Вячеслав Камьянов, д.х.н., Институт химии нефти СО РАН, г. Томск
В первой части обзора [1] были описаны изменения химической природы и свойств компонентов нефти при озонировании и последующем разрушении продуктов реакции. Озонолиз нефтяного сырья может быть с успехом использован не только для увеличения объемов производства дистиллятных моторных топлив и эффективной переработки тяжелых нефтяных остатков, природных битумов, асфальтов и бурых углей. Во второй части обзора описаны некоторые экспериментально подтвержденные возможности применения процесса озонолиза для других целей.
На основе процесса озонолиза может решаться ряд важных технологических задач, в т.ч. числе повышение качества товарных топлив и масел, утилизация отходов нефтепереработки и выработка новых полезных нефтепродуктов.
Получение высококачественных моторных топлив и масел подразумевает применение современных технологий очистки базовых нефтяных дистиллятов от гетероатомных, в первую очередь сернистых, и полициклоароматических компонентов, т.е. именно тех соединений, которые активно взаимодействуют с озоном.
Озонолиз в очистке нефтяных дистиллятов
Низкотемпературный крекинг озонированной нефти, описанный в первой части настоящего обзора [1], позволяет частично решить эту задачу, однако ведет к образованию олефинов, что может иметь не только положительные, но и негативные последствия, например, приводить к некоторому снижению стабильности продуктов при хранении.
В то же время молекулы продуктов озонирования или окисления намного полярнее молекул исходных компонентов сырых нефтей или нефтяных фракций и должны гораздо эффективнее удаляться из состава прямогонных дистиллятов с помощью традиционных экстракционных или адсорбционных методов.
Возможности озонолитического обессеривания дизельных топлив были продемонстрированы на Ташкентском асфальто-битумном заводе на примере прямогонного дистиллята 200-350°С, полученного из высокосернистой нефти и содержавшего 3,34 мас.% серы, в том числе 1,80% — сульфидной, 0,32% — сульфоксидной и 1,22% — тиофеновой. Дистиллят был способен быстро (по электрофильному механизму) связывать до 115 г озона /кг дистиллята [2, 3]. Такой удельный расход О3 близок к стехиометрическому для смеси сернистых соединений указанного группового состава [4].
Реклама

В экспериментах дистиллят озонировали при различных удельных расходах О3 от 47 до 115 г/кг, полученные продукты растворяли в гексане в объемном отношении 1:5, раствор смешивали при 20°С с диметилформамидом (ДМФА) и разделяли образовавшиеся несмешивающиеся фазы. Отгоняя гексан, получали очищенное топливо (рафинат), а извлеченные из него продукты озонирования (экстракт) — посредством водной промывки диметилформамидной фазы. Изменения группового состава серосодержащих в ходе реакции прослеживали с помощью потенциометрического титриметрического анализа выделенных продуктов. Результаты такого анализа очищенных топлив показаны на рис. 1.

Содержание сульфидов в рафинатах быстро падало с увеличением глубины озонирования вплоть до исчезновения. Доля сульфоксидов при этом нарастала при повышении расхода озона до 47 г/кг (≈ 1моль/моль озонирующихся веществ), затем стабилизировалась на уровне, отвечающем 1,0 мас.% сульфоксидной серы, и начинала снижаться, когда расход О3, превышал 96 г/кг (≈ 2 моль/моль). Качественно сходным образом менялось содержание сульфоксидной серы и в экстрактах, но абсолютные концентрации были, конечно, много выше (4,1-4,3 мас.% при расходах О3 до 100 г/кг).
Содержание не титрующейся серы в рафинатах и экстрактах снижалось, пока расход О3 не достигал ≈ 70 г/кг (1,5 моль/моль), затем начинало нарастать, что вполне объяснимо. В начале процесса тиофеновые компоненты дистиллята, связывая озон, превращаются в кислородсодержащие производные, хорошо растворимые в ДМФА и переходящие в состав экстрактов, поэтому количество этих сернистых соединений в рафинатах уменьшается. На поздних стадиях идет окисление части сульфоксидов в тоже не титрующиеся сульфоны .
В итоге при одноступенчатой экстракции дистиллята, проозонированного при расходе озона 96 г/кг (≈ 2 моль/моль), из исходного топлива удаляется около 54%, при трехступенчатой — около 85%, а при четырехкратной — более 90% первоначально содержавшейся в нем серы.
