Федеральное агентство по образованию
ГОУ ВПО
«Сибирский государственный технологический университет»
Факультет: Механический
Кафедра: Машины и аппараты промышленных технологий

_____________________________________________________________________________________________________________________________________________________________________________
Пояснительная записка
(МАПТ 00.00.00.00.143. ПЗ)
Дипломник И.С. Аникьев
Зав. кафедрой Ю. Д. Алашкевич
Руководитель В. П. Барановский
Консультанты:
Технологической части В. П. Барановский
Конструкторской части В. П. Барановский
Автоматизации процессов Л.И. Жуйко
Безопасности и экологичности
проекта О.К. Крылова
Экономической части Ж. Г. Щербакова
Нормоконтроль Р.А. Марченко
Федеральное агентство по образованию
ГОУ ВПО «Сибирский государственный технологический университет»
Факультет: механический
Кафедра: МАПТ
«УТВЕРЖДАЮ»
«___» ____________ 2009 г.
Зав. кафедрой _____________ _Ю. Д. Алашкевич _
(подпись) (инициалы, фамилия)
Задание
на выпускную квалификационную работу
студенту 5 курса, гр. 95-7, Аникьеву Ивану Сергеевичу
Тема: Проект реконструкции сеточной части БДМ №2 ООО «Енисейский ЦБК» с целью увеличения производительности
Тема конструктивной части: Расчёт конструктивных параметров ящика с гидропланками и мокрого отсасывающего ящика и сетконатяжки
Утверждена приказом по университету «__» __________ 2009 г. № ___
Срок сдачи студентом законченного проекта (работы) «__» ______ 2009 г.
Место преддипломной практики: ООО «Енисейский ЦБК»
Исходные данные к проекту (работе): данные предприятия uраб
= 550 м/мин; Bобр
= 4200 м; бумага газетная
Содержание расчетно-пояснительной записки, перечень графического материала: Введение; 1. Технико-экономическое обоснование; 2. Технологические решения; 3. Конструкторская часть; 4. Монтаж, ремонт и техническая эксплуатация сеточной части БДМ; 5. Строительные решения; 6. Автоматизация производственного процесса; 7. Безопасность и экологичность проекта; 8. Основные технико-экономические показатели проекта; 9. Заключение; 10. Библиографический список
Графическая часть: 1. План цеха; 2. Общий вид сеточной части; 3. Сборочные чертежи ящика с гидропланками, мокрого отсасывающего ящика; 4. Деталировка; 5. Схема вентиляции открытой сеточной части; 6. Схема автоматизации сетконатяжки функциональная; 7. Основные технико-экономические показатели проекта; 8. График изменения концентрации бумажной массы в зависимости от расположения формующих и обезвоживающих элементов сеточной части БДМ
Реклама

Консультанты по проекту (работе) (с указанием относящихся к нему разделов):
Барановский В. П. – Технологические решения; конструкторская часть; монтаж, ремонт и техническая эксплуатация сеточной части БДМ; строительные решения
Крылова О.К. – Безопасность и экологичность проекта
Жуйко Л.И. – Автоматизация производственного процесса
Щербакова Ж. Г. – Основные технико-экономические показатели проекта
КАЛЕНДАРНЫЙ ПЛАН
№№
п/п
|
Наименование отд.
разделов и чертежей
|
Сроки |
Количество |
Процент выполнения |
Дата контроля |
| начала |
окончания |
кол-во текстового материала, стр. |
листов чертежей |
по плану |
фактический |
1
|
Технико-экономическое обоснование
|
26
марта
|
3
апреля
|
10-15 |
-
|
2
|
Технологические решения
|
28
апреля
|
7
мая
|
10-15 |
1-2 А1 |
3
|
Конструкторская часть
|
28
марта
|
19
мая
|
25-30 |
5 А1
|
4
|
Монтаж, ремонт и техническая эксплуатация сеточной части БДМ |
26 марта |
23
апреля
|
6-10
|
-
|
| 5 |
Строительные решения |
9апреля |
9 мая |
5-8 |
1 А1 |
| 6 |
Автоматизация производственного процесса |
26
марта
|
28
мая
|
12-15 |
1 А1
|
| 7 |
Безопасность и экологичность проекта |
9 апреля |
28
мая
|
15-20 |
1 А1
|
8
|
Основные технико-экономические показатели проекта |
13
мая
|
21
мая
|
10-15 |
1 А1
|
Задание выдано «__» ___________ 2009 г.
Защита
Руководитель: Барановский Виктор Петрович
Дипломник: Аникьев Иван Сергеевич
Содержание
Реферат
Содержание
Введение
1. Технико-экономическое обоснование
1.1 Обзор существующих конструкций
1.2 Обоснование выбора конструкции
2. Технологические решения
2.1 Описание технологической схемы
2.2 Технологические расчёты
2.2.1 Расчёт возможной производительности буммашины
2.2.2 Ширина сетки и длина валов сеточной части
2.2.3 Расчёт процесса формования и обезвоживания бумажной массы на ЭВМ
3. Конструкторская часть
3.1 Расчёт конструктивных параметров ящика с гидропланками и мокрого отсасывающего ящика
3.1.1 Расчёт ящика с гидропланками
3.1.2 Расчёт мокрого отсасывающего ящика
3.2 Расчёт сетконатяжки
3.2.1 Расчёт сетконатяжного вала
3.2.2 Подбор подшипников
3.2.3 Расчёт рычагов сетконатяжного вала
4. Монтаж, ремонт и техническая эксплуатация сеточной части БДМ
4.1 Монтаж сеточной части
4.2 Ремонт и техническая эксплуатация сеточной части
5. Строительные решения
6. Автоматизация производственного процесса
6.1 Общие положения
6.2 Выбор точек контроля и регулирования
6.3 Обоснование выбора технических средств автоматизации АСУТП
7. Экологичность проекта
7.1 Благоустройство и озеленение санитарно-защитной зоны и территории предприятия
7.2 Безопасность в чрезвычайных ситуациях
8. Основные технико-экономические показатели проекта
8.1 Расчёт капитальных (единовременных) затрат
8.2 Расчёт текущих затрат, связанных с эксплуатацией оборудования
Реклама

8.3 Составление годового графика ремонтного оборудования
8.4 Расчёт показателей экономической эффективности
Заключение
Библиографический список
Реферат
В данном дипломном проекте описывается назначение и роль сеточной части БДМ, её основных узлов. Также рассматриваются различные формующие и обезвоживающие устройства сеточной части БДМ. Исходя из технико-экономического обоснования для оптимального и наиболее экономичного формования и обезвоживания бумажного полотна, целесообразней использовать синтетическую сетку с гидропланками и МОЯ, при этом натяжение сетки контролируя автоматической сетконатяжкой и сеткоправкой. Производятся технологические и конструкторские расчёты.
Описывается монтаж, ремонт и техническая эксплуатация сеточной части БДМ, строительные решения, автоматизация производственного процесса (автоматической сетконатяжки), безопасность и экологичность проекта. Производятся экономические расчеты, определяющие основные технико-экономические показатели проекта.
Дипломный проект содержит пояснительную записку из 147 страниц текста, 19 таблиц, 51 иллюстрацию, 40 литературных источников и графическую часть на 10 листах формата А1.
Введение
Целлюлозно-бумажная промышленность (ЦБП) является одной из важнейших отраслей народного хозяйства. От успехов её развития сегодня во многом зависят темпы роста таких областей промышленности как радиоэлектронная, автомобильная, химическая, электрохимическая и др. Без продукции ЦБП немыслимо развитие науки, культуры.
Во многих странах мира темпы развития ЦБП значительно выше других отраслей и бумагоделательное машиностроение занимает одно из ведущих направлений тяжелой индустрии.
На первое место сейчас выходят вопросы совершенствования крупных бумагоделательных машин и их структурная перестройка, механизация и автоматизация технологических процессов.
Россия обладает огромными запасами леса, которые в настоящее время очень расточительно и нецелесообразно используются. Бумага и картон производится на оборудовании, которое устарело морально и физически. В результате подобного состояния промышленности РФ не может извлекать полноценной прибыли из леса. Установка современного оборудования, совершенствование имеющихся технологий позволит снизить себестоимость продукции и увеличить производительность.
Во всех странах мира интенсивно проводятся научно-исследовательские и проектно-конструкторские работы по непрерывному совершенствованию процессов и оборудования БДМ и КДМ. Результаты этих работ настолько быстро изменяют конструкцию машин, что они становятся морально устаревшими через 7 – 10 лет [1]
Появляются новые схемы машин, технологических потоков, новые методы формования бумажного полотна с максимальным использованием существующего оборудования, с минимальным расходом волокна, свежей воды, химикатов, исключающим до предела загрязнение окружающей среды.
Несмотря на значительные усовершенствования, бумагоделательная машина сохранила свою технологическую компоновку, и в настоящее время представляет собой гигантский технологический конвейер.
В ЦБП эксплуатируется много машин, установленных в начале и середине XX века. Поэтому основная масса машин на наших предприятиях имеет низкие скорости, малую ширину сетки и низкую производительность.
Естественно, что реконструкция должна производиться лишь тогда, когда подсчитывают экономический эффект от её осуществления. Затраты на реконструкцию должны, как правило, окупаться.
Бумага имеет большое народно-хозяйственное значение, и её производство в нашей стране непрерывно увеличивается за счёт реконструкции и расширения действующих предприятий и строительства новых.
Серьезным препятствием на пути полной реконструкции бумагоделательных фабрик стоит нехватка денежных средств. Прибыль предприятий на столько мала, что закупка нового оборудования – непозволительная роскошь. Иностранные инвесторы не рискуют вкладывать денежные и иные средства в нашу промышленность по причине нестабильного положения экономики.
Одним из путей решения, наиболее целесообразным в данных условиях, является поэтапная замена отдельных частей БДМ, которые более весомо влияют на производительность.
Основной и наиболее ответственной частью бумагоделательной машины является сеточная часть. На ней производится отлив и формование полотна. Именно здесь определяются будущие свойства бумажного полотна.
Путем улучшения формования и обезвоживания бумажного полотна на сеточной части можно повысить характеристики, качество бумаги и производительность, что приведет к реально ощутимой прибыли. Поэтому необходимо заменить ранее установленную бронзовую сетку и регистровые валики на синтетическую сетку с гидропланками и МОЯ, а также установить автоматическую сеткоправку и сетконатяжку. В данном дипломном проекте представлен именно такой вариант улучшения производственных возможностей БДМ №2 Енисейского ЦБК.
1. Технико-экономическое обоснование
1.1 Обзор существующих конструкций
Формующее устройство определяет конструкцию машины. Наиболее распространенной является односеточная конструкция с плоской сеткой.
Сеточные столы бывают выдвижные и консольные. В первом случае при смене сетки продольные балки с закрепленными на них устройствами выдвигаются в проход, освобождая место для растягивания новой сетки, после чего вдвигаются обратно в растянутую петлю сетки. Во втором случае продольные балки устанавливаются на поперечных балках закрепляемых на приводной стороне машины. При смене сетки убираются опоры на лицевой стороне и вся конструкция оказывается висящей на поперечных консольных балках. Растянутую перед машиной новую сетку надвигают на сеточный стол и вновь устанавливают опоры на лицевой стороне.
Операция по замене сетки выдвижного стола продолжается от 4 до 6 часов при одновременной работе 5¸6 человек. Продолжительность смены сетки консольного стола занимает от 50 до 90 минут [2].
Формующие сетки БДМ оказывают значительное влияние на процесс производства бумаги. Вторая половина XXвека ознаменовалась внушительным прогрессом в развитии одежды БДМ. В середине 1950-х гг. рабочая скорость БДМ, вводимых в эксплуатацию, резко возросла. При этом стали более интенсивно выходить из строя формующие сетки, изготовленные из фосфористой бронзы. При повышении скорости машин на 42% затраты на сетки возросли на 70% [3].
Ранее существовали сетки из металлов: монель-металла, из нержавеющей стали, хромированные и других металлов.
В настоящее время зарекомендовали себя формующие синтетические сетки БДМ, которые представляют собой тканое полотно, состоящее из нитей основы (продольные походу сетки) и нитей утка (поперечные по ходу сетки), размещенных в соответствии с определенной структурой.
Сетки из синтетических материалов ткутся без шва подобно прессовым сукнам. Живое сечение таких сеток примерно в 2 раза меньше, чем бронзовых, тем не менее, бумажное полотно на них обезвоживается легче.
При натяжении синтетической сетки нити основы выпрямляются и удлиняются, плотнее прилегают к нитям утка и сильнее изгибают их. При увеличении изгиба нитей утка их перекрытия сближаются, а потому ткань сужается.
Вновь надетую синтетическую сетку следует после пуска ее в ход неоднократно подтягивать в течение первых часов работы и контролировать заданное натяжение ведомой ветви по измерителю натяжения. Отношение между наибольшим удельным натяжением и предварительным не должно превышать допустимого, большее значение натяжения может привести к образованию складок.
Синтетические сетки изготавливают из высокопрочного полиэфирного или полиамидного волокна, подвергнутого специальной химической обработке с покрытием синтетическими смолами для повышения устойчивости к истиранию.
Регистровые валики (рисунок 1.1) поддерживают сетку и способствуют обезвоживанию бумажной массы на сеточном столе. Вода стекает лишь на участке регистрового валика между точками А и В, когда сетка входит в соприкосновение с поверхностью регистрового валика в точке А. Благодаря смачиванию и силам сцепления воды с поверхностью регистрового валика, а так же кинетической энергии вращения валика и движения сетки происходит всасывание воды в кармане АВС. В некоторой точке В всасывающее действие валика прекращается, так как подвод воды из слоя массы на сетке оказывается недостаточным, чтобы заполнить карман водой.

Рисунок 1.1 – Схема потоков в зоне регистрового валика
Схема потоков в зоне регистрового валика в соответствии с рисунком 1.1, показывает, что вблизи места касания сетки имеется две зоны или два «водяных клина»: набегающий, расположенный со стороны набегания сетки, и сбегающий.
Набегающий водяной клин складывается из слоя воды h
2
, профильтровавшейся сквозь сетку и слой осевших волокон на открытом участке сетки, и слоя h6
,
который переносится регистровым валиком вследствие прилипания к его поверхности. Вода набегающего клина при больших скоростях нагнетается сквозь сетку и слой осевших волокон в надсеточное пространство, в связи с чем уровень бумажной массы над валиком повышается до уровня h
0
. При увеличении скорости высота гребней h
0
увеличивается.
Сбегающий водяной клин разделяется на два слоя: 1 слой – h
4
, уносимый под сеткой, 2 слой – h
5
, отходящий от сетки и сбрасываемый, за исключением слоя – h6
,
в подсеточную ванну [4].
В настоящее время в замен регистровых валиков применяются гидропланки и мокрые отсасывающие ящики (МОЯ). Конструкция гидропланок и МОЯ наиболее подробно описана в разделе 2.1.
При работе с гидропланками уменьшается маркировка сеточной поверхности бумажного полотна при одновременном улучшении распределения волокон по толщине и сокращении провала мелкого волокна. Эффект гидропланок с точки зрения ослабления маркировки наиболее полно проявляется при скорости свыше 450 м/мин [5].
При работе с гидропланками удлинение синтетической сетки между грудным валом и отсасывающими ящиками больше, чем при работе с регистровыми валиками, а потому упругое скольжение на формующем участке сетки вызывает на полотне повышающее разрывное усилие и растяжимость бумаги.
Горизонтальная поверхность служит для поддержания сетки в этой плоскости, а переднее ребро планки для отвода воды снизу сетки. На поддерживающем участке по всей его длине должно быть обеспечено безупречное прилегание сетки к поддерживающей плоскости для того, чтобы после нее мог возникнуть соответствующий вакуум. При неравномерном прилегании происходит разрыв вакуума и появление полос на бумаге. Наклонная под углом а
поверхность образует с сеткой расходящийся зев, в котором создается при движении над ним сеточной ткани с волокнистым слоем вакуум, под действием которого происходит обезвоживание бумажной массы.
Сетки различают по номерам, соответствующим количеству нитей основы на 1 см
ее ширины, и по характеру плетения. Наиболее употребительны сетки от № 10 до № 40 в метрическом исчислении. Чем выше номер, тем меньше размеры ячеек сетки, равномернее распределение волокон в бумажном полотне и меньше провал мелкого волокна сквозь сетку вместе с оборотной водой. В зависимости от числа нитей основы, переплетающих нити утка, плетение сетки бывает одинарным, двойным и тройным (рисунок 1.2, а, б, в).
В настоящее время все шире применяются сетки полусаржевого плетения (рисунок 1.2, г), в которых проволока основы проходит попеременно под двумя проволоками утка с нижней сторонысетки и под каждой третьей проволокой с верхней се стороны. Срок службы сеток полусаржевого плетения больше, чем соток с обычным плетением, вследствие увеличения площади проволок основы, соприкасающихся с крышками отсасывающих ящиков, на которых в основном изнашивается сетка.
Прочность и износоустойчивость сеток больших номеров меньше, чем сеток малых номеров, а стоимость их значительно возрастает.
Сеткоправильные устройства. В связи с возможной непараллельностью валов сеточной части, а также вследствие разной величины вакуума в отсасывающих ящиках по ширине машины, неравномерного удлинения сетки, разной концентрации массы по ширине машины, движущаяся сетка несколько смещается перпендикулярно ходу относительно оси машины то на лицевую, то на приводную стороны, что может привести к повреждению кромок сетки.
Для поддержания сетки в среднем положении – симметрично относительно оси машины – устанавливается механизм правки на нерабочей ветви сетки, в котором имеется сетковедущий валик, называемый обычно правительным. Подшипник валика на приводной стороне закреплен шарнирно, а с лицевой стороны может перемещаться влево или вправо от среднего положения примерно на 100—150 мм [6].
Это дает возможность установить правительный валик не параллельно остальным валам. В ручных механизмах правки валик перемещают маховичком посредством винтовой передачи. Механизм правки показан на рисунке 1.3 а
.
Схема действия механизма правки показана на рисунке 1.3 б
. Если сетка по ходу своего движения сместится от оси машины (например, влево) на величину а,
то правительный валик, первоначально расположенный параллельно остальным валам сеточной части, следует сместить на угол g
.
 а
– механизм правки; б
– схема действия механизма правки; в
– усилия, действующие на валик; 1 – сетковедущий валик; 2 и 3 – подшипники валика с лицевой и
приводной сторон; 4 – корпус механизма правки сетки; 5 – винт; 6 – гайка; 7 – маховикРисунок 1.3 – Правка сетки
Рассмотрим силы, действующие при этом со стороны валика на сетку. Реакцию от натяжения сетки Q
(рисунок 1.3 в
) разложим на две составляющие – Q
1
и Q
2
.
Сила Q
1 =
Q
×
Cos
g
направлена перпендикулярно оси валика и воспринимается его подшипниками. Сила Q
2
= Q
×
Sin
g
направлена вдоль оси валика и смещает сетку вправо по ходу.
Как правило, для правки сетки устанавливаются автоматический и ручной механизмы, которые иногда совмещаются в одном устройстве или устанавливаются на разных сторонах одного правительного вала.
Принцип действия автоматических механизмов правки тот же, что и ручных, правительный валик перемещается автоматически, в связи с чем значительно облегчается обслуживание машины и устраняется возможность повреждения сетки.
В сеточной части в качестве исполнительного механизма автоматического устройства правки чаще всего используются пневмобаллоны, иногда – мембранные устройства. Для эффективной работы угол охвата вала сеткой должен быть не менее 20°. Желательно, чтобы угол на входе и сходе сетки с вала был одинаковым. Датчик автоматической правки следует устанавливать по возможности ближе к устройству правки, чтобы система была более чувствительной. Работа правки тем эффективнее, чем больше натяжение сетки.
Различаются два основных типа автоматических сеткоправок – с контактным и бесконтактным импульсными устройствами. При контактном устройстве датчик, обычно в виде лопатки, все время соприкасается с кромкой сетки. При бесконтактном устройстве датчик соприкасается с сеткой тогда, когда она смещается от среднего положения. При этом кромки сетки при трении её о датчик практически не изнашивается.
На современных машинах применяются пневматические сеткоправки, показанные на рисунке 1.4.

1 – правительный вал; 2 – сетка; 3 – импульсное устройство; 4 – лопатка; 5 – управляющий вентиль; 6 и 7 – редукционные клапаны соответственно для постоянного и переменного давления воздуха; 8 – игольчатый клапан; 9 – мембрана; 10 и 11 – полости постоянного и переменного давления воздуха; 12 – исполнительный механизм
Рисунок 1.4 – Пневматическая сеткоправка
Сеткоправка состоит из импульсного и исполнительного механизмов. Импульсное устройство представляет собой лопатку, расположенную с лицевой стороны машины и воздействующую на управляющий вентиль, а исполнительный механизм – пневматическую мембрану двустороннего действия, перемещающую правильный валик, подвешенный с лицевой стороны на рычаге. К первой полости мембраны через редукционный клапан и вентиль подводится воздух с постоянным давлением, которое меньше максимального давления в основной магистрали. Ко второй полости воздух подводится через управляющий вентиль, связанный с лопаткой. В зависимости от перемещения лопатки изменяется степень открытия вентиля. При этом во второй полости устанавливается давление, меньшее или большее, чем в первой полости, и мембрана прогибается в ту или другую сторону, перемещая правительный валик.
Традиционная система автоматического управления (САУ) положение кромки сетки включает следующие основные элементы: сетку как объект управления положением кромки, датчик положения кромки, исполнительный механизм правительного вала, правительный вал.
САУ положением кромки сетки применяется в настоящее время на других современных БДМ, отличающееся от традиционного тем, что в нее введено дополнительное устройство в виде пневматического генератора импульсов с усилителем мощности и дросселем с обратным клапаном, позволяющее ввести в систему принудительные колебания давления воздуха с настраиваемой частотой и амплитудой [1]. Принудительные колебания сетки в поперечном направлении не только обеспечивают более равномерный износ элементов сеточного стола, но и значительно улучшают качество регулирования за счет увеличения чувствительности системы к отклонениям кромки, уменьшения периода переходных процессов при компенсации возмущений и значения величины перерегулирования.
Принципиальная схема СА-11М приведена на рисунке 1.5.

1 – сетка; 2 – правительный вал; 3 – датчик положения кромки; 4 – исполнительный механизм двустороннего действия; 5 – дроссель с обратным клапаном; 6 – усилительное реле; 7 – генератор импульсов; 8 – усилитель мощности
Рисунок 1.5 – Принципиальная схема САУ положением кромки сетки СА-11М (с контактным датчиком)
Измерение положения кромки сетки производится контактным датчиком типа «сопло – заслонка», выходной сигнал которого через усилитель мощности подается в одну из камер исполнительного механизма двустороннего действия правительного вала. В другую камеру поступает пневмосигнал, меняющийся по периодическому закону. Пневмосигнал формируется в генераторе импульсов, усиливается в усилителе мощности и через дроссель с обратным клапаном поступает в камеру. Частота колебаний настраивается в генераторе импульсов, а амплитуда – с помощью дросселя. Действие сигнала от генератора импульсов противоположно по фазе действию сигнала от датчика положения кромки. Таким образом, при прямом и обратном ходе правительного вала воздух попеременно подается в обе камеры.
Если объект обладает такими динамическими свойствами, которые позволяют обеспечить хорошее качество регулирования без ввода в систему принудительных колебаний, т. е. с помощью традиционной схемы, генератор импульсов может быть отключен пневматическим тумблером. Это большей частью относится к управлению положением кромки сукна.
Сетконатяжные устройства. Помимо образования бумажного полотна и фильтрации водных растворов сетка выполняет чисто механические функции – она приводит во вращение все валы и валики сеточного стола, преодолевает силы трения, возникающие между нею и неподвижными обезвоживающими элементами. То есть сетка выполняет роль приводного ремня и транспортерной ленты. Чтобы сетка могла выполнять роль приводного ремня, необходимо создать в ее ветвях предварительное натяжение. Это производится при помощи сетконатяжки, которая устанавливается на нижней нерабочей ветви.
Избыточное натяжение сетки приводит к бесполезной трате энергии, увеличивает прогиб сетконаправляющих валиков и удлиняет сетки за пределы, на которые рассчитаны сетконатяжки. Недостаточное натяжение приводит к провисанию синтетической сетки между грудным валом и формующей доской, вызывая избыточное обезвоживание и разрушение формующегося слоя в этом месте стола. Поэтому предварительное натяжение нужно установить, исходя из местных особенностей эксплуатации синтетических сеток.
Чрезмерно натянутая ветка сильнее удлиняется, при этом несколько уменьшается и её фильтрующая способность. Мощность, потребляемая сеточной частью, несколько увеличивается в связи с увеличением нагрузки на подшипники валов. Таким образом, степень натяжения сетки влияет на отлив и формование бумаги, а также на износ сетки.

