Министерство образования и науки Украины
Донбасский государственный технический университет
Кафедра ТОМП
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
по дисциплине: «Технология машиностроения»
Выполнил: ст. гр. ТОМ-04-1
Мозолев Е.В.
Проверил: Лавренчук К.П.
Алчевск, 2008г.
АННОТАЦИЯ
Курсового проекта по технологии машиностроения
студента группы ТОМ-04-1 Мозолева Е.В.
Расчетно-пояснительная записка на 35 страниц, в том числе 7 иллюстраций и 7 таблиц.
Графическая часть – 4 листа формата А1.
Комплект технологической документации на 11 страницах.
В курсовом проекте разработан технологический процесс изготовления детали «Корпус кронштейна» 9019.10.01.118. При этом был проведен критический анализ норм точности детали и анализ на технологичность. Рассмотрены два варианта получения заготовки и выбран оптимальный метод. Разработан комплект технологической документации. Рассчитаны режимы резания и проведено нормирование операций. В конструкторской части разработана конструкция станочного приспособления на токарную операцию, а также контрольное приспособление для контроля позиционного допуска и допуска соосности отверстий под крышку и цилиндра.
СОДЕРЖАНИЕ
Введение
1 Технологическая часть
1.1 Служебное назначение детали
1.2 Анализ технических требований
1.3 Выбор типа производства
1.4 Анализ технологичности детали
1.5 Выбор заготовки
1.6 Технологический маршрут обработки
1.6.1.Выбор технологических баз и последовательности обработки
1.6.2.Маршруты обработки поверхностей
1.6.3.Аналитический расчет припуска
1.7. Разработка технологических операций
1.7.1 Выбор технологического оборудования и оснастки
1.7.2 Расчет режимов резания
1.7.3 . Нормирование операций
2. Конструкторская часть
2.1 Проектирование сверлильного приспособления
2.1.1. Разработка схемы приспособления
2.1.2. Расчет силы закрепления
2.1.3. Описание конструкции приспособления
2.2 Контрольное приспособление
2.3 Выводы
Перечень ссылок
Приложение А
Приложение Б
Приложение В
ВВЕДЕНИЕ
Эффективным средством повышения производительности в машиностроении являются автоматизации и механизации технологических и вспомогательных процессов, выполняемых на различных этапах изготовления изделия. Автоматизация в среднесерийном производстве требует создания гибких производственных систем, способных автоматически переходить с обработки деталей одного типоразмера на другой.
Реклама

В решении этих задач решающую роль играют станки с ЧПУ и многошпиндельные полуавтоматы. Многошпиндельные полуавтоматы позволяют повысить производительность обработки деталей, снизить количество операций, что в совокупности влияет на снижение себестоимости изделия. С внедрением многошпиндельных полуавтоматов появляются возможности освобождения рабочего от монотонного и тяжелого физического труда.
Высокопроизводительные многошпиндельные полуавтоматы позволяют автоматически произвести с одной установки практически полную обработку детали. Наличие на таких станках нескольких суппортов с широким выбором режущего инструмента дает возможность выполнять технологические переходы.
1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Служебное назначение детали
Данная деталь применяется в механизме разгрузки и служит цилиндром для поршня гидросистемы и опорой для всего гидромеханизма. Поэтому поверхность 11 (см. Рис. 1.1) имеет низкую шероховатость (Ra = 2.5 мкм) для снижения трения при перемещении поршня.
К корпусным деталям предъявляют комплекс технических требований, исходя из служебного назначения. Требования касаются геометрической точности – размеров и относительных положений и выбора материала, способного выдержать вибрации, ударную нагрузку и другие неблагоприятные факторы.
1.2 Анализ свойств материала
Материал заготовки – серый чугун СЧ 15 ГОСТ 1412-85. Этот материал применяется в тех случаях, когда необходимо обеспечить высокую вибростойкость, высокую прочность, устойчивость и стойкость к ударным нагрузкам, поэтому применение серого чугуна в корпусах оправдано его физико-механическими свойствами.
Материал СЧ 15 применяется при изготовлении оснований большинства станков, ступиц, корпусов клапанов и вентилей и других деталей сложной конфигурации при недопустимости большого коробления и невозможности получения их старения, а это салазки, столы, корпуса задних бабок, корпуса маточных гаек, зубчатые колеса, кронштейны, люнеты, вилки переключения, шкивы и планшайбы.
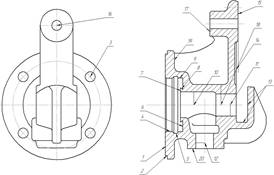
Рисунок 1.1 – Эскиз детали – корпус кронштейна.
Таблица 1.1 – Физико-механические свойства серого чугуна СЧ 15 [2].
| Предел прочности при растяжении, Па |
Теплопроводность λ,Вт/(м к) |
Твердость НВ |
Удельная теплоемкость С, Дж/К |
Плотность, кг/куб.м |
| 9.8*107
|
54 |
165 |
239-473 |
7000 |
Таблица 1.2 – Химический состав серого чугуна СЧ 15 [2].
| Углерод С,% |
Кремний, Si,% |
Марганец, Mn,% |
Сера, S, % |
Фосфор, P, % |
| 3.5...3.7 |
2...2.4 |
0.5...0.8 |
0...0.15 |
0...0.2 |
1.3 Выбор типа производства
Для данного курсового проекта тип производства был оговорен заранее – среднесерийный. По табл. 4.1 [1, с. 48], исходя из типа производства и массы заготовки, выбираем программу выпуска – 5000 штук.
Реклама

