|
Министерство образования и науки Российской Федерации
Омский государственный технический университет
Кафедра: «Авиа- и ракетостроение»
Пояснительная записка
КП.2068998–45–11–00.000.ПЗ
к курсовому проекту
на тему: «Разработка усовершенствованного технологического процесса изготовления детали – корпус»
Выполнил: Студент гр.
Дата _______________
Подпись ______________
Руководитель: к.т.н., доцент
Дата _______________
Подпись ______________
Омск 2005
Министерство образования и науки Российской Федерации
Омский государственный технический университет
Кафедра: «Авиа- и ракетостроение»
ЗАДАНИЕ №11
Курсовой проект по курсу: «Технология ракетных двигателей»
Студенту группы
2005-2006 учебный год
Тема курсового проекта: «Разработка усовершенствованного технологического процесса изготовления детали – корпус»
Исходные данные: Чертеж детали, чертеж заготовки, токарного приспособления, технологический процесс механической обработки корпуса.
Содержание проекта: Пояснительная записка и графическая часть.
Чертежи (листы):
1. Чертеж детали (корпус) – формат А2;
2. Чертеж заготовки – формат А2;
3. Маршрутная карта технологического процесса – формат А1, А2;
4. Чертеж токарного приспособления – формат А3;
5. Корпус токарного приспособления – формат А3;
6. Винт с Г – образной головкой – формат А4;
7. Штифт – формат А4;.
Разделы пояснительной записки: введение, технологическая часть, конструкторская часть, заключение, приложение.
Основная рекомендуемая литература: Косилова А.Г. Точность обработки заготовки и припуски в машиностроении; Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения; мордвинов Б.С. Методические указания к расчету линейных технологических размеров и допусков при проектировании технологических процессов механической обработки; Мордвинов Б.С. Методические указания к расчету диаметральных технологических размеров при проектировании технологических процессов механической обработки; Справочник технолога-машиностроителя / под. ред. А.Г. Косиловой.
Руководитель проектирования
Студент
Дата выдачи: _________________
Содержание
Задание на курсовой проект
Введение
1. Технологическая часть
1.1 Описание конструкции и особенностей её функционирования
1.2 Технологичность деталей, подвергаемых механической обработке.
Реклама

1.3 Технологичность заготовок
1.4 Выбор материала заготовки
1.5 Выбор типа производства
1.6 Обоснование выбора заготовки
1.7 Проектирование маршрутного технологического процесса
1.8 Расчет межоперационных припусков и промежуточных размеров заготовки
1.9 Расчет общих параметров операций
1.10 Описание используемого оборудования
1.11 Технико-экономический анализ вариантов технологических процессов
Общие требования по технике безопасности и производственной санитарии для работающих на металлорежущих станках
2. Конструкторская часть
Заключение
Библиографический список
Введение
В промышленном производстве основное время уделяется технологическому процессу.
В этом курсовом проекте рассматривается технологический процесс изготовления корпуса. В нем закрепляется, углубляется и обобщается пройденный ранее теоретический материал. При выполнении проекта ищется лучший вариант по выбору технологического процесса, оборудования, оснастки, на основании технологического – экономического факторов. После выполнения курсового проекта создается представление о производственном изготовлении детали.
В данном курсовом проекте меняется, по сравнению с базовым (заводским), получение заготовки и снижаются припуски на механическую обработку, из-за того, что расчет производится по другой более точной методике.
1.
Технологическая часть
1.1 Описание конструкции и особенностей её функционирования

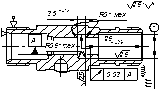
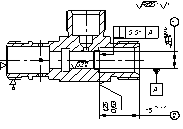
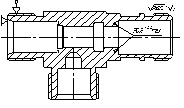
Рис. 1 Клапан (сборный чертеж):
1 – корпус , 2 – клапан, 3 – упор, 4 – пружина, 5 – крышка, 6 – кольцо,
7 – кольцо уплотнительное, 8 – шайба.
Клапан предназначен для предохранения системы подачи жидкости от внезапного действия давлений, превышающих установленные для данной системы. При нормальной работе жидкость подается и проходит через зазор Б в систему, а при возникновении повышенного давления клапан 2
под действием этого давления перемещается и закрывает зазор Б, препятствуя перегрузкам системы. При перемещении клапана упор 3
сжимает пружину 4
, вызывая повышение давления в полости, излишки воздуха выходят через 4 отверстия Æ1,5 мм, закрытых от проникновения пыли и прочих загрязнений кольцом 6
. Крышка 5
предназначена для установки заданного номинального давления в системе путем регулирования степени сжатия пружины. Кольцо резиновое уплотнительное 8
предназначено для устранения зазора между корпусом и клапаном, а шайба 7
оказывает давление на это кольцо во избежание открытия зазора между корпусом и клапаном при износе кольца в процессе эксплуатации.
Реклама