а
– винтовой; б
– балансирный; 1 и 2 – натяжной валик и кронштейн; 3 – маховик; 4 – винт; 5 – гайка; 6 – сетка; 7 – стойка шарнирной опоры; 8 – груз для увеличения натяжки сетки; 9 – груз для вывешивания валиков; 10 – ограничитель колебания валика
Рисунок 1.6 – Механизм натяжки сетки
На современных машинах устанавливают, как минимум, два механизма натяжения сетки. Один (винтовой или грузовой) обеспечивает перемещение натяжного валика для компенсации отклонения длины сетки от ее номинального значения и для создания предварительного натяжения сетки после ее установки. Второй механизм – это автоматическое натяжное устройство, которое поддерживает постоянным натяжение сетки во время работы.
В винтовом механизме натяжения, показанном на рисунке 1.6а
, сетковедущий валик перемещается маховиком при помощи винтовой передачи.
В грузовых (балансирных) механизмах (рисунок 1.6б
) натяжной валик установлен на рычаге.
Натяжение сетки регулируется изменением величины груза или его расстояния до опоры рычага. Если рычаг удлинить вправо от опоры и на этом конце рычага установить грузы, можно вывесить вытяжной валик и создать давление на сетку меньше собственного веса валика. По сравнению с винтовым механизмом натяжения, грузовой (балансирный) обеспечивает более постоянное натяжение сетки, если при удлинении угол охвата ею валика меняется в сравнительно небольших пределах.
В комбинированном механизме натяжения согласно рисунку натяжной валик располагается на рычагах и перемещается от вращения маховика промежуточного вала и червячной передачи, червячное колесо которой соединено с винтом.
Подача воздуха

1 – натяжной валик; 2 – сетка; 3 – рычаг натяжного валика; 4 и 5 – маховик и червячная передача для ручного перемещения ручного валика; 6 – винт; 7 – указатель положения натяжного валика; 8 – мембрана; 9 – рычаг мембраны
Рисунок 1.7 – Пневматический механизм натяжки сетки
Для регулирования натяжения устанавливается пневматическое мембранное устройство.
Постоянное натяжение сетки во время работы контролирует магнитоупругий датчик, установленный на импульсном устройстве и приводящий в действие исполнительный механизм.
Чувствительным элементом импульсного устройства служит сетковедущий вал (силоизмерительный вал), закрепленный с одной стороны на поворотную ось, а с другой стороны опирается на магнитоупругий датчик.
Автоматической сетконатяжки (рисунок 1.8) используется у современных БДМ и включает в себя все основные элементы автоматической системы регулирования (АСР): датчики, преобразовательно-усилительную аппаратуру, исполнительные механизмы (наиболее подробно описывается в разделе 6.1).
Исполнительный механизм представляет собой сетковедущий вал, установленный на рычагах, которые с одной стороны закреплены с помощью шарнира к продольным балкам сеточного стола, а с другой – к устройству для их перемещения. Для поворота рычагов применяется винтовой механизм, состоящий из пневмодвигателя, двух червячных редукторов, соединенных между собой промежуточным валом, и пневмопровода. Поднимать и опускать сетконатяжной вал можно вручную, для чего с лицевой стороны предусматривается установка маховика.
1.2 Обоснование выбора конструкции
Обоснование установки синтетической сетки с гидропланками и МОЯ, автоматической сеткоправки и сетконатяжки
На БДМ №2 Енисейского ЦБК применяется консольный сеточный стол, который имеет следующие преимущества по сравнению с выдвижным: подготовительные работы (растяжка сеток) можно проводить во время работы машины, нет необходимости разъединять трубопроводы воды и воздуха от спрысков и отсасывающих ящиков, продолжительность смены сетки осуществляется значительно быстрее.
Выбор формующей сетки БДМ должен определяться конкретными условиями производства: композицией и свойствами бумажной массы, скоростью и особенностями БДМ, ассортиментом и объемом вырабатываемой продукции, при этом следует учитывать максимальный срок эксплуатации и стоимость формующей сетки [7,8].
Высокая стоимость бронзовых сеток для широких и быстроходных машин и производственные потери, обусловленные участившейся сменой сетки являлись немаловажными факторами, стимулировавшими поиск путей удлинения срока службы сеток. Возникла потребность найти материал более прочный и износостойкий по сравнению с фосфористой бронзой.
Физико-механические свойства нового материала должны были удовлетворять требованиям ткацкого производства, чтобы создать сетку, по структуре удовлетворяющую требованиям ведения технологического процесса отлива, формования и обезвоживания бумажного полотна. Но ни один из металлов не удовлетворил требованиям: прочности, износостойкости, экономичности по следующим причинам: монель-металл и другие металлы оказались нестойкими к знакопеременным изгибающим напряжениям; стоимость сеток из нержавеющей стали была чрезмерно велика, а у хромированных образовались трещины на кромках.
В настоящее время для изготовления формующих сеток наиболее пригодным материалом считаются синтетические нити.
Развитие и использование формующих сеток из синтетических волокон обусловлено снижением на 5 – 10 % простоя БДМ, а также существенным уменьшением эксплуатационных расходов [9].
Структура ткани, т.е. рисунок переплетения нитей основы и утка, - одна из наиболее важных характеристик формующей сетки. При оптимальном выборе структуры ткани улучшается формование и уменьшается маркировка бумажного полотна, повышается удержание волокнистых и наполняющих веществ. При этом продолжительность эксплуатации сеток увеличивается и уменьшается затрата времени на их замену.
К сеткам предъявляются достаточно высокие требования. Ткань сетки должна обладать хорошей водопропускной способностью и быть вместе с тем достаточно плотной. Структура ткани должна быть такой, чтобы волокна не проходили сквозь ячейки сетки, а полученный лист бумаги не имел заметной маркировки от ткани. Наряду с этим ткань сетки должна быть достаточно прочной на разрыв и на изгиб, чтобы выдержать многократные перегибы, трение и растяжение. Так как pH массы обычно находится в пределах 4,5 – 5,5, ткань сетки должна быть стойкой по отношению к слабым растворам кислот и не должна подвергаться коррозии.
К достоинствам синтетических сеток следует отнести: высокую обезвоживающую способность, более длительный срок службы по сравнению со сроком службы бронзовых (примерно в 2 – 3 раза); малый вес сетки (примерно в 8 раз меньше бронзовой); отсутствие шва, а следовательно и маркировки, которую может давать на бумаге шов; на кромках сетки не образуются трещины, нет вмятин и мёртвых складок, сетка меньше загрязняется, легко промывается и бумажное полотно легче с него снимается (сухость бумаги на этой сетке выше), исключается коррозия, эластичная, облегчение и упрощение условий их надевания на сеточный стол, незначительная подверженность механическим повреждениям при одевании, упаковке, транспортировке и эксплуатации, возросли скорость и производительность машин, улучшилось качество выпускаемой продукции и уменьшился провал под сетку.
К недостатком можно отнести склонность сетки при изменении натяжения давать морщины и большой угол волокна, которое затем скапливается на поверхности сетковедущих валиков, и для его удаления требуется установка шаберов и водяных спрысков, стоимость синтетических сеток в 2,3—2,5 раза больше бронзовых, однако они окупаются в течение 6 месяцев, снижают коэффициент трения с ведущими валами, поэтому необходимо увеличивать её натяжение, что неизбежно связано с увеличением потребляемой энергии сеточным столом. В процессе работы сетка удлиняется на 1,1 – 5 %, что требует установки дополнительных сетковедущих валиков, сетконатяжек и сеткоправок. Кроме того, при синтетических сетках необходима более тщательная выверка сеточного стола и хорошая промывка сетки в процессе её работы специальными спрысками, препятствующими попаданию загрязнений.
Смена синтетических сеток часто происходит из-за сильного загрязнения их ячеек, потому что эти сетки служат в 10 раз дольше бронзовых. Синтетические сетки имеют большее сродство с природной смолой в целлюлозе, чем бронзовые, в особенности, если произошло фибриллирование нитей. Последнее, по-видимому, является причиной скапливания мелких волокон у отсасывающих ящиков, которое наблюдается чаще всего на быстроходных бумагоделательных машинах, вырабатывающих газетную бумагу, содержащую древесную массу.
Поперечная жесткость (стабильность) синтетических сеток меньше, чем бронзовых. Поэтому на них легче образуются волны или складки. Чем больше натяжение ветвей сетки,
тем меньше вероятность образования складки.
При использовании синтетических сеток вместо бронзовых мощность, потребляемая сеточной частью, как правило, повышается на 30 – 40 % вследствие увеличения натяжения сеток и других причин.
Успешный переход на работу с синтетическими сетками на быстроходных и широких бумагоделательных машинах, вырабатывающих газетную бумагу, был достигнут в результате проведения организационно-технических мероприятий.
Однако во всех случаях надо установить такой режим обезвоживания бумажной массы на синтетической сетке вдоль всего сеточного стола, при котором получается бумага с наилучшими физико-механическими показателями при минимальном провале волокнистых, красящих, проклеивающих, наполняющих веществ и расхода энергии.
В целях удлинения срока службы синтетических сеток следует разработать (синтезировать) материалы для работы в паре с ними: 1) для сетковедущих валов и валиков необходим материал, обладающий большим коэффициентом трения при незначительном износе синтетической ткани; 2) для формующей доски, гидропланок и покрытий отсасывающих ящиков, по которым скользит сетка, — материал с малым коэффициентом трения и минимальным износом сетки.
Однако при выборе схемы для формования того или иного вида продукции, предпочтение нужно отдать той из них, на которой при наименьших затратах материальных и энергетических ресурсов будет достигаться больший экономический эффект.
Переход с бронзовых сеток на синтетические привел к снижению простоя бумагоделательных машин на 70—90 % [3], в результате чего повысилась производительность и снизились расходы на сетки. Синтетические сетки применяются разных типов в зависимости от конструкции машины уже более 50 лет. Поэтому установка синтетической сетки вполне обоснована.
При работе регистрового валика со стороны набегающего клина наблюдается заброс воды в надсеточное пространство и одновременный размыв или разрыхление осевшего слоя, а со стороны сбегающего клина – отсос воды за счет вакуума, величина которого равна  . .
При работе бумагоделательных машин на высоких скоростях регистровые валики становятся причиной нарушения формования бумажного полотна, особенно в первой части сеточного стола, где отсасывающие действие валиков максимально, а волокнистый слой ещё не сформирован или ещё очень слаб, поэтому чтобы улучшить формование бумажного полотна на быстроходных машинах, прибегают к затормаживанию обезвоживания, т. е. валики заменяют неподвижными опорными устройствами – гидропланками.
Внедрение синтетических сеток и гидропланок улучшило качество бумаги из-за более равномерного формования волокнистой суспензии, уменьшило ее разносторонность и повысило гладкость сеточной поверхности бумаги. Применение гидропланок привело к ликвидации подброса массы, улучшению распределения волокон, повышению удержания мелочи и наполнителя, особенно в начальном, критическом периоде формования бумажной продукции, что явилось следствием низкого вакуума по длине зоны отсоса гидропланки и мягкого и более равномерного характера обезвоживания.
Существенным достоинством гидропланок является то, что между наклонной поверхностью каждой планки и сеткой практически можно создать вакуум величины, соответствующей требуемым условиям формования бумажного полотна в данном месте сеточного стола. Вакуум, возникающий между сеткой и гидропланкой, и его величина определяется скоростью машины, геометрией самой планки, особенно утлом отсоса а.
Поэтому отпадает необходимость в вакуум-насосе или вентиляторе для создания вакуума в камере по длине формующей части под плоскими планками.
При переходе на работу с синтетическими сетками и гидропланками снижаются расходы на сетку, сокращаются простои машины, связанные с их сменой, уменьшается провал волокнистых, красящих и наполняющих веществ, повышается качество и однородность готовой продукции вследствие улучшения управления процессом обезвоживания по длине сеточного стола.
Одним из условий успешной эксплуатации гидропланок является установление оптимальной величины предварительного натяжения сетки, которое должно автоматически поддерживаться во время работы.
Номер сетки выбирают, исходя из вида вырабатываемой бумаги; для выработки более тонкой бумаги необходимы сетки более высоких номеров. Для писчей и газетной бумаги и бумаги для печати обычно применяют сетки № 24 – 28, для конденсаторной бумаги тройные сетки № 40 – 120, для картона и целлюлозы № 8 – 16 [6].
Исходя из вышесказанного для производства газетной бумаги на БДМ устанавливаем синтетическую сетку полусаржевого плетения № 28.
Отсасывающее действие гидропланок возрастает по мере увеличения концентрации волокна в волокнистом слое, т. е. по ходу бумажного полотна, в отличие от регистровых валиков, отсасывающее действие которых зависит от скорости сетки и плотности воды. Применение гидропланок позволяет увеличить обезвоживающее действие регистровой части стола. Кроме того, полагают, что при установке гидропланок вместо регистровых валиков можно сократить длину сеточного стола на современных бумагоделательных машинах, т. к. в замен одного регистрового валика можно установить несколько гидропланок.
Исследования показали, что при применении гидропланок, концентрация бумажной массы в напорном ящике снизилась на 10 % за счёт снижения концентрации отходящей подсеточной воды на 60 %. Удержание волокна на сетке повысилось на 10 %, а наполнителей удвоилось [3].
К материалу изготовления гидропланок предъявляются следующие требования: быть износоустойчивым и иметь минимальный коэффициент трения с сеткой. Наиболее распространенным материалом для гидропланок в настоящее время применяется высокомолекулярный полиэтилен, который имеет низкий коэффициент трения с сеткой, но малую износоустойчивость. Поэтому для увеличения срока службы в поверхность гидропланки, соприкасающуюся с сеткой вставляется износоустойчивая пластина.
В зоне формования бумажного полотна в замен регистровых валиков устанавливаются МОЯ. Эти ящики (их ещё называют предварительными отсасывающими ящиками) обычно покрывают брусками из бакелита или другого пластического материала.
Материал покрытия отсасывающих ящиков должен иметь минимальный коэффициент трения с сеткой для уменьшения ее износа и потребляемой мощности, быть износоустойчивым. В качестве покрытий в последнее время применяют высокомолекулярный полиэтилен, оксидную керамику, карборунд, робалит, карбид кремния и другие материалы с коэффициентом трения от 0,03 до 0,09.
В отличие от формования на регистровых валиках при полной замене их мокрыми отсасывающими ящиками качество получаемого бумажного полотна можно улучшить за счет уменьшения начальной концентрация поступающей бумажной массы и регулирования интенсивности процесса обезвоживания. Следует отметить, что при этом не только полностью используются преимущества мокрых отсасывающих ящиков по сравнению с регистровыми валиками, но и уменьшается длина участка формования, что особенно важно при модернизации сеточных частей бумагоделательных машин с целью увеличения скорости без изменения существующей длины регистровой части.
Наиболее рациональным при формовании на мокрых отсасывающих ящиках является проведение процесса при постоянной средней скорости фильтрации и линейном росте слоя осевших волокон по длине формования.
Применение подобных отсасывающих ящиков в зоне формования позволяет повысить степень разбавления массы при отливе на машине, уменьшить длину сеточного стола, улучшить формование и значительно повысить степень прочности бумаги.
МОЯ устанавливают совместно с гидропланками. Они называются «мокрыми», так как устанавливаются в зоне формования в пределах «зеркала залива». Вакуум в них создается вакуум-насосами и не зависит от скорости сеток. Это позволяет определить наиболее оптимальные условия для проведения процесса формования и обезвоживания с целью получения бумажного полотна с требуемыми свойствами.
В качестве обезвоживающих и формующих элементов лучше устанавливать гидропланки и мокрые отсасывающие ящики в сочетании с синтетической сеткой. Установка регистровых валиков нежелательна, так как при скорости 550 м/мин будет происходить интенсивный заброс профильтровавшейся воды в набегающем водяном клине вверх сквозь сетку и слой осевших волокон и его размыв, а со стороны сбегающего водяного клина интенсивный отсос воды за счет разрежения.
Исходя из выше сказанного для оптимального и наиболее экономичного формования и обезвоживания бумажного полотна, целесообразней использовать синтетическую сетку с гидропланками и МОЯ, которая справляется с данным режимом работы и падаёт на прессовую часть превосходное бумажное полотно с наибольшим экономическим эффектом.
2. Технологические решения
2.1 Описание технологической схемы сеточного стола
Основной и наиболее сложной частью бумагоделательных и картоноделательных машин является сеточная (на ней происходит формование бумажного полотна) которое, главным образом, определяет важнейшие свойства бумаги. На изготовление сеточной части машины расходуется значительное количество цветных металлов и антикоррозийных материалов, что удорожает её стоимость. Эксплуатационные расходы на сеточной части (стоимость сеток и ремонтных работ) также значительны.
Назначение сеточной части – отлив и формование мокрого бумажного полотна из волокнистой суспензии. Под отливом следует понимать технологические операции, связанные с равномерностью распределения бумажной массы по ширине сетки и ее обезвоживание.
Обезвоживание на сеточной части происходит в течение очень короткого промежутка времени (от 10 до 30 сек) в зависимости от длины сеточного стола и скорости и машины. По мере обезвоживания бумажная масса сжимается. При этом уменьшается сечение пор (капилляров) и резко увеличивается сопротивление фильтрации. В процессе обезвоживания масса становится все менее сжимаемой в связи с повышением гидравлического давления внутри пор [2].
Сеточная часть включает в себя напорный ящик, сеточный стол (рисунок 2.1) и ряд других машин и устройств (насосы, вакуум-насосы, привод и другие механизмы для сообщения дополнительных динамических процессов, диктуемых требованиями технологии).
В начале сеточной части установлен напорный ящик, из которого бумажная масса непрерывным потоком вытекает на грудной вал и грудную доску верхней ветви сетки, где происходит формование и отлив полотна. Значительная часть воды из массы (оборотная вода) проходит сквозь сетку и в дальнейшем повторно используется для разбавления массы.
Чтобы бумажная масса не стекала, по краям сетки устанавливаются ограничительные линейки.
Для очистки от волокон нижняя ветвь сетки по всей ширине промывается несколькими спрысками. Для уменьшения потерь волокна и сокращения расхода свежей воды на современных машинах максимально используют оборотную воду.
Грудной вал, устанавливаемый в начале сеточного стола, — трубчатый, как показано на рисунке 2.2. Наружный его диаметр 700 мм, толщина стенки 6 мм; вал облицован твердой резиной.
Поверхность вала очищается от волокон шабером с пластмассовым или деревянным клинком. Для уменьшения износа вала шабер совершает возвратно-поступательное движение вдоль оси вала при помощи гидравлического или пневматического устройства.
При надевании сетки в целях уменьшения расстояния между осями гауча и грудного вала последний опускается и подвешивается к балкам сеточного стола.

1 – труба; 2 – резиновое покрытие; 3 – патрон; 4 – цапфа; 5 – радиальный подшипник; 6 – упорный подшипник
Рисунок 2.2 – Грудной вал
Для опускания вала служит пневматический гидравлический двигатель или электродвигатель, соединенный с редуктором.
К формующим и обезвоживающим элементам относятся: формующая доска, гидропланки, мокрые отсасывающие ящики. Все они поддерживают сетку, устраняя её провисание, и способствуют в той или иной мере обезвоживанию бумажной массы, улучшая формование листа.
Формующую доску устанавливают непосредственно за грудным валом. Её назначение – устранить провисание сетки между грудным валом и первым ящиком с гидропланками, снизить обезвоживающее действие грудного вала, замедлить обезвоживание в начале сеточного стола и улучшить распределение волокнистой суспензии по ширине сетки. Доску монтируют на чугунной балке так, что её положение относительно грудного вала можно регулировать в горизонтальном и вертикальном положении. Иногда формующую доску выполняют в виде ящика, создавая под ним разряжение до 75 мм вод. ст. с помощью сифонной трубы, опускаемой в подсеточную ванну. Такая конструкция формующей доски позволяет регулировать обезвоживание бумажного полотна.
Используют сплошные формующие ящики или ящики, состоящие из отдельных планок (рисунок 2.3). Переднюю кромку покрытия ящика заостряют, чтобы приблизить ее к грудному валу. На скоростных машинах иногда устанавливают гидропланки с рабочим углом 0,5°. Благодаря гидропланкам создается разрежение, которое прижимает сетку к формующему ящику и предохраняет ее от вибрации в районе грудного вала.
Планки формующего ящика изготавливают из высокомолекулярного полиэтилена или оксидной керамики, корпус — из нержавеющей стали. При сходе с грудного вала сетка несколько провисает, поэтому для уменьшения износа планок формующего ящика переднюю кромку ящика устанавливают ниже сетки па 1,5-3 мм, а заднюю кромку — на 0,5-1 мм.

1 – корпус; 2 – гидропланки; 3 – устройства для крепления
Рисунок 2.3 – Формующий ящик (формующая доска)
Большое значение для формирования бумажного полотна имеет положение формующей доски относительно потока массы, выходящей из выпускной щели напорного ящика. Для улучшения процесса формования бумажного полотна поток массы должен сложиться на кромку формующей доски.
Гидропланка представляет собой разновидность шабера, устанавливаемого под сеткой под небольшим углом к ней. Гидропланка передней кромкой снимает как шабером, плёнку воды, повисшую под сеткой и удерживаемую силами поверхностного натяжения, и удаляет часть воды из волокнистого слоя вследствие разряжения, возникающего в клине между сеткой и поверхностью гидропланки.
Гидропланки изготовляются из высокомолекулярного полиэтилена с износостойкими вставками (шириной 10—12 мм) из нержавеющей стали или же из керамики, что обеспечивает значительное удлинение срока работы гидропланки (в 4-5 раз). Корпус гидропланки изготавливают сварным из нержавеющей стали. Он должен быть жестким, чтобы не возникла вибрация при ударе о него струй удаляемой воды.
Гидропланки изготовляются с углом наклона рабочей плоскости a от 0,5 до 4°. На машине гидропланки устанавливают с увеличением угла наклона по ходу полотна бумаги. Иногда применяют чередование гидропланок с разным углом наклона.
Колебание угла наклона по длине одной гидропланки допускается не более 0,25°. На направляющих корпусов гидропланки должны устанавливаться так, чтобы их можно было для регулирования процесса обезвоживания полотна менять (без больших усилий, вручную), не останавливая машины.
С увеличением угла наклона гидропланки с 0,5 до 4° обезвоживающая способность её повышается почти вдвое.
Разряжение, создаваемое гидропланками, можно регулировать, изменяя угол наклона планки к сетке, что позволяет подбирать оптимальные условия для наилучшего формования бумажного полотна и скорости обезвоживания на каждой конкретной машине.

Рисунок 2.4 – Гидропланка с металлической вставкой
Наиболее распространенный профиль гидропланок показан на рисунке 2.4. Передняя кромка гидропланки скошена под углом 45º к сетке, на плоскую переднюю часть планки шириной от 15 до 30 мм опирается сетка. Остальная часть так же обычно плоская, расположена под углом от 0,5 до 4° к сетке. Обычно общая ширина гидропланки составляет 50 – 70 мм, а соотношение между горизонтальной и наклонной часть составляет 1:2 или 1:3 повышаясь в зависимости от места положения планки по ходу сетки [3].

1 – корпус; 2 – гидропланки; 3 устройства для крепления
Рисунок 2.5 – Ящик с гидропланками
Обычно в начале, сеточного стола гидропланки устанавливают с большим шагом, а по мере увеличения сухости полотна шаг уменьшают.
Применяют также многоэлементные стационарные гидропланки, размещаемые обычно в общем ящике с небольшими промежутками между отдельными элементами (рисунок 2.5). Применение таких гидропланок позволяет увеличить обезвоживающее действие регистровой части сеточного стола.
Кроме гидропланок в качестве обезвоживающих элементов используются мокрые отсасывающие ящики.
Мокрые отсасывающие ящики (МОЯ) устанавливаются за гидропланками (2 шт.), обезвоживание полотна на них происходит под действием низкого вакуума. Для удаления воды используются обычные гидрозатворы, располагаемые по всей длине ящика (рисунок 2.6 б), или отдельные трубы, нижние концы которых опущены в подсеточное корыто, где поддерживается постоянным уровень воды (рисунок 2.6 а).

