1. СОВЕРШЕНСТВОВАНИЕ СИСТЕМЫ ДИАГНОСТИРОВАНИЯ ТОПЛИВНОЙ АППАРАТУРЫ ТЕПЛОВОЗНЫХ ДИЗЕЛЕЙ
1.1. Оценка технического состояния топливной аппаратуры
На топливную аппаратуру приходится значительная доля отказов дизеля. Одним из наиболее ответственных узлов топливной системы является форсунка. Обычно отказ форсунки связан с разрегулировкой давления начала подъема иглы распылителя, закоксовыванием или размывом его распиливающих отверстий. Ухудшение качества распыливания во многих случаях является следствием изнашивания сопрягаемых поверхностей иглы и корпуса распылителя.
Обнаружение большинства неисправностей очень затруднена, в связи с постепенным их возникновением, а также вследствие того, что их влияние на выходные показатели дизеля аналогично влиянию отказов в системах воздухоснабжения и газораспределения. Это является причиной дополнительных работ по разборке, проверке и осмотру узлов и деталей двигателя. Таким образом, применение методов и средств безразборного диагностирования топливной аппаратуры на работающем дизеле является актуальной задачей.
В настоящее время применяется несколько методов контроля технического состояния топливоподающих систем дизелей, различия которых заключаются в выборе групп диагностических параметров и выявлении формы их функциональных связей со структурными. Наиболее общим методом оценки технического состояния дизеля и его топливоподающей аппаратуры является диагностирование по основным показателям работы. К таким показателям относятся мощность, среднее эффективное давление, крутящий момент, расход топлива, КПД. Многие из этих показателей находятся в тесной корреляционной связи с неисправностями, нарушениями регулировок топливной аппаратуры и сопровождающими их процессами. Отклонение показателей от их исходных значений обусловливает необходимость проверки прежде всего системы топливоподачи (топливного насоса, форсунок).
При парциальном методе диагностирования испытывают двигатель с частью выключенных цилиндров. Нагрузка работающих цилиндров обеспечивается частично вследствие прокручивания коленчатого вала тормозной установкой. Этим методом, кроме показателей двигателя в целом, можно оценивать мощностные и экономические показатели каждой группы работающих цилиндров, что увеличивает объем информации, получаемой при проверке двигателя [12].
Реклама

Дифференциальный метод позволяет определить отклонение основных показателей от номинального значения по отдельным цилиндрам. Нагружение работающего цилиндра или минимальной группы цилиндров осуществляют выключением других до тех пор, пока для вращения и вывода на номинальный скоростной режим не окажется необходимым подключение внешнего источника энергии. Обычно для этих целёй используют электродвигатель или навесной электропривод с динамометрическим устройством. При дифференциальном методе проверяемый цилиндр работает с полной цикловой подачей топлива на номинальном скоростном режиме, а с помощью электропривода определяют отклонение мощности от номинального значения.
Различные варианты бестормозных методов проверки двигателяв условиях эксплуатации основаны на использовании в качестве нагрузки механических потерь самого двигателя в сочетании с выключением из работы части цилиндров и применением догрузочных устройств в качестве дополнительного сопротивления. Наиболее простой способ бестормозного нагружения, широко применяемый в практике, - это нагружение только выключением цилиндров. Разброс значений температур и давлений по цилиндрам служит критерием оценки состояния регулировочных параметров топливных насосов и форсунок. Таким образом, с помощью метода бестормозного нагружения возможно выявление дефектов топливной аппаратуры.
В условиях эксплуатации дизели значительную часть времени работают на неустановившихся режимах. В связи с этим при анализе работоспособности дизеля и его отдельных узлов оценивают параметры двигателя при переходных процессах, так как испытания на установившихся режимах, по мнению ряда исследователей, не могут обеспечить требуемой информации. Приемлемыми критериями оценки переходных процессов при диагностировании топливной аппаратуры являются: резкое изменение цикловой подачи топлива и продолжительность переходного процесса; площадь под кривой переходного процесса; установившееся значение цикловой подачи топлива на новом равновесном режиме работы. Для такой оценки необходимо иметь закономерности эталонного переходного процесса двигателя, снятого при исправном исходном состоянии топливной аппаратуры, чтобы сравнивать его с переходным процессом, полученным при данном техническом состоянии аппаратуры [12].
Реклама

1.1.1. Общая оценка состояния топливной аппаратуры по параметрам рабочего процесса дизеля
Одним из методов диагностирования топливной аппаратуры является оценка по параметрам отработавших газов. Однако параметры отработавших газов являются функцией как топливной аппаратуры, так и технического состояния агрегатов наддува, цилиндропоршневой группы и других. В связи с этим только по параметрам отработавших газов трудно оценить состояние топливной аппаратуры.
Регулировку топливной аппаратуры дизелей во многих случаях контролируют по максимальному давлению сгорания, температуре отработавших газов за каждым цилиндром и выходу рейки топливного насоса высокого давления. По этим же параметрам осуществляют и оценку ее технического состояния. Однако повышение температуры отработавших газов по мере эксплуатации дизеля неизбежно вследствие ухудшения
технического состояния других узлов и агрегатов, в том числе цилиндропоршневой группы, газораспределительного механизма, системы воздухоснабжения и других. Таким образом, повышение температуры отработавших газов за каждым цилиндром,обусловливая необходимость поиска причины отказа, не позволяет его локализовать.
Наиболее полно состояние элементов конструкции, определяющих рабочий процесс, характеризуется двумя показателями - средним индикаторным давлением и индикаторным КПД.
Происходящее в процессе эксплуатации дизеля ухудшения технического состояния приводит к тому, что определенные на каком-либо фиксированном режиме, параметры и показатели двигателя имеют отличные от исходных значения. Общее снижение индикаторного КПД определяется как изменением состояния внешних по отношению к цилиндру систем, приводящих к отклонению параметров, так и ухудшением состояния топливной аппаратуры в целом.
  
Рис. 1.1.Изменение индикаторного КПД дизеля в зависимости от состава смеси и наработки:
    - дизель в исходном состоянии; - 2-й цилиндр; · - - дизель в исходном состоянии; - 2-й цилиндр; · -
 3-й цилиндр; - после 1200 ч. работы; - после 200 ч. работы 3-й цилиндр; - после 1200 ч. работы; - после 200 ч. работы
На рис. 1.1. представлены закономерности изменения индикаторного КПД во втором и третьем цилиндрах дизеля 8ЧН 26/26 с учетом наработки. Через 200 ч после начала испытаний индикаторный КПД третьего цилиндра несущественно отличался от исходного значения (сплошная кривая). После 1200 ч работы это отличие составляло всего лишь 0,005. При значительном общем снижении индикаторного КПД равного 0,038 на долю топливной аппаратуры приходится очень незначительная часть (13 %) этого изменения. Таким образом, ухудшение экономичности вызвано не топливной аппаратурой, а другими элементами конструкции двигателя.