Деталь "корпус" 1
предназначена для придания того взаимного расположения деталей узла, которое обеспечивает функционирование данного узла, исходя из его назначения, предусмотренного конструктором.
Материал детали 06Х15Н6МВФБ – Ш – ТУ – 14 – 1 – 2229 – 77
Химический состав Сталь 06Х15Н6МВФБ – Ш – ТУ – 14 – 1 – 2229 – 77
| Марка
|
С
|
Si
|
Mn
|
S
|
P
|
Cr
|
Ni
|
Мо
|
V
|
Cu
|
Nb
|
W
|
Fe
|
| 06Х15Н6МВФБ – Ш
ТУ – 14 – 1 – 2229 – 77
|
≤0,06
|
≤0,4
|
≤0,4
|
≤0,025
|
≤0,025
|
13,5-15
|
5,5-6
|
0,35-0,6
|
0,05-0,08
|
08
|
0,05-0,1
|
0,05-0,08
|
Осн.
|
Механические свойства Сталь 06Х15Н6МВФБ – Ш – ТУ – 14 – 1 – 2229 – 77
| Временное
сопротивление
разрыву
|
Предел
текучести
|
Относительное
удлинение
|
Относительное
сужение
|
Твёрдость сердцевины
|
Плотность
|
| 
|
740 МПа
|
18%
|
56%
|
НВ 293
|
|
Масса заготовки равна 360 грамм
Масса детали 100 грамм
1.2 Технологичность деталей, подвергаемых механической обработке
В современном машиностроении обработка снятием стружки даже в весьма развитых отраслях доходит до 30% - 40% от общей трудоемкости изготовления.
Деталь корпус
относится к деталям класса корпусов. Корпусные детали весьма разнообразны и сложны по конструкции, трудоемки по изготовлению, ответственны по назначению и поэтому требуют большого внимания с точки зрения технологичности их конструкции.
Корпусные детали обычно имеют коробчатую форму с точно обработанными отверстиями. Наружные плоские поверхности, как правило, служат основными технологическими базами. Наиболее ответственными и точными операциями при обработке корпусных деталей являются операции по обработке базовых плоскостей, расточке точных отверстий со строгой параллельностью их осей и точными расстояниями между ними.
Исходя из основного эксплуатационного назначения и учитывая необходимость максимального снижения трудоемкости, корпусные детали должны обладать следующими качествами:
- прочностью, жесткостью и виброустойчивостью, чтобы исключить деформации как в процессе эксплуатации, так и при механической обработке по действием усилий зажимов и резания;
- точностью и надежностью стыковых базовых поверхностей;
- точностью и строгим расположением поверхностей.
Необходимо соблюдать следующие требования:
- обрабатываемые поверхности с одной стороны детали целесообразно располагать в одной плоскости, что обеспечивает обработку на поход;
- корпусные детали должны иметь хорошо развитие поверхности, выбираемые в качестве технологических баз, что обеспечивает надежную ориентировку и жесткое крепление детали;
- нежелательно в конструкции корпуса иметь отверстия, оси которых расположены под углом относительно стенки, что создает неблагоприятные условия врезания;
- крепежные отверстия должны быть стандартными по диаметрам и резьбам;
- подрезка внутренних торцевых поверхностей может быть облегчена и сделана более точно, если конструкция будет обеспечивать свободный доступ режущего инструмента к месту обработки. Проектируемая деталь корпус исключает сложности, которые могут возникнуть при механической обработке.
Технологичность сборки.
Сборка – наиболее сложный и ответственный процесс в общем комплексе производства изделий. Поэтому требования технологии сборки следует возможно полнее учитывать при проектировании новых изделий.
- Наименьшее количество деталей в сборочном узле. Это достигают выбором наиболее простой и рациональной схемы узла, а также объединения нескольких деталей в одну, отвечающую требованиям технологичности.
- Независимая и параллельная сборка узлов изделия.
- Беспригоночная собираемость.
- Взаимозаменяемость деталей.
1.3 Технологичность заготовок
Метод выполнения заготовки для деталей машин определяется назначением и конструкцией детали материалом и серийностью выпуска, а также экономичностью изготовления.
Кузнечные заготовки в виде кованых и особенно штампованных поковок распространены в машиностроении. Это объясняется высокими механическими свойствами термообработанных поковок по сравнению с другими видами заготовок, которые могут быть получены из данного материала.
Широкому распространению кузнечных заготовок способствует высокая производительность и малая стоимость горячей штамповки в условиях серийного и массового производств.
Конструкция детали, которая может удовлетворять следующим основным требованиям:
- наличие ярко выраженной поверхности разъема детали, в которой расположены наибольшие габаритные размеры;
- обеспечение величины штамповочных уклонов, радиусов закруглений и переходов в соответствии с правилами изготовления поковок;
- отсутствие трудноформируемых элементов, таких как высокие и тонкие ребра, полотна малой трещины, расположенные параллельно плоскости разъема, а также отсутствие резко отличающихся по величине сечений.
В качестве заготовки для корпуса используется круглый калиброванный прокат  . Он зажимается в тиски и отрезается механической пилой длиной 65 мм на одну деталь. . Он зажимается в тиски и отрезается механической пилой длиной 65 мм на одну деталь.
Назначается припуск на обработку –0,52. Из–за высокой стоимости заготовки не допускается увеличение припуска.
1.4 Выбор материала заготовки
Исходя из сложных условий работы детали необходимо выбрать материал, чтобы он удовлетворял условиям прочности, долговечности, не подвергался коррозии и имеет малую себестоимость.
Выбранный материал – Сталь 06Х15Н6МВФБ – Ш
является высоко легированной сталью удовлетворяющую всем требованиям эксплуатации
1.5 Выбор типа производства
Тип производства выбирают исходя из заданной программы выпуска путем расчета такта выпуска.
Выбор типа производства определяется по принципу трудоёмкости операций обработки, трудоемкости наладки оборудования на основных операциях, затрат несовершенного производства и других экономических и организационных соображений.
Рассматриваемая в курсовом проекте деталь имеет хорошую технологичность и может применяться без дополнительных конструктивных изменений.
Определение величины коэффициента закрепления операций и типа производства.

Si
– коэффициент закрепления операций;
 – такт выпуска i–ой детали, – такт выпуска i–ой детали, 
 – средняя годовая трудоемкость i – ой детали, – средняя годовая трудоемкость i – ой детали,
 время оперативной обработки детали, время оперативной обработки детали,
 – число операций механической обработки, – число операций механической обработки,
 годовая программа выпуска i–ой детали. годовая программа выпуска i–ой детали.
Она определяется в нашем случае выбирается ориентировочно из-за специфики производства детали.
 – действительный годовой фонд; – действительный годовой фонд;
 – количество рабочих смен; – количество рабочих смен;

Так как  > 20, тип производства – мелкосерийный. > 20, тип производства – мелкосерийный.
1.6 Обоснование выбора заготовки
Метод выполнения заготовок определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления. Выбрать заготовку - значит установить способ ее получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления. Для рационального выбора заготовки необходимо одновременно учитывать все вышеперечисленные исходные данные, так как между ними существует тесная взаимосвязь.
Исходные данные
Материал детали Сталь 06Х15Н6МВФБ – Ш
Масса детали  Годовая программа N = 700 Годовая программа N = 700
Данные для расчетов стоимости заготовки по вариантам
| Наименование показателей
|
1-й вар.
|
2-й вар.
|
| Вид заготовки
|
Токарная обработка
|
штамповка
|
| Класс точности
|
5
|
5
|
| Группа сложности
|
1
|
1
|
| Масса заготовки, кг
|
0,711
|
0,36
|
| Стоимость 1 т. заготовок, принятых за базу  руб. руб.
|
400
|
400
|
| Стоимость 1 т. стружки  , Руб. , Руб.
|
30
|
30
|
Общая формула стоимости заготовки:

1-й вариант.
 – коэффициент точности поковок; – коэффициент точности поковок;
 – коэффициент группы сложности поковок; – коэффициент группы сложности поковок;
 – коэффициент марки материала; – коэффициент марки материала;
 – коэффициент объема производства. – коэффициент объема производства.

