| СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. КРАТКАЯ ХАРАКТЕРИСТИКА И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ ЗАО «НВС».
2. ПРОЕКТ МОДЕРНИЗАЦИИ КОЛБАСНОГО ЦЕХА.
2.1. Обзор литературы по производству колбасных изделий.
2.2. Требования к качеству сырья, вспомогательным материалам и готовой продукции.
2.2.1. Требования к сырью и вспомогательным материалам
2.2.2. Требования к готовой продукции
2.3. Общая технология производства колбас
2.4. Существующая технология цеха.
2.5. Технология цеха после модернизации.
2.6. Принципы расстановки оборудования
3. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ КОЛБАСНОГО ЦЕХА.
3.1. Расчет сырья и материалов.
3.2. Подбор оборудования для технологической линии производства колбасных изделий.
3.3. Расчет количества обслуживающего персонала.
4. ПРОЕКТИРОВАНИЕ КОНСТРУКЦИИ КУТТЕРА.
4.1. Обзор литературы по конструкции куттера.
4.2. Патентный поиск.
4.3. Технологический расчет куттера.
4.4. Расчет привода ножевого вала.
4.5. Техническое обслуживание куттера.
5. БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ.
5.1. Лицо ответственное за обеспечения требований «безопасности жизнедеятельности» на объекте проектирования и его должностные обязанности.
5.2. Характеристика опасных и вредных факторов, сопутствующих проектируемому процессу и меры по их устранению.
5.3. Организация санитарно-бытового обслуживания.
5.4. Возможные опасные ситуации при эксплуатации оборудования цеха.
5.5. Приемы безопасной работы на куттере.
5.6. Организация пожарной безопасности на проектируемом объекте.
5.7. Охрана окружающей среды.
6. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ.
6.1. Основные средства по проекту.
6.2. Потребность в сырье и материалах.
6.3. Штат работников и оплата труда.
6.4. Оценка текущих затрат.
6.5. Оценка годового инвестиционного эффекта.
6.6. Заключение о экономической целесообразности внедрения предложенных разработок на практике.
ВЫВОДЫ
ПРИЛОЖЕНИЯ
СПИСОК ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
В последнее время в нашей стране все большее распространение получает переработка сельскохозяйственной продукции в цехах малой мощности, организованных в колхозах и совхозах. Развитие малых мясоперерабатывающих цехов решает ряд немаловажных проблем, и в частности обеспечение сельского населения, особенно «глубинки», мясными продуктами; своевременная переработка скота вынужденного убоя. Да и строительство этих цехов значительно дешевле, и вводятся они в строй быстрее, чем мощности на крупных мясокомбинатах. Решение этих и других проблем привлекает руководителей колхозов и совхозов и заставляет их изыскивать возможности строительства новых и совершенствования уже существующих малых предприятий. Но с другой стороны, развитие малых цехов порождает новые проблемы, в том числе рационального использования сырья при переработке, соблюдения технологических, санитарно-гигиенических и ветеринарных норм, а также нормативно-технической документации, обучения кадров и др. Однако эти цехи существуют и развиваются как объективная необходимость сегодняшнего дня.
Реклама

Опыт работы, накопленный за это время, позволил выявить и обобщить наиболее часто повторяющиеся нарушения технологических и санитарных режимов производства, виды брака продукции и сделать вывод о необходимости повышения профессиональных знаний работников перерабатывающих цехов малой мощности.
По неполным данным, в колхозах и совхозах области более 100 действующих колбасных цехов. Среди них есть такие, работу которых можно признать вполне удовлетворительной, например колбасные цехи «Ведуга» и «Семилукский». Общим для цехов этих хозяйств является высокий уровень организованности и дисциплины. Все предложения, направленные на улучшение качества продукции, своевременно выполняются. Качество продукции соответствует требованиям. По техническому оснащению эти цехи не отличаются от индустриальных. И хотя в них установлено разрозненное технологическое оборудование, его компоновка позволяет вести технологический процесс в соответствии с требованиями НТД и стабильно выпускать продукцию хорошего качества. Высок уровень ответственности и профессиональных знаний руководителей этих цехов. Отлажен лабораторный контроль производства.
Расширение ассортимента на основе рационального использования сырья — сегодня это главная задача производственной деятельности любого колбасного цеха. Наряду с колбасными изделиями в цехах вырабатывают пельмени, котлеты, пирожки и наборы для холодца.
Однако многочисленные проверки колбасных цехов малой мощности колхозов и совхозов Воронежской области показывают, что комплектация цехов оборудованием, его состояние, ассортимент и качество готовой продукции далеко не на должном уровне. Большинство цехов строятся без типовых проектов, размещаются в приспособленных помещениях, оснащаются в основном списанным оборудованием. К этому следует добавить острый дефицит специалистов колбасного производства с необходимой теоретической подготовкой и практическим опытом. Установлено, что изготовлением колбасных изделий иногда занимаются бывшие плотники, механизаторы, электронщики, учителя, люди других профессий и вообще «кадры» без каких-либо специальностей. В связи с этим вызывает большую тревогу та легкость и бесшабашность, с которой некоторые руководители колхозов и совхозов подходят к созданию и пуску колбасных цехов малой мощности. Можно понять желание этих руководителей — накормить своих работников, земляков. Но делать это надо в дружбе с наукой, в соответствии с ветеринарно-санитарным законодательством, с требованиями нормативно-технической документации, в противном случае последствия могут быть печальными. Как правило, во многих хозяйствах на выработку колбасных изделий используют условно годное мясо, мясо поросят, телят, выбракованных и прирезанных животных. Если к этому добавить, что некоторые «специалисты» «забывают» даже о специях, то можно представить, какого качества продукцию они выпускают. Нередки случаи, когда некоторые цехи вырабатывают колбасные изделия под названием «полукопченая», в то время как в цехе отсутствуют камеры для копчения.
Реклама

Хотелось бы обратить внимание на необходимость строгого соблюдения ветеринарного законодательства при направлении сырья на выработку колбасных изделий. Проверки показывают, что не всегда продукты убоя исследуются на трихинеллез, несвоевременно извлекаются внутренности из туш прирезанных на фермах животных; ветеринарный надзор за работой колбасных цехов проводится эпизодически, что является недопустимым. И в этом не вина, а скорее беда ветеринарных врачей, нагрузка которых в животноводческих хозяйствах не позволяет осуществлять каждодневный контроль за работой колбасных цехов. Только закрепление ветеринарного врача за конкретным колбасным цехом с возложением на него полноты персональной ответственности за ветеринарно-санитарное состояние цеха может улучшить дело.
Руководители, как правило, недооценивают опасность для здоровья потребителей колбас нарушений технологических режимов и роль производственно-лабораторного контроля в предупреждении таких нарушений и обеспечении эпидемиологической надежности продукции. Микробиологический .контроль в большинстве цехов вообще не организован, что исключает возможность объективной оценки эпидемиологической надежности колбасных изделий и уровня санитарной культуры производства.
Все эти факты показывают, что настало время, когда у многочисленных колбасных цехов малой мощности должен появиться один хозяин, который бы оказывал действенную помощь хозяйствам в проектировании, строительстве, оснащении и монтаже оборудования, его наладке и освоении, подготовке и переподготовке специалистов, поставке лабораторного оборудования, разработке нормативно-технической документации и доведении ее до каждого исполнителя.
Конечно, помощь руководителям хозяйств необходима, но многое зависит от них самих. Какая нужна помощь руководству, чтобы организовать надлежащий первичный учет поступления сырья, ведение рецептурных журналов, журналов технологической разделки и термической обработки? Вызывает крайнее удивление, что практически в каждом хозяйстве действуют свои нормативы на выход мяса при разделке туш на колбасные изделия, а также на выход готовой продукции, что создает лазейки для злоупотреблений. Для многих руководителей колхозов и совхозов и даже мастеров колбасных цехов явилось откровением существование научно обоснованных нормативов, установленных приказом Минмясомолпрома СССР за № 37 от 15 февраля 1978 г. «Об утверждении норм выходов колбасных изделий, мясных полуфабрикатов и выходов при разделке мяса».
Не налажен до настоящего времени и обмен опытом работы малых цехов, что могло бы помочь вновь создаваемым цехам быстрее становиться на ноги, избегая при этом затяжного периода «проб и ошибок». Ведь в стране немало цехов, давным-давно «переболевших» этими «детскими болезнями». и накопивших ценный опыт по технологии, лабораторному контролю, малой механизации.
Специалисты считают своевременной и актуальной открытую на страницах журнала «Молочная и мясная промышленность» дискуссионную рубрику по цехам малой мощности. Надеемся, что наши предложения будут способствовать решению многих проблем при организации в колхозах и совхозах цехов малой мощности.
В Федеральной программе развития АПК России особое место отводится стабилизации, а затем и развитию его перерабатывающей отрасли – молочной и мясной промышленности.
На основе мирового опыта предполагается вывести отрасль на качественно новый уровень, обеспечивающий восстановление объемов вырабатываемой продукции, повышение ее качества, существенное увеличение ассортимента и глубины переработки сырья.
Для решения указанных задач необходимо осуществить техническое перевооружение крупных мясокомбинатов и городских молочных заводов, а также значительно повысить технологический уровень оборудования, выпускаемого для перерабатывающих предприятий малой и средней мощности.
Развитие техники в таком направлении вызывает закономерное повышение требований к обслуживающему персоналу и инженерной службе перерабатывающих предприятий. Для них уже недостаточно простого знания устройства технологического оборудования и умения поддерживать его в рабочем состоянии. Необходимы знания закономерностей изменения функционально-технических свойств сырья на всех стадиях его переработки в зависимости от режимов работы машин и аппаратов, а также умения настраивать и контролировать параметры оборудования для обеспечения этих режимов.
Данный диплом выполнен с целью улучшения технологических процессов переработки мяса, а также внедрения новых конструктивных разработок в производство с наименьшими затратами и максимальным эффектом.
1. КРАТКАЯ ХАРАКТЕРИСТИКА И АНАЛИЗ ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ ЗАО «НВС».
В данной работе рассмотрена деятельность ЗАО «НВС», основной деятельностью которого является производство колбасных изделий. Это предприятие расположено на западе Воронежской области, в Хохольском районе, в рабочем поселке Хохольский. Район граничит на севере с Семилукским районом; на востоке с Каширским районом; на юге – с Репьевским районом; на западе – с Ниждевицким районом.
Территория района в административных границах занимает 2192км2
. протяженность по крайним точкам с севера на юг – 52км., с запада на восток 42км. Районный центр – рабочий поселок Хохольский.
Расстояние до областного центра составляет около 40км. Территория района расположена в непосредственной близости с трассой Воронеж-Курск. В поселке имеется железнодорожные пути.
В районе имеются некоторые крупные предприятия: совхоз «Юбилейный» - по откормке крупного рогатого скота, сахарный завод, птицефабрика, пищекомбинат.
Такое расположение предприятия благотворно сказывается как на поставке сырья, так и на реализации готовой продукции. Сырье для производства поступает в следующем процентном соотношении:
· местное население - 70%,
· совхоз «Юбилейный» - 20%,
· прочие – 10%.
Сбыт продукции осуществляется как на местном так и воронежском рынке. На первый приходится около 25% общего количества произведенной продукции, на воронежский рынок поставляется около 65%, в другие регионы Российской Федерации – 10%.
Так же при анализе хозяйственной деятельности рассматриваемого предприятия надо учитывать такие моменты как:
¨ энергообеспечение и водоснабжение являются бесперебойными;
¨ по экономическим соображениям очистные сооружения были поставлены только на производственные стоки, а санитарно-бытовые отходы удаляются в канализацию;
¨ асфальтированные подъездные пути;
¨ другие.
Эти факторы благотворно влияют не только на деятельность предприятия, но и на качество продукции, экологическую обстановку.
Территория «НВС» занимает площадь – 5тыс.м2
. Предприятие состоит из основных, вспомогательных и обслуживающих цехов. К основным относятся: заготовительный и обрабатывающий цеха; к вспомогательным: инструментальный, ремонтный, энергетический цеха; к обслуживающим: транспортный, складской, санитарно-технический цеха.
Технологическое оборудование на данном предприятии представлено следующими моделями:
· волчок К6-Ф1П;
· фаршемешалка ФШМ-0,3;
· шприц ЛВ-500;
· термокамера универсальная ТКУ-2,5;
· котел варочный ВК.
Финансовая и бухгалтерская информация представлена в Разделе 6 данного дипломного проекта.
2. ПРОЕКТ МОДЕРНИЗАЦИИ КОЛБАСНОГО ЦЕХА.
2.1. Обзор литературы по производству колбасных изделий.
Колбасными изделиями называют изделия, приготовленные на основе мясного фарша с солью, специями и добавками, в оболочке или без нее и подвергнутые тепловой обработке до готовности к употреблению. Соленые изделия - это продукты, также готовые к употреблению, но изготовленные, как правило, из сырья с неразрезанной (окорока, корейка, грудинка, ветчина в форме) или крупноизмельченной структурой (ветчина в оболочке, бекон любительский и т. п.).
АССОРТИМЕНТ
Обширный ассортимент колбасных и соленых изделий обусловлен высокими пищевыми достоинствами и пригодностью в пищу без дополнительной подготовки.
В зависимости от сырья и способов обработки различают следующие виды колбасных изделий: вареные, полукопченые, копченые, фаршированные, кровяные колбасы, сосиски и сардельки, зельцы и студни, ливерные колбасы, мясные хлебы, паштеты, диетические и лечебные колбасы. Мясная промышленность вырабатывает большое количество колбасных изделий из говядины, свинины, баранины, нетрадиционного сырья: конины, верблюжатины, оленины, мяса птицы и кроликов.
2.2. Требования к качеству сырья, вспомогательным материалам и готовой продукции.
2.2.1. Требования к сырью и вспомогательным материалам
Для выработки колбасных и соленых изделий используют сырье от здоровых животных без признаков микробиальной порчи и прогоркания жира. Загрязнения, побитости, кровоподтеки, клейма должны быть удалены. Туши без запаха в глубине, но с поверхностным ослизнением, плесенью и побитостями зачищают и промывают горячей (50°С) и холодной водой.
Шпик должен быть белого цвета с нормальным запахом, без загрязнений. Температура шпика, предназначенного для измельчения, не должна превышать –1°С, в противном случае он будет деформироваться при измельчении.
Для изготовления вареных колбас применяют говядину и свинину в парном, охлажденном и размороженном состоянии, для производства колбас других видов – в охлажденном и размороженном состоянии. Замороженные блоки можно направлять на приготовление фарша без предварительного размораживания.
При производстве колбасных изделии используют соевые белки, казеинат натрия, молочно-белковый копреципитат, плазму крови.
Для производства всех видов продуктов из свинины применяют охлажденное до 4°С сырье, полученное от свиных полутуш беконной, мясной и жирной упитанности (после удаления шкуры и излишков шпика). К использованию не допускается мясо хряков и свинина с наличием шпика мажущейся консистенции.
Изделия из говядины изготовляют из туш I и II категории упитанности в охлажденном или размороженном состоянии.
Для выработки продуктов из баранины используют туши I категории упитанности в охлажденном состоянии.
Сырье, направленное на производство соленокопченых изделий, подвергают ветеринарно-санитарной экспертизе. При необходимости сырье дополнительно зачищают. При этом с наружных и внутренних сторон туш и полутуш удаляют возможные загрязнения, кровоизлияния, остатки волос, щетины и диафрагмы, бахрому.
Для посола используют пищевую соль не ниже I сорта без механических примесей и постороннего запаха, сахар-песок белого цвета без комков и примесей, нитрит натрия с содержанием нитрита (в пересчете на сухое вещество) не менее 96%. Специи и пряности должны иметь присущие им специфические аромат и вкус и не содержать посторонних примесей.
Кишечные оболочки, применяемые в колбасном производстве, должны быть хорошо очищены от содержимого, без запаха разложения и патологических изменений.
Искусственные оболочки должны быть стандартных размеров (диаметр, толщина), достаточно прочными, плотными, эластичными, влаго- и газопроницаемыми (для копченых колбас), обладать хорошей адгезией, устойчивыми к действию микроорганизмов и хорошо храниться при комнатной температуре. Для каждого вида и сорта колбас используют оболочку определенного вида и калибра.
2.2.2. Требования к готовой продукции
В соответствии со стандартом к готовой продукции предъявляются следующие требования.
Поверхность батонов колбасных изделий должна быть чистой, сухой, без повреждений, пятен, слипов, стеков жира или бульона под оболочкой, наплывов фарша над оболочкой, плесени и слизи. На оболочке сырокопченых колбас допускается белый сухой налет плесени, не проникшей через оболочку в колбасный фарш. Оболочка должна плотно прилегать к фаршу, за исключением целлофановой. Поверхность изделий должна быть сухой, чистой, у копченых и копчено-вареных - равномерно прокопченной, без слизи и плесени.
Вареные и полукопченые колбасы должны иметь упругую, плотную, некрошливую консистенцию, копченые колбасы — плотную. Консистенция мышц соленокопченых изделий упругая или плотная (сырокопченые окорока).
На разрезе продукта фарш монолитный, кусочки шпика или грудинки равномерно распределены, имеют определенную форму и размеры (в зависимости от рецептуры). Края шпика неоплавлены, цвет белый с розовым оттенком без желтизны, допускается наличие единичных пожелтевших кусочков шпика в соответствии с техническими условиями на каждый вид колбасы. Цвет продуктов на разрезе равномерный, розовый или красный, без серых пятен.
Колбасные изделия должны иметь приятный запах с ароматом пряностей, без признаков затхлости, кисловатости. Вкус в меру соленый у вареных колбас, у полукопченых и копченых колбас — солоноватый, острый, с выраженным ароматом копчения. Вкус соленокопченых изделий в меру соленый для вареных продуктов, солоноватый — для сырокопченых. Запах вареных изделий приятный, копченых — с выраженным ароматом копчения. Колбасы и солено-копченые изделия не должны иметь постороннего привкуса и запаха.
Мясопродукты должны содержать определенные количества соли, влаги, крахмала, нитрита в соответствии со стандартом.
2.3. Общая технология производства колбас
Подготовка сырья
для большинства колбасных изделий состоит из следующих операций: разделка полутуш, обвалка отрубов, жиловка и сортировка мяса, предварительное измельчение и посол мяса.
Перед поступлением сырья на разделку его осматривают ветеринарные врачи, загрязненные участки поверхности промывают водой и срезают клейма, нанесенные непищевой краской. Затем мясо взвешивают на подвесных путях или на напольных весах и передают на дальнейшую обработку.
Технологические схемы
Процесс изготовления колбасных и соленых изделий можно проиллюстрировать схемами, приведенными ниже.                   
В зависимости от оснащенности предприятия и особенностей производства отдельных видов колбасных и соленых изделий технологические схемы могут иметь некоторые различия.
Разделка, обвалка, жиловка.
Разделка.
Цель разделки — расчленение полутуш на отдельные отрубы для облегчения последующей операции обвалки; обвалку проводят дифференцированно (каждый рабочий специализируется на обработке определенных частей туши), что повышает производительность труда и качество обвалки.
При разделке говядины различают комбинированную и колбасную разделку. Для колбасного производства говяжьи полутуши делят на семь частей. Однако целесообразно производить разделку по комбинированной схеме, предложенной ВНИИМПом, при которой наиболее ценные части (грудинка, тазобедренный, поясничный и спинной отрубы) направляют в реализацию или на выработку полуфабрикатов и фасованного мяса. Целые туши и четвертины разделывают так же, как полутуши. Говядину разделывают обычно на подвесных путях.
При разделке свиных полутуш необходимо учитывать дальнейшее направление сырья, так как значительную часть отрубов используют для выработки соленых изделий. По стандартной схеме свиные полутуши предварительно расчленяют на три части: переднюю, среднюю и заднюю. Затем от передней части отделяют шейную часть, лопаточную мякоть, ножку и выделяют передний окорок (лопатку). Среднюю часть распиливают на корейку и грудинку, от грудинки отделяют пашину. Из задней части выделяют окорок, крестцовую часть и ножку. По такой схеме разделки (рис. 2.1) на выработку соленостей может идти до 75% массы всей туши. Ножки, крестцовую часть, позвонки, жилованное мясо, шпик и мясную обрезь направляют в колбасное производство и на выработку полуфабрикатов.
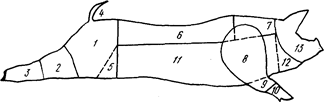
Рис. 2.1. Схема разделки свинины:
1,2 — тазобедренная часть (задний окорок); 3— задняя ножка; 4— хвост; 5 — пашина; 6 — корейка; 7 — лопаточная часть; 8, 9 — передний окорок; 10 — передняя ножка; 11 — грудобрюшная часть; 12, 13 — шейная часть.
Свинину разделывают так, чтобы лопаточную часть и задний окорок направить на производство свинокопченостей. Свинину жирную целиком используют для производства колбас. Свинину разделывают на подвесных путях или на конвейере.
Бараньи туши перед обвалкой разделяют на две части — переднюю и заднюю. Рульку и подбедерок обычно направляют в реализацию.
Схема разделки конины представлена на рис. 2.2.
Обвалка
. Обвалку мяса в основном производят дифференцированным методом. На малых предприятиях применяют и потушную обвалку, т.е. один рабочий обрабатывает всю тушу. Обвалка должна быть тщательной: разрешается оставлять лишь незначительную красноту на поверхности костей сложного профиля (позвонков).
Обвалку производят на стационарных или конвейерных столах. Чтобы устранить излишнее транспортирование мяса, практикуют спаренную обвалку и жиловку: обвальщик работает за одним столом с одним или двумя жиловщиками.
При обвалке необходимо строго соблюдать правила безопасности. Рабочих снабжают коротким кольчужным фартуком и специальными кольчужными перчатками.
Жиловка
. После обвалки мясо направляют на жиловку: от деление соединительной ткани, кровеносных и лимфатических сосудов, хрящей, мелких косточек, кровоподтеков и загрязнений. Соединительная ткань обладает более низкой пищевой ценностью и к тому же при тепловой обработке колбасных батонов полностью не разваривается, что ухудшает их качество. Мясо с большим содержанием соединительной ткани используют для выработки низкосортных колбас, студней, зельцев. При жиловке говядины и баранины отделяют также и жир, плохо усваивающийся организмом. Жиловку производят дифференцированно — вручную специальными ножами. Куски обваленного мяса разделяют на отдельные мускулы, а затем отделяют мышечную ткань. В процессе жиловки получают куски мяса массой 400 — 500 г, а на отдельных мясокомбинатах — до 1 кг.
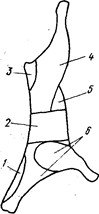
Рис. 2.2. Схема разделки конины для производства национальных продуктов:
1— подгривный жир с мышечной тканью; 2 — спинореберная часть; 3— верхний слой мышечной ткани с подкожным жиром из крестцовой части; 4 — задняя ножка с поясничной частью; 5 — жировые отложения брюшины; 6 — лопаточная и шейная части.
Жилованную говядину обычно сортируют на три сорта: к высшему относят куски чистой мышечной ткани, лишенные видимых остатков других тканей и образований; мясо, содержащее не более 6% тонких соедини-тельнотканных образований, относят к I сорту, а содержащее до 20% — ко II. При жиловке говядины на три сорта выходы жилованного мяса составляют: высшего сорта — 15...20%, I сорта — 45...50, II сорта — 35% к массе жилованного мяса. В мясе II сорта допускается наличие мелких жил, сухожилий и пленок. При жиловке мяса, имеющего жировые отложения, в отдельный сорт выделяют жирное мясо, которое состоит в основном из подкожного и межмышечного жира и небольших прирезей мышечной ткани. Это мясо используют для приготовления некоторых сортов колбас.
В свинине сравнительно мало соединительной ткани, которая к тому же легко разваривается, и поэтому процесс жиловки свинины часто называют разборкой. Мышечную ткань свинины отделяют от шпика и освобождают от крупных сухожилий, становых жил и кровоподтеков. Жилованную свинину сортируют в зависимости от количества содержащегося в ней жира на три сорта: нежирную, полужирную и жирную. Нежирная свинина содержит до 10%, полужирная 30...50, а жирная более 50% межмышечного и мягкого жира. Полужирную свинину можно составлять из нежирной и соответствующего количества жирной. Средний выход свинины после разборки по сортам (в % к массе разобранной свинины) составляет: нежирная — 40%, полужирная и жирная — по 30%.
В настоящее время на некоторых мясокомбинатах переходят на технологию двухсортной жиловки обваленной говядины и свинины, что позволяет снизить трудовые затраты на процесс жиловки и повысить производительность труда. Оптимальное соотношение сортности при двухсортной жиловке говядины (в % к массе жилованного мяса) следующее: высшего сорта — 20%, мяса, содержащего 12% жировой и соединительной ткани — 80%. При разборке обваленной свинины на два сорта выделяют нежирную свинину из окороков и средней части. Остальное мясо направляют в один сорт, в котором в зависимости от упитанности исходного сырья содержится 35...50% жира.
Действующая в настоящее время схема жиловки и сортировки мяса на три-четыре сорта в зависимости от содержания в нем соединительной и жировой ткани очень трудоемка. Мясо первого и второго сортов близко между собой по качественным показателям. Говядина высшего сорта практически лишена соединительной ткани, которая полезна для организма человека. Деление жилованного мяса на сорта условно, так как при сортировке визуально нельзя определить содержание в нем соединительной и жировой ткани. Сам факт нормирования содержания соединительной ткани как показателя качества при отсутствии экспресс-методов ее определения ведет к необоснованным претензиям и даже злоупотреблениям во время сдачи-приемки мясокомбинатами жилованного мяса и оценки качества готовых колбасных изделий. Существующие нормы содержания соединительной и жировой ткани по сортам уже устарели.
Руководствуясь основными положениями теории адекватного питания авторы разработали принципиально новую схему жиловки и сортировки мяса. Ее сущность заключается в следующем.