Для второго цилиндра характерно значительное ухудшение экономичности через 1200 ч работы (разность индикаторного КПД равна 0,051) при сравнительно малом изменении состава смеси. Как видно из рис. 1.1., основная доля снижения индикаторного КПД приходится на топливную аппаратуру второго цилиндра (примерно 80 %), а остальная часть, обусловлена изменением режимных параметров вследствие изменения состояния других агрегатов дизеля.
Приведенная методика и результаты ее опытной проверки позволяют заключить о возможности оценки состояния топливной аппаратуры предлагаемым способом. При заданном допустимом относительном отклонении индикаторного КПД εη
i доп
достижение условия Δηi общ
> εη
i доп
ηi исх
определяет начало поиска отказа (см. рис. 1.1.). Однако, если при этом выполняется неравенство Δηi т.а.
< εη
i доп
ηi пар
то топливная аппаратура находится в удовлетворительном состоянии. Причина отказа вызвана другими агрегатами и системами (турбокомпрессор, охладитель наддувочного воздуха) или наступил такой момент, когда состояние каждого из влияющих агрегатов не вышло за допустимые пределы, но их суммарное влияние приводит к недопустимому ухудшению контролируемого технико-экономического показателя [6].
Предлагаемый способ имеет недостатки. Для осуществления такой оценки состояния топливной аппаратуры конкретных цилиндров необходимо знать величины: температуру газов и состав смеси для каждого из них. Оценить состав газов в i-м цилиндре сложно, особенно для дизелей с импульсной системой наддува при наличии продувки. В этом случае определяют состав газов, отобранных за каждым цилиндром в период чистого выпуска, в интервале времени, когда влияние соседних по работе цилиндров отсутствует. Неизбежность применения автоматических устройств при этом усложняет систему диагностирования.
Рассмотрим другой способ оценки состояния топливной аппаратуры. Как показали исследования, при данном ее техническом
состоянии относительные потери теплоты с уходящими газами
в широком диапазоне нагрузок практически неизменны. Это позволяет, зная величину относительных потерь теплоты с уходящими газами, заранее определить температуру газов за цилиндрами, соответствующую исходному техническому состоянию топливной аппаратуры.
Ухудшение технического состояния топливной аппаратуры приводит к нарушению процессов топливоподачи, смесеобразования и сгорания и, как результат, к росту потерь теплоты с уходящими газами. Подтверждением этого является отличие измеренной температуры от расчетной при данном составе смеси. Выбор допустимой по состоянию аппаратуры температуры должен быть обусловлен таким изменением состояния, которое приводит к предельно допустимому ухудшению технико-экономических показателей. Например, если критерием для оценки выбрано допустимое снижение индикаторного КПД до 0,02, то оно вызывает практически такое же возрастание потерь теплоты с уходящими газами.
Первоначальная регулировка топливной аппаратуры исследуемых (второго и третьего) цилиндров обеспечила одинаковую температуру газов (в пределах погрешности измерения) и близкие значения состава смеси сравниваемых цилиндров. После 1200 ч работы дизеля температура газов на выходе из цилиндров превысила 873 К. Однако температура за третьим цилиндром была в допустимых пределах по состоянию топливной аппаратуры. Такое возрастание температурыобъясняется уменьшением коэффициента избытка воздуха в этом цилиндре. Следовательно, поиск отказа должен быть локализован цилиндропоршневой группой и клапанным механизмом.
 
Рис. 1.2. Зависимость температуры на выходе из цилиндра
от состава смеси:
  1 – расчетная температура; 2 и 3 – номера цилиндров; I – поле погрешности измерения температуры газов; - после 1200 ч. работы; - после 200 ч. работы 1 – расчетная температура; 2 и 3 – номера цилиндров; I – поле погрешности измерения температуры газов; - после 1200 ч. работы; - после 200 ч. работы
Это подтверждается и различием изменения состава смеси в рассматриваемых цилиндрах. При последующем демонтаже двигателя подтвердились сделанные выводы – на поверхностях фасок выпускных клапанов третьего цилиндра были обнаружены прогары. Это привело к утечке заряда при сжатии и расширении.
Во втором цилиндре (как и во всех остальных) после 1000 ч работы дизеля произошло примерно одинаковое снижение состава смеси, что явилось следствием ухудшения технического состояния турбокомпрессора. Однако превышение температуры газов предельно допустимого значения позволило сделать вывод об отказе именно топливной аппаратуры этого цилиндра. Демонтаж и анализ аппаратуры подтвердили этот вывод.
Анализ приведенных данных свидетельствует о том, что температура газов за цилиндром является только информативным параметром, который в сочетании с параметрами состав смеси и температура смеси используется для формирования диагностического параметра.
Проведенное исследование позволило проверить разработанный локальный алгоритм диагностирования топливной аппаратуры. Необходимо отметить, что при такой постановке задачи диагностирования топливная аппаратура конкретного цилиндра рассматривается как единое устройство. Дальнейшая детализация может быть осуществлена при использовании других принципов, позволяющих локализовать отказ на более глубоком уровне (форсунки, насоса высокого давления) [6].
1.1.2. Методы оценки состояния отдельных элементов
топливной аппаратуры
Исследователями предложен метод оценки технического состояния топливной аппаратуры по показателям рабочего процесса. На основании проведенного анализа параметров рабочего процесса с применением метода графов, учета информативности параметров, разработки моделей процессов в дизеле получена конечная минимальная совокупность диагностических параметров: среднее индикаторное давление (по двигателю в целом); максимальное давление сгорания (среднее по двигателю в целом); температура отработавших газов (средняя по двигателю в целом). Целью анализа этих параметров является предварительное определение, состояния двигателя.
Решение задачи поиска неисправностей позволяет использовать совокупность следующих параметров по цилиндрам: максимальное давление сгорания, давление в цилиндре в момент, соответствующий 40° угла поворота коленчатого вала после ВМТ; угол задержки воспламенения; угол начала видимого сгорания. Однако для полного решения задач диагностирования элементов топливной аппаратуры приведенных выше параметров недостаточно. Необходимо получение дополнительной информации по следующим параметрам: углу продолжительности подачи форсунки; углу начала подачи форсунки; остаточному давлению в трубопроводах [6].
На основании установленных взаимосвязей между неисправностями топливной аппаратуры и отклонениями диагностических параметров отдельных цилиндров (табл. 1.1.) составлен алгоритм диагностирования и поиска этих неисправностей.
Таблица 1.1.
Взаимосвязь между неисправностями топливной аппаратуры и отклонениями диагностических параметров отдельных цилиндров
  Примечание: –увеличение параметра, – уменьшение. Примечание: –увеличение параметра, – уменьшение.
При возможности фиксировать и другие параметры топливной аппаратуры можно значительно уточнить и углубить диагноз. Так, замер подачи и максимального давления вспрыскивания топливного насоса позволяет оценить износ плунжерной пары или неисправности клапанов. По давлению в трубопроводе высокого давления можно судить о протечках и неисправностях клапана.
