; CaO - 0,8; MgO - 0,74;
- 0,8; CaO - 0,8; MgO - 0,74;  - 0,4;
- 0,4;  - 2,0; втрати при прожарюванні 6,76%. У залежності від вмісту
в прожарювальному стані глина відноситься до основних глин, а від вмісту
+
- до глин з вісьма середнім вмістом фарбуючи окислів. Відноситься до вогнетривких глин, бо має вогнетривкість 1730°C. В залежності від температури і ступеня спечення глина відноситься до групи високо- температурного спечення з температурою 1400°C. Глина середньодисперсна, бо має вміст фракції частиць < 0,1 мкм - 40% і середньопластична - число пластичності 23-25. Вологість складської глини не більше 24%, залишок на ситі №009 не більше 9% [4,5,6].
- 2,0; втрати при прожарюванні 6,76%. У залежності від вмісту
в прожарювальному стані глина відноситься до основних глин, а від вмісту
+
- до глин з вісьма середнім вмістом фарбуючи окислів. Відноситься до вогнетривких глин, бо має вогнетривкість 1730°C. В залежності від температури і ступеня спечення глина відноситься до групи високо- температурного спечення з температурою 1400°C. Глина середньодисперсна, бо має вміст фракції частиць < 0,1 мкм - 40% і середньопластична - число пластичності 23-25. Вологість складської глини не більше 24%, залишок на ситі №009 не більше 9% [4,5,6].
Маріуполіт має наступний хімічний склад (масові %):
- 56,48;  - 19,0;
- 4,56;
- 0,54; CaO - 1,68; MgO - 0,65; MnO - 0,16;
- 9,87;
- 3,56; втрати при прожарюванні 3,5%. Щільність становить ρ = 2,58 - 2,64 г/см³, температура плавлення 1200°C. Вологість маріуполіту не менше 6% [7].
- 19,0;
- 4,56;
- 0,54; CaO - 1,68; MgO - 0,65; MnO - 0,16;
- 9,87;
- 3,56; втрати при прожарюванні 3,5%. Щільність становить ρ = 2,58 - 2,64 г/см³, температура плавлення 1200°C. Вологість маріуполіту не менше 6% [7].
Червоний шлам, відходи виробництва МГЗ, має наступний хімічний склад (масові %):
- 8,37;
- 13,38;
- 58,27;
- 3,53; CaO - 1,53; MgO - 0,55; SO3 - 0,15;
- 2,35;
- 0,33; втрати при прожа-рюванні 11,54%. Вологість червоного шламу не менше 2%.
Сода кальцинована, марки Б, має такий хімічний склад (масові %):
- 59,0; втрати при прожарюванні - 41,0%.
Рідке скло, його хімічний склад (масові %):  - 31,6;
- 49,5; втрати при прожарюванні - 18,9%. Щільність становить ρ = 1,40 г/см³ і відно-шення
/
= 1,5 [5,6].
- 31,6;
- 49,5; втрати при прожарюванні - 18,9%. Щільність становить ρ = 1,40 г/см³ і відно-шення
/
= 1,5 [5,6].
Глини - це природні водоалюмосилікати з різними домішками, що здатні при замішуванні з водою утворювати пластичне тісто, яке після випалу необоротно переходить у каменеподібний стан.
У хімічному складі глин присутні наступні основні оксиди:
,
, CaO, MgO, ,
,  ,
,
.
,
,
.
Кремнезем
знаходиться в глинах у зв'язаному і вільному стані: зв'я-зувальний кремнезем входить у склад глиноутворюючих мінералів, вільний представлений домішками кварцового піску. Загальний вміст кремнезему в глинах складає 60-65%.
Глинозем
знаходиться в глинах у зв'язаному стані, бере участь в складі глиноутворюючих мінералів і слюдистих домішок. Він є найбільш тугоплавким оксидом: зі збільшенням його вмісту вогнетривкість глин збільшується.
Вапняк CaO і магнезія MgO входять звичайно у склад карбонатів - каль-циту і доломіту, в невеликих кількостях вони присутні також у складі деяких глинистих мінералів. При відносно високих температурах випалу вапняк вступає в реакцію з глиноземом і кремнеземом і, утворюючи евтектичні розплави у вигляді алюмокальцієвих силікатних стекол, різко знижує темпе-ратуру оплавлення глини [5].
Окис заліза
вміщується в глинах у складі домішок і оказує на них і на випалений черепок фарбуючи дію, а також є флюсом.
Двоокис титану
присутній у домішках і вміст її не перевищує 1,5%. Двоокис титану надає випаленому черепку колір зеленуватих тонів.
Лугові окисли
,
входять у склад деяких глиноутворюючих мінералів, але у більшій частині випадків присутні в домішках у вигляді розчинних солей і в полевошпатних пісках. Вони послаблюють фарбуючи дію
і
і знижують температуру плавлення глини [5].
Для регулювання технологічних властивостей в склад маси вводять додаткові матеріали - опіснюючи і плавні, а для отримання кольорових плиток - барвники.
В якості плавня в масі буде використовуватися маріуполіт (нефелін) - забезпечує утворення рідкої фази і знижує температуру плавлення.
Червоний шлам - відходи переробки бокситів на глинозем. Його планується використовувати в якості барвника, він придає виробам червоно-коричневого кольору [7].
Для регулювання шлікерних властивостей маси використовуються елект-роліти: рідке скло і сода кальцинована. Вони використовуються для зниження вологості і отримання оптимальної текучості шлікера [8].
1.4 Розрахунок хімічного складу кераміки
Шихтовий склад маси, %:
Глина положська - 70,0
Маріуполіт - 30,0
Понад 100%:
Червоний шлам - 3,0
Сода кальцинована - 0,18
Рідке скло - 1,0
Перерахунок маси на 100%, мас.%:
Глина положська 
Маріуполіт 
Червоний шлам 
Сода кальцинована  
Рідке скло 
Хімічний склад матеріалів приведено у таблиці 1.1.
Таблиця 1.1 - Хімічний склад матеріалів, мас.%
| Матеріал |
 |
 |
 |
 |
CaO |
MgO |
MnO |
 |
 |
 |
в.п.п |
Сума |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
Глина
положська
ПЛГ-3а
|
60,5
|
28,0
|
0,5
|
0,3 |
0,8 |
0,74 |
- |
0,4 |
2,0 |
- |
6,76 |
100 |
| Маріуполіт |
58,48
|
19,0
|
4,56
|
0,54 |
1,68 |
0,65 |
0,16 |
9,87 |
3,56 |
- |
3,5 |
100 |
Червоний
ШламМГЗ
|
8,37 |
13,38 |
58,27 |
3,53 |
1,53 |
0,55 |
- |
2,35 |
0,33 |
0,15 |
11,54 |
100 |
Сода
кальцинована
|
- |
- |
- |
- |
- |
- |
- |
59,0 |
- |
- |
41,0 |
100 |
| Рідке скло |
31,6 |
- |
- |
- |
- |
- |
- |
49,5 |
- |
- |
18,9 |
100 |
Визначаємо кількість оксидів, що вводяться у масу з глиною, мас.%:

Далі таким же чином розраховуємо кількість оксидів, що вводяться у масу з іншими матеріалами, і отримані розрахунки заносимо у таблицю 1.2
Таблиця 1.2 - Розрахунок хімічного складу маси, %
| Матеріал |
Склад
маси
|
 |
 |
 |
 |
CaO |
MgO |
MnO |
 |
 |
 |
в.п.п |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
| Глина полонськаПЛГ-3а |
67,19 |
40,65 |
18,81 |
0,34 |
0,20 |
0,54 |
0,50 |
- |
0,27 |
1,34 |
- |
4,54 |
| Марі-уполіт |
28,80 |
16,27 |
5,47 |
1,31 |
0,16 |
0,48 |
0,19 |
0,05 |
2,84 |
1,03 |
- |
1,00 |
Червоний
ШламМГЗ
|
2,88 |
0,24 |
0,39 |
1,67 |
0,10 |
0,04 |
0,02 |
- |
0,07 |
0,01 |
0,01 |
0,33 |
| Сода кальцино-вана |
0,17 |
- |
- |
- |
- |
- |
- |
- |
0,10 |
- |
- |
0,07 |
| Рідкескло |
0,96 |
0,30 |
- |
- |
- |
- |
- |
- |
0,48 |
- |
- |
0,18 |
Усьогона непрожарю-вальну
речови-ну, %
|
100 |
57,46 |
24,67 |
3,32 |
0,46 |
1,06 |
0,71 |
0,05 |
3,76 |
2,38 |
0,01 |
6,12 |
Усьогона прожарювальну
речовину, %
|
100 |
61,20 |
26,27 |
3,54 |
0,49 |
1,13 |
0,76 |
0,06 |
4,01 |
2,53 |
0,01 |
- |
Перерахунок маси на прожарювальну речовину робимо шляхом перемноження кожного оксиду, що міститься у масі на коефіцієнт:
К
Втрати при прожарюванні складають 6,12%.
2. ТЕХНОЛОГІЧНА ЧАСТИНА
2.1 Вибір та обґрунтування способу виробництва і технологічної схеми
В технології кераміки вироби формують одним з трьох основних способів при певній специфіці підготовки матеріалів: пластичним формуванням, напівсухим пресуванням і литтям з глинистих водних суспензій (шлікерів) у гіпсові форми.
Вибір цього виробництва і підготовки маси визначається властивостями глинистої сировини, складністю шихти, формою і розмірами виробів і вимогами до якості матеріалу, що випалюється.
Відповідно з вже існуючими методами формування виробів існує три способи підготовки мас, при цьому вибір способу підготовки маси залежить не тільки від способу формування, але й від кількості компонентів у шихті.
Приготування керамічної маси, що призначена для пластичного формування виробів, полягає у переробці вихідних матеріалів в результаті якої отримується пластична керамічна маса, що має вологість 18-23 %.
До переваг пластичного способу виробництва відноситься можливість формування широкого асортименту керамічних виробів, в тому числі виробів крупних розмірів, складної форми і значної пустотності. Морозостійкість виробів, що виготовлені за пластичним способом вишче за морозостійкість виробів, що отримуються за напівсухим способом. Схема технологічного процесу перероблення вихідних сировинних матеріалів за пластичним способом простіше ніж за напівсухим. К недолікам пластичного методу виробництва можна віднести велику тривалість технологічного циклу, малу міцність виробів.
Приготування керамічної маси, що призначена для напівсухого пресування, полягає в сушінні і подрібненні глини, з отриманням однорідного за складом і вологості порошку з певним зерновим складом. При напівсухому пресуванні вологість маси складає 8-12 %.
Напівсухий спосіб підготовки маси застосовують головним чином принадто щільній структурі глини, низької кар'єрної вологості її. Щільна структура глини перешкоджає її зволоженню і обробці.
Переробка сировинних матеріалів вказаними двома способами здійснюється коли керамічна маса вміщує не більше 2-3 компонента однакових або близьких за своїми фізико – хімічними властивостями.
Шлікерний спосіб підготовки маси характеризується різноманітністю технологічних процесів. Подрібнення компонентів можливо здійснювати сумісним і роздільним способами. При сумісному помелі опіснюючі, плавні і глинисті матеріали розмалюють по мокрому способу у кульових млинах. У результаті чого отримується рідка керамічна маса – шлікер з вологістю близько 45 %. Роздільний помел характеризується тим, що опіснюючі і плавні розмалю-ють у кульових млинах, а глину розпускають у мішалках, а потім обидві суспен-зії змішуються у певних пропорціях. Як перша, так і друга схема мають свої переваги і недоліки. При роздільному помелі сировинних матеріалів більш широко розповсюджений такий вид браку як "мушка" – темні точки на поверхні виробів, що виникають у результаті потрапляння залізничних включень в масу. Сумісний помел значно зменшує такий вид браку, але при сумісному помелі значно зменшується продуктивність млинів, збільшуються витрати електро-енергії у порівнянні з роздільним помелом [2].
У даному проекті передбачається використовувати метод напівсухого пресування керамічних плиток із підготовкою преспорошку шлікерним способом на БРС. Цей вибір базується на тому, що необхідно досягти точного дозування сировини і високу ступінь гомогенізації сировинної маси. Формуван-ня плиток методом напівсухого пресування забезпечує високу щільність череп-ку, точність форм і розмірів.
Помел сировинних матеріалів буде здійснюватися у кульовому млині. Вибір помольного агрегату (кульового млину) базується на тому, що хоча продуктивність кульових млинів менша, ніж у трубних млинах, але вони забезпечують високу ступінь подрібнення матеріалу, не металоємні, а тривалість помелу зменшується в 10-20 раз [1]. Так як кульові млини футеруються керамічним матеріалом, а помольні тіла також керамічні, то забезпечується потрібна чистота маси. Подрібнення до високого ступеня дисперсності у кульових млинах мокрим способом протікає значно ефективніше, ніж сухим. Наявність води полегшує руйнування твердих часточок, за рахунок проникнення води у тріщини та розклінювання часток [9].
Зневоднення шлікера і перетворення його у преспорошок здійснюється у баштових розпилювальних сушарках (БРС), що дозволяє отримувати прес-порошок стабільного гранулометричного складу, однорідними частинками, доб-рою сипучістю, з мінімальним вмістом тонких пиловидних фракцій і постійної вологості [8].
Застосування розпилювальних сушарок дає великі економічні і технічні ефекти, знижуються трудомісткість приготовлення преспорошку, витрати електроенергії. Вироби, які отримуються з преспорошку, що готуються у розпилювальній сушарці, мають більшу міцність на вигін, ніж готові вироби, що отримуються з фільтр-пресового порошку.
Сушіння і випал плиток буде здійснюватися на потоково-конвеєрній лінії, яка включає роликову сушарку і конвеєрну піч. Використання потоково-конвеєрної лінії забезпечує автоматизувати весь технологічний процес виробництва плиток від БРС до готових виробів.
Роликові печі є найбільш розповсюджені, вони пристосовані до швидкісного режиму випалу (від 30 до 80 хв). Швидкісний однорядний випал забезпечує рівномірний розподіл температури і високу якість плиток. Ці печі мають легку і просту конструкцію, можуть легко вбудовуватися у будь-яку виробничу потокову лінію [8,9].
2.2 Технологічна схема виробництва

2.3 Опис технологічного процесу
2.3.1 Транспортування і зберігання сировинних матеріалів,що потрапляють на склад
Сировина буде доставлятися на склад збереження сировини за допомогою залізничного та автомобільного транспорту.
Сировина і матеріали, що використовуються у виробництві зберігаються у критому складі, що захищає їх від пилу й атмосферних опадів. Сировина і матеріали, що розвантажені направляються у відсіки складу на площадки, призначені для збереження даного виду сировини.
Вхідний контроль сировини і матеріалів, здійснюється відповідно до роз-робленого переліку сировини і матеріалів, які підлягають вхідному контролю.
На складі сировини дотримується встановлений режим чистоти сировини. На складі підтримується запас основних видів сировини не менше, ніж на 1 місяць.
2.3.2Попередня підготовка матеріалів
Вибірка глини зі складу і подача її у стругач для подрібнення виробляється рівномірно по всій поверхні збереженого запасу. Величина кусків глини, що подаються в стругач до 300 мм. Величина кусків після подрібнення не повинна перевищувати 150 мм. Після подрібнення глина за допомогою вагового дозатора направляється до кульового млину.
Маріуполіт і червоний шлам з прийомних бункерів подаються у кюбеля де дозуються, а потім подаються до кульового млину.
2.3.3 Приготування розчину електролітів і рідкого скла
Розчин рідкого скла виготовляється у кульовому млині шляхом помелу натрієвої скло глиби з водою при щільності 1,40 г/см² по пікнометру і зливаєть-ся у басейн, що устатковано пропелерною мішалкою. Рідке скло змалюється до повного походження через контрольне сито №0063.
Приготування розчину електролітів здійснюють в напільних басейнах. Спочатку в басейн заливається вода, а потім при працюючих мішалках через мірну ємність вводиться рідке скло і додається сода кальцинована. Розчин перемішується протягом 15 хвилин.
2.3.4 Приготування шлікера
Приготування шлікера буде здійснюватися методом сувмісного помелу опіснюючих матеріалів і глинистих у кульових млинах мокрого помелу періодичної дії.
Помел матеріалів у кульовому млині здійснюється у дві стадії: на першій стадії здійснюється помел маріуполіту і червоного шламу, частково глини у кількості 5-7%, а також в кульовий млин заливається розчин електролітів; на другої стадії помелу додається залишена глина.
У результаті помелу отримується рідка керамічна маса - шлікер з вологістю 43%.
Готовий шлікер зливають у зливний басейн при безупинній роботі пропелерних мішалок. Після цього шлікер крізь вібросито подається у видатковий басейн де відстоюється протягом 24 годин "старіння". При вистоюванні від-бувається поступове розрідження шлікера, зниження його загусання і руйнування структури, що супроводжується звільненням частини механічно захопленої води, що обумовлює більш повне розрідження шлікера, стабілізується його реологічні властивості.
Параметри готового шлікера:
- текучість 8-10 с після 30 с вистоювання;
- вологість - не більше 43%.
2.3.5 Приготування преспорошку
Зневоднення шлікера і перетворення його у преспорошок планується здійснювати у баштовій розпилюючій сушарці. Отриманий у розпилюючій сушарці преспорошок системою шнек-стрічковий транспортер-елеватор подається в силос для збереження. Прес-порошок вистоюється протягом 8 годин для зрівняння вологості. З силосу через віброгрохот системою стрічкових транс-портерів порошок подається в бункер преса.
Гранулометричний склад преспорошку:
Вміст зерен розміром до 1 мм:
залишок на ситі №1 (51 отв/см²) - не більше 1%
Вміст зерен розміром менше 0,25 мм:
прохід через сито №02 (980 отв/см²) - 17,0-22,0%
Вологість преспорошку на БРС - 7,0-9,0%
2.3.6Пресування плиток
Пресування плиток на потоково-конвеєрних лініях здійснюється на гідравлічних пресах.
В процесі пресування необхідно забезпечити видалення з преспорошку повітря, що займає близько 40% пресувальної маси [2].
Для забезпечення отримання ущільненої структури плиток для підлоги пресування їх здійснюється у дві стадії в наступних межах питомого тиску:
- первинне - 5,0-6,5 МПа (50-60 кг/см²);
- вторинне - 25,0-28,0 МПа (250-280 кг/см²).
Лицьові і бічні поверхні штампів повинні бути рівними, гладкими, без вибоїв і подряпин, а рифлення нижнього штампа чіткими. Верхній і ніжній штампи повинні бути рівномірно підігрітими в межах температур 50-60°C для виключення налипання преспорошку.
2.3.7 Сушіння плиток
Відпресовані плитки у безупинному режимі по транспортерах будуть направлятися до завантажувального пристрою і після розподілу потоку заванта-жуються у роликове сушило.
Максимальна температура сушіння становить 250°C.
Тривалість сушіння 40 хвилин.
Вологість плиток після виходу із сушила - не більше 0,5%.
Сушило обладнане інжекційними газовими пальниками. Регулювання температурного режиму сушіння здійснюється за допомогою пальників шляхом зміни витрати газу, що подається на горіння. Тиск газу, що подається на горіння - 0,02-0,04 МПа (0,2-0,4 кгс/см²).
2.3.8 Випал плиток
Випал плиток буде здійснюватися у газовій роликовій конвеєрній печі. Плитки в піч повинні надходити безупинним потоком.
Регулювання температурного режиму здійснюється кількістю працюю-чих пальників, степенем відкриття кранів на газопроводі. Тиск газу, що подається на горіння 0,02-0,04 МПа (0,2-0,4 кгс/см²).
2.3.9 Сортування й упакування плиток
Плитки, що виходять з печі будуть сортируватися відповідно до вимог ДСТУ БВ.2.7-117-2002, упаковуватися в картонні коробки розміром 400×400 мм по 5 штук і укладаються на дерев'яні піддони чи в металеві ящикові піддони.
Бій і брак плиток складають у кюбель і періодично вивозять з цеху. Прийняті ВТК плитки надходять на склад готової продукції, де складуються окремо по партіях.
2.4Матеріальний баланс виробництва
Шихтовий склад маси, %:
Глина положська - 67,19
Маріуполіт - 28,80
Червоний шлам - 2,88
Сода кальцинована - 0,17
Рідке скло - 0,96
Вихідні дані для розрахунку матеріального балансу
Випуск продукції, тис.м² плиток за рік 800
Розмір плитки, мм 400×400×10
Маса 1м² плиток, кг 22,5
Технологічні нормативи виробництва наведені в табл.2.1.