Концентрация серы в извлекаемых экстрактах повышалась максимально до 9,9 мас.%, что указывает на присутствие в них до 70 мас.% сульфоксидов и сульфонов: первых при удельных расходах О3 ниже, и вторых — выше 100 г/кг.
Таким образом, озонолиз прямогонных дизельных фракций позволяет решать задачу глубокого обессеривания топлив без применения катализаторов, водородсодержащих газов и высоких температур, и одновременно получать концентраты сульфоксидов и/или сульфонов, применяющихся в промышленности в качестве эффективных экстрагентов металлов, флотоагентов и других ценных веществ [5].
Реклама

Иной способ очистки использован после озонирования масляной фракции 350-450°С из западносибирской нефти. В этом случае дистиллят, разбавленный для снижения вязкости равным объемом ССl4, озонировали при удельных расходах О3 13-43 г/кг, затем подвергали щелочному гидролизу, не экстрагированную водной щелочью часть продукта подвергали адсорбционной очистке на силикагеле АСК, вымывая из слоя адсорбента гексаном непрореагировавшие с озоном компоненты масел.
В результате получены масла с очень высокими индексами вязкости (ИВ), вплоть до 175 ед. (против 70 для исходного дистиллята, см. рис. 2). Важно, что при сравнительно умеренной глубине озонирования порядка 20 г О3/кг значительно — более чем на 20°С — снижается температура застывания (tзаст) масла. Выходы столь глубоко очищенных масел, конечно, недостаточно высоки (около 60 мас.% на сырье). Однако еще 20-22 мас.% составляют фракции, извлекаемые из слоя адсорбента бензолом; значительную часть их можно тоже оставлять в составе очищенного продукта, если не задаваться целью получения сверхвысокоиндексных масел. Еще 6-8% массы сырья представляют собой щелочные экстракты — концентраты органических кислот, могущие найти себе самостоятельное полезное применение.

Важным направлением очистки и облагораживания нефтепродуктов с помощью озонолиза может стать регенерация отработанных смазочных масел. Так, отработанные масла для карбюраторных и дизельных двигателей легко очищаются от загрязнителей, накопившихся в период эксплуатации, посредством озонирования с последующим отстоем и удалением твердых продуктов реакции с помощью горячего (90-100°С) фильтрования [2]. Получаемые в результате рафинаты могут использоваться в качестве индустриальных или других, не содержащих присадок масел общего назначения, или — после введения необходимого комплекса присадок — вновь превращаться в качественные моторные масла.
Новые полезные продукты озонолиза нефтяного сырья
Появление кислородсодержащих функциональных групп в составе компонентов нефти в результате озонирования неминуемо обеспечивает приобретение веществами новых физико-химических свойств, могущих с пользой использоваться в разных отраслях хозяйства.
В числе первых привлекших наше внимание оказались поверхностно-активные свойства продуктов озонирования, играющие важную роль в процессах добычи и подготовки нефти на нефтепромыслах и нефтеперерабатывающих заводах. Поиск привел к выводу о возможности получения новых высокоэффективных реагентов-деэмульгаторов, которые можно было бы получать непосредственно на нефтепромыслах, в основном за счет местных ресурсов (нефти, воды, воздуха, электроэнергии), и отказаться от применения дорогих, как правило, импортных синтетических деэмульгаторов для разрушения добываемых водонефтяных эмульсий.
Экспериментальные лабораторные исследования процесса озонирования нефтей различных месторождений Томской, Тюменской, Пермской областей, Башкирии, Туркменистана и практические испытания сконструированной нами установки для озонирования нефти на Вахском (Томская обл.) и Лор-Еганском (Тюменская обл.) месторождениях подтвердили реальность и высокую экономическую эффективность практического воплощения этой идеи.