Распространенным является метод измерения амплитудно-фазовых параметров изменения давления в нагнетательной магистрали топливной системы. Он базируется на измерении параметров частотно-временной группы, которыми характеризуется большинство процессов дизеля. Качество протекания процесса вспрыскивания и состояние деталей топливной аппаратуры могут быть оценены по таким показателям, как угол опережения подачи, продолжительность впрыскивания, максимальное и среднее давление впрыскивания, фактор динамичности цикла (отношение количества топлива, подаваемого в цилиндр двигателя за период задержки воспламенения, к цикловой подаче топлива) и др.
При диагностировании топливной аппаратуры по указанным характеристикам анализ ее работоспособности проводят по осциллограммам процесса впрыскивания путем выделения характерных участков. Наибольшую информативность обеспечивает закон изменения давления в трубопроводе у штуцера форсунки (рис. 1.3.).

Рис. 1.3. Изменение давления топлива в трубопроводе
Участок 1 характеризует давление перед началом подачи топлива. Неизменность давления свидетельствует о том, что нагнетательный клапан и игла распылителя функционируют без отклонений. Участок 2 выявляет начало подачи топлива насосом, а участок 3 - момент открытия нагнетательного клапана и начало формирования волны подачи топлива от насоса к форсунке. На участке 4 происходит падение давления в полости форсунки в результате подъема иглы. Участок 5 характеризуется некоторым увеличением давления топлива в результате нагнетательного хода плунжера, а на участке 6 давление снижается вследствие прекращения подачи топлива насосом. Участок 7 определяет закрытие иглы распылителя. Участок 8 соответствует моменту закрытия клапана насоса и разгрузки трубопровода. На участке 9 происходят затухающие колебания давления под влиянием отраженных волн.
По осциллограммам давления впрыскивания топлива и по их расположению относительно отметки ВМТ обнаруживают большинство неисправностей топливной аппаратуры. Диагностирование проводят путем сравнения эталонной и исследуемой осциллограмм, снятых на одном и том же режиме работы двигателя. Их анализ позволяет установить, что сдвиг максимума осциллограммы относительно ВМТ и наклон участка линии начала подачи определяют состояние плунжерной пары, толкателя и привода топливного насоса. Ордината участка падения давления в результате начала подъема иглы определяет усилие затяжки пружины форсунки и состояние прецизионной пары игла - корпус распылителя. Максимальное давление топлива характеризует состояние отверстий распылителя. По изменению давления на участке 8 определяют неисправность работы нагнетательного клапана. По осциллограммам можно выявить и такие отказы, как неплотность в запирающем конусе распылителя, прихватывание иглы, трещины втулок плунжера и корпусов форсунок, поломки пружин и др.
Приборный комплекс, разработанный на основании этого метода, позволяет определить угол опережения подачи топлива в каждом цилиндре, максимальную и минимальную частоты вращения коленчатого вала, углы опережения впрыскивания, устанавливаемые автоматической муфтой, а также усилие затяжки пружины. Наряду с этим выявляются износы плунжерных пар топливного насоса высокого давления и нагнетательного клапана, износ, обрыв и закоксованность распыливающих отверстий, заклинивание плунжеров и игл распылителей, поломки пружин нагнетательных клапанов, форсунок и плунжеров.
Амплитудные характеристики давления определяют по осциллограммам. При оценке технического состояния элементов топливной аппаратуры анализируют амплитудно-фазовые параметры характерных точек осциллограммы и ее форму, а при оценке регулировочных характеристик аппаратуры измеряют фазовый сдвиг между началом подачи относительно ВМТ. При диагностировании сравнивают эталонную и исследуемую осциллограммы по характерным точкам.
Можно использовать также упрощенную методику анализа осциллограмм давления по предварительно принятым условиям расшифровки. Считая необязательными количественные измерения, отдельные участки осциллограммы анализируют качественно по характеру их протекания. Анализ диагностических осциллограмм и сравнение их с эталонными, полученными на определенном тщательно выбранном режиме двигателя при гарантированно исправной топливной системе, осуществляют при помощи диагностической карты, либо таблицы аналогичной табл. 1.1. Наиболее часто встречающиеся дефекты топливной аппаратуры, занесенные в таблицу состояний, создают искусственно на исправной аппаратуре, и соответствующие им кривые изменения давления в тракте нагнетания осциллографируют заранее. Однако сравнение кривой давления с эталонной осциллограммой дает весьма ограниченную и ненадежную информацию, так как даже для нормально работающей аппаратуры многоцилиндрового дизеля форма импульсов давления может значительно отличаться для различных цилиндров. В связи с этим представляет некоторый интерес метод диагностирования топливной аппаратуры по импульсу давления с применением расчета процесса впрыскивания на ЭВМ.
Согласно указанному методу по разработанной математической модели гидродинамики единичного импульса, имея осциллограмму давления в любом месте нагнетательного трубопровода, можно рассчитать основные параметры процесса топливоподачи в системе. Это позволяет определить в функции времени следующие параметры: исходное давление; давление у входа в форсунку (оно может служить для контроля точности расчета); давление перед запирающим конусом иглы распылителя; давление в полости распылителя; скорость впрыскивания топлива в цилиндр; скорость движения и перемещения иглы распылителя; площадь эффективного сечения под иглой. Кроме того, выводятся на печать величины цикловой подачи, остаточного давления и утечки через зазор вдоль иглы распылителя.
Исходный импульс давления, полученный при осциллографировании, вводят в ЭВМ в виде ломаной линии, состоящей из 14 прямых характерных участков. Это позволяет достаточно точно аппроксимировать формулу реального импульса. Другими исходными данными служат параметры топлива и конструктивные размеры топливной аппаратуры.
Основным недостатком метода диагностирования по осциллограммам давления при его наглядности и простоте являются необходимость ручной обработки полученных данных и сложность проведения сравнительного анализа, требующая определенного навыка. Этим объясняется некоторая субъективность оценок качества протекания процесса впрыскивания.
Наиболее перспективно диагностирование с использованием вычислительной техники (рис.1.4.). Исходной информацией служат сигналы от датчика верхней мёртвой точки ДВМТ нижнего поршня первого цилиндра и от датчиков подъёма иглы форсунки ДПИФ, установленных вместо сливных трубок. Сигнал от ДВМТ проходит через модуль ввода инициативных сигналов МВИС, поступает на вход процессора СМ-1П и служит сигналом запуска ЭВМ и опорным сигналом для определения угла опережения подачи топлива. Сигналы от ДЛИФ через усилитель, бесконтактный коммутатор КБ и аналого-цифровой преобразователь АЦП поступают в процессор и далее записываются в оперативной ОЗУ или внешней ВЗУ памяти. Датчики подключаются к усилителю через контактные модули кодового управления МКУК, которые в свою очередь управляются от процессора через бесконтактный модуль МКУБ.