Серийное производствозанимает промежуточное положение между единичным и массовым производством, при котором изготовление изделий производится партиями или сериями, состоящими из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) целиком как в обработке деталей, так и в сборке.
В серийном производстве технологический процесс преимущественно дифференцирован, т. е. расчленен на отдельные операции, которые закреплены за определенными станками.
Станки здесь применяются разнообразных видов: общего назначения (универсальные), специализированные, специальные, автоматизированные, агрегатные. Станочное оборудование должно быть специализировано в такой мере, чтобы был возможен переход от производства одной серии машин к другой, несколько отличающейся от первой в конструктивном отношении, или переход от одного типа машины к другому.
При использовании станков общего назначения (универсальных) должны широко применяться специализированные и специальные приспособления, специализированный и специальный режущий инструмент или приспособленный для данной операции — нормальный и, наконец, измерительный инструмент в виде предельных (стандартных и специальных) калибров и шаблонов, обеспечивающих взаимозаменяемость обработанных деталей. Все это оборудование и оснастку в серийном производстве можно применять достаточно широко, так как при повторяемости процессов изготовления одних и тех же деталей указанные средства производства дают технико-экономический эффект, который с большой выгодой окупает затраты на них. Однако в каждом отдельном случае при выборе специального или специализированного станка, изготовлении дорогостоящего приспособления или инструмента необходимо подсчитать затраты и ожидаемый технико-экономический эффект.
Серийное производство значительно экономичнее, чем единичное, так как лучшее использование оборудования, специализация рабочих, увеличение производительности труда обеспечивают уменьшение себестоимости продукции. [3, с.56]
1.4 Анализ технических требований
Деталь «Корпус кронштейна» содержит ряд поверхностей, отличающихся формой, расположением и назначением. Рассмотрим поверхности и назначим технические требования к ним.
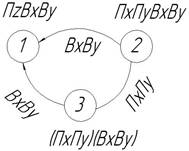
Рисунок 1.2 – Граф связей основных поверхностей
Поверхности 1, 2 и 3 являются основными
, так как определяют положение детали в узле. Деталь базируется по плоскости торца 1, цилиндрической ступени типа «диск» 2 и закрепляется по отверстиям 3 с помощью болтов. Торец 1 должен быть перпендикулярен оси поверхностей 4 и 8. Ось цилиндрической ступени 2 должна быть перпендикулярна торцу 1. Отверстия 3 должны иметь позиционный допуск для одинакового расстояния между осями отверстий 3 и оси цилиндрической ступени 2.
Поверхности 4, 6, 7, 8, 9, 12, 15, 16 и 17 являются вспомогательными
. К ним крепятся другие детали. В то же время, поверхность 11 является исполнительной
, она служит цилиндром для поршня, который перемещается по этой поверхности, поэтому поверхность 11 должна иметь низкую шероховатость и наиболее высокую точность изготовления. Поверхность 4 является резьбовой – к ней присоединяется стакан, направляющий шток, поэтому следует назначить допуск соосности на поверхности 4 и 11. Поверхность 5 служит упором для герметизирующего материала (манжеты) между стаканом и корпусом. Цилиндрическая ступень 9 служит для фиксации стакана и предупреждения перекоса, поэтому должна быть соосной с поверхностью 11. Поверхность 8 удерживает и, благодаря конической ступени, упрощает замену износившейся манжеты. Поверхность 12 служит для присоединения пробки для регулирования давления в системе, имеет трубную резьбу G1-B, на работу системы «шток-поршень-циллиндр» прямого действия не оказывает, поэтому не требует допуска взаиморасположения. Поверхность 7 является упором для стакана, направляющего шток циллиндра, поэтому ей следует назначить допуск перпендикулярности оси поверхности 4. Поверхности 15 и 17 должны быть параллельными поверхности 1 и при этом перпендикулярными оси отверстия 16. Поверхность 16 служит для фиксации корпуса в приспособлении для монтажа. Поверхность 13 служит местом выхода поршня и одновременно ограничителем его перемещения, получается фрезерованием. Остальные поверхности свободные.