Установлено, что высокоэффективные ПАВ получаются озонированием выделенных из нефти смолисто-асфальтеновых веществ (САВ) [6] или просто сырой нефти — природного углеводородного раствора САВ, если концентрация в ней смол не ниже 4-5 мас.% [2, 7]. На озонировании 0,5-3,0% добытой нефти и применении полученного продукта в качестве анионного ПАВ основана новая технология обезвоживания нефти, при которой вода отделяется при 40-80°С за те же 6 часов отстоя, как и на современных промышленных деэмульсационных установках. Ряд примеров, иллюстрирующих ход разрушения модельных эмульсий нефтей разных месторождений Томской области, приведен в табл. 1 (начальное содержание воды в эмульсиях 40%). По расчетным данным, внедрение нового способа обезвоживания нефти на промыслах Западной Сибири должно сократить расходы на приобретение реагентов-деэмульгаторов на 50-60% по сравнению с существующими.
| Табл. 1. Расходные показатели и динамика разрушения водонефтяных эмульсий при 80°С |
| Показатели |
Нефть месторождения |
| Советское |
Нижневартовское |
Оленье |
Первомайское |
Вахское |
| Удельный расход О3, г/кг озонируемой нефти |
7,2 |
7,2 |
4,2 |
6,2 |
6,2 |
6,4 |
9,6 |
| Добавка, л/м3 эмульсии озонированной нефти |
2,5 |
5,0 |
5,0 |
5,0 |
5,0 |
5,0 |
5,0 |
| Общий расход озона, г/т товарной нефти |
32 |
64 |
40 |
52 |
50 |
62 |
93 |
| Добавка NaOH, г/т товарной нефти |
170 |
170 |
360 |
180 |
180 |
330 |
330 |
| Количество воды, %, отстоявшейся за: |
| 0,5 ч |
0,0 |
0,0 |
42,0 |
51,3 |
2,0 |
13,0 |
4,0 |
| 1,0 ч |
23,0 |
25,4 |
76,5 |
90,5 |
19,0 |
71,0 |
26,0 |
| 2,0 ч |
82,2 |
83,6 |
87,8 |
98,7 |
67,0 |
100,0 |
100,0 |
| 3,0 ч |
96,8 |
98,5 |
94,0 |
100,0 |
92,0 |
- |
- |
| 4,0 ч |
98,6 |
100,0 |
99,1 |
- |
100,0 |
- |
- |
| 5,0 ч |
99,8 |
- |
100,0 |
- |
- |
- |
- |
| 6,0 ч |
100,0 |
- |
- |
- |
- |
- |
- |
При металлообработке в качестве смазочно-охлаждающих жидкостей (СОЖ) широко используют минеральные масла с добавками полярных веществ, обладающих высокой адгезией к поверхности металлов (органических кислот, их эфиров, сернистых соединений, образующихся в маслах при их осернении) и эмульсии таких масел в воде (эмульсолы) [8, 9]. Не менее сильной адгезией по отношению к металлам характеризуются и продукты озонирования компонентов нефти.
Разработан новый способ получения СОЖ, согласно которому в базовом нефтяном дистилляте или отработанном масле растворяют до 15% тяжелой высокосмолистой нефти или нефтяного гудрона, полученный раствор озонируют, выдерживают продукты реакции в течение 1-2 часов при 150-160°С для разрушения образовавшихся озонидов, после чего отделяют выпавший осадок [2, 10].
Испытания, проведенные на Томском заводе режущих инструментов и ремонтно-механическом заводе, входящем в состав Сибирского химкомбината (г. Северск, Томская обл.), показали, что при применении полученной указанным способом СОЖ при нарезке отверстий во фрезах взамен используемой на той же операции осерненной жидкости, содержащей 77% индустриального, 20% растительного масла и 3% серы, удается в 3-4 раза продлить срок службы режущих метчиков. При смешении 3-10% нового продукта с водой образуются эмульсии, устойчивые при слабощелочной реакции среды (рН 8-10) и не расслаивающиеся в течение, по меньшей мере, месяца. Это позволяет использовать такие продукты как в виде масляных СОЖ, так и в виде эмульсолов.
Новые области практического применения продуктов озонирования высокомолекулярных компонентов нефти открывает их сильная адгезия к поверхности минеральных частиц.