а – МОЯ с отдельными трубами, б – МОЯ с гидрозатвором
Рисунок 2.6 – Схема движения воды в мокрых отсасывающих ящиках
Для создания в ящиках вакуума 2—7 кПа используется вентилятор или вакуумный насос. Вакуумобычно регулируется количеством подсасываемого из вне воздуха.

1 – корпус; 2 – покрытие; 3 – гидрозатвор; 4 – устройство для крепления
Рисунок 2.7 – Мокрый отсасывающий ящик
В нашем случае установлено три МОЯ с гидрозатвором.
Являясь интенсивным обезвоживающим элементом, мокрые отсасывающие ящики не создают в слое суспензии микротурбулентности. Их рекомендуется устанавливать в конце зоны формования за гидропланками. Интенсивно обезвоживая слои, ящики несколько уплотняют волокна, из-за чего эффективность работы последующих ящиков, уменьшается.
Мокрый отсасывающий ящик (рисунок 2.7) представляет собой сварной нержавеющий корпус, сверху которого установлена плита из высокомолекулярного полиэтилена. Плита изготовляется с узкими щелями шириной 15 —20 мм, направленными поперек машины. Живое сечение плиты около 50%. Верхняя часть ящика также может иметь от 7 до 11 роболитовых досок или же планок из высокомолекулярного полиэтилена. Ящики выпускаются шириной 240; 420 и 700 мм [10].
МОЯ отличаются от регистровых валиков и гидропланок тем, что скорость обезвоживания и величина вакуума в них не зависит от скорости сетки. Это позволяет создать наиболее оптимальные условия для проведения процесса формования и обезвоживания с целью получения бумажного полотна с требуемыми свойствами.
Скорость обезвоживания бумажного полотна на сеточном столе снижается по мере повышения сухости бумажного листа. Здесь нельзя получить достаточно сухое полотно с содержанием сухого вещества более 3 – 4 %, так как для этого потребовалось бы значительно увеличить сеточный стол. Поэтому дальнейшее обезвоживание листа ведут принудительным способом, под вакуумом на сухих отсасывающих ящиках и отсасывающем гауч-вале.
В результате при проведённой реконструкции сеточной части, будем иметь следующие преимущества:
При переходе на синтетическую сетку: снижается простой БДМ, а также уменьшаются эксплуатационные расходы, повышается обезвоживающая способность, отсутствует шов, а следовательно и маркировка, которую может давать на бумаге шов; сетка меньше загрязняется, легко промывается и бумажное полотно легче с него снимается (сухость бумаги на этой сетке выше), исключается коррозия, эластичная, облегчение и упрощение условий их надевания на сеточный стол, незначительная подверженность механическим повреждениям при одевании, упаковке, транспортировке и эксплуатации, возросли скорость и производительность машин, улучшилось качество выпускаемой продукции и уменьшился провал волокна под сетку.
Внедрение синтетических сеток и гидропланок улучшило качество бумаги из-за более равномерного формования волокнистой суспензии, уменьшило ее разносторонность и повысило гладкость сеточной поверхности бумаги. Применение гидропланок привело к ликвидации подброса массы, улучшению распределения волокон, повышению удержания мелочи и наполнителя, особенно в начальном, критическом периоде формования бумажной массы, что явилось следствием низкого вакуума по длине зоны отсоса гидропланки и мягкого и более равномерного характера обезвоживания, сократило длину сеточного стола БДМ.
Применение мокрого отсасывающего ящика в зоне формования позволяет уменьшить также длину сеточного стола, улучшить формование и значительно повысить степень прочности бумаги, уменьшить число гидропланок, в связи с чем снижается металлоемкость и время цикла – Тцикла
.
Внедрение автоматической сеткоправки и сетконатяжки позволит снизить мощность, потребляемую сеточной частью, сэкономить электроэнергию, уменьшить износ сетки, повысить качество бумаги, обеспечивая своевременный контроль натяжения и правки сетки во время работы машины, при этом сохранив возможность ручной натяжки и правки.
В целом, внедрение синтетической сетки с гидропланками и МОЯ, а также внедрение автоматической сеткоправки и сетконатяжки позволило повысить качество бумажного полотна и передать на прессовую часть бумажное полотно с наиболее высокими свойствами, уменьшить длину сеточного стола, что экономит производственную площадь и сокращает время цикла, что ведёт к увеличению производительности газетной бумаги.
2.2 Технологические расчеты
2.2.1 Расчет возможной производительности буммашины
Цель любого технологического расчета – определение возможной производительности машины или какой-либо ее части по заданным параметрам или определение основных параметров (размеров) машины по заданной ее производительности. Ввиду сложности явлений, происходящих на сеточной части при формовании и обезвоживании бумажного полотна, до сих пор еще нет научно обоснованного технологического расчетасеточной части. Технологический расчет сеточной части основан на методе удельной производительности (так называемом съеме). Съемом называют количество воздушносухой бумаги, которое может быть получено с 1 м2
площади сеточного стола. Величина съема зависит от многих факторов; наиболее важными из них являются: скорость машины, свойства бумажной массы (композиция, концентрация и помол) и ее температура. Понижение степени помола, наличие в композиции коротковолокнистой, легко обезвоживающейся массы, повышение температуры массы — все эти факторы увеличивают скорость обезвоживания. Удельная производительность возрастает (до определенного предела) при увеличении вакуума и площади отсоса отсасывающих ящиков и гауча. Технология производства бумаги и конструкция бумагоделательных машин непрерывно совершенствуются, что приводит к увеличению удельных съемов на сеточной части [6]. Площадью сеточного стола принято считать площадь, определяемую необрезной шириной b (м)бумаги на накате и длиной l (м)сеточного стола (расстояние между осями грудного и нижнего вала гауча):
 (2.1) (2.1)

Возможная часовая производительность машины при u = 550 м/мин при съёме газетной бумаги k = 140 кгс/м2
×ч [6] равна
 (2.2) (2.2)

Часовая производительность машины равна
 (2.3) (2.3)
где b – необрезная ширина бумаги на накате,
м;
u – скорость, машины (скорость бумаги на накате), м/мин;
q– вес бумаги, г/м2
.

Длина сеточного стола современных бумагоделательных машин равна 8—20 м.
В нашем случае l = 13,58 м.
Длина сетки lc
на машинах без пересасывающего устройства в 2,15 — 2,25 раза больше длины сеточного стола. При наличии пересасывающего устройства длина сетки возрастает еще примерно на 2,5—3,5 м.
 (2.4) (2.4)

2.2.2 Ширина сетки и длина валов сеточной части
Ширина сетки бумагоделательной машины равна
 (2.5) (2.5)
где b – ширина бумаги на накате (необрезная ширина бумаги);
b0
– обрезная ширина бумаги (после обрезки кромок на продольно-резательном станке или бумагорезательной машине);
с – ширина обрезаемых кромок (обычно с = 20-25 мм);
а – ширина отсекаемых на гауче полосок – отсечек (обычно а = 25-50 мм);
d – ширина устройств для ограничения разлива массы по ширине сетки (при ограничительных планках d = 5-10 мм);
е – ширина свободных кромок сетки (обычно е = 20-50 мм);
e1
– общий процент усадки бумажного полотна на прессовой и сушильной частях машины, зависящий от вида вырабатываемой бумаги (ei
= 1,5-3% для бумаги с большим содержанием древесной массы, газетной бумаги).

В целях упрощения и унификации изготовлении сеток ширина их согласно ГОСТ 981-51 принята одинаковой независимо от вида вырабатываемой бумаги; для машин шириной 4200 мм ширина сеток равна 4700 мм.
Длина рабочей части валов сеточной части (грудного и сетковедущих) обычно больше ширины сетки на 100—150 мм(меньшая величина относится к более узким машинам). Длину перфорированной части отсасывающего вала гауча принимают равной ширине сетки или меньше этой ширины на 50 мм[6].
 (2.6) (2.6)

 (2.7) (2.7)

2.2.3 Расчет процесса формования и обезвоживания бумажной массы на ЭВМ
Расчет согласно чертежу общего вида (рисунок 2.12, кривая линия 1)
Исходные данные для расчета:
Число участков свободной фильтрации: 34
Число мокрых отсасывающих ящиков: 3
Число гидропланок: 31
Расстояние между обезвоживающими элементами:
0,17 0,09 0,12 0,235 0,235 0,22 0,235 0,235 0,22 0,235
0,235 0,22 0,235 0,235 0,22 0,235 0,235 0,22 0,235 0,235
0,087 0,085 0,085 0,085 0,085 0,087 0,085 0,085 0,085 0,085
0,761 0,06 0,4 0,05
Признаки:
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
3 3 3 3 3 3 3 3 3 3 3 4 4 4
Коэффициенты фильтрации:
0,0000512 0,0000512 0,0000512 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000105 0,0000105 0,0000105
Значения вакуума:
0,1 0,15 0,2
Значения углов:
0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 2 2 2 2 2 2 2 2 2 2
Ускорение силы тяжести, м2
/с: 9,81
Скорость сетки, м/с: 9,16
Концентрация обезвоженного слоя, %: 2,5
Концентрация промоя, %: 0,026
Начальная концентрация, %: 0,4
Высота слоя массы, м: 0,0137
Длина скошенной части гидропланки, м: 0,048
Расчет:
nпризнак высота слоя начальная
массы концентрация
0 3 0.0133 0.4102
1 3 0.0130 0.4193
2 3 0.0127 0.4292
3 3 0.0120 0.4520
4 3 0.0114 0.4764
5 3 0.0108 0.5024
6 3 0.0102 0.5305
7 3 0.0096 0.5607
8 3 0.0090 0.5929
9 3 0.0085 0.6277
10 3 0.0080 0.6652
11 3 0.0075 0.7053
12 3 0.0071 0.7487
13 3 0.0067 0.7954
14 3 0.0063 0.8453
15 3 0.0059 0.8994
16 3 0.0055 0.9575
17 3 0.0052 1.0196
18 3 0.0048 1.0865
19 3 0.0045 1.1581
20 3 0.0043 1.2294
21 3 0.0039 1.3346
22 3 0.0036 1.4483
23 3 0.0033 1.5700
24 3 0.0031 1.6988
25 3 0.0028 1.8327
26 3 0.0026 1.9688
27 3 0.0025 2.1028
28 3 0.0023 2.2295
29 3 0.0022 2.3421
30 3 0.0021 2.4405
31 4 0.0021 2.4558
32 4 0.0021 2.4937
33 4 0.0021 2.4992
Расчет согласно схеме (рисунок 2.11) с учётом предложений ф. Хайк (рисунок 2.12, кривая линия 2)
Исходные данные для расчета:
Число участков свободной фильтрации: 29
Число мокрых отсасывающих ящиков: 0
Число гидропланок: 29
Расстояние между обезвоживающими элементами:
0,06 0,06 0,06 0,06 0,06 0,06 0,24 0,06 0,06 0,06
0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,24 0,06 0,06
0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,24
Признаки:
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
3 3 3 3 3 3 3 3
Коэффициенты фильтрации:
0,0000512 0,0000512 0,0000512 0,0000512 0,0000512 0,0000512
0,0000512 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
Значения углов:
0,5 0,5 0,5 0,5 0,5 0,5 0,5 1 1 1 1 1 1 1 1 1 1 1 1,5 1,5
1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5
Ускорение силы тяжести, м2
/с: 9,81
Скорость сетки, м/с: 9,16
Концентрация обезвоженного слоя, %: 2,5
Концентрация промоя, %: 0,026
Начальная концентрация, %: 0,4
Высота слоя массы, м: 0,0137
Длина скошенной части гидропланки, м: 0,025
Расчет:
n признак высота слоя начальная
массы концентрация
0 3 0.0132 0.4129
1 3 0.0128 0.4265
2 3 0.0124 0.4406
3 3 0.0119 0.4553
4 3 0.0115 0.4707
5 3 0.0111 0.4867
6 3 0.0107 0.5068
7 3 0.0103 0.5256
8 3 0.0099 0.5453
9 3 0.0095 0.5661
10 3 0.0091 0.5878
11 3 0.0088 0.6107
12 3 0.0084 0.6347
13 3 0.0081 0.6600
14 3 0.0078 0.6866
15 3 0.0074 0.7145
16 3 0.0071 0.7439
17 3 0.0068 0.7796
18 3 0.0065 0.8187
19 3 0.0061 0.8602
20 3 0.0058 0.9044
21 3 0.0055 0.9513
22 3 0.0053 1.0010
23 3 0.0050 1.0538
24 3 0.0047 1.1097
25 3 0.0045 1.1689
26 3 0.0043 1.2314
27 3 0.0040 1.2972
28 3 0.0038 1.3735
Исходные данные для расчета (продолжение):
Число участков свободной фильтрации: 12
Число мокрых отсасывающих ящиков: 0
Число гидропланок: 12
Расстояние между обезвоживающими элементами:
0,087 0,087 0,087 0,087 0,087 0,087 0,06 0,087 0,087 0,087
0,087 0,087
Признаки:
3 3 3 3 3 3 3 3 3 3 3 3
Коэффициенты фильтрации:
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
Значения углов:
2 2 2 2 2 2 2 2 2 2 2 2
Ускорение силы тяжести, м2
/с: 9,81
Скорость сетки, м/с: 9,16
Концентрация обезвоженного слоя, %: 2,5
Концентрация промоя, %: 0,026
Начальная концентрация, %: 1,3735
Высота слоя массы, м: 0,0038
Длина скошенной части гидропланки, м: 0,032
Расчет:
n признак высота слоя начальная
массы концентрация
0 3 0.0035 1.4691
1 3 0.0033 1.5700
2 3 0.0031 1.6755
3 3 0.0029 1.7846
4 3 0.0027 1.8958
5 3 0.0026 2.0070
6 3 0.0025 2.1145
7 3 0.0023 2.2176
8 3 0.0022 2.3116
9 3 0.0022 2.3923
10 3 0.0021 2.4556
11 3 0.0021 2.4964 …
Расчет согласно кривой линии 3, рисунок 2.12
Исходные данные для расчета:
Число участков свободной фильтрации: 23
Число мокрых отсасывающих ящиков: 5
Число гидропланок: 18
Расстояние между обезвоживающими элементами
0,055 0,065 0,085 0,075 0,075 0,105 0,125 0,125 0,145 0,165
0,175 0,195 0,205 0,235 0,235 0,285 0,275 0,49 0,73 0,4
0,37 0,4 0,05
Признаки:
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 4 4
4 4 4
Коэффициенты фильтрации:
0,0000512 0,0000512 0,0000512 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000105 0,0000105 0,0000105 0,0000105 0,0000105
Значения вакуума:
0,2 0,2 0,275 0,3 0,3
Значения углов:
1 1 1 1,5 1,5 1,5 2 2 2 2,5 2,5 2,5 3 3 3 3 3 3
Ускорение силы тяжести, м2
/с: 9,81
Скорость сетки, м/с: 9,16
Концентрация обезвоженного слоя, %: 2,5
Концентрация промоя, %: 0,026
Начальная концентрация, %: 0,4
Высота слоя массы, м: 0,0137
Длина скошенной части гидропланки, м: 0,048
Расчет:
n признак высота слоя начальная
массы концентрация
0 3 0.0129 0.4224
1 3 0.0122 0.4468
2 3 0.0114 0.4737
3 3 0.0108 0.5012
4 3 0.0101 0.5310
5 3 0.0095 0.5640
6 3 0.0088 0.6052
7 3 0.0082 0.6505
8 3 0.0076 0.7010
9 3 0.0070 0.7632
10 3 0.0064 0.8328
11 3 0.0058 0.9112
12 3 0.0052 1.0069
13 3 0.0047 1.1153
14 3 0.0042 1.2369
15 3 0.0038 1.3735
16 3 0.0034 1.5234
17 3 0.0031 1.6908
18 4 0.0027 1.9418
19 4 0.0024 2.1231
20 4 0.0022 2.3149
21 4 0.0021 2.4783
22 4 0.0021 2.4990
Расчет согласно кривой линии 4, рисунок 2.12
Исходные данные для расчета:
Число участков свободной фильтрации: 34
Число мокрых отсасывающих ящиков: 3
Число гидропланок: 31
Расстояние между обезвоживающеми элементами :
0,17 0,09 0,12 0,235 0,235 0,22 0,235 0,235 0,22 0,235
0,235 0,22 0,235 0,235 0,22 0,235 0,235 0,22 0,235
0,235 0,3 0,085 0,085 0,085 0,085 0,3 0,085 0,085 0,085
0,085 0,335 0,06 0,4 0,05
Признаки:
3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
3 3 3 3 3 3 3 3 3 3 3 4 4 4
Коэффициенты фильтрации:
0,0000512 0,0000512 0,0000512 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000315 0,0000315 0,0000315 0,0000315 0,0000315
0,0000315 0,0000105 0,0000105 0,0000105
Значения вакуума:
0,1 0,15 0,2
Значения углов:
0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 2 2 2 2 2 2 2 2 2 2
Ускорение силы тяжести: 9,81
Скорость сетки: 9,16
Концентрация обезвоженного слоя: 2,5
Концентрация промоя: 0,026
Начальная концентрация: 0,4
Высота слоя массы: 0,0137
Длина скошенной части гидропланки: 0,048
Расчет
n признак высота слоя начальная концентрация
массы
0 3 0.0133 0.4102
1 3 0.0130 0.4193
2 3 0.0127 0.4292
3 3 0.0120 0.4520
4 3 0.0114 0.4764
5 3 0.0108 0.5024
6 3 0.0102 0.5305
7 3 0.0096 0.5607
8 3 0.0090 0.5929
9 3 0.0085 0.6277
10 3 0.0080 0.6652
11 3 0.0075 0.7053
12 3 0.0071 0.7487
13 3 0.0067 0.7954
14 3 0.0063 0.8453
15 3 0.0059 0.8994
16 3 0.0055 0.9575
17 3 0.0052 1.0196
18 3 0.0048 1.0865
19 3 0.0045 1.1581
20 3 0.0042 1.2363
21 3 0.0039 1.3420
22 3 0.0036 1.4563
23 3 0.0033 1.5786
24 3 0.0030 1.7078
25 3 0.0028 1.8494
26 3 0.0026 1.9855
27 3 0.0024 2.1189
28 3 0.0023 2.2442
29 3 0.0022 2.3547
30 3 0.0021 2.4459
31 4 0.0021 2.4661
32 4 0.0021 2.5180
Считается, что для получения качественного бумажного полотна изменение концентрации по ходу сетки должно подчинятся линейному закону [1].
Если характер изменения концентрации не подчиняется линейному закону, то необходимо изменить расстояние между гидропланками и МОЯ. Данную задачу обычно решают графическим способом, для чего спрямляют полученную кривую и находят новые положения гидропланок и МОЯ [4].
Другими методами изменения концентрации могут быть: изменение углов наклона гидропланок, замена части гидропланок на МОЯ, повышение вакуума в МОЯ.
Из графика на рисунке 2.12 мы видим, как протекает процесс формования и обезвоживания бумажного полотна. Чтобы процесс формования и обезвоживания протекал нормально, необходимо, чтоб изменение концентрации бумажной массы по длине формования стремилось к линейной зависимости. Поэтому, построив график по результатам расчета, можно судить о степени конструктивного и технологического совершенства участка формования и обезвоживания и внести при необходимости скорректированные значения величин, которые, как уже указывалось, могут повлиять на степень изменения концентрации бумажной массы по длине формования.
Из графика на рисунке 2.12 видно, что кривая линия 1 расположена сначала ниже прямой линии (бумажная масса обезвоживается на грудной доске и 6 ящиках с 3-мя гидропланками), затем поднимается вверх, уходя за прямую линию и достигает концентрации бумажной массы 2.4992% (обезвоживаясь на 2 ящиках с 5-тью гидропланками и на 3 МОЯ). Возрастание кривой в последнем случае, объясняется тем, что интенсивность обезвоживания на ящиках с 5-ью гидропланками и МОЯ выше.
Из этого же графика видно, что кривая линия 2 уходит интенсивно вверх от прямой линии, т. е. она достигает уже концентрации бумажной массы 2.4964% обезвоживаясь на 41 гидропланке. Отклонение от прямой линии, к которой необходимо стремится большое, поэтому расположение гидропланок на БДМ №2 предложенное ф. Хайк на мой взгляд является нецелесообразным, несмотря на то, что при частом расположении гидропланок уменьшается провал волокна под сетку и уменьшается провисание сетки. Т. к. гидропланки расположены часто, обезвоживание массы возрастает. Слишком быстрое обезвоживание массы не позволяет бумаге полностью пройти процесс формования полотна. Это отрицательно сказывается на структуре бумаги.
Также из графика видно, что кривая линия 3 сосредоточена в верхней части над прямой линией и процесс обезвоживания и формования протекает более плавно по сравнению с предыдущими графиками. На 18 гидропланках линия постепенно возрастает, затем с переходом на МОЯ немного снижается и достигает концентрации бумажной массы 2.499%.
От хаотичного расположения гидропланок ящики получатся разные: с разными размерами и разным количеством гидропланок, что на заводе-изготовителе потребует большего времени, т. к. необходим индивидуальный подход, соответственно стоимость таких ящиков повысится.
Имеется много свободного места между МОЯ, в связи с чем сетка больше провисает и ведёт к быстрому её износу.
На графике еще имеется кривая линия 4, видоизмененная кривая 1. Изменив расстояние между ящиками с 5-ю гидропланками и МОЯ, кривая плавно возрастает после ящиков с 3-мя гидропланками и достигает концентрации бумажной массы 2.518%.
Исходя из вышесказанного наиболее эффективней, с меньшими затратами и лучшим удобством расположения формующих и обезвоживающих элементов, использовать расположение согласно (кривая линия 4, рисунок 2.12).
3. Конструкторская часть
3.1 Расчет конструктивных параметров ящика с гидропланками и мокрого отсасывающего ящика
3.1.1 Расчёт ящика с гидропланками
Корпуса ящиков обычно изготавливают сварными из нержавеющей листовой стали Х18Н9Т толщиной от 6 до 12 мм. Ящики опираются на балки сеточного стола с помощью кронштейнов, приваренных к торцевым крышкам ящика. Положение ящика по высоте для обеспечения контакта с сеткой можно регулировать установочными винтами с гайками.
Сечение корпуса ящика представляет собой основной несущий элемент треугольной формы, к которому по длине ящика приварены рёбра жёсткости. К рёбрам с обеих сторон приварены боковые накладки из листовой стали, как показано на рисунке 3.1.

Рисунок 3.1 – Поперечное сечение корпуса ящика
Для определения осевых моментов инерции и сопротивления поперечного сечения ящика необходимо разбить сечение на отдельные геометрические фигуры, положение центра тяжести и момент инерции которых известен. Составное сечение ящика содержит вертикальные и наклонные прямоугольники [4].

Рисунок 3.2 – Схема сечения горизонтального кольцевого сектора
Определяем площадь сечения кольцевого сектора в соответствии с рисунком 3.2
 (3.1) (3.1)
где r – радиус кольцевого сектора, r = 0,028м;
δ – толщина полосы, δ = 0,006м;
a = p·a°¤180 (3.2)
a = 3,14·60¤180 = 1,05 рад.

Определяем положение центра тяжести и координаты крайних точек сечения
 (3.3) (3.3)
 (3.4) (3.4)

Определяем момент инерции относительно оси Х-Х для горизонтального кольцевого сектора согласно рисунку 3.2
 (3.5) (3.5)

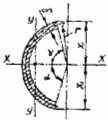
Рисунок 3.3 – Схема сечения вертикального кольцевого сектора
Определяем координаты крайних точек сечения и момент инерции относительно оси Х-Х для вертикального кольцевого сектора по рисунку 3.3
 (3.6) (3.6)

 (3.7) (3.7)


а – вертикальная полоса; б – наклонная полоса
Рисунок 3.4 – Схема сечения прямоугольной полосы
Определяем площадь и момент инерции сечения вертикальной прямоугольной полосы согласно рисунку 3.4а
 (3.8) (3.8)
где h – высота полосы, м.
 (3.9) (3.9)




Определяем площадь и момент инерции сечения наклонной прямоугольной полосы согласно рисунку 3.4б
 (3.10) (3.10)
где l – длина полосы, м.
 (3.11) (3.11)






Определяем координату центра тяжести сечения ящика
 (3.12) (3.12)
где с1
…с7
– расстояние от центров тяжести отдельных геометрических фигур до начала координат, м;
F1
…F7
– площади соответствующих фигур сечения, м2
.