1.5 Анализ технологичности деталей
Деталь – “корпус кронштейна” изготавливается из чугуна литьем, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных затруднений при получении заготовки. Однако, достаточно высокая сложность формы детали и неудобство изготовить под нее форму по принципу наложения тени затрудняют процесс литья. Плоскость разъёма формы наиболее удобно расположить по плоскости, в которой лежит ось поверхности 2, проходящая через центр отверстия 16.
Нетехнологичными в данной детали являются глубокоеглухое отверстие 11, так как его трудно обрабатывать, и поверхность 9, так как обрабатывается не на проход и подвод фрезы к нужной поверхности затруднен размерами смежных поверхностей. Также резьба G1-B, трубная дюймовая, является специальной, что требует применения специального инструмента.
1.6 Выбор способа получения заготовки
На базовом предприятии заготовка получается методом литья в песчаные формы. Для установления альтернативного метода получения заготовки строим матрицу влияния факторов. Для изготовления заготовки из чугуна СЧ20 при крупносерийном производстве.
Таблица 1.3 – Матрица влияния факторов [1, с. 62].
| Способ изготовления заготовки |
Факторы |
Σ |
| Формы и размеры заготовки |
Требуемая точность и качество поверхности |
Техноло-гические свойства материала |
Годовая программа |
| Литье в кокиль |
4 |
3 |
5 |
3 |
15 |
| Литье под давлением |
5 |
4 |
4 |
5 |
18 |
| Литье в землю |
3 |
1 |
4 |
4 |
12 |
| Литье в песчано-глинистые формы |
4 |
1 |
4 |
5 |
14 |
По результатам анализа матрицы влияния факторов принимаем литье под давлением.
Определим точность отливки, ее размеры и отклонения для литья под давлением. В соответствии с рекомендациями ГОСТ 26645-86 для этого способа литья, габаритных размеров отливки от 100 до 630 мм, из чугуна с температурой плавления выше 700°С, находим класс точности размеров и масс отливок 3 и ряд припусков 1 [4, табл. К.1, стр. 205]. Принимаем для нашего случая 3 класс точности и ряд припусков 1. Исходя из выбранного способа получения отливки, его геометрической формы, незначительных размеров принимаем 6 степень коробления отливки [4. Табл. К.5, стр. 209]. В итоге получаем отливку, точность которой 3 – 5 – 6 ГОСТ 26645-86. Для литья в кокиль точность отливки будет 5 – 6 – 2 ГОСТ 26645-86.
Находим допуски размеров отливки. Результаты расчетов для обоих способов сведем в таблицу 1.5.
Таблица 1.5 – Результаты назначения припусков на обработку
| Метод |
Размер |
КТР |
КТМ |
СК |
РП |
Т |
Z |
Технологический размер, мм |
| Литье в кокиль |
Ø30 |
5 |
11т |
6 |
2 |
0,44 |
1,25 |
Ø 28,5+0,44 |
| Ø72 |
0,56 |
1,4 |
Ø69,2+0,56 |
| 30 |
0,44 |
1,25 |
28,75-0,44 |
| Ø 40 |
0,5 |
1,4 |
Ø42,8+0,5 |
| Ø 35 |
0,44 |
1,25 |
Ø32,5-0,44 |
| Ø 140 |
0,64 |
1,65 |
Ø143,3-0,64 |
| 32 |
0,44 |
1,25 |
34,5-0,44 |
| 4 |
0,24 |
1 |
5-0,24 |
| Литье под давлением |
Ø30 |
3 |
5 |
6 |
1 |
0,22 |
0,5 |
Ø29-0,22 |
| Ø72 |
0,28 |
0,8 |
Ø70+0,28 |
| 30 |
0,22 |
0,5 |
29,5-0,22 |
| Ø 40 |
0,24 |
0,8 |
Ø41,6-0,24 |
| Ø 35 |
0,22 |
0,5 |
Ø34+0,22 |
| Ø 140 |
0,32 |
0,8 |
Ø141,6-0,32 |
| 32 |
0,22 |
0,5 |
33-0,22 |
| 4 |
0,12 |
0,6 |
4,6-0,12 |
По заводским данным масса заготовки, получаемой литьем в песчаные формы равна mЗ
= 4,8 кг. Определим коэффициент использования материала по формуле (1.1):
Ким = mз
/mд
= 4,2/4,8= 0,875 (1.1)
Рассчитаем массу заготовки получаемой методом литья в кокиль (1) и под давлением (2). Для этого разбиваем заготовку на элементарные объемы и с учетом известной плотности чугуна находим массу всей заготовки.
Mi
= ∑[(Dзi
-Dдi
)*hi
]/(π/4)*ρ*10-9
+mд