2-й вариант.
– коэффициент точности поковок;
– коэффициент группы сложности поковок;
 – коэффициент массы поковок; – коэффициент массы поковок;
– коэффициент марки материала;
 – коэффициент объема производства. – коэффициент объема производства.

Вывод:
Как показывает приведенный расчет, стоимость заготовки с меньшей массой ниже.
1.7 Проектирование маршрутного технологического процесса
Маршрутная карта техпроцесс
| № опер
|
Наименование,
содержание операции
|
Операционный эскиз
|
Станок;
приспособление
|
| 1
|
2
|
3
|
4
|
| 000
|
Заготовительная
|
|
ГКМ
|
| 001
|
Контроль
|
——————
|
——————
|
| 003
|
Слесарная
|
|
|
| 004
|
Маркирование
|
|
верстак
|
| 004а
|
Контроль
|
|
Стилоскоп СЛ12
|
| 005
|
Токарная
|
|
16К20
|
| 006
|
Перемещение
|
|
|
| 007
|
Контроль
|
|
Стол контрольный
|
| 008
|
Слесарная
1. зачистить облой заподлицо с основным металлом
3. Контроль исполнителем, мастером, БТК
|
|
Верстак
Напильник 2820 – 0013
ГОСТ 1465-80
Бор. Фреза МН2192-61
Пневмодрель
ГОСТ 10212-80
|
| 009
|
Промывка
промыть детали по типовому техпроцессу
|
|
|
| 010
|
Перемещение
|
|
|
| 011
|
Термообработка
|
|
|
| 012
|
Обработка холодом
|
|
|
| 013
|
Электрополирование
|
|
|
| 014
|
Контроль
|
|
|
| 015
|
Разметочная
1. Разметить оси детали согласно эскизу
3. Контроль исполнителем, мастером, БТК
|
|
Чертилка
7840-0011
МИ 526-60
|
| 016
|
Токарная
1. Расточить сырые кулачки
3. Подрезать торец в размер 7
5. Обточить диа-метр 3 на глубину 6 с подрезкой торца
7. Центровать отверстие 1
9. Сверлить отверс-тие 1 на глубину 8
11. Расточить отверстие 2 на глубину 5
15. Острые кромки притупить R = 0,2-0,4
17. Контроль исполнителем, мастером Б.Т.К.
|
|
16К20
Патрон 3-х кулачковый
ГОСТ 2675-80
1. Резец расточ.
2141-0009 ВК8
ГОСТ 18877-73
3. Резец ВК8
2102-0005
ГОСТ 18877-73
5. –||–||–||–||–
7. сверло Æ2,5
2317-0105
ГОСТ 14952-69
9. сверло Æ7
2302-0805
Р18Ф2К8М
ГОСТ 20697-75
11. Резец ВК8
105-2134, 8704
15. Напильник
ГОСТ 1465-80
|
| 020
|
Токарная
1. Расточить сырые кулачки в размер детали
2. Установить и закрепить деталь
3. Подрезать торец в размер 6
5. Точить поверхно-сть под резьбу 4
7. Точить зарезьбо-вую канавку 7. Разм. 2 контролировать нарезце с отметкой в СПМК.
9. Центровать отв. 2
11. Сверлить отв. 2 на проход в отв.
13. Расточить отв. 3 на глубину 5
15. Расточить отв. 2
17. Нарезать резьбу
19. Острые кромки притупить R=0,2-0,4
21. Контроль исполнителем, мастером Б.Т.К.
|
|
16К20
Патрон 3-х кулачковый
ГОСТ 2675-80
1. Резец расточ.
2141-0009 ВК8
ГОСТ 18877-73
3. Резец ВК8
ГОСТ 18877-73
5. –||–||–||–||–
7. Резец караван 105-2110-4231
9. сверло Æ2,5
ГОСТ 14952-69
11. сверло Æ7
ГОСТ 20697-75
13. Резец расточ
105-2134-8704
15. Резец ВК8
105-2154-8274
17. Резец ВК8
ГОСТ 18885-73
19. Напильник
ГОСТ 1465-80
|
| 025
|
Токарная
1. Установить, закре-пить, снять. Переходы 3, 5, 11, 17 выполнять за один установ
3. Подрезать торец 2
5. Обточить пов. 10 под резьбу Æ17,85-0,12
7. Точить канавки 11
9. Обточить фаски 1±0,5×45°
11. Нарезать рез. 10
12. Центровать отв. 7
13. Сверлить отв. 7
17. Расточить отв. 8
19. Расточить фаску 6 
21 Притупить острую кромку R0,4 mах
23. Контроль испол-нителен, мастером БТК
25. Установить технологическую заглушку
|