Таблиця 2.1 - Технологічні нормативи виробництва
| Найменуваня |
мас.% |
| Втрати на складі |
0,01 |
| Втрати при сортуванні і транспортуванні |
0,05 |
| Брак на конвеєрній лінії |
4,0 |
| Втрати при прожарюванні маси (ВПП) |
6,12 |
| Вологість плиток після сушіння |
0,5 |
| Вологість преспорошку |
7,0 |
| Втрати при пресуванні |
0,1 |
| Втрати преспорошку при дозуванні, транспортуванні тазберіганні |
0,05 |
| Втрати в БРС (безповоротні) |
0,01 |
| Вологість шлікера |
43,0 |
| Втрати шлікера при транспортуванні |
0,01 |
| Втрати шлікера при помелі і збагаченні |
0,01 |
| Вологість глини |
20,0 |
| Вологість маріуполіту |
6,0 |
| Вологість червоного шламу |
2,0 |
| Втрати сировини при транспортуванні і дозуванні |
0,01 |
| Втрати сировини на складі |
0,01 |
Хід розрахунку
На склад готової продукції повинно надійти  м² у рік або м² у рік або   кг/рік кг/рік  т/рік т/рік
Ураховуючи втрати на складі: т т
Втрати на складі складуть  т т
Ураховуючи втрати при сортуванні необхідно випустити продукції:
 т т
Втрати при сортуванні складуть  т т
Ураховуючи брак на конвеєрній лінії після випалу повинно вийти:
 т т
Кількість браку складе  т т
З урахуванням ВПП, залишкової вологи, яка видаляється при випалі і вологи, що видаляється при сушінні, на конвеєрну лінію повинно надійти:
з урахуванням ВПП  т т
з урахуванням залишкової вологи  т т
з урахуванням вологи видаленої після сушіння плиток
 т т
Безповоротні втрати у вигляді:
ВПП  т т
залишкової вологи  т т
вологи при сушінні  т т
Необхідно відпресувати  т/рік плиток т/рік плиток
З урахуванням безповоротного браку плиток при пресуванні на пресс повинно надійти  т/рік т/рік
Брак плиток при пресуванні  т/рік т/рік
Ураховуючи втрати преспорошку при збагаченні і транспортуванні з баштової розпилюючої сушарки повинно вийти преспорошку:
 т/рік т/рік
Втрати складуть  т/рік т/рік
З урахуванням втрат у БРС:  т/рік т/рік
Безповоротні втрати на БРС складають  т/рік т/рік
Із баштової розпилюючої сушарки (БРС) преспорошок виходить з вологістю 7%, а шлікер надходить з вологістю 43%, тому необхідна кількість шлікера складе  т/рік т/рік
Кількість води, що випаровується в БРС дорівнює
 т/рік т/рік
Ураховуючи втрати шлікера при збагаченні, транспортуванні з кульових млинів повинно вийти шлікера:  т/рік т/рік
Втрати шлікера при транспортуванні та зберіганні
 т/рік т/рік
Ураховуючи втрати шлікера при помелі і збагаченні з кульових млинів повинно вийти шлікера  т/рік т/рік
Втрати шлікера при помелі і збагаченні  т/рік т/рік
Таким чином, до кульових млинів повинно надійти  т/рік сировин-них матеріалів, електролітів та води, в тому числі: т/рік сировин-них матеріалів, електролітів та води, в тому числі:
води  т/рік т/рік
абсолютно сухих матеріалів  т/рік т/рік
із них: рідкого скла  т/рік т/рік
соди кальцинованої  т/рік т/рік
глини положської  т/рік т/рік
маріуполіту  т/рік т/рік
червонного шламу  т/рік т/рік
Розрахунок по лінії маріуполіту
Кількість маріуполіту з природною вологістю 6%
 т/рік т/рік
З маріуполітом внесеться волога  т/рік т/рік
З урахуванням втрат при транспортуванні і дозуванні
 т/рік т/рік
Втрати при транспортуванні і дозуванні складають  т/рік т/рік
З урахуванням втрат маріуполіту на складі, на завод треба доставити:
 т/рік т/рік
Втрати маріуполіту на складі т/рік
Розрахунок по лінії червонного шламу
Кількість червонного шламу з природною вологістю 2%
 т/рік т/рік
З червоним шламом внесеться волога  т/рік т/рік
З урахуванням втрат при транспортуванні і дозуванні
 т/рік т/рік
Втрати при транспортуванні і дозуванні   т/рік т/рік
З урахуванням втрат на складі, на завод треба доставити червонного шламу
 т/рік т/рік
Втрати червонного шламу на складі т/рік
Розрахунок по лінії глини
Кількість глини з природною вологістю 20%
 т/рік т/рік
З глиною внесеться вологи  т/рік т/рік
З урахуванням втрат при транспортуванні і дозуванні
 т/рік т/рік
Втрати глини при транспортуванні і дозуванні складають  т/рік т/рік
З урахуванням втрат на складі  т/рік т/рік
Втрати на складі складуть т/рік
Розрахунок кількості технологічної води
Необхідна кількість води  т/рік, з глиною вновиться т/рік, з маріуполітом т/рік, з червоним шламом т/рік, то кількість технологічної води складе т/рік, з глиною вновиться т/рік, з маріуполітом т/рік, з червоним шламом т/рік, то кількість технологічної води складе
 т/рік т/рік
Результати розрахунків зведено в таблицю 2.2.
Таблиця 2.2 - Матеріальний баланс виробництва
| Прибуток |
Кількість
т/рік
|
Видаток |
Кількість
т/рік
|
| 1 |
2 |
3 |
4 |
| Глина положська |
16145,20 |
Готова продукція |
18000 |
| Маріуполіт |
6113,02 |
Втрати при сортуванні |
9,01 |
| Червоний шлам |
588,23 |
Втрати на складі |
1,8 |
| Сода кальцинована |
34,03 |
Брак конвеєрної лінії |
750,45 |
| Рідке скло |
192,19 |
Втрати при ВПП |
1223,04 |
| Вода |
12055,23 |
Залишкова волога |
100,42 |
| Волога при сушінні |
1403,77 |
| Втрати преспорошка: |
| при транспортуванні і при збагаченні |
10,75 |
| при пресуванні |
2,15 |
| Втрати на БРС |
21,52 |
| Волога в БРС |
13593,42 |
| Втрати шлікера: |
| при транспортуванні і при зберіганні |
3,51 |
| при помелі і загаченні |
3,51 |
| Втрати глини: |
| при транспортуванні і дозуванні |
1,61 |
| на складі |
1,61 |
| Втрати маріуполіту: |
| при транспортуванні і дозуванні |
0,61 |
| на складі |
0,61 |
| Втрати червонного шламу: |
| при транспортуванні і дозуванні |
0,06 |
| на складі |
0,06 |
| Разом |
35127,9 |
Разом |
35127,9 |
Непогодженість 
2.5Підбір та розрахунок кількості основного технологічногообладнання
2.5.1 Розрахунок площі складських приміщень
Таблиця 2.3 - Вихідні дані для розрахунку площі складу
| Матеріал |
Річна потреба
Р, т/рік
|
Насипна маса
γ, т/м³
|
Місце
зберігання
|
| 1 Глина положська |
16145,20 |
1,8 |
відсік |
| 2 Маріуполіт |
6113,02 |
1,3 |
відсік |
| 3 Червоний шлам |
588,23 |
- |
мішок |
| 4 Рідке скло |
192,19 |
- |
бочка |
| 5 Сода кальцинована |
34,03 |
- |
мішок |
Площу, яку займають незачаровані матеріали на складі, визначаємо за формулою:
 м² (2.1) м² (2.1)
де  річна потреба в матеріалі, т; річна потреба в матеріалі, т;
 норма запасу матеріалу на складі, діб; норма запасу матеріалу на складі, діб;
 термін роботи основного агрегату за рік, діб; термін роботи основного агрегату за рік, діб;
 висота насипки матеріалу, м; висота насипки матеріалу, м;
 насипна маса матеріалу, т/м³; насипна маса матеріалу, т/м³;
 коефіцієнт заповнення ( коефіцієнт заповнення ( 0,8÷0,9). 0,8÷0,9).
1) Глина  м² м²
2) Маріуполіт  м² м²
 м² м²
Приймаємо  м² м²
Для затарованих матеріалів розрахунок корисної площі, що займається окремо взятим матеріалом, проводиться за формулою:
 м² (2.2) м² (2.2)
де висота штабелю, м;
 маса матеріалу в тарі, т; маса матеріалу в тарі, т;
 розмір тари, м. розмір тари, м.
3) Червоний шлам  м² м²
4) Рідке скло
 м² м²
5) Сода кальцинована  м² м²
 м² м²
Приймаємо  м² м²
Загальна площа для збереження всіх матеріалів складає:
 м² м²
Загальна площа складу з урахуванням площі на проходи, проїзди (35-40%) складає:
 м² м²
Розрахункова довжина площі складу буде дорівнювати:
   м м
Приймаємо  м, тоді площа складу, м²: м, тоді площа складу, м²:
 м² м²
2.5.2 Мостові грейферні крани
Розвантаження і переміщення вантажів (сировинних матеріалів) прово-диться за допомогою мостових грейферних кранів.
Розраховуємо ефективний час роботи грейферних кранів:
 (2.3) (2.3)
де  календарне число днів; календарне число днів;
 число вихідних і свят; число вихідних і свят;
 число днів зупинки устаткування на ремонт; число днів зупинки устаткування на ремонт;
 число змін у сутки; число змін у сутки;
 тривалість змін у годинах; тривалість змін у годинах;
 % плануємих зовнішніх простоїв (час на перерви). % плануємих зовнішніх простоїв (час на перерви).
 год год
За годину необхідно розвантажити сировини на склад:
 т/год т/год
Таку ж кількість сировини необхідно завантажити в приймальні бункера. Продуктивність крана повинна складати  т/год т/год
Приймаємо 1 кран з такою характеристикою:
Вантажопідйомність, т 15
Висота підйому, м 16
Швидкість підйому, м/хв 8
Швидкість прямування , м/хв:
- крана 80
- візка 40
Прогін крана (L), м 16,5
Потужність приводів, кВт:
- пересування крана 7,5×2
- пересування візка 3,5
- підйому 22
2.5.3 Бункери для зберігання матеріалів
Для зберігання глини і маріуполіту перед подачею у масоприготувальне
відділення планується встановити бункера об'ємом 10 м³, в яких буде за без-печуватися запас сировини на 0,5 діб.
Кількість бункерів розраховуємо за формулою:
 (2.4) (2.4)
де  річна потреба в матеріалі, т; річна потреба в матеріалі, т;
 нормативний запас, діб; нормативний запас, діб;
кількість діб роботи лінії;
 об'єм бункеру, м³; об'єм бункеру, м³;
насипна маса матеріалу, т/ м³;
коефіцієнт заповнення (0,8÷0,9).
Кількість бункерів для зберігання глини становить:
Кількість бункерів для зберігання маріуполіту складає:
Приймаємо 2 бункери об'ємом по 10 м³ для зберігання глини і 1 бункер об'ємом 10 м³ для маріуполіту.
2.5.4 Стругач
Для подрібнення глини в проекті буде використовуватися стругач.
Необхідний фонд робочого часу:
год
Кількість глини, що потрібна для подрібнення складає  т/год т/год
Годинна потреба глини становить: т/год т/год  м³/год м³/год
Технічна характеристика стругача [10]:
Діаметр ріжучого диску, мм 1500
Кутова швидкість, об/хв 30
Загальна кількість ножів 36
Ширина ножа, мм 70
Нижній діаметр і висота завантажуємої
воронки, мм 1400×600
Продуктивність, м³/год 7
Потужність, кВт 10,3
Габаритні розміри  м 3,3×1,8×1,3 м 3,3×1,8×1,3
Маса, кг 7160
Приймаємо до установки 1 стругач.
1- диск; 2-ножі; 3-сь; 4-підп'ятник; 5-ребра; 6-башмаки; 7- усічений конус; 8-тарілка; 9- зшкрібач; 10,11-шестерні
Рисунок 2.1 - Глинорізка з горизонтальним ріжучим диском
2.5.5 Кульові млини періодичної дії
Для мокрого помелу сировинних матеріалів при приготуванні шлікера планується застосовувати кульові млини періодичної дії.
 год год
До кульових млинів повинно надійти т/рік сировинних матеріалів, електролітів та води.
Необхідна годинна продуктивність млина:
 т/год чи т/год чи  т/добу ( т/добу ( т/добу) т/добу)
Необхідна кількість млинів складає:
1 – барабан; 2 – електродвигун; 3 – муфта; 4 – редуктор; 5 – зубчаста передача; 6 – люк; 7 – пробка
Рисунок 2.2 - Кульовий млин періодичної дії
Приймаємо 14 кульових млинів (один резервний) з такою характеристик-кою [10]:
2.5.6 Пропелерні мішалки
Пропелерні мішалки застосовують для зберігання компонентів керамічної маси в рідкому стані.
Для агрегатів безперервної дії ефективний час роботи:
 (2.5) (2.5)
де К - календарний час роботи;
Р - час на ремонти.
 год год
Необхідна годинна продуктивність:
 т/год т/год  м³/год м³/год  м³/год) м³/год)
З урахуванням необхідного запасу (старіння 16 год і запасна зміна 8 год) і коефіцієнту заповнення 0,85÷0,9:
- об'єм шлікеру  м³ м³
- об'єм басейну  м³ м³
Приймаємо 9 пропелерних мішалок об'ємом по 10 м³ для старіння шлікеру і 2 витратних. Усього 11 пропелерних мішалок об'ємом по 10 м³ з такою характеристикою СМ - 244 [10]:
Резервуар:
- глибина, м 2,5
- діаметр, м 3,75
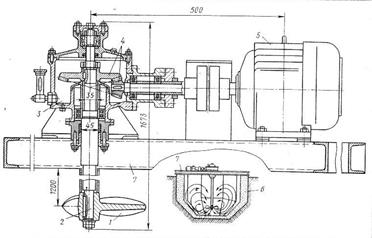
1 – трьохлопастний гвинт; 2 – вертикальний вал; 3 – масляна вана; 4 – конічні шестерні; 5 – електродвигун; 6 – резервуар; 7 – балки
Рисунок 2.3 - Пропелерна мішалка
Приймаємо 9 пропелерних мішалок об'ємом по 10 м³ для старіння шлікеру і 2 витратних. Усього 11 пропелерних мішалок об'ємом по 10 м³ з такою характеристикою СМ - 244 [10]:
2.5.7 Баштові розпилюючи сушарки
Для приготування преспорошку застосовують баштові розпилюючи сушарки (БРС). БРС використовують для обезводнювання керамічних суспензій, що розпиляються різними способами в спеціальних вертикальних баштах.
 год год
Необхідна годинна продуктивність:
 т/год т/год  кг/год кг/год
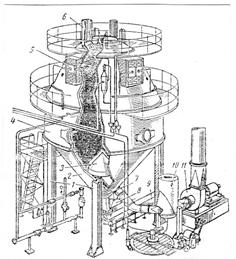
1 – колони; 2 – конусне дно; 3 - витяжний зонт; 4 – корпус; 5 – форсунка; 6 – канали; 7 – вихідний отвір; 8 – засув; 9 – транспортер; 10 – циклон; 11 – вентилятор
Рисунок 2.4 - Баштова розпилююча сушарка
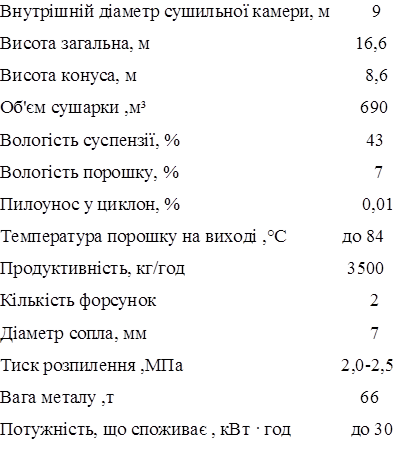
Приймаємо 2 БРС Мінського комбінату будівельних матеріалів з такою характеристикою [10]:
2.5.8 Силос преспорошку
У силосі преспорошок повинен зберігатися протягом 8 годин для зрівнювання вологості преспорошку (W = 7%), його об'єм повинен забезпечу-вати роботу однієї зміни, тобто 8 годин.
Розраховуємо необхідну ємність силосу: т т
Насипна маса преспорошку  т/м³ т/м³
Об'єм силосу повинен бути з урахуванням коефіцієнту заповнення (0,85): м³ м³
Приймаємо 3 силоси об'ємом по 12 м³.
2.5.9 Гідравлічний прес
Пресування плиток здійснюється за допомогою гідравлічних пресів, які характеризуються великим зусиллям пресування.
Розраховуємо ефективний час:
 год год
При пресуванні на прес повинно надійти  т/рік преспорошку. т/рік преспорошку.
Необхідна годинна продуктивність пресу:
 т/год т/год  шт/год шт/год
м² -  кг - маса випалених виробів кг - маса випалених виробів
 м² - х х м² - х х  кг - маса 1випаленої плитки кг - маса 1випаленої плитки
 кг кг  т - масса сирцю т - масса сирцю
 шт/год шт/год
Технічна характеристика гідравлічного пресу ДП 6437А1:
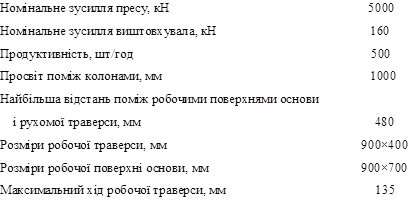
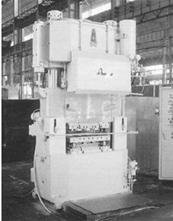
Рисунок 2.5- Фото гідравлічного пресу
Приймаємо 4 преса (2 в резерві, так як планується встановлювати 2 потоково-конвеєрних лінії).
2.5.10Потоково-конвеєрна лінія
Конвеєрна лінія представляє собою автоматичну лінію в яку включено роликове сушило і роликову конвеєрну піч.
Технічна характеристика ПКЛ [11]:
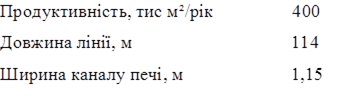
1 - преса; 2,4,6 - транспортери; 3,5 - сушарки; 7 - роликова конвеєрна піч; 8 - цепний привід; 9,10 - верхні і нижні газові горілки; 11 - канал конвеєра; 12 - відкрита частина конвеєра; 13,14,15 - вентилятори; 16 - теплообмінник
Рисунок 2.6 - Потоково-конвеєрна лінія
Буде встановлено 2 потоково-конвеєрних ліній для виробництва плиток для підлоги продуктивністю 400 тис м²/рік.
2.5.11 Розрахунок складу готової продукції
При розрахунку складу готової продукції необхідно знати запас виробів, вид упаковки, площу, що займає одна упаковка, вагу упаковки, висоту штабеля. Для зручності обслуговування необхідно залишити площу на проходи і проїзди.
Плитки розміром 400×400×10 мм, що виходять з печі будуть упаковуватися в картонні коробки по 10 штук і укладатися на піддони.
Розраховуємо кількість плиток на складі за формулою:
 м² (2.6) м² (2.6)
де  річна продуктивність складу, м²; річна продуктивність складу, м²;
 норма запасу готових виробів, діб ( норма запасу готових виробів, діб ( діб); діб);
 час роботи підприємства в рік, діб. час роботи підприємства в рік, діб.
 м² м²
 м² м²
    0,16 · 10 = 1,6м² 0,16 · 10 = 1,6м²
   см см см см
На піддон розміром 0,9×0,9×0,2 встановлюємо по 5 слоїв коробок. В кожному слою по 4 коробки. Коробки з упакованими плитками заклеплюємо плівкою.
  м² м²
  м² м²
  м² м²
 м² м²
 м² м²
 м Приймаємо м Приймаємо  м м
 м² м²
2.6Контроль виробництва та якості готової продукції
Сировина, що надходить на завод за своїм складом і якісними показниками повинна відповідати діючим ДСТУ. Для того, щоб про контро-лювати дотримання цих вимог, до кожного вагону з сировиною повинний бути прикладений паспорт з переліком відповідних показників. Завод - споживач повинен перевіряти відповідні якості сировини, що надходять з цим паспор-том.
Для організованого контролю технологічного процесу виробництва на підприємстві створений відділ технічного контролю (ВТК), що є самостійним структурним підрозділом підприємства. Головним обов'язком ВТК є контроль якості готової продукції, точної відповідності її стандартів технічним вимогам. Головною задачею працівників відділу технічного контролю є попередження, а також фіксація появи неякісної продукції. У відповідності з цим ВТК повинний періодично перевіряти дотримання встановленої технології на усіх стадіях виробництва, а також якість сировини і матеріалів, що потрапляють на підприємство.
