Московский Государственный Технологический Университет
СТАНКИН
Кафедра “Производственный менеджмент”
Курсовая работа
по дисциплине “Функционально-стоимостной анализ и управление затратами”
Тема работы: “Функционально-стоимостной анализ изделия:
“соединение валов бесшпоночное” с годовым объемом производства
(продаж) 640 шт., момент, на который сделаны стоимостные
оценки 24 декабря 1997г.”
Студент: Кузин К. С.
/________/
Группа: Э-9-30
 Оценка: Оценка:
Руководитель: Быкова В. Г.
/_______/
Дата сдачи зачета:
Москва 1997
СОДЕРЖАНИЕ КУРСОВОЙ РАБОТЫ:
1.
Определение затрат на изготовление изделия.
1.1. Назначение и описание работы изделия.
1.2. Поэлементный расчет основного времени обработки деталей.
1.3. Определение массы заготовок деталей.
1.4. Расчет затрат на основные материалы.
1.5. Определение трудоемкости обработки деталей.
1.6. Определение технологической себестоимости деталей
2.
Анализ функций и затрат.
2.1. Формулирование и классификация функций.
2.2. Построение и анализ функционально-структурной схемы изделия.
2.3. Определение и анализ затрат на выполнение функций.
2.4. Определение приоритетных направлений поиска новых решений и прогнозирование экономии от снижения затрат на функции.
3.
Управление затратами.
3.1. Калькуляция себестоимости изделия.
3.2. Определение критического объема производства.
3.3. Основные экономические показатели.
Список используемой литературы.
1.
ОПРЕДЕЛЕНИЕ ЗАТРАТ НА ИЗГОТОВЛЕНИЕ ИЗДЕЛИЯ.
1.1.
Назначение и описание работы изделия.
Анализируемая конструкция является муфтой – соединительным устройством для валов приводов, концы которых подходит один к другому на небольшое расстояние, причем соединение валов муфтой выполнено таким образом, что оно допускает передачу вращающего момента от одного вала к другому.
Помимо вращающего момента, конструкция муфты позволяет преодолевать изгибающий момент и воспринимать осевое усилие. Муфта с заданными конструктивными размерами может передавать вращающий момент Т = 100 Н м, максимальный вращающий момент ТS
= 16 500 Н м.
Муфта состоит из втулки соединительной (дет. № 1), двух обойм (дет. № 2), двух фланцев нажимных (дет. № 3), двух колец упорных (дет. № 4) и двух фланцев (дет. № 5). Муфту необходимо собрать, как показано на сборочном чертеже. С помощью винтов (дет. № 6) необходимо сжать фланцы так, чтобы концы валов соединились жестко.
Реклама

Муфта работает следующим образом: после сборки муфты и жесткого соединения концов валов происходит деформация поверхностей соприкосновения дет. № 3, № 5, № 2. Усилия от равномерного затягивания винтов через вышеназванные детали передаются на втулку соединительную, а втулка, в свою очередь, через поверхность соприкосновения с концами валов, деформируясь, жестко соединяет концы валов привода. Такое соединительное устройство позволяет передать крутящий момент от одного вала к другому.
Форма 1.
Спецификация изделия (оригинальные детали).
| Номер детали |
Наименование детали |
Колич., шт. |
Масса, кг. |
Материал |
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Втулка соединительная |
1 |
13,323 |
Ст 3 |
| 2 |
Обойма |
2 |
1,417 |
Ст 3 |
| 3 |
Фланец нажимной |
2 |
8,482 |
Ст 3 |
| 4 |
Кольцо упорное |
2 |
0,338 |
Ст 3 |
| 5 |
Фланец |
2 |
6,220 |
Ст 3 |
1.2.
Поэлементный расчет основного времени обработки деталей.
Поэлементный расчет основного времени обработки деталей представлен в форме 2.
tоп = t’о kоб Z,
tоо = (kвт - 1) tоп,
tоп - основное время предварительных переходов при обработке элемента детали, мин.;
t’о - приведенное основное время черновых переходов, мин.;
Z -количество элементов данного наименования в детали;
tоо - основное время окончательных (чистовых) переходов;
kвт- коэффициент времени чистовых переходов.