|
16К20
Приспособление
38.12.7190-5564
1. Сменный резцедержатель
38.12.7104-5502
3. Резец
ГОСТ 18877-73
5. Резец
ГОСТ 18877-73
7. Резец ВК8
105-2136-5941
9. Резец ВК8
ГОСТ 18877-73
11. Резец ВК8
ГОСТ 18877-73
12. сверло Æ2,5
ГОСТ 14952-69
13. сверло Æ6
105-2300-4559
17. Резец ВК8
3812-2134-7869
19. Резец ВК8
27. Заглушка
М18×1,5-6g
АМ7094-0001
|
| 030
|
Слесарная
|
|
Верстак
|
| 033
|
Контроль
|
|
Стилоскоп
|
| 035
|
Фрезерная
А. Установить и закрепить деталь
1. Фрезеровать две поверхности в размер 1 симметрично относительно
оси детали
3. Контроль исполнителем, мастером БТК
|
|
Вертикально – фрезерный 6Р12
Головка делительная
УДГ-160
ГОСТ 8615-80
Фреза 38.12.2228-4136
|
| 040
|
Фрезерная
А. Установить, закрепить и снять деталь
1.Фрезеровать  при необходимости при необходимости
3. Контроль исполнителем, мастером БТК
|
См. эскиз к операции 035
|
|
| 050
|
Слесарная
|
|
Верстак
|
| 060
|
1.Установить, закре-пить, снять. Выверить биение поверхности до 0,01. Переходы 3, 5, 11, 17 выполнять за один у станов
3. Подрезать торец 1
5. Точить пов. 9
7. Точить канавку 10
9. Точить зарезьбо-вую канавку 14
11. Точить пов. 15 под резьбу Æ17,85-0,12
13. Точить фаску для захода резьбы 17
15. Расточить отв. 13 с подрезкой торца
17. Точить фаску 16
19. Расточить канна-вку 12 размер 3,3+0,1
контролировать по слепку на микроскопе
21.Нарезать резьбу 15
23. Притупить острые кромки R0,2 ... 0,4mах
33.Установить техно-логическую заглушку
|
|
16К20
Оправка резьбовая
1. Сменный резцедержатель
38.12.7104-5502
3. Резец
ГОСТ 18877-73
5. Резец
ГОСТ 18877-73
7. Резец
ГОСТ 18884-73
9. Резец
105-2136-5941
11. Резец ВК8
ГОСТ 18877-73
13. Резец
ГОСТ 18877-73
15. Резец ВК8
3812-2134-7869
19. Резец ВК8
105-2154-9435
21. Резец
ГОСТ 18877-73
23. Надфиль
33. Заглушка
М18×1,5-6g
АМ7094-0001
|
| 063
|
Токарная
1. Установить и закрепить деталь. Выверить биение поверхности до 0,01 мм
3. Расточить канавку 1 R0,5 mах контролировать на резце с отметкой в СПМК
5. Притупить острую кромку в уплотнительной канавке R0,1mах. Притирку производить в течение 40-50 сек. После притирки протереть
карман ватой, смоченной бензином
7. Удалить микрозаусенцы, образовавшиеся в
результате притирки
9. Контроль исполнителем, мастером БТК
|
|
16К20
Оправка резьбовая
3. Резец 38.12.2128-5034
5. Притир чугунный
38.12.2855-4079
Паста МЮ
7. Притир кожаный
|
| 065
|
Слесарная
|
|
Верстак
|
| 070
|
1. Расточить сырые кулачки
2. Выверить биение оправки до 0,01 мм
3. Установить, закрепить, снять. Переходы 3, 4, 9, 15 выполнять за один установ
5. Подрезать торец 1
7. Обточить пов. 11 под резьбу Æ17,85-0,12
подрезкой торца 5
9. Обточить заходную фаску 2 1+0,5
×45° под резьбу
10. Обточить канавку 4 р-р 2,5±0,2; R1; R0,5; Ð45°, контролировать на резце.
11.Нарезать резьбу 11
12. Расточить отв. 7
13. Расточить отв. 8
15. Расточить предварительно отв. 9
17. Расточить отв. 9 в размер 12 , 14 и с получением R0,5 от резца. Перед началом обработки партии деталей, седло изготовить на образце. Образец отправить в ЦИЛ на подтверждение годности. При положительных результатах обработку производить на корпусах.
19.Точить фаску Ð20°. Контролировать на резце
21. Снять заусенцы, притупить острые кромки R0,2 ... 0,4 mах кроме мест оговорённых особо
23. Контроль исполнителем, мастером БТК
27. Установить технологическую заглушку
|

|
16К20
Оправка резьбовая
1. Резец
ГОСТ 18877-73
5. Резец
ГОСТ 18877-73
7. Резец
ГОСТ 18884-73
9. Резец
ГОСТ 18884-73
10. Резец
105-2126-5941
11. Резец ВК8
ГОСТ 18887-73
12. Резец
105-2108-6195
13. Резец
15-2154-5065
15. Резец ВК8
105-2134-8704
17. Резец ВК8
12-2110-5581
19. Резец
15-2154-5270
27. Заглушка
М18×1,5-6g лев.
АМ7094-0001
|
| 1
|
2
|
3
|
4
|
075
|
Токарная
1. Установить и закрепить снять.
3. Сверлить отверстие Æ2+0,25
5. Контроль исполнителем, мастером БТК
|
|
Ток-винторезный
16К20
Приспособление
38.12.7190-5564
Сверло Æ2
2300-0415
ГОСТ 10902-77
|
| 080
|
Сверлильная
1. Установить и закрепить деталь
3. Сверлить последовательно 4 отверстие 1. Размер 15,5±0,2 обеспечивается аттестованным кондуктором
5. Контроль исполнителем, мастером, БТК
|
|
Вертикально-сверлильный
2Н125
Кондуктор 38.12.7390-5566
Патрон 10
ГОСТ 8522-79
Сверло Æ1,6
38.12.2308-4081
|
| 085
|
Слесарная
|
|
Верстак
|
| 090
|
Маркировочная
1. Маркировать стрелку согласно эскизу
3. Маркировать чертежный номер клапана Чэ (00.0520. 0420. 0200.00.0.) шрифтом ПО-3 ГОСТ 2930-62
5. Маркировать порядковый номер клапана №э шрифтом ПО-3 ГОСТ 2930-62
7. Контроль исполнителем, мастером, БТК
|
|
Электрограф
АМ9910-3459
|
| 100
|
Промывка
Промыть по типовому техпроцессу
|
|
|
| 105
|
Контроль
|
|
Стол контр.
|
| 110
|
Гидроиспытания
Проводить по типовому техпроцессу
|
|
|
| 115
|
Сушка
Термо-вакуумная
Проводить по типовому техпроцессу
|
|
|
| 120
|
Пневмоиспытания
Проводить по типовому техпроцессу
|
|
|
| 130
|
Контроль
|
|
Стол контр.
|
| 140
141
|
Токарная
А. Выверить биение до 0,01
1. Подрезать торец, выдерживая размер 2
3. Снять зауснци в канавке и отверстии не не прослаб Æ80,016
5. Контроль исполнителем, мастером, БТК
|
|
Ток-винторезный
16К20
Оправка резьбовая М18×1,5
45-2999-0138
Резец
105-2134-8704
Притир
105-2854-4709
|
| |
Доводочная
А. Установить, закрепить, снять
1. Притереть поверхность 1. После притирки каждую деталь сразу же замочить керосине
3. Контроль исполнителем, мастером, БТК
|
|
Ток-винторезный
16К20
Оправка резьбовая М18×1,5
Паста М28, М10
Притир
105-2854-4709
|
| 142
|
Токарная
1. Установить, закрепить, снять
3. Точить R0,5 max
5. Контроль исполнителем, мастером, БТК
|
|
Ток-винторезный
16К20
Оправка резьбовая М18×1,5 левая
45-2999-0138
Шкурка шлифовочная
|
| 150
|
Промывка
Промыть по типовому техпроцессу
|
|
|
| 155
|
Контроль
|
|
Стол контр
|
| 160
|
Контроль массы
|
|
Стол контр
Весы РН-10ц-13ц
ГОСТ 13882-68
|
| 165
|
Складирование
|
|
Тара
105-7095-4001
|
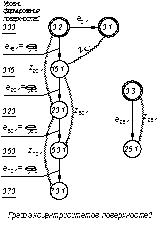
1.8 Расчет межоперационных припусков и промежуточных размеров заготовки
Исходные данные для расчета межоперационных технологических размеров
| Характеристика операции
|
Допуск
|
Припуск
|
| №
опр.
в т.п.
|
Наименование,
содержание
|
Сим-вол
р-ра
|
Точ-
ность
(JT)
|
Ориент.
в-на
р-ра,
мм
|
Табл.
допуск
 ,мм ,мм
|
Доминир.
погреш -ность , ,
мм
|
Качество повти
|
Припуски
|
| 
|
 ,мм ,мм
|
Сим-вол
|

