|  1. Задание на проектирование 1. Задание на проектирование
По чертежу детали разработать чертеж горячештампованной заготовки – поковки и некоторые разделы технологического процесса изготовления поковки, а именно:
- выбрать материал поковки;
- определить плоскость разъема штампа;
- рассчитать массу поковки по чертежу детали;
- определить конструктивные характеристики поковки;
- определить исходный индекс поковки;
- назначить припуски на механическую обработку;
- определить кузнечные напуски, уклоны, допуски;
- назначить радиусы переходов;
- определить размеры заусенечной канавки;
- рассчитать размеры исходной заготовки;
- назначить температурный интервал горячей объемной штамповки.
2. Основная часть
2.1 Выбор материала поковки
Пользуясь справочной литературой [2], [3] выбираем материал: Ст. 45
Сталь 45 ГОСТ 1050-88
Сталь конструкционная углеродистая качественная. Применяется
для деталей типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Химический состав стали:
углерод 0,42-0,5%
кремний 0,17-0,37%
марганец 0,50-0,80%
никель до 0,25%
сера до 0,04%
фосфор до 0,035%
хром до 0,25%
медь до 0,25%
мышьяк до 0,08%
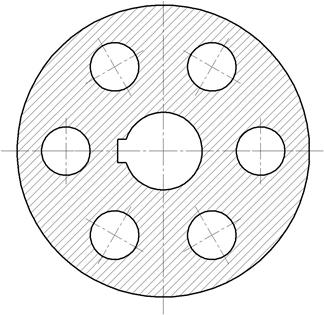
2.2 Определение плоскости разъема штампа
Предварительно принимаем конфигурацию поверхности разъема штампа – П (плоская).
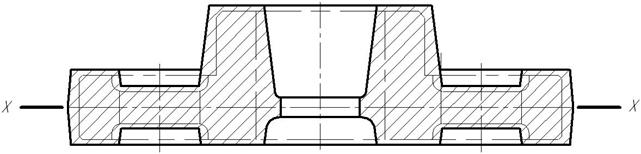
Рис. 1 Плоскость разъема штампа
2.3 Расчет массы поковки по чертежу детали
Расчетная масса поковки определяется исходя из ее номинальных размеров.
Ориентировочную величину расчетной массы поковки (Мп.р) допускается вычислять по
формуле:
Мп.р=Мд*Кр,
где Мп.р –
расчетная масса поковки, кг;
Мд –
масса детали, кг;
Кр –
расчетный коэффициент, устанавливаемый в соответствии с ГОСТ 7505-
89 [4], приложение 3, табл.20.
Расчет массы детали:
Для того чтобы вычислить массу детали нам необходимо найти ее объем.
Разделим деталь на зоны, как это представлено на рис. №2.
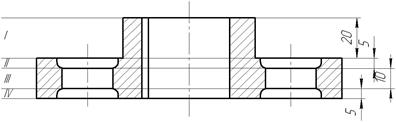
рис. 2 Разбиение детали на зоны по высоте
Зона I будет иметь в поперечном сечении форму представленную на рис. №3. Площадь оперечного сечения равна: Sпоп.сеч.=2021,025 мм2, следовательно объем зоны I равен:
Реклама

VI = 2021,025 ĥ 20 = 40420,5 мм3
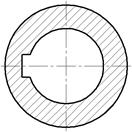
рис. 3 Площадь поперечного сечения зоны I.
Зона II будет иметь в поперечном сечении форму, представленную на рис. №4. Площадь поперечного сечения будет: Sпоп.сеч.=12189,183 мм2, следовательно объем зоны II равен:
VII = 12189,183 ĥ 5 = 60945,915 мм3
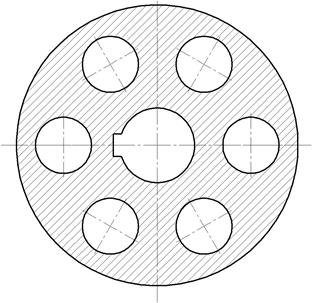
Зона III будет иметь в поперечном сечении форму представленную на рис. №5. Площадь поперечного сечения будет: Sпоп.сеч.=13484,4331 мм2, следовательно объем зоны III равен:
VIII = 13484,4331 ĥ 10 = 134844,331 мм3
Зона IV будет также иметь в поперечном сечении форму представленную на рис. №5. Площадь поперечного сечения будет: Sпоп.сеч.= 12189,183 мм2, следовательно объем зоны III равен:
VIV = 12189,183 ĥ 5 = 60945,915 мм3
| 
|
|
| рис. 4 Площадь поперечного сечение зоны II.