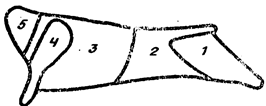
Рис.2.3. Схема разделки говядины:
1 — задний отруб; 2 —
пояснично-крестцовый отруб; 3 —
спинно-реберно-грудной отруб; 4 —
лопаточный отруб; 5 — шейный отруб
Говяжью тушу перед обвалкой разделывают на пять отрубов. Граница заднего отруба лежит между подвздошной и крестцовой костью, пашиной и нижним концом берцовой кости. В пояснично-крестцовый отруб входят поясничная и крестцовая части, два первых хвостовых позвонка и пашина. Передняя граница отруба проходит между последним грудным и первым поясничным позвонками, задняя — по второму хвостовому позвонку, а нижняя — по белой линии живота. Границы спинно-реберно-грудного отруба проходят между последним шейным и первым грудным, последним грудным и первым поясничным позвонками, по грудине и по среднему ребру. В лопаточный отруб входят передние конечности. Граница отруба лежит между лопаточным хрящом, нижним концом предплечья и ребрами. Граница шейного отруба лежит между первым и последним шейным позвонками (рис 2.3.).
После обвалки мясо делят на два сорта. К первому относят мясо с заднего отруба до коленного сустава, пояснично-крестцового, спинно-реберно-грудного отрубов до нижнего края длиннейшей мышцы спины, от лопаточного отруба до локтевого сустава. Ко второму сорту относят мясо, полученное с шейного и спинно-реберно-грудного отрубов до нижнего края длиннейшей мышцы спины, с пояснично-крестцового отруба до нижнего края поясничной части длиннейшей мышцы спины, с передних и задних конечностей ниже локтевого и коленного суставов (рис.2.4).
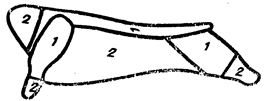
Рис. 2.4. Схема сортировки говядины:
1 — первый сорт; 2 —
второй сорт
В процессе жиловки из мяса обоих сортов удаляют сухожилия, связки (суставные и затылочно-остистые), фасции (грубые поверхностные и глубокие, желтые брюшные), суставные сумки, жир. Обрезки с мяса первого сорта относят ко второму. Мышечную ткань с лопаточной части и заднего отруба при жиловке разделяют на два-три куска.
Со свиной полутуши перед обвалкой снимают шпик, паховый жир и разделывают на три отруба. К заднему отрубу относят задние конечности. Граница отруба проходит между подвздошной и крестцовой костью, патиной и нижним концом берцовых костей. В шейно-туловищный отруб входят шейная, спинная, поясничная, крестцовая, грудная и брюшная части. Граница отруба проходит между первым шейным, последним крестцовым позвонками, по середине грудины и белой линии живота. Передние конечности относятся к лопаточному отрубу. Граница отруба лежит между лопаточным хрящом, нижним концом предплечья и ребрами (рис.2.5).
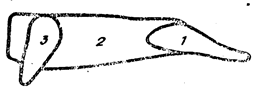
Рис.2.5. Предлагаемая схема разделки-свинины:
1 — задний отруб; 2 —
шейно-туловищный отруб; 3 — лопаточный отруб
После обвалки свинину подразделяют на два сорта: нежирную и полужирную. Из нежирной свинины удаляют остатки шпика со спинной, поясничной и крестцовой частей туши, с передних конечностей до локтевого, а с задних — до коленного сустава. Мясо, полученное с передних конечностей ниже локтевого и с задних — ниже коленного сустава и шейно-реберно-грудобрюшной частей туши, относят к полужирной свинине (рис.2.6).
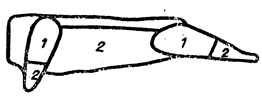
Рис. 2.6. Предлагаемая схема сортировки свинины:
1 — первый сорт; 2 — второй сорт
В процессе жиловки из мяса обоих сортов удаляют хрящи, сухожилия, суставные связки и сумки. Обрезки от нежирной свинины относят к полужирной.
Мышечную ткань с лопаточной части и заднего отруба во время жиловки разделяют на два-три куска.
Во время экспериментальной жиловки на два сорта с говяжьей туши первой категории по ГОСТ 779 - 55 средней массой 217,2±24,07 кг отжиловано говядины первого сорта 82,28±5,76 кг, или 37,88%; второго сорта — 73,91±5,58 кг, или 34,02 %; жира-сырца — 7,73±1,77 кг, или 3,55%; хрящей, сухожилий, связок — 5,85±0,92 кг, или 2,69 %.
Во время экспериментальной жиловки на два сорта свиной туши второй категории по ГОСТ 7724—77 средней массой 70,13±2,43 кг отжиловано нежирной свинины 21,33±1,33кг, или 30,41%; полужирной — 22,66±1,2 кг, или 32,31%; сырья для рагу — 5,66±0,33 кг, или 8,07 %; баков — 2,73±0,39 кг, или 3,89 %; пахового жира — 1,2±0,14кг, или 1,71%; шпика хребтового и бокового — 10,66±1,33, или 15,2%; грудинки — 5,06±0,71 кг, или 7,21 %; хрящей, сухожилий, связок, суставных сумок — 0,61±0,04 кг, или 0,86%.
Качество колбасных изделий, изготовленных из двух- и трехсортного мяса, ничем не отличается.
Разработанный метод жиловки и сортировки мяса по сравнению с действующим имеет следующие преимущества. Упрощается технология разделки и жиловки мяса, ликвидируется многосортность. Затраты труда рабочих в зависимости от квалификации сокращается в среднем на 50 %, что дает возможность на тех же площадях выпускать значительное количество дополнительной продукции. Устраняется излишнее измельчение и дополнительное обсеменение мяса. Оба сорта говядины содержат соединительную ткань, что обогащает их в пищевом отношении. Появляется возможность визуально объективно определять сортность мяса по его морфологическим признакам и расположению в туше. Отсутствует жирная свинина, что соответствует современной тенденции науки о питании по оптимизации соотношения жировой и мышечной ткани в готовых мясных продуктах. Говядину первого сорта и нежирную свинину можно реализовывать в качестве бескостного полуфабриката.
Для того чтобы внедрение предлагаемой схемы жиловки и сортировки не повлекло коренного изменения существующих рецептур колбасных изделий, целесообразно использовать говядину первого сорта вместо высшего при производстве колбас высшего сорта, второго сорта — вместо первого при производстве колбас первого сорта. В колбасные изделия второго сорта вместо говядины второго сорта ввести мясную обрезь, вместо жирной свинины в рецептурах колбасных изделий использовать полужирную, а паховый жир — при производстве колбасных изделий второго сорта вместо бокового шпика и грудной части.
При жиловке баранины удаляют только сухожилия и кровоподтеки. Жилованную баранину сортируют на два сорта: жирную и нежирную. К жирной баранине относят мясо, имеющее подкожный жировой слой.
Свиной шпик со шкурой или без нее в зависимости от ассортимента разделяют на торговый (соленый), копченый (венгерское сало) и колбасный. Разделку шпика производят обвальщики на обвалочных или жиловочных столах. На поверхности торгового шпика допускается наличие прирези мяса не более 5% к массе шпика. Толщина шпика в тонкой части должна быть не менее 2,5 см, масса куска — не менее 1 кг. Для выработки копченого шпика выделяют куски шпика из спинной части массой не менее 0,5 кг и толщиной 6...10 см.
Колбасный шпик выделяют из боковой и спинной частей туш. На поверхности допускается не более 10% прирези мяса для хребтового шпика и не более 25% — для бокового. После разделки шпик в зависимости от дальнейшего использования направляют в посол или на хранение в охлажденном и мороженом виде. Свиную обрезь перетапливают или используют в производстве котлет. Отходы соединительной ткани, пригодные на пищевые цели (хрящи, сухожилия, пленки и др.), употребляют для выработки студней и зельцев. Не пищевую обрезь направляют в цех кормовых и технических продуктов для выработки кормовой муки.
Санитарно-гигиенические условия
, в которых производится обвалка и жиловка, должны быть безукоризненными. Температура в сырьевом цехе должна быть не выше 10...12°С, относительная влажность воздуха 75...80%.
На крупных предприятиях внедряют конвейерные линии разделки, обвалки и жиловки мяса, механизирующие все транспортные операции в сырьевом цехе. Вдоль первой половины конвейера расположены столы для обвалки мяса, вдоль второй — столы для жиловки.
Конвейеры делают двухленточные и одноленточные. В двухленточные конвейерах верхняя лента предназначена для транспортирования частей туш и костей, полученных после обвалки; нижняя служит для жилованного мяса. На одноленточных конвейерах части туши (отрубы), жилованное мясо и кости перемещаются на одной ленте. На участке конвейера, где находятся столы для жиловки мяса, конвейерная лента разделена продольными перегородками на три участка для каждого сорта мяса. Кость выгружается в конце транспортного конвейера или ее можно перемещать обратным ходом ленты конвейера. Затем эта кость передается на распиловку или дробление.
Обвалка мяса
— очень трудоемкий процесс. Для облегчения труда обвальщиков вместо обычных ножей применяют дисковые ножи на гибких валах.
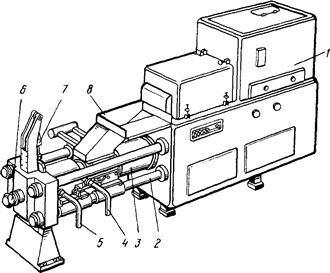
Рис. 2.7. Пресс MRS-20 для механической обвалки мяса:
1— станина; 2 — направляющие; 3 — рабочий цилиндр; 4,5 — патрубки для отвода мясной массы; 6 — патрубок для отвода костного остатка; 7 — заслонка; 8 — загрузочный бункер.
Производительность труда при этом повышается в 2 раза, но способ обвалки остается ручным. На Черкизовском мясоперерабатывающем заводе используют ножи «Визард» типа 520 (США). Они установлены непосредственно на выходе кости с конвейера обвалки. Причем дообвалке подвергаются не все, а только говяжьи шейные кости и кости позвоночника. Одним ножом за сутки снимают до 50 кг мяса.
В большинстве конструкции механических установок для обвалки мяса пользуются методом выдавливания — прессования и срезания. Существуют два основных типа машин для обвалки мяса. Машины ленточного типа работают с наружной подачей. Сырье для обвалки подается на ленту, прижимаемую к барабану с отверстиями диаметром 2...10 мм. Отделенное от костей мясо продавливается в отверстия внутрь барабана, в то время как остальные части продолжают двигаться по транспортеру. В обвалочных установках шнекового типа используется внутренняя подача сырья. Сырье под давлением, создаваемым шнеком, проталкивается к барабану с отверстиями. Мясо продавливается через отверстия в барабане, а кости удаляются из машины через специальное окно. В соответствии с требованиями санитарии детали промышленных установок, с которыми соприкасаются продукты, выполнены из нержавеющей стали или пластмассы, а сами установки легко разбираются, что обеспечивает возможность их тщательной очистки. Выход мясного продукта из обвалочной машины регулируется в зависимости от требуемых свойств мяса. Применяя барабаны с мелкими отверстиями, получают мясо пастообразной консистенции. Чем больше размеры отверстий, тем больше в мясе соединительной ткани и костей. Оптимальным считается барабан с отверстиями диаметром 5 мм.
Механически обваленное мясо имеет большую питательную ценность, чем обычное мясо. Добавление от 5 до 25% механически обваленного мяса к говяжьему фаршу придает продукту требуемую консистенцию при значительном улучшении вкусовых качеств. Некоторые новые благоприятные качества продуктам придает костный мозг, извлекаемый при механической обвалке говядины и свинины. Кроме того, конечный продукт имеет повышенное содержание кальция.
Для механической жиловки мяса сконструирована машина, которая состоит из приемного бункера с двумя подающими спиралями конического шнека с уменьшающимся шагом и насадки, выполненной из металлических пластин и имеющей продольные щели. Насадка крепится к цилиндру волчка, а конусообразный шнек является продолжением шнека волчка. На выходе из насадки установлен режущий механизм волчка в виде набора ножей и сеток. Мясо загружают в приемный бункер. Оно захватывается двумя спиралями и подается на рабочий шнек. Емкость межвиткового пространства конического шнека постепенно уменьшается, поэтому мясо подвергается воздействию постепенно нарастающего давления. Машина измельчает мясо и жилует его на три сорта. Более нежная мышечная ткань (мясо высшего сорта) продавливается через щели в начале насадки, где создается избыточное давление 10...12.
105
Па. В части машины, где создается избыточное давление 18...20.
105
Па, выдавливается мясо, содержащее до 6% соединительной ткани (мясо I сорта). Через горловину насадки и режущий механизм, где создается избыточное давление 35...50.
105
Па, выходит мясо II сорта. Выход мяса высшего и I сортов при механической жиловке выше, чем при ручной. Производительность машины 2...2,5 т/ч.
Один из путей совершенствования методов обвалки и жиловки при производстве колбасных изделий — переход на вертикальную обвалку (рис. 2.8). Вертикальная обвалка полутуш, разработанная на Киевском мясокомбинате, является прогрессивной и имеет ряд преимуществ по сравнению с горизонтальной обвалкой, в том числе с точки зрения более быстрого получения парного бескостного мяса. Этому же способствует односортная жиловка и немедленное тонкое измельчение мяса, совмещенное с посолом.
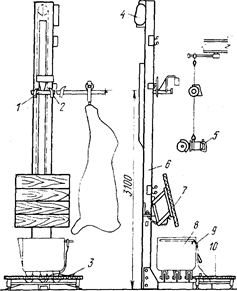
Рис. 2.8. Установка ЯЧ-ФАФ по обвалке мяса:
1 — подвижной участок полосового пути; 2 — фиксаторы; 3 — педаль управления; 4 — привод; 5 — дисковая пила; 6 — станина; 7 – обвалочная доска; 8 — тележка; 9 — тросы с крюками; 10 — подставка.
Парным называют мясо, полученное непосредственно после убоя, с температурой в толще не ниже 35°С. В этом состоянии белки акто-миозинового комплекса максимально диссоциированы. Мясо способно в наибольших количествах связывать воду, имеет высокие значения рН, ярко выраженную окраску и минимальную микробную обсемененность. Указанные свойства обусловливают возможность получения из такого мяса изделии наиболее высокого качества. Существенным недостатком парного мяса является его быстрый (через 2...3 ч) переход в состояние окоченения.
Проблема использования парного мяса сводится, во-первых, к задаче стабилизации его свойств путем определенных воздействий (прижизненная адренализация, посол, электростимуляция и др.), во-вторых, к задаче сокращения длительности и числа операций по его обработке перед стабилизацией, что особенно важно для надлежащей организации производственного потока. Сырьевые цеха, где производят операции разделки, обвалки, жиловки, должны находиться в непосредственной близости к цеху убоя скота и разделки туш.
Посол мяса
Для достижения необходимых технологических свойств готового продукта (вкуса, аромата, цвета, консистенции) и предохранения их от микробиологической порчи осуществляют посол мяса. Для этого в мясо вводят потолочные вещества. Обязательной и доминирующей составляющей потолочных составов является поваренная соль. Накопление ее в мясе в оптимальном количестве придает ему соленый вкус, оказывает консервирующее действие. Сочетание посола с другими консервирующими воздействиями (охлаждение, обезвоживание, копчение, тепловая обработка) надежно предохраняет готовый продукт от порчи.
Посол является сложной совокупностью различных по своей природе процессов: массообмена (накапливание в мясе в необходимых количествах поселочных веществ и их равномерное распределение по объему продукта, а также, возможно, потеря водосолерастворимых веществ мяса в окружающую среду); изменения белковых и других веществ мяса; изменения влажности и влагосвязывающей способности мяса; изменения массы; изменения микроструктуры продукта в связи со специфичным развитием ферментативных процессов в присутствии посолочных веществ и из-за механических воздействии; вкусоароматообразования в результате развития ферментативных и микробиологических процессов и использования вкусовых веществ и ароматизаторов в составе посолочных смесей; стабилизации окраски продукта.
Посол является обязательной и определяющей операцией в технологиях колбасных и соленых продуктов. При значительной общности технологий каждая из них имеет свои особенности и отличия.
Процессы, характерные для посола, могут продолжать свое развитие и после окончания периода собственно посола. Так, для сырокопченых колбас большинство из них продолжаются в своеобразных условиях при приготовлении фарша, осадке, копчении, сушке.
Температура системы рассол—ткань является фактором, наиболее существенно изменяющим величину коэффициента проникновения. Этот путь сокращения продолжительности посола представляет особый интерес в связи с тем, что повышение температуры ускоряет и другие изменения, улучшая продукт.
Продолжительность процесса пропорциональна квадрату пути проникновения. Поэтому уменьшение толщины сырья ведет к резкому сокращению длительности посола. В этой связи при посоле используют мясные отрубы и бескостное сырье, а также инъекцию рассола внутрь сырья с образованием в нем начальных зон его накопления.
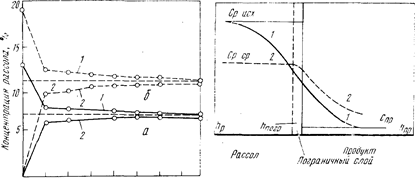
продолжительность посола
Рис. 2.9. Рис. 2.10.
Рис. 2.9. Изменение концентрации соли в рассоле и мясе при мокром посоле.
Рис. 2.10. Изменение концентрации соли в рассоле, пограничном слое и мясе при мокром посоле.
В колбасном производстве посол складывается из операции смешивания измельченного сырья с посолочными веществами (макрораспределение) и выдержки в посоле (микрораспределение), обеспечивающих их контакт с веществами мяса по всему объему. Продолжительность посола колбасного мяса зависит от степени измельчения сырья: чем выше степень измельчения, тем меньше путь проникновения и сроки выдержки его в посоле.
Для интенсификации процесса накапливания посолочных веществ диффузионным путем можно эффективно использовать ряд факторов: предварительное разрыхление сырья (механическое воздействие, ферментирование, электростимуляция и т. п.), многоточечная инъекция, уменьшение определяющего размера частей мяса и повышение температуры процесса.
Механическое воздействие
. При посоле с применением шприцевания процесс распределения посолочных веществ протекает в две фазы, из которых первой является шприцевание, второй - последующая обработка прошприцованного продукта. Выдержка продукта в рассоле или вне его является экстенсивным методом посола. Существенное ускорение второй фазы происходит при использовании интенсивных методов механических воздействии, когда проявляется эффект губки. Возникающий при переменном механическом воздействии градиент давлений (напряжений) вызывает в прошприцованном мясе интенсивное перемещение посолочных веществ, происходящее по фильтрационному закону. При небольшом определяющем размере мяса (в пределах 20...30 мм) накопление в нем (впитывание) рассола и равномерное распределение посолочных веществ могут происходить даже в результате механического воздействия без предварительного шприцевания.
Наиболее распространенными методами механической обработки являются тумблирование, массирование, вибрация (часто с применением вакуума), электромассирование.
Под тумблированием
понимают процесс обработки продукта в тумблерах-емкостях (в большинстве случаев цилиндрических) с горизонтальной осью вращения, имеющих выступы (лопасти) на внутренней их поверхности. Частота вращения емкости (в мин-1
) должна быть несколько ниже критической
 , ,
где D – диаметр емкости, м.
При вращении емкости куски мяса трутся друг о друга. внутреннюю поверхность и выступы, участвуя в сложном планетарном движении. Достигнув верхней точки, они падают с высоты, равной диаметру емкости. В результате соударений сырье подвергается механическим деформациям, приводящим к повышению давления (напряжения) в местах контакта. Наблюдаемый эффект сжатия-расширения мышечной ткани, сопровождающийся возникновением переменных внутренних напряжений, обеспечивает интенсивный фильтрационный перенос (перераспределение) рассола. Продолжительность тумблирования может быть различной в зависимости от вида, состояния мяса, конструктивных особенностей тумблера. В большинстве случаев для кусков мяса небольших размеров (25...30 мм) она составляет 10...40 мин, для образцов больших размеров в циклическом варианте доходит до 4...6 ч. Частота вращения емкости чаще всего 20...30 мин-1
(при обработке костного сырья — 5...7 мин-1
).
Массирование
является разновидностью процесса перемешивания, вследствие чего при отсутствии специального оборудования (массажеров) для массирования иногда применяют лопастные мешалки. Массажер представляет собой емкость, в которую после ее заполнения мясом опускается вертикальный вал с лопастями. Обработка в массажерах протекает менее интенсивно, чем в тумблерах, поскольку отсутствуют ударные воздействия. Поэтому продолжительность массирования значительно больше, чем тумблирования.
Рассол можно вводить либо полностью шприцеванием, либо при значительных количествах добавляемого рассола (выше 20% к массе мяса) частично шприцеванием, а частично (5...7% к массе мяса) в массажер (тумблер). Обработку в массажерах (тумблерах) выполняют непрерывно или циклически. В период механических воздействий происходит фильтрационно-диффузионный перенос посолочных веществ, в период покоя—диффузионный.
Эффект массопереноса при массировании (тумблировании) дополнительно усиливается в связи с возникновением при механических воздействиях микроразрывов в ткани и повышением ее проницаемости.
При массировании скорость переноса многократно возрастает и становится выше скорости развития микробиологических процессов, что открывает широкие возможности для быстрого посола при повышенных температурах без опасения, что в этих условиях может возникнуть бактериальная порча соленых продуктов. Это обстоятельство особенно важно, если учесть, что повышение температуры одновременно интенсифицирует ферментативные процессы, обеспечивая тем самым более быстрое достижение необходимой консистенции, вкуса и аромата соленых мясопродуктов.
Вибрационное воздействие
используют самостоятельно или в сочетании с другими видами механической обработки. ВНИИМПом предложена технология вареных полукопченых колбас и ветчины в оболочке из крупноизмельченного сырья с применением виброперемешивания. Положительный эффект массопереноса, получаемый в результате перемешивания сырья, дополняется эффектом, достигаемым при одновременно выполняемом вибрационном воздействии. Сущность процесса виброперемешивания заключается в том, что частицы мяса, непосредственно соприкасающиеся с источником колебаний, периодически получают ударный импульс, который передается более отдаленным соседним слоям. Таким образом, в системе возникают механические колебания частиц, вызывающие их фильтрацию под действием градиента знакопеременных напряжении.
Применение вакуума
увеличивает эффект, достигаемый при механической обработке сырья. Он возрастает с уменьшением остаточного давления (примерно до 50 кПа — метод МТИММПа). Дальнейшее снижение остаточного давления не оказывает существенного влияния. Повышение интенсивности распределения посолочных веществ (до 7%) связано с суммированием полей давлений, возникающих при механическом и вакуумном воздействиях.
Электромассирование
мяса в парном состоянии — метод МТИММПа, заключающийся в воздействии электрических импульсов на предварительно инъецированное мясо в парном состоянии. Возникающие периодические сокращения и расслабления парных мышц (пульсации) влияют на процесс перераспределения посолочных веществ так же, как при механическом воздействии. Сокращение длительности периода после убоя и повышение величины напряжения тока увеличивают продолжительность достаточно сильных пульсации и эффективность электромассирования. При напряжении тока 220В периодические пульсации мышцы почти прекращаются через 5...7 мин воздействия. Затем мышцы достаточно активно реагируют только на электрический ток более высокого напряжения: при напряжении 380В вновь заметно пульсируют 3...5 мин.
Посолочные вещества в основном перераспределяются во время электромассирования. При дальнейшей выдержке в посоле перенос идет медленнодиффузионно, но несколько быстрее, чем в мясе, не подвергнутом электромассированию.
Потери растворимых веществ мяса
. Наряду с проникновением в продукт посолочных веществ в процессе мокрого, смешанного и сухого посола в рассол из мяса диффузионно переходят белковые, экстрактивные, минеральные вещества, витамины. Количество потерь зависит от условий посола (концентрации рассола. жидкостного коэффициента, продолжительности посола и др.). Потери увеличиваются с повышением концентрации рассола до 10...12%, а затем уменьшаются. Количество белкового азота в рассоле возрастает с повышением температуры до 40°С, после чего снижается (в связи с денатурацией белков в тканях). Белковые вещества неспособны диффундировать через стенки клеток, поэтому их потери с рассолом обусловлены переходом в него белков, заполняющих кровеносную систему, и белков разрушенных клеток. В связи с этим величина белковых потерь при посоле зависит от полноты обескровливания мяса и степени разрушения тканей.
При правильно проведенном посоле некоторая потеря питательных веществ не снижает пищевой ценности соленых продуктов. Их пищевая ценность даже повышается, так как продукт становится более нежным, вкусным и лучше усваивается, чем несоленое мясо. Факторы, интенсифицирующие процесс проникновения посолочных веществ, одновременно способствуют увеличению потерь растворимых веществ продуктов в рассол. Уменьшению потерь при мокром посоле мяса способствуют низкий жидкостный коэффициент, высокая концентрация рассола, применение многократно используемого «старого» рассола с высоким содержанием экстрактивных веществ. Наилучшим решением, исключающим потери при посоле неизмельченного мяса, является отказ от классических методов мокрого, сухого и смешанного посола и переход на посол методами шприцевания с последующей выдержкой прошприцованного полуфабриката вне рассола или механической обработкой, ее заменяющей. Технология, основанная на применении шприцевания и механической обработки, является примером ресурсосберегающей безотходной технологии соленых продуктов.
Технология посола колбасного мяса
. В группу операций по посолу мяса для колбасных изделий обычно входят его предварительное измельчение, смешивание с посолочными веществами и выдержка в посоле. В зависимости от вида и сорта колбас мясо измельчают до разной степени: на куски массой до 400 г, до 16...25 мм (шрот) или 2...3 мм и до тонкоизмельченного (куттерованного) состояния. Мясо смешивают с посолочными веществами в мешалке или куттере. В зависимости от вида готовой продукции вводят для вареных колбас 2,5% соли к массе мяса, для полукопченых и копченых — 3...4%, а также 0,005% нитрита в виде раствора, приготовляемого в лаборатории. Возможно также применение сухой нитритной смеси, которая, кроме поваренной соли, содержит равномерно распределенный на поверхности частиц соли нитрит натрия в количестве 0,6% к ее массе. При кратковременной выдержке мяса для вареных колбас при повышенных температурах помещения и сырья нитрит можно вводить в процессе куттерования.