Форма 2.
Поэлементный расчет основного времени обработки деталей.
Наименование детали
|
Номер и наименование элемента
|
Код эле-мента
|
Размеры элемента, мм.
|
Z
|
K
т
или
С
т
|
t’
o
|
K
вт
|
Технолог код
|
t
оп
мин
|
t
оо
мин
|
| D
|
d
|
L
|
h
|
m
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
Втулка соединительная
|
1. Торцевая поверхность цилиндра
|
Э15
|
140
|
100
|
2
|
11
|
0,8
|
1,4
|
Т
|
0,8
|
0,32
|
| 2. Наружная гладкая цилиндрическая поверхность |
Э1
|
140
|
73
|
2
|
9
|
0,213
|
1,9
|
Т
|
0,213
|
0,192
|
| 3. Наружная гладкая цилиндрическая поверхность |
Э1
|
150
|
64
|
1
|
10
|
0,214
|
1,6
|
Т
|
0,107
|
0,064
|
4. Отверстие с глад-
кими стенками, по- лучаемое расточкой
|
Э8
|
100
|
210
|
1
|
9
|
3,1
|
1,9
|
КШ
|
1,55
|
1,395
|
| 5. Торцевая поверхность цилиндра |
Э15
|
150
|
140
|
2
|
9
|
0,2
|
1,9
|
ТШ
|
0,2
|
0,18
|
| Итого по детали “Втулка соединительная”:
|
2,657
|
2,151
|
Обойма
|
1. Торцевая поверхность цилиндра
|
Э15
|
160
|
140
|
2
|
11
|
0,4
|
1,4
|
Т
|
0,4
|
0,16
|
| 2. Отверстие с гладкими стенками |
Э8
|
140
|
52
|
1
|
9
|
1,92
|
1,9
|
КШ
|
0,96
|
0,864
|
| 3. Наружная гладкая коническая поверхность |
Э2
|
155
|
30
|
1
|
9
|
0,185
|
1,9
|
Т
|
0,093
|
0,083
|
| 4. Наружная гладкая коническая поверхность |
Э2
|
155
|
22
|
1
|
9
|
0,177
|
1,9
|
Т
|
0,089
|
0,08
|
| Итого по детали “Обойма”:
|
1,542
|
1,024
|
Форма 2.
Наименование детали
|
Номер и наименование элемента
|
Код эле-мента
|
Размеры элемента, мм.
|
Z
|
K
т
или
С
т
|
t’
o
|
K
вт
|
Технолог код
|
t
оп
мин
|
t
оо
мин
|
| D
|
d
|
L
|
h
|
m
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
Фланец нажимной
|
1. Наружная гладкая цилиндрическая поверхность
|
Э1
|
265
|
30
|
1
|
9
|
0,295
|
1,9
|
Т
|
0,148
|
0,133
|
| 2. Торцевая поверхность цилиндра |
Э15
|
265
|
150
|
1
|
9
|
2,3
|
1,9
|
Т
|
1,15
|
1,035
|
| 3. Торцевая поверхность цилиндра |
Э15
|
265
|
160
|
1
|
9
|
2,1
|
1,9
|
Т
|
1,05
|
0,945
|
| 4. Отверстие коническое с гладкими стенками |
Э7
|
160
|
150
|
30
|
1
|
9
|
5,55
|
1,9
|
СШ
|
2,775
|
2,498
|
| 5. Отверстие цилиндрическое с гладкими стенками |
Э6
|
15
|
30
|
6
|
9
|
1,35
|
1,9
|
ТШ
|
4,05
|
3,645
|
| Итого по детали “Фланец нажимной”:
|
9,173
|
8,256
|
Кольцо упорное
|
1. Плоская поверхность горизонтальная или вертикальная
|
Э14
|
240
|
220
|
722
|
2
|
9
|
0,732
|
1,9
|
ФШ
|
0,732
|
0,659
|
| Итого по детали “Кольцо упорное”:
|
0,732
|
0,659
|
Форма 2.