Для изменения частоты вращения коленчатого вала с помощью ЭВМ или включения и выключения группы топливных насосов процессор вырабатывает сигналы управления согласно алгоритму диагностирования и подаёт их через МКУБ и МКУК на электромагниты МР1 - МР4 регулятора частоты вращения и электропневматические вентили ВП6 и ВП9. Результаты обработки полученной информации выдаются на устройство быстрой печати УБП в виде таблиц или на знакосинтезирующее устройство печати УПЗ в виде графиков.

Рис. 1.4. Структурная схема диагностирования топливной аппаратуры с
помощью микропроцессорных устройств
Состояние форсунки определяют по расшифровке комплексного сигнала в ДПИФ, который несёт в себе такую информацию как максимальный ход иглы, начальное давление впрыска, состояние отверстий сопла распылителя, затем сравнивают эти данные с эталонными. По результатам анализа технического состояния и сравнения выбраковывают неисправные форсунки и выдают рекомендации на ремонтные работы.
Управление процессом диагностирования выполняется по программе в автоматическом режиме с пульта оператора. В качестве ДВМТ используется индукционный датчик, устанавливаемый на указательной стрелке градуировочного диска валопроворотного механизма дизеля. Датчик подъёма иглы форсунки дифференциальный, индуктивный с линейной зависимостью хода сердечника от амплитуды выходного сигнала. Чувствительность датчика 5 В на 1 мм хода иглы форсунки, а погрешность измерения угла опережения подачи топлива 0,2 на 15-й и 0,08 на 0-й позициях контроллера машиниста.
1.2. Разработка мероприятий по совершенствованию
диагностирования узлов локомотивов
На сегодняшний день имеется значительное число различных диагностических и технологических устройств, позволяющих не только определять имеющиеся неисправности узлов локомотивов, но и прогнозировать их срок службы до отказа (разрушения).
Существующие системы диагностики выполнены в стационарном, переносном, бортовом исполнениях и задействованы в самых разнообразных технологических процессах ремонта и обслуживания тягового подвижного состава, имеют свои информационные базы и архивы.
Однако применение их разрозненно, что не позволяет достигать максимально возможного эффекта от внедрения этих систем.
Технологические процессы ремонта подвижного состава не могут совершенствоваться без обратной связи по объективным показателям состояния качества выпускаемой продукции.
В настоящее время появилась необходимость объединения этих элементов в единую трехуровневую систему контроля и управления техническим состоянием подвижного состава, включающую в себя основные уровни:
I уровень. Цеховые системы контроля в технологических процессах ремонта. Включают в себя комплексные системы цехового контроля, укомплектованные соответствующим технологическим и стендовым оборудованием, оснащенным специализированными и стандартными средствами измерений и технической диагностики. Имеют информационный выход в общую базу данных системы через сеть «Intranet», способны формировать электронный паспорт;
II уровень. Переносные и стационарные средства контроля и диагностирования. Представляют собой универсальное многоцелевое автоматизированное диагностическое оборудование и средства измерений отраслевого применения для контроля и регистрации состояния узлов подвижного состава как до ремонта (определение объема работ), так и после ремонта (оценка качества ремонта). Способны формировать электронный паспорт, имеют общесетевое подключение;
III уровень.Бортовые системы контроля и диагностирования. Используются в эксплуатации. Предназначены для оперативной регулировки и предотвращения аварийных ситуаций, выбора оптимальных режимов работы. Способны передавать информацию в общую базу данных для формирования электронного паспорта локомотива.
С одной стороны, техническое состояние локомотивов постоянно ухудшается в процессе эксплуатации. С другой стороны, показатели технического состояния и паспортные характеристики локомотивов изменяются в результате ремонтных работ.
Мониторинг технического состояния топливной аппаратуры – это постоянное и синхронизированное наблюдение за его состоянием по множеству фиксированных параметров на всех этапах эксплуатации и ремонта с внесением и анализом последних в общую базу данных. Система мониторинга должна отслеживать каждую неисправность в ее развитии, включая все возможные причины ее возникновения, периодичность возникновения, повторяемость.
Все компоненты должны обеспечивать автоматическую регистрацию контролируемых параметров и передачу их в локальную сеть предприятия в режиме реального времени, давать объективную информацию о техническом состоянии каждой единицы подвижного состава и отдельных ее узлов (сборочных единиц). Это должно позволить сформировать и скорректировать графики ремонта локомотивов, проводить анализ технического состояния парка, прогнозировать остаточный ресурс диагностируемых объектов (создание электронных паспортов), и, в то же время, определять недостатки применяемых в компонентах системы диагностических устройств с целью дальнейшего их совершенствования. Анализируя собранные со всех уровней данные, система на этапе принятия решения предлагает изменения в технологические и эксплуатационные процессы, касающиеся обеспечения безопасности движения и сокращения затрат за счет изменения технологических процессов;
- модернизации производства и подвижного состава;
- мер организационно-административного характера, а также других решений.
Необходимость создания общей базы данных (в дальнейшем ОБД) результатов диагностики и контроля тягового подвижного состава (в дальнейшем ТПС) на предприятиях локомотивного хозяйства была продиктована следующими причинами:
В связи с внедрением автоматизированной информационной системы «Электронный паспорт» (в дальнейшем ЭП), разработанной специалистами ПКБЦ ЦТ, возникла необходимость предоставления полного объема данных о технических характеристиках локомотива при выходе из ремонта. Наиболее технологичной представляется технология, при которой экспорт данных в ЭП будет производиться не от каждой из разрозненных систем контроля и диагностики (в дальнейшем СКД), а из единого хранилища. При такой технологии можно обеспечить полную достоверность данных за счет использования специальных алгоритмов фильтрации, поскольку, в силу технических причин или человеческого фактора, СКД могут поставлять заведомо искаженную информацию (например измерение было произведено при неправильно присоединении измерительных щупов). Таким образом можно считать, что ОБД является подсистемой ЭП, предоставляющей данные результатов контроля и диагностики различных СКД.
Постоянно увеличивающееся число разновидностей СКД требует систематизации и единой классификации всех терминов и понятий предметной области. В связи с этим ОБД, как подсистема ЭП, должна быть единственным источником предоставления нормативно-справочной информации (в дальнейшем НСИ) для всех СКД.
Хранение данных результатов контроля и диагностики в локальных хранилищах каждой из СКД не позволяет создать общей картины состояния текущего ремонта, что практически делает невозможным оперативный контроль за процессом ремонта.
