|  СОДЕРЖАНИЕ СОДЕРЖАНИЕ
Стр.
I. Выбор посадки для первого соединения 5-6
II. Выбор посадки для второго соединения 7-8
III. Выбор посадки для третьего соединения 9-10
Список литературы 11
 I.Выбор посадки для первого соединения I.Выбор посадки для первого соединения
Исходные данные:
DN
= 70 (мм) – номинальный размер
Решение:
1.Выбираем посадку с натягом, чтобы при наименьшем натяге была обеспечена прочность
соединения и передача момента, а при наибольшем натяге – прочность деталей.
 2.Посадку назначаем в системе вала, так как эта система экономически выгодна. 2.Посадку назначаем в системе вала, так как эта система экономически выгодна.
3.Согласно ГОСТ 25346 – 89 определяем посадку для данного соединения : так как ее используют при средних нагрузках с дополнительными креплениями(болты).
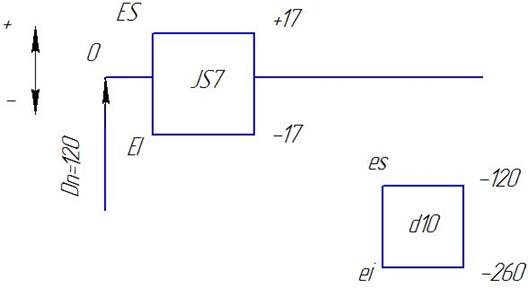
4.Построим схему полей допусков для данного соединения:

 4.1.Определим максимальный, минимальный натяг и допуск посадки с натягом: 4.1.Определим максимальный, минимальный натяг и допуск посадки с натягом:
мкм
 мкм мкм
 мкм мкм
4.2.Определим предельные размеры, допуски для вала и отверстия:
 мм мм
 мм мм
 мм мм
 мм мм
 мм мм
мм
4.3.Запишем интервалы годных деталей для вала и отверстия:
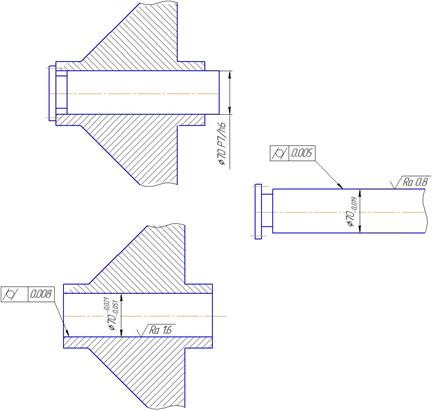
 5.Вычертим эскизы сопрягаемых деталей: 5.Вычертим эскизы сопрягаемых деталей:
Рисунок 1 – Обозначение точности на чертеже для соединения . 70 .
II. Выбор посадки для второго соединения
Исходные данные:
DN
=120(м)– номинальный размер
Решение:
1.Выбираем посадку с зазором, так как они применяются в неподвижных соединениях при необходимости легкой разборки для сменных деталей.
 2.Посадка в системе переходная так как эа система наиболее экономична. 2.Посадка в системе переходная так как эа система наиболее экономична.
3. Согласно ГОСТ 25346 – 89 определяем посадку для данного соединения: применяются для подвижных соединений и центрирования при относительно невысоких требованиях к соосности.
4.Построим схему полей допусков для данного соединения:
 4.1.Определим максимальный, минимальный зазор и допуск посадки с зазором: 4.1.Определим максимальный, минимальный зазор и допуск посадки с зазором:
 мкм мкм
 мкм мкм
 мкм мкм
 4.2. Определим предельные размеры, допуски для вала и отверстия: 4.2. Определим предельные размеры, допуски для вала и отверстия:
   4.3. Запишем интервалы годных деталей для вала и отверстия: 4.3. Запишем интервалы годных деталей для вала и отверстия:
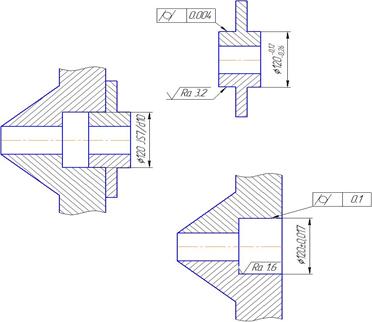
5. Вычертим эскизы сопрягаемых деталей:

Рисунок 2 - Обозначение точности на чертеже для соединения 120 .
III. Выбор посадки для третьего соединения.
Исходные данные:
DN
= 65(м)– номинальный размер
Решение:
1.Выбираем посадку переходную, так как они предназначены для соединений неподвижных, подвергаемых при ремонте или условиях эксплуатации сборке и разборке. Натяги, получающиеся в этих посадках, имеют относительно малую величину, поэтому для передачи крутящих моментов применяют дополнительное крепление: шпонку.
Реклама

2.Выбираем посадку в системе отверстия так как:
а) эта система экономически выгодна;
 б) на вале одного номинального размера обеспечена посадка одной детали. б) на вале одного номинального размера обеспечена посадка одной детали.
 3. Согласно ГОСТ 25346 – 89 определяем посадку для данного соединения: имеет большие средние зазоры и применяется при необходимости облегчения сборки. 3. Согласно ГОСТ 25346 – 89 определяем посадку для данного соединения: имеет большие средние зазоры и применяется при необходимости облегчения сборки.
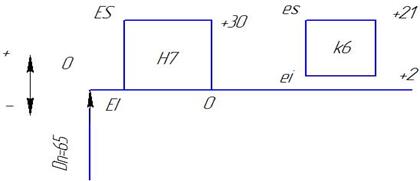
4. Построим схему полей допусков для данного соединения:
 4.1. Определим максимальный, минимальный зазор и допуск посадки с зазором: 4.1. Определим максимальный, минимальный зазор и допуск посадки с зазором:
4.2. Определим предельные размеры, допуски для вала и отверстия:
 4.3. Запишем интервалы годных деталей для вала и отверстия: 4.3. Запишем интервалы годных деталей для вала и отверстия:
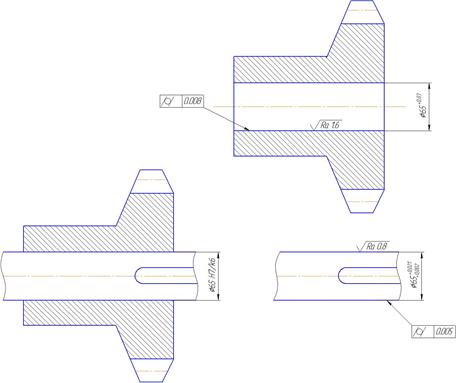
5. Вычертим эскизы сопрягаемых деталей:
Рисунок 3 - Обозначение точности на чертеже для соединения 65 .
 Список литературы Список литературы
Анурьев В.И. Справочник конструктора-машиностроителя: в 3 т. Т.1. – 8-е изд., переработано и доп. Под ред. Жестковой И.Н.- М.: Издат. «Машиностроение», 2001-
920 с.: ил.
Стандарт предприятия. СТП ЧГАУ 2-2003. Проекты (работы) курсовые и дипломные. Общие требования к оформлению/ Звонарева Л.М., Конюхов С.В. и др. – Ч.: ЧГАУ, 1996. – 55 с.
Методические указания к выполнению курсовой работы по метрологии и квалиметрии. Приложения/ Составитель Назарова Т.К. – Ч.: ЧГАУ, 2000. – 27 с.
|