Наименование детали
|
Номер и наименование элемента
|
Код эле-мента
|
Размеры элемента, мм.
|
Z
|
K
т
или
С
т
|
t’
o
|
K
вт
|
Технолог код
|
t
оп
мин
|
t
оо
мин
|
| D
|
d
|
L
|
h
|
m
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
Фланец
|
1. Наружная гладкая цилиндрическая поверхность
|
Э1
|
265
|
22
|
1
|
9
|
0,287
|
1,9
|
Т
|
0,114
|
0,129
|
| 2. Торцевая поверхность цилиндра |
Э15
|
265
|
150
|
1
|
9
|
2,3
|
1,9
|
Т
|
1,15
|
1,035
|
| 3. Торцевая поверхность цилиндра |
Э15
|
265
|
160
|
1
|
9
|
2,1
|
1,9
|
Т
|
1,05
|
0,945
|
| 4. Отверстие коническое с гладкими стенками |
Э7
|
160
|
150
|
22
|
1
|
9
|
5,31
|
1,9
|
СШ
|
2,655
|
2,39
|
| 5. Отверстие цилиндрическое с гладкими стенками |
Э6
|
М14
|
22
|
6
|
9
|
1,08
|
2,5
|
С
|
3,24
|
4,86
|
| Итого по детали “Фланец”:
|
8,239
|
9,359
|
1.3. Определение массы заготовок деталей.
Расчеты по определению массы заготовок выполняются в графах 1-7 формы 3. Данные о деталях: наименовании, количестве в изделии, массе одной детали (графы 1-4) берутся из формы 1.
Реклама

1.4. Расчет затрат на основные материалы.
Расчет затрат на основные материалы выполняется в графах 8-12 формы 3 в соответствии с приведенными ниже формулами.
Форма 3.
Расчет затрат на основные материалы.
Номер детали
|
Наименование детали
|
nд
, шт.
|
Gд,
кг.
|
G фз,
кг.
|
Вид заго-
товки
|
Gз,
кг.
|
Вг, шт.
|
Ц’б, руб. за кг.
|
Дата действ-ия цены
|
Ц, руб. за кг.
|
Sм, руб.
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| 1. |
Втулка соединительная |
1 |
13,232 |
20,500 |
отлив-
ка
|
20,500 |
704 |
4700 |
май 1995 г. |
6173 |
126 546,5 |
| 2. |
Обойма |
2 |
1,417 |
3,233 |
поков- ка |
3,233 |
1 408 |
4700 |
май 1995 г. |
6173 |
39 914,6 |
| 3. |
Фланец нажимной |
2 |
8,482 |
10,759 |
поков- ка |
10,759 |
1 408 |
4700 |
май 1995 г. |
6173 |
132 830,6 |
| 4. |
Кольцо упорное |
2 |
0,338 |
0,442 |
прокат |
0,442 |
1 408 |
4700 |
май 1995 г. |
5551 |
4 907,1 |
| 5. |
Фланец |
2 |
6,220 |
8,151 |
поков- ка |
8.151 |
1 408 |
4700 |
май 1995 г. |
6173 |
100 632,2 |
| Итого:
|
404 831
|
Ц = Ц’бIц Кс Кср
Sм = nд Gз Ц
1.5. Определение трудоемкости обработки деталей.
Форма 4.
Расчет трудоемкости обработки деталей.
Номер детали
|
Наименование детали
|
nд
, шт.
|
Топ,
мин.
|
Тоо,
мин.
|
То, мин.
|
Технол.
код
детали
|
Ту,
мин.
|
П,
шт.
|
Тпз,
мин.
|
Тт,
мин.
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
| 1. |
Втулка соединительная |
1 |
2,657
|
2,151 |
4,808 |
ТКШ |
11,293 |
57 |
1,175 |
16,397 |
| 2. |
Обойма |
2 |
1,542 |
1,024 |
2,566 |
ТКШ |
7,328 |
57 |
1,088 |
21,026 |
| 3. |
Фланец нажимной |
2 |
9,173 |
8,256
|
17,429 |
ТСШ |
10,118 |
57 |
1,175 |
51,073 |
| 4. |
Кольцо упорное |
2 |
0,732 |
0,659 |
1,391 |
ФШ |
3,053 |
57 |
0,579 |
7.816 |
| 5. |
Фланец |
2 |
8,239 |
9,359 |
17,598 |
ТСШ |
9,44 |
57 |
1,175 |
31,396 |
| Итого:
|
127,708
|
То = ((Gз - Gд) /(Gфз - Gд)) Топ+Тоо
Ту = (1+0,3ÖGд) qKk
Тпз = (14q+5n)/П
Тт= [То(0.8 + 1/(П +1)) + Ту + Тпз] nд
1.6. Определение технологической себестоимости деталей.