Установлено [11], что растворимые в воде продукты щелочного гидролиза проозонированных нефтяных смол могут с успехом использоваться для оструктурирования тяжелых суглинистых почв. Как видно из табл. 2, по эффективности мелиорирующего действия эти продукты лишь немногим уступают синтетическим полимерам того же назначения, например частично гидролизованному полиакрилонитрилу (реагенту К-4), при их добавках в количестве 0,1-0,2% от массы почвы. Однако полимерные материалы в десятки раз дороже веществ нефтяного происхождения, достаточно дефицитны и к тому же ограниченно растворимы в воде, из-за чего вынужденно применяются в менее удобной эмульсионной форме [12].
| Табл. 2. Изменение макроагрегатного состава почвы из пахотного слоя 0-20 см при обработке продуктами озонолиза нефтяных смол (ПОНС) [11] или реагентом К-4 [12] |
| Реагент |
Доля (%) частиц размером, мм |
| Величина добавки, мас. % |
> 1,0 |
1,0-0,5 |
0,5-0,25 |
> 0,25 |
| ПОНС, 0,20 |
0,4 |
11,7 |
15,1 |
33,2 |
| ПОНС, 0,10 |
37,3 |
18,8 |
19,2 |
75,3 |
| ПОНС, 0,01 |
2,1 |
4,3 |
10,2 |
17,1 |
| ПОНС, 0,001 |
1,9 |
4,9 |
8,8 |
15,5 |
| К-4, 0,20 |
--- |
--- |
--- |
37,2 |
| К-4 0,10 |
--- |
--- |
--- |
81,2 |
| К-4 0,05 |
--- |
--- |
--- |
74,3 |
| К-4 0,01 |
--- |
--- |
--- |
56,3 |
Важно, что если подвергающиеся озонированию смолистые вещества были выделены из малосернистой нефти резко нафтенового углеводородного состава, то конечные продукты превращения, помимо высокой структурирующей способности, проявляют биостимулирующие свойства и значительно активизируют жизнедеятельность почвенных микроорганизмов.
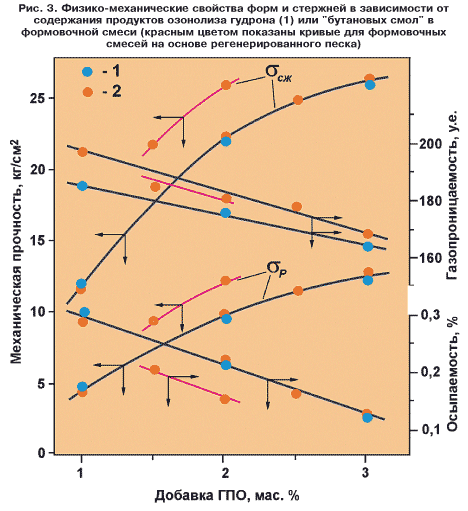
Увеличение количества продуктов озонолиза нефтяных смол, добавляемого к сыпучему минеральному материалу, например песку, до 1 мас.% и более с последующим увлажнением, перемешиванием и сушкой приводит к отверждению смеси. Это позволяет использовать такие продукты в качестве органических крепителей для приготовления форм и стержней в литейном производстве [2, 13]. В литейном цехе НПО «Полюс» (г. Томск) были испытаны в этом качестве водорастворимые натриевые соли полифункциональных кислот, полученные в виде порошка из продуктов озонолиза гудрона западносибирской нефти и осажденной из последнего сжиженным бутаном фракции «бутановых смол» [14]. При этом расчетное количество сухого порошкообразного крепителя добавляли к формовочному песку марки 1КО16, смесь тщательно перемешивали до и после ее увлажнения (4-5 мас.% воды) и из полученной сырой массы формовали цилиндрические образцы для измерения их физико-механических характеристик согласно ГОСТ 23409. Перед измерениями образцы сушили в термошкафу в течение 3 ч.
Прочность высушенных стержней на сжатие σсж и растяжение σр при 3%-ной добавке крепителя достигала величин 26-28 и 12,2-13,6 кг/см2 соответственно, газопроницаемость была не хуже 160 ед., а осыпаемость не превышала 0,3 % (см. рис. 3). Для сравнения отметим, что ныне использующиеся в тех же целях водорастворимые реагенты марок КО и М при добавках к песку в количествах 1,5-4,2% прочность стержней на растяжение σр = 10-12 кГ/см2 и газопроницаемость не выше 150 ед. [15, 16].
