Контрольная работа №1
Задание 1
Обточить цилиндрический валик при заданных условиях. При этом необходимо:
· выбрать модель станка, по паспорту определить все параметры расчета.
· выбрать материал режущей части резца, обеспечивающей наибольшую производительность. Определить основные размеры резца и пластинки, форму передней грани, геометрические параметры режущей части, форму передней грани, геометрические параметры режущей части, критерии износа и период стойкости, оптимальные для заданных условий. Если целесообразно для заданных условий, следует применить СОЖ, соответственно выбрав ее.
· произвести аналитический расчет наивыгоднейшего режима резания в потребной мощности при точении в заданных условиях с учетом наибольшего использования возможностей станка и режущих способностей резца при обеспечении заданной шероховатости обработанной поверхности.
· произвести анализ полученного режима путем определения коэффициента использования станка по мощности и инструмента по скорости резания.
· определить основное технологическое время, требуемое на операцию.
Исходные данные:
диаметр заготовки: 
диаметр после обработки: 
длина обработки: 
шероховатость обработанной поверхности: 
материал валика: Сталь
марка: 18ХГТ
предел прочности: 
твердость: 
способ крепления на станке: патрон
число оборотов станка: 
Для обтачивания цилиндрического валика выбираем токарный многошпиндельный горизонтальный прутковый автомат 1Б290-4К.
Станок 1Б290-4К предназначен для обработки деталей из прутка и штучных заготовок в условиях серийного и крупносерийного производства.
На станках могут выполняться такие виды обработки, как обтачивание, растачивание, протачивание канавок (внешних и внутренних), сверление, зенкерование, нарезание резьб плашками, метчиками, самораскрывающимися резьбонарезными головками и устройствами.
У станка 1Е165револьверная головка с вертикальной осью вращения с шестью гнездами, в которых устанавливаются стойки и втулки для крепления вспомогательных и режущих инструментов. Этот станок снабжен поперечным суппортом, что расширяет его технологические возможности.
Передний держатель станка – четырехпозиционный.
 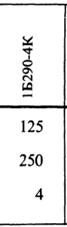
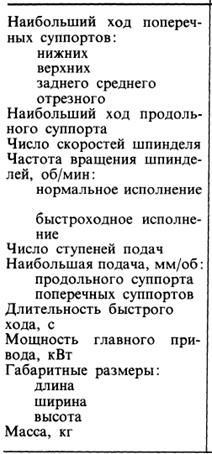 
Рис. 1 - Параметры токарного многошпиндельного горизонтального пруткового автомата 1Б290-4К
Реклама

При точении поверхности валика используем резец по ГОСТ 18868-73, при этом пластинки необходимо выполнить из твердосплавного материала ВК8.
Ширина державки: 
Высота державки: 
Длина резца: 

Ширина режущей кромки: 

Стойкость резца 
Диаметр обрабатываемой детали: 
Число оборотов станка:
Подача резца: 
Глубина резания: 
Скорость резания:


где 
 , т.к. стойкость резца , т.к. стойкость резца 
 , т.к. вылет резца равен , т.к. вылет резца равен 
 , т.к. главный угол в плане , т.к. главный угол в плане 
Тогда скорость резания будет равен:

Округляем до ближайшего минимального значения скорости для выбранного станка:

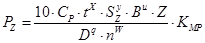
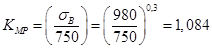
Сила резания:
где  – коэффициент на обрабатываемый материал; – коэффициент на обрабатываемый материал;
Сила резания:

Эффективная мощность резания:

Мощность станка на приводе:
где  – КПД станка. – КПД станка.
Тогда получим:

Коэффициент использования станка по мощности:

Коэффициент использования инструмента по скорости резания:

Общая длина хода резца:
где  – величина врезания резца; – величина врезания резца;
 – величина перебега резца. – величина перебега резца.

Расчет времени:

Задание 2
Обработать отверстие диаметром  , полученным после штамповки, до диаметра , полученным после штамповки, до диаметра  на длину на длину  . Сопоставить эффективность обработки при различных процессах резания: рассверливание, зенкерование. . Сопоставить эффективность обработки при различных процессах резания: рассверливание, зенкерование.
При решении задачи следует проанализировать предложенные для заданных условий методы обработки и сопоставить эффективность их применения. Для этого необходимо:
· выбрать материал режущей части инструмента, обеспечивающий наибольшую производительность, геометрические параметры режущей части, критерии износа, оптимальный период стойкости для заданных условий; дать эскизы режущей части инструмента со всеми размерами геометрических параметров;
· показать схемы резания предложенных методов обработки с назначением элементов срезаемого слоя;
· назначить оптимальный режим резания с помощь нормативных таблиц;
· определить основное технологическое время.
· сопоставить эффективность применения указанных размеров.
Исходные данные:
диаметр отверстия до обработки: d1
=14мм
диаметр отверстия после обработки: d2
=14,8мм
длина отверстия: l=30мм
шероховатость поверхности после обработки: Rz=28
материал: Сталь
марка: 35
предел прочности: 
твердость: 
Модель станка – вертикально-сверлильный 2Н125А.
Для рассверливания выбираем сверло спиральное с коническим хвостовиком 035-2301-1029 (по ОСТ 2И20-2-80).
Материал режущей части сверла при обработке данного материала должен быть Т15К6.
Диаметр режущей части: 
Общая длина: 
Длина режущей части: 
Угол наклона режущей кромки: 
Стойкость сверла:
При рассверливании:
Реклама