Форма 5.
Расчет технологической себестоимости деталей.
Номер
детали
|
Наименование
детали
|
nд
, шт.
|
Sм, руб.
|
Sз, руб.
|
Sоб, руб.
|
Sд, руб.
|
Технологическая себестоимость одной детали, руб.
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| 1 |
Втулка соединительная |
1
|
126 546,5
|
2 147
|
2 039
|
130 732,5
|
130 732,5
|
| 2 |
Обойма |
2 |
39 914,6 |
2 753 |
1 697 |
44 364,6 |
22 182,3 |
| 3 |
Фланец нажимной |
2 |
132 830,6 |
6 688 |
5 696 |
145 214,6 |
72 607,3 |
| 4 |
Кольцо упорное |
2 |
4 907,1 |
1 024 |
545 |
6 476,1 |
3 238,1 |
| 5 |
Фланец |
2 |
100 632,2 |
4 111 |
3 266 |
108 009,2 |
54 004,6 |
Итого:
|
404 831
|
16 723
|
13 243
|
434 797
|
Sз = (Тт ЗсрIз Кд) / 60
Зср =1 200 000 / 166,2 = 7 143
Sоб = (Тт См (1+0,3ÖGд)) / 60
См = 0,5 (ЗсрIз) = 0,5 (7143 * 1) = 3572
Sд= Sм + Sз + Sоб
Анализ технологической себестоимости деталей выявил, что наиболее дорогими в производстве деталями являются втулка соединительная, фланец нажимной и фланец. Производство обоймы и кольца упорного требует значительно меньше ресурсов. Наиболее весомой статьей затрат в себестоимости деталей являются затраты на материалы.
2. АНАЛИЗ ФУНКЦИЙ И ЗАТРАТ.
2.1. Формулирование и классификация функций.
Главной общеобъектной функцией этого изделия является передача вращательного момента от одного вала другому.
Основные функции:
F1 – размещать валы;
F2 - зажимать валы в муфте;
Вспомогательные функции:
F3 – принимать усилие сжатия;
F4 – передавать усилие сжатия;
F5 – усиливать сжатие.
2.2.
Построение и анализ функционально-структурной схемы изделия.
Представим, сформулированные выше функции в виде фукционально-структурной схемы узла.
Функционально-структурная схема изделия “муфта”.
| Общеобъектная главная функция |
|
 |
2.3.
Определение и анализ затрат на выполнение функций.
Производственные затраты на функции определяются по отдельным функциональным частям на основе рассчитанных выше в разделе 1 подетальных затрат. Затраты на функцию складываются из технологических затрат на изготовление тех деталей, которые эту функцию выполняют. Расчеты выполнены в форме 6.
Форма 6.
Расчет затрат на функции.