На підставі результатів прийому і лабораторних випробувань ВТК видає заключення про придатність продукції і напівфабрикатів для подальшої переробки, а також про відповідність готової продукції стандартам і затвердженим технічним вимогам.
Крім цього, ВТК постійно приймає участь у роботі відділів, цехів і лабораторій підприємства по вивченню причин, що викликають брак і знижують якість продукції. При безпосередній участі співробітників ВТК на підприємстві розробляються заходи щодо покращення якості продукції, складаються проекти стандартів і технічних умов на сировину, напівфабрикати і готову продукцію [12].
Таблиця 2.5 - Технологічний контроль
| Ділянка |
Контролюємий |
Одиниці
вимірювання
|
Граничнізначенняпараметру |
Періодичність
контролю
|
Методика |
Виконавець |
| матеріал |
параметр |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
1Вхідний
контроль
|
Глина
положська
|
Вологість |
% |
Не більше24% |
Кожнапартія |
ДСТУ3594.
11-93
|
ЦЗЛ |
| Визначення залишкана ситі№ 009 |
% |
Не більше9% |
Кожнапартія |
ДСТУ21216.
12-93
|
ЦЗЛ |
| Хімічнийсклад |
% |
Масові %:SiO2 – небільше 62% |
Кожнапартія |
ДСТУ2642.
3-97
|
ЦЗЛ |
| Al2O3- неменше 27% |
Кожнапартія |
ДСТУ2642.
4-97
|
ЦЗЛ |
| TiO2+Fe2O3 - не більшеb1,0% |
Кожнапартія |
ДСТУ2642.
5-97
|
ЦЗЛ |
| Маріуполіт |
Вологість |
% |
Не більше6% |
Кожнапартія |
ДСТУ3594.
11-93
|
ЦЗЛ |
| Хімічнийсклад |
% |
Масові %:SiO2 – небільше 60% |
Кожнапартія |
ДСТУ2642.
3-97
|
ЦЗЛ |
| Al2O3- небільше 19% |
Кожнапартія |
ДСТУ2642.
4-97
|
ЦЗЛ |
| ∑R2O – неменше 14% |
Кожнапартія |
ДСТУ2642.
11-97
|
ЦЗЛ |
Червоний
шлам
|
Вологість |
% |
Не більше2% |
Кожнапартія |
ДСТУ3594.
11-93
|
ЦЗЛ |
| Хімічнийсклад |
% |
Масові %:SiO2 – небільше 9% |
Кожнапартія |
ДСТУ2642.
3-97
|
ЦЗЛ |
| Fe2O3 – неменше 55% |
Кожнапартія |
ДСТУ2642.
5-97
|
ЦЗЛ |
Сода
кальцинована
|
Хімічнийсклад |
% |
Масові %:Na2O – неменше 59% |
Кожнапартія |
ДСТУ2642.
11-97
|
ЦЗЛ |
| Рідкескло |
Хімічнийсклад |
% |
Масові %:SiO2 – неменше 31% |
Кожнапартія |
ДСТУ2642.
3-97
|
ЦЗЛ |
| Na2O – небільше 50% |
Кожнапартія |
ДСТУ2642.
11-97
|
ЦЗЛ |
2 Приготування
шлікера
2.1 Помелкомпонентів у
Кульовихмлинах
|
Керамічний
шлікер
|
Визначення
Залишкана ситі
№ 0063
|
% |
Не більше5% |
Черезкожну
годину
|
Заводська
методика
|
Лаборант |
| Вологість |
% |
43% |
Черезкожну
годину
|
Заводська
методика
|
Лаборант |
2.2 Перекачування
і збагачення
шлікера
|
Керамічний
шлікер
|
Чистота ісправність сит,цілісністьсіток |
Постійно |
Візуально |
Слівщик
шлікера
|
2.3 Витратний
басейн
|
Керамічний
шлікер
|
Вологість |
% |
Не більше43% |
На початку і
в кінцізміни
|
Заводська
методика
|
Лаборант |
| Текучість |
с |
8 - 10с піс-ля 30с вис-тоювання |
1 разна добу |
Заводська
методика
|
Технолог
ділянки
|
3 Виготовлення
преспорошку у
БРС
|
Преспорошок |
Діаметрфільєра
форсунки
|
мм |
5,5 - 6,0 мм |
При
надходженні
на ділянку
|
Заводська
методика
|
Мастер
механічного
цеху
|
| Тискшлікера |
МПа
(кгс/
см²)
|
1,7 - 2,2
МПа
(17 - 22
кгс/см²)
|
Кожні 2години |
Показання
приборів
|
Оператор
БРС
|
| Вологістьпреспорошку |
% |
7 - 8% |
Протягом
Усієїзміничерез 1годину
1 раз узміну
|
Заводська
методика
|
Оператор
БРС
Лабо-рант
|
| Гранскладпорошку |
% |
Залишок на ситі №1
до - 1%,прохід через сито№ 02 - 17-22 %
|
2 разина
зміну
|
Заводська
методика
|
Оператор
БРС
|
4 Пресування
плиток
|
- |
Тиск пресування:
плитка розміром
400×400мм
|
МПа |
По манометру:
5МПа первинний;
14МПа -вторичний
|
Протягом
Зміни1 раз у
зміну
|
Показання
приборів
|
Пресувальщик
КонтролерВТК
|
Товщинаплиток
400×400мм
|
мм |
10,0±1,0мм |
Постійно
2 разина добу
|
Вимір |
Наладчик
КонтролерВТК
|
Висотарифлень
Монтажноїповерхні
|
мм |
1,9мм |
Постійно
2 разина добу
|
Вимір |
Наладчик
Контролер
ВТК
|
| Підігрівштампів |
ºC |
50 - 60 ºC |
Принеобхідності |
Вимір |
Мастер
КіПіЛ
|
| 5 Сушіння плиток |
- |
Температурнийрежим |
- |
Згідно карти техпро-
цесу
|
Черезкожні 2
години
|
Показання
приборів
|
Випальник |
| Тиск газу |
МПа(кгс/см²) |
0,02 - 0,04МПа
(0,2 - 0,4кгс/см²)
|
Черезкожні 2 години |
Показання
приборів
|
Випальник |
Сирець
Післясушіння
|
Залишкова
волога
|
% |
Не більше0,5% |
1 раз узміну |
Заводська
методика
|
Випальник |
| 6 Випалплиток |
- |
Темпера-
турний
режим
|
- |
Згідно карти техпроцесу |
Через
кожні 2 години
|
Показання
приборів
|
Випальник |
| Тиск газу |
МПа(кгс/см²) |
0,02 - 0,04МПа
(0,2 - 0,4кгс/см²)
|
Черезкожні 2 години |
Показання
приборів
|
Випальник |
| Роботавентиляторів |
Постійно |
Візуально |
Випальник |
7 Сортировка
плиток
|
- |
Розміри іправільність форми
- ширина
- товщина
|
мм |
± 3мм
± 1мм
|
Кожнапартія |
Вимір |
Контрольний,
контролер
ВТК
|
Висотарифлень
Монтажноїповерхні
|
мм |
1,9мм |
Кожнапартія |
Вимір |
Контрольний,
КонтролерВТК
|
8 Випробування
плиток
|
- |
Водопоглинання |
% |
Не більше3,5% |
Кожнапартія |
ДСТУ27180-
86
|
Лаборант |
| Ізносостійкість |
г/см³ |
Не більше0,18 г/см³ |
1 раз узміну |
ДСТУ27180-
86
|
Інженер техно-
лог
|
Морозо-
стійкість,
число
циклів
|
Не менше
25
|
1 раз уквартал |
ДСТУ27180-
86
|
Випробуваль-
Нийпідрозділ
|
Межаміцності
при вигині
|
МПа |
Не менше25 |
1 раз умісяць |
ДСТУ27180-
86
|
Лаборант |
| Розмірплиток |
мм |
400×400×10 |
1 раз умісяць |
ДСТУ27180-
86
|
Лаборант |
Опір ударупри товщи-
ні плитки10 мм
|
5 ударів |
1 раз умісяць |
ДСТУ27180-
86
|
Лаборант |
3. СПЕЦІАЛЬНА ЧАСТИНА
3.1 Теоретичні основи процесу випалу плиток для підлоги
Випал - високотемпературна теплова обробка сировини і напівфабри-катів, у результаті якої в них здійснюються необоротні фізико-хімічні процеси, що змінюють фазовий склад, структуру і фізико-технічні властивості матеріалу, без зміни їх агрегатного стану і без суттєвих змін об'єму [13].
З урахуванням цього при випалі, під впливом високих температур на керамічні маси, в них відбуваються складні фізичні, хімічні і фізико-хімічні зміни, у результаті яких випалювальний матеріал набуває каменеподібних властивостей: високу механічну міцність, водостійкість і морозостійкість. Зміни проходять в самих глиноутворюючих мінералах, в домішках, що містяться у глині, і добавках, що вводяться у керамічну шихту. Крім цього при випалі виникає взаємодія продуктів розкладу глиноутворюючих мінералів з іншими компонентами шихти.
Процес випалу керамічних виробів умовно поділяють на наступні основні стадії: вилучення механічно-зв'язуюючої і гігроскопічної води, підігрів, випал, витримка при максимальній температурі або закалка, охолодження випалю-вальних виробів.
Процес випалу починається з вилучення з сирцю вологи. Піднімання температури необхідно здійснювати повільно і плавно для того, щоб волога з сирцю могла вилучитися повністю. Хімічні реакції у черепку при цьому не проходять. Коли температура усередині сирцю перевищує 100°C, починається інтенсивне паровидалення, яке може призвести до розтріскування сирцю [2].
Скорочення розмірів при випалі плиток називають вогневою усадкою, яка проходить при температурах від 110°C до 800°C внаслідок розкладання хімічно зв'зувальної води. Протилежний, хоча і менш значний ефект дає кварц, що вміщується у масі, який при температурі 575°C з форми β-кварцу переходить в α-кварц зі збільшенням об'єму на 2,8 %. Цей перехід оборотний і протікає миттево.
Після вилучення з сирцю механічно примішаної і гігроскопічної води починаючи з інтевала температур 450-500°C відбувається дегідратація каоліні-ту, з утворенням безводного метакаолініту, і після цього вигорання органічних домішок.
Указані процеси відбуваються з видаленням значної кількості газо-утворюючих продуктів. Усі компоненти керамічної маси при цих температурах знаходяться у твердому стані і хімічний взаємозв'язок між ними майже не відбувається.
В інтервалі температур 700-800°C метакаолініт розкладається з видаленням аморфного кремнезему і глинозему. При температурі вище 900°C глинозем з'єднується з кремнеземом утворюючи муліт 3Al2O3·2SiO2 [13].
При випалі плиток утворюється значно невелика кількість рідкої фази, яка зв'язує дегідративні частки глини, а також кварцу.
Також при випалі утворюються незначна кількість легкоплавких сполук, які необхідні для зв'язування дегідративних часток глинистих мінералів і зерен кварцу, в результаті чого вироби набувають необхідної механічної міцності.
Маріуполіт у процесі випалу виконує роль плавня, сприяє утворенню рідкої фази , збільшує щільність черепка, міцність і зменшує водопоглинення, а також зменшує температуру випалу глинистого черепка до 1070°C.
У багатьох глинах в якості домішок зустрічаються карбонати кальцію і магнію. Карбонат кальцію інтенсивно дисоціює в керамічних масах при температурі 900-950°C, видаляючи при цьому вуглекислий газ.
Серністі сполуки заліза, які зустрічаються у вогнетривких глинах дають виплавки на випалених виробах.
Спечення глин може відбуватися внаслідок стягування і склеювання твердих частинок рідкою фазою - силікатними розплавами, що утворюються при випалі глини (рідкісне спікання) внаслідок рекристалізації мінералів, що складають керамічну масу і завдяки реакціям у твердій фазі поміж окремими компонентами глини чи продуктами їх розкладання (твердофазне спечення). У результаті процесу спікання випалюємий матеріал ущільнюється, і як наслідок, його відкрита пористість зменшується. При інших рівних умовах, чим триваліший вплив високих температур, при яких утворюється скловидні роз-плави і кристалізуються новоутворення, тим щільніше протікає спечення.
До основних деструктивних явищ можна віднести видалення залишкової вологи (після сушіння), дегідратацію глинистих мінералів, видалення летучих газоутворюючих речовин, модифікаційні перетворення, термічні напруги на межах розподілу окремих фаз і термічні напруги внаслідок неоднорідного температурного поля у виробі, що нагрівається або охолоджується.
Сирець напівфабрикат у вигляді сформованого виробу завантажують у піч після сушіння з деякою залишковою вологістю. Форсування випаровування залишкової вологи, особливо характерно для швидкісних режимів випалу, призводить до ситуації, коли швидкість утворення водяних парів випереджає швидкість їх фільтрації крізь шар тіла, що випалюється. В цьому випадку всередині виробу, що нагрівається виникає надлишковий тиск водяних парів, які досягнувши практичної величини, руйнують вироб з вибуховим ефектом. Тому у швидкісні щелеві печі завантажують керамічну плитку з надлишковою вологістю не вище 0,5%. Цей норматив знижується по мірі збільшення товщини виробу, що випалюється.
У результаті випалу утворюється керамічний черепок. Властивості цього черепка відрізняються від сировини, з якої виготовлений черепок. Керамічний черепок утворюється внаслідок відбування при великих температурах плавлення компонентів керамічної маси. Утворення рідкої фази і спечення керамічної маси є формою ущільнення цієї маси. Зазначені явища відбуваються одночасно, вони взаємозв’язані. Якість керамічного черепка після його охолодження залежить від кількості утвореної при випалі рідкої фази і ступеня спечення маси [5,9].
3.2 Опис конструкції і принципу роботи конвеєрної печі
Піч являє собою тунель, що футеровано вогнетривким матеріалом. В тунелі розташоване транспортувальне обладнання - роликовий конвеєр, на якому розташовані вироби, які випалюються - плитки, що розташовані в ряд горизонтально.
Корпус печі виконаний із окремих секцій, кожна з яких представляє собою каркас, який футерований усередині вогнетривом. Між секціями є зазор 20 мм, який виконує роль температурного шва. Довжина однієї секції 2-3м. Щоб не відбувалося затиску роликів (внаслідок садки або розширення кладки) кожна секція виконується зі своїм каркасом, який не пов'язаний із рамою роликового конвеєра. Це забезпечує незалежне регулювання кладки та роликового конвеєра.
Піч по довжині розподілена на три технологічні зони підігріву, випалу, охолодження, які одна від однієї відділені порогами. Пороги дозволяють більш ефективно підтримувати температурний режим. Довжина зон підігріву та випалу, охолодження визначаються за виробами, які випалюються та за темпе-ратурою на кривій випалу.
У зонах підігріву та випалу передбачене верхнє і нижнє розташування пальників, форсунок. Це дає можливість регулювати перепад температур поміж верхнім та нижнім горизонтами печі, тобто виключити деформацію плиток.
Роликові печі відкритого полум'я з газовим опаленням обладнані інжекційними пальниками, які установлені в зонах підігріву та випалу, а також у зоні охолодження. В зонах підігріву та випалу передбачені нижні (під роликами) та верхні (над роликами) пальники. Пальники розташовані у шаховому порядку з двох сторін печі (в кожній секції від 3 до 8 пальників) у зоні підігріву та випалу. Отвори виходу газоповітряної суміші в пальникових каменях розта-шовані по дотичній до поверхні склепіння печі, що виключає прямий вплив продуктів горіння на плитки роликів.
Відстань між вісями верхніх пальників і вісями роликів - 150 мм, а від вісей нижніх пальників до вісей роликів - 300-335 мм (така відстань дозволяє захистити ролики від прямої дії продуктів згоряння і збільшити термін їх служби.
Ролики конвеєра виконують із жаростійкої сталі різних марок у відповідності з тепловим режимом тої чи іншої ділянки печі: із сталі 12Х17 до -600-800ºC, із Х25Т - до 850ºC, з ОХ23Н18 - до 1000ºC і вище 1000ºC - із сталі ХН78Т і ХН70Ю. Довжина роликів 2280 мм, діаметр 32, шаг 75 мм.
В останніх конструкціях печей однорядна приводна цеп ПР-2,7 замінена на дворядну 2ПР-15-875-4540, залізографітові втулки замінені на кульо-підшипники, що робить привід більш надійним, а рух плиток по конвеєру більш плавним [8].
Піч по всій довжині має вікна для спостереження за робочим простором та вікна для відчистки поду.
Димові гази та нагріте повітря відбирається через декілька отворів на початку печі, в середині та кожній ділянці зони охолодження. Кожна дільниця має автономну систему видалення газів і повітря, що забезпечує високу ступінь регулювання температурного режиму печі.
Отже вироби проходять зону підігріву, зону випалу назустріч їм рухаються димові гази, що відбираються у зоні підігріву. В зоні охолодження плиток, за рахунок подачі холодного повітря через отвори в стінах печі вище рольганга в секції зони охолодження, яка знаходиться біля зони випалу. Потім плитки охолоджуються струменевою обдув кою холодним повітрям зверху та знизу [13,14,15].
3.3 Конструктивний розрахунок печі
Розрахунок містить визначення конструктивних розмірів, які залежать від продуктів, тривалості і температури теплової обробки матеріалу, його властивостей.
Таблиця 3.1 - Вихідні дані для розрахунку
| Найменування параметру |
Одиниці вимірювання |
Значення
параметру
|
| 1 |
2 |
3 |
| Маса 1 м² плитки |
кг |
22,5 |
| Продуктивність печі |
м²/ рік |
400000 |
| Залишкова вологість сирцю |
% |
0,5 |
| Брак випалу та на складі |
% |
4,0 |
| Втрати при прожарюванні |
% |
6,12 |
| Паливо - природний газ Шебелинського родовища |
| Робоча вологість газу |
% |
1,0 |
| Максимальна температура випалу |
°C |
1070 |
| Тривалість випалу |
хв |
65 |
| Температура навколишнього повітря |
°C |
20 |
| Температура газів, що виходять з печі |
°C |
300 |
| Температура повітря, що подається на горіння |
°C |
20 |
| Температура повітря, що відбирається на сушіння |
°C |
450 |
| Початкова температура матеріалу |
°C |
400 |
| Кінцева температура матеріалу |
°C |
200 |
| Кількість годин роботи печі на рік |
год |
8184 |
| Шаг ролика |
мм |
75 |
| Діаметр ролика |
мм |
32 |
| Розмір однієї плитки, мм |
мм |
400×400 |
| Висота робочого каналу, мм |
мм |
722 |
| Ширина робочого каналу |
мм |
1150 |
| Вміст Al2O3 в глині |
% |
28,0 |
| Склад маси: глина : маріуполіт |
% |
70:30 |
Річна масова продуктивність печі, кг/рік:
 (3.1)
(3.1)
де  - річна продуктивність печі, м²/рік; - річна продуктивність печі, м²/рік;
a - маса 1 м² плитки, кг.
  кг/рік кг/рік
Масова місткість печі, кг:
 (3.2) (3.2)
де Gріч- продуктивність печі за рік, кг;
Z - тривалість теплової обробки, год;
Zр - кількість годин роботи печі за рік;
m - втрата залишкової вологості, втрати при прожарюванні, брак і втрати виробів, враховуючи від подачі в піч і до надходження споживачу, %.
 кг кг
Виходячи з ширини конвеєра 1,15 м та розміру плиток (400×400 мм) приймаємо кількість плиток розташованих по ширині конвеєра - 2 плитки.
Розраховуємо кількість плиток, розташованих на одному погоному метрі конвеєра печі:
1 м довжини (1000 мм) : шаг плитки
Шаг плитки - це довжина плитки з урахуванням зазору в 1 см.
Приймаємо кількість плиток по ширині 2 плитки розміром 400×400 мм.
Площа плитки на 1 погоном метрі, м²/п.м:
  (3.3) (3.3)
де b - кількість плиток по ширині;
c - кількість плиток на 1 погоном метрі;
 - площа однієї плитки, м². - площа однієї плитки, м².
 м²/п.м м²/п.м
Маса плиток, розташованих на 1 погоном метрі, кг/п.м:
 (3.4) (3.4)
 кг/п.м кг/п.м
Довжина печі, м:
 (3.5) (3.5)
 м м
Приймаємо
 =
78 м =
78 м
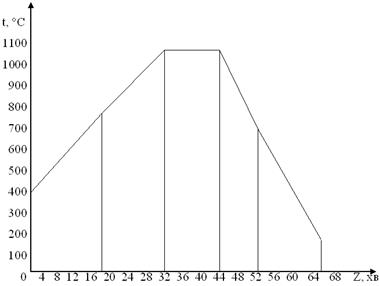
Рисунок 3.1 - Режим випалу виробів
Довжина різних зон печі:
Зона підігріву:
І підзона підігріву  м. Приймаємо 7 секцій, тобто 21м. м. Приймаємо 7 секцій, тобто 21м.