|
 мм мм
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
| 000
|
Заготовительная
штамповка
|

|

|

|

|

|

|

|
|
|
|
| 016
|
Токарная:
точение черновое
|

|

|

|

|

|

|
|
|

|

|
| 020
|
Токарная:
точение черновое
|

|
|

|

|

|
|
|
|
|

|
| 025
|
Токарная
|

|

|

|

|
|

|

|
|

|

|
| 035
|
Фрезерная
|

|
12
|
9,5
|
0,15
|
-
|
40
|
40
|

|
0,36
|
1,4
|
| 060
|
Токарная:
Точение чистовое
|

|

|

|

|
|

|

|
|

|

|
| 070
|
Токарная:
- Точение чистовое
|

|
|

|

|
|
|
|
|

|
|

Ожидаемые погрешности и уравнения замыкающих звеньев для расчета линейных технологических размеров
| Замык.
звенья
(символы)
|
Погреш.
зам.зв.

|
Заданные значения 
|
Уравнение контура размерной цепи
замыкающего звена
|
Принятый порядок расчета
|
| nom
|
min
|
max
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 
|
0,3
|

|
59,7
|
60
|

|
1
|
| 
|
0,21
|

|
24
|
24,21
|

|
2
|
| 
|
0,18
|

|
13
|
13,18
|

|
3
|
| 
|
|
1,5
|
0,36
|
|

|
7
|
| 
|
|
1,4
|
0,36
|
|

|
10
|
| 
|
|
1,5
|
0,36
|
|

|
6
|
| 
|
|
1,4
|
0,36
|
|

|
11
|
| 
|
|
0,5
|
0,1
|
|

|
5
|
| 
|
|
0,5
|
0,1
|
|

|
9
|
| 
|
|
0,5
|
0,1
|
|

|
4
|
| 
|
|
0,5
|
0,1
|
|

|
8
|
| |
| 
|
0,21
|

|
23,8
|
24,2
|

|
1
|
| 
|
0,18
|

|
13
|
13,18
|

|
2
|
| 
|
|
1,4
|
0,36
|
|

|
3
|
| 
|
|
1,4
|
0,36
|
|

|
4
|
| |
| 
|
0,15
|

|
9,35
|
9,5
|

|
1
|
| 
|
|
1,4
|
0,36
|
|

|
2
|
Расчет и проверка линейных технологических размеров
| Расчет
|
Проверка
|
Принятый
технолог.
размер

|
| Расчетный размер
|
Уравнения для расчета размера (А)
|
Размер с
допуском

|
Уравнения размерной цепи для проверки 
|
Проверяемый размер
|
| №
р-та
|
Символ
(А)
|
Допуск,
мм
|

|

|
корр.
мм
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
| 1
|

|
-0,3
|
|

|

|
59,7
|
60
|
-
|

|
| 2
|

|
+0,21
|
|

|
|
24
|
24,21
|
-
|

|
| 3
|

|
+0,18
|
|

|
|
13
|
13,18
|
-
|

|
| 4
|

|
-0,3
|

|

|

|
0,2
|
0,8
|
-
|

|
| 5
|

|
-0,3
|

|

|

|
0,2
|
0,8
|
-
|

|
| 6
|

|
-0,3
|

|

|

|
1,2
|
1,8
|
-
|

|
| 7
|

|
+0,8
-0,4
|

|

|

|
1,1
|
2,6
|
-
|

|
| 8
|

|
+0,18
|
 
|


|

|
0,02
0,1
|
0,98
1,06
|
0,08
|

|
| 9
|

|
+0,21
|
|


|

|
-0,01
0,1
|
1,01
1,07
|
1,1
|

|
| 10
|

|
+0,56
–0,28
|

|

|

|
0,51
|
3,06
|
-
|

|
| 11
|

|
+ 0,47
– 0,23
|

|

|

|
0,69
|
2,11
|
-
|

|
| |
| 1
|

|
– 0,21
|

|

|


|
23,79
23,8
|
24
24,2
|
0,01
|

|
| 2
|

|
+0,18
|
|
|
|
13
|
13,18
|
-
|
|
| 3
|

|
+ 0,56
– 0,28
|

|

|

|
1,12
|
2,17
|
-
|

|
| 4
|

|
+ 0,47
– 0,23
|

|

|

|
0,65
|
2,4
|
-
|

|
| |
| 1
|

|
-0,15
|
|
|

|
9,5
|
9,35
|
-
|

|
| 2
|

|
+ 0,1
– 0,05
|

|

|

|
1,35
|
1,65
|
-
|

|
Эксцентриситеты поверхностей, погрешности припуска и их расчетные значения
| Эксцентриситеты, погрешности припуска
|
Припуск, мм
|
| Символ
|
Расчетное уравнение
|
Результат,
мм
|