Рассчитаем массу заготовки получаемой методом литья под давлением:

Определим коэффициент использования материала:
Ким = mд
/ mз
= 4.2/4.341= 0.97
Определим себестоимость получения такой заготовки для каждого из вариантов по формуле (1.2):
 (1.2) (1.2)
где СБ.Ц
– базовая цена одной тонны литья, изготовленного из базового материала; СБ.Ц
= 3000 грн.
KTO
– коэффициент точности размеров; kTO
= 1,64 для класса точности 5 (кокиль) и kTO
= 1,88 для класса точности 3 (под давлением) [4, табл. К.9, стр. 213].
KСO
– коэффициент конструктивной и технологической сложности отливки; kСO
= 1,7 для отливок второй группы сложности [4, табл. К.10 стр. 213]
kМ
– коэффициент марки материла; kМ
= 1,0 – серых чугунов [4, табл. К.11 стр. 213].
KПМО
– коэффициент, зависящий от группы серийности; kПМО
= 1,13 – для 7 группы серийности и массы менее 160 кг [4, табл. К.12, К.13 стр. 213, 214].
СОТХ
– цена одной тонны отходов; СОТХ
= 300 грн.
Рассчитаем себестоимость заготовки, получаемой литьем в кокиль:

Для литья под давлением получаем:

Коэффициент использования материала и при методе литья под давлением несколько выше, чем при литье в кокиль. Себестоимость литья под давлением оказалась выше, чем при литье в кокиль, поэтому при данной программе выпуска и условиях производства наиболее целесообразно использовать литье в кокиль.
1.7 Обоснование выбора технологических баз и последовательности обработки
Деталь “Корпус кронштейна” имеет комплект основных конструкторских баз и один комплект исполнительных поверхностей. Следовательно, данная деталь относится к деталям второй группы. Для деталей данной группы выбор технологических баз осуществляется в два этапа. На первом этапе выбираем технологические базы для выполнения большинства операций технологического процесса. При этом в качестве баз должны быть выбраны поверхности или сочетания поверхностей, относительно которых задано большинство технических требований. В результате анализа технических требований выявлено, что такой поверхностью является свободная поверхность 18, вследствие малой длины поверхности 19 наиболее целесообразно будет использовать в качестве технологической базы комплект из поверхностей 18 и 19.
На втором этапе выбираем поверхности или сочетание поверхностей, которые будут использованы в качестве технологических баз при подготовке баз для операций фрезерования, сверления и нарезания резьбы. На следующих переходах производим обработку основных баз, используя в качестве технологических баз ранее обработанные.
Комплект баз для первой операции точения: двойная направляющая, опорная, опорная.
Комплект баз для остальных операций: установочная, направляющая, опорная. Теоретические схемы базирования представлены далее.
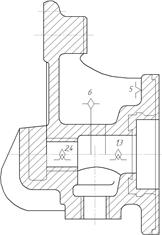
Рисунок 1.3 – Теоретическая схема базирования детали на операции точения 005.
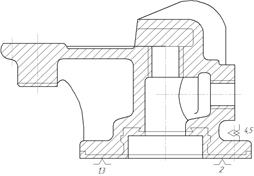
Рисунок 1.4 – Теоретическая схема базирования детали на операциях фрезерования 010, сверления 015 и точения 020.
1.8 Маршруты обработки поверхностей
Данный этап работы выполняем в виде таблицы 1.6
Заготовка IT14, Rа = 40 мкм.
Таблица 1.6 – Методы обработки поверхностей
| № пов-ти |
Точность поверхности |
Маршрут обработки поверхностей |
Достигаемые технические требования |
Припуск на переход |
Технологи-ческий размер |
| IT |
Rа |
IT |
Rа |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
| 1 |
10 |
10 |
Точение черновое
Точение получистовое
Точение чистовое
|
14
12
10
|
40
20
10
|
3,5
0,5
0,25
|
Ø 148,5-0,16 |
| 2 |
10 |
10 |
Точение черновое
Точение получистовое
Точение чистовое
|
14
12
10
|
40
20
10
|
1,3
0,45
0,25
|
8 -0,048 |
| 4 |
10 |
10 |
Растачивание черновое
Растачивание чистовое
Нарезание резьбы
|
13
11
10
|
40
20
10
|
2,5
1,7
1,0
|
Ø 66,8+0,30 |
| 11 |
8 |
2,5 |
Растачивание предварительное
Растачивание черновое
Растачивание получистовое
Растачивание чистовое
|
14
12
10
9
|
40
20
10
2,5
|
2,0
1,1
0,4
0,11
|
Ø 22,28 +0,13 |
| 12 |
10 |
10 |
Растачивание черновое
Растачивание чистовое
Нарезание резьбы
|
13
11
10
|
40
20
10
|
3,0
1,1
0,52
|
Ø 30,76+0,13 |
| 15 |
12 |
20 |
Фрезерование черновое
Фрезерование чистовое
|
14
12
|
40
20
|
0,8
0,2
|
34+ 0,25 |
| 17 |
14 |
40 |
Фрезерование черновое |
14 |
40 |
0,8 |
Ø 36,6 -0,25 |
1.9 Аналитический расчет припуска
Расчет припусков аналитическим методом производим для отверстия Ø30Н6. Заготовка представляет собой отливку 3-го класса точности, массой 4.65 кг. Технологический маршрут обработки отверстия Ø30Н6 состоит из пяти переходов: чернового и чистового растачивания и развертывания, предварительного шлифования.
Расчет припусков на обработку отверстия Ø30Н6 приведен в таблице 1.7.
Таблица 1.7 – Расчет припусков и предельных размеров по технологическим переходам на обработку отверстия корпуса Ø30Н6
Технологические переходы обработки поверхности
Ø30h6
|
Элементы припуска |
Расчетный припуск 2zmin |
расчетный размер dр, мм |
Допуск δ, мкм |
Предельный размер, мм |
Предельные значение припусков, мкм |
| Rz |
h |
ρ |
ε |
dmin |
dmах |
 |
 |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| Заготовка |
200 |
300 |
514 |
50 |
– |
– |
840 |
27,375 |
28,215 |
– |
– |
| Растачивание предварительное |
25 |
25 |
31 |
50 |
2033 |
27,375 |
520 |
29,408 |
29,928 |
1713 |
2033 |
| – черновое |
50 |
50 |
26 |
– |
252 |
29,408 |
210 |
29,66 |
29,87 |
92 |
252 |
| – чистовое |
20 |
20 |
21 |
– |
218 |
29,66 |
84 |
29,878 |
29,962 |
58 |
218 |
| – тонкое |
10 |
5 |
15 |
– |
122 |
29,878 |
52 |
29,948 |
30 |
38 |
70 |
Назначим расчетные формулы для определения припуска, обработка внутренних поверхностей вращения:
 (1.3) (1.3)
Суммарное значение пространственных отклонений для заготовки определяем по формуле:
 (1.6) (1.6)
где ρр
– отклонение расположения отверстия относительно технологических баз;
ρП
– перекос отверстия на 1 мм диаметра.
Остаточные пространственные отклонения после чернового и чистового растачивания определяем по формуле:
 (1.7) (1.7)
где ky
– коэффициент уточнения: для чернового растачивания – ky
= 0,06; для получистового растачивания – ky
= 0,05; для протягивания – ky
=0,04;
На основании записных данных в таблице производим расчет минимальных значений межоперационных припусков:
Минимальный припуск под растачивание:
- черновое: 
- получистовое: 
- чистовое: 
- тонкое: 
Определяем расчетный размер dр по переходам, начиная с конечного:




Назначаем допуски для заготовки и для каждого перехода:
ТЗАГ
= 840 мкм;
Т1
= 520 мкм;
Т2
= 210 мкм;
Т3
= 84 мкм;
Т4
= 52 мкм;
Определяем предельные размеры :





Определим предельные значения припусков:








На основании данных расчета строим схему графического расположения припусков и допусков по обработке отверстия Ø30Н6 (рисунок 1.4).
Общие припуски Zomin
и Zomax
определяем, суммируя промежуточные припуски:

TЗ
– TD
= 2Zmin
– 2Zmax
840 – 52 = 788 мкм
2573 – 1785 = 788 мкм
Чертим схему припусков:
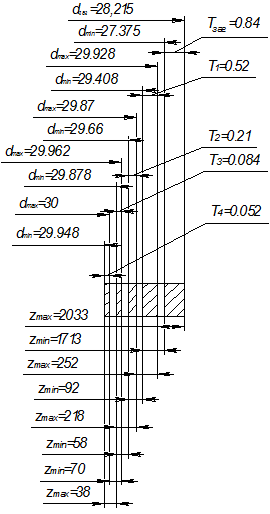
Рисунок 1.4 – Схема графического расположения допусков
1.10 Разработка технологических операций
Учитывая среднесерийный тип производства, производим выбор моделей станочного оборудования. Необходимо производить выбор моделей, которые обеспечивали бы наименьшие трудовые и материальные затраты, а также себестоимость обработки заготовки. Характер производства определяет приоритет выбора в пользу полуавтоматных и универсальных станков.
Для обработки внутренних поверхностей корпуса выбираем токарный полуавтомат 16К20Т1, что позволит обработать цилиндрические поверхности детали (1, 2, 4, 5, 6, 7, 8, 9, 11) с одной установки. При обработке поверхностей 12 и 20 требуется установка на специальное токарное приспособление. Для обработки отверстий (отв. 16 и 4 отв. 3) выбираем сверлильный станок 2А125. Для обработки плоских поверхностей (пов. 13, 14, 15, 17) выбираем фрезерный станок 6Р82.
Операционный маршрут обработки детали “Корпус кронштейна” – 9019.10.01.118 представлен в комплекте технологической документации проекта.
1.11 Расчет режимов резания
Рассчитаем режимы резания по эмпирическим формулам для операции 005 (токарная). Принимаем припуски по таблицам припусков по справочнику Балабанова (с. 194-195). Коэффициент Cv, подачи (с согласованием с подачами станка) и стойкость инструмента принимаем по таблицам [2, с.265-284].
Мощность выбранного станка по паспорту 10 кВт.
Условие применяемости станка: N ≤ Nст
.
Находим поправочный коэффициент Kр
:
Kр
= Kφр
* Kγр
* Kλр
* Krр
* Kmp
= 0.89*1*1*0.93* = 0.766 = 0.766
где Kφр
, Kγр
, Kλр
, Krр
– коэффициенты, учитывающие геометрию режущего инструмента (резца) [7, с. 275];
Kmp
– коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости [7, с. 264];
Обработка отверстия Ø30 мм:
Режимы резания для перехода 1:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz (x = 1, y = 0.75, n = 0):
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*2*0,70,75
*1*0.766=1078.6 H
Мощность резания будет равна:

Режимы резания для перехода 2:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*1,1*0,50,75
*1*0.766= 4609 H
Мощность резания будет равна:

Режимы резания для перехода 3:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*0,4*0,50,75
*1*0.766= 167,6 H
Мощность резания будет равна:

Режимы резания для перехода 4:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*0,2*0,50,75
*1*0.766= 83,8 H
Мощность резания будет равна:

Режимы резания для перехода 5:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*0,11*0,320,75
*1*0.766= 33 H
Мощность резания будет равна:

Обработка отверстия с резьбой М76х2:
Режимы резания для перехода 1:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*2,5*1,20,75
*1*0.766= 2020 H
Мощность резания будет равна:

Режимы резания для перехода 2:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*1,7*1,20,75
*1*0.766= 1373,5 H
Мощность резания будет равна:

Режимы резания для перехода 3:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*2*0,80,75
*1*0.766= 1192,2 H
Мощность резания будет равна:

Режимы резания для перехода 4:


Тогда действительная скорость резания будет равна:

Находим силу резания Pz:
Pz = 10*Ср*tX
*SY
*Vn
*Kp
= 10*92*0,2*0,10,75
*1*0.766 = 250,6 H
Мощность резания будет равна:

Режимы резания на остальные операции назначены по нормативам и представлены в комплекте технологической документации.
1.12 Нормирование операций
Произведем нормирование операции 005 – токарная. Обрабатывается поверхность диаметром 67 мм, длина обработки составляет 23 мм, для второй поверхности: диаметр Ø22. Деталь обрабатывается в трёхкулачковом самоцентрирующемся патроне..
Штучное время обработки детали определим по формуле:
ТШТ
= То + Тв + Тобсл
+ ТОТ
(1.10)
где То
– основное технологическое время на выполнение операции, мин.
Тв
– вспомогательное время, мин.
Тобсл
– время обслуживания рабочего места, мин
ТОТ
–
время на отдых станочника, мин.
Основное время рассчитываем по формуле (1.11):
 (1.11) (1.11)
где l
– длина обрабатываемой поверхности, мм;
(l1
+ l2
)
– длина врезания и перебега, мм;
SМИН
– минутная подача стола станка, мм/мин;
Вспомогательное время определяется по формуле (1.12):
Тв = ТУС
+Тзо+ТУП
+ТИЗМ
= 0,5+ 0,35+
+(0,02 + 0,05+0,67)+1,62 = 3,21 мин
(1.12)
где ТУС
– время на установку и снятие детали вручную; ТУС
=
0,5 мин [6, стр.200].
Тзо
– время на закрепление и открепление детали пневматическими зажимами; Тзо
=0,35 мин [6, стр.201].
ТУП
– время на управление станком; ТУП
= (0,02 + 0,05 + 0,67)
мин [6, стр.202].
ТИЗМ
– время на измерение детали; ТИЗМ
= 0,18*9 = 1,62 мин [6, стр.209].
Сумма времени обслуживания рабочего места и времени на отдых определяется по формуле (1.13):
Тобсл
+ ТОТ
= (То + Тв)·0,1 =(2,473+3,21)* (0,1 + 0,07) =
= 0,966 мин
(1.13)
где (0,07 + 0,1) – коэффициенты, учитывающий процент времени на обслуживание рабочего места и отдых.
Подставляя поученные значения в формулу (1.10), получим значение штучного времени для вертикально-фрезерной операции:
ТШТ
= 2,473 + 0,822 + 0,56 = 3,855 мин
2 КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Проектирование сверлильного приспособления
2.1.1 Разработка схемы приспособления
Исходными данными для проектирования фрезерного приспособления на операцию 020 являются:
- операция выполняется на токарном полуавтомате модели 16К20Т1;
- операция состоит из двух переходов, включая переход установки детали;
- схема базирования заготовки на операции представлена на рис. 2.1
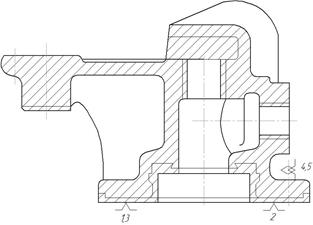
Рисунок 2.1 – Теоретическая схема базирования.
Зажим заготовки осуществляется двумя зажимами через рычажный механизм при помощи пневматического привода.
2.1.2 Расчет силы закрепления
Для определения параметров зажимного механизма рассчитаем силы резани. При точении основной составляющей силы резания является окружная сила Рz.
Для определения необходимого усилия зажима необходимо рассчитать все силы резания и выбрать наибольшие осевые силы РХ и моменты резания Мрез. [2, Т2]. Стоит упомянуть, что усилия резания являются постоянными.
Схема действия сил на заготовку
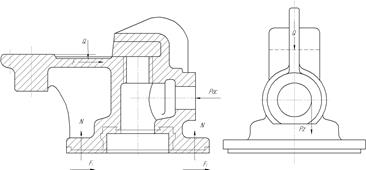
Рисунок 2.2 – Схема действия сил на заготовку.
1) Растачивание черновое
Pz = 10Ср*tx*Sy*Vn *Kp = 10 * 92*0.8*0.780.75
*0,89 = 610 Н
Рх1 = 10Ср*tx*Sy*Kp = 10*46*0,80,9
*0,780,4
*0,89 = 411 Н
2) Растачивание чистовое
Рх2 = 10Ср*tx*Sy*Vn *Kp = 10*46*0.8*0.89*0,75
*0,89= 274 Н
3) Растачивание фаски
Рх3 = 10Ср*tx*Sy*Vn *Kp = 10*46*1,51*0,750,4*0,75*0,89= 340 Н
В результате имеем расчетные значения тангенциальной силы резания и осевой силы:
Pz = 610 Н;
Р = Рх3 = 411 Н.
Расчет усилия, необходимого для закрепления заготовки
1) Составляем уравнения действия сил на заготовку при сдвиге:
ΣПрz = 0
kP – F – F1 = 0
F = f * Q
F1 = f1 * N
Q – N = 0
f – коэффициент трения, принимаем 0.15.
Расчетная формула:
k*P – 2f*Q = 0
k = 1.4*1.5*1.2*1*1.3*1*1 = 3.28
3.28*411 – 2*0.15*Q = 0
Q = 4,5 кН
2) Составляем уравнения действия сил на заготовку при провороте:
kPz – Q = 0
3,04*610 – Q = 0
k = 1.3*1.5*1.2*1*1.3*1*1 = 3.04
Q = 1.85 кН
Принимаем W = Qmax = 4,5 кН.