При использовании мяса в парном состоянии смешивание его с посолочными веществами совмещается с тонким измельчением и приготовлением фарша в куттере (метод Киевского мясокомбината). В этом случае выдержка мяса в посоле исключается. Приобретению фаршем нужных свойств способствует добавление в него при куттеровании препарата гемолизированной парной подсоленной крови, который готовят из парной крови (30...36 °С), смешивая ее с водой (38...41°С) в соотношении 1:1 (нитрит натрия растворяют в воде перед смешиванием ее с кровью). Количество вводимой в препарат поваренной соли — 0,5% к его объему. Необходимость выдержки в посоле отпадает также в случае виброперемешивания мяса (в любом термическом состоянии), применения виброосадки сырых батонов вареных, полукопченых и варено-копченых колбас, при изготовлении фарша сырокопченых и полукопченых колбас из подмороженного мяса в куттере. Быстрое вакуумное охлаждение позволяет выдерживать мясо в емкостях любого типа в течение 1...2 суток без опасности порчи.

Рис. 2.11. Посолочный агрегат: 1 – автоматический рассолоприготовитель; 2 – сборник рассола; 3 – дозатор рассола; 4 – волчок; 5 – дозатор мяса; 6 - шнековый смеситель; 7 – электродвигатель; 8 – охладитель.
Широкое распространение получил посолочный агрегат (рис.2.11), в состав которого входит волчок, дозаторы сухих посолочных веществ или их растворов и мешалка (периодического или непрерывного действия). В случае применении рассола он может подаваться непосредственно в область режущего механизма волчка, в шнековый смеситель, устанавливаемый на выходе из волчка, или в мешалку. При ускоренном посоле (6 ч) мяса для вареных колбас его измельчают на волчке до размеров частиц 2...3 мм и смешивают с насыщенным холодным (10...12°С) рассолом (10% к массе сырья).
Увеличение размеров кусков мяса замедляет процесс распределения посолочных ингредиентов и соответственно повышает сроки выдержки мяса в посоле (при 2...4°С): при степени измельчения 2...3мм — 6...12ч для вареных колбас; 16... 25 мм — 24ч для вареных и 24...48 ч для полукопченых и варено-копченых колбас; при посоле в кусках до 400 г - 24ч для вареных, 48ч для полукопченых и 5 суток для сырокопченых колбас.
Измельчение соленого мяса и шпика
При производстве колбас большое значение имеет выработка качественно однородного продукта. Это достигается использованием стандартных линий, состоящих из отдельных машин (измельчитель мороженых блоков, волчок, мешалка, куттер или вакуумный куттер) и устанавливающихся в соответствии с потоком сырья. Перерабатываемое сырье можно подавать к отдельным машинам с помощью ленточных транспортеров или стандартных тележек.
После посола для получения колбас более нежной консистенции и получения более монолитного фарша мясо вторично измельчают на различных машинах или применяют комбинированные и специальные машины для тонкого измельчения мяса. В зависимости от вида и сорта колбас степень измельчения мяса различна. При производстве сосисок, сарделек, вареных и ливерных колбас и паштетов мясо подвергают такой степени измельчения, при которой наблюдается значительное разрушение структуры клеток. Продукт получается с однородной структурой, нежной консистенции и хорошего вкуса. При производстве полукопченых и копченых колбас мясо подвергают такой степени измельчения, при которой структура клеток в основном сохраняется, что способствует более интенсивному влагообмену при последующей сушке колбас; и в этом случае степень измельчения должна быть настолько высокой, чтобы фарш получился однородной и монолитной консистенции.
При производстве вареных колбас, сосисок и сарделек мясо измельчают на куттере, если оно было достаточно хорошо измельчено на волчке перед посолом. Если же перед посолом мясо подвергалось грубому измельчению (диаметр отверстий в решетке волчка 16...25 мм), то его вторично измельчают на волчке через решетку с отверстиями диаметром 2...3 мм.
Мясо для полукопченых и копченых колбас после посола измельчают на волчке (рис. 2.12). Режущий механизм волчка состоит из чередующихся решеток и ножей. Неподвижная решетка и вращающийся крестообразный нож (односторонний или двусторонний) образуют плоскость резания. Число таких режущих плоскостей может быть различное (1...4 шт.) в зависимости от степени измельчения: чем больше степень измельчения, тем больше должно быть число плоскостей резания. При небольшой степени измельчения (диаметр отверстий 16...25 мм) достаточно одной плоскости резания, при большой (диаметр отверстии 2...3 мм) — число плоскостей резания следует доводить до четырех.
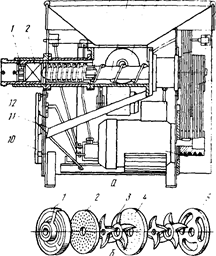
Рис. 2.12. Конструкция волчка К6-ФВП160-2:
а –
схема волчка: 1 – подпорная решетка; 2 – ножевой механизм; 3 - ножевой вал; 4 – рабочий шнек; 5 – одновитковая лопасть; 6 – бункер; 7 - клиноременная передача рабочего шнека; 8 – клиноременная передача ножевого вала; 9 – электродвигатель; 10 – площадка для санобработки; 11 – желоб; 12 – трубчатая насадка; б
– режущий механизм: 1 – подпорная решетка; 2 – выходная ножевая решетка; 3 – ножи; 4 – промежуточная решетка; 5 - приемная решетка.
B волчке мясо подвергается резанию, смятию и разрыву, причем чем меньше диаметр отверстий решетки волчка, тем сильнее разрушается и перетирается ткань, тем больше нагревается мясо в результате трения (на 8...9°С). На степень нагрева влияет также правильность сборки режущего механизма.
Наиболее распространены волчки с решеткой 220 мм и одно шнековой подачей сырья. В настоящее время имеются волчки с двумя подающими шнеками, причем размер горловины волчка увеличен (горловина волчка вмещает до 100 кг мяса), что дает возможность измельчать на нем мороженое мясо в блоках; диаметр решетки 160 мм. Волчок легко разбирается, удобен в обслуживании, экономичен, производительность до 200 кг/ч.
При производстве колбас одной из основных операций является получение стабильных эмульсий, в которых не образуется отеков бульона и жира. Колбасная эмульсия имеет две фазы: прерывистую (жировые глобулы) и непрерывную водную с растворенным актомиозином и другими белками мышечной ткани. Такие системы получают, вводя мелкие частицы жира в растворенную в воде белковую основу, и стабилизируют нагреванием в результате коагуляции белка. Растворение белков мышечной ткани и образование эмульсии происходят при измельчении мяса в куттере или при его обработке в смесителе в присутствии 2%-ного хлорида натрия. Если эмульсию перекуттеровать, жировые глобулы слишком измельчаются, а площадь поверхности возрастает настолько, что может не хватить белка для эмульгировання всего жира. Такие эмульсии распадаются и обусловливают низкое качество готового продукта.
При изготовлении вареных колбас, сосисок, сарделек, мясных хлебов, ливерных н некоторых полукопченых колбас мясо измельчают на куттере, где достигается более полное разрушение структуры тканей, чем на волчке. Режущий механизм куттера состоит из серповидных ножей и металлической гребенки, между зубьями гребенки проходят ножи. Принцип резания — рассекание тканей. Частота вращения ножей 1440 мин-1
. При обработке на куттере мясо нагревается, поэтому во время куттерования к нему, кроме холодной воды, добавляют около 10% льда. Температура мяса во время и после куттерования не должна быть выше 8...10°С. Производительность куттера зависит от его конструктивных особенностей, а также от заточки ножей. Величины зазора между лезвиями ножей и внутренней поверхностью чаши и продолжительности куттерования. Продолжительность цикла куттерования составляет 5...8 мин в зависимости от свойств обрабатываемого мяса (жесткости) и вида вырабатываемых колбас.
Если на куттере обрабатывают совместно мясо различной жирности, вначале загружают и измельчают или говядину, или нежирную свинину, а затем полужирную свинину. Лед добавляют во время обработки нежирного мяса. Мясо загружают постепенно. Коэффициент заполнения чаши куттера около 0,6.
Куттера различают в зависимости от вместимости чаши и способа ее разгрузки. Разгрузка может быть механической и ручной. Механическая разгрузка производится с помощью вращающейся тарелки или скобы, а также через отверстие в центре чаши. Куттера с механической разгрузкой имеют вместимость чаши 270 и 120 л. Современные куттера могут перерабатывать сырье в замороженном виде без предварительного измельчения на волчке. Эти новые высокопроизводительные машины позволяют готовить фарш и для копченых колбас. Частота вращения ножевого вала 5500 мин-1
.
В настоящее время для тончайшего измельчения мяса применяют эмульсоры, микрокуттера, коллоидные мельницы и другие измельчители непрерывного действия. Хорошее измельчение сырья (говядины и свинины), предварительно измельченного на волчке, достигается на измельчителе непрерывного действия марки ФИЛ конструкции ВНИЭКИпродмаш. При измельчении вместо льда добавляют к сырью холодную воду температурой 4...6°С. Сырье в измельчитель подается непрерывно с помощью шнекового смесителя-питателя, который подает сырье и одновременно смешивает его с водой, смесью специй и т. д. Из смесителя-питателя сырье поступает в горловину ножевой головки, где с помощью серповидных ножей предварительно измельчается и дополнительно перемешивается. При дальнейшем движении сырье поступает к ножевым дискам. Под действием центробежной силы оно непрерывно продвигается в зазоры между резцами, режущие грани которых, взаимодействуя между собой, измельчают его.
Степень измельчения регулируется величиной зазора между подвижным и неподвижным ножевыми дисками. Нагрев сырья незначителен (на 5...6°С). Производительность измельчителя 3000 кг/ч, частота вращения подвижного диска и серповидных ножей 2940 мин-1
.
Комбинированный измельчитель «Пук-Викозатор» имеет два комплекта режущего механизма и может работать как куттер и как коллоидная мельница. Производительность измельчителя до 9000 кг/ч, частота вращения вала 2950 мин-1
. В измельчитель подают сырье, предварительно измельченное на волчке (диаметр отверстий в решетке волчка 2...3 мм) или на куттере периодического действия.
В настоящее время внедряют агрегаты, в которых происходит измельчение и смешивание сырья. В агрегате АТИМ смеситель и измельчитель соединены между собой фаршепроводом.
Режущий механизм измельчителя состоит из вращающегося двухлезвенного ножа и неподвижной решетки с отверстиями диаметром 2,4 и 5 мм. Агрегат АТИМ предназначен для тонкого измельчения сырья, предварительно измельченного на волчке с отверстиями в решетке диаметром 3...5 мм. Производительность до 3000 кг/ч.
Кусочки шпика должны иметь установленную рецептурой форму (куба или правильной призмы) и определенные размеры. Шпик очищают от соли, зачищают. В тех случаях, когда шпик поступает со шкуркой, ее удаляют.
Шпик измельчают на стандартные кусочки на машине-шпигорезке (для некоторых колбас — вручную). Режущий механизм шпигорезки может состоять из двух взаимно перпендикулярных наборов дисковых ножей и серповидного ножа или из двух ножевых рам и серповидного или дискового ножа. Конструкции шпигорезок различают в зависимости от устройства режущего механизма и направления движения шпика в машине (вертикальное и горизонтальное).
Приготовление фарша
Фарш для каждого вида и сорта колбас составляют по рецептуре (точное количественное соотношение составных частей фарша). Чтобы фарш был равномерным, необходимо его тщательно перемешивать. Кусочки шпика, грудинки или языка, если они входят согласно рецептуре в состав фарша, должны сохранить свою первоначальную форму и после перемешивания.
Структурно-однородный фарш (без шпика) смешивают в куттере при измельчении сырья. Порядок загрузки составных частей фарша в куттер в этом случае следующий: вначале загружают говядину или нежирную свинину, затем добавляют лед и воду и после тщательного измельчения сырья загружают специи, муку или крахмал, а затем жирную свинину или жир. Структурно-неоднородный фарш (со шпиком) смешивают в мешалках.
Мешалки, применяемые в колбасном производстве, различают по размерам, форме лопастей и способу разгрузки. Лопасти обычно насажены на двух валах, которые вращаются навстречу один другому с различной скоростью. Такая конструкция мешалок обеспечивает равномерное перемешивание. Направление вращения при необходимости можно изменить. Наиболее распространены в колбасном производстве мешалки с Z-образными лопастями.
По способу разгрузки различают мешалки с ручной и механизированной разгрузкой. Ручная разгрузка производится путем опрокидывания резервуара (корыта) вручную, механическая— опрокидыванием корыта с помощью механизма. Разгружать фарш можно и через отверстие в дне корыта или сбоку. В основном выпускают мешалки с корытом вместимостью 340 и 645л.
Вначале загружают говядину и нежирную свинину. Затем, если нужно, добавляют холодную воду. Через 6...8 мин перемешивания вводят специи и нитрит, если он не был добавлен ранее. После этого загружают жирную свинину, а за 2...3 мин до окончания перемешивания — шпик. Готовность фарша определяют по времени, необходимому для равномерного распределения составных частей фарша. Фарш должен быть однородным и достаточно клейким.
В целях безопасности загрузку сырья и взятие пробы следует производить только после остановки мешалки. Во время работы ее резервуар должен быть закрыт решеткой.
Наибольшей плотности и монолитности фарша можно достигнуть при перемешивании фарша под вакуумом. Для этой цели используют вакуумные фаршемешалки, корыто которых закрыто крышкой, имеющей резиновые уплотнители для создания герметичности при откачке воздуха.
На ряде мясокомбинатов для приготовления фарша установлены шнековые мешалки непрерывного действия. На Останкинском мясоперерабатывающем комбинате работает комбинированная (ротационная) машина, которая взвешивает, измельчает и перемешивает сырье. Эта машина заменяет волчок, куттер и мешалку. Производительность её 2...3 т/ч. При приготовлении и выдержке колбасного фарша на воздухе возможно появление объемной неоднородности и изменение цвета фарша в результате окисления. Воздух, попадающий в фарш, образует пустоты, которые сохраняются в фарше при набивке в оболочку и в готовом продукте. Это является причиной неоднородности продукта по объему и массе. Во избежание этого разработана система деаэрации колбасного фарша и непрерывной подачи его для шприцевания в оболочку. Фарш насосом подается в зону тонкого измельчения непрерывнодействующего куттера, где вследствие быстрого вращения ножевого устройства и возникновения центробежной и гравитационной сил образуется непрерывный относительно тонкий слой фарша. Измельчение в этом куттере происходит под вакуумом. Тонкоизмельченный и деаэрированный фарш непрерывно поступает в зону выгрузки, а затем насосом перекачивается в цевку с надетой на нее оболочкой, в которую выдавливается фарш. После набивки оболочку перевязывают через определенные интервалы, получая отдельные батончики.
Шприцевание и формовка.
За последние 20 лет были разработаны методы и машины, позволяющие шприцевать колбасный фарш в искусственные, белковые и натуральные оболочки, а также накладывать на них скрепки.
Готовый фарш направляют для изготовления батонов. Цель процесса— придание формы и предохранение фарша от внешних влияний. Формовку можно выполнять вручную (фаршированные колбасы) или с помощью шприцев (шприцевание). Перед шприцеванием естественные кишечные оболочки замачивают в чанах и промывают проточной водой. Проверяют целость и прочность оболочек.
Шприцы (рис.2.13) представляют собой машины, работающие по принципу насосов периодического или непрерывного действия. Шприцы периодического действия в зависимости от привода могут быть механические, гидравлические и пневматические.
Оболочки наполняют фаршем через цевки, на которые натягивают оболочки. Цевки — это металлические трубки с коническим расширением на конце, прикрепляемые к патрубку шприца. При шприцевании необходимо пользоваться цевками, диаметр которых соответствует диаметру оболочки (от 16 до 60 мм). Шприцы могут быть одно-, двух-, многоцевочные.
Фарш набивают при различном давлении в зависимости от плотности набивки у различных видов колбас. Вареные колбасы шприцуют с наименьшей плотностью. Излишняя плотность набивки фарша вареных колбас в оболочку приводит к ее разрыву во время варки батонов вследствие расширения содержимого. Копченые колбасы, наоборот, шприцуют с наибольшей плотностью, так как объем батонов сильно уменьшается в результате последующей сушки изделии.
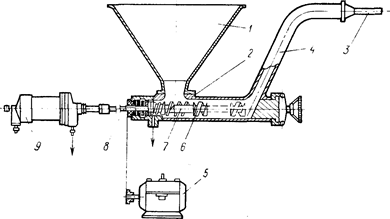
Рис. 2.13. Колбасный шприц: 1- бункер; 2- корпус; 3- цевка; 4- выходная насадка; 5- электропривод; 6,7- нагнетающая и питающая части шнека; 8- шток; 9 - гидропривод.
Производительность шприцев периодического действия зависит от времени, затрачиваемого на выполнение вспомогательных и активных операций (машинное время), а также от диаметра цевки и кишечной оболочки и вида фарша (плотности). С целью увеличения производительности для ускорения надевания оболочки на цевку на многих мясокомбинатах используют различные приспособления, например вертушки с двумя цевками, запасные трубки, на которые предварительно надевают оболочку, а затем сдвигают се с трубки на цевку, механические кишконадеватели и т. п.
В промышленности широко применяют шприцы-дозаторы CAM-50 и CAM-80 (ГДР). Эти машины пригодны для шприцевания всех видов фаршей, а также и выработки дозированных сосисок.
Непрерывнодействующие шприцы имеют высокую производительность, удобны для включения в поточно-механизированную линию производства колбас. Кроме того, при работе на этих шприцах создаются лучшие санитарно-гигиенические условия работы по сравнению с работой на шприцах периодического действия. Наибольшее распространение получили шприцы с эксцентриково-лопастными и шнековыми вытеснителями. Примером эксцентриково-лопастных шприцев могут быть машины конструкции Неведомского и Скрыпника.
Шприц конструкции Неведомского пригоден для шприцевания фарша вареных и полукопченых колбас, содержащих шпик. Производительность шприца до 1500 кг/ч. В последних моделях этих шприцев имеется устройство для дозирования и перекручивания оболочки. Шприц конструкции Скрыпника пригоден для шприцевания структурно-однородного фарша. Производительность шприца до 2000 кг/ч.
Шнековые вакуум-шприцы непрерывного действия могут работать индивидуально и в поточно-механизированных линиях. Хорошо работают вакуум-шприцы непрерывного действия «Идеал» и шприц-дозатор 158 (Чехословакия), эксцентриково-лопастные шприцы «Беккер» (ФРГ), «Глоуб К°» (США), «Стоук и Далтон» (Англия).
Для увеличения плотности батоны вяжут шпагатом. По вязке различают вид и сорт колбасы. Вяжут колбасы вручную. В отличие от колбас сосиски не вяжут, а перекручивают. Эта операция механизирована. В агрегате Еленича, например, сосиски дозируются и перекручиваются автоматически. Одинаковые по длине колбасные батоны можно получить и на линкерах (США), в которых с помощью зажимного устройства и металлических скрепок заполненная колбасная оболочка разделяется на одинаковые по длине участки. Если использовать искусственные стандартные оболочки, то на линкерах, так же, как и на автоматах Еленича, можно вырабатывать батончики одинаковой массы. Производительность линкеров 30 батонов в минуту (масса батона 100...400 г). На Ленинградском мясокомбинате сконструирована машина для вязки сарделек.
Столы для вязки колбас (стационарные и конвейерные) устанавливают вплотную к шприцам.
В процессе шприцевания вместе с фаршем в оболочку может попадать воздух. Для удаления воздуха из батонов на последующих стадиях производства оболочки накалывают (штрикуют) проволочным приспособлением с четырьмя остриями (штриковка). Вискозные (целлофановые) оболочки во избежание последующего разрыва штриковать нельзя.
После вязки или перекручивания батоны навешивают на палки и размещают на рамах, которые передвигают по подвесным путям. Если нет подвесных путей, то пользуются напольными тележками с закрепленными на них наглухо рамами. Батоны вместе с палками в этом случае приходится загружать и выгружать при производстве каждой последующей технологической операции. На раме должен быть только один вид и сорт колбасы. Норма размещения колбас на одну раму 100...250 кг, в зависимости от вида колбас.
Батоны на рамах не должны соприкасаться один с другим, иначе соприкасающиеся участки батонов изолируются от воздействия теплого воздуха и дымовых газов и не обрабатываются, получаются слипы (необжаренные и непроваренные участки), ухудшается товарный вид и снижается стойкость колбас.
Внешний вид колбас является существенным фактором, определяющим потребительские свойства продукта.
Осадка колбасных изделий
Осадка является первой операцией завершающего этапа технологического процесса — термической обработки колбасных изделий, во время которого колбасы и копчености доводятся до кулинарной готовности. Осадка происходит в специальных камерах, где поддерживается определенный температурно-влажностный режим.
В зависимости от вида колбасных изделий осадка бывает кратковременной и длительной. Кратковременной осадке подвергают вареные колбасы, сосиски и сардельки (2...4 ч), полукопченые колбасы (4...6 ч) и варено-копченые колбасы (24...48 ч); длительной осадке сырокопченые и сыровяленые колбасы (5... 7 сут).
Колбасы, прошедшие осадку, значительно лучше обжариваются, так как при этом меньше выделяется влаги, которая замедляет процесс обжарки и зачастую приводит к осаждению смолы и сажи.
При кратковременной осадке вареных, полукопченых и варено-копченых колбас происходит некоторое уплотнение фарша, подсушивание оболочек и продолжается развитие реакций, связанных со стабилизацией окраски.
Для интенсивного удаления испаряющейся влаги камеры для кратковременной осадки оборудуют воздухоохладителями. При длительной осадке, наоборот, должна быть естественная циркуляция воздуха, потому что при искусственной на периферии батона может образоваться корочка засохшего фарша, которая будет препятствовать диффузии влаги из центральной части. При длительной осадке, кроме подсушки оболочки и уплотнения фарша, протекают сложные ферментативные и микробиологические процессы. В результате этих процессов формируется специфический вкус и аромат, происходит вторичное структурообразование, стабилизируется окраска.
Сырые (вяленые, копченые) колбасы изготавливают без тепловой обработки, достаточной для пастеризации продукта, поэтому на первом плане необходимо рассмотреть современные представления о сущности формирования структуры сырых колбасных изделии в процессе их осадки, о характере и роли микрофлоры.
Структурные изменения колбас при осадке
. Формирование структуры— необходимая предпосылка получения продукта с надлежащими товарными показателями. Оно также в какой-то мере влияет на его пищевую ценность. Сущность процесса формирования структуры продукта можно представить как превращение клеточной структуры животных тканей в вязкопластическую (способную к течению) структуру, характерную для сырого фарша.
Процесс деструкции начинается с механического разрушения клеточной структуры измельчающими механизмами и завершается в той или иной степени в результате частичного ферментативного распада белков в период осадки колбас. Монолитная структура, свойственная готовому продукту, начинает формироваться с момента наполнения фаршем оболочки.
Фарш сырых колбас состоит из крайне неоднородных по составу, размерам и форме частиц. Прерывная твердая фаза представлена гидратированными белковыми мицеллами, жировыми частицами, инкапсулированными структурообразной белковой оболочкой, остатками разрушенных мышечных волокон и жировых клеток, обрывками соединительной ткани, кровеносных и лимфатических сосудов и нервных волокон. Непрерывная жидкая фаза представляет собой водный раствор белковых и низкомолекулярных органических и неорганических веществ.
По характеру и прочности связей между дисперсными частицами, образующими прерывную фазу, в обоих случаях фарш можно отнести к обратимо разрушающимся коагуляционным структурам. Частицы прерывной фазы в таких структурах связаны друг с другом молекулярными силами, действующими через прослойку непрерывной фазы, с которой они связаны более прочно, чем друг с другом. Связи подобного типа называются коагуляционными. Возникновение коагуляционных связей обусловлено наличием на поверхности частиц избытка поверхностной энергии. Их прочность сравнительно невелика и к тому же ослабляется тем, что они действуют через прослойку непрерывной фазы. Поэтому они легко разрываются, но также легко восстанавливаются во времени. Поэтому и структура в целом после ее разрушения способна самопроизвольно восстанавливаться с течением времени, т. е. обладает тиксотропными свойствами.
В процессе шприцевания, когда оболочка через цевку наполняется фаршем при больших скоростях его течения, структура фарша разрушается, происходит разрыв ее сплошности. В этих условиях последующее сравнительно быстрое обезвоживание во время копчения или сушки в какой-то мере способствует фиксации последствий разрушения структуры. Готовый продукт может также получиться с дефектами структуры (пористость).
Отсюда вытекает необходимость выдержки колбас в течение времени, достаточном для полного восстановления структуры, т. е. осадки, при условии, чтобы в продукте не возникло существенного перепада влажности между периферийной и центральной частями. Этому условию отвечает возможность более низкой температуры и высокая относительная влажность воздуха во время осадки. Если фарш был изготовлен с измельчением мяса на куттере и вакуумировался, продолжительность осадки должна быть меньше, чем обычно (по данным ВНИИМПа, около 2 сут). При этом не следует упускать из виду и дополнительное назначение осадки: создание условий, необходимых в дальнейшем для желательного направления развития микрофлоры в фарше.
Роль микрофлоры
. При производстве мясных продуктов присутствие и жизнедеятельность микроорганизмов в зависимости от их биологических свойств и условий развития могут иметь как отрицательное, так и положительное значение. Отрицательная роль заключается в том, что микроорганизмы могут явиться источником заболеваний либо отравлений и приводить к порче продуктов.
Говоря о положительной роли микроорганизмов, обычно имеют в виду их влияние на аромат, вкус, консистенцию, санитарно-гигиеинческое состояние продукта, а также их способность тормозить окисление компонентов продукта.