глубина резания: 
Подача

Скорость сверления

где  – стойкость режущего инструмента. – стойкость режущего инструмента.
 – подача. – подача.
Тогда скорость сверления получится:

Тогда частота вращения шпинделя будет равна:

По паспорту станка  . .
Тогда

Крутящий момент можно вычислить по формуле:

где  – номинальный диаметр отверстия, – номинальный диаметр отверстия,
 – коэффициент; – коэффициент; 
 – поправочный коэффициент; – поправочный коэффициент; 
Тогда

Эффективная мощность резания:

Расчетная длина пути сверла равна:

где  – величина врезания резца; – величина врезания резца;
 – величина перебега резца. – величина перебега резца.

Тогда основное технологическое время будет равно:

Для зенкерования выбираем зенкер цельный с коническим хвостовиком (ГОСТ 12509-75) (рис. 2).
Диаметр режущей части:
Общая длина: 
Длина режущей части: 
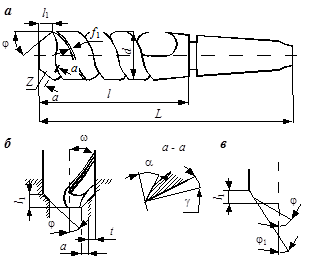
Рис. 2
Задний угол a на задней поверхности лезвия 10°, на калибрующей части 8°.
Передний угол g = 25°.
Угол наклона винтовой канавки w = 25°.
Главный угол в плане j = 60°.
Обратную конусность по длине рабочей части принимаем равной 0,04 мм.
Стойкость зенкера: 
При зенкеровании:
глубина зенкерования: 
Подача
Скорость зенкерования
где – стойкость режущего инструмента.
– подача.
Тогда скорость зенкерования получится:

Тогда частота вращения шпинделя будет равна:

По паспорту станка  . .
Тогда

Крутящий момент можно вычислить по формуле:
где – номинальный диаметр отверстия,
– коэффициент; 
– поправочный коэффициент;
Тогда
Эффективная мощность резания:
Расчетная длина пути сверла равна:
где – величина врезания резца;
– величина перебега резца.
Тогда основное технологическое время будет равно:

Вывод
: таким образом данное отверстие выгоднее обрабатывать зенкерованием, т.к. при одинаковой необходимой мощности время обработки немного меньше.
Задание 3
Квалитет вала – h9
квалитет отверстия – H7
диаметр вала: 
диаметр отверстия: 
длина валика: 
материал: сталь 45
В качестве заготовки предлагается пруток, сортамент выбирается по каталогам из справочников. Исходя из габаритов детали и параметров поверхности – рассчитывают минимальный и максимальный припуск. По стандартной методике припуск разбивают на операционные припуски, строят соответствующую схему с указанием допусков и припусков, определяют геометрические параметры инструментов.
Заготовка из стали 45 ГОСТ 1050-88 получена штамповкой на молотах.
1. Рассчитываем массы детали и заготовки (ρ=7825 кг/м3
) масса готовой детали:

масса заготовки:

2. Технологический маршрут обработки поверхности Ø24h9 состоит из четырех операций: чернового и чистового обтачивания и чернового шлифования. Все операции производятся в центрах.
4. Технологический маршрут обработки заносим в таблицу. Так же записываем значения элементов припуска, соответствующие заготовке и каждому технологическому переходу.
5. Так как обработка ведется в центрах, погрешность установки в радиальном направлении равна нулю, что имеет значение для рассматриваемого размера. В этом случае величина исключается из основной формулы для расчета минимального припуска, и соответствующую графу можно не включать в расчетную таблицу 1.
6. Суммарное значение пространственных отклонений для заготовки данного типа определяется по формуле
· смещение осей поковок:

· кривизна заготовок (коробление):

· смещение оси заготовки в результате погрешности зацентровки:

для штампованных изделий 

 . .
7. Остаточное пространственное отклонение:
после предварительного обтачивания:
 ; ;
после чистового обтачивания:
 ; ;
после предварительного шлифования:
 ; ;
8. Рассчитаем минимальные значения припусков