С помощью форм, приготовленных по описанной методике, получены качественные алюминиевые, латунные и стальные отливки, легко, без пригара отделяющиеся от прогоревшей формовочной смеси. Комки форм, разрушенных после отделения отливок, измельчали, не отбрасывая прогоревшую часть, и повторно использовали в следующем цикле приготовления новой формы и литья, компенсируя количества выгоревшего органического вещества небольшой добавкой того же крепителя. В возможности полной (минеральный наполнитель) или частичной (не разрушившее связующее) регенерации и повторного использования материалов — еще одно достоинство нового крепителя.
Понятно, что сильную адгезию описанных продуктов озонолиза высокомолекулярных компонентов нефти можно использовать и для решения еще одной важной практической задачи — закрепления сыпучих грунтов.
Продукты озонолиза как стимуляторы роста растений
Биологическая активность (БА) продуктов озонолиза смолистых компонентов некоторых нефтей определяет возможность их применения не только для активизации почвенной микрофлоры, но и для стимуляции роста живых организмов. Такая способность некоторых нефтяных компонентов и продуктов их химической модификации известна давно. Широко используются лечебные свойства нафталанской нефти, действие которых связывают с наличием в ней больших количеств полициклических нафтенов [17].
В середине ХХ века широко изучались биостимулирующие свойства «нефтяных ростовых веществ» (НРВ), являвшихся сравнительно низкомолекулярными (в среднем С13) солями органических кислот — отходами щелочной очистки среднедистиллятных фракций нефтей, перерабатывавшихся на бакинских НПЗ [18]. Результаты испытаний НРВ были нестабильными, в связи с тем эти вещества были почти забыты.
Концентрации кислот в сырых нефтях, особенно в их легких и средних фракциях, невелики. В то же время разнообразные полезные свойства этих веществ (поверхностно-активным, экстракционным, пластифицирующим и др. [19]) обеспечили потребность в них во многих отраслях хозяйства. Ясно, что ресурсы органических кислот можно значительно расширить, привлекая новые виды сырья и окислительные процессы, из которых одним из наиболее удобных является озонолиз. Предложен, например, способ получения стимуляторов роста растений окислением водно-щелочной суспензии торфа озонсодержащим газом [20]. Но получаемые «оксигуматы» оказались биологически менее активны, чем НРВ.
Мы предположили, что БА должны в первую очередь обладать водорастворимые кислородсодержащие соединения, по структуре углеродных скелетов подобные молекулам, синтезируемым самими живыми организмами. Такими соединениями — биореликтами — богаты многие нефти. Это дало основания надеяться, что щелочной гидролиз продуктов озонирования нефтяных смол, не сопровождающийся крекингом крупных молекулярных фрагментов, мог быпривести к получению веществ с желаемыми свойствами. Обширные эксперименты по озонолизу нефтей и природных битумов, значительно разнящихся по геолого-геохимическим характеристикам и химическому составу, и комплекс лабораторных и полевых испытаний подтвердили эту идею и позволили целенаправленно получать продукты с очень высокой БА, особенно мощно влияющие на ранние стадии роста и развития растений [2, 21, 22].
Главным в обеспечении успеха явился правильный выбор типа исходного сырья, которое должно удовлетворять следующим важнейшим требованиям:
— высокое содержание смолистых веществ;
— высокая доля полициклических нафтенов в углеводородной части, а также аналогичных и аренополициклановых структур в составе смол;
— низкое содержание или отсутствие твердого парафина;
— низкое содержание сернистых соединений;
— низкая степень катагенной преобразованности природной углеводородной системы.
Этим требованиям в наибольшей степени удовлетворяют нефти и природные битумы из геологически молодых, кайнозойских или позднемезозойских отложений, размещающиеся на относительно малых глубинах.
В полном соответствии с этими критериями выбора сырья наибольшую БА среди изученных нами объектов проявили названные нами «лесикатами» продукты, полученные из плиоценовой нефти Троицко-Анастасьевского месторождения (Краснодарский край), природного битума площади Иман-Кара (Западный Казахстан) и сеноманской нефти Русского месторождения (Тюменская область) [2, 21, 22].
Из парафинистых, сернистых нефтей, например, нижнемеловой самотлорской удавалось получить лишь очень малоактивные лесикаты, а продукты озонолиза очень высокосернистой нефти Кокайты (Таджикистан) с 4,8 мас.% серы не стимулировали, но, наоборот, затормаживали рост растений.