Технологический процесс изготовления сырокопченых н сыровяленых колбас требует длительной выдержки сырья при небольшой плюсовой температуре, т. е. в условиях хотя и замедляющих, но не исключающих деятельность тканевых ферментов и микрофлоры. В этом случае микробиальные процессы развиваются не только на поверхности, но и в глубине.
Все это говорит о том, что, придавая большое значение положительному влиянию молочнокислых микроорганизмов на формирование аромата сырокопченых и сыровяленых колбас, необходимо учитывать н то нежелательное действие, которое они могут оказать на цвет готовых колбасных изделий.
Важная роль некоторых видов микрофлоры как технологического фактора подтверждается как прямым, так и косвенным путем. При выработке сырых колбас с течением времени постепенно изменяется состав микрофлоры как внутри, так и на поверхности продукта. Это связано с тем, что на состав и развитие микрофлоры влияют постепенное обезвоживание среды и повышение концентрации соли.
Обжарка и копчение
После осадки вареные колбасы, сосиски и полукопченые колбасы поступают в обжарку. Легкой обжарке подвергают фаршированные колбасы и некоторые сорта ливерных колбас. Ливерные колбасы обжаривают для придания специфического запаха и привкуса. Копченые изделия не обжаривают.
Обжарка
. После осадки колбасы направляют в обжарочные камеры для обжарки. Обжарка — это кратковременная обработка поверхности колбасных изделий коптильным дымом при высоких температурах перед их варкой.
Цель обжарки — повышение механической прочности оболочки и поверхностного слоя продукта, уменьшение их гигроскопичности. Продукт становится более устойчивым к микроорганизмам, поверхность его окрашивается в буровато-красный цвет с золотистым оттенком и появляется приятный специфический запах и привкус коптильных веществ.
Изменение гигроскопичности, механических свойств и повышение устойчивости по отношению к микроорганизмам происходят в результате дубящего действия некоторых составных компонентов дыма на белковые вещества кишечной оболочки и поверхностного слоя продукта. В результате взаимодействия белков (главным образом коллагена) с альдегидами при дублении образуется более упорядоченная структура, следовательно, увеличивается ее прочность. Под влиянием тканевых ферментов разрушаются пептидные связи в цепях, они становятся менее доступными для ферментов. Число гидрофильных центров уменьшается, а вместе с этим снижается и способность белков к набуханию.
Приобретение окраски поверхностью продукта связано с проникновением фенольной фракции дымовых газов. При этом главенствующую роль играет температура. И, как доказательство этому, при сухом нагреве и отсутствии дымовых газов, если температура достаточно высокая, получается сходный результат.
Во время обжарки при повышении температуры в толще продукта до 25...35°С наступает момент, благоприятный для развития микрофлоры и повышения активности ферментов. Это способствует цветообразованию.
Поверхность продукта способна к максимальной адсорбции коптильных веществ лишь в случае освобождения ее от избытка влаги. Однако не следует чрезмерно высушивать, поскольку это повлечет сужение капилляров в поверхностном слое продукта. Для нормальной обжарки необходимо, чтобы поверхность продукта обладала определенной влажностью.
Колбасные изделия поступают в обжарочные камеры, имея температуру иногда ниже точки росы для воздуха в камере. А поэтому вместо подсушки в этом случае происходит конденсация влаги на поверхности продукта. И это происходит до тех пор, пока температура поверхности не превысит точку росы. Эффект действия дыма в начальной стадии невелик, потому что вследствие медленного нагрева поверхности пока идет испарение влаги. С другой стороны, смешение нагретого воздуха с дымовыми газами приводит к тому, что относительная влажность в камере увеличивается за счет влаги, получаемой при термолизе древесины. Следовательно, сам процесс обжарки необходимо рассматривать как двухфазный. Первая фаза — подсушка, вторая — собственно обжарка (обработка дымовыми газами).
Высушивание продукта происходит и в процессе собственно обжарки. Так, в среднем в период обжарки колбасные изделия теряют массу за счет испарения влаги: сосиски — 10...12%, вареные колбасы — 4...7, полукопченые — до 7%. Следует обратить особое внимание на скорость испарения влаги во время обжарки, которая имеет двойное значение: в первой фазе, при подсушивании, желательно ее повышение, во второй, при собственно обжарке, — понижение. Это связано с тем, что повышение температуры в условиях обжарки лишь на 10°С увеличивает скорость испарения на 15%.
Большую роль играет также относительная влажность смеси коптильного дыма и воздуха, которая должна быть не ниже 3%, в противном случае оболочка теряет эластичность, и не выше 25%, иначе процесс обжарки замедлится.
Важное значение при формировании окраски в период обжарки играет регулирование скорости испарения в первой фазе в основном в результате изменения скорости движения дыма и воздуха. Учитывая тот факт, что коэффициент испарения выше при движении среды перпендикулярно поверхности, а не параллельно, следует обжарку вести именно при движении среды, перпендикулярном поверхности. Окраска батонов будет слабой, если они защищены от непосредственного воздействия дыма и воздуха, а поверхность, которая соприкасается с горячим потоком, может получить ожоги. Кроме того, при сильном испарении вместе с влагой диффундируют растворимые в ней вещества, в том числе и нитрит, которые концентрируются в наружном слое. В случае недостаточной выдержки фарша в осадке образуется окрашенное кольцо по периферии, а в центре батона окраска будет бледной. Стабилизация окраски находится в тесной связи с развитием денитрифицирующих микроорганизмов. Поэтому направленное введение при составлении фарша штаммов денитрифицирующих микроорганизмов будет залогом стабильности цвета готового продукта. Температура при обжарке в толще батона благоприятствует их развитию. Следует поддерживать необходимый температурный режим во время помола, куттерования и осадки, иначе может произойти закисание фарша. Закисание может произойти и при задержке колбас между операциями обжарки и варки.
К топливу, употребляемому для получения дыма, и к составу дымовой смеси, применяемой для обжарки, предъявляют те же требования, что и при копчении.
Обжарочные камеры могут быть выполнены в одно- и многоэтажном исполнении, тупиковыми и проходными, а по устройству напоминают стационарные коптилки. Обогреваются они глухим паром или воздушно-дымовой смесью. Дымоснабжение может быть индивидуальным и централизованным. Температура в обжарочных камерах поддерживается в пределах 60...110°С. Длительность обжарки в зависимости от диаметра батона и толщины оболочки колеблется от 15 до 30 мин для сосисок, до 2ч 30мин для колбас в говяжьих синюгах и проводниках. В конце обжарки температура внутри колбасного батона при указанных выше режимах достигает 40...45 °С для изделий в узких бараньих черевах и 30...35°С для колбас в широких говяжьих синюгах. Параметры обжарки колбасных изделий в обычных обжарочных камерах периодического действия представлены в табл. 1.
Копчение
. Под копчением подразумевают пропитывание продуктов коптильными веществами, получаемыми в виде коптильного дыма в результате неполного сгорания дерева. Технологические свойства коптильного дыма зависят от степени насыщения ароматизирующими веществами, содержащимися преимущественно в фенольной фракции. Однако технологический смысл копчения более широк, так как одновременно с насыщением коптильными веществами протекают и другие процессы, влияние которых иногда более значительно, нежели воздействие коптильных веществ.
Таблица 2.1
| Изделие
|
Температура обжарки, °С
|
Продолжительность обжарки, мин
|
| Колбасы:
в синюгах, пузырях, искусственной оболочке
в кругах
в черевах
Сосиски
|
110
90
90
70
|
120
80
60
40
|
Примечание: В начале обжарки температура в камере 45...60°С.
В сочетании с влиянием обезвоживания, сушки и действия содержащейся в фарше поваренной соли копчение обеспечивает достаточную устойчивость колбасных изделий к действию микроорганизмов. Вещества, проникающие в колбасу во время копчения, придают ей своеобразный острый, но приятный запах и вкус. Это особенно важно в производстве сырокопченых изделий. Во всех случаях обработки продукта коптильным дымом проникновение коптильных веществ происходит на фоне постоянного обезвоживания. Так, при копчении сырокопченых колбас удаляется около половины той влаги, которую нужно испарить. Таким образом, копчение протекает одновременно с сушкой. При различных режимах копчения происходят изменения, которые будут характеризовать эффект копчения. Так, при горячем копчении (температура 35...50°С) и при запекании (температура 70...120°С) происходит сваривание коллагена и частичная денатурация белков, а при холодном копчении (температура 18...20°С) в продукте развиваются ферментативные процессы, которые также существенным образом влияют на свойства продукта.
Копчение следует рассматривать как комплекс взаимосвязанных процессов: собственно копчение, обезвоживание, биохимические изменения и структурообразование. В процессе собственно копчения накапливаются и перераспределяются коптильные вещества в продукте. Характер взаимодействия продукта с коптильными веществами определяется наличием реакционноспособных функциональных групп в молекулах азотистых и других составных частей мясопродуктов и высокой химической активностью некоторых компонентов дыма. Взаимодействие составных частей дыма с аминными и сульфгидрильными группами молекул наиболее важных составных частей мяса — белковых веществ и экстрактивных азотистых веществ — приводит к уменьшению числа свободных а минных и сульфгидрильных групп. Уменьшение их числа является результатом взаимодействия коптильных веществ как с низкомолекулярными азотистыми веществами, так и с белковыми веществами мяса.
В результате этих взаимодействий образуются новые более сложные соединения, что ведет к частичному уменьшению в мясопродуктах ценных пищевых веществ.
Копчение мясопродуктов приводит к изменению цвета и внешнего вида. При неправильном режиме копчения может ухудшаться товарный вид продукции. Цвет поверхности может быть либо светлым, создавая впечатление неполной готовности, либо темным. Характерный цвет поверхности копченых мясопродуктов является следствием осаждения окрашенных компонентов дыма на поверхности продукта и химического взаимодействия некоторых коптильных веществ друг с другом, с составными частями продукта или с кислородом воздуха после осаждения на поверхности.
Коптильные вещества обладают довольно высоким бактерицидным н бактериостатическим действием, имеющим селективный характер. Наибольшей устойчивостью к действию коптильных веществ обладают плесени. Они способны развиваться даже при неблагоприятной температуре и влажности окружающего воздуха, на поверхности хорошо прокопченных продуктов. Очень устойчивы, хотя и в меньшей степени, споры микроорганизмов.
Таким образом, бактерицидный эффект копчения заключается в создании защитной бактерицидной зоны на периферии продукта, предохраняющей его от поражения микрофлоры, и прежде всего плесени извне.
Обезвоживание в процессе копчения имеет положительное значение, поскольку стандартами ограничивается влажность готовой продукции. Вместе с этим возникают и нежелательные явления, связанные с неравномерностью распределения влаги по слоям. Вследствие низкой влагопроводимости сырого фарша даже при мягком режиме копчения и сушки распределение влажности по сечению батона неравномерно. Так, при копчении колбас в куттириновой оболочке диаметром 50 мм (температура 21...23°С, влажность воздуха 64...74%) и при обычном режиме сушки имеется существенное различие в содержании влаги (1,5 раза и более) между внешним слоем и нижележащими слоями, которое сохраняется до конца сушки. Степень неравномерности распределения влажности зависит от размеров продукта и интенсивности сушки
Горячее копчение проводят при 35—50°С, запекание в дыму при 70...120°С. В начальной стадии горячего копчения, пока температура приближается к оптимуму деятельности ферментов, внутренние процессы ускоряются. По мере дальнейшего ее повышения они замедляются. С приближением температуры к 50 °С начинаются процессы, характерные для тепловой обработки. При горячем копчении вареных продуктов изменения ограничиваются проникновением в продукт коптильных веществ, их взаимодействием с составными частями продукта, влагообменом между ним и внешней средой. При запекании сырого продукта в дыму наряду с этими процессами на первый план выступают денатурация и коагуляция белков, а также изменения других веществ под влиянием интенсивного нагрева.
Копчение сырокопченых колбас объединяет четыре ряда различных, но взаимосвязанных процессов: собственно копчение, обезвоживание, биохимические изменения, структурообразование. Эти колбасы коптят при 18...22 °С во избежание денатурации белков и микробиальной порчи продукта. Продолжительность копчения от 2 до 5 суток в зависимости от сорта колбас. Общее количество фенольных соединений к концу копчения достигает 3,5...6,5 мг% к массе фарша. Распределение их по сечению батона неравномерное, наибольшее количество во внешнем слое толщиной около 5 мм. Для копчения колбасы поступают с влажностью 100...150% к сухому веществу. В ходе копчения в результате испарения удаляется 15...20% влаги.
Полукопченые и варено-копченые колбасы коптят после варки. Денатурация белков и почти полное уничтожение вегетативной микрофлоры в фарше дают возможность применять более высокие температуры копчения, а значит, и сокращать продолжительность процесса. Эти колбасы коптят при 35...50 °С в течение 24 и 12 часов. Одновременно с собственно копчением продукт обезвоживается.
Первый раз коптят варено-копченые колбасы перед варкой при 50...60°С в течение 60...120 мин. При таком режиме копчение мало чем отличается от обжарки. После варки колбасы охлаждают при 10...15°С в течение 3...5 ч, а затем коптят 24 ч при 40...50 °С или 48 ч при 30...35 °С. В процессе копчения колбасы теряют до 10% влаги начальной массы.
Штучные изделия, предназначенные к выпуску в копченом виде, коптят после предварительной промывки. Режим копчения зависит от типа продукта. Для соленостей, выпускаемых в сыром виде, обычно применяют холодное копчение. Так, советский и сибирский окорока коптят при 18...22°С в течение 5 суток. При этом советский окорок перед копчением вялят 10 суток при 12...18°С. Сибирский окорок можно коптить и при 30°С в течение 3 суток. Остальные копчености, выпускаемые в сыром виде, коптят при 35...45°С: лопатки—1...3 сут, корейки и грудинки–12...18 ч, рулеты—2 суток. Перед копчением солености подсушивают в течение 2...3 ч. Варено-копченые изделия коптят при 35...45 °С 10...12 ч,:
Для копчения колбасных изделий употребляются те же технические средства, что и для копчения штучных соленых изделий: термоагрегаты (рис.2.14), универсальные камеры и автокоптилки. В термоагрегатах и автокоптилках тепловые процессы осуществляются при непрерывном движении продукта, а в универсальных неподвижный продукт последовательно обрабатывается согласно технологическому режиму. Термоагрегаты разделяются на цепные со штангами для навешивания обрабатываемой продукции и рамные. Универсальные камеры бывают одно- и многокамерные. Для получения дыма используют дымогенераторы.
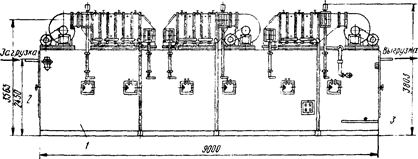
Рис. 2.14. Термоагрегат для сосисок и сарделек:
1 — туннель; 2 — дверь входная: 3 — дверь выходная
Тепловое воздействие
В зависимости от цели характер и режим тепловой обработки могут быть различными: поверхностная тепловая обработка; шпарка, опалка, обжарка; нагревание с целью предотвращения микробиальной порчи продукта; пастеризация, стерилизация; нагревание на всю глубину; бланшировка, варка, запекание, жарение; нагревание для выделения из сырья тех или иных его составных частей—выплавка жира, выварка желатина и клея.
Качественные изменения, вызываемые нагревом, в основном сходны. Способы нагрева различны: водой, паром, горячим воздухом, переменным электрическим током, в контакте или без контакта с греющей средой. Поскольку вода является преобладающей составной частью мясопродуктов, во всех случаях нагрев происходит в условиях воздействия горячей воды на составные части. Поэтому и изменения в продукте будут связаны р первую очередь с гидролизом составных частей и рядом других реакций, происходящих в присутствии воды. К одному из основных факторов, составляющих эти изменения, относится температура нагрева.
Наиболее характерными изменениями, происходящими при влажном нагреве и умеренных температурах (ниже 100°С), являются тепловая денатурация растворимых белковых веществ, сварение и гидротермический распад коллагена, изменение экстрактивных веществ и витаминов, отмирание вегетативных форм микроорганизмов.
Электроконтактный инфракрасный и сверхвысокочастотный нагревы.
В силу специфики сырья (малая теплопроводность) в мясной промышленности термические процессы достаточно продолжительны. Это затрудняет механизацию и автоматизацию производства. Перспективность использования процессов, осуществляемых путем непосредственного контакта электрического тока с продуктом, не вызывает сомнения.
Применение методов электроконтактного (ЭК), высокочастотного (ВЧ) и сверхвысокочастотного (СВЧ) нагрева резко ускоряет течение процессов, повышает производительность труда, снижает потребность в производственных площадях, повышает качество продукции, резко улучшаются санитарно-гигиенические условия труда. Специфическим преимуществом этих методов перед другими методами подвода тепла является возможность достаточно равномерного нагрева изделия по всему объему вне зависимости от коэффициента теплопроводности и толщины продукта. Длительность такого нагрева зависит только от подводимой мощности и не зависит от формы и объема обрабатываемого изделия. В случае ВЧ- и СВЧ-нагрева отсутствует контакт с теплоносителями, что позволяет разработать простые нагревательные устройства.
При ЭК-, ВЧ- и СВЧ-нагревах тепло выделяется непосредственно в обрабатываемом материале, окружающие детали остаются холодными, что равносильно отсутствию тепловой инерции нагревателя. Сущность электроконтактного нагрева заключается в том, что электрический ток, проходя через продукт, обладающий сопротивлением, вызывает его нагрев. Возможны два основных варианта конструктивного оформления процесса электроконтактного нагрева мясопродуктов: при неподвижном положении продукта в процессе обработки и при перемещении его вдоль электродов.
При СВЧ-нагреве возможно сконцентрировать весьма высокие удельные энергии в материале. При этом, варьируя геометрией и напряженностью электрического поля, можно создать условия, при которых температура в центре изделия будет значительно выше, чем на его поверхности. Это позволяет по-новому организовать и интенсифицировать технологические процессы, а в ряде случаев создать новые процессы, невозможные при использовании традиционных методов.
СВЧ-нагрев мясопродуктов—достаточно сложная технологическая задача не только с точки зрения техники генерирования СВЧ, но и со стороны особенностей строения и свойств продуктов. Поэтому, несмотря на преимущество СВЧ-нагрева, не следует отвергать традиционные методы, наоборот, в рациональном их сочетании—наиболее плодотворный и конструктивный путь.
Пастеризующий эффект нагрева
. Нагрев мяса и мясопродуктов оказывает губительное действие на микрофлору, и в первую очередь на микроорганизмы в вегетативной форме. Так, при нагреве до 60...70°С большинство микроорганизмов в вегетативной форме погибают в течение 5...10 мин. Однако некоторые термоустойчивые формы микроорганизмов не только не погибают, а начинают развиваться только при 38°С и достигают оптимума развития при 53...55°С или при 60...64°С. Поэтому нагрев мясопродуктов до температуры не выше 100°С не вызывает полного уничтожения микрофлоры. Его следует рассматривать как пастеризующий эффект. Остающаяся после нагрева микрофлора представляется в основном споровой формой. Таким образом, для гарантии санитарного благополучия готового продукта необходимо заботиться о минимальной начальной загрязненности сырья, чтобы полностью исключить возможность попадания в него патогенной микрофлоры, которая выдерживает даже длительный нагрев при высоких температурах.
Варка
. Под варкой колбасных изделий подразумевается тепловая обработка при температуре до 68...70°С в центральной части продукта. Такой нагрев обеспечивает денатурацию белков, гидротермический распад большей части коллагена, изменение жиров и экстрактивных веществ в желаемую сторону и почти полное уничтожение вегетативной микрофлоры.
Фарш, подвергаемый варке, представляет собой дисперсную фазу высокой объемной концентрации, равномерно распределяемую в дисперсионной среде. В таком состоянии происходит непосредственный контакт частиц друг с другом или контакт прочных и способных к взаимодействию адсорбционных слоев и сольватных оболочек, покрывающих частицы. В результате такого взаимодействия частицы связываются в сплошную структуру и образуют с дисперсионной средой, т. е. влагой, единый монолитный конгломерат с хорошо выраженными твердообразными свойствами и пронизанный густой сетью микро- и макрокапилляров.
Для выпуска готовых колбасных изделий высокого качества необходимо правильно выбрать режим варки и характер подвода тепла. Для варки колбасных изделий греющей средой служит горячая вода, острый пар и паровоздушная среда. Варка в горячей воде имеет ряд преимуществ перед другими способами. Это и меньшие потери массы продукта, и меньшая деформация оболочки при сохранении более яркой окраски поверхности изделий. Однако при этом способе значительны затраты рабочей силы на выполнение различных транспортных операций. Поэтому варку в горячей воде целесообразно проводить на предприятиях малой мощности.
На предприятиях большой мощности, где необходимость требует организации поточно-механизированной тепловой обработки, пользуются варкой острым паром и в паровоздушной среде. При варке острым паром колбасные изделия навешивают на рамы и загружают в камеры вместе с рамами.
В случае варки во влажном циркулирующем воздухе необходимо строго контролировать греющую среду по температуре, влажности и скорости циркуляции, в зависимости от технологических требований, предъявляемых к режиму того или иного процесса тепловой обработки, В этих условиях процесс тепловой обработки можно механизировать и вести непрерывно. При этом следует строго контролировать влажность, чтобы температура поверхности продукта оставалась ниже точки росы, в противном случае резко возрастут потери мяса.
Температура греющей среды перед загрузкой в камеры для варки должна быть около 100°С, во время варки ее поддерживают на уровне 75°С и к концу варки повышают до 85°С. При несоблюдении температурного режима могут возникнуть дефекты. Например, при температуре, ниже допустимой, продукт не будет кулинарно готов, а при высокой — может лопнуть оболочка вследствие неравномерности объемного расширения фарша и оболочки.
Важным условием для получения качественных колбасных изделий при варке является соблюдение длительности нагрева. что зависит от диаметра батона, теплопроводности фарша, температуры греющей среды и батонов перед загрузкой. Продолжительность варки будет зависеть от вида. сорта и диаметра батонов. Например, для сосисок и сарделек она будет 20...30 минут, для колбас — 120...150 мин. Готовность контролируют по температуре в центре батона — она должна быть не ниже 68...70 °С. В случае несоблюдения продолжительности варки, например больше положенного, продукт будет переваренным (фарш суховатый, оболочка лопается), при обратном случае – фарш недоваренным, липким, более темным.
Необходимо также следить за тем, чтобы батоны при варке не касались друг друга. В противном случае в местах соприкосновения замедляется прогрев и образуется дефект на поверхности в виде «слипов».
Варке подвергаются все колбасные изделия, кроме сырокопченых и сыровяленых колбас. Колбасные изделия перед варкой необходимо подбирать по диаметру. В противном случае тонкие батоны будут переварены, а толстые недоварены.
В одном котле или камере следует варить один вид и сорт изделий, в одинаковой оболочке и одного диаметра.
Перед загрузкой температура греющей среды должна быть близкой к 100°С. Во время варки ее поддерживают на уровне 75...85°С, повышая к концу варки. Готовность проверяют по температуре в центре батона, которая должна быть не ниже 68...70°С.
Для производства штучных сосисок без оболочки используют роторный коагулятор, который позволяет придать фаршу форму сосисок. Фарш в коагулятор подают по трубопроводу диаметром 56 мм нагнетателями, позволяющими наполнять две или четыре формы ротора. Формы в устройстве нагревают посредством пара или горячего воздуха при температуре греющей среды 126...133°С. Наилучшее качество сосисок получается при давлении заполнения форм (1,18...1,47)×105
Па.
| Колбасные изделия
|
Продолжительность варки, мин.
|
| Вареные колбасы:
- в синюгах, проходниках, пузырях и искусственной оболочке диаметром более 60 мм
- в кругах и искусственной оболочке диаметром 50...60 мм
- в говяжьих и свиных черевах
Сардельки
Сосиски
Полукопченые колбасы
- в кругах
- в черевах
|
120...150
60
40...50
30
20
50
45
|
Сформованные сосиски из роторного коагулятора попадают на конвейер транспортирования, комплектования и укладки в термоагрегат. Термическую обработку сосисок производят горячим воздухом при 100...110°С Продолжительность цикла нагрева 30 минут. При этих условиях сосиски выходят с температурой внутри батончика 70...73°С. После окончания варки сосиски поступают в зону охлаждения водой (температура понижается на 10...12°С), а затем в камеру интенсивной сушки н охлаждения воздухом, температура которого 7...10о
С, скорость движения до 2 м/с. Сосиски охлаждаются до температуры 12...15 °С в центре батончика. Готовые сосиски после выхода из термоагрегата группируют по 4...5 штук и направляют на упаковку под вакуумом в полимерную пленку.
После варки изделия обмывают под горячим душем, развешивают на рамах и после остывания до 40...45°С и зачистки при необходимости охлаждают в камерах при 0...2о
С 12...24 ч.
Охлаждение
. Для снижения потерь массы, предотвращения порчи и сохранения надлежащего товарного вида после тепловой обработки колбасные изделия охлаждают на воздухе или холодной водой. Применяют двухстадийную холодную обработку: вначале холодной водой, а затем в камерах воздушного охлаждения. При охлаждении водой сокращается продолжительность процесса в результате повышения коэффициента теплоотдачи. При этом наиболее благоприятный для развития оставшейся микрофлоры диапазон температур в центре мясопродуктов 30...35°С, процесс протекает быстрее. Потери массы вследствие испарения уменьшаются примерно в 8 раз. Одновременно при охлаждении водой с поверхности батонов смываются жировые подтеки, остатки бульона и другие загрязнения, предотвращается морщинистость оболочки.
На первой стадии изделия охлаждают под душем водопроводной водой температурой 10...15°С в течение 10...30 минут или путем интенсивного орошения из форсунок в течение 5...15 мин (в зависимости от диаметра батона). Охлаждение проводят до температуры в центре батона 27...30°С, так как при последующем охлаждении водой поверхность продукта не успевает просохнуть и возможна быстрая микробиальная порча увлажненных колбас.