Определяем осевой момент инерции сечения ящика
 (3.13) (3.13)

где y1
…y7
– расстояние от центров тяжести соответствующих фигур сечения ящика от нейтральной оси, м.




Определяем момент сопротивления сечения ящика
 (3.14) (3.14)
Определяем вертикальную нагрузку, действующую на ящик
 (3.15) (3.15)
где Jя
– сила тяжести ящика, Н;
qc
– распределительная нагрузка на ящик от массы с сеткой, Н/м (для расчёта принимается 100 Н/м);
B – длина рабочей части ящика, м.
Сила тяжести ящика с 3-мя гидропланками: Jя с 3г
= 6239Н; ящика с 5-ью гидропланками: Jя с 5г
= 6886Н
Расчёт ведём по наибольшему значению Jя
: Jя
= 6886Н

С расчётной точки зрения корпус ящика будет представлять собой балку на двух опорах, нагруженную равномерно распределительной нагрузкой по длине рабочей части корпуса (рисунок 3.5)
Так как нагрузка симметричная, реакции опор равны между собой
 (3.16) (3.16)
где q0
– интенсивность равномерно распределённой нагрузки, Н/м.

Рисунок 3.5 – Схема нагружения корпуса ящика
q0
= P / B (3.17)
q0
= 7381 / 4,95 = 1491Н/м

По найденному значению опорных реакций производится расчёт кронштейнов ящика.
Ящик крепится к продольным балкам сеточного стола по средствам кронштейнов.
Определяем площади соответствующих фигур сечения кронштейна согласно рисунку 3.6
F1
= 0,012×0,2 = 0,0024 м2
F2
= 0,004×0,03 = 0,00012 м2
F3
= 0,006×0,07 = 0,00042 м2
F4
= 0,008×0,1 = 0,0008 м2
F5
= 0,014×0,045 = 0,00063 м2
F6
= 0,012×0,062 = 0,000744 м2
F7
= 0,5×0,012×0,016 = 0,000096 м2

Рисунок 3.6 – Схема сечения кронштейна ящика
Определяем координату центра тяжести сечения кронштейна

Определяем момент инерции кронштейна



Определяем момент сопротивления сечению кронштейна
 (3.18) (3.18)
где l – расстояние между опорами ящика, l = 5,28м.
Определяем изгибающий момент, действующий на кронштейн
 (3.19) (3.19)
lк
– вылет кронштейна, lк
= 0,175м.

Определяем напряжение возникающее в сечении кронштейна
 (3.20) (3.20)
Определяем коэффициент запаса прочности:
 (3.21) (3.21)
где σт
- предел текучести стали, для стали Х18Н9Т σт
= 200 МПа.
Сечение кронштейна удовлетворяет условию прочности.
Определяем максимальный изгибающий момент в среднем сечении ящика
 (3.22) (3.22)

Определяем напряжение изгиба в этом сечении
 (3.23) (3.23)
Определяем коэффициент запаса прочности по пределу текучести
Сечение ящика удовлетворяет требованиям прочности.
Конструкция ящиков должна быть достаточно жёсткой во избежание стекания массы к середине сетки. Определяем абсолютный прогиб рабочей части ящика по середине пролёта
 (3.24) (3.24)
где Е – модуль упругости стали, Е = 2,1 · 106
· 105
Н/м2
.

Относительный прогиб рабочей части не должен превышать:

 (3.25) (3.25)

Сечение ящика удовлетворяет требованиям жёсткости.
3.1.2 Расчёт мокрого отсасывающего ящика
Определяем количество воды, отводимой из полотна бумаги одним отсасывающим ящиком
 (3.26) (3.26)
где B – ширина бумажного полотна, В = 4,2м;
Vс
– скорость сетки, Vс
= 9,16 м/с;
h2
– высота слоя воды, удаляемой из полотна одним отсасывающим ящиком, м.
 (3.27) (3.27)
где Vср.ф
– предельно допустимая средняя скорость фильтрации, м/с;
t – время, в течении которого происходит процесс обезвоживания и формования на МОЯ, с.
 (3.28) (3.28)
где Lж
– живое сечение МОЯ, м.
 (3.29) (3.29)
где BМОЯ
– ширина МОЯ, м.


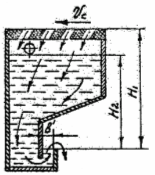
Рисунок 3.7 – Схема движения воды в мокром отсасывающем ящике
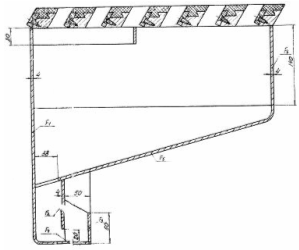
Рисунок 3.8 – Поперечное сечение МОЯ
Для МОЯ со встроенным гидрозатвором определяем площадь сечения, необходимого для удаления воды из ящика
 (3.30) (3.30)
где B – ширина щели гидрозатвора, м;
l – длина щели, м.

Определяем площади соответствующих фигур сечения ящика согласно рисунку 3.8
F1
= 0,004×0,36 = 0,00144 м2
F2
= 0,004×0,084 = 0,000336 м2
F3
= 0,004×0,046 = 0,000184 м2
F4
= 0,004×0,084 = 0,000336 м2
F5
= 0,004×0,415 = 0,00166 м2
F6
= 0,004×0,146 = 0,000584 м2
F7
= 0,004×2×1,05×0,012 = 0,0001 м2
F8
= 0,004×2×1,05×0,02 = 0,000168 м2
Определяем координату центра тяжести сечения ящика


Определяем момент инерции сечения ящика




Определяем момент сопротивления сечения ящика:
 (3.31) (3.31)

Определяем усилие от массы воды в ящике
 (3.32) (3.32)
где H – высота слоя воды в ящике, м;
δ – ширина ящика, м;
Lя
– длина ящика, м;
γ – плотность воды, γ = 1000 кг/м3
;
g – ускорение свободного падения, м/с2
.

Определяем нагрузку на ящик от вакуума в нём
 (3.33) (3.33)
где Fжив
– живое сечение ящика, м2
;
Pвак
– величина вакуума в ящике, Па.

Определяем суммарную вертикальную нагрузку, действующую на ящик
P = Jя
+ Jв
+ Qвак
, (3.34)
где Jя
– усилие от массы мокрого отсасывающего ящика, Н.
P = 8600 + 8415 + 5280 = 22295Н
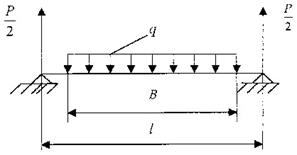
Рисунок 3.9 – Схема нагружения корпуса МОЯ
Определяем абсолютный прогиб рабочей части ящика посередине пролёта в соответствии с рисунком 3.9

Для МОЯ относительный прогиб рабочей части ящика должен находиться в пределах:
Определяем изгибающий момент в середине пролёта ящика

Определяем напряжение от изгибающего момента
Определяем коэффициент запаса прочности по пределу текучести:
Поперечное сечение корпуса мокрого отсасывающего ящика удовлетворяет требованиям прочности и жёсткости.
Ящик крепится к продольным балкам сеточного стола посредством кронштейнов.
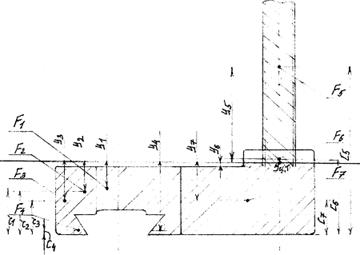
Рисунок 3.10 – Схема сечения кронштейна ящика
Определяем площади соответствующих фигур сечения кронштейна согласно рисунку 3.10
F1
= 0,018×0,036 = 0,000648 м2
F2
= 0,018×0,04 = 0,00072 м2
F3
= 0,016×0,056 = 0,000896 м2
F4
= 0,005×0,016 = 0,00008 м2
F5
= 0,14×0,028 = 0,00392 м2
F6
= 0,014×0,06 = 0,00084 м2
F7
= 0,056×0,114 = 0,006384 м2
Определяем координату центра тяжести сечения кронштейна


Определяем момент инерции кронштейна



Определяем момент сопротивления сечению кронштейна

Определяем изгибающий момент, действующий на кронштейн

Определяем напряжение возникающее в сечении кронштейна
Определяем коэффициент запаса прочности:
Сечение кронштейна удовлетворяет условию прочности.
3.2 Расчет сетконатяжки
3.2.1 Расчёт сетконатяжного вала
Все валы должны обладать высокой динамической уравновешенностью и минимальным прогибом. Валы, относящиеся к группе поддерживающих или направляющих (сетковедущие и др.), кроме того, должны иметь минимальный вес, так как в большинстве своём приводятся во вращение сеткой.
Валы бумагоделательных машин рассчитывают на прочность, жёсткость и критическую скорость.
При расчёте валов на прочность учитываются следующие силовые факторы: собственный вес вала, равнодействующая сил натяжения сетки. Собственный вес вала, пренебрегая наличием патронов и цапф, можно считать нагрузкой равномерно распределённой по длине вала (ошибка при этом не превышает 2-5 %) [13].
Натяжение сетки по мере её удлинения должно поддерживаться примерно постоянным. Для этого устанавливают механизм натяжения, расположенный на нижней, нерабочей ветви. Механизм состоит из сетковедущего валика, охватываемого сеткой на 10-30°, который может перемещаться в вертикальной плоскости.
Разность натяжения обеих ветвей сетки, равная усилию, необходимому для преодоления трения в опорах вала, незначительна и ею также можно пренебречь [6].
По конструкции сетконатяжной вал представляет собой стальную трубу, по концам которой запрессованы стальные патроны, в которые запрессованы стальные цапфы.
Наружная поверхность вала облицована твёрдой резиной с целью предохранения от коррозии. Сетконатяжной вал установлен на рычагах, которые с одной стороны закреплены с помощью шарнира к продольным балкам сеточного стола, а с другой – к устройству для их перемещения.
Исходные данные для расчёта (рисунок 3.11)
Наружный диаметр вала (по резине): D = 0,38 м
Наружный диаметр трубы вала: D1
= 0,362 м
Внутренний диаметр трубы вала: d = 0,335 м
Диаметр цапфы (сечение I-I): d1
= 0,07 м
Диаметр цапфы (сечение II-II): d2
= 0,08 м
Расстояния: а1
= 0,1 м; а2
= 0,215 м
Вес вала с рычагами: P = 8,6 кН
Материал трубы и цапф вала: сталь 35
Модуль упругости стали: Е = 2×108
кН/м2
.

Рисунок 3.11 – Расчётная схема сетконатяжного вала
Определение расстояния между опорами вала (рычагами)
Расстояние между опорами вала определяется в зависимости от ширины сетки
L = bс
+ 0,58 (3.35)
L = 4,7 + 0,58 = 5,28 м
Расчёт на прочность рубашки вала
Расчет на прочность цилиндра вала заключается в определении максимального напряжения от изгибающего момента, действующего в опасном сечении, и его сравнения с допустимым напряжением для материала, из которого изготавливается корпус вала.
Определяем максимальный изгибающий момент посередине длины вала
 (3.36) (3.36)

Определяем момент сопротивления поперечного сечения вала
 (3.37) (3.37)

Определяем наибольшие напряжения в этом сечении
 (3.38) (3.38)

Учитывая важное значение сетконатяжного вала сеточной части и необходимость обеспечения его надёжной работы в условиях знакопеременных нагрузок, допускаемое напряжение для стальных валов принимают от 2×105
до 6×105
кН/м2
, что больше расчётного.
Расчёт на жёсткость рабочей части вала
Расчет валов на жесткость заключается в определении величины абсолютного или относительного прогиба от действующих нагрузок и его сравнение с допустимым значением, пределы которого для различных валов приведены в таблице 13 [13] приложения.
Определяем момент инерции сечения трубы вала
 (3.39) (3.39)

Определяем прогиб рабочей части вала в середине пролёта
 (3.40) (3.40)

Определяем относительный прогиб
 (3.41) (3.41)
Допускаемый относительный прогиб рабочей части вала
 (3.42) (3.42)
Расчётное значение прогиба рабочей части вала удовлетворяет требованиям жёсткости.
Проверка вала на критическое число оборотов
Расчет валов на критическую скорость заключается в определении критической угловой скорости продольных колебаний и ее сравнении с рабочей угловой скоростью.
Во избежание явления резонанса рабочая угловая скорость не должна превышать (0,6 - 0,8) от величины критической угловой скорости.
Общий прогиб вала, включая и прогиб цапф, под влиянием собственного веса определяется по выражению:
 (3.43) (3.43)
где a – коэффициент приведения жёсткости, равный отношению жесткости сечений рабочей части вала Е×I и жёсткости сечений цапф Е1
×I1
; в данном случае Е1
= Е.
 (3.44) (3.44)
 (3.45) (3.45)

Определяем критическую угловую скорость продольных колебаний
 (3.46) (3.46)
 1/с 1/с
Определяем рабочую угловую скорость:
 (3.47) (3.47)
 1/с 1/с
Отношение фактической скорости к критической
 (3.48) (3.48)
Рабочая угловая скорость находится в допускаемых приделах.
Расчёт цапф вала на выносливость
Расчет на прочность цапф вала заключается в расчете их на выносливость по длительно действующим нагрузкам с учетом режима нагружения. Опасные сечения в данном случае выбирают с учетом напряженности сечения цапфы и величины концентрации напряжений в этом сечении. В качестве возможных опасных сечений выбирают сечения, проходящие по галтелям, отверстиям, местам выхода шпоночных канавок и шлицев, по краю посаженной детали и т. д.
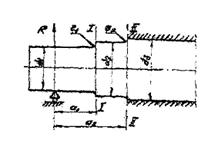
Рисунок 3.12 – Расчётная схема цапфы сетконатяжного вала
Ввиду симметричности нагружения вала (рисунок 3.11) реакции опор равны между собой.
Определяем реакцию одной опоры вала
 (3.49) (3.49)
Определяем изгибающий момент цапфы в сечении I-I от нагрузки R
 (3.50) (3.50)

Определяем момент сопротивления сечения I-I цапфы
 (3.51) (3.51)

Определяем номинальное напряжение изгиба цапфы в сечении I-I
 (3.52) (3.52)
Допустимый коэффициент концентрации для сечения I-I цапфы без технологического упрочения определяется по выражению
 (3.53) (3.53)
Для определения Ks
найдём отношения d2
/d1
и r1
/d1
,
где r1
– радиус галтели, принимаем равным 0,004 м.
sв
= 530 мН/м2
- для цапфы сталь 35;
Ks
= 1,71 – определяется по таблице 2 [13] приложения;
K = 1,07 – определяется по таблице 8 [13] приложения для вида обработки – обточка;
e0
= 0,75 – определяется по таблице 10 [13] приложения.
Определяем предел выносливости стали при изгибе с симметричным циклом
s-1
= 0,43×s, (3.54)
s-1
= 0,43×530 = 238 мН/м2
Определяем предел усталости цапфы в сечении I-I
 (3.55) (3.55)
Определяем запас прочности от предела усталости
 (3.56) (3.56)

[n] ³ 1,3 ¸ 1,5 (3.57)
В данном случае n > [n] следовательно, запас прочности цапфы вала в сечении I-I обеспечивается.
Расчёт сечения II-II производим аналогично приведённому выше.
Определяем изгибающий момент цапфы в сечении II-II от нагрузки R
 (3.58) (3.58)

Определяем момент сопротивления сечения II-II цапфы
 (3.59) (3.59)

Определяем номинальное напряжение изгиба цапфы в сечении II-II:
 (3.60) (3.60)
Определяем предел усталости цапфы в сечении II-II
[Ks
] = 2,46 – допустимый коэффициент концентрации напряжений для валов с посаженными деталями (таблица 7) [13].
Определяем запас прочности от предела усталости
 (3.61) (3.61)
В данном случае n > [n] следовательно, запас прочности цапфы вала в сечении II-II обеспечивается.
После проведения расчетов на прочность, жесткость и критическую скорость вала производим подбор подшипников, исходя из характера нагружения с учетом долговечности по коэффициенту работоспособности.
3.2.2 Подбор подшипников
Габариты подшипника выбираем по диаметру вала в месте посадки подшипника: dП
= 80 мм. Принимаем радиальные роликоподшипники с короткими цилиндрическими роликами [14]. Выбранные подшипники с их параметрами занесём в таблицу 3.1.
Таблица 3.1 – Параметры радиальных роликоподшипников с короткими цилиндрическими роликами
Обозначение
№подшипника
|
dП
, мм |
D, мм |
B, мм
ширина
|
Динамическая грузоподъёмность: С, кН |
Предельная частота вращения подшипников nпред
, мин-1
|
| 2316 |
80 |
170 |
39 |
79,5 |
3150 |
Проверка подшипников на долговечность
Проверим подшипник №2316
Cтр
< Cтабл
, (3.62)
где
C
тр
– динамическая грузоподъёмность, кН
Cтр
= Rэ
· L10
1/
a
, (3.63)
где Rэ
– радиальная нагрузка на подшипник (суммарная опорная реакция), Н;
a – показатель степени, для роликовых подшипников, a = 10/3;
L10
– долговечность в млн. об.
L10
=(С/Rэ
)a
, (3.64)
Rэ
= V · RS
· Кs
· Кт
, (3.65)
где V – кинематический коэффициент, при вращении внутреннего кольца подшипника, V = 1.
Кs
– коэффициент, учитывающий характер нагрузки, Кs
= 1.8.
Кт
– коэффициент, учитывающий влияние температуры на долговечность подшипника, при t < 100°C, Кт
= 1.
Определим долговечность подшипника в часах
 (3.66) (3.66)
где
L
10
h
– долговечность подшипника в часах;
n – частота вращения подшипника, мин-1
.
36 · 103
³L10
h
³ 10 · 103
часов. (3.67)
Rэ
= 1 · RS
· 1,8 · 1 = 4300 · 1,8 = 7740 Н
L10
=(79500/7740)10/3
= 2337 млн. об.
Cтр
= 7740· 23370,3
= 79315 Н
79315 < 79500

Условие (3.67) выполняется, следовательно, подшипники на вал можно установить.
3.2.3 Расчёт рычагов сетконатяжного вала
Сетка во время работы буммашины постепенно удлиняется, поэтому необходимо поддерживать её постоянное натяжение. Для этого устанавливают механизмы прижима сетконатяжного вала к сетке.
Конструктивно механизмы прижима объединяют с механизмами подъёма сетконатяжного вала, необходимых для подъёма валов при смене сетке и остановке машин. Наибольше распространение получила конструкция пневматического подъёма-прижима сетконатяжного вала.
Плечи рычага: а = 1,2 м, с = 0,95 м (рисунок 3.13).
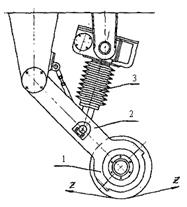
1 – сетковедущий вал; 2 – рычаг; 3 – винт
Рисунок 3.13 – Механизм прижима, подъёма сетконатяжного вала
Определяем усилие прижима вала к сетке, необходимое для поддержания сетки в постоянном натяжении в соответствии с рисунком 3.13.
 (3.68) (3.68)
где q = 5 кН/м [4] – линейное давление между валом и сеткой.

Определяем усилие на штоке механизма прижима
 (3.69) (3.69)
где h - коэффициент полезного действия, учитывающий потери на трение в шарнирах и уплотнениях механизмов, изменяется от 0,7 до 0,9, принимаем h = 0,85.
Определяем усилие на штоке, необходимое для подъёма сетконатяжного вала
 (3.70) (3.70)
По усилию прижима Pпр
на штоке механизма прижима производим расчёт рычага сетконатяжного вала.
Определяем максимальный изгибающий момент, действующий на рычаг в сечении I-I, согласно рисунку 3.13
 (3.71) (3.71)


Рисунок 3.14 – Поперечное сечение рычага
Определяем момент инерции рычага в опасном сечении
 (3.72) (3.72)
Определяем момент сопротивления сечения
 (3.73) (3.73)
Определяем напряжение изгиба
 (3.74) (3.74)