|

|

|
| 1
|
2
|
3
|
4
|
5
|
6
|
| 
|
|
|

|
|
|
| 
|


|
0,64
0,4
|
-
|
-
|
-
|
| 
|
|
0,67
|
0,36
|
1,03
|
1,4
|
| 
|
|
0,45
|
0,36
|
0,81
|
1,4
|
| 
|

|
0,05
|
0,05
|
0,1
|
0,5
|
| 
|

|
0
|
0,05
|
0,05
|
0,5
|
| |
| 
|

|
0,4
|
0,36
|
0,76
|
1,4
|
* На диаметр должна наворачиваться технологическая резьба М20, следовательно припуски будут равны должна наворачиваться технологическая резьба М20, следовательно припуски будут равны   . .
| Расчет
|
Проверка
|
Принятый
размер
dij
,
мм.
|
| Пов. детали
|
Размер
|
Уравнения для расчета размера
dij
|
Размер
dij
|
Уравнение для проверки Di
,zij
|
Проверяемый размер
|
| Символ dij
|
Допуск,мм
|
rzij
мм
|
min,
мм
|
max,
мм
|
корр.,
мм.
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| D1=17,85-0,11
|

|
-0,11
|

|

|

|
0,05
|
17,74
|
17,85
|
-
|

|
| 
|
-0,21
|
|

|
|
0
|
0,39
|
0,56
|
-
|

|
| 
|
+0,56
–0,28
|
|

|
|
0,81
|
1,26
|
2,29
|
-
|

|
| D2=17,85-0,11
|

|
-0,11
|

|

|

|
0
|
17,74
|
17,85
|
-
|

|
| 
|
-0,21
|
|

|
|
0
|
0,89
|
1,06
|
-
|

|
| 
|
+0,56
–0,28
|
|

|
|
0,81
|
0,86
|
1,39
|
-
|

|
| D3=17,85-0,11
|

|
-0,11
|

|

|

|
0,4
|
17,74
|
17,85
|
-
|

|
| 
|
+0,56
–0,28
|
|

|
|
0,4
|
1,26
|
1,79
|
-
|

|
По соображению технологичности изготовления штампа примем вес полученные диаметры равные большему, то есть  а припуски увеличатся на разницу межу ними, т.е. а припуски увеличатся на разницу межу ними, т.е.  и и 
1.9 Расчет общих параметров операций
Рассмотрим на примере операции 016 точение получистовое на токарно-винторезном станке 16К20.
- Глубина резания t = 1,5 мм (за глубину резания принимаем величину припуска  ). ).
- Подача  ; ;
- Скорость резания
где 
Т = 60 мин – среднее значение стойкости инструмента

 – коэффициент, учитывающий состояние поверхности; – коэффициент, учитывающий состояние поверхности;
 – коэффициент, учитывающий материал инструмента; – коэффициент, учитывающий материал инструмента;
 – –
коэффициент, учитывающий влияние материала заготовки;


- Сила резания  ; ;

где 
 – поправочный коэффициент – поправочный коэффициент


- Мощность резания N, кВт
- Основное время

 –длина рабочего хода, –длина рабочего хода,
где  – длина обработанной поверхности, – длина обработанной поверхности,
у = 1 мм – пробег инструмента

n – частота вращения шпинделя, 

Примем 


Сверление
Рассмотрим на примере операции 016 сверление отверстия  на глубину на глубину  на токарно-винторезном станке 16К20. на токарно-винторезном станке 16К20.
- Глубина резания t = 0,5∙7 = 3,5 мм.
- Подача  ; ;
- Скорость резания
где 
Т = 25 мин – среднее значение стойкости инструмента

 – коэффициент, учитывающий состояние поверхности; – коэффициент, учитывающий состояние поверхности;
 – коэффициент, учитывающий материал инструмента; – коэффициент, учитывающий материал инструмента;
 – –
коэффициент, учитывающий влияние материала заготовки;


- Крутящий момент  и осевая сила резания и осевая сила резания  ; ;

где  


где 

- Мощность резания N, кВт

n – частота вращения шпинделя, 

- Основное время
 – длина рабочего хода, – длина рабочего хода,
где  – длина обработанной поверхности, – длина обработанной поверхности,
у = 2 мм – пробег инструмента

Примем 

Штучно калькуляционное время операции 016

где  – на всю операцию – на всю операцию
 – вспомогательное время – вспомогательное время
Вспомогательное время на операцию складывается из:
установка, закрепление и снятие детали 
время на контрольные промеры 
включить, выключить станок кнопкой 0,01∙3 мин
повернуть резцовую головку на следующую позицию 0,015 мин
подвести или отвести инструмент к детали при обработке 0,025∙3 мин
управление станком (переключение подачи и числа оборотов) 0,025∙3 мин

 – операционное время – операционное время
 – время на обслуживание станка – время на обслуживание станка
 – время на техническое обслуживание – время на техническое обслуживание
 – время перерывов – время перерывов

По выше изложенной методике рассчитываются все последующие токарные операции.
Резьбонарезная
Рассмотрим на примере операции 020 нарезание резьбы резцом ВК8  на токарно-винторезном станке 16К20. на токарно-винторезном станке 16К20.
- Подача равна шагу резьбы  ; ;
- Число рабочих ходов i = 3, необходимых для образования резьбы;
- Скорость резания. При нарезании резьбы с ограниченным выходом резца и необходимости при этом ручного отвода резца скорость резания уменьшают, рассчитывая ее по формуле:

Где D = 20 мм – номинальный диаметр резьбы
f = 2 мм – длина за резьбовой канавки
τ = 0,01 мин – время на отвод резца и переключение станка на обратный ход
- Сила резания  ; ;
где 
- Мощность резания N, кВт
- n – частота вращения шпинделя,

- Основное время
 – длина рабочего хода, где – длина рабочего хода, где

Штучно калькуляционное время операции 020

где  – на всю операцию – на всю операцию
 – операционное время – операционное время
 – время на обслуживание станка – время на обслуживание станка
 – время на техническое обслуживание – время на техническое обслуживание
 – время перерывов – время перерывов
По выше изложенной методике рассчитываются все последующие токарные операции.
1.10 Описание используемого оборудования
Основные операции в технологическом процессе являются токарные. На этих операциях используем токарно-винторезный станок 16К20.
К токарным станкам относится большая группа станков, предназначенных для обрабатывания поверхностей вращения соосных со шпинделем. Для обработки наружных поверхностей деталей типа валов применяют как центровые так и без центровые токарные станки.
В качестве режущего инструмента чаще всего применяется резец ВК8 ГОСТ 18877 – 73 – резец с повышенной прочностью и термостойкостью, так как заготовка выполнена из высоко легированной стали.