ІІ підзона підігріву  м. Приймаємо 6 секцій, тобто 18м. м. Приймаємо 6 секцій, тобто 18м.
Зони випалу  м. Приймаємо 5 секцій, тобто 15м. м. Приймаємо 5 секцій, тобто 15м.
Зона охолодження:
І підзона охолодження  м. Приймаємо 3 секції, тобто 9м. м. Приймаємо 3 секції, тобто 9м.
ІІ підзона охолодження  м. Приймаємо 5 секцій, тобто 15м. м. Приймаємо 5 секцій, тобто 15м.
Довжина печі  м м
Кількість секцій 7+6+5+3+5 = 26
Швидкість конвеєра, м/с
  (3.6) (3.6)
  м/хв = 0,02 м/с м/хв = 0,02 м/с
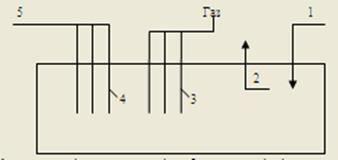
1- трубопровід холодного повітря; 2 - трубопровід відбору повітря на сушку; 3 - стояки подачі газу до горілок; 4 - канали відбору димових газів; 5 - збірний канал димових газів
Рисунок 3.2 - Схема роликової печі для випалу плитки для підлоги
Секундна продуктивність печі, кг/с
 (3.7) (3.7)
 кг/с кг/с
3.4 Тепловий розрахунок печі
Містить розрахунок горіння палива, складання теплового балансу зон підігріву та випалу з метою визначення витрат палива, складання теплового балансу зони охолодження з метою визначення кількості повітря, яке відбирається на сушіння та складання загального теплового балансу для перевірки правильності проведених розрахунків.
3.4.1 Розрахунок горіння палива
При розрахунку горіння палива визначається його теплотворна здатність; кількість повітря, яке витрачається на горіння; коефіцієнт витрати повітря, який забезпечує досягнення необхідної температури у печі; температура підігріву повітря; вихід та склад продуктів горіння; складається матеріальний баланс процесу горіння і перевіряється температура горіння палива.
Розрахунок горіння палива був виконаний на комп'ютері за програмою "GGT". Розрахунок приведено нижче.
Склад природного газу наведено у таблиці 3.1.
Таблиця 3.1 - Склад сухого природного газу, об.%
| Компоненти |
 |
 |
 |
 |
 |
 |
 |
Разом |
| Вміст |
93,0 |
4,4 |
0,8 |
0,6 |
0,3 |
0,1 |
0,8 |
100 |
Теплотворна здатність палива,  
Теоретичні витрати сухого повітря,  м³/м³ м³/м³
Теоретичні витрати атмосферного повітря при вологовмісті d = 10 г/кг сухого повітря,  м³/м³ м³/м³
Об'єм продуктів горіння, ізаг
= 3391 кДж/нм³
Таблиця 3.2 - Кількість і склад продуктів горіння при α = 1
| Компонент |
нм³/нм³ |
% |
|
1,071 |
9,58 |
 |
2,221 |
19,86 |
|
7,891 |
70,56 |
| Vα |
11,183 |
100,00 |
При α= 1,77 отримуємо такі дані:
Об'єм продуктів горіння Vα=18,998 нм³/нм³
Дійсні витрати сухого повітря, Lα=17,662 нм³/нм³
Дійсні витрати атмосферного повітря, Lα'=17,945 нм³/нм³
Таблиця 3.3 - Кількість і склад продуктів горіння при α=1,77
| Компонент |
нм³/нм³ |
% |
|
1,071 |
8,43 |
|
2,344 |
5,64 |
|
13,961 |
12,34 |
 |
1,614 |
73,52 |
| Vα |
18,989 |
100,00 |
Таблиця 3.4 - Кількість і склад продуктів горіння при α=3
| Компонент |
нм³/нм³ |
% |
|
1,071 |
3,40 |
|
2,540 |
8,07 |
|
23,657 |
75,20 |
|
4,191 |
13,32 |
| Разом Vα |
31,459 |
100,00 |
Таблиця 3.5 - Матеріальний баланс процесу горіння на 100 м³ газу при α=1,77
| Прибуток |
кг |
Витрати |
кг |
| Природній газ |
Продукти горіння |
| =92,07·0,717 |
66,01 |
=1,071·100·1,977 |
211,77 |
| =4,36·1,356 |
5,91 |
=2,344·100·0,804 |
188,45 |
| =0,79·2,020 |
1,60 |
=13,961·100·1,251 |
1746,50 |
| =0,59·2,840 |
1,69 |
=1,614·100·1,429 |
230,57 |
| =0,30·3,218 |
0,96 |
Нев'язка |
-0,01 |
| =0,10·1,264 |
0,13 |
Нев'язка складає
|
| =0,79·1,251 |
0,99 |
| =1,000·0,804 |
0,80 |
| Повітря |
| =209,63·1,77·1,429 |
530,23 |
=209,63·1,77·3,762·
·1,251
|
1746,26 |
=0,16·100·17,662
·0,804
|
22,72 |
| Разом |
2377,29 |
Разом |
2377,29 |
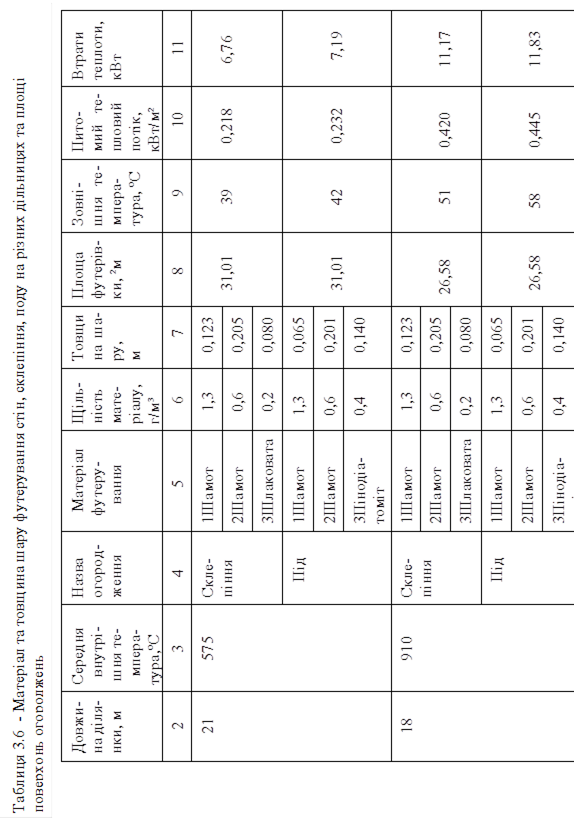
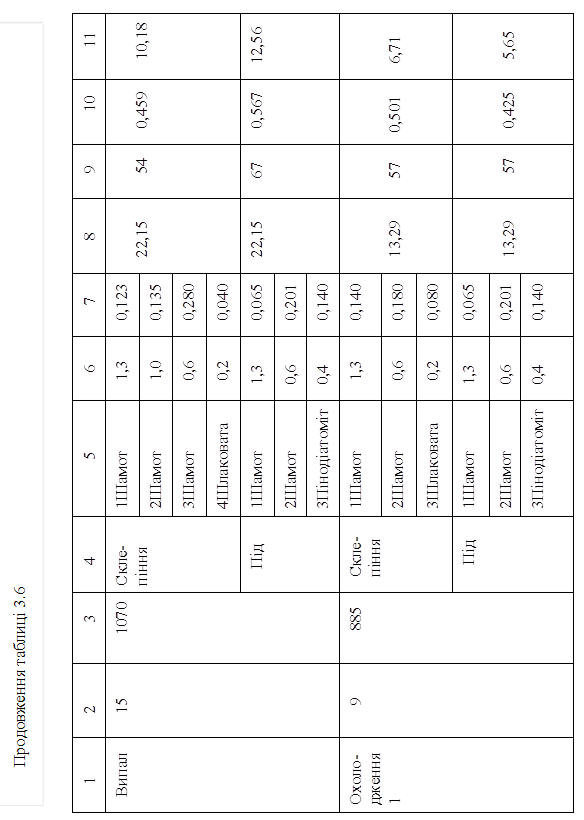
3.4.2 Розрахунок втрат теплоти крізь огородження
Визначення витрат теплоти крізь огородження дозволяє оцінити правильність підбору матеріалів та їх товщини. Як правило температура зовнішньої поверхні огородження в зоні випалу не повинна бути вище 100°C. Коли за розрахунком температура є вищою, то необхідно або збільшити товщину футерувальних матеріалів, або підібрати такі, які мають більші значення теплових опорів.
Розрахунок втрат теплоти виконуємо на ЕОМ за програмою "MONO". Розрахунок наведений у таблиці 3.6.
Площу поверхні стін розраховуємо за формулою:
 , м² (3.8) , м² (3.8)
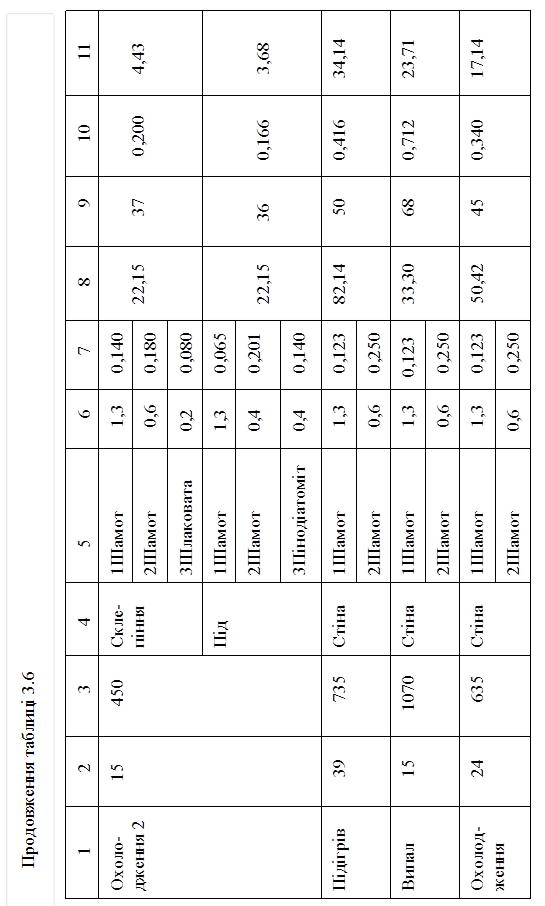
де H - висота робочого каналу, м; (H=0,722 м) Li - довжина ділянки, м; Sск, Sп - товщина склепіння та поду відповідно, м
Площу поверхні склепіння та поду розраховуємо за формулою;
 , м² (3.9) , м² (3.9)
де В - ширина робочого каналу, м;(В=1,15 м)
Sст- товщина стіни, м.
3.4.3 Розрахунок втрат теплоти через отвори у роликах
Втрати теплоти через ролики визначаються за формулою, Вт:
 (3.10) (3.10)
де Тпр, Тнавк - температура відповідно пічного простору і навколишнього сере-довища, К;
F - площа перетину ролика, м²;
φ - коефіцієнт діафрагмування, що визначається за графіком, φ = 0,1.
Розраховуємо кількість роликів в підзонах:
В першій зоні підігріву 
В другій зоні підігріву 
В зоні випалу 
В першій зоні охолодження 
В другій зоні охолодження 
Розраховуємо площу перетину ролика на дільницях:
 м² (3.11) м² (3.11)
де d - діаметр ролика, d = 0,032 м
 м² м²
 м² м²
 м² м²
 м² м²
 м² м²
Розрахунки втрат теплоти через отвори в роликах заносимо в табл.3.7.
Таблиця 3.7 - Втрати теплоти через отвори в роликах
| Зони |
Температура в
зонах, ºC
|
Кількість
роликів
|
Площа отворів роликів |
Кількість теплоти,кВт |
| Перша зона підігріву |
575 |
280 |
0,45 |
1,30 |
| Друга зона підігріву |
910 |
240 |
0,39 |
4,31 |
| Зона випалу |
1070 |
200 |
0,32 |
5,89 |
| Перша зона охолодження |
885 |
120 |
0,19 |
1,93 |
| Друга зона охолодження |
450 |
200 |
0,32 |
0,48 |
Кількість теплоти, яка витрачається на нагрів матеріалу і яку він віддає при охолодженні, визначаємо за формулою, кВт:
Qвироб = P·(Cк·tк - Cn·tn) (3.12)
де P- секундна продуктивність печі, кг/с;
Cк,Cn - теплоємкість матеріалу виробів при кінцевій tк та початковій tnтемпературах, кДж/(кг·град).
Розрахунок втрат теплоти проводимо по зонах печі:
Приклад розрахунку для зони підігріву
Qвироб = 0,34·(0,9426·400-0,8423·20)=122,46 кВт
Дані інших розрахунків зведені в таблицю 3.8.
Таблиця 3.8 - Кількість теплоти, яка витрачається при нагріві та охолодженнівиробів
| Зона печі |
Температура, ºC |
Теплоємкість,
кДж/(кг/град)
|
Кількість
теплоти,
кВт
|
| початкова |
кінцева |
початкова |
кінцева |
| На вході в піч |
20 |
400 |
0,8423 |
0,9426 |
122,46 |
| Зона підігріву |
400 |
1070 |
0,9426 |
1,1195 |
279,08 |
| Зона випалу |
1070 |
1070 |
1,1195 |
1,1195 |
0 |
| Зона охолодження |
1070 |
200 |
1,1195 |
0,8898 |
-346,76 |
| На виході з печі |
200 |
20 |
0,8898 |
0,8423 |
-54,78 |
3.4.4 Тепловий баланс зони підігріву та випалу
3.4.4.1 Прибуток теплоти
Хімічна теплота горіння палива, кВт:
 (3.13) (3.13)
де В- витрати палива, м³/с.
Теплоту, що вносить паливо не враховуємо так як газ надходить не підігрітим.
Теплоту, що вносить повітря, яке надходить на горіння палива, розраховуємо за формулою, кВт:
Qпов =L'α·iпов (3.14)
де L'α - дійсна кількість атмосферного повітря, що витрачається на спалювання палива, м³/м³;
iпов - тепловміст (ентальпія) атмосферного повітря, кДж/м³ при його температурі, tпов=20ºC.
Qпов = 17,945·26,04·В=467,29 В
Теплота підігріву повітря, яке відсмоктується з зони підігріву, кВт:
Qпідс= ( -α)·L'о·іпов·В (3.15) -α)·L'о·іпов·В (3.15)
де - коефіцієнт витрат повітря у підходящих димових газів зони підігріву, =3;
іпов - ентальпія повітря, яке відсмоктується з зони підігріву при середній температурі зовнішній поверхні стін в зоні підігріву, tсер=55ºC
Qпідс= (3-1,77)·10,14·71,6·В=893·В кВт
Фізична теплота сирцю, який входить у піч, кВт:
Qвир=122,46 кВт
Загальний прибуток теплоти в зонах підігріву та випалу:
Qзаг = Qхтп+Qпов+Qпідс+Qвир, кВт
Qзаг=37630,29·В+467,29·В+893·В+122,46=38990,58·В+122,46 кВт
3.4.4.2 Видаток теплоти
Фізична теплота, яка з матеріалом надходить в зону охолодження (з табл.3.8).
Qвироб = 122,46+279,08=401,54 кВт
Втрати тепла з продуктами горіння визначаються за формулою, кВт:
Qдим=Vдим·ідим=B·[Vо+(-1)·Lо']·ідим, (3.16)
де ідим - ентальпія продуктів горіння розрахована за процентним вмістом компонентів димової суміші (α=3) та по їх ентальпії при температурі підходящих газів, тобто при 300ºC.
ідим=558,9·0,034+462,7·0,0807+391,9·0,752+407·0,1332=405,26кДж/м³
Qдим=В·[11,183+(3-1)·10,14]·405,26=12750,69·В кВт
Теплота, яка витрачається на хімічні реакції при випалі виробів:
Розрахунок проводимо за формулою, кВт
Qхім=qх·Gх, (3.17)
де qх - теплота, яка витрачається на фізико-хімічні процеси 1 кг вихідної хімічної речовини в невипаленому продукті, кДж/кг (для Al2O3 qх=2090)
Gх - витрати вихідної хімічної речовини в матеріалі, який завантажують в піч, кг/с (склад маси на суху речовину: глина - 70%, вміст Al2O3 в глині - 28,0%)
Gх=0,34·0,28·0,7=0,06664 кг/с
Qхім=2090·0,06664=139,28 кВт
Втрати теплоти в навколишній простір (через огородження печі).
Підсумовуємо витрати теплоти крізь склепіння, стіни та під за даними табл.3.6.
Qогор = 6,76+7,19+11,17+11,83+10,18+12,56+34,14+23,71=117,54 кВт
Втрати теплоти через вхідну щілину розраховуємо за формулою, Вт:
 (3.18) (3.18)
де F- площа щілини, м²;
φ - коефіцієнт діафрагмування (визначається за графіком в залежності від співвідношення еквівалентного діаметру щілини до товщини стінки);
τ - час відкриття вікна, τ=1
 м м
 тоді φ=0,77 тоді φ=0,77
Тпр- температура простору, К;
Тнавк- температура навколишнього середовища, К;
5,67 - величина коефіцієнту випромінювання абсолютно чорного тіла (Со=5,67 Вт/м²·град)
 Вт = 4,0 кВт Вт = 4,0 кВт
Підсумовуємо втрати тепла через ролики за даними таблиці 3.7.
Qр=1,3+4,31+5,89=11,5 кВт
Визначаємо загальний видаток теплоти в зонах випалу та підігріву:
Qзаг=Qвир+Qдим+Qхім+Qогор+Qр+Qщ, кВт
Qзаг=401,54+12750,69·В+139,28+117,54+11,5+4,0=12750,69·В+673,86 кВт
Прирівнюємо прибуток до витрат та визначаємо витрати палива В:
38990,58·В+122,46=12750,69·В+673,86
26239,89·В=551,4
В=0,021 м³/с
Витрати умовного палива на одиницю продукції:
 кг/кг виробу або 7,9% кг/кг виробу або 7,9%
За отриманими результатами складаємо таблицю теплового балансу зон підігріву та випалу (табл. 3.9).
Таблиця 3.9 - Тепловий баланс зони підігріву та випалу
| Найменування статей |
кВт |
% |
| Прибуток теплоти |
| Теплота горіння палива |
790,24 |
83,99 |
| Теплота повітря, що йде на горіння |
9,81 |
1,04 |
| Теплота повітря, що відсмоктується із зони підігріву |
18,75 |
1,99 |
| Теплота сирцю, що входить в піч |
122,46 |
13,01 |
| Разом |
941,26 |
100 |
| Видаток теплоти |
| Теплота, що відходить з матеріалами в зону охолодження |
401,54 |
42,66 |
| Втрати теплоти з продуктами горіння |
267,76 |
28,45 |
| Теплота, яка витрачається на хімічні реакції при випалі виробів |
139,28
|
14,80
|
| Втрати тепла через огородження |
117,54 |
12,49 |
| Втрати тепла крізь щілину |
4,0 |
0,42 |
| Втрати тепла крізь ролики |
11,5 |
1,22 |
| Непогодженість |
- 0,36 |
-0,04 |
| Разом |
941,26 |
100 |
Відсоток непогодженості  % %
3.4.5 Тепловий баланс зони охолодження
3.4.5.1Прибуток теплоти
Фізична теплота, яку вносять вироби із зони випалу (табл.3.8).
Qвир=346,76+54,78=401,54 кВт
Теплота повітря, яке подається на охолодження виробів, кВт:
Qпов=y·Спов·tпов
Qпов=y·26,04 кВт
Загальний прибуток теплоти:
Qзаг=Qвир+Qпов, кВт
Qзаг=401,54+26,04·y, кВт
3.4.5.2 Витрати теплоти
Витрати теплоти з матеріалом, який виходить із печі (табл. 3.7).Qвир=161,11 кВтТеплота повітря, яке виводиться на сушіння:
 , (3.19) , (3.19)
 - температура повітря, що відбирається на сушіння ( - температура повітря, що відбирається на сушіння ( =450ºC). =450ºC).