Материал рычага – чугун марки СЧ 18-36 с пределом прочности на изгиб sви
= 360 МПа.
Определяем коэффициент запаса прочности по пределу прочности на изгиб
 (3.75) (3.75)
где K – коэффициент понижения напряжений, принимаем K = 1.
[n] ³ 1,5 (3.76)
В данном случае n > [n] следовательно, запас прочности рычага в сечении I-I обеспечивается.
4. Монтаж, ремонт и техническая эксплуатация сеточной части БДМ
4.1 Монтаж сеточной части
Сеточная часть машины с завода-изготовителя на строительство поступает в разобранном виде, отдельными деталями и максимально укрупненными транспортабельными блоками. Монтаж сеточной части производят по монтажно-установочным чертежам, техническим условиям завода-изготовителя.
При монтаже машины на беспазовых фундаментных шинах предварительно устанавливают, тщательно выверяют узлы и части машины, по отверстиям основания станины размечают отверстия на верхних обработанных плоскостях шин. Затем освобождают шины от установленного оборудования, размечают центры отверстий, керном выбивают их, высверливают отверстия на всю толщину шины и нарезают в них резьбу. Из отверстия после нарезания резьбы удаляют сжатым воздухом пыль, бетонную мелочь и стружку. На фундаментные шины вновь устанавливают, окончательно выверяют и закрепляют узлы и части машины.
Схема основных операций технологического процесса сборки сеточной части машины на проектном месте следующая: установка первого вала (как правило, гауч-вала); монтаж станины сеточного стола; монтаж грудного вала; монтаж сетковедущих валов; монтаж отсасывающих ящиков и других деталей.
С завода-изготовителя гауч-вал поступает в собранном виде.Гауч-вал в сборе с подшипниками устанавливают предварительно по рискам на шинах, рабочую поверхность цилиндрической части располагают симметрично и перпендикулярно центральной оси машины, выверяют на горизонтальность и фиксируют после тщательной выверки контрольными штифтами. В дальнейшем гауч-вал принимают за базовый вал монтажа машины.
На фундаментные плиты гауч-вал со стойками и подшипниками устанавливают при помощи отвесов, спущенных с поперечной осевой линии против торцов цапф. Вал со стойками передвигают и устанавливают таким образом, чтобы струны отвесов были расположены против центров цапф указанного выше вала. Горизонтальность вала выверяют уровнем, устанавливаемым непосредственно па цилиндрической поверхности вала, причем, поворачивая цилиндр, уровень ставят в различных мостах по окружности вала [15].
Установку гауч-вала производят также способом перпендикулярной установки вала к продольной осевой линии машины.
Такую установку производят при помощи стрелы, состоящей из деревянного бруска, изготовленного из сухого дерева (длиной 2—3 м,
толщиной 5 см), и металлической пластинки с прорезью (ширимой 1,5 мм, длиной до 30 мм), укрепленной на конце бруска. Стрелу при помощи вспомогательного бруска и болтов закрепляют посередине вала (рисунок 4.1) [16].
С продольной осевой линии машины по обе стороны гауч-вала опускают отвесы, вески которых для устранения качания нити погружают в ведра с водой (маслом). Стрелу закрепляют на валу в положении, при котором струна отвеса займет в прорези планки центральное положение.
При повороте вала вместе с закрепленной стрелой на 180º вторая струна отвеса также должна располагаться в центре прорези металлической планки. Если это не достигнуто, необходимо перемещением одной из стоек установить вал таким образом, чтобы струны отвеса в обоих случаях проходили посередине прорези.
Чтобы не повторять выверки вала при повторной его установке (ревизии вакуумных камер, ремонте и т. п.), положениестоек (рам) и подшипников, закрепленных после окончательной выверки гауч-вала, фиксируют контрольными штифтами или глубокими рисками, нанесенными на фундаментных шипах и опорных плитах стоек, на подушках стоек (рам) и на плитах корпусов подшипников.
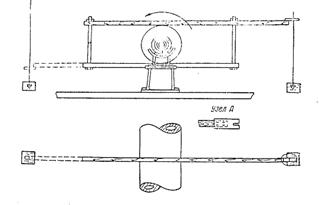
Рисунок 4.1 – Проверка перпендикулярности оси вала к продольнойоси машины
Отсасывающий гауч-вал поступает упакованным в деревянномящике в сборе с корпусами подшипников и рубашкой в том же положении, в котором он должен быть установлен на машину. Гауч-вал по указаниюпоставщика следует стропить за его корпус ленточными стропами возможно ближе к его концам. При применении стропа из троса бронзовый корпус вала защищают от возможных повреждений, проложив между корпусомвала и стропом твердую резину или толстое сукно. При подъеме из упаковочного ящика собранного узла гауч-вала в сборе с корпусами подшипников, чтобы последние не могли бы изменить своего положения, необходимо их прикрепить к корпусу вала или застропнть отдельно к тому же подъёмному крюку, к которому подвешен корпус вала.
Рекомендуется иметь специальную траверсу, при помощи которой можно было бы производить монтаж как гауч-вала не только в период монтажа машины, но и в будущем, когда понадобится произвести замену вала во время планово-предупредительного ремонта машин.
Для сеточной части машин, в которых гауч-вал консольно крепится к балкам станины, установку и выверку вала производят после монтажа станины. Корыта гауч-вала временно подвешиваются па уровне фундаментных шин под валом. Установка в рабочее состояние производится после выверки валов.
Монтаж станин сеточной части начинают с установки опор под поперечные балки. Опоры (стойки) выверяют по рискам на шинах и закрепляют; устанавливают поперечные балки, выверяют их так, чтобы оси балок располагались перпендикулярно центральной оси машины в пределах заданных допусков на монтаж станины сеточной части. После выверки производят крепление к опорным стойкам. Продольные балки устанавливают на поперечные и выверяют их относительно главных монтажных осей и на горизонтальность. Контролируют установку балок замерами по диагонали. Равенство диагоналей свидетельствует о том, что станина (рисунок 4.2) собрана правильно. Положение балок в горизонтальной плоскости проверяют уровнем.
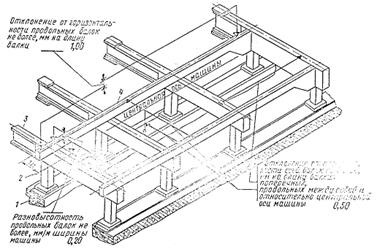
1 – шина; 2– опора (стойка); 3– поперечная балка; 4– продольная балка
Рисунок 4.2 – Схема станины с основными контролируемыми монтажно-установочными размерами и допуски на монтаж
При необходимости прогиб балок в середине пролета компенсируют при помощи винтовых домкратов. Винтовые домкраты устанавливают на фундаментные шины и выверяют их по опорным подушкам, закрепленным на нижних плоскостях продольных балок. После выверки балки закрепляют и устанавливают поперечные связи. Результаты замеров заносят в соответствующий формуляр.
Сетковедущие валы устанавливают по рискам на шинах; валы, закрепляемые на продольных балках стола, – по рискам, нанесённым при контрольной сборке на заводе-изготовителе. Окончательную выверку валов на горизонтальность производят уровнем, на параллельность – микрометрическим штихмассом или рулеткой в обхват по концам. Выверку валов производят последовательно друг за другом начиная от гауч-вала.
Сеткоповоротный ведущий вал устанавливают на шины согласно проектным размерам и выверяют относительно продольной оси машины, а также проверяют параллельность его гауч-валу и горизонтальность.
Монтаж сетконатяжки с механическим приводом производят в следующей последовательности: устанавливают червячные редукторы и закрепляют их на кронштейны к боковым плоскостям продольных балок, при этом редуктор с квадратом на червячном валу для ручного привода закрепляют на балке лицевой стороны; устанавливают поперечный вал, соединяющий цапфы редукторов; устанавливают узлы опорных кронштейнов в сборе с поворотными рычагами-опорами вала и закрепляют их на продольных балках; собирают шарнирные соединения подъемных винтов редукторов с поворотными рычагами; устанавливают сетковедущий вал в сборе с подшипниковыми узлами и кронштейнами для спрысков и шаберов в гнезда поворотных рычагов и закрепляют болтами крышки рычагов; выверяют вал на горизонтальность с помощью редукторов на приводной и лицевой сторонах, выверку производят в крайних положениях по высоте над шинами; устанавливают промежуточный валик, соединяющий червячные валы редукторов на лицевой и приводной сторонах; окончательно выверяют вал на горизонтальность и параллельность.
Монтаж подъемного вала производят в следующем порядке: устанавливают узлы опорных кронштейнов в сборе с осью и поворотными рычагами – опорами вала и закрепляют их кпоперечной балке; устанавливают гидроцилиндры и закрепляют их к продольным балкам; закрепляют на продольных балках кронштейны с направляющими роликами для канатов; заводят канаты на направляющие ролики и собирают шарнирные соединения канатов со штоками гидроцилиндров и поворотными рычагами; устанавливают сетковедущий вал в сборе с подшипниковыми узлами и кронштейнами для шаберов в гнезда поворотных рычагов и закрепляют болтами крышки рычагов; выверяют вал на горизонтальность путем регулировки длины канатов с помощью стяжных муфт на приводной и лицевой сторонах, выверку производят в крайних положениях по высоте над шинами; окончательно выверяют вал на горизонтальность и параллельность; устанавливают и закрепляют на шинах опорные стойки сетковедущего вала; опускают сетковедущий вал и закрепляют поворотные рычаги на стойках.
Монтаж сеткоправильного валика производят в следующей последовательности: устанавливают на шины ручную и автоматическую сеткоправки и закрепляют; ручную сеткоправку устанавливают с лицевой стороны; устанавливают каретки ручной и автоматическойсеткоправки в среднее положение; устанавливают сетковедущий вал на каретки сеткоправок; окончательно выверяют вал на горизонтальность и параллельность.
Устанавливают и закрепляют все шабера, спрыски и другие устройства, монтируемые под корытами водосборного устройстваподсеточной воды. Особое внимание должно быть уделено выверке шаберов. Выверку шаберов сстконатяжных и подъемных валов осуществляют с помощью специальных регулировочных тяг.
Правильность прилегания ножа шабера к валу (угол наклона,горизонтальность и параллельность оси вала) проверяют с помощью шаблонов, специальных уровней или на просвет. Для исправления прилегания ножа в соответствующих местах устанавливают прокладки из фольги между держателем и корпусом шабера. При выверке механизм возвратно-поступательного движении шабера должен находиться в среднем положении.
Механизм отвода шабера от вала собирают после штифтовки опор шаберов. В процессе сборки регулируют длину канатов так, чтобы они не были натянуты в рабочем положении шабера, а в отведенном положении – выдержан установочный зазор. После монтажа все шаберы отводят от валов и стопорят.
Грудной вал с механизмом подъема-опускания монтируют в следующей последовательности: собирают шарнирные соединения седловин грудного вала с продольными балками стола; устанавливают седловины в рабочее положение и закрепляют их к стопкам напорного ящика; опускают грудной вал в сборе с подшипниковыми узлами на седловины и с помощью регулировочных винтов устанавливают его в среднее положение; выверяют вал на горизонтальность и параллельность гауч-валу и закрепляют. Горизонтальность вала проверяют уровнем, перпендикулярность относительно продольной оси машины - специальной стрелой. Дальнейший порядок работы зависит от типа механизма подъёма-опускания.
В нашем случае механизм подъёма-опускания – гидравлический (рисунок 4.3), поэтому далее устанавливают гидроцилиндры со сборкой шарнирных соединений корпусов цилиндров с проушинами на боковых плоскостях продольных балок стола и штоков цилиндров с проушинами на седловинах грудного вала и последующей регулировкой хода штоков.
Грудной вал со стойками и подшипниками устанавливают на место и проверяют перпендикулярность его оси к продольной осевой линии машины или параллельность по отношению к базовой оси с помощью отвесов (рисунок 4.4).
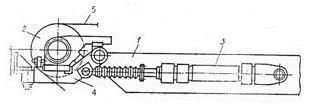
1 – продольная балка стола; 2 – грудной вал; 3 – гидравлический цилиндр; 4 – седловина; 5 – сетка
Рисунок 4.3 – Гидравлический механизм подъёма-спуска грудного вала
С грудного вала (А)
и базовой оси (В)
на одинаковых расстояниях от их торцов с обеих сторон монтируемой машины опускают отвесы 1
и 2.
Оси этих валов между собой будут параллельны при равных расстояниях между отвесами, замеренных по установленной в горизонтальной плоскости линейке.
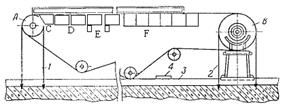
А – rpудной вал; В–гауч-вал; C –
грудная доска; D –
ящики с гидропланками; E – МОЯ; F – СОЯ; 1, 2 – отвесы; 3 – проверочная линейка; 4 –
уровень
Рисунок 4.4 – Проверка оcей грудного вала, грудной доски, ящиков с гидропланками, отсасывающих ящиков (МОЯ и СОЯ)
Работу механизма подъёма-опускания вала проверяют вручную.
Отсасывающие ящики устанавливают параллельно грудной доске и ящикам с гидропланками, располагая их верхние плоскости на одной высоте с ними. Каждый отсасывающий ящик может быть перемещен по высоте посредством установочных винтов.
Далее устанавливают грудную доску (формующий ящик), ящики с гидропланками и отсасывающие ящики (МОЯ и СОЯ). Грудную доску и ящики с гидропланками выверяют на параллельность от грудного вала, а отсасывающие ящики – от гауч-вала. При предварительной установке ящиков по высоте оставляют запас 1 – 1,5 ммпод шлифовку планок [17].
Окончательно выверку по высоте производят в пусковой период после установки планок. При этом верхние плоскости ящиков должны быть горизонтальными и на одной высоте с валами.
Затем устанавливают электродвигатели привода и выверяют их концы с концами валов гауча и сеткоповоротного вала на соосность и горизонтальность.
Нажимные приспособления для консольного вывешивания валов (гауч-вала, сеткоповоротного вала) обычно поступают в монтаж в собранном виде. Монтируют их в следующей последовательности: мостовым краном надвигают приспособление на цапфу вала с приводной стороны и устанавливают в проектное положение; особое внимание уделяют установке приспособления по высоте и оси вала. При пробном подъеме вала регулируют винт ограничения подъема, расположенный под приводной цапфой вала. Между приводной цапфой и боковыми установочными винтами оставляют зазоры 5 мм, чтобы ограничить колебания вала при консольном вывешивании. Прижимное устройство регулируют в боковом направлении так, чтобы при подъеме вал не смещался в сторону.
Мостки обслуживания монтируют параллельно со столом, чтобы обеспечить нормальные условия работы монтажников.
Результаты выверки валов сеточной части заносят в соответствующий формуляр.
После окончания монтажа валов и прочих узлов консольного стола консольные части поперечных балок притягивают к фундаментам (на приводной стороне).
С помощью гидравлических домкратов, встроенных в стойки, приподнимают концы балок на лицевой стороне и вынимают съемные детали (подушки). Опускают домкраты в исходное положение. В вывешенном положении стола от выбранных ранее точек повторно производят измерения. По разности результатов измерений вычисляют величину прогиба для концов поперечных балок. Если фактический, прогиб балок превышает допустимый, указанный в установочном чертеже, его регулируют путем затяжки гаек на консольных частях балок приводной стороны.
Величину допустимого прогиба задают одинаковой, независимо от действующих нагрузок и линейных размеров поперечных балок.
Последовательность затяжки гаек следующая: с помощью гидравлических домкратов концы балок на лицевой стороне приподнимают на 5 мм выше проектного положения; устанавливают съёмные детали и стальные пластины, толщина которых соответствует образовавшемуся зазору между поперечной балкой и съемной деталью; опускают домкраты и производят затяжку гаек; производит вывешивание балок и контролируют величину прогиба по концам. Операции повторяют до тех пор, пока прогиб достигнет заданной величины.
Для схемы с жестким креплением поперечных балок к стойкам приводной и лицевой сторон порядок работ следующий: с помощью съемных гидравлических домкратов, имеющихся в комплекте машины, приподнимают концы поперечных балок на лицевой стороне приблизительно на 5 мм;в образовавшийся зазор между опорной стойкой и съемной деталью устанавливают стальные пластины; опускают домкраты и производят затяжку гаек на консольных частях балок; приподнимают балки домкратами и вынимают стальные пластины; опускают домкраты.
Затяжку гаек производят до тех пор, пока не произойдет раскрытие стыка между съемной деталью и стойкой, закрепленной на поперечной балке. При этом зазор, необходимый для удаления съемных деталей при смене сетки, должен составлять 1—2 мм [18], кроме того, как гайки на консольных частях балок будут затянуты до требуемой величины, притягивают откидными болтами (через съёмные детали) концы поперечных балок к стойкам лицевой стороны.
Механизмы тряски (рисунок 4.5) сеточного стола монтируют в следующей последовательности: разбивают и фиксируют струной оси механизма, устанавливают механизмы на фундаменты и выверяют. В качестве монтажных осей принимают ось приводныхвалов механизмов (в направлении центральной оси машины) и оси тяг (в направлении тряски) для каждого механизма. Координируют механизмы в работе по времени. Координация работы включает регулировку механизмов на максимальную амплитуду тряски (с помощью винтовой передачи) и установку тяг в верхние мертвые точки. Одновременно проверяют установочные размеры в направлении тряски. Проверяют центровку приводных валов смежных механизмов тряски по индикатору часового типа и устанавливают промежуточный валик, соединяющий эти валы.
Тяги механизмов соединяют плоскими пружинами с кронштейнами, закреплёнными на продольной балке сеточного стола приводной стороны. В местах соединений балок с механизмами тряски в поперечном направлении машины устанавливают плоские пружины, соединяющие балки приводной и лицевой сторон. Устанавливают приводной электродвигатель и центруют его к механизму по шкивам.
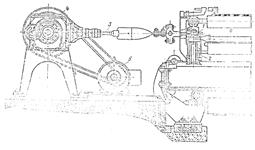
1 – продольная балка; 2 – вертикальные пружины; 3– тяга, соединяющая сеточный стол с механизмом тряски; 4- механизм тряски; 5 – электродвигатель; 6 – горизонтальная пружина
Рисунок 4.5 – Механизм тряски сеточного стола
Устанавливают корыта и желоба водосборного устройства подсеточной воды. Монтаж производят блоками согласно заводской маркировке. Блоки закрепляют на продольных балках и поперечных связях. Стыки блоков, места присоединения желобов к продольным балкам герметизируют эластомером ГЭН-150. Плиты ставят на пластмассу АСТ-1.
Подсеточную ванну собирают из отдельных секций и закрепляют на продольных балках и поперечных связях сеточного стола. После установки секций монтажные крюки срезают и неровности зачищают пневматической шлифовальной машинкой. Секции тщательно подгоняют одну к другой и сваривают. Все болты крепления ванны перед установкой смазывают водостойкой пастой и после затяжки фиксируют электросваркой. При электросварочных работах следят за тем, чтобы размеры, замеренные по боковым плоскостям балок, были одинаковые (3 мм). В начале вспомогательных балок к их боковым плоскостям приваривают ограничительные пластины, фиксирующие положение балок относительно стоек лицевой стороны.
В последнюю очередь монтируют отсечки, спрыски, форматные линейки, устройства для смены сетки, установку воздушной заправки; присоединяют водо-вакуум- и воздухопроводы.
Грудной вал, формующая доска, ящики с гидропланками, отсасывающие ящики (МОЯ и СОЯ) и гауч-вал, расположенные на участке прямого хода сетки (зона отлива и формования бумажного полотна), должны находиться строго в одной горизонтальной плоскости. Поверка горизонтальности проводится прямым и перекрестным методами с помощью монтажных поверочных линеек и уровней или оптических инструментов. Грудной вал, гауч-вал и ведущий вал сетки (при установке вакуум-пересасывающего устройства) и все сетковедущие валы на обратной ветви сетки должны быть установлены с жесткими допусками на горизонтальность и взаимную параллельность друг другу. Базовым валом для монтажа сеточной части обычно служит гауч-вал или ведущий вал сетки. При наличии бомбировки проверка валов на горизонтальность производится в трех точках – посередине вала и по концам.
При монтаже бумагоделательных валов отклонение от горизонтальности цилиндрической части грудного вала, гауч-вала и ведущего вала сетки находится примерно в пределах от 0,01 до 0,06 мм/м.Примерно такие же пределы выдерживаются для сетковедущих валов. Рекомендуемая норма точности на отклонение грудного вала от горизонтальности составляет 0,04 мм/ми не более 0,2 ммна всю длину цилиндрической части. Для гауч-валов и ведущего вала сетки эти допуски составляют 0,1 мм/м и также не более 0,2 мм на всю длину валов. Такие же допуски даются для сетковедущих валиков. Отклонения от параллельности осей грудного вала и гауч-вала (или ведущего вала сетки) должны быть сведены к минимуму и составлять не более 0,08 - 0,15 ммпа всю длину вала, а допуск на непараллельность остальных валов сеточного стола относительно друг друга должен находиться в пределах не более 0,2-0,3 ммна всю длину вала. Фактическая точность монтажа грудного вала и гауч-вала отражается в соответствующих монтажных формулярах (рисунок 4.1). Монтажные формуляры составляются также на точность установки нижних валов прессовой части и центровку муфт и промежуточных валов каждой приводной секции.
Диаметр гауч-валов на современных широких бумагоделательных машинах достигает 1200-1500 мм,а его вес для газетной машины с рабочей шириной 4200 мм
в сборе составляет 18 т.
Он должен монтироваться с особой тщательностью, ибо возможно повреждение шлифованного бронзового отсасывающего цилиндра. При монтаже, гауч-вала (и других валов подобного типа) главный гак мостового крана снабжается специальным балансом (балкой — траверсой), позволяющим производить строповку гауч-вала по концам цилиндрической части с подкладками под стальные стропы специальных эластичных лент.
4.2 Ремонт и техническая эксплуатация сеточной части
Сложность и объем ремонтных работ зависят от скорости и ширины машины и от конструктивных особенностей сеточного стола (консольный, выдвижной).
Основные ремонтные работы сводятся к периодической выверке параллельности и горизонтальности валов (в особенности грудного, гауч-вала и ведущего вала сетки), выверке высоты напускной щели напорного ящика по всей ширине машины и ее положения относительно грудного вала, проверке и подгонке прилегания шабера грудного вала, шаберов сетковедущих валов (при каждой смене сетки), периодической ревизии подшипников сетковедущих валиков, осмотру и ремонту механизмов сеткоправки и сетконатяжки, проверке приводов (редукторов, муфт, промежуточных валов) и т. п. Все эти работы должны проводиться в соответствии с графиком ППР.
Необходимо систематически следить за состоянием поверхности покрытий отсасывающих ящиков. Отверстия покрытий и полость отсасывающих ящиков должны тщательно промываться при каждой смене сетки. Если покрытия изготовлены из высокомолекулярного полиэтилена или карбида кремния, то объем ремонта резко снижается и возрастает срок службы сетки.
На некоторых широких высокоскоростных машинах грудной и ведущий (головной) валы сетки подвергают бомбировке, что требует более внимательного наблюдения за состоянием их поверхности. Необходима периодическая перешлифовка этих валов (1 раз в год).
Описывающий гауч-вал подвергают периодической разборке, чистке и ревизии (1 раз в 6-12 мес.). При этом проверяют величину износа отсасывающей камеры, состояние и чистоту внутренней поверхности отсасывающей рубашки, чистоту отверстий отсасывающей рубашки и степень промывки отсасывающей камеры, все подшипниковые узлы. Индивидуальные разборка, чистка и проверка отсасывающего гауч-вала (как и всех других отсасывающих валов) связаны со значительным простоем бумагоделательной машины, проводятся во время ППР и требуют остановки машины на 6-10 ч [18]. Эта работа производится бригадой слесарей и такелажников под наблюдением механика цеха.
5. Строительные решения
В целлюлозно-бумажной промышленности головной проектной организацией является Государственный институт по проектированию предприятий целлюлозно-бумажной промышленности — Гипробум (г. Санкт-Петербург), входящий в систему проектных организаций Министерства лесной, целлюлозно-бумажной и деревообрабатывающей промышленности. Как головной институт, он разрабатывает проекты планов перспективного развития отрасли, составляет проекты основных технических направлении в проектировании целлюлозно-бумажных предприятий, выполняет разработку отраслевой (ведомственной) нормативной документации, типовых проектных решений и других материалов, обеспечивающих единую техническую политику в отрасли.
Одновременно Гипробум является генеральным проектировщиком всех важнейших и крупных объектов строительства отрасли и ведет их комплексное проектирование.
Комплексное проектирование предприятий целлюлозно-бумажной промышленности также ведут:
Московский государственный институт по проектированию предприятий целлюлозно-бумажной промышленности – Мосгипробум (г. Москва) и его уральский филиал — Уралгппробум (г. Пермь);
Государственный институт по проектированию предприятий целлюлозно-бумажной промышленности Сибири и Дальнего Востока — Сибгипробум (г. Иркутск).
При необходимости все гипробумы привлекают для разработки отдельных частей проекта специализированные проектные организации других министерств и ведомств.
Небольшие по численности сотрудников и объему работ проектно-конструкторские подразделения имеются в составе отраслевых производственных объединений (например, в Риге, Таллине, Киеве), а также на отдельных предприятиях. Эти проектные подразделения выполняют главным образом проектные работы по реконструкции отдельных участков производства действующих предприятий [19].
На выбор оптимального варианта объемно-планировочных решений существенное влияние оказывает возможность применения перспективных конструкций зданий в целом и их элементов. Несмотря на разнообразие требований к строительным конструкциям предприятий целлюлозно-бумажной промышленности, в распоряжении проектировщиков остаются в основном три вида материалов: бетон, сталь и дерево.
Наиболее распространенным материалом является железобетон. Для каркасов зданий, элементов покрытий, перекрытий и ограждающих конструкций рекомендуется, как правило, применение железобетонных изделий в виде сборных элементов в соответствии с «Техническими правилами по экономному расходованию основных строительных материалов» (ТП 101—76) и всероссийской номенклатурой типовых железобетонных конструкций.
Машины и оборудование, вызывающие вибрацию и шумы, должны снабжаться амортизаторами на станинах машин, а их фундаменты, как правило, должны изолироваться от фундаментов зданий.
В залах бумагоделательных машин для устранения образования капели от конденсирующих на кровельных конструкциях паров устраивается подвесной потолок, в пространство над которым подается теплый воздух. В последнее время находит применение конструкция такого потолка из натяжных алюминиевых полос, раскатываемых на всю длину зала при помощи натяжных устройств.
Для возможности выполнения профилактического ремонта и систематического обслуживания здания, в том числе для мытья и ремонта окон и стен, в конструкциях зданий следует предусматривать либо стационарные устройства, например монорельсы, на уровне карниза для подвесных устройств, либо, если позволяет высота здания, передвижные установки. Во всех случаях нужно предусматривать уширенные отмостки, совмещенные с тротуаром, обеспечивающие свободные подъезды к зданию передвижных средств.
При строительстве новых предприятий габаритные схемы зданий бумажных фабрик определяются преимущественным применением бумагоделательных машин с обрезной шириной (о. ш.) полотна 4,2; 6,3; 6,72; 8,4 м.
Практика последних лет проектирования зданий бумажных фабрик может быть представлена нижеприведенным примером поперечным разрезом, характеризующим основные параметры габаритных схем главных производственных корпусов.
На рисунке 5.1 показано размещение двух бумагоделательных машин с о. ш. 4,2 м, производящих газетную бумагу.
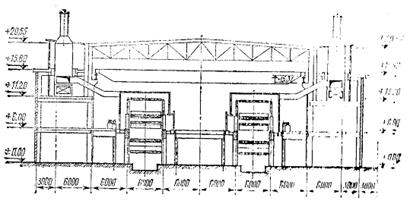
Рисунок 5.1 – Габаритная схема здания бумажной фабрики с установкой двух бумагоделательных машин с о. ш. 4. 2 м.
При большой производительности машин обычно применяется схема здания павильонного типа, при котором каждая из машин размещается в своем «павильоне». Размещение каждой машины в своей изолированной секции обеспечивает независимый воздухообмен, наиболее стабильные метеорологические условия в зоне обслуживания машин, конструктивно позволяет предусматривать свободные объемы, создающие в зале буферные резервы воздуха, способствующие стабильности режима. Все эти обстоятельства наряду с размещением стороны обслуживания к наружной стене здания, обеспеченной естественной освещенностью и инсоляцией, способствуют созданию более нормальных условий для обслуживающего машину персонала. Раздельное размещение высокопроизводительных машин создает удобства во время монтажа, освоения, ремонтов и эксплуатационных наладок машины.
Реализованные в натуре здания с габаритными схемами павильонного типа подтвердили бесспорные и существенные их эксплуатационные преимущества.
ООО «Енисейский ЦБК» расположен на правом берегу реки Енисей в Ленинском районе. Производственные, складские и административные здания построены из кирпича и железобетона, в одно – четырехэтажном исполнении. Периметр предприятия огражден железобетонными плитами.
Дороги на территории завода асфальтированы и имеют ширину от 5 до 10 метров.
Для производства газетной бумаги применяется крупногабаритное оборудование, а технологический поток имеет вертикальную направленность. В связи с этими особенностями проектируемые здания завода спроектированы многоэтажными.
Для многоэтажных промышленных зданий более целесообразна каркасная схема, при которой все нагрузки, возникающие в здании, воспринимает его несущий остов (каркас), образующий вертикальными несущими элементами (колоннами), на которые опираются конструкции покрытия и перекрытия [20].
Основной материал несущих конструкций зданий железобетон. Железобетонные конструкции менее капиталоемкие, чем металлические. Железобетонные конструкции более устойчивы к коррозии, хорошо сопротивляются действию огня при пожаре.
Все здания и сооружения состоят из конструктивных элементов, которые подразделяются на несущие и ограждающие.
Несущие элементы: фундаменты, колонны, балки, фермы.
Ограждающие элементы: стены, окна, двери, полы и др.
Стены здания кирпичные. Кладка кирпича – цепная (рисунок 5.2). Такая кладка характеризуется попеременным чередованием ложковых и тычковых рядов.
Кирпичные облицовочные стенки соединяются между собой перевязью тычками кирпичей.
1 – ложковые ряды кирпича; 2 – тычковые ряды кирпича
Рисунок 5.2 – Цепная кладка кирпича
Здание бум. фабрики имеет сборный железобетонный каркас. Под железобетонные колонны укладывают столбчатый двухблочный фундамент (рисунок 5.3), состоящий из подколонника и двух фундаментных плит. В подколоннике имеется специальное углубление – стакан, в который устанавливают железобетонную колонну прямоугольного сечения. Зазор между колонной и стенками стакана заделывают бетоном. В каркасных зданиях стены опираются на фундаментные балки, которые защищают цокольные участки кирпичных стен от воздействия грунтовых вод и капиллярного подсоса влаги. Бум. зал оборудован мостовыми кранами, поэтому крайние колонны имеют односторонние, а средние двусторонние консоли, на которые устанавливаются подкрановые пути. Устанавливаемых на консоли колонны крановые пути состоят из железобетонных подкрановых балок и укладываемых по ним крановых рельсов. Железобетонные стропильные балки и стальные фермы являются несущей частью покрытия. По балкам и фермам покрытия укладываются железобетонные плиты покрытия. На плиты покрытия укладывается изоляционный слой, утеплитель, выравнивающий слой и кровельный ковер.
1 – железобетонный стакан; 2 – железобетонная подушка
Рисунок 5.3 – Двухблочный железобетонный фундамент
В здании бум. фабрики применяются железобетонные колонны двухэтажной разрезки (рисунок 5.4). Колонны имеют опорные консоли, которые служат для опоры ригелей. Балочные перекрытия цеха выполняются из сборных железобетонных конструкций – ригелей и перекрытия. Применяются балочные перекрытия, предназначенные для зданий, в которых технологическое оборудование устанавливают на плиты перекрытия, уложенные по полкам ригелей. В здании бум. фабрики применяются ребристые плиты перекрытия.
Рисунок 5.4 – Колонны двухэтажной разрезки
По технологической компоновке оборудование расположено на отметках: 4, 5, 6 (рисунок 5.5).
6. Автоматизация производственного процесса
6.1 Общие положения
Научно-технический прогресс современного общества во многом определяется использованием новых технологий, разработанных при активном применении физических, химических, биотехнологических и других явлений фундаментальной науки. Несмотря на традиционную консервативность ЦБП, современные технологии интенсивно проникают в технологический процесс производства целлюлозы, бумаги и картона. Одно из направлений, получивших существенное развитие, — автоматизация технологических процессов [21].
Автоматизация технологических процессов производства бумаги и картона осуществляется с целью [22]:
— повышения стабильности качества продукции и возможности стандартизации процессов;
— уменьшения продолжительности простоев оборудования и увеличения, за счет этого, производительности оборудования;
— снижения расхода ресурсов для производства бумаги: сырья, химикатов, энергоресурсов (электроэнергии, воды, тепловой энергии).
— уменьшения количества персонала с целью снижения затрат на рабочую силу;
— уменьшения роли человеческого фактора;
— получения ценной, достоверной информации о состоянии технологического процесса и возможностей для поиска «лимитирующих звеньев» с целью повышения эффективности производила;
— устранения повторяющихся проблем.
Современная бумагоделательная машина является сложным высокомеханизированным и автоматизированным агрегатом. Для регулирования технологических процессов и бесперебойной работы машина должна быть оснащена разнообразными контрольно-измерительными регулирующими приборами и аппаратами.
Сеточный стол бумагоделательной машины состоит из грудного вала, грудной доски, ящиков с гидропланками, отсасывающих ящиков (МОЯ и СОЯ), отсасывающего гауч-вала, ведущего вала сетки, сетковедущих валиков, охваченных бесконечной сеткой и установленных на опорной конструкции.
При изготовлении сетка подвергается вытягиванию на специальном станке. Однако, в процессе работы на бумагоделательной машине сетка удлиняется примерно на 0,05 – 0,1%. Для поддержания постоянного натяжения сетки, а также для удобства смены ее на машине устанавливают два натяжных устройства, одно из которых автоматическое. Натяжение сетки должно быть постоянным и достаточным для передачи вращения от гауча на все валы сеточного стола. Слабо натянутая сетка пробуксовывает по гаучу, провисает между обезвоживающими элементами, имеет повышенный износ на отсасывающих ящиках. Чрезмерно натянутая сетка больше вытягивается, а ее фильтрующая способность ухудшается. Для устранения этих недостатков на машинах устанавливают сетконатяжки.
Сетконатяжки обеспечивают возможность передачи усилий от приводного вала на остальные валы сеточного стола, поскольку сетка, помимо чисто технологических целей, выполняет также функции приводного ремня (транспортерной ленты).
Конструкция автоматической сетконатяжки у современных БДМ включают в себя все основные элементы АСР: датчики, преобразовательно-усилительную аппаратуру, исполнительные механизмы – рисунок 6.1.
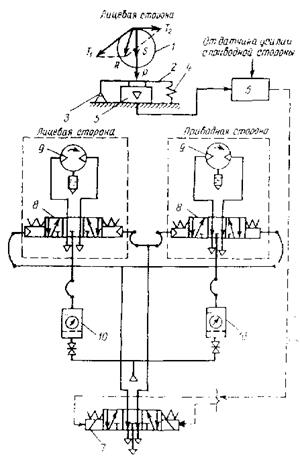
1 – силоизмерительный вал; 2 – упругая опора вала; 3 – шарнир; 4 – пружина; 5 – силоизмерительный элемент (магнитоупругий датчик); 6 – электрическая схема; 7 – электромагнитный воздухораспределитель, 8 – пневмопереключатель, 9 – реверсивный пневмодвигатель; 10 – станция подготовки воздуха (компрессор).
Рисунок 6.1 – Принципиальная схема автоматического натяжениясетки
Силоизмерительный вал 1 служит чувствительным элементом системы измерения натяжения сетки. Равнодействующая R сил натяжения Т1
и Т2
ветвей сетки имеет вертикальную составляющую S, которая вместе с силой тяжести вала Р образует результирующее усилие, передаваемое на упругую опору вала 2, эквивалентная схема которой может быть представлена в виде шарнира 3 и пружины 4. Сжатие опоры результирующем усилием Р + S приводит к деформации силоизмерительного элемента 5, представляющего собой датчик автоматической сетконатяжки.
Таким элементом может являться магнитоупругий датчик усилий, который входит в состав электрической схемы 6 преобразования и усиления сигнала пропорционального упругой деформации опоры. В состав этой схемы входят также регулятор натяжения с релейным выходом, позволяющий, например, осуществлять переключения электромагнитного воздухораспределителя 7 и, соответственно, пневмопереключателей 8, каждый из которых имеет три положения (а – натяжение усилить, О – стоп, b – натяжение ослабить).
Каждый из них управляет подачей воздуха в реверсивные пневмодвигатели 9 от станций подготовки воздуха 10. Пневмодвигатели механически связаны с сетконатяжным валом (на схеме он не показан), перемещение которого обеспечивает регулирование натяжения сетки с приводной и лицевой сторон (в этом случае силоизмерительный вал имеет две упругих опоры и два датчика усилия).
6.2 Выбор точек контроля и регулирования
Контур управления автоматической схемы сетконатяжки является составной частью общей системы автоматизации БДМ, которая построена по трехуровневой схеме: на низшем уровне находятся датчики-преобразователи; средний уровень представляет регулирующий микроконтроллер; верхний уровень – ПЭВМ.
6.3 Обоснование выбора технических средств автоматизации АСУТП
На БДМ приходится постоянно следить за натяжением сетки и производить её натяжение вручную или с пульта управления. После автоматической сетконатяжки такая необходимость отпадает, так как постоянное натяжение контролирует магнитоупругий датчик, установленный на устройстве для измерения натяжения сетки и приводящий в действие исполнительный механизм, состоящий из пневмодвигателя, двух червячных редукторов соединенных между собой промежуточным валом и пневмопровода.
Магнитоупругий датчик (МД) – это измерительный преобразователь механических усилий или давления в электрический сигнал. Выполнен в виде катушки индуктивности с ферромагнитным сердечником, у которого намагниченность (следовательно, и индуктивность катушки) меняется при деформации сердечника под действием измеряемой величины.
Магнитоупругие датчики могут иметь различные конструктивные исполнения, но в любом случае датчик состоит из магнитопровода или системы магнитопроводов, а также намагничивающей и измерительной обмоток. Магнитопроводы изготавливаются шихтованными. В сплошных магнитопроводах чувствительность снижается тем больше, чем выше частота тока, проходящего в обмотках датчика [1].
В основе магнитоупругих датчиков лежит эффект магнитной упругости ферромагнитных материалов. Магнитоупругим эффектом называют эффект изменения магнитом свойств под действием механических напряжений.