Техническая характеристика токарно-винторезный станок 16К20.
| Наибольший диаметр обрабатываемой заготовки:
над станиной
над суппортом
|
400
200
|
| Наибольший диаметр прутка, проходящего через отверстие шпинделя
|
53
|
| Наибольшая длина обрабатываемой; заготовки
|
710; 1000; 1400; 2000;
|
| Шаг нарезаемой резьбы:
метрической
дюймовой, число ниток на дюйм
модульной, модуль
питчевой питч
|
0,5 – 112
56 – 0,5
0,5 – 112
56 – 0,5
|
| Частота вращения шпинделя, об/мин
|
12,5 – 1600
|
| Число скоростей шпинделя
|
22
|
| Наибольшее перемещение суппорта:
продольное
поперечное
|
645 – 1935
300
|
| Подача суппорта мм/об (мм/мин):
продольное
поперечное
|
0,05 – 2,8
0,025 – 1,4
|
| Число ступеней подач
|
24
|
| Скорость быстрого перемещения суппорта, м/мин:
продольного
поперечного
|
3800
1900
|
| Мощность электродвигателя главного привода
|
11 кВт
|
| Габаритные размеры (без ЧПУ):
длина
ширина
высота
|
2505 – 3795
1190
1500
|
| Масса, кг
|
2835 – 3685
|
1.11 Технико-экономический анализ вариантов технологических процессов
Полный расчет технико-экономической эффективности является сложной задачей, не входящей в данный курс.
С целью приблизительной оценки технологических процессов (заводского и предлагаемого) воспользуемся укрупненным расчетом, основанным на сравнении по стоимости изготовления детали и коэффициенту использования материала.
1 вариант
(токарная обработка из прутка)
- Коэффициент использования материала

- стоимость изготовления детали

где  – основное время обработки детали, мин. – основное время обработки детали, мин.
 – размер тарифной ставки, руб/ч. – размер тарифной ставки, руб/ч.

2 вариант
(штамповка)
- Коэффициент использования материала

- стоимость изготовления детали

где  – основное время обработки детали, мин. – основное время обработки детали, мин.
 – размер тарифной ставки, руб/ч. – размер тарифной ставки, руб/ч.