 кВт кВт
Втрати теплоти через огорожу печі (табл. 3.6):Qогор=6,71+5,65+4,43+3,68+17,14=37,61 кВт
Втрати теплоти через ролики (табл. 3.7)Qр=1,92+0,48=2,4 кВт
Загальні витрати теплоти:
Qзаг=Qвир+ +Qогор+Qр, кВт +Qогор+Qр, кВт
Qзаг=161,11+y·603,85+37,61+2,4=201,12+y·603,85 кВт
Прирівнюємо прибуток до витрат та визначаємо кількість повітря, яке подається на сушіння:
401,54+26,04·y=201,12+y·603,85
200,42=577,81·y
y=0,347 м³/с
Загальні витрати повітря, яке подається в піч на охолодження виробів:
Vв=y=0,347 м³/с
Отримані дані заносимо в таблицю 3.10.
Таблиця 3.10 - Тепловий баланс зони охолодження
| Найменування статей |
кВт |
% |
| Прибуток теплоти |
| Теплота, яку вносять вироби |
401,54 |
97,77 |
| Теплота повітря, яке подається на охолодження виробів |
9,16 |
2,23 |
| Разом |
410,7 |
100 |
| Видаток теплоти |
| Теплота виробів, які виходять з печі |
161,11 |
39,23 |
| Теплота повітря , що відбирається на сушіння |
209,53 |
51,02 |
| Витрати тепла через огорожу |
37,61 |
9,16 |
| Витрати тепла через ролики |
2,4 |
0,58 |
| Непогодженість |
+ 0,05 |
+ 0,01 |
| Разом |
410,7 |
100 |
Відсоток непогодженості:  % %
Складаємо тепловий баланс по всій печі (табл. 3.11).
Таблиця 3.11 - Зведений тепловий баланс печі
| Найменування статей |
кВт |
% |
| 1 |
2 |
3 |
| Прибуток теплоти |
| Теплота горіння палива |
790,24 |
83,15 |
| Теплота повітря, що йде на горіння |
9,81 |
1,03 |
| Теплота повітря, що підсмоктується з зони підігріву |
18,75 |
1,97 |
| Теплота сирцю, що надходить в піч |
122,46 |
12,89 |
| Теплота повітря, що подається на охолодження |
9,16 |
0,96 |
| Разом |
950,42 |
100 |
| Видаток теплоти |
| Втрати тепла з продуктами горіння |
267,76 |
28,17 |
| Теплота хімічної реакції |
139,28 |
14,66 |
| Втрати тепла через огорожу |
155,15 |
16,32 |
| Втрати тепла через ролики |
13,9 |
1,46 |
| Втрати тепла через щілину |
4,0 |
0,42 |
| Теплота повітря, що відбирається на сушіння |
209,53 |
22,05 |
| Теплота виробів, що виходять з печі |
161,11 |
16,95 |
| Непогодженість |
-0,31 |
-0,03 |
| Разом |
950,42 |
100 |
Відсоток непогодженості = % %
3.5 Аеродинамічний розрахунок
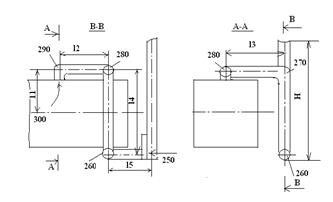
l1
=1м, l2
=3м; l3
=3м; l4
=3,5м; l5
=0,7м; H=20м
Рисунок 3.3 - Схема руху димових газів
3.5.1. Розрахунок розмірів димоходу
Згідно зі схемою (рис.3.3) димові гази, які утворюються в зоні випалу, проходять по пічному каналу, який заповнений садкою виробів та відбираються з одного каналу у зоні підігріву. Димові гази рухаються до димососу і викидаються в атмосферу.
Об'єм газів, що відходять при tд
.г
.= 300ºC та 101,3 кПа визначаємо:
 , м³/с (3.19) , м³/с (3.19)
 м³/с м³/с
При температурі газів, що відходять tд
.г
.= 300ºC, визначаємо секундний об'єм:
 , м³/с (3.20) , м³/с (3.20)
Площа поперечного перетину каналу для відбору газів з печі при швидкості руху газів ω=5 м/с:
 , м² (3.21) , м² (3.21)
 м² м²
Діаметр цього каналу:
 , м (3.22) , м (3.22)
 м м
3.5.2 Розрахунок втрат напору
Температура димових газів на початку зони підігріву 300ºC (tн), в зоні випалу 1100ºC (tк). Середнє зниження температури газів в зоні підігріву
 , град/пог.м , град/пог.м
 град/пог.м град/пог.м
Вільний перетин пічного каналу складає 30-50% його площі поперечного перетину:Fсв=0,3·Fк=0,3·1,15·0,722=0,249м²
Середня швидкість газів в пічному каналі при нормальних умовах:
 м/с м/с
Опір садки в пічному каналі:
 , Па (3.23) , Па (3.23)
де ξ- коефіцієнт опру садки, для фарфорової промисловості ξ=0,43÷0,48;
ρо
- густина димових газів за нормальних умов і коефіцієнт витрати повітря α=3.
ρо
=0,034·1,977+0,0807·0,804+0,752·1,251+0,1332·1,429=1,257 кг/м³
 Па Па
Додаткові втрати напору внаслідок різниці швидкості газів на початку і в кінці дільниці печі, а також вплив геометричного напору розраховуємо за формулою:
 , Па (3.24) , Па (3.24)
де H- висота тунелю, м
 Па Па
Розраховуємо втрати напору на подолання місцевих опорів (hм), опорів тертя (hтер) та на подолання геометричного напору направленого назустріч руху димових газів (hг):
 , Па (3.25) , Па (3.25)
 , Па (3.26) , Па (3.26)
 ,Па (3.27) ,Па (3.27)
де ξ- коефіцієнт місцевих опорів;
ωо
- швидкість газу за нормальних умов у перетині, що розглядається, м/с;
 - густина повітря і димових газів за нормальних умов, кг/м³; - густина повітря і димових газів за нормальних умов, кг/м³;
Тм, Тсер, Тп- температура місцевого опору, середня температура газу на дільниці ,температура повітря, ºК;
λ- коефіцієнт тертя;
L- довжина дільниці, м;
D - наведений діаметр газоходу, м;
H - висота вертикального газоходу, м.
Послідовно визначаємо втрати напору на шляху руху газів з найбільшим опором, потім підсумовуємо їх.
Розрахунки втрат опору на подолання місцевих опорів і тертя наведені у табл. 3.12.
Опір геометричного напору:
 Па Па
 Па Па
Загальні втрати напору в системі:
hзаг=hг+hс+hдод+hм+hтер =-5,86+19,76+175,0+17,63+38,99=257,24 Па
При виборі димососу потрібно врахувати запас напору приблизно 20-40% до загальної суми опорів, тоді:
h'заг=1,3·hзаг=1,3·257,24=334,41 Па
Проводимо перерахунок тиску, що створюється димососом, на температуру20ºC:
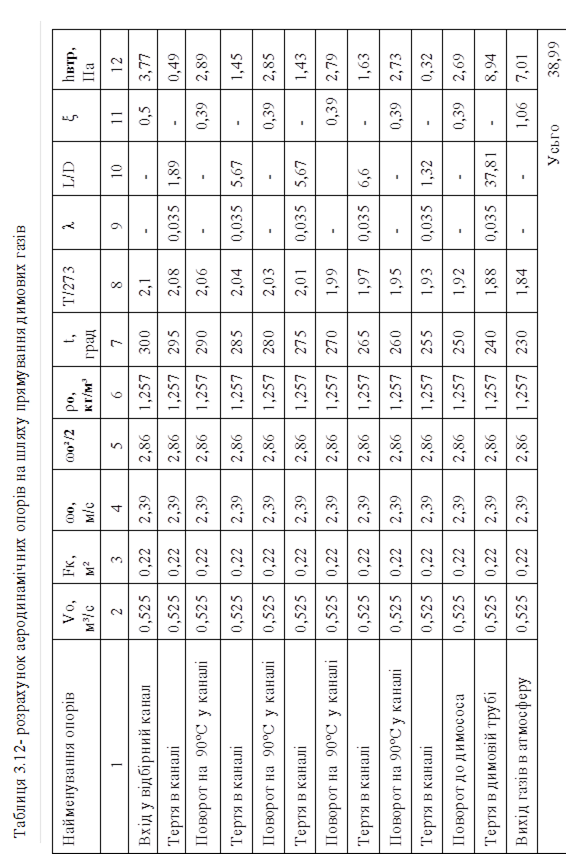
 Па Па
Повна продуктивність димососу з урахуванням робочої температури:
 , м³/год (3.28) , м³/год (3.28)
 м³/год м³/год
Підбираємо димосос низького тиску ВРН№5 з характеристикою [5]:
Продуктивність, м³/год до 16000
Повний тиск, Н/м² до 1000
Частота обертання робочого колеса:
 об/хв об/хв
Коефіцієнт корисної дії, ηв
0,66
Потужність на валу електродвигуна димососу:
 , кВт (3.29) , кВт (3.29)
де Vt- продуктивність димососу при робочій температурі, м³/год;
hp- повне розрідження, створене димососом, Па
ηв-
ККД вентилятору;
ηп -
ККД передачі.
 кВт кВт
Установочна потужність електродвигуна:
Nуст=К·Nдв, кВт (3.30)
де К- коефіцієнт запасу потужності електродвигуна на пусковий момент.
Nуст=1,1·0,95=1,045 кВт
4. АВТОМАТИЗАЦІЯ УПРАВЛІННЯ ПРОЦЕСОМ ВИПАЛУ ПЛИТОКДЛЯ ПІДЛОГИ
4.1 Аналіз об'єкту керування
4.1.1 Короткий опис об'єкту керування
Об'єктом автоматизації у даній роботі виступає конвеєрна газова піч.
Піч являє собою камеру, що футерована вогнетривким матеріалом. В камері розташоване транспортувальне обладнання - роликовий конвеєр, на якому розташовані вироби, які випалюються - плитки для підлоги, що розташовані в ряд горизонтально.
Яруси печі по довжині розподілені на три технологічні зони підігріву, випалу, охолодження, які одна від однієї відділені порогами. Довжина зон підігріву та випалу, охолодження визначаються за виробами, які випалюються, та за температурою на кривій випалу.
У зонах підігріву та випалу кожного з ярусів передбачене верхнє і нижнє розташування пальників. Це дає можливість регулювати перепад температур поміж верхнім та нижнім горизонтами печі.
Роликові печі відкритого полум'я з газовим опаленням обладнані інжекційними пальниками, які установлені в зонах підігріву та випалу, а також у зоні охолодження. Повітря до горілок подається від вентилятору по повітропроводу.
Отвори виходу газоповітряної суміші в пальникових каменях розташовані по дотичній до поверхні склепіння печі, що виключає прямий вплив продуктів горіння на плитки роликів.
Димові гази та нагріте повітря відбирається через декілька отворів на початку печі, в середині та кожній ділянці зони охолодження. Кожна дільниця має автономну систему видалення газів і повітря, що забезпечує високу ступінь регулювання температурного режиму печі.
Охолодження плиток здійснюється за рахунок подачі холодного повітря через отвори в стінах печі вище рольганга, в секції зони охолодження.
Забезпечення оптимальної продуктивності, а також зменшення норм витрати палива при роботі печі у великій мірі залежить від дотримання норм ведення технологічного режиму, що наведений у таблиці 4.1.
Таблиця 4.1 - Норми технологічного режиму
Найменування
об'єкту
|
Найменування параметру |
Номінальне
значення
|
Допустиме відхилення |
Конвеєрна
роликова
газова піч
|
Швидкість руху конвеєру |
1,2 м/хв |
±0,2 м/хв |
| Температура в першій зоні підігріву |
575 ºC |
± 10 ºC |
| Температура в другій зоніпідігріву |
910 ºC |
± 10 ºC |
| Температура в зоні випалу |
1070 ºC |
± 10 ºC |
| Температура в першій зоні охолодження |
885 ºC |
± 10 ºC |
| Температура в другій зоні охолодження |
450 ºC |
± 10 ºC |
| Розрідження |
20 кПа |
± 0,5 кПа |
| Температура димових газів навиході |
300 ºC |
± 10 ºC |
| Концентрація кисню у димових газах |
13,0% |
± 2,0% |
Трубопровід
подачі палива
|
Витрата |
75,6 м³/год |
±1,0 м³/год |
| Тиск |
0,5 МПа |
±0,01 МПа |
Трубопровід
подачі повітря
|
Витрата |
1249,2 м³/год |
±1,0 м³/год |
| Тиск |
1,0 МПа |
±0,01 МПа |
Технологічне обладнання встановлено у закритому вентильованому приміщенні з наступними кліматичними умовами:
- температура навколишнього середовища 18-20ºC;
- відносна вологість - до 60%.
4.1.2 Аналіз технологічних величин
В якості об'єкта автоматизації виступає газова конвеєрна піч. Головна метафункціонування печі полягає у якісному випалі керамічної плитки при мінімальних витратах палива.
Головним показником продуктивності печі є температура у ній. Мета керування полягає у підтримці температури печі на заданому значенні. Ця температура підтримується на встановленому значенні шляхом зміни витрати палива (природного газу).
Також важливою величиною, що характеризує режим печі, виступає розрідження. Піч повинна працювати під розрідженням для забезпечення безпечних умов праці, а також для виключення можливості просочування димових газів у навколишнє середовище. З вищесказаного можна зробити висновок про необхідність регулювання розрідження в печі, тобто підтримку його на заданому значенні. Регулювання розрідження у печі відбувається шляхом зміни витрати димових газів, які відводяться з печі.
Слід зазначити, що для того, щоб використання печі було економічно вигідним треба забезпечити повне згорання палива, яке витрачається для проведення процесу нагрівання. Повне спалення палива забезпечується підтримкою на заданому значенні співвідношення витрат природний газ-повітря шляхом зміни витрати повітря, що надходить у піч. Таким чином, можна досягнути заданої мети керування, а саме забезпечити підтримку максимальної температури у печі при мінімальній витраті палива.
Для забезпечення безперебійної роботи печі необхідно забезпечити автоматичне управління швидкістю руху конвеєру.
Треба також слідкувати за тиском у магістралях повітря та газу для того, щоб знати чи проходять ці речовини по трубопроводах, чи ні, як відбувається переміщення - швидко або мляво та інше.
Обов'язково треба передбачити можливість автоматичного та ручного дистанційного керування витратами матеріальних потоків шляхом відкриття або закриття певних клапанів, встановлених на відповідних магістралях.
4.1.3 Задачі контролю та керування технологічним процесом
Система керування процесом випалу керамограниту у печі повинна забезпечувати досягнення поставленої мети керування за рахунок заданої точності підтримки значень технологічних параметрів у будь-яких умовах виробництва при надійній безаварійній роботі об'єкта автоматизації, а також задовольняти вимогам вибухо- і пожежобезпеки. При цьому важливо, щоб АСКТП була якомога простішою та легкою у експлуатації.
Головною задачею при розробці системи керування є вибір параметрів, що беруть участь у керуванні - параметрів, які необхідно контролювати, регулювати, реєструвати, а також параметрів, які визначають аварійний стан об'єкта.
На етапі вибору параметрів, що характеризують процес, необхідно вибрати ті, які підлягають регулюванню й зміною яких доцільно вносити регулюючий вплив. До параметрів, які необхідно регулювати відносять наступні:
- співвідношення витрат палива та повітря (керуючий вплив наноситься шляхом зміни витрати повітря);
- температура у печі (регулювання відбувається шляхом зміни витрати палива);
- розрідження у печі (регулюючий вплив вноситься шляхом зміни витрати димових газів);
- тиску на нагнітанні насосів.
Контролю підлягають ті параметри, за значеннями яких здійснюється оперативне керування технологічним процесом. До параметрів контролю відносяться наступні параметри:
- швидкість руху конвеєру;
- температура палива на вході;
- температура димових газів на виході з печі;
- концентрація кисню у димових газах;
- витрати палива та повітря;
- розрідження в печі;
- тиск палива та повітря.
Сигналізації підлягають ті параметри, відхилення яких від номінальних значень може привести до аварійної ситуації, вибуху, пожежі та ін. До таких параметрів відноситься:
- тиск повітря та палива;
- розрідження в печі;
- концентрація кисню у димових газах.
Інформаційні функції повинні виконуватись у автоматичному режимі, а функції керування - в двох режимах: автоматичному та ручному дистанційному.Комплекс задач, які повинна вирішувати система, представлено у таблиці 4.2.
Таблиця 4.2 - Комплекс задач контролю та керування
Найменування
об'єкту
|
Найменуванняпараметрів |
Одиницівимірування |
Номінальнезначення |
Інформаційні
функції
|
Керуючі
функції
|
| контроль |
реєстрація |
сигналізація |
регулюван-ня |
логічне ерування |
Конвеєрна
роликова
газова піч
|
Швидкістьруху конвеєру |
м/хв |
1,2 |
+ |
+ |
- |
- |
+ |
| Робота приводу |
+ |
- |
- |
- |
+ |
| Температура впершій зоніпідігріву |
ºC |
575 |
+ |
+ |
+ |
+ |
- |
| Температура вдругій зоніпідігріву |
ºC |
910 |
+ |
+ |
+ |
+ |
- |
| Температура взоні випалу |
ºC |
1070 |
+ |
+ |
+ |
+ |
- |
| Температура впершій зоні охолодження |
ºC |
885 |
+ |
+ |
+ |
+ |
- |
| Температура вдругій зоні охолодження |
ºC |
450 |
+ |
+ |
+ |
+ |
- |
| Розрідження |
кПа |
20 |
+ |
+ |
+ |
- |
- |
| Температурадимових газівна виході |
ºC |
300 |
+ |
+ |
- |
- |
- |
| Концентраціякисню у димових газах |
% |
13,0 |
+ |
+ |
+ |
- |
- |
Трубопровід
подачі палива
|
Витрата |
м³/год |
75,6 |
+ |
+ |
- |
+ |
- |
| Тиск |
МПа |
0,5 |
+ |
+ |
+ |
- |
+ |
Трубопровід
подачі повітря
|
Витрата |
м³/год |
1249,2 |
+ |
+ |
- |
+ |
- |
| Тиск |
МПа |
1,0 |
+ |
+ |
+ |
- |
+ |
4.2 Розробка систем керування технологічним процесом
4.2.1 Призначення, цілі та функції системи керування
Призначення розроблюваної системи керування газовою конвеєрною піччю полягає у виконанні наступних задач:
- ведення технологічного процесу у відповідності до заданого технологічного режиму;
- підвищення оперативності керування;
- забезпечення енергетичних витрат на виробництво;
- забезпечення надійності роботи технологічного обладнання;
- поліпшення умов праці виробничого персоналу;
- підтримка високопродуктивної роботи обладнання.
Цілі, які повинна вирішувати АСКТП, досягаються при виконанні обчислювальною технікою низки функцій, які за змістом дій об'єднані в інформаційну та керуючу підсистеми.
Інформаційна підсистема призначена для представлення оперативному персоналу достовірної інформації про стан об'єкту керування та хід технологічного процесу в цілому.
Керуюча підсистема призначена для визначення та реалізації керуючих дій на технологічний об'єкт (регулювання технологічних параметрів, керування роботою електроприводів та ін.).
4.2.2 Вибір датчиків інформації
Об'єкт, що підлягає автоматизації, за вибухопожежною небезпекою відноситься до категорії "В". Для таких виробництв прилади та засоби автоматизації повинні бути або пневматичними або електричними у вибухонебезпечному виконанні.
Прилади та засоби автоматизації пневматичної гілки ДСП характеризуються безпекою застосування у вибухонебезпечних середовищах, високою надійністю у важких умовах праці, однак пневматичні прилади поступаються електронним у тих випадках, коли технологічний процес потребує високої швидкості або передачі сигналів на великі відстані.
Перевага при виборі датчиків надається тим первинним вимірювальним перетворювачам, що мають стандартний вихідний уніфікований струмів сигнал 0-5 мА.
Для контролю температурного режиму у печі та температури димових газів на виході печі вибираємо термоелектричний перетворювач типу ТПР-0679. Сигнал термоЕРС будемо перетворювати до стандартної струмової форми за допомогою нормуючого перетворювача типу Ш 703, технічні характеристики якого дозволяють використовувати його в комплекті з термоперетворювачем вказаної градуюальної характеристики.
Витрату палива та повітря вимірюємо методом змінного перепаду тисків. Для цього використовуємо комплект приладів, до складу якого входить діафрагма камерна типу ДК 6 та вимірювальний перетворювач різниці тисків типу "Сапфір-22-ДД-Ех" у вибухозахищеному виконанні.
Тиск повітря та палива вімірюємо перетворювачем надлишкового тиску типу "Сапфір-22-ДІ-Ех".
Для вимірювання розрідження у печі використовуємо вимірювальний перетворювач типу "Сапфір-22-ДІВ-Ех".
Швидкість пересування конвеєру контролюється електричним тахометром типу ТЕ-1, який має вихідний уніфікований сигнал 0-5 мА.