БА выделенных «лесикатов» проверена на очень большом количестве сельскохозяйственных растений (более 20 видов, не считая разнообразия сортов). При этих экспериментах посадочный материал (семена, луковицы, черенки) подвергали предпосевному замачиванию в течение 2-6 часов в 0,001-0,01%-ных водных растворах испытуемого вещества, после чего в лабораторных опытах ежедневно в продолжение двух недель измеряли среднюю длину проростков корней и стеблей растений, а в полевых — в течение всего срока вегетации вели непрерывные наблюдения за ходом развития и созревания растений, определяя в итоге общую продуктивность.
Многочисленные конкретные результаты испытаний, приведенные в монографии [5] и патенте [21], убедительно показали, что продукты, получаемые озонолизом тяжелого нефтяного сырья, подобранного с учетом указанных выше критериев, очень эффективно действуют при обработке разных форм растительного материала. Правильно подобранная экспозиции и концентрация раствора реагента обеспечивают значительное повышение всхожести семян, ускорение ранних стадий развития растений, сокращение сроков их вегетации и созревания, увеличение общей продуктивности.
Проблемы, осложняющие использование озонолиза
К сожалению, до настоящего времени существует фактор, препятствующий полномасштабной промышленной реализации найденных новых возможностей озонолиза. Это весьма ограниченная мощность серийно выпускающихся генераторов О3 для водоочистки.
Трубчатые и пластинчатые генераторы О3, изготовляющиеся отечественными и зарубежными предприятиями, как правило, способны вырабатывать до нескольких десятков кг О3 в час при концентрации не более 25-30 г/нм3. Для обработки органического, в том числе и нефтяного сырья, необходимы намного большие расходы О3. Создание мощных озонных станций, укомплектованных достаточным числом маломощных генераторов, как это сейчас делается, оказывается экономически невыгодным, хотя из литературы известны сформированные таким образом промышленные станции, вырабатывающие до 500 кг О3/ч.
В то же время производительности доступных генераторов по О3 порядка 20-30 кг/ч, видимо, достаточно для обработки 2-3 т нефти в час (15-25 тыс. т/год) с целью повышения выхода моторных дистиллятов. Т.е. вопрос о доукомплектовании озонными блоками малотоннажных перегонных установок, которые сооружаются в нефтедобывающих регионах, приобрел достаточную актуальность и может быть решен с помощью уже существующих технических средств [23].
Принципиально возможно и существенное повышение единичной мощности промышленных генераторов О3. Известен аппарат, который, судя по патентному описанию [24], за счет применения высокочастотного электропитания, эмалирования стенок и охлаждения внутреннего электрода способен вырабатывать до тонны О3 в час при вдвое меньшем удельном расходе электроэнергии.
К сожалению, производство таких аппаратов не налажено. Решение этой техническое задачи — необходимое условие ускорения внедрения озонных технологий в практику крупных НПЗ. Продемонстрированные возможности озонолиза концентрируют внимание конструкторов на проблеме создания мощных генераторов О3, что позволит их использовать в нефтепереработке для решения таких важных производственных задач, как:
значительное увеличение степени полезного использования природного углеводородного сырья за счет углубления переработки тяжелых нефтяных компонентов;
повышение выхода и товарных качеств моторных топлив; для совершенствования процессов очистки и облагораживания нефтяных дистиллятов;
выработка новых недорогих реагентов, способных дать эффект в разных отраслях хозяйства.
Список литературы
1. Камьянов В.Ф. Озонолиз в нефтепереработке. // «Технологии ТЭК», №1 (20), с. 32, 2005.
2. Камьянов В.Ф., Лебедев А.К., Сивирилов П.П. Озонолиз нефтяного сырья. — Томск: МГП «Раско», 1997. — 258 с.
3. Антонова Т.В. Превращения нефтяных компонентов при озонолизе. Автореферат канд.дисс.— Томск: ИХН СО РАН, 1999.— 24 с.
4. Разумовский С.Д., Заиков Г.Е. Озон и его реакции с органическими соединениями. — М.: Наука, 1974. — 322 с.
5. Большаков Г.Ф. Сераорганические соединения нефти. — Новосибирск: Наука, 1986. — 246 с.