| Функция |
Номер и наименование деталей - носителей функций |
Количество деталей, шт. |
Долевой коэффициент |
Технол. себестоимость одной детали, руб. |
Затраты, отнесенные к функции, руб. |
| 1 |
2 |
3 |
4 |
5 |
6 |
| F1 “Размещать валы” |
1. Втулка соединительная |
1 |
1 |
130 732,5 |
130 732,5 |
| Итого по функции
F1:
|
130 732,5
|
| F2 “Зажимать валы в муфте” |
1. Втулка соединительная |
1 |
0,25 |
130 732,5 |
32 683,1 |
| 2. Обойма |
2 |
0,25 |
22 182,3 |
11 091,2 |
| 3. Фланец нажимной |
2 |
0,25 |
72 607,3 |
36 303,7 |
| 5. Фланец |
2 |
0,25 |
54 004,6 |
27 002,3 |
| Итого по функции
F2:
|
107 080,3
|
| F3 “Принимать усилие сжатия” |
1. Втулка соединительная |
1 |
0,4 |
130 732,5 |
52 293 |
| 2. Обойма |
2 |
0,5 |
22 182,3 |
22 182,3 |
| 4. Кольцо упорное |
2 |
0,1 |
3 238,1 |
647,6 |
| Итого по функции
F3:
|
75 122,9
|
F4 “Передавать усилие
сжатия”
|
1. Втулка соединительная |
1 |
0,5 |
130 732,5 |
65 366,3 |
| 2. Обойма |
2 |
0,5 |
22 182,3 |
22 182,3 |
| Итого по функции
F4:
|
87 548,6
|
F5 “Усиливать сжатие”
|
3. Фланец нажимной |
2 |
0,5 |
72 607,3 |
72 607,3 |
| 5. Фланец |
2 |
0,5 |
54 004,6 |
54 004,6 |
| Итого по функции
F5:
|
126 611,9
|
Наибольших затрат требуют такие функции, как “размещение валов” и “усиление сжатия”. Снижение затрат по этим функциям может быть достигнуто за счет исполнения деталей (втулки соединительной, фланца нажимного и фланца) из более дешевого материала (например ковкого чугуна КЧ35-10).
2.4.
Определение приоритетных направлений поиска новых решений и прогнозирование экономии от снижения затрат на функции.
Проведенный выше анализ функционально-структурной схемы и затрат на функции создает предпосылки для эффективного поиска новых решений. Приоритетные направления поиска новых решений устанавливаются с помощью пофакторного метода. Анализ проведен в форме 7.
Форма 7.
Расчет снижения затрат на функции пофакторным методом.
| Номер фак- |
Контрольный вопрос |
Ответ: 1 (да), 0 (нет)
по функциям
|
| тора |
F1 |
F2 |
F3 |
F4 |
F5 |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 1 |
Можно ли применить принципиально другое решение, основанное на ином физическом принципе? |
0 |
0 |
0 |
0 |
0 |
| 2 |
Имеются ли функционально ненужные элементы (детали или части деталей) и можно ли их устранить? |
0 |
0 |
0 |
0 |
0 |
| 3 |
Имеются ли завышенные размеры в конструкции, слишком большая толщина стенок? |
0 |
1 |
0 |
1 |
0 |
| 4 |
Можно ли заменить заготовки деталей на более прогрессивные с меньшими припусками на обработку? |
0 |
0 |
0 |
0 |
0 |
| 5 |
Можно ли заменить материал деталей на более дешевый? |
1 |
1 |
1 |
1 |
1 |
| 6 |
Можно ли объединить несколько деталей в одну и уменьшить тем самым число деталей? |
0 |
0 |
0 |
0 |
0 |
| 7 |
Можно ли изменить конфигурацию некоторых деталей, сделав их более технологичными при обработке и сборке? |
0 |
0 |
0 |
0 |
0 |
| 8 |
Можно ли заменить некоторые детали на стандартные? |
0 |
0 |
0 |
0 |
0 |
| 9 |
Можно ли некоторые детали сделать однотипными?
|
0 |
0 |
0 |
0 |
0 |
| 10 |
Можно ли заменить некоторые крепежные детали, пружины, прокладки, подшипники и т.д. на более дешевые? |
0 |
0 |
0 |
0 |
0 |
| Итого число факторов: |
1 |
2 |
1 |
2 |
1 |
| Ожидаемая экономия по функциям, руб. |
13 733
|
21 416
|
7 512
|
17 510
|
12 661
|
В последней строке формы 7 приведены результаты расчета ожидаемой экономии от снижения затрат по функциям с помощью формулы:
ЭFi = 0,1SFi mFi
,
где ЭFi
- экономия от снижения затрат по функциям Fi, руб.;
SFi
- затраты на функцию Fi, руб.;
mFi
- число факторов для функции Fi.
Наибольшая экономия достигается по двум функциям: “Зажимать валы в муфте” и “Передавать усилие сжатия”. Экономия по вышеуказанным функциям может быть достигнута за счет применения более дешевого конструкционного материала (ковкого чугуна) вместо стали для изготовления деталей изделия, а также за счет уменьшения внешнего радиуса фланцев.