После охлаждения водой колбасные изделия на этих же рамах направляют в камеры охлаждения, где поддерживают температуру воздуха 4°С и относительную влажность около 95%. Продолжительность этой стадии охлаждения от 4 до 8 часов. К концу охлаждения температура изделий должна достигать 8...15 °С. Охлаждать до более низкой температуры колбасы не рекомендуется, так как при последующем транспортировании и реализации они могут увлажняться в результате конденсации влаги на их поверхности. В этом случае колбасная оболочка тускнеет, внешний вид изделий ухудшается и создаются благоприятные условия для развития плесени.
Колбасы в целлофановой оболочке под душем не охлаждают. Для улучшения товарного вида колбасных изделий и снижения расхода воды на их охлаждение рекомендуется использовать форсунки с мелким распылением. ВНИИМПом разработана технология быстрого охлаждения вареных колбас сначала водой, а затем в туннелях в потоке воздуха скоростью 1...2м/с и температурой -10°С.
Процессы обжарки, варки и охлаждения могут осуществляться в раздельных камерах или агрегатах. Предпочтительнее использовать либо универсальные камеры периодического действия, в которых последовательно проводят процессы обжарки, варки и охлаждения, либо термоагрегаты непрерывного действия. Достоинство универсальных камер заключается в возможности варьировать длительность тепловой обработки, их можно использовать при выработке широкого ассортимента изделий в случае ограниченного объема производства. Применение универсальных камер способствует снижению трудовых затрат, потерь массы продукта, улучшению его качества и повышению производительности труда.
Термоагрегаты непрерывного действия созданы двух типов: цепные и рамные. В термоагрегатах ПТУ-61 (ЧССР), ТАР-9 и TAP-10 (СССР) продукция, навешенная на палки, транспортируется внутри туннеля по подвесному пути на рамах с помощью конвейера.
Сушка мясопродуктов.
Сушка является завершающим этапом технологического цикла производства сырокопченых, сыровяленых, варено-копченых колбас и соленокопченых изделий из свинины. Цель сушки — путем понижения влажности и увеличения относительного содержания поваренной соли и коптильных веществ в мясопродуктах повысить их устойчивость к действию гнилостной микрофлоры. Кроме того, увеличивается содержание сухих питательных веществ в единице массы готового продукта, улучшаются условия его хранения и транспортирования.
Техника сушки
. Колбасы и копчености сушат в сушильных камерах, снабженных кондиционерами для поддержания требуемых параметров воздуха (j
=75%, Т
= 285К). Колбасы развешивают на вешалах, которые размещают в несколько ярусов в зависимости от высоты помещения, или на рамах. Между батонами оставляют промежутки, достаточные для свободной циркуляции воздуха. Расстояние между ярусами 0,6 м, от пола до нижнего яруса 1,2 м, от верхнего яруса до потолка 0,2...0,4 м. Средняя продолжительность сушки зависит от вида изделия. Сырокопченые колбасы сушат 25...30 суток, а иногда до 40 суток, варено-копченые — 5...10 суток до влажности 30...40%, полукопченые — 0,5...2 суток до влажности 40...50%. Полукопченые колбасы направляют на сушку в том случае, если влажность этих колбас выше допустимой, а также когда они предназначены для длительного транспортирования.
Обычно в производственных условиях поддерживать требуемые температуры и относительную влажность воздуха по всему объему сушильной камеры не представляется возможным, так как движение воздуха в сушилках значительно только вблизи воздуховодов. Поэтому скорость сушки колбас, находящихся в середине зала (застойные зоны), во много раз отстает от скорости сушки колбас, расположенных вблизи окон, воздуховодов. Кроме того, подача и выгрузка продукта осуществляются неравномерно, а термовлажностные параметры партий колбас, загружаемых в сушильную камеру, отличны от тех же параметров колбас, уже находящихся в ней
Ввиду неэффективного массообмена в процессе сушки происходит пересушивание изделий, вызванное необходимостью высушить в достаточной степени внутренние слои колбасного батона, что снижает выход и качество готового продукта.
Упаковывание и хранение.
Для сохранения товарного вида и качества во время транспортирования колбасные изделия упаковывают для местной реализации в металлические или деревянные ящики. Колбасы полукопченые и копченые, предназначенные для дальних перевозок и длительного хранения, заливают жиром, засыпают опилками или покрывают защитными покрытиями для предохранения от микробиальной порчи, плесени, излишней усушки и загрязнений.
Колбасные изделия хранят в камерах, оборудованных подвесными путями или стеллажами, в которых поддерживается определенная температура и относительная влажность воздуха. Вареные колбасы хранят в охлажденном состоянии до 48 часов, ливерные – до 8 ч (при температуре не выше 6°С и относительной влажности и пределах 95%). Продолжительность хранения полукопченых колбас составляет не более 10 cуtок при температуpe не выше 12°С и относительной влажности 75%. Сырокопченые колбасы хранят в ящиках или бочках в сухом и темном помещении. При температуре 12°С и относительной влажности 75% продолжительность их хранения составляет не более 4 месяцев, при –2...-4°С—не более 6 месяцев, а при -7...-9°C — нe более 9 месяцев.
2.4. Существующая технология цеха.
В данное время данный колбасный цех ориентирован на выпуск следующей продукции:
- колбасы:
¨ полукопченые (Липецкая, Раменская, Озерская, Краковская, Польская, Сходненская);
¨ варено-копченая – Московская;
- свинокопчености:
¨ Деликатес «Славянский», грудинка, корейка (из полужирной свинины).
При свободных мощностях или в следствии технических простоев оборудования цех может выпускать копчено-запеченные окорочка кур и копченых кур целиком.
1. Мясное сырье поступает (в основном от частных лиц) в приемное отделение. Там оно взвешивается и укладывается на деревянные поддоны. В приемном отделении поддерживается температура около 10°С за счет пристенных охладительных батарей.
2. Далее мясо в полутушах или четвертинах подается на тележке на обвалочный стол. Обваливается, жилуется по сортам. Отбирается мясо для производства свинокопченостей. Остальное мясо укладывается в балейки, определяется выход взвешиванием.
3. Мясо, шпик – солятся (2,5% соли к массе мяса). Кусковое мясо для производства свинокопченостей шприцуется вручную, укладывается в емкость и заливается соляным раствором. Время посола 12 часов. При температуре около 0. При этом происходит также созревание мяса, что улучшает качество дальнейшего продукта.
4. После созревания мясо измельчается для приготовления фарша на волчке, а кусковое мясо подается на стол, где окончательно формуется, обвязывается шпагатом с петлей и подается на тележке на термообработку. Фарш для полукопченой и варено-копченой колбас измельчают на решетке с диаметром отверстий 3мм. Шпик измельчается на решетке с диаметром отверстий 5...7мм (на шрот). Здесь, по моему мнению, допущено нарушение, т.к. шпик либо измельчают в шпигорезках, либо вручную.
5. После измельчения мясо подается для приготовления фарша в фаршемешалку. Которая представляет собой емкость с двумя полыми вращающимися шнеками. Передняя крышка имеет возможность открываться для выгрузки готового фарша. После загрузки мясного сырья добавляют специи и воду согласно рецептуре. Одновременно приготавливают соевый наполнитель – соевый концентрат и вода в соответствии со степенью гидратации и плюс пищевой краситель (ферментированный рис). Затем соевый наполнитель вносят в фаршемешалку и перемешивают в течение 3...5 минут до получения однородного состава.
6. После перемешивания готовый фарш загружается в бункер шприца. С помощью которого набивается в готовую колбасную оболочку (естественную или искусственную). На формовочном столе батоны обвязываются шпагатом (с обязательной товарной вязкой) и навешиваются на палки.
7. Далее колбаса направляется в обжарочные камеры, где проходит термообработку при температуре около 80°С в течение 30...40мин.
8. После обжарки колбаса поступает в варочный котел, где варится до достижения температуры в центре батона 68...72°С.
9. Далее батоны вынимают, охлаждают душированием – опрыскивание холодной водой в течение 3...5мин.
10. После обсыхания колбаса подается в коптильную камеру, где коптится при температуре 35...50°С в течение3...3,5 часов.
2.5. Технология цеха после модернизации.
ПРОИЗВОДСТВО ПОЛУКОПЧЕНЫХ КОЛБАС
Сырье.
Для производства полукопченых колбас используют говядину, свинину и баранину, а также субпродукты I и II категории в остывшем охлажденном и мороженом виде. Шпик свиной боковой с грудореберной части, полученный при разделке бекона и свинокопченостей, щековина свиная, жирные обрезки от разделки свинины или бекона и свиная грудинка, a также сало баранье применяются в охлажденном и мороженом виде, несоленые или слабосоленые.
Перед посолом жилованное мясо обязательно измельчают на волчке и в виде шрота солят и выдерживают в посоле 48...72ч.
Украинскую жареную колбасу вырабатывают из несоленого мяса.
Для всех сортов полукопченой колбасы жилованную говядину I и II сорта, нежирную свинину и для семипалатинской колбасы баранье мясо и субпродукты измельчают на волчке через решетку с отверстиями диаметром 16...25мм.
Свинину полужирную почти для всех полукопченых колбас на волчке измельчают через решетку с отверстиями диаметром 8мм,
для охотничьих колбасок диаметр отверстий 6...8мм,
для армавирской — 12мм,
для свиной —8...12мм.
Выдержанное н посоленное говяжье жилованное мясо I и II сорта, не жирная свинина, баранье мясо для бараньей колбасы II сорта, а также субпродукты вторично измельчают на волчке через решетку с отверстиями диаметром 2мм.
Шпик, грудинку, жирные обрези и курдючное сало и жир с полива измельчаю на кусочки или кубики размером, предусмотренным в рецептурах.
Измельченное говяжье, баранье и свиное мясо смешивают в фаршемешалке со шпиком, грудинкой или курдючным салом и специями и перемешивают 10...15мин до образования связанной однообразной массы с равномерным распределением шпика, грудинки или курдючного сала.
Колбасы шприцуют на пневматических шприцах при давлении 5...6атм, на гидравлических при давлении 12...13атм.
Для удаления воздуха из батона, попавшего вместе с фаршем, производят штриковку батонов. Для внешнего определения наименования колбасы в каждой группе в зависимости от рода оболочки применяются условные отметки на батонах, которые принято называть товарными.
Осадка
.
После вязки и навешивания на рамы колбаса подвернется осадке в течение 4...6ч при температуре не выше 8...12°.
Обжарка
.
После осадки батоны обжаривают в течение 30...60мин при температуре 60...90°С. Для равномерного обжаривания батоны навешивают на палки с интервалом между батонами 8...10см. По окончании обжаривания оболочка становится розовой или красной сухой, температура в центре батона не должна быть выше 40°С.
После обжарки колбасу направляют на варку. Во избежании закисания фарша перерыв между обжаркой и варкой не должен превышать 30мин.
Варка.
Обжаренные батоны варят при температуре 70...85°С до достижения в центре батона температуры 68...70°С.
При варке колбасу загружают в воду температурой 85...90°С.
Продолжительность варки колбасы зависит от вида оболочки и составляет для свиных и говяжьих черев 40...50мин, для кругов и искусственных оболочек 40...60мин, для бараньих черев (охотничьи колбаски) 25мин.
Остывание.
Сваренная колбаса остывает в помещениях при температуре не выше 20°С. в течение 2...3ч.
Копчение.
Остывшую колбасу помещают в коптильные или обжарочные камеры для копчения горячим дымом в течении 12...24ч при температуре 35...50°С.
Сушка.
После копчения полукопченую колбасу, предназначенную для транспортировки ж/д или водным транспортом сушат при температуре 12°С и относительной влажности 75...78% до достижения стандартной влажности в колбасе. Время сушки колеблется от 2 до 4 суток.
Сушка колбасы, предназначенной для реализации в местной торговли не требуется если ее влажность и консистенция соответствует техническим условиям.
Контроль качества готовой продукции.
готовую колбасу тщательно проверяют органолептически на свежесть и производят отбраковку.
ПРОИЗВОДСТВО ВАРЕНЫХ КОЛБАС
Характеристика сырья.
Выреные колбасы вырабатывают из остывшего, охлажденного и размороженного жилованного говяжьего, свиного, бараньего мяса и субпродуктов I и II категории.
Для выработки телячьей, белорусской, любительской свиной, диабетической и докторской колбас и шпикачек используют только охлажденную разобранную жилованную свинину. Телячью колбасу рекомендуется вырабатывать из горяче-парного мяса.
Подготовка сырья.
Из обваленного говяжьего, свиного и бараньего мяса удаляют грубую соединительную ткань, лимфатические и кровеносные сосуды, жир и хрящи. Из говядины I категории выделяется полив жира вместе с мышечной тканью. Шпик твердый и грудинку перед измельчением охлаждают до температуры не выше 6°С.
Измельчение и посол мяса.
Посоленное и выдержанное в кусках, шроте или фарше говяжье, свиное и баранье мясо вторично измельчают на волчке через решетку с отверстиями диаметром 2...3мм, затем обрабатывают на куттере, добавляя лед или холодную воду, муку специи.
Разработанное на куттере мясо смешивают в фаршемешалке со шпиком. Фарш колбас, в рецептуру которых не входит шпик, разрешается приготавливать на куттере или машинах тонкого измельчения.
Перемешивание.
Измельченное мясо смешивают в фаршемешалке со шпиком, специями и мукой в течение 10...15мин до образования связанной однообразной массы.
Наполнение оболочек фаршем.
Для наполнения оболочек применяют пневматические, гидравлические, шприцы-дозаторы или механические шприцы непрерывного действия (в том числе вакуумные).
Вязка.
При вязке вязальщик отжимает внутрь оболочки фарш, прочно завязывает шпагат на конце, делая петлю для навешивания батона на палку. В зависимости от вида оболочки и сорта колбасы батону придают форму шара, цилиндра, кольца или полукольца.
Штриковка.
Оболочку колбас для удаления остатка воздуха прокалывают специальной иглой, т.е. штрикуют. Целлофановую оболочку не штрикуют.
Навешивание колбас.
При навешивании батонов колбас на палки и рамы необходимо следить за тем, чтобы не было соприкосновения батонов.
Осадка.
Во время осадки происходит уплотнение фарша и подсушивание оболочки. Осадка колбас производится в специальных камерах при температуре 2...4°С.
Обжарка.
Обжарку производят при температуре 50...120°С в течение 60...180мин в зависимости от диаметра батонов, вида оболочек, сорта и вида колбас. Для равномерного обжаривания колбасы в камере подвешивают батоны одинаковой длины и диаметра с интервалом не менее 10см.
Варка.
Обжаренные батоны варят паром, в воде или в атмосфере горячего увлажненного воздуха при температуре75...85°С до тех пор пока температура в центре батона достигнет 70°С. При варке в воде колбасу загружают в воду температурой 85...90°С. производительность варки в зависимости от вида оболочки составляет: для черев от 30 до 50мин; для кругов и искусственных оболочек диаметром 50...65мм от 40 до 80мин, для синюг, проходников и пузырей – от1,5до 3 часов.
Остывание.
Сваренную колбасу охлаждают до температуры 15°С под душем, а затем в помещениях с кондиционированным воздухом температурой 8°С.
Копчение.
Столичную и белорусскую колбасы подкапчивают при температуре 35...45°С в течении 6...7 часов.
Контроль качества готовой продукции.
Готовую колбасу температурой не ниже 0°С и не выше 15°С тщательно проверяют органолептическим методом и отбраковывают батоны с дефектами.
Хранение.
Охлажденные вареные колбасы хранят в охлаждаемых помещениях в подвешенном состоянии при температуре не выше 8°С и относительной влажности воздуха 75...80% до трех суток.
ПРОИЗВОДСТВО СОСИСОК
Характеристика сырья.
Для производства сливочных, диабетических, молочных, любительских сосисок используют охлажденное, горяче-парное мясо говядины (преимущественно молодняка) и охлажденное мясо свинины.
При выработке других сортов сосисок допускается использование мороженного говяжьего, свиного и бараньего мяса.
Для выработки высококачественных сосисок необходимо: тщательно подбирать сырье; выдерживать жилованное посоленное мясо в виде шрота или фарша при температуре 0...4°С в течение 24...48 часов; хорошо измельчать мясо с добавлением льда и воды; обжаривать во влажном воздухе до светло-розового цвета.
Сырье должно удовлетворять следующим требованиям:
¨ говядина высшего сорта должна представлять собой чистую мышечную ткань без видимых включений жира;
¨ в говяжьем жилованном мясе первого сорта должно содержаться мягкой соединительной ткани не более 6%;
¨ в свинине жилованной нежирной должно содержаться должно содержаться межмышечной жировой ткани не более 10%;
¨ в жилованной свинине полужирной должно содержаться жировой ткани от 30 до 50%;
¨ в свинине жилованной жирной содержание жировой ткани должно быть не менее 70%.
В производстве сосисок используют мягкий шпик – пашину, шековину и обрезки от разделки шпика и беконной свинины.
Подготовка сырья.
Говяжье мясо освобождают от сухожилий и жира разрезают на куски весом около 400гр. Свинину освобождают от сухожилий и хрящей и нарезают на куски такого же веса, как и говядину.
Предварительное измельчение и посол говяжьего мяса.
Жилованное мясо измельчают на волчке с решеткой диаметром отверстий 16...25мм, перемешивают с солью, селитрой и нитритом (в растворе) и выдерживают в мелкой таре слоем не более 15см 48...72 часа при температуре 2...4°С.
После созревания мясо измельчают на волчке с решеткой диаметром отверстий 2...3мм и подвергают тонкому измельчению.
Предварительное измельчение и посол свиного мяса.
Охлажденное свиное мясо можно использовать в несоленом виде. В данном случае соль, селитру и нитрит вводят непосредственно при тонком измельчении мяса.
Мороженое свиное мясо применяют только в соленом виде. Измельчают и солят свиное мясо также, как и говяжье.
Мягкий шпик используют только в несоленом виде.
Приготовление фарша.
Посоленное и выдержанное мясо в виде фарша или шрота направляют на технологические машины для выработки фарша соответствующего продукта.
Если мясо выдерживается в рассоле в виде фарша или без рассола, оно уже не направляется на измельчение через волчок, а непосредственно куттеруется. Выдержанное мясо в виде шрота сначала измельчается на волчке с решеткой, диаметр отверстий которой колеблется от2 до 3мм.
Шприцевание
. Приготовленный фарш шприцуют в кишечную оболочку, в результате этого фарш приобретает форму колбасы. Длинна нашприцованных сосисок не должна превышать 12...13см.
Обжарка
. Навешанные на рамы сосиски направляют в обжарочные камеры. Перед обжаркой рамы с сосисками сортируют в зависимости от диаметра нашприцованных сосисок. Сосиски обжаривают 30...60мин при температуре 80...100°С. для равномерного обжаривания сосиски подвешиваются на тонкие палки с интервалом между батончиками.
Обжаренные сосиски должны быть светло-розовыми с совершенно-сухой оболочкой; температура в центре сосисок не должна превышать 38...40°С. В начале обжарки в камеру подают немного пара или увлажняют воздух в течение 5...10мин, что способствует равномерной и яркой окраске фарша и оболочки.
Варка
. Обжаренные сосиски варят при температуре 80...85°С в течение 10...15мин в зависимости от диаметра батона. Варку прекращают, когда температура внутри батона достигает 70...72°С.
Остывание.
После варки сосиски немедленно охлаждают холодной водой под душем в течение 3...5мин, а затем в камере при температуре 10...12°С в течение 4...6 часов.
Влажность готовых сосисок не более 70%. Контрольный выход готовых, остывших изделий к весу несоленого сырья 100%.
ПРОИЗВОДСТВО САРДЕЛЕК
Характеристика сырья.
Сардельки изготавливают из парного, охлажденного, остывшего и мороженого говяжьего мяса.
Свинину используют в охлажденном или мороженом виде.
Подготовка сырья.
Говяжье и свиное мясо освобождают от грубой соединительной ткани и хрящей, после чего его разрезают на куски не более 400гр.
Предварительное измельчение и посол мяса.
После жиловки говяжье и свиное мясо измельчают на волчке через решетку с отверстиями с диаметром 2...3мм или 16...25мм и солят. Для посола на 100кг мяса расходуют 2,5кг соли и 50гр. Посоленное мясо выдерживают 48...72 часа.
Тонкое измельчение мяса.
Посоленное и выдержанное мясо вторично измельчают на волчке через решетку с отверстиями диаметром 2...3мм и куттеруют 5...6мин. в процессе куттерования добавляют мелкодробленый пищевой чешуйчатый, пластинчатый лед или холодную питьевую воду и 0,005% нитрита. В куттер добавляют специи и жир согласно рецептуре.
Шприцевание.
Приготовленный фарш набивают в кишечную оболочку на шприцах. Длина сарделек не должна превышать 8...9см.
Навешенные на рамы сардельки после штриковки и осадки направляют на обжарку.
Обжарка.
После шприцевания и осадки сардельки обжаривают при температуре 60...90°С в течение 60...100мин. Цвет обжаренных сосисок должен быть розовым, а оболочка сухая. По окончанию обжарки температура в центре сарделек не должна превышать 40°С.
Варка.
Перерыв между процессами обжарки и варки не должен превышать 30мин. Обжаренные сардельки варят паром или в воде при температуре 75...85°С в течение 30...35мин. сардельки считаются сваренными, когда температура внутри батона достигается 70°С.
Остывание.
Сваренные сосиски охлаждают под водяным душем в течение 5мин. Температура охлаждающей воды не должны быть выше 8°С.
2.6. Принципы расстановки оборудования
Расстановка оборудования является важным этапом проектирования предприятия и представляет собой основу организации технического процесса в производственных цехах.
Основными принципом расстановки компоновки оборудования являются:
- соблюдение поточности технологического процесса;
- непосредственная передача сырья от машины к машине, недопустимость встречных и пересекающихся передач;
- группировка оборудования с учетом тепловых показателей или особенностей строительных деталей, удобства и безопасности работы на оборудовании, возможности его чистки, ремонта, демонтажа;
- удобная подводка инженерных коммуникаций;
- соблюдение правил безопасности, требований НОТ и промышленной эстетики.
В зависимости от мощности производства и размеров здания, объемно-планировочных решений расстановка оборудования может быть различной. Однако необходимо соблюдать ряд общих положений, с тем чтобы производственный поток был спроектирован с максимальной компактностью в рациональным использованием производственных площадей.
При компоновке оборудования необходимо обеспечить кратчайшее расстояние от начала движения сырья по технологическому процессу до конечной операции, максимально сократив длину подвесных путей, транспортеров, трубопроводов. Для удобства обслуживания трубопроводов и других инженерных коммуникации их следует располагать на высоте 2 м от уровня пола. Технологическое оборудование надо размещать так, чтобы максимальное расстояние между отдельными машинами и аппаратами, установленными фронтально друг к другу, было не менее 2,5 м, расстояние между выступающими частями аппаратов при одностороннем проходе людей - 0,8 м, а при отсутствии прохода - 0,5 м, размеры проходов у оборудования с выдвижными частями (люки, крышки) определяют по расстоянию между этими выдвижными частями с учетом обеспечения свободного прохода. При транспортировке тары к месту упаковки и упакованного продукта в камеру хранения электрокарами и электротележками для разворота транспорта необходимо предусмотреть ширину проезда 2,5-3,0 м, для немеханизированного транспорта (тележки, напольные рамы) - 2 м. Расстояние между конвейерной линией и стеной с учетом расстановки рабочих должно составлять 1,4 м, при отсутствии рабочих мест - 1м. Ширина лестниц и площадок для установки и обслуживания оборудования должна быть не менее 0,8 м (уклон лестниц не должен превышать 50°). При определении расстояния между отдельными машинами и установками необходимо учитывать не только максимальную компактность, но и обеспеченность удобства и безопасности работа на них.
Взаимное размещение оборудования определяют направлением технологического потока. Отдельные машина и аппараты желательно располагать в единую производственную линию (по одной оси). Однако возможны варианты поворота машин одна к другой под прямым углом, например, на участках составления фарша колбасного производства. Оборудование, устанавливаемое ниже уровня чистого пола (или ниже нулевой отметки) в приямках, должно иметь ограждение (парапет по периметру приямка) и лестницу. Например, размещение дымогенераторов термического отделения колбасного производства, части оборудования для производства костных жиров и т.п. Крупногабаритное оборудование (горизонтально-вакуумные котлы в цехе кормовых и технических продуктов, барабаны ФКМ и комбайны ФОВ на поточно-механизированных линий в шкуроконсервировочном цехе) необходимо устанавливать, перпендикулярно к оси оконных проемов и в глубине цеха, чтобы обеспечить оптимальную освещенность рабочих мест. При обработке кишечного сырья желательно оборудование начала (обивочные стола) и конца (метровка, мотка и калибровка кишечного фабриката) технологического процесса располагать ближе к оконным проемам, т.е. предусмотреть двустороннее естественное освещение.
При компоновке поточно-технологических линий: для фасовки и упаковки продуктов, особенно при производстве мелкокусковых полуфабрикатов, обвалки и жиловки в колбасном производстве и конвейерных линий для убоя скота и разделки туш скота и птицы, - необходимо учитывать требования НОТ, что особенно важно для определения, рабочего места, его освещенности, положение самого рабочего места по отношению к конвейеру или машине. Термическое оборудование мясоперерабатывающего производства (универсальные термоагрегаты, чаны для варки окороков, автокоптилки) и консервного производства (автоклавы для стерилизации консервов) целесообразно группировать и размещать по одной оси, что позволяет правильно производить транспортные операции (загрузку и разгрузку) и сохранять фронт их обслуживания. При компоновке технологического оборудования следует уделить внимание упрощению производственных потоков в результате правильной организации транспортных средств между цехами и производствами, а также внутри цеха, применять гравитационный способ передачи сырья и готовой продукции при многоэтажном решении производственных помещений. Особенно важны вопросы безопасности работы оборудования, его обслуживания. При расстановке оборудования должны быть учтены возможности проведения ветеринарно-санитарного контроля за производственными процессами, качеством сырья и готовой продукции, а также возможности мойки и дезинфекции помещений, оборудования, инвентаря.