1.2.1 Описание и назначение общей базы данных (ОБД)
ОБД предназначена для оперативного централизованного сбора информации о результатах контроля и диагностики ТПС, поступающих от различных СКД, используемых на предприятиях локомотивного хозяйства. ОБД имеет открытый универсальный интерфейс, предоставляющий возможность экспорта и совместного обработки данных. В настоящее время через этот интерфейс экспортируют свои данные следующие системы:
- Серия «Доктор050»
- «КСК АЦ» (комплексная система качества аппаратного цеха);
- «КСК ЭМЦ» (комплексная система качества электромашинного цеха);
- «КСК АВЦ» (комплексная система качества автоматного цеха);
- «КСК КТ» (комплексная система качества колесного цеха);
- «КСК РЦ» (комплексная система качества роликового цеха);
- «КСК ТЦ» (комплексная система качества тележечного цеха);
- «Доктор030» (переносная система контроля и диагностики);
- «Доктор030М» (переносная система контроля и диагностики);
- «Доктор040» (бортовая система контроля и диагностики);
- «Доктор060» (мобильная система контроля и диагностики).
В том случае, если разработчики какой-либо СКД, в силу объективных причин, не могут воспользоваться универсальным интерфейсом (отсутствие локальной сети или доступа к ней, отсутствие доступа в сети "Intranet" и др.), может быть разработан специализированный интерфейс, при наличии технического задания.

Рис. 1.5 Структура ОБД
Каждый из перечисленных объектов, по сути, представляет собой прототип объектов предметной области (локомотив, депо, измерения), связанных различными видами связей.
В системе представлены следующие протоколы доступа к данным:
· веб-доступ посредством браузера Интернет - Эксплорера;
· передача по TCP/IP в режиме реального времени;
· передача посредством файловой системы;
· передача по радиоканалу как в режиме реального времени, так и в режиме отложенной доставки.
При создании нормативно-справочной информации (НСИ), в рамках ОБД, максимально использовались отраслевые классификаторы.
1.2.2. Область применения базы
Наличие доступа к полной информации, поступающей от различных СКД, позволяет руководителям среднего звена производить оперативный контроль за качеством и объемом проводимого ремонта и принимать управленческие решения.
При проведении технического обслуживания локомотивов важное значение имеет правильное определение объема работ и локализация оборудования, подлежащего ремонту. При использовании СКД на этапе предварительной диагностики на основе данных, поступивших в ОБД, автоматизируется процесс составления наряд - задания на ремонт.
На основе данных, поступивших в ОБД от СКД по результатам выходного контроля оборудования и данных паспортов тягового подвижного состава, позволяют автоматизировать процесс подготовки технических паспортов диагностируемых объектов.
ОБД представляет большие возможности по формированию различного вида отчетов как статистического, так и аналитического характера.
По мере накопления в ОБД информации по конкретному экземпляру оборудования на основе динамики изменения его характеристик можно прогнозировать его поведение на будущее и, в случае необходимости, проводить упреждающий ремонт.
На основе накопленной в ОБД статистики по определенным параметрам, значения которых не регламентируются в нормативных документах, но имеют важное значение при определении работоспособности оборудования, используя аппарат математической статистики рассчитываются номинальные значения этих параметров и границы допусков.
ОБД содержит полный набор НСИ, необходимый для работы различных СКД, а так же средства ее ведения и экспорта.
Поскольку в СКД не всегда можно обеспечить полную безопасность локальных данных и они по каким-либо причинам могут быть утеряны, то при наличии ОБД с более высоким уровнем безопасности данных и встроенной системой резервного копирования вопрос безопасности локальных данных перестает быть актуальным.
Используя "Intranet"-доступ ОБД может быть интегрирована с другими информационными системами, как в части предоставления данных, так и в части их получения.
В качестве СУБД на этапе первичного накопления данных используется InterBase компании Borland. В дальнейшем планируется переход на платформу Oracle.
Возможны несколько режимов доступа к ОБД:
Доступ в информационно-аналитическом режиме осуществляется посредством Web-браузера в пределах внутренней сети передачи данных в виде WEB-сервисов.
Доступ в режиме обмена данными осуществляется в пакетном режиме по оговоренному протоколу.
Интеграция с другими подсистемами осуществляется по оговоренному протоколу обмена данными либо в режиме предоставления/запроса сервисов.
Доступ в режиме администрирования и системной диагностики осуществляется специализированным программным обеспечением удаленно (RemoteDesktopConnection), либо с консоли сервера.
Для доступа к функциональности информационно-аналитического режима (экранные формы, таблицы, диаграммы, отчеты и т.д.) на клиентской стороне достаточно наличие установленного WEB-браузера компании Microsoft.
1.3. Модернизация системы диагностики топливной аппаратуры
При выполнении основных текущих ремонтов тепловоза обычно проводят полные реостатные испытания, которые состоят из обкаточных (4 часа) и сдаточных (1 часа). В настоящее время для их осуществления широко применяются ролика-лопастные расходомеры.
Для проведения реостатных испытаний и настройки характеристик дизеля 10Д100 тепловоза 2ТЭ10М выбран типоразмер двух измерительных расходомеров, установленных между топливным баком и дизелем тепловоза. Установлено, что наиболее предпочтительны для установки на пунктах реостатных испытаний расходомеры типоразмера НОРД-40/2С, что, в частности, подтверждено опытом применения расходомеров НОРД-40С в депо Узловая.
Эффективность предлагаемой настройки генераторных характеристик была оценена применительно к магистральным тепловозам 2ТЭ10М, исходя из сравнения предполагаемой настройки дизеля с оптимальной, рекомендуемой инструкцией [15].
В качестве начальных параметров используются данные о поездках тепловоза 2ТЭ10М на реальном участке профиля пути в течение 475,6 мин (7,9 ч), а базовые показатели дизеля принимаются по паспортным показателям дизеля 10Д100. Далее определяется повышение расхода топлива, планируемое
по результатам реальной выполненной поездки на номинальном режиме работы дизеля.
Начальный этап предусматривает определение среднеэксплуатационной экономичности по оптимистическому направлению анализа. Анализ базируется на условии работы дизеля при наилучшей теоретически возможной топливной экономичности. Методика ее определения сводится к нахождению среднеэксплуатационной топливной себестоимости единицы работы, выполненной дизелем на всех эксплуатационных режимах, при условии сохранения на каждом промежуточном режиме паспортных показателей по удельному эффективному расходу топлива. Далее учитывается вся эксплуатационная работа, выполненная дизелем.
Таблица 1.2.