3.
УПРАВЛЕНИЕ ЗАТРАТАМИ.
3.1. Калькуляция себестоимости изделия.
На основе рассчитанных выше производственных затрат в форме 8 составляется калькуляция себестоимости изделия.
Форма 8.
Калькуляция изготовления изделия.
Статьи затрат
|
Сумма, руб.
|
Примечание
|
| 1 |
2 |
3 |
Основные материалы
|
404 831
|
Итог графы 4 формы 5
|
| Покупные комплектующие изделия (крепежные детали, пружины, подшипники и т.д.) |
43 480 |
10% от итога в графе 7 формы 5 |
| Заработная плата основных рабочих, занятых на операциях механической обработки деталей |
16 723 |
Итог графы 5 формы 5 |
| Заработная плата основных рабочих, занятых на операциях сборки изделия |
5 017 |
30% от заработной платы основных рабочих на механической обработке |
| Отчисления на социальные страхование, в пенсионный фонд, медстрахование и фонд занятости |
8 261 |
38% от заработной платы, т.е. от суммы двух предыдущих строк |
| Содержание и эксплуатация оборудования |
13 243 |
Итог графы 6 формы 5 |
| Цеховые (общепроизводственные) расходы |
13 044 |
60% от заработной платы основных рабочих на операциях механической обработки деталей и сборки изделия |
| Итого цеховая себестоимость
|
504 599
|
| Общехозяйственные расходы, включая налоги и проценты, относимые на себестоимость |
17 392 |
80% от заработной платы основных рабочих на операциях механической обработки деталей и сборки изделия |
| Итого производственная себестоимость
|
521 991
|
| Коммерческие расходы |
5 220 |
1% от производственной себестоимости |
| Итого полная себестоимость
|
527 211
|
В результате проведения ФСА уменьшится самая весомая статья затрат, а именно затраты на основные материалы, что снизит полную себестоимость изделия.
3.2.
Определение критического объема производства.
Принимается, что при исходном годовом объеме выпуска (640 шт.) обеспечиваются полная загрузка оборудования и рентабельность производства на уровне 15% от себестоимости. Рассчитаем цену на изделие:
Ц = (1-Нпр) Сп / (1-Ндс) (1-Нпр-Кр),
где Ц - цена изделия (включая НДС), тыс. руб.;
Нпр - ставка налога на прибыль, равна 0,35;
Сп - полная себестоимость изделия при исходном годовом объеме выпуска (продаж), тыс. руб.;
Ндс - ставка налога на добавленную стоимость, равна 0,2;
Кр - коэффициент рентабельности (принят равным 0,15).
Ц = (1 - 0,35) * 527 211 / (1 - 0,2) * (1 - 0,35 - 0,15) = 856 718 тыс. руб.
Затраты, входящие в калькуляцию изделия, подразделяют на переменные и условно-постоянные. Переменные затраты на одно изделие рассчитываются в форме 9.
Форма 9.
Переменные затраты на одно изделие.
Статьи затрат
|
Сумма, руб.
|
Примечание
|
| 1 |
2 |
3 |
Основные материалы
|
404 831
|
Из формы 8
|
| Покупные комплектующие изделия |
43 480 |
Из формы 8 |
| Заработная плата основных рабочих |
21 740 |
Суммируется заработная плата основных рабочих на механообработке и сборке (см. форму 8) |
| Отчисления на социальные цели |
8 261 |
38% от предыдущей строки |
| Топливо и энергия на технологические цели и привод оборудования |
3 973 |
30% от затрат на содержание и эксплуатацию оборудования (см. форму 8) |
| Расход инструмента |
1 324 |
10% от затрат на содержание и эксплуатацию оборудования (см. форму 8) |
| Итого переменные затраты на одно изделие
|
483 609
|
Условно-постоянные затраты на год, практически не зависящие от объема выпуска, определяют по формуле:
Sуп = (Cп -V) * Вн,
где Sуп - условно-постоянные затраты в год, тыс. руб.;
Cп - полная себестоимость изделия при исходном годовом объеме выпуска (продаж), тыс. руб.;
V - переменные затраты на одно изделие, тыс. руб.;
Вн - исходный объем выпуска (продаж) изделий в год, шт.