Вимірювання концентрації кисню у димових газах будемо виконувати за допомогою термомагнітного газоаналізатора типу ГТМК-18-02. Цей прилад відповідає вимогам вимірювального середовища у необхідному діапазоні. Також для побудови автоматичної системи керування важлива наявність струмового виходу 0-5 мА.
Обрані прилади та засоби автоматизації занесені до замовної специфікації.
З аналізу технологічних параметрів витікає, що керування процесом потребує не тільки регулювання окремих технологічних параметрів, але й вирішення окремих задач керуючої логіки. Враховуючи вищесказане, система керування повинна бути побудована на базі керуючої обчислювальної машини (КОМ), наприклад, мікропроцесорного контролеру.
В якості такого пристрою обрана одна з моделей мікропроцесорного контролера Ломіконт Л-112. Цей вибір обумовлено тим, що Ломіконт є багатоцільовим контролером загально промислового призначення, архітектура контролера оптимізована для вирішення задач оптимального керування технологічним процесами та для виконання операцій керуючої логіки. Контролер має в своєму складі таймери та лічильники, що дозволяє виводити технологічні повідомлення та поточні значення параметрів на монітор для спостереження за ходом технологічного процесу і на друкуючий пристрій з метою документування процесу керування.
Ломіконт може працювати як у складі великої розподіленої АСКТП, зв'язуючись з ЕОМ верхнього рівня по каналах цифрового зв'язку, та і в якості автономного технічного засобу, котрий вирішує комплекс задач оптимального і логічного керування, регулювання, відображення та документування інформації про хід процесу керування.
В даному проекті обираємо другий варіант використання процесора, тобто Ломіконт є автономним технічним засобом.
Для реалізації функцій контролю технологічного процесу обираємо алфавітно-цифровий відеотермінал ВТА-2051М, для реалізації функцій реєстрації - пристрій друку знакосинтезуючий А 521 4/6. Ці пристрої підключаються до Ломіконта по каналах цифрового зв'язку. Вони дозволяють обійтися без традиційних щитових вторинних приладів (показуючи та записуючих).
В комплекті з мікропроцесорним контролером працюють звичайні датчики та виконуючі механізми.
4.2.3 Вибір виконуючих пристроїв
В даній роботі виконуючі пристрої обрані з пневмоприводом, враховуючи наявність небезпеки вибуху.
Обираючи регулюючий клапан, були враховані наступні фактори:
- діаметр трубопроводу, на якому буде встановлено відповідний регулюючий орган;
- характеристики середовища у трубопроводі (температура, тиск, вид середовища);
- категорія виробництва за вибухопожежобезпекою.
Виконуючими пристроями для регулювання температури обираємо регулюючий вентиль типу 25ч38нж.
4.2.4 Вибір допоміжної апаратури
Для керування роботою електроприводу було обрано безконтактний пускач ПБР-2М. Для реалізації необхідного обсягу ручного керування та переводу системи з автоматичного режиму на ручний та у зворотному напрямку будемо використовувати блок ручного керування БРУ-32.
Для ручного керування регулюючою арматурою з пневмоприводом та для переходу з автоматичного режиму керування на ручний і навпаки обираємо пневматичну панель дистанційного керування типу ПП12.2.
Оскільки обробка інформації у контролері відбувається у електричній формі, то вихідний сигнал Ломіконту повинен бути перетворений до пневматичної форми, що дасть змогу завести його до пневматичного виконуючого механізму. Для виконання поставленої задачі вибираємо перетворювач електропневматичний типу ЕПП.
Обрані прилади та засоби автоматизації обиралися за довідниками [16,17] та занесені до замовної специфікації.
4.2.5 Опис функціональної схеми керування
Функціональна схема автоматизації процесу випалу плиток у газовій конвеєрній печі представлена на аркуші графічної частини.
Схема розроблена у відповідності до ГОСТу 21.404-85 за правилами, викладеними у [18]. Обрані технічні засоби автоматизації згруповані на полі креслення за призначенням функціонування.
Контури контролю та керування побудовані так, щоб реалізувати задачі АСКТП, що наведені раніше.
Температура у печі та температура димових газів вимірюється термоелектричним перетворювачем типу ТПР-0679 ( поз. 16-1, 17-1, 18-1, 19-1, 20-1, 36-1), що працює разом з нормуючим перетворювачем типу Ш 703 ( поз. 16-2, 17-2, 18-2, 19-2, 20-2, 36-2). За рахунок зміни витрати палива відбувається регулювання температури у печі. Для цього використовується регулююча арматура типу 25ч38нж (поз. 16-5, 17-5, 18-5, 18-8, 19-5, 20-5), сигнал до якої надходить від контролера через електропневмоперетворювач ЕПП (поз. 16-3, 16-6, 17-3, 17-6, 18-3, 18-6, 19-3, 20-3) та пневматичну панель керування ПП12.2 (поз. 16-4, 16-7, 17-4, 17-7, 18-4, 18-7, 19-4, 20-4).
Тиск повітря та палива у відповідних трубопроводах вимірюється перетворювачем надлишкового тиску типу "Сапфір-22-ДІ-Ех" (поз. 1-1, 2-1…13-1, 27-1, 28-1, 29-1, 30-1). Регулювання тиску реалізовано за схемою блок ручного керування БРУ- 32 (поз. 31-1, 32-1, 33-1, 34-1) - реверсивний пускач ПБР-2М (поз. 31-2, 32-2, 33-2, 34-2), який виконує вмикання або вимикання приводу вентилятора. Випадки відхилення параметру за встановленні межі - недопустиме, тому будемо видавати сигналізацію встановленого положення.
Витрати палива та повітря, що надходять до печі, вимірюється комплектом приладів, до складу якого входить діафрагма камерна ДК6 ( поз. 21-1, 22-1, 23-1, 24-1, 25-1, 26-1) та вимірювальний перетворювач надлишкового тиску типу "Сапфір-22-ДД-Ех" (поз. 21-2, 22-2, 23-2, 24-2, 25-2, 26-2). Вихідний сигнал від перетворювачів 0-5 мА надходить на контролер. Задане співвідношення витрат палива та повітря, скоректоване на основі попередньо проведених обчислень, підтримується шляхом зміни подачі повітря на відповідному трубопроводі через виконавчий пристрій типу 25ч38нж (поз. 22-5, 24-5, 26-5). Сигнал на виконавчий пристрій надходить через електропневмоперетворювач ЕПП (поз. 22-3, 24-3, 26-3) та пневматичну панель керування ПП12.2 (поз. 22-4, 24-4, 26-4).
Швидкість руху конвеєру печі контролюється електричним тахометром типу ТЕ-1, до складу якого входить датчик - тахогенератор змінного струму (поз. 14-1) та вторинний прилад - стрілочний вимірювальний прилад типу Ц 1600/К (поз. 14-2). Логічне керування БРУ-32 (поз. 15-1) та безконтактного пускача типу ПБР-2М ( поз. 15-2).
Концентрація кисню у димових газах вимірюється термомагнітним газоаналізатором типу ГТМК-18-02 (поз. 35-1, 35-2). Вихідний сигнал газо-аналізатора 0-5 мА надходить на контролер для подальшої обробки. Задане значення вмісту кисню підтримується шляхом зміни подачі повітря на відповідному трубопроводі через виконавчий пристрій типу 25ч38нж (поз. 35-5). Сигнал на виконавчий пристрій надходить через електропневмоперетворювач ЕПП (поз. 35-3) та пневматичну панель керування ПП12.2 (поз. 35-4).
Замовна специфікація
5. ОХОРОНА ПРАЦІ
5.1 Характеристика об'єкта, що проектується, та місця йогопроектування
Завод по виробництву плитки для підлоги планується звести на околиці міста Миколаєва.
Місто Миколаїв розташовано в зоні помірно-континентального клімату, який характеризується короткочасною і порівняно теплою зимою, із частими відлигами та спекотним літом.
Переважаючий напрямок вітру північний, і це сприяє видаленню шкідливих викидів у бік протилежний від житлового району (завод розташо-ваний із південної сторони стосовно житлової забудови).
Дана місцевість в основному рівнинна, переважаючий тип ґрунту - чорно-зем. Водопостачання підприємства планується здійснювати з місцевої системи водопостачання. Для водовідведення використовується існуюча сіть виробничої і побутової каналізації.
Так як підприємство є джерелом забруднення атмосфери і відноситься до IV класу шкідливості, то для нього встановлений розмір санітарно-захисної зони - 100 м. Санітарно-захисна зона буде озелененою, щоб виконувати роль захисного бар'єру від виробничого пилу та шуму.
Мінімально допустимі відстані між будівлями приймаємо 12м.До кожної будівлі проектуємо проїзди для пожежних машин, так як ширина будівель більше 18 м, то проїзди проектуємо з двох боків.
Планується, що ширина магістральної дороги з двобічним рухом тран-спорту буде 7,5 м, а міжцехових доріг з однобічним рухом транспорту буде 4м.
Уздовж магістральних і виробничих автомобільних доріг передбачаємо тротуари. Тротуари повинні бути відділені від дороги розподільчою смугою шириною не менше 0,8 м, мінімальна ширина тротуарів - 1,5 м [18].
Відповідно до функціонально-технологічних ознак на підприємстві виді-ляються передзаводська, виробнича, складська і підсобна зони.
Передзаводська зона підприємства розташовується зі сторони основнихпід'їздів і підходів працюючих до підприємства. Передзаводська зона включає в себе заводоуправління, стоянку для автотранспорту, столову.
Виробничу зону розташовуємо в центральній частині площадки підпри-ємства. Вона включає основний цех, а також споруди допоміжних виробництв - ремонтні, експериментальні цехи.
Підсобну зону розташовуємо в безпосередній близькості від виробничої, розмішуючи в ній електростанції, котельні, очисні споруди, комунікаційні системи.
Складську зону розміщуємо біля зовнішніх меж підприємства з урахуванням ефективного використання залізничного транспорту для підвозу-вивозу сировини і готової продукції [19].
5.2 Характеристика негативних факторів проектованого об'єкта
Залежно від ступеня токсичності, фізико-хімічних властивостей і шляхів проникнення в організм, санітарні норми встановлюють гранично допустимі концентрації (ГДК) шкідливих речовин у повітрі робочої зони виробничих приміщень, перевищення яких неприпустиме.
Характеристика сировинних матеріалів, що застосовуються у роботі приведена у таблиці 5.1 [20].
Таблиця 5.1 - Характеристика сировинних матеріалі
| Матеріал |
Характер дії на організм людини |
ГДК,
мг/м³
|
Клас
небезпеки
|
| 1 |
2 |
3 |
4 |
| Глина |
Подразнює слизові оболонки очей, носа,рота, викликає захворювання туберкульозом легень |
4 |
3 |
| Маріуполіт |
Викликає пневмоконіоз, який характеризується помірним склерозом |
6 |
3 |
| Червоний шлам |
При вдиханні пилі поражаються легені,пил позразнює слизові оболонки очей,носа, рота |
2 |
2 |
Сода
кальцинована
|
Спостерігається виявлення слизистоїноса, викликає захворювання коньюнктивит |
2 |
2 |
| Рідке скло |
При відложеннях пиловидних частокв органах дихання викликає захворювання пневмоконіозом і хронічного пилевого бхонхиту |
0,15 |
2 |
У відповідності із санітарною характеристикою виробничий процес отримання плиток для підлоги відноситься до другої групи виробничих процесів, що пов'язані з виділенням пилу, а також напруженою фізичною працею.
Окрім шкідливих речовин також впливають і інші небезпечні фактори, наприклад такі як підвищена температура і вологість.
Надмірні фізичні та нервово-психічні перенавантаження зумовлюють зміни у фізіологічному та психічному станах працівника, призводять до розвитку втоми та перевтоми.
Боротьба зі втомою, в першу чергу, зводиться до покращення санітарно-гігієнічних умов виробничого середовища (ліквідація забруднення, шуму, вібрації, нормалізація мікроклімату, раціональне освітлення) [22].
5.3 Заходи зі створення безпечних та здорових умов праці,передбачених проектом
Для створення безпечних та здорових умов праці на підприємстві впрова-джується автоматизація важких та трудомістких процесів, заміна ручної праці механізованою. Застосування засобів механізації та автоматизації дозволяє суттєво знизити травматизм. Більш детально питання з автоматизації та механізації виробничих процесів представлені у розділі 4.
5.3.1 Вимоги до трубопроводів та комунікацій
Для забезпечення здорових та безпечних умов праці на заводі планується широко використовувати опізнавальну сигналізацію, тобто фарбування у відповідні кольори кнопок, електричних проводів, балонів і трубопроводів.
Заходи безпеки при експлуатації промислових трубопроводів регламен-туються [23].
Так як на заводі планується використовувати нижчезгадані речовини, то для трубопроводів передбачається таке забарвлення та такі попереджувальні кольорові кільця: для води - зелений; для пару - червоний з жовтим кільцем; для повітря - синій з зеленим кільцем; для природного газу - жовтий колір з червоним кільцем [24].
5.3.2 Захист від шкідливої дії шуму, вібрації
Існують такі способи боротьби з шумом механічного походження та вібра-цією:
- зменшення шуму та вібрації безпосередньо в джерелах їх виникнення, застосовуючи обладнання, що не утворює шуму, замінюючи ударні технологічні процеси безударними;
- зменшення шуму та вібрації на шляхах їх розповсюдження заходами звуко- та віброізоляції, а також вібро- та звукопоглинання;
- зменшення шкідливої дії шуму та вібрації, застосовуючи індивідуальні засоби захисту та запроваджуючи раціональні режими праці та відпочинку [22].
5.3.3 Класифікація приміщень за ступенем електронебезпеки
На заводі діятимуть приміщення двох видів згідно ПУЕ. Приміщення з підвищеною небезпекою та приміщення без підвищеної небезпеки.
Цех основного виробництва відноситься до приміщень з підвищеною небезпекою ураження електричним струмом, бо має залізобетонну підлогу, що проводить струм, вогкість та можливість торкання людей до металевих корпусів електрообладнання.
До приміщень без підвищеної небезпеки, що характеризуються відсутністю ознак підвищеної і особливої небезпеки, будуть віднесені приміщення заводокерування та допоміжні приміщення [25].
5.3.4 Електробезпека. Заземлення електрообладнання
У багатьох електричних пристроях недоступність струмоведучих частин буде досягатися використанням різного виду блокувальних пристроїв (електричних, механічних) та огородженням.
У баштовій розпилюючий сушарці, що працює під тиском, планується використовувати запобіжні клапани, які випускатимуть в атмосферу надлишок пару при цьому зменшуючи тиск в установці.
У сполученні з іншими заходами захисту буде широко використовуватися звукова і світлова сигналізація [26].
Поява напруги на не струмопровідних частинах електроустановок може бути пов'язана з пошкодженням ізоляції і замиканням на корпус. Основним технічним заходом щодо попередження електротравм при замиканні на корпус буде використання захисного заземлення [22].
Розрахунок заземлюючого пристрою
Параметри заземлюючого пристрою:
Електрод: тип - трубчастий
довжина - 3 м
діаметр - 30 мм
Питомий опір ґрунту - 20 Ом·м (чорнозем).
1. Опір розтікання струму одного вертикального електроду:
 (5.1) (5.1)
де ρ - питомий опір ґрунту у місці розташування заземлювачів, Ом·м.
l - довжина стержневого або трубчастого електрода, м;
z - довжина штиби, яка з''єднує всі вертикальні стержневі або трубчасті електроди, м;
d - діаметр стержневого або трубчастого електрода, м;
t - глибина розташування середини електрода від поверхні землі, м;
to - відстань від верхньої точки стержневого або трубчастого заземлювача до поверхні землі, м; 0,5≤ to ≤1,0 м;
b - ширина з"єднувальної штиби, м; як правило, вона дорівнює діаметру електрода.
 м м
 Ом Ом
2. Попередню кількість заземлювачів:
 (5.2) (5.2)
де  - допустимий опір заземлюючого пристрою, Ом. - допустимий опір заземлюючого пристрою, Ом.  Ом Ом
 Приймаємо Приймаємо 
3. Потрібна кількість вертикальних електродів:
 (5.3) (5.3)
де  - коефіцієнт використання вертикальних електродів, який ураховує обопільне екранування. - коефіцієнт використання вертикальних електродів, який ураховує обопільне екранування.   , ,  Приймаємо Приймаємо 
4. Довжина з'єднувальної штиби, м:
 (5.4) (5.4)
де  - відношення відстані між електродами до їх довжини. - відношення відстані між електродами до їх довжини.
 м м
5. Опір розтіканню струму з'єднувальної штиби без урахування екранування, Ом:
 (5.5) (5.5)
де  - ширина з'єднувальної штиби, м. - ширина з'єднувальної штиби, м.
 Ом Ом
6. Загальний опір заземлюючого пристрою Rз , який складається із опору вертикальних електродів та опору з'єднувальної штиби:
 (5.6) (5.6)
де  - коефіцієнт використання з'єднувальної штиби. - коефіцієнт використання з'єднувальної штиби.
 
 Ом Ом
 Ом < Ом Ом < Ом
- це відповідає правилам устрою електроустановок (ПУЕ).
5.3.5 Боротьба зі статичною електрикою
Для попередження накопичування зарядів статичної електрики викори-стовуються такі заходи:
1. Заземлення всіх металевих і струмопровідних частин обладнання з опором заземлюючого пристрою до 100 Ом.
2. Зволоження повітря в приміщеннях, де обробляються або зволожуються діалектрики.
3. Іонізація повітря в місцях виникнення й накопичення зарядів електрики.
4. Відведення зарядів статичної електрики, що накопичуються на людях [25].
5.3.6 Освітлення виробничих приміщень
Стан освітлення виробничих приміщень відіграє важливу роль для попередження виробничого травматизму.
Природне освітлення виробничих приміщень буде здійснюватися світлом через світлові прорізи (вікна) в зовнішніх стінах або через аераційні ліхтарі, що будуть встановлені на покрівлях виробничих будівель.
На поточній лінії, що буде розташована в основному виробничому цеху планується використовувати загальне локалізоване освітлення, що забезпечить можливість виконання робіт різноманітних за характером.
Місцеве освітлення планується використовувати для освітлення тільки робочих місць, стаціонарне - для контролю за якістю продукції на поточних лініях, а переносне - для тимчасового збільшення освітленості окремих місць при огляді, контролі параметрів або ремонті.
Також буде передбачене аварійне освітлення, що призначається для робіт, де у випадку відсутності робочого освітлення може порушуватися технологія, виникнути небезпека вибуху, пожежі, отруєння людей (пічні відділення).
Освітленість проїздів на території підприємства буде не менше 0,5 лк, а у воріт і площ підприємства не менше 0,2 лк [22].
Розрахунок необхідної кількості світильників та їх розміщення
Виробниче приміщення - склад виробів: довжина - 24 м, ширина - 54 м, висота - 9 м.Необхідна кількість світильників для виробничих приміщень визначається за формулою:
 (5.7) (5.7)
де  - нормативна освітленість для даного розряду зорових робіт, лм; - нормативна освітленість для даного розряду зорових робіт, лм;  лк лк
 - площа приміщення, м²; - площа приміщення, м²;  м² м²
 - коефіцієнт запасу, - коефіцієнт запасу,  
 - поправочний коефіцієнт світильника, - поправочний коефіцієнт світильника,  ; ; 
 - світловий потік однієї лампи у світильнику, лм; - світловий потік однієї лампи у світильнику, лм;  лм лм
 - кількість ламп у світильнику, - кількість ламп у світильнику,  ; ; 
 - коефіцієнт використання освітлювальної установки. - коефіцієнт використання освітлювальної установки.
Коефіцієнт  визначається за світлотехнічними таблицями залежно від показника приміщення визначається за світлотехнічними таблицями залежно від показника приміщення  . Показник приміщення φ розраховується за формулою: . Показник приміщення φ розраховується за формулою:
 (5.8) (5.8)
де і - відповідно довжина і ширина приміщення, м;
 - висота підвісу світильника над робочою поверхнею, м. - висота підвісу світильника над робочою поверхнею, м.
 м м
Приймаємо коефіцієнт відбиття стін і стелі:  = 70%, = 70%,  =50%. Тоді маємо u = 56 %. =50%. Тоді маємо u = 56 %.
Приймаємо світильник з газорозрядними лампами високого тиску з такими характеристиками:
тип світлового приладу РПП01-125;
тип КСС Д;
джерело світла: - тип ДРЛ - 125;
- світловий потік 5600 лм
 шт шт
 рядів рядів 
Приймаємо 8 рядів в яких по 23 світильника.