Расстановку оборудования по цехам и производствам осуществляют методом плоскостного моделирования на планах производственных цехов в масштабе 1:100.
3. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ КОЛБАСНОГО ЦЕХА.
3.1. Расчет сырья и материалов.
Расчеты сырья колбасных мини-цехов и цехов мясокомбинатов различны и могут быть условно разделены на следующие группы: расчет цеха убоя скота и разделки туш; расчет цехов субпродуктового, кишечного, жирового, кормовых и технических продуктов, шкуроконсервировочного, переработки крови, а также холодильника; расчет мясоперерабатывающего, консервного цехов.
Расчет сырья мясоперерабатывающих цехов начинают с выбора ассортимента вырабатываемых изделий, который основывается на общем количестве выпускаемой продукции, обусловленной заданием на проектирование, и должен соответствовать действующим технологическим инструкциям, РТУ и МРТУ. При этом учитывается местные условия и тип предприятия. Выбор ассортимента колбасных изделий должен быть также увязан с выходом жилованного мяса по сортам.
Общее количество основного сырья рассчитывают по формуле
 (3.1) (3.1)
где А
– общее количество основного сырья для данного вида изделий, требуемого в смену, кг;
В
– количество готовых изделий, вырабатываемых в смену, кг;
Z
– выход готовых изделий к массе сырья, %.
Количество основного сырья по видам (говядина жилованная, свинина, шпик и т.д.) определяют по формуле
 (3.2) (3.2)
где D
–
потребное количество одного из видов основного сырья в смену, кг;
q
–
норма расхода сырья согласно рецептуре на 100 кг общего количества основного сырья, кг.


Таблица 3.1
Рецептура полукопченых колбас
| Сырье
|
Колбаса «Армавирская»
|
Колбаса «Одесская»
|
Колбаса «Польская»
|
| Сырья в кг на 100кг
|
| Говядина высшего сорта нежирная
|
20
|
—
|
—
|
| Говядина второго сорта
|
—
|
65
|
67
|
| Свинина нежирная
|
20
|
—
|
—
|
| Свинина полужирная
|
30
|
10
|
15
|
| Шпик хребтовый
|
—
|
25
|
—
|
| Грудинка свиная
|
30
|
—
|
—
|
| Шпик боковой
|
—
|
—
|
18
|
| Пряности в гр на 100кг
|
| Соль поваренная
|
3000
|
3000
|
3000
|
| Нитрит в растворе
|
8,5
|
7,5
|
7,5
|
| Сахар-песок
|
135
|
115
|
100
|
| Перец черный или белый
|
100
|
75
|
100
|
| Перец душистый
|
90
|
60
|
—
|
| Чеснок свежий
|
200
|
—
|
50
|
| Смесь пряностей №6
|
—
|
250
|
—
|
| Смесь пряностей №7
|
—
|
—
|
250
|
| Показатели
|
| Содержание влаги, % не более для местной реализации
|
45
|
48
|
50
|
| Содержание влаги, % не более для реализации за пределы области
|
42
|
45
|
45
|
| Содержание поваренной соли, % не более
|
4,5
|
4,5
|
4,5
|
| Содержание нитрита натрия мг/100гр, не более
|
5
|
5
|
5
|
Количество соли находят по формуле
 (3.3) (3.3)
где С
– потребное количество соли и специй на 100кг основного сырья, кг.

Таблица 3.2
Рецептура вареных колбас
| Сырье
|
Колбаса молочная
|
Колбаса докторская
|
Колбаса любительская
|
| Сырья в кг на 100кг
|
| Говядина высшего сорта нежирная
|
—
|
25
|
35
|
| Говядина первого сорта
|
35
|
—
|
—
|
| Свинина нежирная
|
—
|
—
|
40
|
| Свинина полужирная
|
—
|
70
|
—
|
| Свинина жирная
|
60
|
—
|
—
|
| Шпик хребтовый
|
—
|
—
|
25
|
| Яйца или меланж куриные
|
2
|
3
|
—
|
| Молоко сухое обезжиренное
|
3
|
2
|
—
|
| Пряности в гр на 100кг
|
| Соль поваренная
|
2000
|
2000
|
2200
|
| Нитрит в растворе
|
7,5
|
7,5
|
7,5
|
| Сахар-песок
|
120
|
200
|
100
|
| Перец черный или белый молотый
|
90
|
—
|
60
|
| Перец душистый молотый
|
60
|
—
|
—
|
| Мускатный орех или кардамон молотые
|
30
|
30
|
40
|
| Показатели
|
| Содержание влаги, % не более
|
65
|
60
|
60
|
| Содержание поваренной соли, % не более
|
2,2
|
2,2
|
2,5
|
| Содержание нитрита натрия мг/100гр, не более
|
5
|
5
|
5
|
Таблица 3.3
Рецептура сосисок и сарделек
| Сырье
|
Сосиски молочные
|
Сосиски свиные
|
Сосиски сливочные
|
Сардельки свиные
|
Сардельки говяжьи
|
| Сырья в кг на 100кг
|
| Говядина высшего сорта нежирная или телятина
|
—
|
—
|
30
|
—
|
—
|
| Говядина первого сорта
|
35
|
—
|
—
|
—
|
40
|
| Говядина второго сорта
|
—
|
—
|
—
|
—
|
50
|
| Свинина полужирная
|
—
|
100
|
30
|
97
|
—
|
| Свинина жирная
|
60
|
—
|
—
|
—
|
—
|
| Жир-сырец свиной или говяжий
|
—
|
—
|
—
|
—
|
10
|
| Сливки 20% жирности
|
—
|
—
|
40
|
—
|
—
|
| Молоко сухое
|
2
|
—
|
—
|
—
|
—
|
| Крахмал или пшеничная мука
|
—
|
—
|
—
|
3
|
—
|
| Яйца или меланж куриные
|
3
|
—
|
—
|
—
|
—
|
| Пряности в гр на 100кг
|
| Соль поваренная
|
2200
|
2200
|
2000
|
2500
|
2500
|
| Нитрит в растворе
|
7,5
|
7,5
|
7,5
|
7,5
|
7,5
|
| Сахар-песок
|
120
|
120
|
120
|
120
|
120
|
| Перец черный или белый
|
90
|
90
|
90
|
100
|
100
|
| Перец душистый
|
60
|
60
|
60
|
—
|
—
|
| Чеснок свежий
|
—
|
—
|
—
|
50
|
100
|
| Орех мускатный или кардамон
|
30
|
30
|
30
|
—
|
—
|
| Кориандр
|
—
|
—
|
—
|
100
|
100
|
| Смесь пряностей №4
|
300
|
300
|
300
|
—
|
—
|
| Смесь пряностей №5
|
—
|
—
|
—
|
400
|
400
|
| Показатели
|
| Содержание влаги, % не более для местной реализации
|
65
|
65
|
70
|
70
|
75
|
| Содержание крахмала, % не более
|
—
|
—
|
—
|
3
|
—
|
| Содержание поваренной соли, % не более
|
2,5
|
2,5
|
2,5
|
3
|
3
|
| Содержание нитрита натрия мг/100гр, не более
|
5
|
5
|
5
|
5
|
5
|
3.2. Подбор оборудования для технологической линии производства колбасных изделий.
Расчет технологического оборудования
Выбор и расчет технологического оборудования является одним из важнейших этапов проектирования. Оборудование выбирают в соответствии с принятой технологией производства данного продукта и с таким расчетом, чтобы в цехе было установлено наименьшее число единиц оборудования с максимально возможным коэффициентом его использования.
Количество машин на операцию определяют по формуле
 , ,
где N
– число машин;
А
– количество сырья, поступающего за смену на данную машину, кг.;
Т
– продолжительность смены, ч.;
qV
– вместимость машины периодического действия, кг.;
с
– число циклов (оборотов) за один час (с
= 1 для машины периодического действия
 , ,
где t
– продолжительность операции (процесса), ч.
В отдельных случаях при незначительной продолжительности процесса
 , ,
где t
– продолжительность операции, ч.
Особое место в расчете технологического оборудования занимает определение длины подвесных путей, столов, чанов как конвейерных, так и бесконвейерных.
где L
– длина участка пути (стола, чана), м.;
Q
– производительность в смену, шт.;
l
– расстояние между двумя единицами продукции или рабочими местами, м.;
t
– продолжительность обработки продукции, мин.;
L1
– дополнительное расстояние для организации нормальной работы на участке, м.
Выбранные и рассчитанные машины и оборудование, их параметры сводим в таблицу
Таблица 3.4
| Машина или
Оборудование
|
Марка
|
Производительность, кг/ч
|
Количество, шт
|
Габаритные размеры, мм
|
| Стол обвалочный
|
СОМ-2,5
|
—
|
1
|
2,5´1,5´1,5
|
| Стол жиловочный
|
СТ-2
|
—
|
1
|
2,5´2´1,5
|
| Стол формовочный
|
СФ-2,5К
|
—
|
2
|
2,5´1,5´1,5
|
| Волчек
|
ЛПК-1000В
|
1100
|
1
|
1000´715´1200
|
| Фаршемешалка
|
ЛПК-1000Ф
|
420
|
1
|
1300´800´1450
|
| Куттер
|
ФК-0,125
|
950
|
1
|
1750´1450´1775
|
| Шприц
|
Ф3-ФКА
|
2000
|
1
|
2750´1200´2300
|
| Котел варочный
|
12-ФВА
|
0,45м3
|
1
|
1870´1600´1350
|
| Шпигорезка
|
ФШГ
|
250
|
1
|
1080´235´1907
|
Техническую характеристику машин и оборудования следует брать из каталогов и справочной литературы.
3.3. Расчет рабочей силы
Рабочую силу рассчитывают по формуле

где п
– количество рабочих, чел.;
А
– количество перерабатываемого сырья, кг;
q3
– норма выработки за смену на одного рабочего, кг.
Если норма выработки определена на основании норм времени, то количество рабочих по данной операции определяют по формуле

где t1
– норма времени на единицу продукции, с/кг;
ТС
– продолжительность смены, с.
Рабочую силу расставляют с учетом рассчитанного количества рабочих, их квалификации и условий работы.
Количество рабочих, обслуживающих поточные линии или машины, определяем по данным, указанным в паспортах оборудования, а также возможностями предприятия и масштабами производства.
Расчет необходимой рабочей силы сводим в таблицу:
| Операция
|
Наименование оборудования
|
Количество единиц оборудования
|
Норма рабочих на единицу оборудования
|
Количество рабочих
|
| Обвалка
|
Стол обвалочный
|
1
|
1
|
1
|
| Жиловка
|
Стол жиловочный
|
1
|
2
|
2
|
| Измельчение и посол сырья, повторное измельчение сырья, куттерование, измельчение шпика, шприцывание
|
Волчок,
Куттер,
Шпигорезка, Шприц
|
1
1
1
1
|
1
|
1
|
| Вязка батонов
|
Формовочный стол
|
1
|
2
|
2
|
| Обжарка, варка, копчение
|
Термокамера,
Котел варочный
|
3
1
|
1
|
1
|
Помимо основных рабочих принимаем на вспомогательные операции трех подсобных рабочих.
Проведенные расчеты показывают, что для нормальной организации деятельности предприятия необходимо принять на работу 10человек.
4. ПРОЕКТИРОВАНИЕ КОНСТРУКЦИИ КУТТЕРА.
4.1. Обзор литературы по конструкции куттеров.
Новые типы современных куттеров являются высокопроизводительными машинами. На них перерабатывают сырье, не только предварительно измельченное на волчках, но и крупнокусковое в замороженном виде, а также предварительно и окончательно измельчают и смешивают сырье с компонентами. Их применяют для приготовления фарша при производстве вареных и копченых колбасных изделий.
При измельчении сырья в куттере процесс ведется в открытой чаше или под вакуумом. В первом случае возможна некоторая аэрация фарша вследствие примешивания к измельченному мясу и жиру большого количества воздуха, что создает благоприятные условия для протекания окислительных процессов. Куттерование под вакуумом позволяет получить фарш и готовые изделия более высокого качества за счет улучшения их цвета, вкуса и исключения образования крупных пор и воздушных пустот. Колбасные изделия, выработанные под вакуумом, более длительно сохраняют вкус и запах. Это объясняется тем, что вакуумная среда предупреждает быстрые окислительные реакции в жире. Вакуумирование приводит также к уплотнению фарша. Гистологические исследования показали, что в o6pазцах колбасы, выработанной при использовании вакуума, содержится меньше пор и воздушных пустот и более плотная компоновка мелкозернистой массы. Глубину вакуума следует выбирать в соответствии с сортностью обрабатываемого мяса и рецептурой фарша. При обработке мяса, плохо связывающего воду, или при рецептуре с повышенным содержанием влаги рекомендуется более глубокий вакуум, чем при обработке мяса, хорошо связывающего воду. Применение вакуума существенно сокращает энергетические затраты на куттерование.
Куттерование является весьма интенсивным механическим процессом, вызывающим: физико-механические и химические изменения в фарше. Комплексное изучение куттерования позволило, установить основные характеристики процесса и продукта (длительность куттерования и влагосодержание), влияющие на качественные показатели сырого фарша и готовой продукции. Отмечены три основные периода куттерования, в которых структурно-механические свойства фарша и готовых изделий (например, предельное напряжение сдвига сырого фарша и предельное напряжение среза изделий после термической обработки) претерпевают изменения .
В начальном периоде измельчения размер частиц уменьшается незначительно. Добавленная в куттер вода перемешивается с частицами продукта, образуя вокруг них толстые прослойки; предельное напряжение, сдвига в конце этого периода имеет минимальное значение.
В основном периоде происходит интенсивное измельчение сырья, общая поверхность частиц увеличивается, влага из свободной переходит в поверхностно-связанную, образуется новая структура фарша. Предельное напряжение сдвига достигает максимального значения (рис. 4.1.). В дальнейшем имеет место некоторое «размолачивание» волокон, предельное напряжение сдвига уменьшается. Повышение температуры, увеличение степени диспергирования и аэрирование фарша, а также эмульгирование жира приводят к вторичному структуро-образованию фарша; одновременно происходят коллоидно-химические изменения.

Рис. 4.1. Зависимость предельного напряжения сдвига сырого фарша русских сосисок от длительности куттерования и содержания влаги.
За оптимальную продолжительность куттерования принята длительность процесса, при которой все показатели фарша и готовой продукции достигают экстремальных значений. А.В. Горбатов сделал важный практический вывод о том, что оптимальная продолжительность механического воздействия (куттерование и др.) и оптимальный химический состав сырья (содержание влаги, жира и др.) соответствуют эталонным условиям его обработки и позволяют получить готовый высококачественный продукт с эталонными значениями структурно-механических свойств и требуемыми технологическими показателями. Это обеспечит наименьшие затраты машинного времени. Эталонные условия измельчения сырья являются экономически наиболее целесообразными.
Эталонное содержание влаги в фарше определяют по эмпирической формуле (4.1)
 (4.1) (4.1)
где  содержание говядины, кг на 1кг исходного сырья. содержание говядины, кг на 1кг исходного сырья.
Оптимальную продолжительность куттерования (мин) при эталонном влагосодержании рассчитывают по формуле (4.2.)
 (4.2) (4.2)
где К —
коэффициент пропорциональности, м3
/(кг×с); W —
обобщенная кинематическая характеристика куттера, м3
/(кг×с×мин).
 (4.3) (4.3)
где КГОВ
, КСВ
, КП
—
коэффициенты пропорциональности (для говядины II сорта КГОВ
= 1; для говядины I сорта 0,95; для говядины высшего сорта 0,9; для полужирной свинины КСВ
= 1; жирной свинины 0,95; для жира-сырца 0,9; для прочих добавок КП
= 1); тСВ
, тП
— соответственно содержание свинины и прочих добавок, кг на 1 кг исходного сырья без воды.
тГОВ
+ тСВ
+ тП
= 1.
Обобщенную кинематическую характеристику куттера определяют из выражения
 (4.4) (4.4)
где aF
—
коэффициент, учитывающий площадь сечения ножом слоя фарша за один оборот (
aF
=
0,95...0,98; при этом aF
возрастает при увеличении массы загрузки и уменьшается при увеличении зазора между чашей и ножом; при зазоре 0,005 м - aF
= 0,92);
z
—
число ножей измельчающего механизма;r
—плотность фарша, кг/м3
; R
— расстояние от оси вращения чаши до оси вращения ножей, м: rH
— начальный радиус ножей, м; nK
,пН
— частота вращения соответственно чаши куттера и ножей, мин-1
.
Конструктивной особенностью измельчающего механизма современных куттеров является наличие быстровращающегося ножевого устройства с комплектом серповидных ножей, которые могут быть с несколькими режущими кромками. Как показали исследования А.И. Пелеева, Г.В. Бакунца, Г.Е. Лимонова и др., форма ножей и скорость их вращения существенно влияют на куттерование и качественные показатели фарша. Сравнительные испытания серповидных и прямых ножей, проведенные Г.В. Бакунцем в производственных условиях при куттеровании говяжьего мяса высшего, I и II сортов, предварительно измельченного на волчке через решетку с отверстиями диаметром 3мм, Определили преимущества прямых ножей. Темп роста температуры фарша высшего сорта снижался на 25%, 1 сорта — на 15, II сорта — на 11% по сравнению с темпом роста температуры при куттеровании серповидными ножами. Расход электроэнергии уменьшался в среднем на 17%.
При куттеровании ножами прямой и серповидной формы с двумя режущими кромками при частоте вращения ножевого вала 1500 мин-1
фарш и изготовленные из него образцы колбас имели лучшие реологические и органолептические показатели. Энергетические затраты на куттерование прямым и серповидным с двумя режущими кромками ножами на 10% ниже энергетических затрат на куттерование обычным серповидным ножом. В то же время в отдельных экспериментах исследователями были получены фарш и готовая продукция с лучшими реологическими свойствами при куттеровании фарша серповидным ножом и двумя режущими кромками при частоте крашения 1500 мин-1
, чем при куттеровании прямым ножом при одинаковом расходе мощности. С увеличением скорости резания повышается влияние формы режущих инструментов на реологические, энергетические и другие показатели фарша и готовой продукции. Хорошее качество измельчения и снижение расхода энергии отмечено при работе серповидных ножей с четырьмя режущими кромками, выполненными под определенными углами, по сравнению с ножами обычной серповидной формы.
Исследования реологических свойств фарша при различной скорости резания ножей куттера и продолжительности куттерования показали, что с возрастанием скорости резания повышается вязкость фарша. При этом общий расход энергии на измельчение не увеличивался за счет сокращения длительности куттерования. Максимальная вязкость (636Па×с) и наилучшее качество (по органолептической оценке) были у фарша, куттерованного 2мин при частоте вращения ножей 3000 мии-1
.
Куттер периодического действия включает приемную чашу, измельчающий механизм (рис. 4.2), состоящий из приводного вала и серповидных ножей, и гребенку. На крышке, закрывающей рабочую зону куттера, расположены скребки, направляющие сырье под ножи. Ножевой комплект может содержать от 2 до 9 ножей, частота вращения 500-3000 мин-1
.
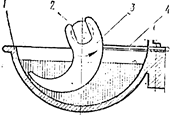
Рис. 4.2. Схема измельчающего механизма куттера периодического действия. 1 – приемная чаша; 2 – приводной вал; 3 – серповидный нож; 4 – гребенка.
Сырье загружают в машину вручную из напольных тележек при помощи подвесных ковшей, подъемно-опрокидывающих механизмов, по спуску или другими способами. Далее при вращении чащи оно подается под ножи (частота вращения чащи 2 – 20мни-1
). Выгружают фарш вручную при помощи разгрузочных тарелок или скребков через борт чаши, центральное отверстие в чаше либо опрокидыванием ее. В ротационных куттерах выгрузку производят при помощи отвала

Рис. 4.3. Кинематическая схема куттера Л5-ФКН:
1 — электродвигатели; 2 —
клиноременные передачи; 3 —
редукторы; 4 —
чаша; 5 — тарелка выгружателя; 6 —
ножевая головка; 7 — ножевой вал
Куттер Л5-ФКН с механизированной выгрузкой фарша (рис. 4.3) предназначен для окончательного измельчения мяса и замороженных блоков размером 190´190´75мм при температуре сырья не ниже –8°С. Куттер включает станину, чашу, измельчающий механизм, выгружатель, защитную крышку и электропривод. На станине крепят приводные и технологические узлы. Измельчающий механизм содержит ножевой вал, на консольной части которого смонтирована втулка с серповидными ножами, устанавливаемыми с помощью колец.
Механизм выгружателя фарша смонтирован на кронштейне, прикрепленном к нижней части станины. Рабочим органом его является алюминиевая тарелка, приводимая во вращение от электродвигателя через червячный редуктор (частота вращения 58мин-1
). Механизм выгружателя свободно качается на специальной оси. В поднятом положении выгружатель фиксируется за счет собственной массы. Вал. выгружателя проходит над рабочим пространством чаши через трубу, которая одним концом соединена неподвижно с корпусом редуктора выгружателя, на другом закреплен металлические скребок для удаления фарша с наружной поверхности тарелки и направления его в лоток. Электродвигатель механизма выгружателя включается и выключается автоматически: при поднятой тарелке он не работает и включается только после ее опускания в чашу машины. Полного опорожнения чаши механизм выгружателя не дает, требуется дополнительная ручная зачистка.
Защитная крышка обеспечивает безопасные условия работы и предотвращает выбрасывание из чаши перерабатываемого сырья. Снизу к крышке крепят специальные скребки, направляющие измельчаемое сырье под ножи.
В чашу сырье загружают при включенной машине. Сырье подается под ножи вращением чаши.
Длительность процесса обработки фарша в куттере в значительной степени зависит от сорта мяса, степени его предварительного измельчения, коэффициента загрузки чаши, расстояния между крайними ножами и чашей (минимальное 2 мм), число ножей и частоты их вращения. Ножи собирают в строгой последовательности таким образом, чтобы крайние точки их кромки описывали в диаметральном сечении окружности одного диаметра с окружностью, образуемой крайними точками режущей кромки крайних ножей. Этим достигается балансировка ножевой головки.
Измельчение продукта без добавления воды вызывает увеличение потребляемой мощности на 30...40%. Поэтому выбор рационального коэффициента загрузки чаши, необходимых режимов определяется технологией приготовления фарша с учетом использования 1-й и 2-й скорости вращения чаши, а также 1-й и 2-й скорости вращения ножевого вала. Во избежание перегрева фарша при измельчении сырье в кусках предварительно охлаждают до +1...-2°С.
Куттер Л5-ФК1Н по конструкции аналогичен куттеру Л5-ФКН, но отличается основными техническими параметрами.
Таблица 4.1
Техническая характеристика куттеров Л5-ФКН и Л5-ФК1Н
| ПАРАМЕТРЫ
|
Л5-ФКН
|
Л5-ФК1Н
|
| Производительность, кг/ч
|
до 2000
|
до 1000
|
| Вместимость чаши, л
|
250
|
120
|
| Коэффициент загрузки чаши
|
0,6
|
0,6
|
| Количество серповидных ножей
|
6,9 или 12
|
6
|
| Мощность электродвигателей, кВт
|
57
|
19,9
|
| Габаритные размеры, м
|
2,22´1,76´1,23
|
1,82´1,41´1,16
|
| Масса, кг
|
2320
|
1300
|
4.2. Патентный поиск.