Sуп = (527 211 – 483 609) * 640 = 27 905,28 тыс. руб.
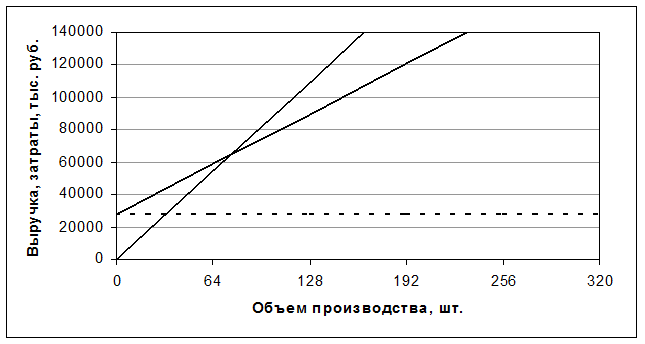
Критический объем выпуска (продаж) Вкр, при котором прибыль от реализации равна нулю, рассчитывается по формуле:
Вкр = Sуп / (Ц - V )
Вкр = 27 905,28 / (856,718 – 483,609) = 75 шт.
Условно-постоянные
затраты
|
|
 Показатели производства вблизи критического уровня.
Показатели производства вблизи критического уровня.
Рассчитывается запас “финансовой прочности” Зфп при исходном объеме выпуска по формуле:
Зфп = ((Ви - Вкр) / Ви ) * 100 %
Зфп = ((640 - 75) / 640) * 100% = 88,3 %.
Запас “финансовой прочности” показывает, на сколько процентов может снизиться выручка (например, вследствие сокращения спроса) без серьезной угрозы для финансового положения предприятия. Производство данной продукции является целесообразным, так как запас “финансовой прочности” достаточно высок.
Рассчитывается производственный леверидж Лпр по формуле:
Лпр = (Ц -V) / (Ц- Сп).
Лпр = (856,718 – 483,609) / (856,718 – 527,211) = 1,13
Производственный леверидж показывает, что при изменении выручки на 1% прибыль изменится на 1,13%.
3.3.
Основные экономические показатели.
Основные экономические показатели, характеризующие производство изделия и рассчитанные в этой работе сводят в форму 10.
Форма 10.
Основные экономические показатели.
Показатель
|
Величина
|
Примечание
|
| 1 |
2 |
3 |
1.Объем выпуска в год, шт.
|
640
|
Объем выпуска изделия дан в задании.
|
2. Критический объем выпуска в год, шт.
|
75 |
Показывает при каком объеме производства предприятие начнет получать прибыль. |
1. Полная себестоимость изделия, руб.
|
527 211 |
Себестоимость изделия рассчитана в форме 8. |
1. Цена изделия (включая НДС), руб.
|
856 718 |
| 5. Ожидаемая экономия от мероприятия по ФСА на одно изделие, руб. |
72 832 |
Экономия достигается за счет использования вместо стали ковкого чугуна при изготовлении деталей и уменьшения размера фланцев |
1. Масса конструкции изделия, кг.
|
46,146 |
Масса изделия рассчитана по объему тела деталей. |
| 7. Удельная цена, приходящаяся на 1 кг массы конструкции изделия, руб. |
18 565 |
1. Запас финансовой прочности, %
|
88,3 |
Производство данной продукции является целесообразным, так как запас “финансовой прочности” достаточно высок. |
9. Производственный леверидж
|
1,13 |
Производственный леверидж показывает, что при изменении выручки на 1% прибыль изменится на 1,13%. |
Список используемой литературы.
Моисеева Н.К., Карпунин М.Г. Основы теории и практики функционально-стоимостного анализа. М.: Высшая школа, 1988.
Баканов М.И., Шеремет А.Д. Теория экономического анализа. М.: Финансы и статистика, 1988.
3. Ковалев А.П. Функционально-стоимостной анализ и управление затратами. М.: МГТУ “Станкин”, 1995.
|