5.3.7 Вентиляція
У роботі планується використовувати декілька способів вентиляції. Зокрема на складі сировини буде організована природна вентиляція, а у масозаготівельному та основному цеху планується застосовувати механічну притічно-витяжну загальнообмінну вентиляцію в комбінації з місцевою.
Місцеву витяжну вентиляцію планується застосувати у приміщенні баштової розпилюючої сушарки.
Розрахунок місцевої витяжної вентиляції виробляється за формулою:
 (5.9) (5.9)
де W- об'єм відсмоктую чого повітря, м³/год;
F - площа нижнього перерізу витяжного зонта, м²;
Vc - швидкість руху всмоктую чого повітря в перерізі  , м/с. , м/с.
 м² м²
 м³/год м³/год
Вибираємо 2 відцентрованих вентилятори пилевого типу В-ЦП7-40 з такою характеристикою:
- продуктивність 8000 м³/год
- номер вентилятора 6
- напор 300 мм вод.ст.
- частота обертання 1790 об/хв
- електродвигун:
тип 4А160S4
потужність 15 кВт
частота обертання 1465 об/хв
Кратність повітрообміну визначаємо за формулою,  : :
 (5.10) (5.10)
де  -об'єм приміщення, м³. -об'єм приміщення, м³.
 м³ м³
5.3.8 Безпека внутрішньозаводського і цехового транспорту
Швидкість залізничного транспорту на території підприємства повинна бути не більше - 10 км/год. На території підприємства швидкість руху автотран-спорту повинна бути не більше 10 км/год. При в'їзді в цех і виїзді із нього швидкість руху автотранспорту не повинна перевищувати 5 км/год [19].
Швидкість руху електрокарів та електронавантажувачів в приміщеннях не повинна перевищувати 6 км/год, а при русі по естакадам та проїздам - 3 км/год.
На підприємстві планується широко застосовувати конвеєри. Всі рухливі частини конвеєрів до яких можливий доступ працівників, повинні бути огороджені. Частини стрічки конвеєра, де прохід людей заборонено, будуть огороджені поручнями висотою 1 м від підлоги. Конвеєри матимуть аварійні вимикачі, що розташовані по всій довжині. Передбачається, що ширина проходів для обслуговування конвеєрів становитиме - 1 м. Поміж паралельно встановлених конвеєрів передбачається прохід шириною - 1,2 м [22].
5.3.9 Опалення, водопостачання і каналізація
У даному проекті планується використовувати комбіновану систему опалення, в якій буде задіяне центральне повітряне опалення, що діятиме сумісно з загальнообмінною вентиляцією і водяним опаленням низького тиску.
При проектуванні систем водопостачання і каналізації будуть впроваджені найбільш прогресивні технології обладнання для підготування і подачі води, відведення і очистки промислових стоків, що забезпечуватимуть найменше забруднення стічних вод, та нададуть можливість утилізації і використання відходів виробництва.
Для водовідведення на заводі планується використовувати існуючу сіть виробничої і побутової каналізації.
Усі стичні води будуть спускаються у міську каналізаційну систему. Так як у виробництві застосовуються мокрі способи обробки пильних матеріалів стічні води будуть потрапляти у систему загальної каналізації крізь відстійники [19].
5.3.10 Засоби індивідуального захисту, спецодяг
ЗІЗ підрозділяються на засоби захисту рук, голови, очей, органів слуху і інші. Вибір ЗІЗ залежить від комплексу негативних факторів, що характерні для конкретного виду робіт.
У виробництві планується використовувати такі ЗІЗ:
1) спецодяг (куртки, штани, комбінезони, халати);
2) спецвзуття (чоботи і чобітки);
3) проти пильні респіратори ШБ-1 "Пелюсток";
4) рукавиці (для захисту від механічних пошкоджень та підвищених температур).
5.4 Характеристика об'єкта, що проектується, за пожежо- івибухонебезпекою
У відповідності з [24] приміщення підприємства по пожежо- і вибухонебезпечності відноситься до категорії Г.
При виробництві використовуються негорючі матеріалі. Тому приміщення відносяться до вибухонебезпечної зони класу В-Iа, при якій вибух може статися лише у результаті аварії або несправності [20]. Джерелами загорання на підприємстві можуть бути: відкрите полум'я, невідповідність або несправність електрообладнання, іскри від ударів і тертя деталей обладнання, самозаймання, статична електрика, розряд блискавки [27].
5.5 Протипожежні заходи
Несучі та огороджуючи конструкції будівель та споруд підприємства будуть виконані з штучних камінних матеріалів, бетону, залізобетону, а також стальних конструкцій. Ці матеріали негорючі, тому споруди відносяться до II ступеня вогнестійкості. Для запобігання поширення вогню по будинку планується поділяти його протипожежними перегородкам.
Ширина виходів з приміщень буде 2м, а висота 2,2 м. Кількість виходів з будівель представлена на генеральному плані підприємства.
До кожної будівлі планується запроектувати проїзди для пожежних машин з двох боків [20].
5.6 Засоби гасіння пожеж
В якості первинних засобів гасіння пожеж планується використовувати ящики з піском, внутрішні пожежні крани, ковдри та кошми, лопати, сокири та багри. Протипожежне водопостачання буде здійснюватися системою проти-пожежного водопроводу низького тиску, що об'єднаний з промисловим водопроводом.Так як воду та пінні вогнегасники не можна використовувати для гасіння пожеж з електроустановками, що находяться під напругою, тому планується використовувати вуглекислотні вогнегасники різних типів ( ВВ-2, ВВ-5).
6. ОРГАНІЗАЦІЙНО-ЕКОНОМІЧНА ЧАСТИНА
6.1Розрахунок виробничої потужності цеху
Проектується цех з виробництва 800000 м² керамічної плитки для підлоги на рік.
Таблиця 6.1 - Виробнича програма
| Найменуванняпродукції |
Випуск продукції,м² |
Оптова ціна
за м², грн
|
Вартість усієї продукції, грн |
| Керамічна плиткадля підлоги |
800000 |
40 |
32000000 |
Виробнича потужність цеху визначається за формулою:
 (6.1)
(6.1)
де Мпр - виробнича потужність цеху, м²/рік;
Теф - ефективний річний фонд робочого часу за рік, хв;
Кт - коефіцієнт виходу придатної продукції;
Єп - ємкість печі, шт плиток;
τв - час випалу плиток, хв;
Кпл - кількість плиток в м².
Для безупинного режиму (робота конвеєрної лінії):Теф= К - Тк , (6.2)
де К - календарний час роботи, год/рік;
Тк - час на капітальні, планово-попереджувальні ремонти, технологічні зупинки, год/рік.Теф= 8760-576=8184 год/рік
Коефіцієнт використання виробничої потужності розраховуємо по формулі:
 (6.3) (6.3)
де Впр - річний випуск продукції по проекту, м².
Коефіцієнт екстенсивності:
 (6.4) (6.4)
де Т кал=365·24=8760 год;
Інтегральний коефіцієнт Кінт= Кекс·Квп (6.5)
Резерв потужності Rп =1- Кінт (6.6)
 м²/рік
м²/рік
тоді 
Отже Кінт=0,934·0,928=0,867; Rп=1-0,867=0,133
6.2 Розрахунок капітальних витрат і амортизаційних відрахувань
Для розрахунків вартості й амортизаційних відрахувань використовуємо балансову вартість будинків, споруджень, обладнання і інших основних фондів і норми амортизації. результати розрахунків приводимо в табл.6.2 і 6.3.
Таблиця 6.2 - Вартість основного устаткування
| Найменування устаткування |
Кількість, шт |
Вартість, грн |
| Дозатор |
3 |
6300 |
| Грейферний кран |
1 |
92800 |
| Глинорізка |
1 |
48000 |
| Кульовий млин |
14 |
173600 |
| Змішувальний басейн |
8 |
65600 |
| Прес |
3 |
75900 |
| Баштова розпилююча сушарка |
2 |
183450 |
| Автоматизована конвеєрна лінія |
2 |
1000000 |
| Разом |
1639350 |
Визначаємо питомі капітальні витрати:
 (6.7) (6.7)
де Кзаг - загальна сума балансової вартості основних виробничих фондів заводу, грн.
 грн/м² грн/м²
Таблиця 6.3 - Розрахунок вартості й амортизаційних відрахувань основних виробничих фондів
| Найменування |
Повна балансовавартість, грн |
Загальна (місячна) норма амортизації,% |
Амортизаційні
відрахування
( у міс. тис.грн)
|
| Споруди і передаточні пристрої |
| Водопровід |
120400 |
8 |
9632 |
| Газопровід |
144830 |
8 |
11586 |
| Вторинні електролінії |
330160 |
8 |
26413 |
| Разом |
595390 |
47631 |
| Будівлі |
| Головний корпус,АВК і склад |
3650800 |
8 |
292064 |
| Устаткування |
| Основне устаткування |
1639350 |
24 |
393444 |
| Під'ємно-транспортні пристрої |
330200 |
24 |
79248 |
| Засоби КВП, автоматики |
228400 |
40 |
91360 |
| Обчислювальна техніка |
120530 |
60 |
72318 |
| Разом |
5969280 |
928434 |
| Всього |
6564670 |
976065 |
6.3 Розрахунок показників по праці і заробітній платні
Зарплата - це частина національного продукту, що йде на особисте споживання робітника (виконавця) відповідно до кількості і якості виконаної роботи. На підприємстві використовуються почасово-преміальна система оплати праці, тобто до оплати за пророблений час по тарифним ставках додається премія відповідно до затвердженого на підприємстві положення.
Для усіх робітників установлений п'ятиденний робочий тиждень із восьмигодинним робочим днем і двома вихідними. Робітники допоміжних професій працюють по одній зміні в добу. Робітники ділянок пресування, сушіння і випалу працюють по чотирьох бригадному графіку роботи (табл. 6.4).
Таблиця 6.4- Чотирьохбригадний графік змінності
| Зміна |
Режимроботи |
Дні місяця |
Тривалістьвідпочинкуприпереході зізміни в зміну, хв |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
| 17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
1 |
| 1 |
0-8 |
А |
А |
А |
А |
Б |
Б |
Б |
Б |
В |
В |
В |
В |
Г |
Г |
Г |
Г |
1-2 - 48 |
| 2 |
8-16 |
В |
Г |
Г |
Г |
Г |
А |
А |
А |
А |
Б |
Б |
Б |
Б |
В |
В |
В |
2-3 - 48 |
| 3 |
16-24 |
Б |
Б |
В |
В |
В |
В |
Г |
Г |
Г |
Г |
А |
А |
А |
А |
Б |
Б |
3-1 - 48 |
| Відпочинок |
Г |
В |
Б |
Б |
А |
Г |
В |
В |
Б |
А |
Г |
Г |
В |
Б |
А |
А |
Основними показниками по праці і заробітній платні є:
Графік змінності, види, кількість і склад бригади, розрахунок загальної чисельності працюючих:
- обґрунтування систем оплати праці, що застосовуються;
- показники умови і розміри преміювання основних і допоміжних робітників;
- розрахунок планового фонду заробітної плати по категоріях працюючих;
- середньомісячна заробітна платня робітника, керівника, спеціаліста.
Баланс робочого часу одного робітника приведений у таблиці 7.5.
Визначаємо обліковий коефіцієнт по формулі:
 (6.8) (6.8)
Для безупинного виробництва 
Для перериваного виробництва 
Таблиця 6.5 - Баланс робочого часу одного робітника
| Показники |
Безупинне виробництво,8-ми годинна зміначотирьох бригадний
графік роботи
|
Перериване виробнитво, п'ятиденний робочий тиждень, 8-мигодинна зміна |
| 1 Календарний фонд часу, дні |
365 |
365 |
| - Вихідні дні |
91 |
104 |
| - святкові дні |
- |
10 |
2 Номінальний
(максимальний) фонд робочого часу, дні/год
|
274/2192 |
251/2008 |
- Планові невиходи по причинах; дні:
- основна і додаткова відпустки;
|
30 |
28 |
| - хвороби і декретні відпустки; |
3 |
1 |
| - виконання держ-обов'язків; |
1 |
1 |
| - разом невиходів |
34 |
30 |
| 3 Ефективний (дійсний) фонд робочого часу, дні/год |
240/1920 |
221/1768 |
Явочна чисельність основних робітників по кожній професії і тарифному розряду визначається окремо за формулою:
 (6.9) (6.9)
де  - явочна чисельність у зміну, чол; - явочна чисельність у зміну, чол;
n - кількість однотипного устаткування;
Нобсл- норма обслуговування (кількість людей на один агрегат або групу агрегатів у зміну).
Явочна чисельність у добу визначається по формулі:
 (6.10) (6.10)
де З - кількість змін.
Штатна чисельність визначається з урахуванням підміни (для безупинного виробництва) рівної чисельності робітників у зміну:
 (6.11) (6.11)
Облікова чисельність робітників визначається з урахуванням облікового коефіцієнта:
 (6.12) (6.12)
Явочну чисельність основних робітників, що працюють по безупинному режиму (3×8) по дві людини у зміну (таких як шихтовик, сушильник) визначаємо за формулою ( 6.9):
 чол чол
Явочну чисельник у добу цих же робітників визначаємо за формулою 6.10:
 чол чол
Штатну чисельність визначаємо за формулою 6.11:
 чол чол
Облікову чисельність робітників визначаємо за формулою 6.12:
 чол чол
Явочну чисельність основних робітників, що працюють по безупинному режиму (3×8) по одній людині у зміну (таких як приготувач шихти) визна-чаємо за формулою 6.9:
Явочну чисельність у добу цих же робітників визначаємо за формулою 6.10:
Штатну чисельність визначаємо за формулою 6.11:
 чол чол
Облікову чисельність робітників визначаємо за формулою 6.12:
 чол чол
Результати розрахунку приводимо у таблиці 6.6.
Чисельність керівників, спеціалістів і службовців установлюємо по посадах табл. 6.7.
Для змінного персоналу передбачається відповідне число змінних робітників.
Штатний розклад керівників, фахівців та службовців представлено у табл. 6.8.
Для розрахунку фонду заробітної платні робітників використовуються дані про кількість робочих, витрати робочого часу на рік, тарифні сітки по платі праці, показники преміювання на даному виробництві. Річний фонд заробітної платні робітників складається з фонду основної заробітної платні і фонду додаткової заробітної плати. Основний фонд заробітної плати включає оплату по основних тарифних ставках (тарифний фонд) доплати за роботу у вечірні і нічні часи, у святкові дні, за шкідливість виробництва, премії з фонду заробітної плати.
Фонд заробітної плати по тарифі розраховується шляхом множення числа планових людино-годинна тарифну ставку відповідного розряду.
Доплата за роботу у вечірню зміну здійснюється в розмірі 20%, а за роботу у нічну зміну - 40% годинної ставки за кожну годину роботи у відпо-відній зміні.
Для безупинного виробництва в 3 зміни по 8 годин відсоток доплат за роботу у вечірні і нічні зміни по фонду заробітної плати по тарифі складе:
За роботу у святкові дні відсоток доплат до фонду заробітної плати по тарифу розраховується укрупнено, як відношення числа святкових днів у році до календарного фонду часу з урахуванням оплати у святкові дні в подвійному розмірі :
Розміри премій робочим приймаємо по аналогії з діючим підприємством по випуску плитки для підлоги рівними 30%.
Таблиця 6.6 - Розрахунок чисельності виробничих робітників
| Професія |
Тарифний
розряд
|
Явочначисельністьу зміну |
КількістьЗміну добу |
Явочначисельність удобу |
Підміна |
Штатна чисельність |
Коефіцієнтобліковий |
Обліковачисельність |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
| Основні робітники |
| Машиніст крану |
4 |
1 |
3 |
3 |
1 |
4 |
1,14 |
5 |
| Шихтовик |
3 |
2 |
3 |
6 |
2 |
8 |
1,14 |
9 |
| Сушильник |
4 |
2 |
3 |
6 |
2 |
8 |
1,14 |
9 |
| Приготувач шихти |
3 |
1 |
3 |
3 |
1 |
4 |
1,14 |
5 |
| Дозувальник |
5 |
2 |
3 |
6 |
2 |
8 |
1,14 |
9 |
| Сортувальник |
3 |
2 |
3 |
6 |
2 |
8 |
1,14 |
9 |
| Пресувальник |
3 |
2 |
3 |
6 |
2 |
8 |
1,14 |
9 |
| Випалювач |
5 |
2 |
3 |
6 |
2 |
8 |
1,14 |
9 |
| Разом |
56 |
64 |
| Ремонтно-енергетична група |
| Наладчикобладнання |
5 |
1 |
1 |
1 |
- |
1 |
1,13 |
1 |
| Наладчикобладнання |
4 |
1 |
3 |
3 |
1 |
4 |
1,14 |
5 |
| Слюсар-ремонтник |
5 |
1 |
1 |
1 |
- |
1 |
1,13 |
1 |
| Слюсар-ремонтник |
4 |
1 |
3 |
3 |
1 |
4 |
1,14 |
5 |
| Електромонтер |
5 |
1 |
1 |
1 |
- |
1 |
1,13 |
1 |
| Електромонтер |
4 |
1 |
3 |
3 |
1 |
4 |
1,13 |
5 |
| Сантехнік |
5 |
1 |
1 |
1 |
- |
1 |
1,13 |
1 |
| Вогнетривщик |
5 |
2 |
1 |
2 |
- |
2 |
1,13 |
2 |
| Газоелектрозва-рювач |
5 |
1 |
1 |
1 |
- |
1 |
1,13 |
1 |
| СлюсарКВПТА |
5 |
1 |
1 |
1 |
- |
1 |
1,13 |
1 |
| Разом |
20 |
23 |
| Допоміжні робітники |
| Вантажник |
- |
2 |
3 |
6 |
2 |
8 |
1,14 |
9 |
| Прибиральник службових приміщень |
- |
2 |
1 |
1 |
- |
2 |
1,13 |
2 |
| Разом |
10 |
11 |
| Всього |
86 |
98 |
Таблиця 6.7 - Штатний розклад керівників, фахівців та службовців
Найменування груп
працівників
|
Кількість людей
в зміну
|
Кількість змін |
Кількість людей
у добу
|
| Начальник цеху |
1 |
1 |
1 |
| Зам.начальника цеху |
1 |
1 |
1 |
| Інженер-технолог |
1 |
1 |
1 |
| Механік |
1 |
1 |
1 |
| Майстер зміни |
1 |
3 |
3 |
| Енергетик |
1 |
1 |
1 |
| Економіст |
1 |
1 |
1 |
| Бухгалтер |
1 |
1 |
1 |
| Зав.складу |
1 |
1 |
1 |
| Разом |
11 |
Знаходимо загальну чисельність персоналу цеху:Чпер = 98+11=109 чол
У додатковий фонд заробітної плати включається оплата відпусток і невиходи у зв'язку з виконанням державних і суспільних обов'язків.
Результати розрахунку річного фонду заробітної плати робітників зводяться у таблицю 6.8.
Фонд заробітної плати керівників, спеціалістів і службовців розрахо-вуємо згідно зі штатним розкладом і посадовими окладами в залежності від групи цеху по оплаті праці. Фонд заробітної плати по окладах визначаємо шляхом множення посадових окладів на кількість робітників і на число місяців роботи у році. Для керівників і спеціалістів приймаємо 11 робочих місяців у році, а для службовців 11,3 місяця.
Змінний персонал (майстер зміни) одержує доплати в безупинних виро-бництвах за роботу у вечірні і нічні зміни в розмірі 20%, а за роботу у святкові дні - 2,74% до фонду по окладах.
Додатковий фонд заробітної плати розраховуємо шляхом множення посадових окладів робітників і на кількість місяців на відпустку і державні обов'язки (приймаємо для керівників 1 місяць, для службовців 0,7 місяця).
Результати розрахунку фонду заробітної плати, керівників, спеціалістів і службовців зводимо в таблицю 6.9.
Продуктивність праці розраховуємо за формулою:
 (6.13) (6.13)
де В - річний випуск продукції в оптових цінах (натуральних одиницях);
Ч - облікова кількість всіх працюючих, чол.
Тоді  грн/чол грн/чол
або  м²/чол м²/чол
Середню місячну зарплату однієї людини розраховуємо по формулі:
 (6.14) (6.14)
де ФЗП - фонд зарплати працюючих за рік, для робітників, грн:
 грн. грн.
- для працюючих:
 грн. грн.