Минимальный припуск:
под предварительное обтачивание
 ; ;
под чистовое обтачивание
 ; ;
под предварительное шлифование
 ; ;
9. Последовательно определяем расчетные размеры для каждого предшествующего перехода путем последовательного прибавления расчетного минимального припуска каждого технологического перехода, и заносим данные в таблицу:
10. Записываем в соответствующей графе расчетной таблицы значения допусков на каждый технологический переход и заготовку, в графе «Наименьший предельный размер» определим их значения для каждого технологического перехода, округляя расчетные размеры увеличением их значением. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
11. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру:
12. Предельные значения припусков  определяем как разность наибольших предельных размеров и определяем как разность наибольших предельных размеров и  – как разность наименьших предельных размеров предшествующего и выполняемого переходов: – как разность наименьших предельных размеров предшествующего и выполняемого переходов:
13. Общие припуски  и и  рассчитываем так же, как и в предыдущем примере, суммируя промежуточные припуски и записывая их значения внизу соответствующих граф. рассчитываем так же, как и в предыдущем примере, суммируя промежуточные припуски и записывая их значения внизу соответствующих граф.

14. Аналогично проверяется правильность произведенных расчетов и строится схема графического расположения полей припусков и допусков, учитывая в данном случае, что построение производится на наружную, а не на внутреннюю поверхность.
Таблица 1
технологические переходы обработки поверхности  |
элементы припуска |
расчетный припуск, мкм |
расчетный размер, мм |
Допуск , мкм |
предельный размер, мм |
предельные значения припусков, мкм |
 , мкм , мкм |
 , мкм , мкм |
 ,мкм ,мкм |
 |
 |
 |
 |
| заготовка |
200 |
300 |
1949 |
– |
23,565 |
1,700 |
25,2 |
23,5 |
– |
– |
| обтачивание предварительное |
50 |
50 |
116,94 |
4898 |
18,667 |
180 |
18,84 |
18,66 |
6360 |
4840 |
| обтачивание чистовое |
30 |
30 |
77,96 |
433,88 |
18,233 |
70 |
18,3 |
18,23 |
540 |
430 |
| шлифование |
10 |
20 |
38,98 |
275,92 |
17,957 |
43 |
18 |
17,957 |
300 |
273 |
Для точения внешней поверхности выбираем токарный проходной прямой резец с пластинами из быстрорежущей стали по ГОСТ 18869-73:
 , ,  , ,  , ,  , ,  , ,  . .
Для сверления внутреннего отверстия выбираем сверло спиральное с коническим хвостовиком по ГОСТ 10903-77:
 , ,  , ,  . .
Для шлифования выбираем шлифовальный круг на керамической связке  , ,  , , 
шлифовальный материал: 1А
зернистость: 50
Задание 4
Квалитет – h9
квалитет паза – Н7





материал: сталь 45
В качестве заготовки предлагается прокат в виде плиты, сортамент выбирается по каталогам из справочников. Исходя из габаритов детали и параметров поверхности – рассчитывают минимальный и максимальный припуск. По стандартной методике припуск разбивают на операционные припуски, строят соответствующую схему с указанием допусков и припусков, определяют геометрические параметры инструментов. Для обработки паза требуется подобрать характеристики, представить эскизы инструмента. Для фрезерной обработки назначить режимы резания, подобрать по справочной литературе оборудование, пронормировать обработку и оформить операционную технологическую карту.
масса готовой детали:

масса заготовки:

В качестве заготовки выбираем стальной горячекатаный лист толщиной 16 мм, шириной 200 мм и длиной 45 мм.
Для обработки шпоночного паза выбираем цилиндрическую фрезу  по ГОСТ 9140-78; по ГОСТ 9140-78;  , ,  . .
Глубина фрезерования  . .
Число проходов: 
Подача  . .
Скорость фрезерования:

где  – диаметр отверстия; – диаметр отверстия;
 – частота вращения фрезы. – частота вращения фрезы.
Тогда скорость резания будет равна:

Частота вращения фрезы:

Принимаем 
Окружная сила  : :
где
 , ,  , ,  , ,  , ,  – показатели степени зависимости силы от глубины резания – показатели степени зависимости силы от глубины резания  , от подачи , от подачи  , от ширины фрезерования , от ширины фрезерования  , от диаметра фрезы , от частоты вращения . , от диаметра фрезы , от частоты вращения .
 – поправочный коэффициент на окружную силу и зависимости от типа фрезы и материала режущей части. – поправочный коэффициент на окружную силу и зависимости от типа фрезы и материала режущей части.
– поправочный коэффициент на качество обрабатываемого материала.

Тогда окружная сила будет равна:

Крутящий момент на шпинделе:

Мощность резания (эффективная):

Для фрезерования паза выбираем вертикально-фрезерный консольный станок 6Т104 (рис. 3):
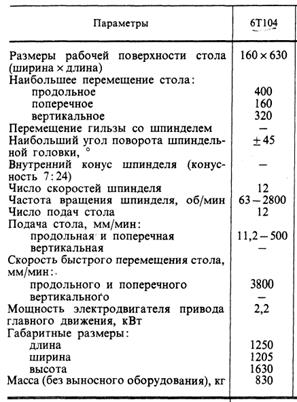
Рис. 3
Расчетная длина пути фрезы равна:

Тогда основное технологическое время будет равно:

|