Принцип действия магнитоупругого датчика: под воздействием приложенного усилия к магнитопроводу в нем изменятся магнитная проницаемость m, а также величина магнитного потока, созданного намагничивающей обмоткой. В результате изменяется ЭДС взаимной индукции и напряжения измерительной обмотки.
Преобразование механического усилия в электрическое напряжение условно можно разделить на три этапа. На первом этапе происходит преобразование измеряемого усилия в механическое напряжение в материале магнитопровода. На втором этапе происходит преобразование механических напряжений в магнитопроводе в изменение его магнитных характеристик. На третьем этапе изменения магнитных характеристик магнитопровода преобразуются в изменения выходного электрического напряжения.
Магнитоупругий датчик (иногда его называют прессдукторным) состоит из шихтованного магнитопровода и двух перпендикулярных обмоток, расположенных под углом 90° друг к другу. При прохождении тока в намагничивающей обмотке и отсутствии напряжений в магнитопроводе магнитный поток через плоскость вторичной обмотки оказывается равным нулю. При сжатии пакета поворачивается вектор магнитной индукции, создается поток через измерительную обмотку и в ней индуктируется ЭДС, пропорциональная сжимающей силе.
Недостатками магнитоупругого датчика является повышенный гистерезис.
Эти недостатки устранены в дифференциальном магнитоупругом датчике. Дифференциальный магнитоупругий датчик (ДМД) отличается от МД количеством измерительных обмоток и их расположением относительно подмагничивающей обмотки. Общий вид ДМД представлен на рисунке 6.2. У ДМД одна измерительная обмотка расположена в направлении действующего усилия, другая перпендикулярно этому направлению. Измерительные обмотки имеют равное число витков. Обмотка подмагничивания располагается под углом 45° к плоскости измерительных обмоток. Магнитопровод ДМД изготовлен из трансформаторной холоднокатаной текстурной стали Э-320 толщиной листа 0,35 мм.
Для улучшения линейности характеристик Uвых = F(P) листы с продольным и поперечным направлениями проката должны при шихтовке чередоваться.
Монолитность магнитопровода, обеспечивается склеиванием листов, стали полимерным клеем. В магнитопроводе имеется шесть отверстий диаметром 5,5 мм. Размеры магнитопровода 100×58×41 мм. Такой магнитопровод выдерживает силу статического сжатия до 2500 кг.
Рисунок 6.2 – Дифференциальный магнитоупругий датчик
Принцип действия ДМД поясняется рисунком 6.2, на котором показан характер распределения магнитных потоков при протекании переменного тока по намагничивающей обмотке w2
. Если магнитопровод выполнен из магнитоизотропного материала и обмотки расположены симметрично, то при отсутствии сжимающего усилия магнитные линии потока, замыкаясь, пересекают равномерно обе измерительные обмотки w
1
и w
2
и индуктируют в обеих обмотках примерно равные ЭДС. Так как измерительные обмотки w
1
и w
2
соединены по дифференциальной схеме, суммарное напряжение на выходедатчика равно 0 (I, II, III – обмотки ДМД).
Работа ненагруженного датчика (Р = 0) может быть объяснена таким образом: ток намагничивающей обмотки создает напряженность, вектор Н которой в центре датчика перпендикулярен плоскости первичной обмотки. В изотропном пакете магнитопровода возникает магнитный поток, вектор В, индукции которого совпадают по направлению с напряженностью Н. Вектор В может быть разложен на две равные по модулю составляющие Вх
и By
, в результате этого в обмотках w
1
и w
2
индуктируются две равные ЭДС, а суммарное напряжение близко к нулю.
Под действием сжимающего усилия в обмотках w
1
и w
2
равныемодули Нх
и Ну
вектора напряженности создают различные индукции Вх
и By
и индуктируют в этих обмотках, включенных по дифференциальной схеме, различные ЭДС. Выходное напряжение возрастает пропорционально увеличению сжимающего усилия.
Таким образом, ДМД позволяет уменьшить погрешности и увеличить линейный участок характеристики.
Для автоматизации процесса натяжения сетки производим установку, под опору измерительного вала, дифференциального магнитоупругого датчика ДМД-2500, с диапазоном измерения от 2500 до 25000 Н. Напряжение питания ДМД, переменное – 8 В с частотой 670 Гц, а выходное напряжение зависит от давления сетки на измерительный вал и изменяется от 0 до 125 В.
При изменении давления сетки на измерительный валик в ДМД возникает импульс, который, проходя через преобразователь напряжения Е855 М/1-3, изменяется на линейный сигнал с характеристикой от 0 до 0,5 мА. Сигнал с преобразователя поступает на контроллер КР-300, который взаимодействует с ПЭВМ.
Промышленный контроллер КР-300 – это компактный многоканальный многофункциональный высокопроизводительный микропроцессорный контроллер, предназначенный для автоматического регулирования и логического управления техническими объектами и технологическими процессами. Он находит применение в электротехнической, энергетической, химической, металлургической, пищевой, цементной и других отраслях промышленности.
Контроллер КР-300 эффективно решает как сравнительно простые, так и сложные задачи управления.Контроллер КР-300 является программируемым изделием.Он позволяет, с одной стороны, эффективно и экономично управлять небольшим агрегатом и, с другой, – обеспечить высокую живучесть крупных систем управления.
Он позволяет вести локальное, каскадное, программное, супервизорное, многосвязное регулирование. Архитектура этой модели дает возможность вручную или автоматически включать, отключать, переключать и реконфигурировать контуры регулирования, причем все эти операции выполняются безударно независимо от сложности структуры управления. В сочетании с обработкой дискретных сигналов эта модель позволяет выполнять также логические преобразования сигналов и вырабатывать не только аналоговые или импульсные, но и дискретные команды управления.
Все модели контроллера содержат средства оперативного управления, расположенные на лицевой панели контроллера, позволяющие вручную изменять режимы работы, устанавливать задание, управлять ходом выполнения программы, вручную управлять исполнительными устройствами, контролировать сигналы и индицировать ошибки.
Стандартные аналоговые и дискретные датчики и исполнительные устройства подключаются к контроллеру с помощью индивидуальных кабельных связей. Внутри контроллера сигналы обрабатываются в цифровой форме [23].
Основные технические характеристики контролера КР-300 приведены в таблице 6.1.
Таблица 6.1 – Основные технические характеристики контролера КР-300
| НАИМЕНОВАНИЕ |
Характеристика КР-300 |
| 1 |
2 |
| ВХОДЫ-ВЫХОДЫ |
| Аналоговые сигналы |
унифицированные сигналы тока и напряжения, сигналы термопар и термосопротивлений, гальваническая развязка |
| Дискретные сигналы |
0-40 V (0.3 А), 0-220 V (2 А), гальваническая развязка |
Число модулей УСО:
-блока БК
-блока БУСО
|
3
4
|
| Число блоков БУСО |
4 |
Максимальное число аналоговых/дискретных входов-выходов:
-блока БК
-блока БУСО
-контроллера в целом
|
30 / 48
40 / 64
190 / 304
|
| КОНСТРУКТИВЫ |
| Габаритные размеры блоков БК и БУСО, мм |
80*160*365 |
| Напряжение и частота питания блоков |
24V, 220V, 50 Hz |
| Потребляемая мощность |
не более 15 ВА на блок |
| ФУНКЦИОНАЛЬНЫЕ ВОЗМОЖНОСТИ |
| Число контуров всережимного регулирования с безударной ручной или автоматической реконфигурацией |
32 |
| Число логических шаговых программ |
32 |
| Число каналов ручного управления (с пульта) |
224 |
| ДИНАМИЧЕСКИЕ ХАРАКТЕРИСТИКИ КОНТРОЛЛЕРОВ |
| Цикл контроллера, с |
0.01 - 0.4 |
| Время рестарта контроллера, с |
0.0005 |
| Цикл опроса аналоговых входов, с |
0.04 - 0.32 |
| Цикл синхронизации баз данных резервированных контроллеров, сек |
макс. 0.06 |
| Реальная (с учетом времени обработки сообщений) скорость сети МАГИСТР |
25,6 Кбайт/сек (12000 аналоговых / 192000 дискретных сигналов в секунду) |
| Цикл сети, сек (N контроллеров) |
0.005*N, (макс. 0.155 сек, при N=31) |
| Скорость передач по шлюзовому порту |
5000 аналоговых / 80000 дискретных сигналов в сек |
| ИНТЕРФЕЙС С ПЕРСОНАЛОМ |
| Интерфейс с технологом-оператором |
Пульт контроллера, ПЭВМ верхнего уровня со SCADA-системами (открытые протоколы шлюзового порта) |
| Интерфейс с инженером КИП и А |
Пульт контроллера, ПЭВМ верхнего уровня с программным пакетом ИСТОК и LEONA |
Контроллер – программируемое устройство, но для работы с ним не нужны программисты. Процесс программирования сводится к тому, что путем последовательного нажатия нескольких клавиш из библиотеки, зашитой в постоянной памяти, извлекаются нужные алгоритмы, эти алгоритмы объединяются в систему заданной конфигурации и в них устанавливаются требуемые параметры настройки.
Также на контроллер сводятся данные с манометра, подключенного к пневмомагистрали с давлением 6 кПа. При падении давления воздуха в пневмомагистрали на стенде загорается контрольная лампа, сигнал на которую подается с ПЭВМ через контроллер.
С контроллера выводится два выхода на преобразователи дискретного универсального сигнала в исполнительный сигнал. С преобразователей сигнал поступает на электропневматические клапана БПА29000 – DN 100, которые расположены в параллельных пневмопроводах. Электромагнитный привод клапана состоит из тягового электромагнита, который при подаче тока в катушку втягивает шток соединенный с клапаном и тем самым открывает проход, по которому воздух направляется в рабочий орган – реверсивный пневмодвигатель N 2 – 250 об/мин., который приводит в действие исполнительный механизм.
Вся система автоматики БДМ, через контроллер, подключена к ПЭВМ, в которую сводятся все данные по работе машины, и отсюда же производится управление всей автоматической схемой машины.
7. Экологичность проекта
В связи с развитием промышленности возникла проблема охраны окружающей человека природной среды от загрязнения промышленными выбросами, представляющими существенную опасность для здоровья людей.
Микроклимат существенно влияет на самочувствие человека, на протекание физиологических процессов, от которых зависит поддержание постоянной температуры человека, следовательно, и его здорового состояния.
Чтобы физиологические процессы в организме человека протекали нормально, окружающая человека среда должна обладать способностью воспринимать тепло, вырабатываемое организмом. Соотношение между количеством тепла, вырабатываемого организмом, и охлаждающей способностью среды характеризует ее как комфортную. Комфортными метеорологическими условиями в помещении считают условия, если они обеспечивают хорошее самочувствие работающего в оптимальных условиях для наиболее высокой производительности труда.
В комфортных условиях теплоотдача равна теплообразованию, благодаря чему температура тела человека сохраняется на уровне 36.5 – 37 °С, а его работоспособность и обеспечение самоконтроля по безопасности труда находятся на высшем уровне. Если тепловое равновесие нарушено, например теплоотдача меньше теплообразования, то в организме происходит накопление тепла, что приводит к перегреву, следовательно, к травматизму и другим последствиям. Если теплоотдача больше теплообразования, то происходит переохлаждение с тяжелыми последствиями [36].
Если к колебаниям температуры воздуха организм человека приспосабливается в широком диапазоне от +50 до -50 °С, то в её сочетании с влажностью эта приспособляемость ограничена.
Высокая влажность воздуха с его низкой температурой ускоряет теплоотдачу в окружающую среду, что приводит к потере тепла организмом с соответствующими последствиями.
Основным источником выделений влаги в зал бумагоделательной машины и соответственно скрытой теплоты является сеточная часть машины. Разбавленная волокнистая суспензия вытекает из напорного ящика на бесконечную сетку, на которой происходит формование бумажного листа за счет обезвоживания массы. Основное количество воды стекает в подсеточную ванну и далее направляется в бак оборотной воды для дальнейшего использования в технологической схеме, а с открытой поверхности, находящейся на сетке волокнистой массы, происходит испарение влаги в окружающую среду. Интенсивное испарение обусловлено высокими скоростью движения сетки (9,16 м/с) и температурой суспензии (50 °С).
Для улучшения процесса формования температуру бумажной массы для газетной бумаги повышают до 45 – 55 °С.
Повышение температуры бумажной массы на сеточном столе способствует интенсивному образованию водяных паров. Если увеличить температуру массы с 45 до 50 °С, то интенсивность испарения влаги возрастет на80 %, а если повысить скорость машины вдвое при одной и той же температуре массы, то влаги испарится в 1,7 раза больше [35].
Помимо выделения влаги с открытой поверхности бумажной массы в зал бумагоделательных машин водяные пары поступают в результате испарения с нерабочей поверхности сетки, спрысков для промывки сеток, влажных поверхностей станины и пола.
Выделяющиеся в сеточной части водяные пары распространяются в прилегающих помещениях, ухудшая при этом микроклимат. Для обеспечения необходимых санитарно-гигиенических условий требуется увеличивать воздухообмен в помещениях, для чего затрачивается дополнительная энергия, повышается мощность оборудования и др.
Радикальным средством улучшения микроклимата в зале бумагоделательных машин является локализация выделяющихся вредностей за счет укрытия сеточной части машины. Однако большинство эксплуатируемых в настоящее время бумагоделательных машин имеют открытую сеточную часть машины, в том числе и БДМ №2 Енисейского ЦБК.
В связи с тем, что сеточная часть машины является источником значительного выделения теплоты и влаги, в последние годы разрабатываются и внедряются системы, локализующие распространение вредностей в окружающую среду. Местная вентиляция сеточной части машины относится к категории технологических отсосов, которые выполняются для локализации выделяющихся водяных паров, предупреждает их распространение по помещению и обеспечивает максимальный эффект вентиляции открытой сеточной части БДМ (рисунок 7.3).
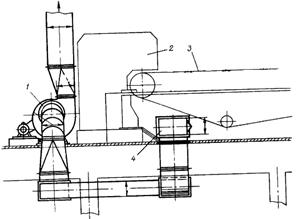
1 – вентилятор для отсоса паровоздушной смеси; 2 –
напорный ящик; 3–бумажная масса; 4 –
всасывающий воздуховод
Рисунок 7.3 – Схема местной вентиляции сеточной части бумагоделательной машины
В открытых схемах предусматривается удаление паровоздушной смеси из зон наиболее интенсивного испарения влаги для предотвращения распространения водяных паров в зале, защиты строительных конструкций и оборудования от конденсации на них водяных паров. На рисунке 7.4 приведена схема вентиляции открытой сеточной части бумагоделательной машины. Несколько вентиляционных установок отсасывают влажный воздух из верхней части зала, где водяные пары имеют высокую концентрацию, а также из подсеточной части в районе грудного вала, где происходит интенсивное парообразование. Рекуперация теплоты в этих отсасывающих системах не предусматривается. В районе сеточной части может быть организован забор воздуха, который в дальнейшем подается в сушильную часть.
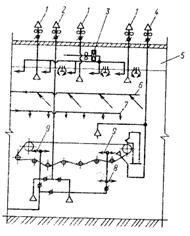
1 – вытяжные системы из верхней зоны зала в районе сеточной части; 2 – отсос паровоздушной смеси из подсеточной части; 3 – вспомогательная установка для обдува подшивного потолка; 4 – отсос паровоздушной смеси на отметке обслуживания; 5 – чердачное помещение; 6 – забор сушильного воздуха из района сеточной части; 7 – подача воздуха общеобменной вентиляции на отметку обслуживания; 8 – подача свежего воздуха в помещение первого этажа; 9 – подача воздуха в сеточную часть машины
Рисунок 7.4 – Схема вентиляции открытой сеточной части бумагоделательной машины
В современных схемах вентиляции на потолочном перекрытии с целью предотвращения соприкосновения паровоздушной смеси с подшивным потолком предусматриваются вентиляционные установки для создания воздушной завесы. Для этого в чердачном помещении устанавливаются вентиляторы, с помощью которых воздух нагнетается в щелевидные сопла, из которых он вытекает плоскими струями, преграждая прикосновение паровоздушной смеси с подшивным потолком.
В чердачное помещение подается 40 - 50 % воздуха от расхода воздуха общеобменной вентиляции, а остальной направляется в рабочую зону зала. Из чердачного помещения воздух через специальные воздухонаправляющие устройства поступают в зал, смешивается с увлаженным воздухом и удаляется в окружающую среду.
Имеются конструкции залов бумагоделательных машин без подшивного потолка в районе сеточной части машины. Тогда предусматриваются установки для подогрева кровли, состоящие из центробежного вентилятора, калорифера, всасывающих и нагнетательных воздуховодов. Воздух забирается из помещения с температурой 20 – 28 °С, подогревается в калорифере до 50 °С и подается в обдуваемую зону.
В системе вентиляции сеточной части бумагоделательной машины предъявляются требования по обеспечению необходимых санитарно-гигиенических условий для обслуживающего персонала и предотвращению конденсации водяных паров на поверхности строительных конструкций.
Минимальный расход воздуха может быть достигнут за счет локализации выделяющихся водяных паров как в подсеточной, так и надсеточной частях. Рассмотрим схему вентиляционной установки для отсоса паровоздушной смеси из зоны между грудным валом и напорным ящиком. В этом пространстве устанавливаются отсасывающие воздуховоды, которые подсоединяются к центробежному вентилятору низкого давления Ц4-70 №2.
Местная вытяжную вентиляцию устраивают, когда загрязнения можно улавливать непосредственно у мест их возникновения.
На рисунке 7.3 показан местный отсос влажного воздуха из подсеточной части машины. Всасывающие отверстия воздуховода для предотвращения попадания в воздуховод влаги закрыты козырьками. Отработавший воздух по воздуховоду удаляется в атмосферу, а свежий подсасывается из машинного зала. Местный отсос из подсеточной части предусматривается в том случае, если температура бумажной массы на сетке превышает 25 °С. Остальная влага, испарившаяся с сетки и влажных поверхностей, поступает в зал и ассимилируется воздухом общеобменной вентиляции.
Применение вентиляции открытой сеточной части обеспечивает санитарно-гигиенические параметры микроклимата и надлежащую чистоту воздуха в помещении.
7.1 Благоустройство и озеленение санитарно-защитной зоны и территории предприятия
На Енисейском целлюлозно-бумажном комбинате предусмотрен ряд мероприятий по благоустройству и озеленению территории предприятия. Территорию предприятия следует содержать в чистоте. Проезды и проходы, пути механизированного транспорта и площадки территории комбината в ночное время обязательно освещаются. Зимой тротуары и пешеходные дорожки очищаются от снега и льда, летом производится периодическая водная очистка.
Весной на территории завода и близлежащих территориях проводится уборка территории. На территории предприятия вокруг шумных цехов создается зеленая шумозащитная зона. Периодически санитарная зона предприятия благоустраивается и озеленяется.
7.2 Безопасность в чрезвычайных ситуациях
В соответствии с ГОСТ Р.22.0.02 – 94 чрезвычайная ситуация – состояние, при котором в результате возникновения источника чрезвычайной ситуации на объекте, определенной территории, или акватории нарушаются нормальные условия жизни и деятельности людей, возникает угроза их жизни и здоровью, наносит ущерб имуществу населения, экономике и окружающей природной среде.
В соответствии с Федеральным законом «О защите населения и территорий от чрезвычайных ситуаций природного и техногенного характера» (постановление № 68 от 21 декабря 1994 года) [37] организации обязаны:
- планировать и осуществлять необходимые меры в области защиты работников организации и подведомственных объектов производственного и социального назначения от чрезвычайных ситуаций (ЧС);
- планировать и проводить мероприятия по повышению устойчивости функционирования организации и обеспечению работников организации в ЧС;
- создавать и поддерживать в постоянной готовности локальные системы оповещения о ЧС.
Под источником чрезвычайной ситуации понимают опасное природное явление, аварию или опасное техногенное происшествие, широкораспространенную инфекционную болезнь людей, сельскохозяйственных животных и растений, а также применение современных средств поражения, в результате чего произошла или может возникнуть чрезвычайная ситуация.
Чрезвычайные ситуации классифицируются по значительному числу признаков, по типам и видам событий, лежащих в основе этих ситуаций, по масштабу распространения, по сложности обстановки, тяжести последствий.
Чрезвычайные ситуации подразделяются на локальные, местные, территориальные, региональные, федеральные и трансграничные.
Источником чрезвычайной ситуации техногенного происхождения являются аварии на промышленных объектах. Закон РФ «О промышленной безопасности опасных производственных объектов», 1997 г. [38], вводит понятие опасного производственного объекта. К опасным отнесены объекты, на которых осуществляется использование:
- токсичных веществ с уровнем средней смертельной концентрации в воздухе менее 0,5 мг/л;
- оборудования, работающего с высоким избыточным давлением (ΔР > 0,07 МПа);
- взрывчатых и горючих веществ;
- веществ, образующих с воздухом взрывоопасные смеси;
- оборудования, работающего при больших температурах или при температуре нагрева воды более 1150
С и другие объекты.
Вероятность возникновения ЧС на таких объектах необходимо учитывать как при его проектировании, так и на всех стадиях последующей эксплуатации.
ООО «Енисейский ЦБК» расположен на правом берегу реки Енисей г. Красноярска Ленинского района во втором климатическом поясе. С востока, северо-востока, юго-востока к предприятию примыкает промышленная зона. С северо-востока предприятие граничит с Гидролизным заводом, Биохимическим комбинатом и очистными сооружениями, к востоку от предприятия расположена ТЭЦ-1. Аварийная ситуация на любом из этих объектов может повлечь взрывопожарную опасность на комбинате, а также существует опасность экологической катастрофы всего района. С северо-востока на юг по всей протяжённости комбинат граничит с жилым сектором. Здесь расположены детский сад, школа и т.д. Производственные, складские и административные здания построены из кирпича и железобетона, в одно – четырехэтажном исполнении. Периметр предприятия огражден железобетонными плитами. Дороги на территории завода асфальтированы и имеют ширину от 5 до 10 метров.
Для укрытия производственного и обслуживающего персонала имеются защитные сооружения II класса, суммарная вместимость которых составляет 3000 человек. Расположение укрытий относительно мест постоянного пребывания рабочих и служащих позволяет при необходимости заполнить их в нормативные сроки.
Предприятие относится к категории пожароопасных объектов В-2 [34].
Рядом с предприятием расположены объекты, имеющие аварийно химически опасные вещества (Биохимический комбинат).
Исходя из количества АХОВ на предприятиях района и определённых метеоусловий, зоной химического заражения может оказаться вся территория предприятия. В очаге заражения могут оказаться люди.
В городе Красноярске климат резко континентальный, характеризуется продолжительной морозной зимой, коротким жарким летом, сухой весной с поздним возвратом холодов и осенью с резкими заморозками. Резкий перепад и пониженная температура воздуха в зимний период, достигающая –55 °С, может привести к образованию гололеда, а следовательно аварии на транспорте. Кроме того, возможны землетрясения, ураганы и т. п.
По своему значению предприятие отнесено к первой категории, а город к 1 группе по ЧС.
Эпидемиологическая обстановка на предприятии удовлетворительная. На предприятии имеется медпункт, в котором возможно оказать первую доврачебную помощь 70-80 рабочим и служащим, кроме того, в непосредственной близости расположена Медсанчасть, которая в случае возникновения ЧС будет принимать участие в оказании квалифицированной медицинской помощи пострадавшим.
На территории ООО «Енисейский ЦБК» вследствие производственной деятельности, неблагоприятных климатических условий, а также с учетом внешних источников возможно возникновение ЧС от:
а) аварий в производственных цехах;
б) аварий на транспорте всех видов, связанных с перевозкой АХОВ и горючих смазочных материалов (ГСМ: бензин, керосин, мазут);
в) катастрофическое затопление при разрушении плотин гидроузлов Красноярской ГЭС, Саяно-Шушенской ГЭС;
г) аварии на коммунально-энергетических сетях;
д) пожара;
е) террористического акта, начала войны.
аварии в производственных цехах, наиболее вероятны, к их возникновению может привести нарушении технологического процесса, из-за изношенности оборудования, несоблюдения техники безопасности персоналом завода, что может привести к поражению рабочих и служащих. В результате аварий в производственных цехах возможны человеческие жертвы.
аварии с выбросом (выливом) АХОВ на химически опасных объектах районов города, в зависимости от направления ветра, возможно попадание в зону химического заражения. При попадании территории завода в зону заражения на предприятии возможны человеческие жертвы.
аварии на транспорте всех видов, связанных с перевозкой АХОВ и ГСМ, могут возникнуть при транспортировке АХОВ, ГСМ по железной дороге и автомобильным транспортом. Наиболее характерными видами аварий является частичная или полная разгерметизация емкостей с АХОВ (ГСМ). Утечка ядовитых веществ происходит при нарушении технологии и мер безопасности при перевозках.
Завод расположен в непосредственной близости от железной дороги, при возможной аварии на которой может создаться чрезвычайная ситуация с жертвами среди персонала предприятия.
При аварии на железнодорожном транспорте с выливом АХОВ рабочие и служащие применяют простейшие (подручные) средства защиты органов дыхания и кожи. Под руководством начальников цехов (отделов) выходят из зоны заражения перпендикулярно направлению ветра.
В случае мгновенного и полного разрушения плотины Саяно-Шушенской ГЭС через 20 минут начнется затопление долины р. Енисей, а через 12 часов начнется перелив воды через гребень плотины Красноярской ГЭС. Максимальный уровень воды 147,3 м. (балтийской системы) на 10 метров будет через 51 час после прорыва плотины Саяно-Шушенской ГЭС. При прорыве плотин гидроузлов Красноярской и Саяно-Шушенской ГЭС в зону катастрофического затопления попадает вся территория завода.
От Красноярской ГЭС затопление начнется через 40 минут после прорыва плотины, а время установления максимального уровня воды составит от 5 до 10 часов. Высота волны прорыва в районе ГЭС будет достигать 83 м., а в районе Красноярска 31 м, максимальная скорость ее движения составит от 3 до 12 м/с.
При одновременном разрушении плотин Красноярской и Саяно-Шушенской ГЭС существенных измерений в максимальных уровнях подъема воды не наступит, но увеличится время пребывания максимального уровня воды в среднем на 30 часов. Максимальный уровень воды в Красноярске будет через 5 час.30 мин после прорыва, через 100 часов после прорыва плотины река Енисей войдет в русло.
При катастрофическом затоплении произойдут значительные разрушения зданий, сооружений, оборудования, систем энергообеспечения, канализации и подъездных путей, возможны человеческие жертвы.
При угрозе катастрофического затопления эвакуацию рабочих, служащих и членов их семей провести на Кузнецовское плато с последующим всесторонним обеспечением. Взрослое население эвакуируется пешим порядком, больные и престарелые люди – автотранспортом завода для чего выделить 3 единиц автотранспорта.
По территории предприятия проходит водопровод, при аварии на котором может произойти подмыв и обвал грунта, в зимнее время размораживание трубопровода.
Аварии на электрических сетях возможны из-за:
- остановки подстанции из-за повреждения трансформатора;
- затопления распределительных пунктов;
- повреждения линий электропередач из-за ураганного ветра, при низких температурах;
- катастрофическое затопление энергообъектов завода.
При аварии на электрических сетях могут быть обесточены технологические линии, что может нанести значительный материальный ущерб.
Основными источниками аварий на тепловых сетях являются:
- нарушение целостности трубопроводов:
- выход из строя запорной аппаратуры.
В результате аварий на тепловых сетях в зимнее время может произойти отключение отопления от производственных зданий. Размораживание трубопроводов и отопительных батарей.
Большую опасность для предприятия представляют пожары. Наибольшая опасность возгорания возможна: в зимнее время при больших морозах, в летнее время при жаркой и сухой погоде, а также при нарушении техники противопожарной безопасности и при террористическом акте.
Потенциальную опасность возникновения пожаров представляют:
- маслоцех;
- склад химикатов;
- склад готовой продукции;
- емкости с ГСМ.
При возникновении пожара в зданиях и сооружениях, где находятся люди, вывод их производится на безопасное расстояние в зависимости от площади пожара и задымления.
За последний период участились случаи проведения террористических актов с целью устрашения руководства или нанесения материального ущерба предприятию. В результате применения взрывных устройств, поджога и других действий преступников, кроме нанесенного материального ущерба могут быть человеческие жертвы.
При получении сообщения о заминировании или обнаружении взрывного устройства, пожара персонал завода выводится на безопасное расстояние и находится там до принятия решения компетентными органами о безопасности функционирования того или иного объекта.
В результате применения противником высокоточного и тем более ядерного оружия с началом войны на территории объекта возможны сильные разрушения и может сложиться радиационная, химическая и пожарная обстановка. Будет нарушена система управления связи и оповещения из-за вывода из строя линии связи абонентной телефонной станции. Важнейшим мероприятием в указанной экстремальной обстановке считать проведение спасательных и неотложных работ, в ходе которых основные усилия сосредоточить в первую очередь на спасении людей и на оказании им первой медицинской помощи.
С целью предупреждения или снижения крупных производственных аварий, катастроф, стихийных бедствий, защиты рабочих и служащих, материальных ценностей, а так же проведения аварийно спасательных и других неотложных работ при их возникновении создано объектовое звено территориальной подсистемы РСЧС.
Основными задачами объектового звена ТП РСЧС являются:
• разработка и осуществление мероприятий по предотвращению ЧС, уменьшению ущерба от последствий аварий, катастроф и стихийных бедствий, обеспечению надежности работы в условиях ЧС;
• организация постоянного наблюдения и контроля над состоянием окружающей среды, потенциально опасных объектов, оценка и прогнозирование возникновения ЧС их экономические и социальные последствия;
• первоочередное обеспечение защиты рабочих и служащих;
• обеспечение постоянной готовности органов управления, системы связи и оповещения, сил и средств;
• руководство обучением и подготовкой должностных лиц, рабочих и служащих к действиям в ЧС;
• создание и использование чрезвычайных резервных фондов финансовых, материально-технических ресурсов, необходимых для обеспечения работ по ликвидации последствий ЧС;
• руководство действиями в ходе возникновения, развития ЧС и в период их ликвидации;
• планирование и организация эвакуации рабочих, служащих и членов их семей, их размещение в загородной зоне и возвращение после ликвидации ЧС в места постоянного проживания;
• организация взаимодействия с комиссиями по ЧС соседних ОЭ по вопросам сбора и обмена информацией о ЧС, а в случае необходимости направление сил и средств (по согласованию сторон) для их ликвидации;
• участие в разработке и осуществлении целевых программ по предупреждению и ликвидации ЧС.
На ООО «Енисейский ЦБК» проводятся мероприятия по предупреждению и снижению последствий крупных производственных аварий, катастроф и стихийных бедствий, согласно постановлению № 794 от 30 декабря 2003 «О РСЧС» [39].
Мероприятиями гражданской обороны (ГО) и ЧС по снижению последствий крупных производственных аварий, катастроф и стихийных бедствий по защите людей являются:
- оповещение органов управления ГО и ЧС, формирований и населения об опасности стихийного бедствия или возможных последствий аварий и катастроф;
- ведение разведки и сбор информации для установления степени разрушения объекта, определение зон разрушения, заражения, скорости распространения и возможных границ затопления;
- установление объектов, пунктов, которым угрожает опасность;
- организация вывода (вывоза) населения и рабочих из угрожаемых зон в безопасные места и их размещение;
- определение состава, численности сил и средств, привлекаемых для проведения спасательных работ и их задачи;
- организация управления силами и средствами в зонах бедствия;
- проведение работ по локализации и устранению причин, создающих угрозу людям, окружающей среде, ликвидация очагов заражения;
- спасение людей, оказание медицинской помощи поражённым и эвакуация их в лечебные учреждения;
- подготовка и осуществление необходимых мер безопасности при проведении спасательных работ;
- организация комендантской службы и поддержание общественного порядка;
- организация всех видов обеспечения сил при проведении спасательных работ.
Организован контроль за состоянием хранения и использования АХОВ, ГСМ и других материалов, состоянием технологических линий, облученностью персонала действиям при угрозе и возникновении ЧС, наличием и готовностью системы оповещения и средств связи.
Разработаны планы действий по предупреждению и ликвидации ЧС для каждого объекта. Предусмотрено наличие и готовность средств индивидуальной защиты у личного состава формирований, своевременность их пополнения и освоения, содержание в готовности к применению средств пожаротушения и оснащения формирований.
Также предусмотрены финансирование мероприятий по предупреждению и ликвидации ЧС.
Наиболее эффективным вариантом является своевременная и полная информация об угрозе возникновения или случившейся ситуации (оповещение). Для этого на потенциально опасных объектах создаются локальные системы оповещения (ЛСО). Техническими средствами ЛСО является электрические системы дистанционного запуска, средства массовой информации (радио) и средства управления и связи.
ЛСО предприятия имеет выход на территориально-централизованную систему оповещения (ТЦСО). На заводе создана специальная служба оповещения для обслуживания ЛСО.
Правильные действия службы оповещения позволяют быстро довести нужную информацию до производственного персонала и группы управления, что позволит им грамотно действовать в сложных условиях с целью своей защиты и уменьшения ущерба основных производственных фондов. Это в свою очередь влияет на устойчивость работы предприятия в условиях ЧС.
С целью предотвращения чрезвычайных ситуации и их последствий на заводе созданы резервы финансовых и материальных ресурсов.
Распорядителем указанных средств является генеральный директор – начальник ГО завода (председатель КЧС).
При недостатке средств на предотвращение или ликвидацию ЧС, начальник ГО (председатель КЧС) установленным порядком запрашивает недостающие средства в вышестоящей КЧС.
8 Основные технико-экономические показатели проекта
8.1 Расчёт капитальных (единовременных) затрат
Определяем капитальные вложения при проектировании нового оборудования [40]
 (8.1) (8.1)
где Коб
– стоимость приобретаемого нового оборудования, руб.;
Кт
– затраты на транспортировку оборудования, руб.;
Км
– затраты на монтаж оборудования, руб.;
Кстр
– затраты на строительные работы, руб.
Величины Кт
, Км
, Кстр
можно определить в процентах к оптовой цене нового оборудования и комплектующих изделий (Кт
= 15%; Км
= 10%; Кстр
= 10%).
Таблица 8.1 – Расчёт стоимости изготовления оборудования
| Статьи затрат |
Сумма, руб. |
Примечание |
| 1 Основные материалы |
1 126 062 |
Таблица 8.2 |
| 2 Покупные полуфабрикаты |
13 517,28 |
Таблица 8.3 |
| 3 Комплектующие изделия |
2 493 666 |
Таблица 8.4 |
| 4 Возврат отходов |
- 20 745 |
Формула 8.3 |
| 5 Зарплата основных рабочих |
215 373,6 |
Формула 8.2 |
| 6 Отчисление на социальное страхование |
58 366,25 |
27,1% |
| 7 Износ инструмента |
79 770,55 |
Формула 8.5 |
| 8 Цеховые расходы |
430 747,2 |
Формула 8.6 |
| Итого цеховая себестоимость, Коб
|
4 396 757,88 |
Для определения затрат по статье «Материалы» составляется смета затрат (таблица 8.2).
Таблица 8.2 – Смета затрат на основные материалы
| Наименование материалов |
Марка |
Количество, кг |
Цена, руб. |
Сумма, руб. |
| 1 |
2 |
3 |
4 |
5 |
| Сталь |
40Х13 |
360 |
40 |
14 400 |
| Сталь нержавеющая листовая |
12Х18Н10Т |
60×114=6 840 |
140 |
957 600 |
| Высокомолекулярный полиэтилен |
21506-000 |
300 |
70 |
21 000 |
| Прочие неучтенные расходы, 5% |
49 650 |
| Итого |
1 042 650 |
Базовые и транспортные
расходы, 8%
|
83 412 |
| Всего |
1 126 062 |
Для определения затрат по статье «Покупные полуфабрикаты» и «Комплектующие изделия» составляются сметы по форме, представленной в таблицах 8.3 и 8.4.
Таблица 8.3 – Смета затрат на покупные полуфабрикаты
| Наименование |
Характеристика |
Количество, кг |
Цена, руб. |
Сумма, руб. |
| Крепёж – сталь 45 |
40×4 = 160 |
40 |
6 400 |
| Швеллер стальной горячекатаный |
200×76×5,2×9 |
6×18,4 = 110,4 |
50 |
5 520 |
| Прочие неучтенные, 5% |
596 |
| Итого затрат |
12 516 |
Базовые и транспортные
расходы (8% от всех затрат)
|
1001,28 |
| Всего затрат |
13 517,28 |
Таблица 8.4 – Смета затрат на покупные комплектующие изделия
| Наименование |
Характеристика |
Количество |
Цена, руб |
Сумма, руб |
| Сетка синтетическая |
№ 28 |
1 |
520 000 |
520 000 |
| Электродвигатель |
315 кВт |
2 |
330 000 |
660 000 |
| Редуктор |
2 |
495 000 |
990 000 |
| Муфта |
4 |
2 500 |
10 000 |
| Подшипник |
№ 13520 |
4 |
1 500 |
6 000 |
| Приборы КИПиА |
6 |
13 000 |
| Итого |
2 199 000 |
| Прочие неучтенные, 5% |
109 950 |
| Итого затрат |
2 308 950 |
Базовые и транспортные
расходы (8% от всех затрат)
|
184 716 |
| Всего затрат |
2 493 666 |
Определяем заработную плату
 (8.2) (8.2)
где ТСчас
– часовая тарифная ставка изготовителя, ТСчас
= 20 руб.;
В – затраты времени на изготовление, определяются в зависимости от веса металла и нормы времени на 1 кг металла, норм/часов (таблица 8.5).
В = В1
+ В2
(8.3)
В1
= В1
*
· А1
(8.4)
В2
= В2
*
· А2,
(8.5)
где А1
– «чёрный» вес металла;
А2
– «чистый» вес металла;
А2
= 0,95· А1
(8.6)
Кдоп
– коэффициент дополнительной зарплаты, Кдоп
= 1,3;
Крк
– коэффициент, учитывающий районные выплаты (районный коэффициент), Крк
= 1,3.
Определяем стоимость отходов
 (8.7) (8.7)
где  и и  - соответственно масса и цена металлолома стали 40Х13; - соответственно масса и цена металлолома стали 40Х13;
 и и  - соответственно масса и цена металлолома нержавеющей листовой стали 12Х18Н10Т; - соответственно масса и цена металлолома нержавеющей листовой стали 12Х18Н10Т;
 и и  - соответственно масса и цена отходов высокомолекулярного полиэтилена - соответственно масса и цена отходов высокомолекулярного полиэтилена
 руб. руб.
Таблица 8.5 – Нормы времени на станочные и сборочные работы 1 кг металла
| Станочные работы, В1
*
|
Сборочные работы, В2
*
|
| объём |
норма времени, нормо-ч |
объём |
норма времени, нормо-ч |
| металлоёмкость конструкции |
трудоёмкость конструкции |
металлоёмкость конструкции |
трудоёмкость конструкции |
| «Чёрный» весь металла |
7200
|
0,6
|
«Чистый» вес металла |
6840
|
0,3
|