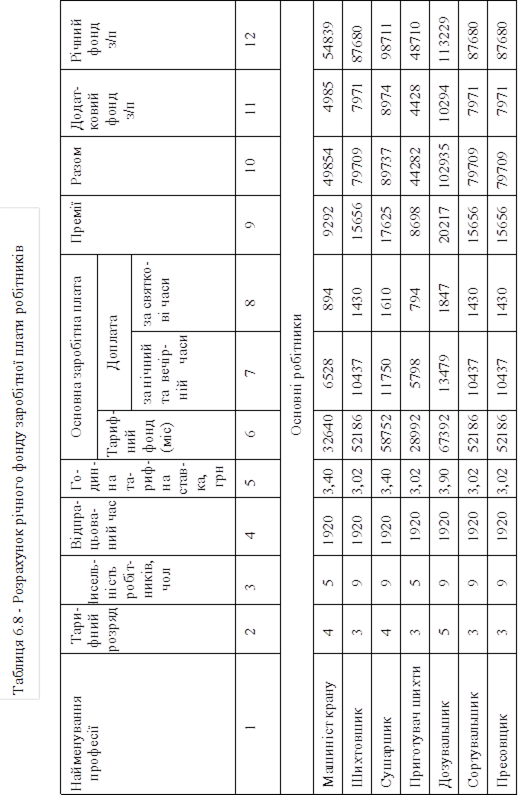
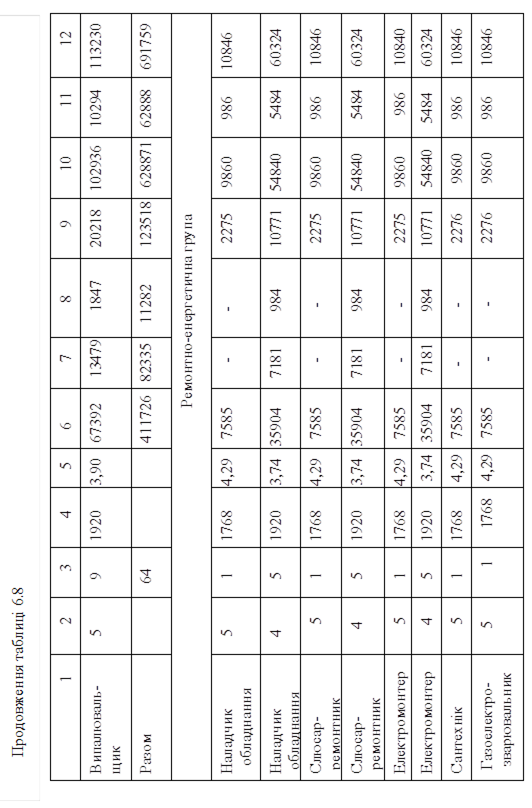
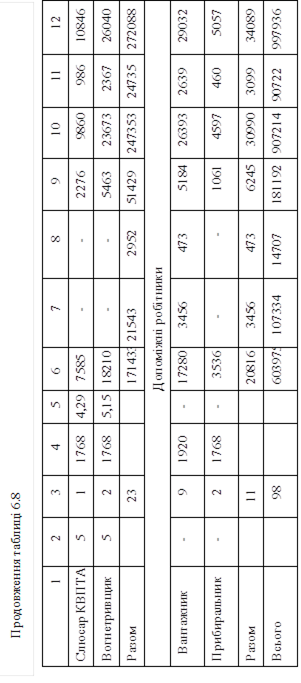
Таблиця 6.9 - Розрахунок фонду заробітної плати керівників, спеціалістів і службовців
Найменування
посад
|
Кількість, чол. |
Окладв місяць, грн |
Сумаза відроблену кількістьмісяців,грн |
Доплата за
вечірній танічнийчас,грн
|
Доплата засвята, грн |
Разом |
Додаткова з/п, грн |
Річний фонд з/п,грн |
| Начальникцеху |
1 |
1500 |
16500 |
16500 |
1650 |
18150 |
| Зам.начальника цеху |
1 |
1300 |
14300 |
14300 |
1430 |
15730 |
| Інженер-технолог |
1 |
950 |
10450 |
10450 |
1045 |
11495 |
| Механік |
1 |
1200 |
13200 |
13200 |
1320 |
14520 |
| Енергетик |
1 |
1200 |
13200 |
13200 |
1320 |
14520 |
| Майстер зміни |
3 |
1000 |
33000 |
6600 |
904 |
40504 |
4050 |
44520 |
| Економіст |
1 |
950 |
10450 |
10450 |
635 |
11103 |
| Бухгалтер |
1 |
850 |
9350 |
9350 |
584 |
9934 |
| Зав.складом |
1 |
700 |
7700 |
7700 |
770 |
8470 |
| Разом |
11 |
128150 |
6600 |
904 |
135654 |
12822 |
148476 |
6.4 Розрахунок собівартості продукції
Собівартість - це грошове вираження витрат на виробництво і реалізацію продукції. собівартість відображає усі види витрат на виготовлення продукції: сировина, матеріали, енергія, пар, вода, стиснуте повітря, опалення й освітлення помешкань, амортизація основних фондів. Собівартість є основною частиною ціни, тому зниження собівартості (тобто зниження витрат), а значить і зниження ціни автоматично спричинить за собою поліпшення добробуту трудящих, тому надзвичайно важливо відшукати усі резерви по зниженню витрат на виробництво і реалізацію продукції.
Собівартість продукції є найважливішим показником ефективності виробництва. У калькуляції собівартості продукції на основі розрахунків, виконаних у попередніх розділах, а також використовуючи методику базового підприємства визначаємо витрати на виробництво 1 м² плитки і усього випуску на заводі.
Проектну калькуляцію собівартості продукції складаємо по типовій формі (табл.6.10).
Розрахунок витрат на сировину і матеріали на весь випуск плитки приводимо на прикладі глини пологівської:
Q = q · В, (6.15)
де Q - витрати глини на річний випуск, т;
q - норма витрати сировини на одиницю продукції, т/м²;
В - річний випуск продукції, м²
Q =0,02018 · 800000=16145 т
Витрати у грошовому вираженні:
P = Q · Цз, (6.16)
де Цз - заготівельна ціна 1 т глини.
P =16145 · 105=1695225 грн
Найменування продукції - керамічної плитки для підлоги
Річний об'єм виробництва 800000 м²/рік
Калькуляційна одиниця - 1м² плиток
Таблиця 6.10- Калькуляція собівартості продукції, що проектується
| № |
Найменуваннястатей витрат |
Одиниця
вимірювання
|
Ціна
Заодиницю,
грн
|
Витрати в гривнях |
| На одиницюпродукції |
На весь випуск |
Кількість
у тонах
|
СумаУгривнах |
Кількість в тонах |
Сума в
гривнях
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| 1 |
Сировина і мате-ріали: |
| Глина положська |
тон |
105 |
0,02018 |
2,12 |
16145 |
1695225 |
| Маріуполіт |
тон |
30 |
0,00764 |
0,23 |
6113 |
183390 |
| Червоний шлам |
тон |
200 |
0,00073 |
0,15 |
588 |
117600 |
| Сода кальцинована |
тон |
630 |
0,00004 |
0,03 |
34 |
21420 |
| Рідке скло |
тон |
680 |
0,00024 |
0,16 |
192 |
130560 |
| Вода |
м³ |
1,58 |
0,0150 |
0,02 |
12055 |
19047 |
| Разом |
2,71 |
2167242 |
| 2 |
Паливо й електроенергія на техно-логічні потреби |
| Електроенергія |
кВт·год |
0,30 |
24,66 |
7,40 |
19728000 |
5918400 |
| Паливо |
м³ |
0,70 |
21,00 |
14,70 |
16800000 |
17760000 |
| Разом |
22,10 |
17678400 |
| 3 |
Основна зарплата виробничих робітників |
грн |
0,86 |
691759 |
| 4 |
Додаткова зарплатавиробничих робітників |
грн |
0,09 |
69176 |
| Разом |
грн |
0,95 |
760935 |
| 5 |
Відрахування до фонду соц.страхування і нещасних випадків, фондів пенсійного і зайнятості 38,86% |
грн |
0,34 |
268818 |
| 6 |
Витрати на підготовку і освоєннявиробництва |
грн |
0,09 |
69554 |
| 7 |
Витрати на утримання і поточний ремонт основнихзасобів: |
грн |
| - амортизаціяустаткування |
грн |
0,79 |
636370 |
| - зарплата ремонтних і черговихробітників |
грн |
0,38 |
306177 |
| -нарахування дофонду соц.страхування, фондівпенсійного ізайнятості 38,86 |
грн |
0,15 |
118980 |
| -вартість матеріалів на ремонт |
грн |
0,07 |
57962 |
| -поточний ремонт |
грн |
0,20 |
162294 |
| Разом |
грн |
2,02 |
1620155 |
| 8 |
Знос пристосувань іінші витрати |
грн |
0,01 |
11592 |
| 9 |
Цехові витрати |
грн |
| -амортизація будинків і споруджень |
грн |
0,43 |
339695 |
| - заробітна платакерівників, спеціалістів |
грн |
0,19 |
148476 |
| -нарахування 38,86% |
грн |
0,07 |
57698 |
| -охорона праці |
грн |
0,21 |
171962 |
| Разом |
грн |
0,91 |
729423 |
| 10 |
Всього цехова собівартість |
28,69 |
22956153 |
| 11 |
Загальнозаводські витрати |
грн |
5,20 |
4157783 |
| 12 |
Виробнича собівартість |
грн |
33,89 |
27113938 |
| 13 |
Поза виробничі витрати |
грн |
0,68 |
542278 |
| 14 |
Повна собівартість |
грн |
34,57 |
27656216 |
Витрати по заробітній платі виробничих робітників беремо з таблиці 6.8.
(628871+62888)= 691759 грн
Нарахування у фонд соцстрахування і від нещасних випадків складають 4,36%, у пенсійний фонд - 33,2 %, у фонд зайнятості - 1,3% від суми основної і додаткової заробітної плати.
691759 · 0,3886=268818/800000=0,34 грн
Витрати на підготовку і освоєння виробництва складуть 3% від суми основних засобів:
2318480 · 0,03=69554/800000=0,09 грн
Витрати на утримання і поточний ремонт основних засобів:
- амортизація устаткування - табл. 6.3
393444+79248+91360+72318=636370/800000=0,79 грн
- заробітна плата ремонтних і чергових робітників - табл. 6.8
(272088+34089)=306177/800000=0,38 грн
- нарахування в фонд соцстрахування і від нещасних випадків, фонд зайнятості і пенсійний фонд складає 38,86%
306177 · 0,3886=118980/800000=0,15 грн
- вартість матеріалів на ремонт 2,5 % від балансової вартості устаткування
( табл.6.3):
(2318480 · 0,025)=57962/800000=0,07 грн
- поточний ремонт 7% від амортизації обладнання:
231848 · 0,07=162294/800000=0,20 грн
Знос пристосовувань цільового призначення і інші - 0,5% від вартості обладнання:
2318480 ·0,005=11592/800000=0,01 грн
Цехові витрати:
- амортизація будинків і споруджень, табл.6.3.
(47631+292064)=339695/800000=0,43 грн
- заробітна плата керівників, спеціалістів табл. 6.9
148476/800000=0,19 грн
- нарахування у фонд соцстрахування та нещасних випадків, фонд зайнятості і пенсійний фонд - 38,86%:
148476 · 0,3886=57698/800000=0,07 грн
- охорона праці 15% від фонду заробітної плати цеху:
9997936+148476)·0,15=171962/800000=0,21 грн
Цехові витрати складають:
(2167242+17678400+760935+1620155+729423)=22956155/800000=28,69 грн
Загальнозаводські витрати складають 20% від витрат по переділі, тобто, цехова собівартість мінус витрати по статті "сировина і матеріали":
(22956155-2167242) =20788913·0,2=4157783/800000=5,20 грн
Виробнича собівартість складає:
(22956155+4157783)=27113938/800000=33,89 грн
Позавиробничі витрати складають 2% від виробничої собівартості :
27113938 · 0,02=542278/800000=0,68 грн
Повна собівартість складає:
27113938+542278=27656216/800000=34,57 грн
6.5Основні техніко-економічні показники
Зниження собівартості на одиницю продукції:
ΔЗ= Сб-Спр = 35,8-34,57=1,23 грн
де Сб, Спр - собівартість продукції базового і проектованого підприємства відповідно підприємства ОАО "Харківський плитковий завод".
Прибуток по товарній продукції:
Ппр= ( Ц-Спр)·Впр=(40-34,57)·800000=4344000 грн
Пб=(Ц-Сб)·Вб=(40-35,8)·600000=2520000 грн
Тут Ц - оптова ціна одиниці продукції, грн
Розмір річної економії від зниження собівартості продукції Ез складе:
Ез= (Сб-Спр)·Впр= (35,8-34,57)·800000=984000 грн
Термін окупності капітальних вкладень:
 року року
Річний економічний ефект:
 (6.17) (6.17)
де Ен - нормативний коефіцієнт економічної ефективності , Ен=0,15;

- питомі капітальні витрати, грн/м².Ер=[(35,8+0,15·8,37)-(34,57+0,15·8,21)]·800000=1003200 грн


Фондовіддача:
 грн/грн грн/грн
 грн/грн грн/грн
Основні техніко-економічні показники зводяться у таблицю 6.11.
Таблиця 6.11- Основні техніко-економічні показники
| № |
Показники |
Одиниці
виміру
|
Базовий
цех
|
Проектний цех |
Відхилення |
| +, -абс. |
%відн. |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 1 |
Річний випуск продукції: |
| -у натуральномувираженні |
м² |
600000 |
800000 |
+200000 |
33,3 |
| - у вартісному виражені |
грн |
24000000 |
32000000 |
+8000000 |
33,3 |
| 2 |
Капітальні вкладення: |
| -загальні |
грн |
5020000 |
6564570 |
1544670 |
30,7 |
| - питомі |
грн/м² |
8,37 |
8,21 |
+0,16 |
1,91 |
| 3 |
Чисельність працюючих |
чол |
111 |
109 |
-2 |
1,8 |
| 4 |
Продуктивність праці
одного працюючого
|
м²/чол |
5405,40 |
7339,45 |
+1934,05 |
35,78 |
| 5 |
Фондовіддача |
грн/
грн
|
4,78 |
4,87 |
+0,09 |
1,88 |
| 6 |
Собівартість одиниціпродукції |
грн |
35,8 |
34,57 |
-1,23 |
3,43 |
| 7 |
Прибуток |
грн |
2520000 |
4344000 |
+1824000 |
72,4 |
| 8 |
Рентабельність продукції |
% |
11,73 |
15,71 |
3,98 |
- |
| 9 |
Термін окупності |
рік |
- |
1,5 |
- |
- |
| 10 |
Річний економічнийефект |
грн |
- |
1003200 |
- |
- |
Витрати на 1 грн товарної продукції:
 грн/грн грн/грн
 грн/грн грн/грн
Розглядаючи отримані дані можна зробити висновок про доцільність проектування заводу. Про це свідчить можливість збільшення прибутку на 72,4%, що складає 1824000 грн. При цьому рентабельність продукції підвищиться на 3,98%. Крім того, зменшення чисельності працюючих призведе до підвищення продуктивності їхньої праці на 35,8%.
ВИСНОВКИ
За даними маркетингових досліджень близько 50-60% українсько ринку керамічної плитки, що розвивається із року в рок, приходиться на іноземну продукцію.
Але вітчизняні виробники також не сидять "склавши руки " і постійно нарощують об’єми виробництва. Тому будівництво і введення в експлуатацію заводу з новим високо потужним обладнанням, модернізованою технологією та грамотно організованим виробництвом не тільки розширить асортимент, але й складе достойну конкуренцію вітчизняним і іноземним виробникам.
До того ж про доцільність проектування заводу свідчить можливість збільшення прибутку на 72,4%, що складає 1824000 грн. При цьому рентабельність продукції підвищиться на 3,98%.
Автоматизація виробничих процесів призведе до поліпшення основних показників ефективності виробництва: збільшення кількості, поліпшенню якості, зменшенню собівартості виробництва, підвищенню продуктивності праці.
Використання автоматичних пристроїв забезпечить високу продуктивність, зменшить брак та витрати сировини та матеріалів, зменшить чисельність робітників та подовжить міжремонтні інтервали обладнання.
Комплексна автоматизація процесів, що передбачена проектом, забезпечить не тільки автоматичне ведення звичного ходу цих процесів з використанням різних автоматичних пристроїв, але й автоматичне керування пуском та зупинкою апаратів для проведення ремонтних робіт та у випадку виникнення критичних ситуацій.
Система керування, що побудована на сучасній технічній базі, дозволяє підвищити продуктивність праці, скоротити частку ручної праці у виробництві, покращити якість продукції, зменшити витрати енергоносіїв.
В подальшому можна вдосконалювати технологію виробництва, збільшувати асортимент, застосовувати нові досягнення та досвід закордонних виробників, і реалізовувати продукцію не тільки в Україні, але й в країнах ближнього та дальнього зарубіжжя.
ЛІТЕРАТУРА
1. Августинник А.И. Керамика. - Л.: Стройиздат, 1975. - 592 с.
2. Нагибин Г.В. Технология строительной керамики. - М.: Высшая школа, 1968. - 358 с.
3. ДСТУ БВ.2.7-117-2002 Будівельні матеріали. Плитки керамічні для підлог. Технічні умови. - К.: Держкоммістобудування України, 2002. - 10 с.
4. ДСТУ БВ.2.7-60-97 Будівельні матеріали. Сировина глиниста для вироб-ництва керамічних будівельних матеріалів. Класифікація. - К.: Держком-містобудування України, 1997. - 6 с.
5. Юшкевич М.О., Роговой М.И. Технология керамики. - М.: Стройиздат, 1969. - 349 с.
6. Строительная керамика. Справочник. Под ред. Рохваргера Е.Л. - М.: Стройиздат, 1976. - 493 с.
7. Мороз И.И. Фарфор, фаянс, майолика. - К.: Техніка, 1975. - 352 с.
8. Канаев В.К. Новая технология строительной керамики. - М.: Стройиздат, 1990. - 264 с.
9. Крупа А.А., Городов В.С. Химическая технология керамических материалов. - К.: Вища шк., 1990. - 399 с.
10. Ильевич А.П. Машины и оборудование для заводов по производству керами-ки и огнеупоров. - М.: Высш. шк., 1979. - 344 с.
11. Булавин И.А. Машини и автоматические линии для производства тонкой керамики. – М.: Высш. школа, 1979. – 344 с.
12. Лукин Е.С., Андрианов Н.Т. Технический анализ и контроль производства керамики. Учеб. пособие для техникумов. - М.: Стройиздат, 1975. - 271 с.
13. Роговой М.И. Теплотехническое оборудование керамических заводов. - М.: Стройиздат, 1983. - 367 с.
14. Тепловые процеси в технологии силикатов /Ралко А.В., Крупа А.А., Племянников Н.Н. - К.: Вища шк., 1986. - 232 с.
15. Левченко П.В. Расчеты печей и сушил силикатной промышленности. - М.: Высшая шк., 1968. - 367 с.
16. Промышленые приборы и средства автоматизации: Справочник под ред. Черенкова В.В. – Л.: Машиностроение, 1987. – 368 с.
17. Промислові засоби автоматизації. Ч.1 вимірювальні пристрої / Навч. посібник за заг. ред. Бабіченка А.К. – Харків: НТУ "НТІ", 2000. – 470 с.
18. Методичні вказівки до виконання розділу "Автоматичні системи керування технологічними процесами" дипломного проекту для студентів V - VI курсів технологічних спеціальностей / Укл. Паровий Є.І. - Дніпропетровськ: УДХТУ, 2005. - 14 с.
19. Жидецкий В.Ц., Джигерей В.С., Мельников А.В. Основы охраны труда. - Львов: Афіша, 2000. - 351с.
20. Макаров Г.В., Васин А.Я. Охрана труда в химической промышлености. - М.:Химия, 1989.-495с.
21. Вредные вещества в промышленности. Справ. в 3-х томах./Под ред. Н.В.Лазарева.- Л.:Химия, 1976.
22. Гандзюк М.П., Желібо Є.П., Халімовський М.О. Основи охорони праці. - К.: Каравела, 2003. - 408с.
23. Правила устрою і безпечної експлуатації трубопроводів пару і гарячої води (ПУВ).
24. Справочник по охране труда на промышленном предприятии / К.Н. Ткачук, Д.Ф. Іванчук, Р.В. Забарно, А.Г. Степанов. - К.: Техніка, 1991. - 285с.
25. Кораблев В.П. Электробезопасность на предприятиях химической промышленности: Справочник изделий. - М.: Химия, 1991. - 240с.
26. Кораблев В.П. Меры электробезопасности в химической промышленности. - М.: Химия, 1983. - 176с.
27. Гогіташвілі Г.Г охорона праці на підприємствах промисловості будівельних матеріалів.: Навч.посібник.- К.:УСДО, 1993.- 252с.
|