|
Рис. 5 Площадь поперечного сечения зоны III.
|
Общий объем детали будет равен: Vобщ. = VI+VII+VIII+VIV
Vобщ. = 40420,5+60945,915+134844,331+60945,915= 297156,661мм3
Тогда масса детали равна: m = 7826* 0,000297156661=2,236 кг.
Расчетный коэффициент - 1,5
Расчетная масса поковки (Мп.р) равна: Мп.р =2,236*1,5 = 3,354 кг;
2.4 Определение конструктивных характеристик поковки
2.4.1 Класс точности.
Класс точности поковки устанавливается в зависимости от вида оборудования и технологии изготовления, а также от требований к точности размеров.
Оборудование - КГШП (кривошипный горячештамповочный пресс). Его выбрали потому что, по сравнению со штамповкой на молотах, штамповка на КГШП имеет ряд преимуществ. Благодаря наличию выталкивателей в штампах КГШП штамповочные уклоны назначают примерно в два раза меньшими, чем на молотах. Постоянство хода ползуна, большая точность его движения в направляющих станин пресса, применение штампов с направляющими колонками обеспечивают изготовление поковок с меньшими, чем на молотах, припусками, допусками и расходом металла.
Производительность пресса на 30 – 50 % выше. Расход энергии при штамповке значительно меньше. КПД пресса в 2 – 4 раза выше, чем у молотов. Условия труда на прессе значительно лучше и безопаснее. Использование КГШП целесообразно в крупносерийном и массовом производствах.
По ГОСТ 7505-89 [4] приложение 1, таблица 19 определяем класс точности:
оборудование - КГШП (кривошипный горячештамповочный пресс); технологический процесс – открытая (облойная) штамповка, следовательно, класс точности - Т4.
2.4.2 Группа стали.
Группа стали (М1, М2, М3) определяется для М1 по содержанию углерода и суммарной массовой доле легирующих элементов. Для групп М2, М3 – или по содержанию углерода, или по суммарной массовой доле легирующих элементов.
Реклама

По ГОСТ 7505-89 [14] таблица 1 выбираем – М2.
Степень сложности поковки определяем путем вычисления отношения массы Gп поковки к массе Gф геометрической фигуры, в которую вписывается форма поковки. При определении размеров описывающей поковку геометрической фигуры допускается исходить из увеличения в 1,05 раза габаритных линейных размеров детали, определяющих положение ее обработанных поверхностей.
Геометрическая фигура, описывающая поковку – цилиндр.
Объем геометрической фигуры равен 708951,323 мм3 или это равно 0,000708951 м3.
Масса геометрической фигуры (Gф) равна 5,548 кг
Масса поковки (Gп) равна 3,354 кг
Следовательно, отношение Gп /Gф равно 1,654, что соответствует по ГОСТ 7505-89 [4], приложение 2 степени сложности – C1.
2.5 Определение исходного индекса поковки
Исходный индекс для последующего назначения основных припусков, допусков и допускаемых отклонений определяется в зависимости от массы, марки стали, степени сложности и класса точности поковки.
Исходный индекс определяем по ГОСТ 7505 – 89 [4], таблица №2: исходя из того, что: класс точности – Т4, группа стали – М2, степень сложности – С1, масса поковки равна 3,354 кг исходный индекс равен - 11.
1,608 кг исходный индекс равен -10
2.6 Назначение припусков на механическую обработку
Припуск на механическую обработку включает в себя основной и дополнительные припуски, которые учитывают отклонения формы поковки.
Величины припусков назначаются на одну сторону номинального размера поковки.
Основные припуски в зависимости от исходного индекса и шероховатости
поверхности назначаются по таблице №3 ГОСТ 7505 – 89 [4].