Справка о патентном поиске
| Предмет поиска (объект, его составные части)
|
Страна выдачи, вид и номер охранного документа, классификационные индексы
|
Сущность заявленного технического решения и цели его создания (по описанию изобретения или заявки)
|
| 1
|
2
|
3
|
| 1. Куттер.
|
Пат. 2031720 Россия, МКИ6
В 02 С 18/18. Опубл. 27.04.95, Бюл. №9
|
В крепежной части ножа и установочной шайбе выполнен ряд попарных отверстий, часть из которых совпадает и в них установлены штифты, а в остальных попарных отверстиях совпадают лишь их продольные координаты. В полости одного из несовпадающих отверстий расположен балансировочный вкладыш. В результате упрощается конструкция куттера и повышаются его эксплутационные характеристики.
|
| 1
|
2
|
3
|
| 2. Куттер
|
Куттер. Пат. 2054874 Россия, МКИ6
А 22 С 17/00. Опубл. 27.02.96, Бюл. № 6
|
Куттер включает в себя: ножевой вал; эксцентриковые шайбы; ножи с каналами; втулки шлицевую и с продольным каналом, соединенным с аналогичным каналом шлицевой втулки; уплотнительные элементы (манжеты); дроссельную шайбу; патрубок и камеру для ввода жидкости. Посадочные элементы ножей состоят из шлицевой втулки с радиальными и кольцевыми каналами, которые соединены со стороны как внутреннего, так и внешнего диаметра с аналогичными кольцевыми каналами эксцентриковых шайб. Ножи оборудованы крышками, изготовленными из пищевого полиэтилена, в пазы которых установлены балансиры, предохраняющие от попадания фарша в ножевую головку. Куттер обеспечивает улучшение функционально-технологических свойств фарша, а также повышение качества готовой продукции.
|
| 3. Куттер-мешалка
|
Пат. 2060007 России, МКИ6
А 22 С 5/00. Опубл. 20. 05. 96, Бюл. № 14
|
Куттер-мешалка оборудован дежой со спиральными шнеками, расположенными по обе стороны перегородки с окнами, установленной вдоль продольной оси дежи. Шнеки снабжены лопатками, размещенными на их валах напротив окон. С торцов дежи в окнах перекрестно траектории вращения лопаток размещены ножи для очистки их от перемешиваемого материала. Режущий механизм смонтирован непосредственно в деже соосно шнеку напротив окна.
|
| 4. Куттер
|
Авторское свидетельство 1819672 СССР, МКИ В 02 С 18/18. Опубл. 07.06.93, Бюл. №21
|
Куттер предназначен для тонкого измельчения мяса и содержит: вакуумную камеру, состоящую из верхней и нижней частей; чашу; крышку с валом; рычаг; вакуумную магистраль с гибким трубопроводом. Вал и рычаг полые, а вакуумная магистраль образована полостью вала и рычага и вход в нее находится в верхней части крышки. Чаша размещена с зазором относительно внутренней поверхности камеры, площадь которого меньше площади входа вакуумной системы. Во время куттерования при включении вакуумной системы всасывания частичек мясного фарша не происходит, что способствует увеличению ресурса ее работы и уменьшению продолжительности достижения требуемого давления в камере, т.е. улучшению эксплутационных характеристик куттера.
|
| 1
|
2
|
3
|
| 5. Куттер.
|
Куттер. Заявка 19543432 Германия, МПК6
В 02 С 18/20. Опубл. 28.05. 97
|
Режущая головка представляет собой горизонтальный вал с ножами, смонтированный на нижнем конце углового рычага с закрепленной на нем крышкой куттера. Верхний конец рычага установлен в опорах, вокруг горизонтальной оси которых он с крышкой и режущей головкой может поворачиваться в вертикальной плоскости. В верхнем положении рычага крышка открывает чашу, головка с ножами выводится из нее и чаша поворачивается в вертикальной плоскости вокруг расположенной снизу чаши оси на некоторый угол с целью выгрузки продукта. Чаша куттера, с расположенной в ней лопастью для перемешивания фарша, снабжена дополнительной крышкой, позволяющей поддерживать в ней вакуум. Привод режущей головки осуществляется от одного электродвигателя, а чаши и мешалки от другого. Подъем и опускание крышки с режущей головкой производятся с помощью пневматических или гидравлических устройств.
|
| 6. Ножевой блок головки куттера
|
Ножевой блок головки куттера. Пат. 2016660 Россия, МКИ6
В 02 С 18/18. Опубл. 30.07.94, Бюл. № 14
|
Ножевой блок состоит из ножей и эксцентриковых шайб, соединенных шлицевой втулкой. Ножевые блоки, набор которых на валу образует рабочую головку куттера с числом ножей от 2 до 12, содержат правый и левый ножи с посадочными отверстиями в виде зубцов. Этими отверстиями ножи установлены на эксцентриковые зубчатые шайбы, которые связаны между собой зубчатой втулкой с шестигранным отверстием для крепления на валу. Посадочные отверстия ножей находятся в корпусе, образованном двумя полукорпусами, которые отхватывают зубчатый механизм с обеих сторон. В корпусе выполнены дугообразные пазы, в каждом из которых могут располагаться балансиры, фиксируемые в них любым способом. Для предотвращения самопроизвольного демонтажа пакета блока предусмотрены винты, которые стягивают два полукорпуса. Такая конструкция ножевого блока надежна в работе, стабилизирует производительность рабочей головки куттера в результате установки ножей вдоль одной линии после переточки и их переустановки и ликвидирует вероятность попадания компонентов фарша в механизм, облегчая санитарную обработку головки куттера.
|
| 1
|
2
|
3
|
| 7. Ножевой блок головки куттера
|
Ножевой блок головки куттера. А. с. 1832542 СССР, МКИ6
В 02 С 18/18. Опубл. 17.06.96.
|
В ножевом блоке ножи зафиксированы в радиальном направлении относительно дискового корпуса с выступами посредством сухаря. Он входит в паз ножа и установлен в пазу дискового корпуса. Имеет резьбовое отверстие, через которое проходит винт, смонтированный в пазу диска, а на наружном диаметре стержня — зубья, входящие в зацепление с зубьями на внутреннем диаметре головки винта. На наружном диаметре головки винта выполнена лыска, взаимодействующая с плоскостью ножа, с целью предотвращения произвольного вращения винта. Ножевой блок головки позволяет повысить эффективность работы куттера и точность настройки зазора между его чашей и кромкой ножей.
|
| 8. Нож куттера
|
Нож куттера. Пат. 2035152 Россия, МКИ6
А 22 С 17/00. Опубл. 20.05.95
|
Нож предназначен для тонкого измельчения мясного сырья при производстве колбас, сосисок, сарделек и паштетов и включает в себя: пластину серповидной формы с режущей кромкой и отверстием для посадки на вал; систему для регулирования зазора между чашей и ножом; отверстия для фиксации дискового ножа, жестко смонтированного на пластине таким образом, что режущие кромки ее и дискового ножа направлены навстречу друг другу, а нож выступает за пределы пластины. Использование ножа такой конструкции позволяет значительно улучшить качество работы куттера и степень измельчения сырья благодаря повышению износостойкости ножа, дополнительно снабженного съемным дисковым ножом, что позволяет после затупления разворачивать его и продолжать измельчение.
|
| 9. Нож и режущая головка куттера
|
Нож и режущая головка куттера. Заявка 4339496 ФРГ, МКИ6
В 02 С 18/20. Опубл. 24.05.95.
|
Нож и режущая головка куттера используются для измельчения мяса в колбасном производстве. Нож серповидной формы имеет посадочное отверстие на широкой стороне для установки на вал режущей головки куттера. Его режущее лезвие расположено на передней выпуклой стороне. На задней вогнутой стороне ножа выполнены сквозные отверстия, соединенные с его внутренним прямолинейным каналом, кривизна которого соответствует кривизне задней стенки ножа. С одной стороны канал соединен с посадочным отверстием ножа. Ножи насаживаются на полый вал режущей головки с определенным смещением относительно один другого. При работе куттера в полом валу головки создается вакуум, способствующий проникновению истекающей под давлением воды в находящийся в чаше куттера фарш. Конструкция ножей обеспечивает равномерное распределение воды в фарше и исключает ее выделение из него в конце измельчения, что имеет место в известных конструкциях куттеров с подачей воды непосредственно в их чашу.
|
Выводы по результатам патентного поиска:
1. Поиск проведен на глубину до 8 лет, поэтому является достаточно исчерпывающим.
2. Поиск охватывает наиболее близкие по конструктивному решению устройства для тонкого (конечного) измельчения мясного сырья при приготовлении колбасных изделий.
3. Наиболее активными участниками разработки куттеров являются следующие страны: “SSP-Братислава” (Словакия), “Wolfking” (Дания), “Laska” (Австрия), ВМЗ-Сатурн (Россия, г.Воронеж)
4. Развитие по предмету поиска идет по следующим направлениям:
а) использование вакуума при куттеровании, что улучшает качество получаемого продукта;
б) увеличение числа ножевых пар;
в) увеличение частоты вращения ножевого вала;
г) повышение износостойкости ножей.
4.3. Технологический расчет куттера.
На предприятиях малой и средней мощности широкое распространение получил куттер Л5-ФКМ и ФК-0,125
Куттер предназначен для тонкого измельчения фарша при выработке сарделек, сосисок и вареной колбасы по ГОСТ 23670-79. Однако малое число пар ножей, равное 2, и недостаточная угловая скорость вращения куттерного вала не позволяют качественно измельчать фарш. При паспортной скорости резания V = 65 м/с фактическое число оборотов двигателя (мин-1
) куттерного вала составляет:
 (4.5) (4.5)
где V = 65 м/с = 65×60 = 3900 м/мин;
p = 3,14159; D
Г
= 500мм - номинальный наружный диаметр куттерной головки.
Отсюда
 . .
В целях улучшения качества измельчения фарша фирма СПТО «Инструмент» модернизировала куттер, увеличив число пар ножей.
Были изготовлены 6- и 8-ножевые куттерные головки и проведены сравнительные производственные испытания на одном из колбасных предприятий С. – Петербурга. Измельчали фарш для вареной колбасы «Русская» по ГОСТ 23670-79. Плотность фарша, загружаемого в куттер, составляла r
= 1000 кг/м3
. При работе 8-ножевой головкой сила тока в цепи куттерного вала не превышала 45А.
Угловая скорость вращения чаши во всех опытах составляла 0,23 с-1
. Мощность резания (Вт) 8-ножевой головкой равняется:
 (4.6) (4.6)
где I
= 45 А — по обмеру – сила тока; U
= 380 В – напряжение тока; cosj
= 0,85 – по паспорту электродвигателя вращения куттерного вала;
N
РЕЗ
= 45×380×1,73×0,85 = 25145 Вт = 25,145 кВт - по паспорту куттера мощность электродвигателя ножевого вала равна 27 кВт, что позволило применять 8-ножевую головку.
Техническая характеристика куттера
Геометрическая емкость чаши V=0,125 м3
= 125 л
Число парных ножей 2
Коэффициент загрузки а = 0,6;
Частота вращения:
ножей 21,7/43,4 с-1
чаши 0,15/0,23 с-'
Мощность электродвигателя ножевого вала 22/27 кВт
Установленная мощность 30,63 кВт
Куттер работает при атмосферном давлении. Во всех опытах зазор между ножами и чашей устанавливался по щупу 1мм.
Ножи были заточены по одному шаблону; острота их лезвия контролировалась бинокулярной лупой и равнялась f
= 0.
Ножи изготовлены из стали 60С2А по ГОСТ 14959-79 и имели антикоррозионное покрытие Хмол6 по ГОСТ 9.306-85. Толщина ножей S = 5±0,03 мм; угол заострения режущего клина ножей во всех опытах d
= 15°40'. Разность массы ножей не превышала 5 г.
Производительность куттерования (кг/ч) при применении 8-ножевой головки составляет:
 (4.7) (4.7)
где V
- геометрическая емкость чаши, м3
; a - коэффициент загрузки по основному сырью; r
- плотность куттеруемого фарша, кг/м3
. Измерялась на электронных весах путем взвешивания куска фарша размерами 50-100-250 (мм); t
– длительность куттерования, мин.

Крутящий момент резания (кг/см) 8-ножевой головки составляет:
 (4.8) (4.8)
где N
– мощность резания, кВт; N
КУТ
– число оборотов куттерного вала, мин-1
; N
КУТ
= 43,4 с-1
× 60 об/мин.

Окружное усилие резания (кгс) 8-ножевой головкой определяли по формуле:
 (4.9) (4.9)
где МКР
– крутящий момент резания, кг/см; D
Г
– номинальный диаметр куттерной головки, см;
Такое небольшое усилие резания позволило увеличить время работы ножей до переточки в 3 раза по сравнению с 4-ножевой головкой. При работе 8-ножевой головкой стойкость куттерных ножей до переточки составила 72ч.
Необходимо отметить, что для качества измельчения фарша большое значение имеет схема расположения куттерных ножей в пространстве. Наиболее оптимальной следует признать «лепестковую» схему. Эта схема позволяет получить наибольшее поле резания за один оборот вала и чаши куттера. Однако парная конструкция ножевых блоков снижает поле резания. Расширить его для куттера Л5-ФКМ можно за счет увеличения числа парных ножей, что и рассмотрено выше.
4.4. Расчет привода ножевого вала.
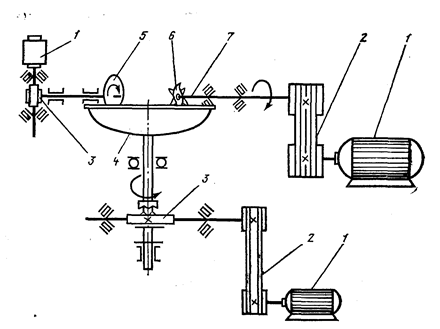
Кинематическая схема куттера.
1
— электродвигатели; 2 —
клиноременные передачи; 3 —
редукторы; 4 —
чаша; 5 — тарелка выгружателя; 6 —
ножевая головка; 7 — ножевой вал
Производим расчет работоспособности клиноременной передачи ножевого вала.
В куттере данного вида привод ножевого вала осуществляется следующим образом: крутящий момент от электродвигателя передается на ведущий шкив клиноременной передачи, далее на ведомый через клиновые ремни. Ведомый шкив в свою очередь передает крутящий момент ножевому валу, на котором он насажен при помощи шпоночного соединения.
Расчет проводим на ЭВМ.
Для оценки работоспособности ножевого вала производим его расчет на ЭВМ.
ПОЛЬЗОВАТЕЛЬ: Горшков Павел Павлович, М-5-6
<<РАСЧЕТ КЛИНОРЕМЕННОЙ ПЕРЕДАЧИ>>
ИСХОДНЫЕ ДАННЫЕ
МОЩНОСТЬ НА ВЕДУЩЕМ ШКИВЕ (кВт) P1=27,0
ЧАСТОТА ВРАЩЕНИЯ (Об/мин) N1=3000
ПЕРЕДАТОЧНОЕ ОТНОШЕНИЕ I=1
КОЭФФИЦИЕНТ РЕЖИМА НАГРУЗКИ C=1,2
НАПРЯЖЕНИЕ НАЧАЛЬНОГО НАТЯЖЕНИЯ(МПа) G=1,2
РЕЗУЛЬТАТЫ СЧЁТА
СЕЧЕНИЕ РЕМНЯ А
ТРЕБУЕМОЕ ЧИСЛО РЕМНЕЙ Z1=7,210976
ПРИНЯТОЕ ЧИСЛО РЕМНЕЙ Z=8
РАСЧЕТНАЯ ДЛИНА РЕМНЯ L=2000
ДИАМЕТР ШКИВА (мм) D1=150
ДИАМЕТР ШКИВА (мм) D2=150
ПЕРЕДАТОЧНОЕ ОТНОШЕНИЕ I1=1,010101
МЕЖОСЕВОЕ РАССТОЯНИЕ (мм) 694,3
СКОРОСТЬ РЕМНЯ (м/с) V=23,56194
ЧАСТОТА ПРОБЕГОВ РЕМНЯ (1/С) 11,78097
СИЛА ДЕЙСТВУЮЩАЯ НА ВАЛ (Н) F=1555
ОЦЕНКА РАБОТОСПОСОБНОСТИ ВАЛА
Пользователь: Горшков Павел Павлович
г===================================================================
¦ ИСХОДНЫЕ ДАННЫЕ
¦======================================T============================
¦ Материал вала ¦ 40Х
¦ Предел прочности ¦бв =730.00 [МПа]
¦ Предел текучести ¦бт =500.00 [МПа]
¦ Длина вала ¦L =1125.00 [мм]
¦ Координата левой опоры ¦Za =260.00 [мм]
¦ Координата правой опоры ¦Zb =800.00 [мм]
¦ Диаметр 1-й шестерни ¦D1 =270.00 [мм]
¦ Координата приложения Fr1,Ft1,Fa1 ¦Zf.=100.00 [мм]
¦ Сила ¦Fr1=562.00 [Н]
¦ Сила ¦Ft1=0.00 [Н]
¦ Сила ¦Fa1=300.00 [Н]
¦ Диаметр 2-й шестерни ¦D2 =150.00 [мм]
¦ Координата приложения Fr2,Ft2,Fa2 ¦Zf.=830.00 [мм]
¦ Сила ¦Fr2=1555.00 [Н]
¦ Сила ¦Ft2=3496.50 [Н]
¦ Сила ¦Fa2=0.00 [Н]
¦ Крутящий момент вала ¦T =94070.00 [Н*мм]
¦ Коэффициент перегрузки ¦Kп =1.70
L======================================¦============================
г===================================================================
¦ РЕЗУЛЬТАТЫ СЧЕТА :
¦======================================T============================
¦ Координата опасного сечения ¦Zоп.с.=170.00 [мм]
¦ Изгибающий момент в опасном сечении ¦Moп.с.=165451.23 [Н*мм]
¦ Диаметр в опасном сечении ¦Dоп.с.=60.00 [мм]
¦ Реакция в опоре A ¦ Ra =1497.58 [мм]
¦ Реакция в опоре B ¦ Rb =5451.75 [мм]
¦ Фактор концентрации напряжений ¦ шпонка
¦Фактор концентр. напряжений при изгибе¦ Kб =1.70
¦Фактор концентр. напряжений при круч. ¦ Kt =1.25
¦ Запас прочности по усталости ¦ S =1.02
¦ Запас прочности по текучести ¦ Sт =2.28
L======================================¦============================
4.5. Техническое обслуживание куттера.
Условия эксплуатации, требования к техническому обслуживанию и ремонту.
Непрерывная работа куттера 2 смены.
Периодичность технического обслуживания 8...9 часов.
Численность обслуживающего персонала 1 чел.
Куттер должен эксплуатироваться в помещении с номинальными значениями климатических факторов для вида климатического исполнения УХЛ4 по ГОСТ 15150-80.
Работы по пуску и наладке куттера начинают с проверки установки машины согласно проекту и надежности крепления куттера к фундаменту. Куттер обычно устанавливают на фундаменте или бетонных перекрытиях и крепят фундаментными болтами.
Горизонтальность установки чаши контролируют при помощи уровня или водой, наливая ее в чашу (уровень воды в чаше должен быть одинаков со всех ее сторон). Затем проверяют комплектность машины, наличие подшипников, приводных шкивов, клиновых ремней и режущего инструмента.
При ревизии куттера частично разбирают его. Снимают ножи с ножевого вала. Все детали очищают от загрязнений. Смазывают подшипники куттера, заливают масло в редуктор, натягивают клиновые ремни.
Количество устанавливаемых на ножевом валу ножей зависит от вида фарша и вырабатываемой продукции. Ножи подбирают по массе. Допускается разность в массе не более 3...5г. последовательность установки ножей должна строго соответствовать схеме. Перед установкой на ножевой вал привалочные торцевые поверхности устанавливаемых ножей и промежуточных колец тщательно притирают. Зажимную гайку вращают против часовой стрелки до полного и надежного закрепления ножей. Затем производят внешний осмотр, проверяют крепление резьбовых соединений, правильность установки шкивов, параллельность и соосность валов. Кроме того, контролируют надежность крепления ножей, качество из заточки и балансировку ножевого вала. Затем проверяют и регулируют наличие необходимых зазоров: между ножами и чашей (1,5...2мм), между крышкой и чашей (0,1...0,15мм), между чашей и тарелкой для выгрузки продукта (1...3мм). Необходимо установить и проверить надежность электроблокировки всех предохранительных устройств и правильность вращения ножевого вала.
После этого испытывают их на холостом ходу. Холостую обкатку куттера начинают с прокручивания начинают с прокручивания валов его вручную с помощью клиноременной передачи. При этом контролируют правильность и легкость вращения. Затем уже приступают к холостой обкатке с помощью электродвигателя которая продолжается 3...4 часа предварительно убедившись в правильности вращения вала электродвигателя. Во время обкатки куттера на холостом ходу проверяют вращение чаши на первой и второй скорости, нагрев подшипников ножевого вала, уровень шума, а также работоспособность электроблокировки защитной крышки и механизма выгружателя. Требуемый зазор между ножом и чашей достигается перемещением ножа на валу в направлении, перпендикулярном оси вала.
После холостой обкатки куттер опробуют на сырье (фарш), которое загружают во вращающуюся чашу. Туда же добавляют по нормам специи и воду. Куттерование производят в течении 8...12мин, причем при первоначальном опробовании на сырье загрузка чаши должна составлять 60...70% полной ее емкости. Основные неисправности куттера и меры по их устранению указаны в таблице 4.2.
Таблица 4.2.
Основные неисправности куттера и меры их устранения
| Неисправность
|
Причина возникновения
|
Меры по устранению
|
| При включении электродвигателя он гудит, но не вращается
|
Отсутствие напряжения на одной из фаз
|
Проверить напряжение на клеммах электродвигателя
|
| Частота вращения чаши куттера меньше предусмотренной или чаша вращается неравномерно, с остановками
|
Недостаточное натяжение клиноременной передачи
Подшипники вала чаши неисправны
|
Обеспечить натяжение клиновых ремней
Осмотреть и отремонтировать подшипники вала
|
| Фарш плохо измельчается и нагревается
|
Затупились серповидные ножи или слишком велик зазор между ножами и чашей, фарш недостаточно охлаждается при измельчении
|
Заточить серповидные ножи, отрегулировать зазор между ножами и чашей, увеличить подачу снега, льда или холодной воды в фарш
|
| При работе куттера слышен стук в чаше
|
Разработались подшипники, ножи задевают за стенки чаши
Ослабло крепление ножей на валу
В чашу попало постороннее твердое тело
|
Осмотреть подшипники, проверить выработку и отремонтировать подшипники
Закрепить ножи на валу
Удалить посторонний предмет
|
| Нагрев подшипников ножевого вала
|
Подшипники установлены с перекосом или работают с недостаточным количеством смазки
|
Проверить правильность размещения и закрепления корпусов подшипников, устранить перекос, обеспечить подачу смазки
|
| Фарш не выгружается из чаши после измельчения
|
Не вращается разгрузочный диск, так как не работает блок-контакт
|
Проверить работу блок-контакта, найти обрыв электропроводки и устранить его, зачистить контакты
|
5. БЕЗОПАСНОСТЬ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ.
Цель данного раздела – определение возможных экстремальных и чрезвычайных ситуаций, которые могут возникнуть на производстве при выполнении технологических процессов, разработка мероприятий позволяющих снизить аварии, катастрофы, технологического и социально-экономического характера.
5.1. Лицо ответственное за обеспечения требований «безопасности жизнедеятельности» на объекте проектирования и его должностные обязанности.
Далее в работе рассказано о лице ответственном за обеспечение требований «Безопасности жизнедеятельности» на объекте проектирования и его должностные обязанности. Ответственность за технику безопасности и руководство по улучшению условий труда на рассматриваемом малом предприятии возлагается на директора. Он обязан:
· проводить вводный инструктаж, при поступлении на работу, инструктаж на рабочем месте и повторный через каждые шесть месяцев;
· контролировать соблюдение на производстве действующего законодательства, инструкций, правил и норм по охране труда;
· участвовать во внедрении более совершенных конструкций, ограждений, предохранительных устройств и других средств защиты;
· участвовать в проверке технического состояния оборудования, определение его состояния требованиям безопасности;
· организовывать первую помощь пострадавшим и доставку их в лечебное учреждение, принимать участие в расследовании обстоятельств и причин несчастных случаев на производстве и разработке мероприятий по их предотвращению.
5.2. Характеристика опасных и вредных факторов, сопутствующих проектируемому процессу и меры по их устранению.
Далее в работе дана характеристика некоторых опасных и вредных факторов, сопутствующих проектируемому процессу и меры по их устранению.
1. Не закрепленные подвижные элементы производственного оборудования. Движущиеся машины и механизмы.
Этот опасный фактор может привести к возникновению несчастных случаев и производственного травматизма. Для снижения опасности этого фактора предусматриваются оградительные, предохранительные и блокировочные устройства, сигнализации, системы дистанционного управления, применение средств индивидуальной защиты и контроль исправности защитных средств.
2. Повышенный уровень шума на рабочем месте.
Повышенный шум вызывает у человека головную боль, головокружение, может привести к заболеванию нервной и сердечно-сосудистой системы, к развитию тугоухости, нарушению функций желудочно-кишечного тракта и обменных процессов в организме.
В условиях постоянного шума повышается утомляемость, замедляется скорость психических реакций, ухудшается память. Нарушается компенсация внимания, точность и координированность движений, ухудшается восприятие звуковых и световых сигналов опасности, что ведет к увеличению травматизма.
Защита от шума должна быть комплексной. Уменьшение шума в источнике, изменения направленности излучения шума, акустическая обработка помещений и рациональная планировка предприятия, уменьшение шума на пути его распространения.
3. Повышенный уровень вибрации.
Действие общей вибрации (на весь организм) приводит к расстройству нервной системы, нарушению функциональных свойств сосудов и вестибулярного аппарата.
Увеличение интенсивности и длительности вибрации в ряде случаев приводит к развитию профессиональной патологии – вибрационной болезни.
Снижение вибрации машин, механизмов и оборудования добиваются воздействием на всю колебательную систему.
Нужно добиваться равномерности нагрузки на рабочие органы, повышать класс точности обработки и чистоту поверхности соприкасающихся деталей, уравновешивать вращающиеся элементы, использовать виброизолирующие конструкции и материалы: резину, войлок, древесину, волокнистые плиты и другие.
4. Опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека.
Проходя через организма человека, электрический ток оказывает химическое, тепловое и биологическое воздействие. При химическом воздействии разлагается кровь и другие органические жидкости организма. Тепловое воздействие проявляется в очагах определенных участков тела. Биологическое воздействие электрического тока проявляется в возбуждении или раздражении живых тканей организма, что сопровождается непроизвольными судорогами и сокращениями мышц. При прохождении электрического тока через тело человека поражается весь организм, происходит полный или частичный паралич нервной системы, сердца, органов дыхания.
Для защиты людей от поражения электрическим током при повреждениях изоляции, должны быть предусмотрены. По крайней мере одна из следующих защитных мер: зануление, заземление, разделительный транспортер, понижение напряжения, двойная изоляция, ограждения, блокировочные устройства, защитные отключения. Защита зданий от прямых ударов молний и вторичных ее проявлений должны выполняться в соответствии с СН-305-77.
5. Недостаток естественного света, недостаточная освещенность рабочего места (зоны).
Нерационально устроенное освещение не позволяет легко различать цвет и размеры объектов труда, повышает утомление, снижает работоспособность, уменьшает производительность, снижает качество выпускаемой продукции, отрицательно влияет на психологическое состояние работающего.
Для освещения производственной части предприятия рекомендуется применять комбинированное освещение. Следует предусмотреть систему аварийного и эвакуационного освещения. Необходимо, так же, проектировать и естественное освещение.
Для качественного выполнения работ необходимо достаточное освещение. Произведем расчет естественного освещения, которое характеризуется высокой диффузионностью (рассеянностью) света, что весьма благоприятно для зрительных условий работы. Целью расчета является определение необходимой площади окон.
5.3. Организация санитарно-бытового обслуживания.
Проектирование бытовых и вспомогательных помещений должно производится с учетом необходимости ввода их в эксплуатацию одновременно с производственными объектами.
Бытовые помещения должны быть оборудованы приточной или вытяжной вентиляцией.
Санитарно-бытовые помещения планируются на число персонала. Так как данное предприятие работает в одну смену, то санитарно-бытовые помещения рассчитываем на 13 человек. Потребное количество санитарно-бытовых помещений представлено в таблице 5.1.