Результирующие данные генераторных характеристик
| Параметры |
Режим настройки дизеля |
| Оптимальный |
Неоптимальный |
| 1 |
2 |
3 |
| Общее время движения поезда по участку, мин (ч) |
475,6 (7,93)
|
| Общее время движения тепловоза в режиме тяги, мин (ч) |
346,1 (5,8) |
| Средняя мощность дизеля в режиме движения тепловоза, кВт |
1094,7 |
1090,9 |
| Средняя мощность дизеля в режиме тяги тепловоза, кВт |
1494,7 |
1490,2 |
Окончание табл. 1.2.
| 1 |
2 |
3 |
| Средний часовой расход топлива дизелем тепловоза только на тягу, кг/ч |
339,5 |
350,2 |
| Средний часовой расход топлива дизелем тепловоза за врёмя поездки, кг/ч |
345,2 |
356,0 |
| Удельный эффективный расход топлива дизелем в режиме движения тепловоза, кг/кВт·ч |
0,3 |
0,326 |
| Удельный эффективный расход топлива дизелем в режиме тяги тепловоза, кг/кВт·ч |
0,2 |
0,2 |
| Общий расход топлива тепловозом за поездку, кг |
2737,4 |
2823,1 |
| Среднеэксплуатационная ПКМ в режиме тяги тепловоза |
9,9 |
| Экономия топлива за поездку, кг (%) |
85,7 (3,1) |
- |
Результирующие данные генераторных характеристик сведены в табл. 1.2. ролико-лопастные расходомеры используются также для проверки и регулирования топливных насосов высокого давления (ТНВД) во время диагностики дизеля на основных видах деповских ремонтов. Использование высокоточных широкодиапазонных ролико-лопастных расходомеров позволяет выполнять диагностику ТНВД и оперативное регулирование цикловой подачи ТНВД непосредственно на дизеле.
В результате использования ролико-лопастных расходомеров при регулировке топливной аппаратуры на пункте реостатной диагностики, по данным локомотивного депо Узловая, экономия расхода топлива в среднем составила 14,1 дм3
за один час работы дизеля под нагрузкой, что при плотности дизельного топлива, равной 0,84 кг/дм3
, соответствует 11,8 кг/ч на один тепловоз. Тогда экономия топлива при настройке топливной аппаратуры с применением ролика-лопастных расходомеров в год на один тепловоз составит 105,3 тыс. руб. в год на один локомотив.
При расчете экономии топлива при регулировании тепловозных характеристик дизеля на пунктах реостатной диагностики принимается, что топливная экономичность уменьшается в течение первых 10 дней по мере удаления от момента выполнения регулировки дизеля. В остальные 20 дней экономии топлива нет, что соответствует наихудшему варианту из встречавшихся на практике. Тогда экономия топлива на один тепловоз в год составит 11,7 т при условии, что в течение суток локомотив в режиме тяги работает половину времени.
Учитывая, что годовая производительность локомотива составляет в среднем по сети 290 525 766 т·км брутто в сутки, годовая экономия топлива (без учета экономии масла) при использовании ролико-лопастных расходомеров на один тепловоз составляет 30,3 т.
Учитывая затраты на содержание устанавливаемого оборудования и амортизационные отчисления, затраты депо составят 56 тыс. руб. в год. В расчете на один локомотив величина затрат на содержание и амортизацию при средней численности 40 локомотив в депо, составит 1,4 тыс. руб. в год. При расчете себестоимости перевозок методом расходных ставок эта величина относится на условно-постоянные не зависящие от объема перевозок, которые при определении себестоимости по методу расчетных ставок принимаются в процентном отношении от величины зависящих расходов на 1000 т·км нетто.
Результаты экономии эксплуатационных расходов от внедрения ролико-лопастных расходомеров на пунктах реостатной диагностики тепловозов и пунктах экипировки локомотивов 2ТЭ116 приведены в табл. 1.3.
Внедрение ролико-лопастных расходомеров на пунктах реостатной диагностики дизелей поездных тепловозов обеспечивает уменьшение расходов на перевозки на 0,2 % в части расходов локомотивного хозяйства [15].
Таблица 1.3.
Количественная оценка влияния внедрения ролико-лопастных расходомеров на пунктах реостатной диагностики тепловозов и пунктах экипировки локомотивов на расходы локомотивного депо
| Наименование алькуляционных измерителей, расходы по которым меняются при внедрении технологии |
Величина измерителя |
Расходная
ставка, р.
|
Величина
расходов, р.
|
Изменения |
| расходной ставки, р. измерителя, кг |
нормы
топливно-
энергетических ресурсов, %
|
Расход условного топлива:
при базовых условиях
после введения технологии
|
10,3545
10,1472
|
6,177
6,177
|
63,959
62,672
|
-
-0,2071
|
-2,0
|
Независящие расходы:
до внедрения технологии
после введения технологии
|
-
-
|
-
-
|
482,979
482,984
|
-
+0,0084
|
-
+0,0012
|
Себестоимость перевозок:
до внедрения технологии
после введения технологии
|
-
-
|
-
-
|
678,985
677,714
|
-
-1,271
|
-
-0,187
|
Данная методика расчета топливной экономичности при использовании ролико-лопастных расходомеров на пунктах реостатной диагностики действительна и для депо, эксплуатирующих другие, серии тепловозов. А подход к оценке экономического эффекта использования ролико-лопастных расходомеров на пунктах реостатной диагностики может быть использован и для локомотивных депо промышленного транспорта, применяющих тепловозы с электрической передачей [15].
1.4. Модернизация привода клапанов газораспределения
тепловозных дизелей
Традиционный механический привод клапанов газораспределения современных тепловозных двигателей ограничивает возможности их форсирования по частоте вращения и снижает моторесурс. Дело в том, что локомотивные энергетические установки большую часть времени работают на неноминальных режимах, и в этих условиях механический привод клапанов не обеспечивает требуемого гибкого газораспределения для оптимального протекания процессов очистки и наполнения цилиндров двигателя.
Основной закон регулирования фаз газораспределения звучит, как известно, следующим образом: при увеличении нагрузочного и скоростного режимов работы дизеля все фазы газораспределения должны увеличиваться. Поэтому, как свидетельствуют выполненные исследования, за счет изменения фаз газораспределения можно значительно улучшить технико-экономические показатели локомотивных энергетических установок, расширить ассортимент используемых ими топлив, снизить жесткость работы двигателя и токсичность выпускных газов.
По месту расположения регулятора у механического привода клапанов можно выделить четыре подхода: между коленчатым и кулачковым валами («Vanos» и «Double Vanos» Германия), между кулачковым валом и толкателем («VALVETRONIC» Германия и «VTEC» Япония), на участке от толкателей до клапана газораспределения и на самом клапане газораспределения. Перечисленные типы приводов, в свою очередь, отличаются конструкцией органов газораспределения, возможностью изменения моментов открытия и посадки клапанов в зависимости от эксплуатируемого режима работы дизеля. Однако применяемые при этом различные конструктивные исполнения обеспечивают выполнение только ограниченных задач, не решающих общих проблем повышения топливной экономичности во всем диапазоне регулирования и не обеспечивающих жесткие экологические требования. Эти недостатки, безусловно, являются тормозом дальнейшего развития системы механического привода клапанов предопределяют поиск других альтернативных типов привода [1].
В настоящее время совершенствование отечественных тепловозных дизелей, следует вести в двух основных направлениях: улучшение процессов сгорания на частичных нагрузках и переходных режимах и оптимизация процессов газообмена на этих нагрузках с использованием механизмов газораспределения нового поколения.