Дополнительные припуски устанавливают в зависимости от класса точности Т
по ГОСТ 7505 – 89 [4], таблицы №№ 4-6.
Линейные размеры поковки разрешается округлять до 0,5 мм.
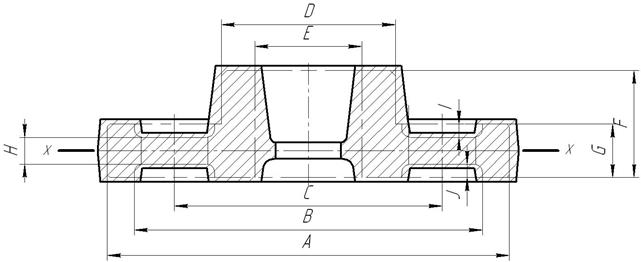
Рис. 6 Эскиз поковки с основными размерами
Основные припуски на размеры (см. рис. №6):
| Обозначение размера
|
Припуск, мм
|
Основной размер
|
Шероховатость поверхности
|
| A
|
1,7
|
Диаметр 150,26
|
3,2
|
| B
|
1,4
|
Диаметр 130
|
без обработки
|
| C
|
1,4
|
Диаметр 100
|
12,5
|
| D
|
1,4
|
Диаметр 65
|
12,5
|
| E
|
1,7
|
Диаметр 40
|
1,6
|
| F
|
1,3
|
Высота 40
|
3,2
|
| G
|
1,2
|
Высота 20
|
3,2
|
| H
|
1,2
|
Глубина 10
|
без обработки
|
| I
|
1,2
|
Глубина 5
|
без обработки
|
| J
|
1,2
|
Глубина 5
|
без обработки
|
Дополнительные припуски, учитывающие:
- смещение по поверхности разъема штампа … 0,4 мм;
- отклонение плоскостности и прямолинейности … 0,4 мм.
2.7. Определение кузнечных напусков, уклонов, допусков
Все размеры напусков, уклонов и допусков определяем по ГОСТ 7505 – 89 [4].
Штамповочные уклоны:
- на наружной поверхности … 5°;
- на внутренней поверхности … 7°.
2.8. Назначение радиусов переходов
Минимальная величина радиусов закруглений наружных углов поковок
выбирается по таблице П.23 Методических указаний и заданий к выполнению курсовой работы [9], в зависимости от массы поковки и глубины полости ручья штампа:
- масса поковки 3,354 кг;
- глубина полости ручья штампа 30 мм
r=2,5 мм
Внутренние радиусы (R) заготовки можно определить по формуле: R = 2,5r +
0,5, мм.
Минимальная величина радиусов закруглений:
- наружных углов … 3°;
- внутренних углов R = 2,5*2,5 + 0,5 = 6,3, принимаем 5°
2.9 Определение размеров заусенечной канавки
Профиль и размеры заусенечной канавки представлены на рис.№10. В
штампах КГШП заусенечная канавка во избежание соударения вставок при холостом
ходе делается открытой.
Величина размеров заусенечной канавки определяется по пункту 2.9
Методических указаний и заданий к выполнению курсовой работы [9].
Данные о соотношении размеров в зависимости от толщины мостика заусенца
H3 приведены в табл. П.26. Методических указаний и заданий к выполнению курсовой работы [9].
Размеры заусенечной канавки:
F = 3,14*(150,26/2)2
= 17723,78 мм2 – площадь поковки в плоскости разъема.
H3 = 0,015 √F = 1,997 мм, принимаем равной 2 мм.
Площадь сечения канавки S = 1,36 мм2.
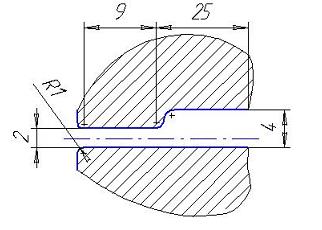
Рис. 7 Профиль и размеры заусенечной канавки.
2.10 Расчет размеров исходной заготовки
Объем заготовки (Vзаг) для открытой штамповки рассчитывается по формуле:
Vзаг = Ку(Vn+Vз+Vпер),
где: Ку – коэффициент угара металла, при электронагреве равен 1,005 … 1,01;
Vn – объем поковки с учетом уклонов и припусков;
Vз – объем заусенца;
Vпер – объем перемычки.