6. А.с. № 1305169 СССР. Способ получения деэмульгатора нефтяных эмульсий. / Авт.: Лебедев А.К., Сивирилов П.П., Камьянов В.Ф.— Бюлл. изобр.— 1987. — № 15.
7. А.с. № 1342912 СССР. Способ разрушения водонефтяной эмульсии. / Авт.: Камьянов В.Ф., Лебедев А.К., Сивирилов П.П., Бадиков Ф.И. — Бюлл. изобр.— 1987. — № 37.
8. Малиновский Г.Т. Масляные смазочно-охлаждающие жидкости для обработки металлов резанием. — М.: Химия, 1988. — 192 с.
9. Топлива, смазочные материалы, технические жидкости. Справочное издание. /Под ред. В.М.Школьникова. — М: Химия, 1989. — С.344-360.
10. Патент РФ № 2083645. Смазочно-охлаждающая жидкость для механической обработки металлов, способ ее получения, эмульсионная смазочно-охлаждающая жидкость./Авт.: Камьянов В.Ф., Лебедев А.К.., Сивирилов П.П. — Бюлл. изобр.— 1996. — № 17.
11. А.с. № 1308612 СССР. Способ химической мелиорации почв. / Авт.: Ландина М.М., Лебедев А.К., Камьянов В.Ф. — Бюлл. изобр.— 1987 г. — № 17.
12. Качинский Н.А., Мосолова А.И., Таймуразова Л.Х. Использование полимеров для оструктурирования и мелиорации почв. // Почвоведение. — 1967. — № 12. — С.8.
13.А.с. № 1518073 СССР. Водорастворимое связующее для литейного производства./Авт.: Лебедев А.К., Филимонова Т.А., Камьянов В.Ф., и др. — Бюлл. изобр. — 1989. — № 40.
14. Филимонова Т.А., Горбунова Л.В, Ан В.В., Камьянов В.Ф. Изучение химической природы компонентов остаточного битума западносибирской нефти. // «Нефтехимия», 1985, Т. 25, № 3, с.322-332.
15. Папилов Л.Я. Советы заводскому технологу. — Л.: Лениздат, 1975. — С.18-19.
16. Абрамов Г.Г. Справочник молодого литейщика. М.: Высшая школа, 1983. — С.77-78.
17.Мурадов А.Н. Исследование химического состава лечебной нафталанской нефти. Автореферат канд. дисс. — Баку: АзИНХП АН АзССР, 1979. — 22 с.
18. Гусейнов Д.М., Едигарова Н.Н. Стимулирующее действие органического вещества нефтяного происхождения на рост и развитие растений. — Докл. АН АзССР, 1955, № 4, с.273-278; № 12, с. 861-867.
19. Зейналов Б.К, Сидорчук И.И., Кошелева Л.М., Бродская Е.С. Нефтяные и синтетические нафтеновые кислоты, их свойства и производные. Баку, ИНХП АН АзССР, 1980. — Деп. В ВИНИТИ, № 605-80 Деп. — 118 с.
20. А.с.СССР № 946485. Способ получения стимуляторов роста растений из торфа. / Авт.: Гаврильчик Е.И., Гордин И.В., Колосов М.А. — Бюлл. изобр.. — 1982. — № 28.
21. Патент РФ № 2083108. Способ получения стимулятора роста растений. /Авт.: Лебедев А.К., Сивирилов П.П., Камьянов В.Ф. — Бюлл. изобр. — 10.07.97 г. — № 19.
22. Филимонова Т.А., Камьянов В.Ф., Козлов И.М Новый источник высокоэффективных нефтяных стимуляторов роста растений. / Материалы IV региональной научно-техн. конф. "Научные основы развития АПК" — Томск: 2002. — С. 115-121.
23. Камьянов В.Ф., Френкель В.Я. Современная нефтепереработка, специфика ее осуществления на малотоннажных предприятиях и новые перспективы. — Томск: ТНЦ СО РАН, 1994. — Препринт № 3. — 84 с.
24. High-friquency tubular ozonizer. US Patent № 4013567. /Yu.M. Emelyanov, M.F.Emelyanov. — US Patents. — Mar. 22, 1977. — 10 pp
|