В учебной лаборатории кафедры «Локомотивы и локомотивное хозяйство» МИИТа были проведены полномасштабные исследования альтернативных немеханических типов привода клапанов газораспределения. Основные испытания выполнялись на модельных одно- и двухклапанной установках, а также на безмоторных и моторных стендах дизелей ЧН10,5/12, ЧН14/14, ЧН21/21 и ЧН26/26. Выполненные исследования позволили установить целесообразность разработки и применения альтернативного немеханического привода клапанов газораспределения для тепловозных дизелей. Над созданием таких систем сегодня работают около шестидесяти ведущих дизелестроительных фирм мира, а над формированием микропроцессорного и программного обеспечения для решения многочисленных вопросов, связанных с регулированием топливоподачи и газообмена, порядка 15 групп и фирм.
Реальное распространение могут иметь три вида привода клапанов газораспределения: гидравлический, электромагнитный и электрогидравлический.
Гидравлический привод отличается следующими особенностями: относительно высоким быстродействием, большими силами инерции по сравнению с силами сопротивления, возможностью управления отдельными фазами движения клапана и временем его выстоя в крайних положениях, достаточно высокими значениями КПД всего привода.
Применение электромагнитного привода нашло практическое воплощение начиная с конца 1980-х годов. Особенно большое число исследований провели в Японии и США. Основные преимущества этого привода: обеспечение широких диапазонов регулирования фаз газораспределения, высокое быстродействие, удобство контроля работы привода, большая надежность элементов электронной системы управления и возможность при необходимости установки дублирующих схем формирования управляющих сигналов. Электромагнитный привод позволяет получить оптимальные энергетические и экологические показатели дизеля при любых режимах работы, возможность без дополнительных затруднений реверсировать дизель, осуществлять декомпрессию при пуске и режим противовращения, а также использовать дизель в качестве поршневого компрессора.
Однако массогабаритные показатели этого привода для тепловозного дизеля оказались неудовлетворительными - электромагнит только для привода одного выпускного клапана дизеля ЧН 26/26 имеет вес свыше 16 кг, причем сердечник и обмотка весят примерно одинаково. К этому следует добавить вес демпфера, креплений и кожуха. КПД привода получается не выше 50%, и только на отдельных режимах работы двигателя в оптимальном варианте он может достигнуть 65%. Средняя потребляемая мощность на привод составляет приблизительно 1 кВт/клапан при частоте вращения коленчатого вала в 1000 мин-
1
. Электромагниты необходимо интенсивно принудительно охлаждать. И хотя электромагнитный привод клапанов является заманчивым техническим решением, его широкое применение в таком традиционном виде, как силовой соленоид, представляется нецелесообразным. Кроме того, необходимость охлаждения электромагнитов, а главное высокая их стоимость, снижают практическую ценность идеи.
Электрогидравлический привод клапанов интегрирует достоинства гидравлического и электромагнитного способов управления по требуемому быстродействию и возможности регулирования фаз газораспределения (или закона движения клапанов). Основные конструктивные преимущества такого типа привода заключаются в упрощении компоновки крышки цилиндра, снижении динамических нагрузок, уровня шума и затрат металла, повышении уровня автоматизации за счет регулирования в требуемом диапазоне фаз газораспределения и закона движения клапанов [1].
На рис. 1.5. показана схема установки силовых гидроцилиндров электрогидравлического привода на дизеле ЧН 26/26 (Д49), находящегося на уровне лучших зарубежных аналогов. Гидравлические цилиндры расположены на общей пластине, которая, в свою очередь, крепится к постелям подшипников кулачкового вала, что обеспечивает требуемую унификацию деталей привода и удобство обслуживания. На каждом цилиндре двигателя установлены по два впускных и выпускных клапана. Привод осуществляют четыре гидравлических цилиндра, имеющие общие подводящие трубопроводы от исполнительных электрогидравлических клапанов, расположенных в развале цилиндров. Возможен также вариант привода двух одноименных клапанов от одного гидроцилиндра через траверсу.
Плунжер гидроцилиндра при этом имеет увеличенный диаметр. В предложенной схеме для обеспечения полной симметрии работы одноименных гидроцилиндров подводящие трубопроводы расположены между ними. Всего было проработано 6 вариантов взаимного расположения оборудования электрогидравлического привода на головке цилиндров.
При размещении гидравлического оборудования вместо распределительного вала во всю длину дизеля в развале цилиндров размещают гидравлический аккумулятор высокого давления. От него получают питание приводы клапанов всех цилиндров. По трубкам высокого давления топливо поступает к электрогидравлическим клапанам. Вместо колонки крепления коромысел выпускных клапанов установлена стойка силовых гидроцилиндров. От общего гидравлического аккумулятора осуществляется также питание форсунок с электрическим управлением.

Рис. 1.6. Схема установки силовых гидроцилиндров электрогидравлического привода клапанов и форсунки на цилиндровой крышке дизеля ЧН 26/26
Предварительное определение габаритов показало, что вписывание гидроцилиндров вместо типовых верхних распределительных валов увеличит высоту крышки клапанов на 20-30 мм из-за верхнего расположения подводящих трубопроводов. Изменение конструкции гидроцилиндров при применении боковых подводящих штуцеров позволит не только не менять высоту крышки, по даже уменьшить ее на 10-20 мм.
Результаты испытаний показали, что электрогидравлический привод функционирует стабильно на всех режимах от холостого хода до выхода дизеля на внешнюю характеристику. Общее время работы экспериментального привода на дизельном стенде составило свыше 450 м-ч. Несмотря на сложную конструкцию альтернативного привода клапанов газораспределения оптимизация фаз газораспределения и закона движения клапанов позволяет снизить среднеэксплуатационный расход топлива транспортным дизелем не менее чем на 8-12%.
Альтернативный электрогидравлический привод газораспределения может быть применен на всех перспективных локомотивных энергетических установках. Для дизелей типа Д49 уже подготовлены конструкторские проработки, позволяющие улучшить компоновку цилиндровых крышек. Исследования в данном направлении являются перспективными и с точки зрения повышёния технико-экономических показателей дизелей нового поколения [1].
1.5. Стенды для регулирования топливной аппаратуры дизелей
1.5.1. Стенд ДД 10-06
Предназначен для регулирования ТНВД дизелей большой мощности с цикловой подачей до 1000 мм/цикл и диаметром плунжера до 16 мм, типа БЕЛАЗ (120т) с двигателями 8ДМ, 6ДМ, В8РА, а также ТНВД судовых и тепловозных дизелей. Диагностика производится путем воспроизведения частоты вращения приводного вала топливного насоса высокого давления (ТНВД).
В стенде ДД10-06 используются: гидропривод, система термостабилизации топлива, система высокой и низкой подачи топлива, количество одновременно испытываемых секций не более 8, установленная мощность привода 15 кВт, управление с электронного тахосчетчика, базовая комплектация (комплект кронштейнов, муфт и трубок высокого давления к отечественным ТНВД).