Vз = КSзРn ,
где: К = 0,5 … 0,8 – коэффициент заполнения канавки, зависящий от
сложности формы поковки;
Sз – площадь поперечного сечения заусенечной канавки;
Рn – периметр поковки по линии среза заусенца.
Vз = 0,65 ĥ 0,8 ĥ 36 = 18,72 см3
Vзаг = 1,005(206,154 + 18,72) = 226 см3 = 0,000226 м3
По расчетному объему исходной заготовки Vзаг определяем ее диаметр: Dз.и. =
1,08 3
m
Vзаг
,
где m = Lз.и. /Dз.и. рекомендуется принимать равной 2,5.
Dз.и. = 1,08 3
2,5
226
= 4,85 см
После расчета Dз.и. исходной заготовки рассчитываем длину заготовки Lз.и.: Lз.и.
= 4Vзаг /πD2
з.и.
Lз.и. = 4 ĥ 226 /3,14 ĥ 4,852 = 12,24 см = 0,122 м
Диаметр исходной заготовки равен: Dз.и = 0,0485 м
Длина исходной заготовки равна: Lз.и. = 0,122 м
2.11 Размеры поковки и их допускаемые отклонения
2.11.1 Размеры поковки.
A. Диаметр 150,26+(1,7+0,4+0,4)*2=155,26, принимаем 155,26 мм;
B. Диаметр 130-(1,4+0,4+0,4)*2=125,6, принимаем 125,6 мм;
C. Диаметр 100-(1,4+0,4+0,4)*2=95,6, принимаем 95,6 мм;
D. Диаметр 65+ (1,4+0,4+0,4)*2=69,4, принимаем 69,4 мм;
Е. Диаметр 40-(1,7+0,4+0,4)*2=35,0, принимаем 35,0 мм;
F. Высота 40+(1,3+0,4)*2=43,4, принимаем 43,4 мм;
G. Высота 20+(1,2+0,4)*2=23,2, принимаем 23,2 мм;
Н. Высота 10+(1,2+0,4)*2=13,2, принимаем 13,2 мм;
I. Глубина 5-(1,2+0,4)=3,4, принимаем 3,4 мм;
J. Глубина 5-(1,2+0,4)=3,4, принимаем 3,4 мм.
2.11.2. Допускаемые отклонения размеров.
Допускаемые отклонения размеров определяем по ГОСТ 7505-89 [4] с учетом
исходного индекса детали.
| Обозначение размера
|
Полученный размер, мм
|
Верхнее откл.,мм
|
Нижнее откл., мм
|
| A
|
Диаметр 155,26
|
+1,4
|
-0,8
|
| B
|
Диаметр 125,6
|
+1,4
|
-0,8
|
| C
|
Диаметр 95,6
|
+1,3
|
-0,7
|
| D
|
Диаметр 69,4
|
+1,3
|
-0,7
|
| E
|
Диаметр 35
|
+1,1
|
-0,5
|
| F
|
Высота 43,4
|
+1,3
|
-0,7
|
| G
|
Высота 23,2
|
+1,1
|
-0,5
|
| H
|
Глубина 6,8
|
+1,1
|
-0,5
|
| I
|
Глубина 3,4
|
+1,1
|
-0,5
|
| J
|
Глубина 3,4
|
+1,1
|
-0,5
|
2.12 Назначение температурного интервала горячей объемной штамповки
Температурный интервал горячей объемной штамповки назначаем исходя из справочных данных [2].
Температура начала штамповки равна 1280 °С
Температура конца штамповки равна 800 °С.
2.13 Расчет усилий выбранного оборудования
Усилие штамповки ориентировочно подсчитываем по формуле (см. [10]): P=kF, где P – усилие штамповки, тс;
F – площадь проекции штамповки с облойным мостиком, см2 (см рис. №11, где 1 – площадь поковки в плоскости разъема штампа, 2 – площадь облоя); F=249 см2
k=6,8 – коэффициент учитывающий сложность поковки;
P=6,8 ĥ 249=1693 тс.
Выбираем кривошипный горячештамповочный пресс -
КГШП усилием 2000 тс.
|