Таблица 5.1
Потребное количество санитарно-бытовых помещений
| Наименование
|
По норме
|
Потребное количество
|
| Гардеробные
|
Шкафчик на каждого рабочего
|
13
|
| Душевые
|
1 душевая сетка на 3...15человек
|
1
|
| Туалеты
|
1 унитаз на 15 человек
|
1
|
| Помещения для отдыха
|
0,2м2
на одного человека
|
2,6
|
| Помещение для сушки спецодежды
|
Не менее 9м2
|
9
|
| Устройства питьевого водоснабжения
|
1 на 100 человек
|
1
|
Санитарно-бытовые помещения для работающих должны соответствовать требованиям СНиП II 92-76.
Согласно типовым нормам бесплатной выдачи средств индивидуальной защиты потребное количество специальной одежды сведено в таблице5.2.
Таблица 5.2
Потребное количество СИЗ на год для работников предприятия
| Профессия,
Должность
|
Число лиц
|
Спецодежда
|
Срок носки, мес.
|
Потребное количество на год, шт.
|
| Директор – механик – технолог
|
1
|
Халат х/б
Перчатки х/б
Колпак х/б
|
12
1
12
|
1
12
1
|
| Подсобный рабочий
|
3
|
Халат х/б
Перчатки х/б
Колпак х/б
|
12
1
12
|
36
3
36
|
| Обвальщик
|
1
|
Халат х/б
Фартук
Перчатка кольчужная
Перчатки х/б
Колпак х/б
|
12
12
6
1
12
|
1
1
2
12
1
|
| Жиловщик,
Вязальщик
|
2
|
Халат х/б
Перчатки х/б
Колпак х/б
|
12
1
12
|
1
12
1
|
| Мастер по термообработке
|
1
|
Халат х/б
Перчатки х/б
Колпак х/б
|
12
1
12
|
1
12
1
|
| Мастер
|
1
|
Халат х/б
Перчатки х/б
Колпак х/б
|
12
1
12
|
1
12
1
|
| Уборщица
|
1
|
Халат х/б
Перчатки х/б
Колпак х/б
|
12
1
12
|
1
12
1
|
| Водитель-экспедитор
|
1
|
Халат х/б
Перчатки х/б
Колпак х/б
|
12
1
12
|
1
12
1
|
| Грузчик
|
1
|
Халат х/б
Перчатки х/б
Колпак х/б
|
12
1
12
|
1
12
1
|
5.4. Возможные опасные ситуации при эксплуатации оборудования цеха.
При эксплуатации оборудования может возникнуть ряд опасных ситуаций, поскольку имеют место такие факторы, как опасное для жизни напряжение, вращающие части оборудования, горячая вода и пар, густой дым.
При варке колбас в котле, под крышкой накапливается значительное количество пара, поэтому при открытии крышки следует находится на некотором расстоянии от котла во избежании ожогов паром.
Также возможно поражение людей электрическим током. Для исключения возможности поражения людей током, в случае пробоя изоляции, необходимо все оборудование заземлить и занулить, а также обязательна установка защитно-отключающих устройств, таких как ЗОУП-25.
Осмотр и обслуживание оборудования производить при отключенном оборудовании. Во избежании несчастного случая на главный рубильник вывешивается табличка «НЕ ВКЛЮЧАТЬ! РАБОТАЮТ ЛЮДИ!».
Спуск хозяйственных и загрязненных производственных сточных вод в поглощающие колодцы и буровые скважины запрещается, для этого должны быть предусмотрены отдельные канализационные устройства..
5.5. Приемы безопасной работы на куттере.
К работе на куттере допускаются только те лица, которые изучили его устройство и приемы работы, прошли инструктаж по технике безопасности.
При эксплуатации куттера электродвигатели и конструкция машины должны быть надежно заземлены с помощью заземляющего болта с указанием знака заземления.
Работа на куттере осуществляется только при закрытой и прижатой крышке режущей головки и закрытых крышках станины.
Перед началом работы необходимо проверить санитарное состояние куттера, отсутствие посторонних предметов в чаше, наличие необходимого сырья в чаше (чаша должна быть заполнена не более 3/5 фактического объема).
В случае обнаружения неисправностей (посторонний шум, искрение электродвигателей и т.д.) следует немедленно прекратить работы, выключить электропитание и не приступать к работе до полного устранения неисправности.
5.6. Организация пожарной безопасности на проектируемом объекте.
Основными причинами, способствующими возникновению и развитию пожаров, является нарушение правил применения и эксплуатации оборудования и приборов с низкой противопожарной защитой, использование в ряде случаев материалов не отвечающих требованиям пожарной безопасности, нарушение трудовой и технологической дисциплины, отсутствия эффективных средств борьбы с огнем.
Чтобы избежать пожароопасных ситуаций следует строго соблюдать установленные правила устройства и эксплуатации электроустановок, применять аппаратуру и двигатели во взрывобезопасном исполнении, защищать провода от перегрузок и коротких замыканий. Отводить специальные места для курения.
Все производственные здания и сооружения, склады и другие помещения должны иметь средства защиты от пожара, которые размещаются на территории предприятия.
Согласно норме пожарной безопасности потребное количество средств пожаротушения сведено в таблице 5.3.
Таблица 5.3
Потребное количество необходимых средств пожаротушения
| Наименование
|
По норме
|
Потребное количество
|
| Пожарный щит
|
На 100м2
– 1шт
|
3
|
| Огнетушители:
|
| Пенный
|
Не менее одного на помещение
|
1
|
| Углекислотный
|
3
|
| Порошковый
|
3
|
5.7. Охрана окружающей среды.
Далее в работе уделено внимание охране окружающей среды. Комплекс научно-технических, организационных и общественных мероприятий по охране среды обитания должны обеспечивать сохранность природы для настоящего и будущих поколений.
Влияние производственного процесса предприятия на состояние окружающей среды характеризуется следующим: загрязнение воздуха в результате выброса пыли, дыма и токсичных веществ, производственный шум, сброс сточных вод.
Основным источником загрязнения атмосферного воздуха является вытяжная труба из коптильных камер. Основным топливом является древесная стружка. Предельно допустимая концентрация атмосферных загрязнений достигается выбором необходимой высоты трубы.
Спуск хозяйственных и загрязненных производственных сточных вод в поглощающие колодцы и буровые скважины запрещается, для этого должны быть предусмотрены отдельные канализационные устройства..
6. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА.
Экономическое обоснование выполнено для колбасного мини-цеха ЗАО «НВС» расположенного в р.п. Хохольский, Хохольского района , Воронежской области.
В таблице 6.1 отражена сравнительная характеристика основных показателей предприятия.
Таблица 6.1
Сравнительная характеристика основных показателей
| Показатели
|
Ед. изм.
|
По факту
|
По проекту
|
| Площадь предприятия
|
м2
|
594
|
594
|
| Мощность предприятия
|
кг/сутки
|
150
|
1100
|
| Длительность работы в течение года
|
дни
|
240
|
240
|
| Ставка банковского процента
|
%
|
25
|
25
|
| Количество работников – всего
|
чел.
|
6
|
13
|
Отсюда видно, что планируется увеличить мощность предприятия со 150 до 1100 кг/смену колбасных изделий. Кроме технического перевооружения на предприятие планируется привлечь дополнительную рабочую силу.
6.1. Основные средства по проекту.
Далее определяем список основных средств предприятия, время работы оборудования и мощность установленных электродвигателей. Из расчета видно, что при модернизации происходит замена основного оборудования на новое. Также рассчитаны: годовой фонд времени работы, потребность в электроэнергии, отчисления на амортизацию и ремонт основных средств. При модернизации также необходима реконструкция помещений – все это отражено в приложении 1.
6.2. Потребность в сырье и материалах.
Для оценки проекта необходимо определить потребность в сырье и материалах в соответствии с разработанным проектом. Данные расчеты произведены на основе рецептуры на изготовление конкретного вида продукции, а затем все данные сведены в одну таблицу (приложение 2-6). Определены следующие показатели:
· наименование оборотных средств;
· норма расхода на единицу продукции или сырья;
· цена за единицу ресурса и др.
Расчет потребности в отоплении и освещении.
Отопление в помещениях электрическое. Отапливаемая площадь около 400м2
. Норма отопления 2кВт на 50м2
, следовательно требуется 16кВт´2112ч = 33792кВт-ч электроэнергии.
Расход электроэнергии на освещение – 30´150 = 4,5кВт.
6.3. Штат работников и оплата труда.
Для оценки проекта необходимо определить потребность в штате работников в соответствии с разработанным проектом.
Для расчета определены следующие показатели:
· количество работников по категориям;
· месячный фонд оплаты труда одного работника по категориям работников;
· средний размер начислений к фонду оплаты труда.
Анализируя данные таблицы (приложение 7) выявляем:
- количество работников всего – 13 человек;
- производятся отчисления в страховой фонд оплаты (25%), отчисления на доплаты и премии (35%), а также начисления на отпуск (9,2%).
- фонд оплаты труда с начислениями равен 535106 руб.
6.4. Оценка текущих затрат.
Оценка текущих затрат за год осуществляется на основе предварительных расчетов в разделах 1-3.
Таблица 6.2
Смета текущих затрат на производство продукции
(расчет годовой потребности в денежных средствах)
| Виды затрат
|
Сумма расходов, р
|
| Оплата труда с начислениями
|
535106
|
| Сырье и материалы
|
27402226
|
| Расходы на отопление
|
18248
|
| Электроэнергия
|
42645
|
| Ремонт
|
42419
|
| Итого прямых затрат
|
28040644
|
| Непредвиденные расходы (5%)
|
1402032
|
| Всего прямых затрат
|
29442675
|
| Накладные расходы (14%)
|
4121975
|
| Всего затрат
|
33564651
|
6.5. Оценка годового инвестиционного эффекта.
Оценка текущих затрат за год осуществляется на основе предварительных расчетов в разделах 1 — 4.
Таблица 6.3
Оценка инвестиционного эффекта по проекту
| Показатели
|
Значение
|
| Всего текущих затрат (без амортизации), руб.
|
28040644
|
| Выпуск продукции, кг
|
574253
|
| Всего затрат на основную продукцию, руб.
|
27402226
|
| Текущие затраты (без амортизации) в расчете на 1кг колбасы, руб.
|
49
|
| Цена продукции, руб./кг.
|
60
|
| Инвестиционный эффект, руб.
|
| - в расчете на 1кг колбасы
|
11
|
| - за год
|
6316783
|
Экономический эффект за срок эксплуатации основных средств (8 лет) рассчитаем по формуле:
 (6.1) (6.1)
где Т –
срок службы оборудования, лет;
PRT
– экономический эффект за один год эксплуатации объекта, р.;
NS
– коэффициент, отражающий учетную годовую ставку процента по кредитам банка или вкладу в банк (в нашем случае 25% = 0,25).

Рассчитываем коэффициент эффективности капиталовложений.
 (6.2) (6.2)
где Ко
– сумма затрат, руб.

 . .
Цена спроса на капитальные ресурсы для реализации проекта:
 (6.3) (6.3)
 руб. руб.
Рассчитываем срок окупаемости капиталовложений:
 (6.4) (6.4)
 года. года.
6.6. Заключение о экономической целесообразности внедрения предложенных разработок на практике.
На основе полученных расчетов доказано:
- годовой коэффициент эффективности капиталовложений выше ставки банковского процента:

- цена спроса на капитальные ресурсы для реализации проекта больше капитальных вложений:
(DP =21028011) > (KO
= 7284143)
- срок окупаемости капитальных вложений не превышает 1,5 года.
Таким образом комплекс проектируемых мероприятий является экономически выгодным и целесообразным для внедрения в ЗАО «НВС» Хохольского района Воронежской области.
ВЫВОДЫ
П Р И Л О Ж Е Н И Я
Приложение 1
Список основных средств предприятия, расчет времени работы и мощность установленных двигателей
| Вид основных средств
|
Кол-во, шт.
|
Мощность двигателя, кВт
|
Время работы за сутки, час
|
Годовой фонд времени работы, час
|
Потребность в электроэнергии, кВт-час
|
Стоимость оборудования, р
|
Норма амортизации, %
|
Норма ремонта, %
|
Годовая сумма, р.
|
| Цена, р./ед.
|
Стоимость всего, р.
|
Амортизации
|
Ремонта
|
| Стол обвалочный СОМ-2,5
|
1
|
—
|
—
|
—
|
—
|
3000
|
3000
|
20
|
12,5
|
600
|
375
|
| Стол жиловочный СТ-2
|
1
|
—
|
—
|
—
|
—
|
2500
|
2500
|
20
|
12,5
|
500
|
312,5
|
| Стол формовочный СФ-2,5К
|
2
|
—
|
—
|
—
|
—
|
3500
|
7000
|
20
|
12,5
|
1400
|
875
|
| Волчок ЛПК-1000В
|
1
|
9
|
1,5
|
360
|
3240
|
78000
|
78000
|
20
|
12,5
|
15600
|
9750
|
| Фаршемешалка ЛПК-1000Ф
|
1
|
4
|
2,5
|
600
|
2400
|
70000
|
70000
|
20
|
12,5
|
14000
|
8750
|
| Куттер ФК-0,125
|
1
|
30
|
1
|
240
|
7200
|
600000
|
600000
|
20
|
12,5
|
12000
|
7500
|
| Шприц Ф3-ФКА
|
1
|
4
|
1,5
|
360
|
1440
|
60000
|
60000
|
20
|
12,5
|
12000
|
7500
|
| Котел варочный 12-ФВА
|
1
|
12
|
6
|
1440
|
17280
|
8500
|
8500
|
20
|
12,5
|
1700
|
1062,5
|
| Шпигорезка ФШГ
|
1
|
3,5
|
0,5
|
120
|
420
|
50000
|
50000
|
20
|
12,5
|
10000
|
6250
|
| Помещения, м2
|
50
|
550
|
2750
|
1,5
|
1,6
|
41,25
|
44
|
| Итого:
|
—
|
—
|
—
|
—
|
32220
|
—
|
881750
|
—
|
—
|
67841,25
|
42419
|
Приложение 2
Оценка расхода сырья и материалов на выпуск полукопченых колбас
| Вид ресурса
|
Ед. изм.
|
Норма расхода на 100кг продукции
|
Дневная норма расхода
|
Годовая потребность
|
Цена за ед. ресурса, р.
|
Стоимость ресурсов, р.
|
| Говядина высшего сорта нежирная
|
кг.
|
20
|
60
|
14400
|
70
|
1008000
|
| Говядина второго сорта
|
кг.
|
70
|
210
|
50400
|
50
|
2520000
|
| Свинина нежирная
|
кг.
|
20
|
60
|
14400
|
80
|
1152000
|
| Свинина полужирная
|
кг.
|
20
|
60
|
14400
|
60
|
864000
|
| Шпик хребтовый
|
кг.
|
25
|
75
|
18000
|
35
|
630000
|
| Грудинка свиная
|
кг.
|
30
|
90
|
21600
|
35
|
756000
|
| Шпик боковой
|
кг.
|
20
|
60
|
14400
|
30
|
432000
|
| Соль поваренная
|
гр.
|
3000
|
9000
|
21600000
|
0,0015
|
32400
|
| Нитрит в растворе
|
гр.
|
8
|
24
|
5760
|
0,05
|
288
|
| Сахар-песок
|
гр.
|
120
|
360
|
86400
|
0,012
|
1036,8
|
| Перец черный или белый
|
гр.
|
100
|
300
|
72000
|
0,15
|
10800
|
| Перец душистый
|
гр.
|
80
|
240
|
57600
|
0,03
|
1728
|
| Чеснок свежий
|
гр.
|
100
|
300
|
72000
|
0,01
|
720
|
| Смесь пряностей №6
|
гр.
|
200
|
600
|
144000
|
0,1
|
1440
|
| Смесь пряностей №7
|
гр.
|
200
|
600
|
144000
|
0,1
|
1440
|
| Итого
|
7411852,8
|
Приложение 3
Оценка расхода сырья и материалов на выпуск вареных колбас
| Вид ресурса
|
Ед. изм.
|
Норма расхода на 100кг продукции
|
Дневная норма расхода
|
Годовая потребность
|
Цена за ед. ресурса, р.
|
Стоимость ресурсов, р.
|
| Говядина высшего сорта нежирная
|
кг.
|
30
|
90
|
21600
|
70
|
1512000
|
| Говядина первого сорта
|
кг.
|
35
|
105
|
25200
|
55
|
1386000
|
| Свинина нежирная
|
кг.
|
40
|
120
|
28800
|
80
|
2304000
|
| Свинина полужирная
|
кг.
|
70
|
210
|
50400
|
60
|
3024000
|
| Свинина жирная
|
кг.
|
60
|
180
|
43200
|
50
|
2160000
|
| Шпик хребтовый
|
кг.
|
25
|
75
|
18000
|
35
|
630000
|
| Яйца или меланж куриные
|
кг.
|
2
|
6
|
1440
|
7
|
10080
|
| Молоко сухое обезжиренное
|
Кг
|
2
|
6
|
1440
|
30
|
43200
|
| Соль поваренная
|
гр.
|
2000
|
6000
|
1440000
|
0,0015
|
2160
|
| Нитрит в растворе
|
гр.
|
7,5
|
22,5
|
5400
|
0,05
|
270
|
| Сахар-песок
|
гр.
|
120
|
360
|
86400
|
0,012
|
1037
|
| Перец черный или белый
|
гр.
|
80
|
240
|
57600
|
0,15
|
8640
|
| Перец душистый
|
гр.
|
60
|
180
|
43200
|
0,03
|
1296
|
| Мускатный орех или кардамон молотые
|
Гр.
|
30
|
90
|
21600
|
0,3
|
6480
|
| Итого
|
11089163
|
Приложение 4
Оценка расхода сырья и материалов на выпуск сосисок
| Вид ресурса
|
Ед. изм.
|
Норма расхода на 100кг продукции
|
Дневная норма расхода
|
Годовая потребность
|
Цена за ед. ресурса, р.
|
Стоимость ресурсов, р.
|
| Говядина высшего сорта нежирная или телятина
|
кг.
|
30
|
90
|
21600
|
70
|
1512000
|
| Говядина первого сорта
|
кг.
|
35
|
105
|
25200
|
55
|
1386000
|
| Свинина полужирная
|
кг.
|
50
|
150
|
3600
|
60
|
216000
|
| Свинина жирная
|
кг.
|
60
|
180
|
43200
|
50
|
2160000
|
| Сливки 20% жирности
|
Кг
|
40
|
40
|
9600
|
20
|
192000
|
| Яйца или меланж куриные
|
кг.
|
2
|
6
|
1440
|
7
|
10080
|
| Молоко сухое обезжиренное
|
кг.
|
3
|
3
|
720
|
30
|
21600
|
| Соль поваренная
|
гр.
|
2200
|
6600
|
1584000
|
0,0015
|
2376
|
| Нитрит в растворе
|
гр.
|
7,5
|
22,5
|
5400
|
0,05
|
270
|
| Сахар-песок
|
гр.
|
120
|
360
|
86400
|
0,012
|
1037
|
| Перец черный или белый
|
гр.
|
90
|
270
|
64800
|
0,15
|
9720
|
| Перец душистый
|
гр.
|
60
|
180
|
43200
|
0,03
|
1296
|
| Мускатный орех или кардамон молотые
|
гр.
|
30
|
90
|
21600
|
0,3
|
6480
|
| Смесь пряностей №4
|
гр.
|
300
|
900
|
216000
|
0,05
|
10800
|
| Итого
|
5529659
|
Приложение 5
Оценка расхода сырья и материалов на выпуск сарделек
| Вид ресурса
|
Ед. изм.
|
Норма расхода на 100кг продукции
|
Дневная норма расхода
|
Годовая потребность
|
Цена за ед. ресурса, р.
|
Стоимость ресурсов, р.
|
| Говядина первого сорта
|
кг.
|
40
|
40
|
9600
|
55
|
528000
|
| Говядина второго сорта
|
кг.
|
50
|
50
|
12000
|
50
|
600000
|
| Свинина полужирная
|
кг.
|
97
(свиные)
|
97
|
23280
|
60
|
1396800
|
| Жир-сырец
|
кг.
|
10
|
10
|
2400
|
30
|
72000
|
| Крахмал или пшеничная мука
|
кг.
|
3 (свиные)
|
3
|
720
|
7
|
5040
|
| Соль поваренная
|
гр.
|
2500
|
5000
|
1200000
|
0,0015
|
1800
|
| Нитрит в растворе
|
гр.
|
7,5
|
15
|
3600
|
0,05
|
180
|
| Сахар-песок
|
гр.
|
120
|
240
|
57600
|
0,012
|
695
|
| Перец черный или белый
|
гр.
|
100
|
200
|
48000
|
0,15
|
7200
|
| Чеснок свежий
|
гр.
|
50
|
100
|
24000
|
0,010
|
240
|
| Кориандр
|
гр.
|
100
|
200
|
48000
|
0,05
|
2400
|
| Смесь пряностей №5
|
гр.
|
400
|
800
|
192000
|
0,04
|
7680
|
| Итого
|
2622035
|
Приложение 6
Оценка расхода сырья и материалов на выпуск колбасных изделий
| Вид ресурса
|
Ед. изм.
|
Дневная норма расхода
|
Годовая потребность
|
Цена за ед. ресурса, р.
|
Стоимость ресурсов, р.
|
| Говядина высшего сорта нежирная
|
кг.
|
240
|
57600
|
70
|
4032000
|
| Говядина первого сорта
|
кг.
|
145
|
34800
|
55
|
1914000
|
| Говядина второго сорта
|
кг.
|
260
|
62400
|
50
|
3120000
|
| Свинина нежирная
|
кг.
|
180
|
43200
|
80
|
3456000
|
| Свинина полужирная
|
кг.
|
532
|
127680
|
60
|
7660800
|
| Свинина жирная
|
кг.
|
360
|
86400
|
50
|
4320000
|
| Шпик хребтовый
|
кг.
|
150
|
36000
|
35
|
1260000
|
| Шпик боковой
|
кг.
|
60
|
14400
|
30
|
432000
|
| Жир-сырец
|
кг.
|
10
|
2400
|
30
|
72000
|
| Грудинка свиная
|
кг.
|
90
|
21600
|
35
|
756000
|
| Крахмал или мука пшеничная
|
кг.
|
3
|
720
|
7
|
5040
|
| Яйца или меланж куриные
|
кг.
|
6
|
1440
|
7
|
10080
|
| Молоко сухое обезжиренное
|
кг
|
6
|
1440
|
30
|
43200
|
| Сливки 20% жирности
|
кг.
|
40
|
9600
|
20
|
192000
|
| Соль поваренная
|
гр.
|
26600
|
6384000
|
0,0015
|
9576
|
| Нитрит в растворе
|
гр.
|
84
|
20160
|
0,05
|
1008
|
| Сахар-песок
|
гр.
|
1320
|
316800
|
0,012
|
3801,6
|
| Перец черный или белый
|
гр.
|
1010
|
242400
|
0,15
|
36360
|
| Перец душистый
|
гр.
|
600
|
144000
|
0,03
|
4320
|
| Чеснок свежий
|
гр.
|
400
|
96000
|
0,01
|
960
|
| Смесь пряностей №4
|
гр.
|
900
|
230400
|
0,05
|
11520
|
| Смесь пряностей №5
|
гр.
|
800
|
192000
|
0,04
|
7680
|
| Смесь пряностей №6
|
гр.
|
600
|
144000
|
0,1
|
14400
|
| Смесь пряностей №7
|
гр.
|
600
|
144000
|
0,1
|
14400
|
| Кориандр
|
гр.
|
200
|
48000
|
0,05
|
2400
|
| Мускатный орех или кардамон молотые
|
гр.
|
180
|
75600
|
0,3
|
22680
|
| Итого
|
580054кг
|
27.402.225,6
|
Приложение 7
Оценка фонда оплаты труда работников предприятия
| Работники по штату
|
Количество по штату
|
Расчет месячного фонда оплаты труда
|
Фонд оплаты труда за год, р.
|
Фонд оплаты с начислениями, р.
|
Оценка затрат труда, чел×час.
|
| Месячный фонд оплаты труда, р. на 1 работника
|
Месячный фонд оплаты всего, р.
|
Страховой фонд оплаты, р. (25%)
|
Доплаты и премии, р. (35%)
|
Начисление на отпуск, р. (9,2%)
|
Итого фонд оплаты за месяц, р.
|
| Директор – механик – технолог
|
1
|
5000
|
5000
|
1250
|
1750
|
460
|
8460
|
55000
|
93060
|
1920
|
| Бухгалтер
|
1
|
3000
|
3000
|
750
|
1050
|
276
|
5076
|
33000
|
55836
|
1920
|
| Подсобный рабочий
|
3
|
1000
|
3000
|
750
|
1050
|
276
|
5076
|
11000
|
55836
|
5760
|
| Обвальщик
|
1
|
4000
|
4000
|
1000
|
1400
|
368
|
6768
|
44000
|
74448
|
1920
|
| Жиловщик,
Вязальщик
|
1
|
2500
|
2500
|
625
|
875
|
230
|
4230
|
27500
|
46530
|
1920
|
| 1
|
2500
|
2500
|
625
|
875
|
230
|
4230
|
27500
|
46530
|
1920
|
| Мастер по термообработке
|
1
|
2000
|
2000
|
500
|
700
|
184
|
3384
|
22000
|
37224
|
1920
|
| Мастер
|
1
|
2500
|
2500
|
625
|
875
|
230
|
4230
|
27500
|
46530
|
1920
|
| Уборщица
|
1
|
750
|
750
|
188
|
263
|
69
|
1270
|
8250
|
13970
|
1920
|
| Водитель-экспедитор
|
1
|
2000
|
2000
|
500
|
700
|
184
|
3384
|
22000
|
37224
|
1920
|
| Грузчик
|
1
|
1500
|
1500
|
375
|
525
|
138
|
2538
|
16500
|
27918
|
1920
|
| Итого:
|
13
|
—
|
28750
|
7188
|
10063
|
1909
|
48646
|
294250
|
535106
|
24960
|
СПИСОК ЛИТЕРАТУРЫ
|