Вывод
: В результате реализации предложенного технологического процесса значительно повысится коэффициент использования материала, вследствие чего значительно снизится себестоимость изготовления детали.
1.12 Общие требования по технике безопасности и производственной санитарии для работающих на металлорежущих станках
1.1. Подготовка рабочего к работе на станке
1.1.1. Работать только в спецодежде. Рабочая одежда должна носиться в аккуратном виде, не иметь свисающих частей и порванных мест. Размер одежды рабочего должен соответствовать его росту. Обшлага рукавов застегнуть или завязать, заправив концы завязок. Галстук или шарф заправить под нерабочую одежду и приколоть. Волосы убрать под головной убор или косынку, концы которой завязать на затылке, а не впереди.
1.2. Подготовка рабочего места и станка к работе.
1.2.1. Устранить и не допускать загроможденности рабочего места различными предметами. Вытереть масло на полу. Вытереть абажур на лампе местного освещения (напряжением не выше 36В) и установить его так, чтобы не была видна часть накаливания. Проверить исправность подножной решетки.
1.2.2. Подготовить и удобно расположить инструмент, проверив его исправность.
1.2.3. Подготовить защитные приспособления, очки, крючки, щитки и др.
1.2.4. Проверить общую исправность станка, ограждений на опасных местах, исправность электрооборудования с пусковыми устройствами и надежность контактного присоединения заземляющего провода к корпусу станка и корпусу электрооборудования. Смазать и пусть станок работает в холостую. О неисправностях станка и заявить мастеру и до их устранения на станке не работать. Надежно закрепить деталь и инструмент.
1.3. Работа на станке.
1.3.1. Основной опасностью для станочников является возможность ранений движущимися частями станка и деталями, возможность захвата ими одежды, ожоги, порезы сливной стружкой и засорение глаз отлетающей сыпучей стружкой.
1.3.2. Во время работы на станке надо быть внимательным, не допускать включения рабочих ходов станка от случайного нажима рычагов и кнопок.
1.3.3. При отлетающей стружке защищать глаза очками или экраном. При выделении пыли пользоваться респиратором, марлевой повязкой или пылесосом. От разбрызгивания охлаждающей жидкости применять щиты.
1.3.4. Работать только исправным режущим инструментом и ручным инструментом. Режущий инструмент подводить к детали постепенно.
1.3.5. Не допускается:
1. работать в перчатках, рукавицах и с забинтованными руками без эластичных гладких бандажей и напальчников;
2. оставлять ключ в патроне или шпинделе;
3. тормозить станок рукой.
1.3.6. Поддерживать порядок на рабочем месте, стружку и отходы своевременно убирать, детали укладывать безопасным от разваливания способом, не нарушая установленных габаритов проходов.
1.3.7. Подъем деталей весом 16 кг и более производить при помощи грузоподъемных механизмов. При работе с патронами пользоваться, грузоподъемными механизмами. Периодически проверять крепление патрона.
1.3.8. Грузоподъемными механизмами, управляемыми с пола, могут пользоваться лица, получившие инструктаж от механика цеха с последующее проверкой знаний.
1.3.9. Не допускается:
1. пользоваться неисправными механизмами, тросами и канатами;
2. перегружать грузоподъемный механизм;
3. находиться под поднятым грузом.
1.3.10. На работающем станке или при работающем моторе не допускается:
1. устанавливать детали вручную;
2. снимать или заменять детали;
3. ремонтировать лил отлаживать станок;
4. снимать или открывать ограждения;
5. убирать стружку и чистить станок;
6. держать инструмент и детали на станке без специальных деревянных подкладок;
7. перебрасывать ремень руками без приспособления;
8. передавать или принимать какие-либо предметы через обрабатываемое изделие или движущиеся части станка.
1.3.11. Работать только на станке, к которому прикреплены администрацией цеха. Не допускать к работе на своем станке посторонних лиц без разрешения мастера.
1.3.12. При работе на заточном станке следить, чтобы зазор между подручником и кругом был не более 3 мм. Не производить обработку на торцевой стороне абразивного круга.
1.4. Окончание работы.
1.4.1. Остановить станок, выключить электромотор и местное освещение с понижающим трансформатором.
1.4.2. Очистить станок от стружки с помощью совка, крючка или щетки, вытереть обтирочным материалом и смазать. Не допускается производить уборку с помощью сжатого воздуха.
1.4.3. Сдать станок мастеру или в его присутствии сменщику и сообщить о замеченных дефектах.
1.4.4. Вымыть руки водой с мылом, а не эмульсией, керосином или маслом.
1.4.5. При получении травмы немедленно сообщить об этом мастеру и обратиться за медицинской помощью в здравпункт.
2. Конструкторская часть
Обоснование принятой схемы оснастки.
Выбор принятого приспособления для токарно-винторезного станка 16К20 объясняется следующими положениями:
- приспособление связывается со столом станка, и соответственно корпус приспособления имеет плоское установочное место;
- данное приспособление не затрудняет доступа к поверхностям обрабатываемой детали;
- установка и снятие детали не вызывает особых сложностей;
- конструкция приспособления довольно проста для сборки и установки на стол станка;
- устанавливаемая деталь в приспособление гарантированно предотвращена от проворачивания и выпадения из приспособления, так как деталь устанавливается на одну установочную опору (поз. 4 см. рис.1.) и фиксация детали осуществляется по всему диаметру устанавливаемой детали;
- безопасность в работе
- отсутствие отъемных частей, могущихся теряться.
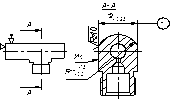
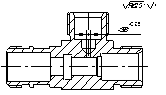
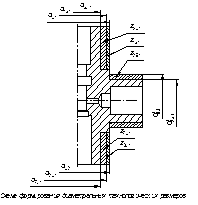
Описание приспособления и его функционирования.
Конструкция токарного приспособления имеет корпус (1) со специальным штифтом (3) на который устанавливается корпус клапана (7), а с другой стороны корпус клапана прижимается специальным зажимным устройством (2). Для ориентировки приспособления используется цилиндрический хвостовик, который зажимается в 3-х кулачковый патрон станка. Штифт (3) устанавливается в корпус приспособления с натягом для хорошей фиксации, а деталь предотвращает от выпадения. Для удобства установки заготовки используется пружина (6) она не дает опуститься зажимному устройству. Зажимное устройство работает по принципу винтового механизма, то есть при завинчивании гайки (5) винт с Г – образной головкой поджимает и стопорит деталь.
Можно отметить значительную массивность элементов конструкции, предусматриваемую для получения достаточной жесткости и поглощения вибраций.
Зажимное устройство состоит из: винта с Г – образной головкой (2), шайбы (4) и гайки под ключ (5).
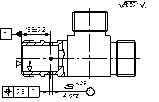
Перед началом обработки на операции 025 настройкой инструмента нужно обеспечить размер 24,5±0,1.
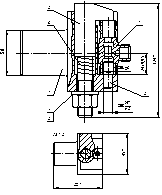
Рис. 3. Приспособление токарное для операции 025
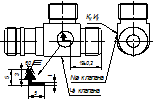
Расчет элементов конструкции оснастки
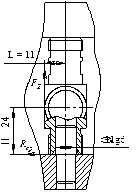
Рис. 4 Схема распределения реакций опор от сил резания
Проверим опоры на надежность против среза от силы резания
Условие надежности  , ,
 – напряжение среза – напряжение среза
где  реакция опоры, реакция опоры,  площадь среза сечения опоры. площадь среза сечения опоры.
 найдём из уравнения равновесия моментов: найдём из уравнения равновесия моментов:

 – момент от силы резания – момент от силы резания
где  – сила резания в токарной операции №025 – сила резания в токарной операции №025
 – плечо этой силы – плечо этой силы
где – реакции в штифте
 – плечо этой силы – плечо этой силы

Для стали 20Х 
 – условие выполнено – условие выполнено
Заключение
Разработанный техпроцесс получения детали – корпус из заготовки – поковки путем механической обработки имеет ряд преимуществ по отношению к базовому (заводскому) техпроцессу, в котором корпус делают из прутка:
- снизились припуски на механическую обработку, из-за того, что расчет производится по другой более точной методике. Значит меньше вес и габариты заготовки;
- следовательно, уменьшается расход материала;
- соответственно и стоимость получаемой заготовки меньше стоимости заводской заготовки;
- уменьшились нормы времени на заготовку.
Библиографический список
1. Анурьев В.И. Справочник конструктора – машиностроителя. 7–е изд., в 3–х тт. — М.: Машиностроение 1992.
2. Справочник технолога-машиностроителя / под. ред. А.Г. Косиловой - М.:Машиностроение,1985. Т. 1,2.
3. Косилова А.Г. Точность обработки, заготовки и припуски в машиностроении. Справочник технолога. - М.:Машиностроение,1976.-288 с., ил.
4. Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения. - Мн.: Выш. школа, 1983 .-256 с., ил.
5. Курганович В.О., Лукьянчиков В.Н., Мордвинов Б.С. Методические указания по расчету технологических размеров при проектировании технологических процессов механической обработки: Учеб. пособие / ОмПИ, Омск,1985.
6. Мордвинов Б.С. Методические указания к расчету диаметральных технологических размеров при проектировании технологических процессов механической обработки. - Омск: ОмПИ, 1988 - 31 с.
7. Мордвинов Б.С. Методические указания к расчету линейных технологических размеров и допусков при проектировании технологических процессов механической обработки. - Иркутск, Иркутский госуниверситет, 1980 102с.
8. Технологичность конструкций. Справочное пособие / под. ред. Ананьева С.Л. 3-издание. - М.: Машиностроение, 1969.
|