По статье «Отчисления на социальное страхование» принимается сумма в размере 26% от зарплаты основных производственных рабочих (если годовая зарплата одного рабочего не превышает 280 000 руб.), плюс страховые взносы на обязательное социальное страхование от несчастных случаев на производстве и профессиональных заболеваний 1,1% (Приложение В [40]). Итого «Отчисления на социальное страхование» составляют 27,1%.
 (8.8) (8.8)
Износ инструмента составляет 7% от стоимости обрабатываемого материала и полуфабрикатов и определяется по формуле:
 руб. (8.9) руб. (8.9)
Цеховые расходы принимаем в размере 200% от зарплаты основных производственных рабочих:
 , руб. (8.10) , руб. (8.10)
 руб. руб.
Подставляя полученные данные в формулу 8.1, определим стоимость изготовления оборудования:

По данным предприятия балансовая стоимость базового оборудования составляет КБАЗ
= 3 568 000 руб.
8.2 Расчет текущих затрат, связанных с эксплуатацией оборудования
Режим работы оборудования и баланс рабочего времени оборудования необходимы для расчёта эффективного фонда времени работы оборудования
Таблица 8.6 – Баланс рабочего времени оборудования на 2008 год
| Наименование показателей |
Базовое
оборудование
|
Проектируемое
оборудование
|
| дни |
часы |
дни |
часы |
| Календарный фонд времени |
365 |
8760 |
365 |
8760 |
| - выходные |
- |
- |
- |
- |
| - праздничные |
- |
- |
- |
- |
| - общие остановы |
5 |
120 |
5 |
120 |
| Номинальный фонд времени |
360 |
8640 |
360 |
8640 |
| Остановы на ремонт |
| - Капитальный |
10 |
240 |
- |
- |
| - Капитальный малый |
- |
- |
5 |
120 |
| - Текущий |
11,5 |
276 |
7,67 |
184 |
| Эффективный фонд времени |
338,5 |
8124 |
347,3 |
8336 |
Определяем годовую производительность оборудования
 (8.11) (8.11)
где qчас
– часовая производительность оборудования;
Тэф
– эффективный фонд рабочего времени оборудования, ч. (принимается по балансу рабочего времени оборудования – таблица 8.6).