На стенде ДД 10-06 можно проводить следующие операции:
испытание и регулировку рядных топливных насосов высокого давления с самостоятельной системой смазки (для испытания насосов с циркуляционной системой смазки требуется подключение станции), с количеством секций до восьми, а также ТНВД распределительного типа с количеством питающих штуцеров до восьми. Стенд позволяет контролировать следующие параметры и характеристики: величина и равномерность подачи топлива секциями (производительность насосных секций), частота вращения вала ТНВД в момент начала действия регулятора, частота вращения вала ТНВД в момент прекращения подачи топлива, давление открытия нагнетательных клапанов, угол начала нагнетания и конца подачи топлива по повороту вала ТНВД и чередование подачи секциями ТНВД, характеристика автоматической муфты опережения впрыска, поддержание заданной температуры топлива.
Стенд ДД 10-06 (КИ-15711М-06) предназначен для эксплуатации в закрытом помещении с искусственно регулируемыми климатическими условиями при температуре окружающего воздуха от +1000
до +3500
С и верхним значением относительной влажности до 80% при температуре 2500
С. В качестве жидкости для регулировки топливных насосов должно использоваться дизельное топливо по ГОСТ 305-82 с температурой вспышки паров (ТАП) свыше 4500
С. В случае использования дизельного топлива или технологической жидкости с ТВП ниже 4500
С над стендом необходимо иметь вытяжной зонт (рис. 1.6.).
В модельный ряд выпускаемых стендов входят: ДД 10-00 (КИ-15711М-01), установленная мощность 15 кВт, гидропривод, диагностика ТНВД до 12 секций, КИ-15711-05 установленная мощность 7,5 кВт, электропривод, состоящий из асинхронного электродвигателя и преобразователя частоты MITSUBISHI ELECTRICS, диагностика ТНВД до 8 секций.

Рис. 1.7.Стенд ДД 10-06 для испытания и регулировки ТНВД дизелей
Таблица 1.4
Технические характеристики стенда ДД 10-06
| № |
Параметр |
Значение |
| 1 |
2 |
3 |
| 1. |
Тип |
Стационарный |
| 2. |
Привод |
Гидропривод |
| 3. |
Количество одновременно испытываемых секций
высокого давления ТНВД, шт., не более |
8
|
| 4. |
Диапазон воспроизведения: |
| 4.1. |
Частоты вращения приводного вала, мин-1
|
70….1500 |
| 4.2. |
Отсчета числа оборотов (циклов), об.(циклов) |
1….9999 |
| 4.3. |
Температуры топлива, 0
С |
20….45 |
| 4.4. |
Давление топлива, МПа (кгс/См2
) |
0….3 (0….30) |
| 5. |
Диапазон измерения: |
| 5.1. |
Частоты вращения приводного вала, мин-1
|
25….3100 |
| 5.2. |
Объема топлива сосудами СТА, мл: |
250 |
| 5.3. |
Температуры топлива, 0
С |
0….50 |
| 5.4. |
Давления топлива, МПа (кгс/См2
) |
0….4,0 (0….40) |
| 5.5. |
Угла начала нагнетания топлива, град. |
0….360 |
| 5.6. |
Угла начала впрыскивания топлива, град |
0….360 |
| 5.7. |
Цикловая подача, мм3
/цикл |
до 1000 |
| 6. |
Вместимость: |
| 6.1. |
Топливного бака, л, не более |
45 |
| 6.2. |
Масляного бака гидропривода, л, не более |
20 |
| 7. |
Питание от сети переменного тока |
| 7.1. |
Напряжение, В |
220+10% / 380-5% |
| 7.2. |
Частота, Гц |
50±1 |
Окончание табл. 1.4.
| 1 |
2 |
3 |
| 8. |
Установленная мощность
в т.ч. электродвигателя гидропривода, кВт
|
15 |
| 9. |
Количество обслуживающего персонала, чел |
1 |
| 10. |
Габаритные размеры, мм, не более |
1930 х 890 х 2030 |
| 11. |
Масса стенда, кг, не более |
1100 |
| (с комплектом принадлежностей), кг не более |
1170 |
| 12. |
Установленная безотказная наработка, ч |
400 |
| 13. |
Установленный полный ресурс, не менее лет |
7 |
1.5.2. Стенд ДД 2110
Стенд ДД-2110 предназначен для испытания и регулировки форсунок дизельных двигателей отечественного и импортного производства на станционных и передвижных диагностических и ремонтных установках. Технические характеристики стенда ДД-2110 представлены в таблице 1.5.
Таблица 1.5.
Технические характеристики стенда ДД-2110
| № |
Параметр |
Значение |
| 1 |
2 |
3 |
| 1. |
Тип |
настольный с ручным приводом |
| 2. |
Предел допускаемой основной приведенной погрешности
измерения давления, % |
±1,5
|
| 3. |
Диапазон измерения давления, МПа (кгс/см2
) |
0…40 (0…400) |
Окончание табл. 1.5.
| 1 |
2 |
3 |
| 4. |
Предел допускаемого падения давления, МПа (кгс/см2
) |
1,0 (10) |
| 5. |
Подача топлива, мм3
/цикл, не менее |
1800 |
| 6. |
Время падения давления после достижения 35 МПа (350 кгс/см2
), мин |
3
|
| 7. |
Скорость измерения, изм/цикл |
3 |
| 8. |
Емкость для топлива, л, не менее |
1,9 |
| 9. |
Габаритные размеры, мм, не более |
430 х 660 х 550 |
| 10. |
Масса (без топлива), кг, не более |
12 |
| 11. |
Количество обслуживающего персонала, чел |
1 |
Стенд позволяет проверить следующие параметры: давление начала впрыска и качество распыления топлива, герметичность запорного конуса (по появлению капли топлива на носике распылителя), гидроплотность по запорному конусу и направляющей цилиндрической части (по времени падения).
Стенд состоит из плиты, на которой установлен бак для топлива с камерой впрыска, стойки с держателем плунжерного насоса, гидроаккумулятора, дросселя, манометра, фильтра и трубопроводов. Все приборы, кроме манометра и трубопроводов, закрыты кожухами (рис. 1.7.).
.
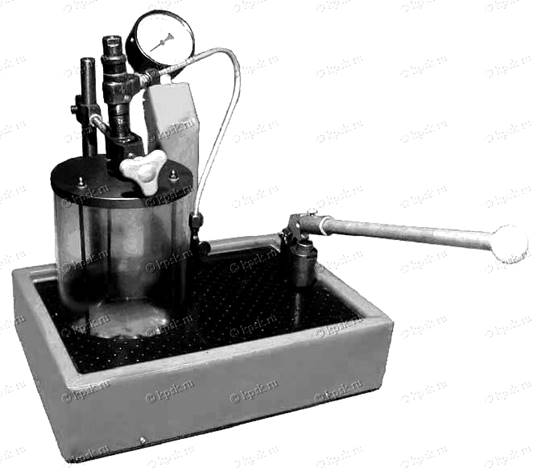
Рис. 1.8. Стенд ДД-2110 для испытания и регулировки дизельных форсунок
|