Баланс рабочего времени одного рабочего в год составляется для определения эффективного фонда рабочего времени
Этот фонд необходим для расчёта численности основных производственных рабочих, обслуживающих оборудование и их фонд заработной платы. Баланс составляется для двух- и трёхсменной, а также односменной работы, т. к. ремонтный персонал, как правило, работает в одну смену (таблица 8.7).
Таблица 8.7 – Баланс рабочего времени одного рабочего в 2008 году
| Наименование показателей |
Баланс времени |
| При односменной работе |
При трехсменной работе |
| 1 |
2 |
3 |
| 1 Календарный фонд времени |
365 |
365 |
| 2 Нерабочие дни: |
| - выходные |
104 |
91 |
| - праздничные |
12 |
- |
| 3 Номинальный фонд времени, дни |
249 |
274 |
| 4 Планирование целодневных невыходов |
| - очередные и доп.отпуска |
36 |
36 |
| - по болезни |
1 |
2 |
| - выполнение Гос. обязанностей |
0,5 |
0,5 |
| - по учебе |
1 |
1 |
| с разрешения администрации |
0,5 |
0,5 |
| 5 Эффективный фонд времени, дни |
210 |
234 |
| 6 Средняя продолжительность смены |
8 |
8 |
| Внутрисменные потери, ч |
- |
- |
| Эффективное время, ч |
1680 |
1872 |
Численность рабочих определяется по профессии как явочная и списочная (таблица 8.8).
 (8.12) (8.12)
где Чя
– явочная численность рабочих;
n – число рабочих мест;
S – сменность работы.
 (8.13) (8.13)
где Чс
– списочная численность рабочих;
К – коэффициент резерва;
 (8.14) (8.14)
где Тном
, Тэф
– номинальный и эффективный фонд рабочего времени (по балансу рабочего времени – таблица 8.7).
Коэффициент резерва для 1ой
и 3ей
смены:
Таблица 8.8 – Численность рабочих по профессиям, чел.
| Профессия |
Численность явочная |
Коэффициент резерва |
Численность списочная |
| 1 Основные рабочие: |
| Машинист |
3 |
1,171 |
4 |
| 2 Вспомогательные рабочие: |
| 2.1 Дежурный персонал: |
| Слесарь-ремонтник |
3 |
1,171 |
4 |
| 2.2 Ремонтный персонал: |
| Слесарь-наладчик |
1 |
1,186 |
2 |
| Смазчик |
1 |
1,186 |
2 |
| Всего рабочих |
8 |
12 |
Расчёт фонда заработной платы рабочих проводится на основе фондов основной и дополнительной заработной платы.
Расчёт тарифного фонда зарплаты проводится по форме, представленной в таблице 8.9.
Рассчитываем доплату за работу в ночное и вечернее время
 (8.15) (8.15)
где К – за работу в ночное время (с 2200
до 600
) принимается равным 0,4, а за работу в вечернее время (с 2000
до 2200
) К = 0,2.
ТС – часовая тарифная ставка рабочего, руб.;
Чя
– явочное число рабочих;
n – годовое количество ночных и вечерних смен;
Тпрод.см
– продолжительность смены, ч.
Рассчитываем доплату за работу в праздничные дни
 (8.16) (8.16)
где Чяв
– явочное число рабочих одной смены;
П – число праздничных дней в году.
Доплаты для машиниста и слесаря-ремонтника:



Рассчитываем дополнительную заработную плату в процентном отношении
 (8.17) (8.17)
где То
– время на очередной и дополнительный отпуск, дн;
Тг
– время на выполнение государственных обязанностей, дн;
Та
– с разрешения администрации, дн;
Ту
– в связи с учебой, дн;
Тэф
– эффективный фонд рабочего времени, дн.
Дополнительная заработная плата для односменной работы:

Дополнительная заработная плата для трехсменной работы:

В зависимости от местонахождения предприятия для ряда районов страны установлены районные коэффициенты, применяемые к заработку. В Красноярске районный коэффициент равен 1,3.
Расчёт амортизационных отчислений проводится по проектируемому (новому) и базовому вариантам с учётом утверждённых нормативов по формуле
 (8.19) (8.19)
где Ф – стоимость оборудования, руб.; Na
– норма амортизации, %.
Стоимость нового оборудования равна величине капитальных затрат на их создание (8.1). Значения Na = 10% принимаются по данным предприятия.
Стоимость базового оборудования принимается с учётом коэффициента повышения стоимости на данный год (по данным предприятия).


Рассчитываем затраты на электроэнергию для нового и базового оборудования
 (8.20) (8.20)
где  - суммарная мощность электродвигателей, кВт; - суммарная мощность электродвигателей, кВт;
К1
– коэффициент, учитывающий использование внутрисменного рабочего времени (0,85 – 0,9);
К2
– коэффициент, учитывающий использование двигателя по мощности, К2
= 0,9;
K3
– КПД двигателя и сети, K3
= 0,95;
Тэф
– эффективный фонд рабочего времени оборудования (таблица 8.6);
Ц – стоимость 1 кВт · ч электроэнергии (принимается по данным предприятия), руб. Ц = 1.4 руб.


Затраты на смазочные и обтирочные материалы, необходимые для содержания работающего оборудования принимаем по данным предприятия.
 (8.21) (8.21)

Расчёт стоимости материалов, запчастей на проведение ремонтных работ и технического обслуживания оборудования проводится по форме, представленной в таблице 8.11
Таблица 8.11 – Расчет затрат материалов и запчастей на проведение ремонтных работ
| Наименование материала |
Количество |
Цена за единицу, руб. |
Сумма, руб. |
| 1 |
2 |
3 |
4 |
| Базовое оборудование |
| Сталь 40Х13 |
2500 кг. |
40 |
100 000 |
| Литол 24 |
240 лит. |
50 |
12 000 |
| Подшипники № 13520 |
24 шт. |
1 500 |
36 000 |
| Итого |
148 000 |
| Проектируемое оборудование |
| Полиэтилен высокомолекулярный |
50 кг. |
70 |
3 500 |
| Сталь 12Х18Н10Т |
320 кг. |
140 |
44 800 |
| Подшипник №13520 |
4 шт. |
1 500 |
6 000 |
| Литол 24 |
40 лит. |
50 |
2 000 |
| Итого |
56 300 |
Таблица 8.12 – Смета затрат на ремонт оборудования
| Статьи расходов |
Сумма |
| Базовый вариант |
Проектируемый вариант |
| 1 Материалы и запчасти |
148 000 |
56 300 |
| 2 Основная и дополнительная заработная плата рабочих |
595 440 |
454 320 |
| 3 Отчисление на социальное страхование 27.1% |
161 364,24 |
123 120,72 |
| Цеховые расходы (50% от зарплаты рабочих, производящих ремонт) |
297 720 |
227 160 |
| Итого |
1 202 524,24 |
860 900,72 |
Рассчитываем основную зарплату рабочих, занятых на ремонте оборудования
 (8.22) (8.22)
где ТС – тарифная ставка ремонтного рабочего, руб.;
Т – годовая трудоёмкость всех видов ремонтных работ, чел.-ч.


Дополнительная зарплата рабочих, занятых на ремонте оборудования принимается в размере 80% основной зарплаты:
 (8.23) (8.23)


Общая заработная плата определяется по формуле:
 (8.24) (8.24)


Таблица 8.13 – Смета затрат на содержание и эксплуатацию оборудования
| Название затрат |
Сумма, руб. |
Примечание |
| Базовый вариант |
Проект. вариант |
| 1 Содержание оборудования |
| - зарплата дежурного персонала |
511 555,82 |
511 555,82 |
Таблица 8.10 |
| - отчисления на соц. страхование |
138 631,63 |
138 631,63 |
27,1% |
| - затраты на смазку |
12000 |
2000 |
Формула 8.16 |
| - услуги других цехов |
35 680 |
59 356,23 |
1% от стоимости оборудования |
| 2 Текущий ремонт оборудования |
| - зарплата ремонтного персонала |
349 440 |
349 440 |
Таблица 8.10 |
| - отчисления на соц. страхование |
94 698,24 |
94 698,24 |
27,1% |
| - затраты на ремонт |
1 202 524,24 |
860 900,72 |
Таблица 8.12 |
| - прочие расходы |
246 999,37 |
195 755,84 |
15% от п. 2.1, 2.2, 2.3 табл. 8.13 |
| 3 Амортизационные отчисления |
356 800 |
593 562,32 |
Формула 8.14 |
| 4 Расход энергии |
4 848 745, 26 |
6 268 847,49 |
Формула 8.15 |
| 5 Зарплата основных рабочих |
569 962,22 |
569 962,22 |
Таблица 8.10 |
| 6 Отчисления на социальное страхование |
154 459,76 |
154 459,76 |
27.1% |
| 7 Итого затрат |
8 521 496,54 |
9 799 170,27 |
| 8 Производительность оборудования, т/год |
194 976 |
333 440 |
Формула 8.7 |
| 9 Себестоимость обработки единицы продукции (1 т. целлюлозы) |
43,7 |
29,39 |
 табл. 8.13 табл. 8.13 |
8.3 Составление годового графика ремонтного оборудования
Составление графика начинается с определения деятельности ремонтного цикла и межремонтных периодов структуры ремонтного цикла для соответствующего вида оборудования (приложение А, Б) [40]. Время простоя оборудования в ремонте также определяется по нормативам системы ремонтов. График ремонта приводится по форме, данной в таблице 8.14.
8.4 Расчёт показателей экономической эффективности
Рассчитываем условно-годовую экономию на основе изменения себестоимости обработки единицы продукции
 (8.25) (8.25)
где S1
, S2
– себестоимость обработки единицы продукции по базовому и проектному вариантам (удельная себестоимость), руб.;
М2
– годовая производительность проектируемого оборудования.

Рассчитываем экономию на условно-постоянных расходах в случае увеличения производительности оборудования и сумму экономии
 (8.26) (8.26)
где УПР – сумма условно-постоянных расходов (расходы на содержание и эксплуатацию оборудования, цеховые расходы) при производстве продукции в базовом периоде, руб.
УПР принимается как сумма 40% «Износа инструмента» (таблица 8.1), 60% «Итого затрат базового варианта» (таблица 8.13) и 40% «Цеховые расходы базового варианта» (таблица 8.12).
М1
– годовая производительность оборудования в базовом варианте.
 (8.27) (8.27)

Определяем срок окупаемости капитальных вложений
 (8.28) (8.28)
где Т – срок окупаемости оборудования, лет;
Основные технико-экономические показатели проекта представлены в виде сводной таблицы 8.15.
Таблица 8.15 – Сводная таблица основных технико-экономических показателей
| Показатели |
Результат |
| базовый вариант |
проект. вариант |
| 1 Годовая производительность оборудования, т/год |
194 976 |
333 440 |
| 2 Списочный состав рабочих, чел. |
12 |
12 |
| - основные |
4 |
4 |
| - вспомогательные |
8 |
8 |
| 3 Сумма капитальных затрат, руб. |
3 568 000 |
5 935 623,16 |
| 4 Годовой фонд зарплаты, руб. |
1 430 958 |
1 430 958 |
| 5 Себестоимость обработки единицы продукции, руб. |
43.7 |
29,39 |
| 6 Затраты на ремонт оборудования, руб. |
1 202 524,24 |
860 900,72 |
| 7 Амортизационные отчисления, руб. |
356 800 |
593 562,32 |
| 8 Расход энергии, руб. |
4 848 745,26 |
6268847,49 |
| 9 Среднемесячная зарплата одного рабочего, руб. |
9937,2 |
9937,2 |
| 10 Условно-годовая экономия, руб. |
- |
4 771 526,4 |
| 11 Экономия на условно-постоянных расходах, руб. |
- |
3737862,4 |
| 12 Срок окупаемости капитальных затрат, лет |
- |
1,24 |
Заключение
В данном дипломном проекте рассмотрены различные формующие и обезвоживающие устройства сеточной части БДМ. Исходя из технико-экономического обоснования для оптимального и наиболее экономичного формования и обезвоживания бумажного полотна, целесообразней использовать синтетическую сетку с гидропланками и МОЯ, при этом натяжение сетки контролируя автоматической сетконатяжкой и сеткоправкой. Произведены технологические и конструкторские расчёты.
Технологические расчёты включают в себя:
расчёт возможной производительности буммашины;
определение ширины сетки и длины валов сеточной части;
расчет процесса формования и обезвоживания бумажной массы на ЭВМ при различном расположении формующих и обезвоживающих элементов сеточного стола.
Конструкторские расчёты включают в себя:
расчёт конструктивных параметров ящика с гидропланками и МОЯ, включающий в себя расчёт на прочность и жёсткость корпуса ящика с гидропланками и МОЯ и их кронштейнов;
расчёт сетконатяжки, включающий в себя расчёт сетконатяжного вала на прочность, жёсткость и критическую скорость, подбор подшипников и расчёт на прочность рычагов сетконатяжного вала.
Описан монтаж, ремонт и техническая эксплуатация сеточной части БДМ, строительные решения, автоматизация производственного процесса (автоматической сетконатяжки), безопасность и экологичность проекта, включающая в себя: производственную безопасность, экологичность проекта, безопасность в ЧС. Произведены экономические расчеты, определяющие основные технико-экономические показатели проекта.
На основе анализа экономических расчетов, мы можем с уверенностью утверждать о необходимости и целесообразности проведения реконструкции оборудования, а именно сеточной части бумагоделательной машины с внедрением новых формующих и обезвоживающих элементов. Установка автоматической сетконатяжки и сеткоправки, синтетической сетки с гидропланками и МОЯ приведет не только к повышению качества бумаги и производительности, но и даст наибольший экономический эффект. Расчеты показывают, что после реконструкции снижены затраты на ремонт оборудования. Снизилась себестоимость обработки единицы продукции с 43,7 руб. до 29,39 руб., уменьшились затраты на ремонт оборудования, увеличилась годовая производительность. Срок окупаемости капитальных затрат – 1,24 года.
Библиографический список
1 Барановский, В. П. Оборудование производства бумаги и картона: для студентов специальности 170404 – «Машины и аппараты целлюлозно-бумажного производства» направления 651600 «Технологические машины и оборудование» [Текст] / В. П. Барановский. – Красноярск: СибГТУ, 2005. – 315 с.
2 Чичаев, В. А. Оборудование целлюлозно-бумажного производства [Текст]: в 2 т. Т. 2. Бумагоделательные машины / В. А. Чичаев. – М.: Лесн. пром-сть, 1981. – 263 с.
3 Шухман, Ф. Г. Сетки бумагоделательных машин [Текст] / Ф. Г. Шухман. – М.: Лесн. промышленность, 1988. – 208 с.
4 Расчет сеточных и прессовых частей бумаго– и картоноделательных машин [Текст] : учебное пособие / В. П. Барановский [и др.]. – Красноярск: СибГТУ, 2003. – 100 с.
5 Бумажная фабрика «БЕРЕГ» [Электронный ресурс] / Полезная информация / Бумагу тоже наливают. – Санкт-Петербург, 2001. Режим доступа: http://webboss.narod.ru
6 Эйдлин, И. Я. Бумагоделательные и отделочные машины [Текст] / И. Я. Эйдлин – М.: Лесн. пром-сть, 1970. – 624 с.
7 Зарубин, Я. Я. Формующие сетки БДМ: проблема выбора [Текст] / Я. Я. Зарубин // Целлюлоза Бумага Картон. – 2005. – № 2. – С. 52 – 56.
8 Зарубин, Я. Я. Выбор формующей сетки БДМ: влияние свойств волокнистой массы и факторов процессаформования [Текст] / Я. Я. Зарубин // Целлюлоза Бумага Картон. – 2005. – № 4. – С. 70 – 73.
9 Калушев, А. Н. «Российские сетки» - модернизация производства [Текст] / А. Н. Калушев // Целлюлоза Бумага Картон. – 2004. - № 10. – С. 16.
10 ЗАО "ПетрозаводскМаш" [Электронный ресурс] / Бумагоделательное и картоноделательное оборудование / составные части машин и отдельное оборудование. – Санкт-Петербург, 2001. Режим доступа: http://www.pbm.onego.ru
11 Перспективные технологии и новые разработки [Электронный ресурс] / Раздел «Технологии». Режим доступа: http://www.sibpatent.ru
12 Справочник «АВС». [Электронный ресурс] / Бумага / Изготовление бумаги на бумагоделательной машине. Режим доступа: http://www.calculate.ru
13 Расчет валов бумагоделательных и картоноделательных машин [Текст]: учебное пособие / Ю. Д. Алашкевич [и др.]. – Красноярск: СибГТУ, 2002. – 96 с.
14 Старец, И. С. Подшипники качения в оборудовании целлюлозно-бумажного производства. Изд. 3-е, перераб. [Текст] / И. С. Старец – М.: Лесн. Пром-сть, 1985. – 312 с.
15 Кокушин, Н. Н. Монтаж и ремонт целлюлозно-бумажного оборудования [Текст] : Учебник для вузов. Н. Н. Кокушин – М.: «Экология», 1991. – 208 с.
16 Справочник по монтажу технологического оборудования предприятий целлюлозно-бумажной промышленности [Текст]: Издание второе, переработанное и дополненное. Изд-во «Лесная промышленность». Коперин В. В. [и др.]. – Москва, 1964. – 760 с.
17 Наумов, В. Г. Монтаж технологического оборудования целлюлозно-бумажной промышленности [Текст]: Учебник для вузов. Изд-во «Лесная промышленность». В. Г. Наумов – Москва, 1971. – 191 с.
18 Пожитков, В. И. Монтаж и ремонт бумагоделательных машин [Текст]: Учебник для вузов. Изд-во «Лесная промышленность». В. И. Пожитков – Москва, 1973. – 312 с.
19 Жудро, С. Г. Проектирование целлюлозно-бумажных предприятий. 2-е изд., перераб. и доп. [Текст] / С. Г. Жудро – М.: Лесн. Пром-сть, 1981. – 304 с.
20 Основы строительного дела: Учебник для вузов по спец. 0901 под ред И. И. Леоновича. [Текст] / И. И. Леонович [и др.]– Мн.: Выш. Школа, 1980. – 352 с. с ил.
21 Смирнов, А. А. Основы автоматизации целлюлозно-бумажного и лесохимического производств [Текст]: Учебник для техникумов. – 3-изд., перераб. / А. А. Смирнов – М.: Лесная пром-сть, 1983. – 360 с.
22 Вьюков, И. Е. Автоматизация технологических процессов целлюлозно-бумажной промышленности. Учебное пособие для вузов / И. Е. Вьюков – М.: Лесная пром-сть, 1983. – 384 стр.
23 Зингель, Т. Г. Автоматизация целлюлозно-бумажных производств [Текст]: Справочное пособие к практическим занятиям, курсовому и дипломному проектированию для студентов всех специальностей и форм обучения / Т. Г. Зингель. – Красноярск: СибГТУ, 2000. – 260 с.
24 Изготовитель и поставщик датчиков и приборов ООО «ПРОМЫШЛЕННАЯ АВТОМАТИКА»[Электронный ресурс] / Датчики давления – Казань, 2004-2005. – Режим доступа: http://www.promav.ru
25 ЗАО «Торговый дом», «ЭМА» [Электронный ресурс] / Измерительные преобразователи – Смоленск, 2007. – Режим доступа: http://www.energoma.ru
26 Изготовитель и поставщик трубопроводной арматуры ООО «БАЛТПРОМ-АРМАТУРА» [Электронный ресурс] / Пневмоклапан, БПА29000 – Санкт-Петербург, 2007. – Режим доступа: http://www.bpa.spb.ru
27 Каталог датчиков [Электронный ресурс]. – ПГ «Метран», 2005. – 1 электрон. опт. диск (CD-ROM).
28 Контроллеры КР 3000 [Электронный ресурс]. – ЗАО «Контраст», 1991. – 1 электрон. опт. диск (CD-ROM).
29 Продажа компьютеров и комплектующих ООО «Старком» [Электронный ресурс] / Компьютеры и комплектующие – Красноярск, 2007. – Режим доступа: http://www.starcom.ru
30 Зингель, Т. Г. Приборы и средства автоматизации [Текст]: Монография / Т. Г. Зингель. – Красноярск: СибГТУ, 2005. – 278 с.
31 ГОСТ 12.0.003-74 ССБТ. Опасные и вредные производственные факторы; введ. 18.11.74. – М.: Изд-во стандартов, 1976. – 44 с.
32 Закон об основах охраны труда РФ ФЗ №181, принят 17.07.99 г.
33 «ООО Енисейский ЦБК». Инструкция № 60 по охране труда для машинистов сеточной части бумагоделательной машины цеха производства бумаги, 2006. – 5 с.
34 НПБ 105-95. Определение категорий помещений и зданий по взрывопожарной и пожарной опасности. – М.: Энергия, 1995 г.
35 Бельский, А. П. Вентиляция бумагоделательных машин [Текст] / А. П. Бельский, М. Д. Лотвинов – М.: Лесная промышленность, 1990. – 216 с.
36 Безопасность жизнедеятельности [Текст] : учебное пособие по выполнению лабораторных работ для студентов всех специальностей, направлений и форм обучения / А. Г. Лапкаев [и др.]. – Красноярск: СибГТУ, 2006. – 212 с.
37 Федеральный закон «О защите населения и территорий от чрезвычайных ситуаций природного и техногенного характера». Постановление № 68 от 21 декабря 1994 г.
38 Закон РФ «О промышленной безопасности опасных производственных объектов», 1997 г.
39 Постановление № 794 от 30 декабря 2003 «О РСЧС».
40 Первушина, Т. А. Экономика, организация и управление производства: Методические указания к выполнению курсовой работы и экономической части дипломных проектов для студентов специальностей 17 04 04, 17 05 00, 17 06 00 и 03 05 00 всех форм обучения [Текст] / Т. А. Первушина, Ж. Г. Щербакова, В. В. Абрамкин – Красноярск: СибГТУ, 2003. – 32 с.
|