2.1.3 Описание конструкции приспособления
Токарное приспособление состоит из: кронштейна, кожуха, высоких пальцев – ромбического и циллиндрического, планшайбы, плиты, центровика, болтов, противовеса, опоры и прихвата. Приспособление устанавливается на фланце конца шпинделя и служит для закрепления в нем заготовки так, чтобы поверхность была расположена в сторону рабочей зоны станка. Противовес исключает неуравновешенность масс при вращении шпинделя. Для изменения массы противовеса его сверлят, что является нетехнологичным методом уравновешивания масс, поэтому приспособление имеет недостаток: ненадежное уравновешивание масс во время вращения. Чтобы исключить этот неблагоприятный фактор, в приспособлении предусмотрен кожух. Для того чтобы закрепить заготовку, нужно закрепить гайкой прихват. Для исключения перекоса имеется подвижная опора, которая может поворачиваться на небольшой угол влево-вправо.
Заготовка устанавливается на плиту приспособления, базируется по 2 отверстиям Ø 14 мм на пальцах и плоскости фланца Ø140 мм на трех плоских опорах, после чего заготовку закрепляют.
При одной схеме установки назначено 4 операции: торцевание, растачивание отверстия, растачивание фаски и нарезание трубной резьбы.
2.2 Контрольное приспособление
Контрольное приспособление предназначено для контроля позиционного допуска и допуска радиального биения шести отверстий под крепежные изделия, расположенных в крышке.
Главная часть приспособления – плита, на которой расположены втулки.
Контроль осуществляется следующим образом: плита контрольного приспособления устанавливается на контрольный стол. Сверху на плиту ставится обработанная деталь таким образом, чтобы отверстия в детали совпали с аналогичными отверстиями во втулках, закрепленных на плите приспособления. С помощью плиты и втулок контролируется позиционный допуск.
Для четырех отверстий под болты при расположении при расположении по виду IX [5, табл. 2,60, с. 265] в чертеже детали задан позиционный допуск осей Т= = 0,3 мм. В технологической документации предусмотрен контроль расположения осей путем измерения координирующих размеров (межосевых расстояний), и исходя из заданного позиционного допуска Т по таблице 2.50 назначены предельные отклонения координирующих размеров δL = 0.16 мм. При измерении действительные измерения детали оказались равными: ΔLх = 0,1 мм, ΔLу = 0,2 мм, ΔLd = 0.3 мм. Требуется определить годность детали.
Решение
Хотя отклонения размера по оси Y вышло за пределы технологического допуска (ΔLу > δL), указание в чертеже детали позиционного допуска оси позволит перераспределить технологические координаты, составляющие этот допуск. Согласно номограмме, приведенной на рис. 2.3, при Т = 0,3 мм и δLy = =ΔLy = 0.2 мм предельные отклонения межосевого размера по координате оси Х равно δLx = +
0,23 мм. Так как действительное отклонение ΔLх = 0,1 мм, не выходит за эти пределы, следовательно, деталь должна быть признана годной.

Рисунок 2.3 – Номограмма допуска.
ВЫВОДЫ
Главной задачей курсового проекта была разработка технологического процесса изготовления корпуса кронштейна 9019.10.01.118.
Для того чтобы решить поставленную задачу, мной были рассмотрены и проанализированы ряд вопросов, позволяющих добиться требуемых решений. При анализе базового варианта изготовления корпуса кронштейна было принято решение использовать непосредственно на участке механической обработки полуавтоматные станки, так как он был признан целесообразным для данного типа производства.
Также были пронормированы операции, созданы токарное специальное и контрольное приспособления, применение которых оправдано при данном типе производства, несмотря на рекомендации по применению преимущественно универсального оборудования и оснастки.
ПЕРЕЧЕНЬ ССЫЛОК
1 Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х томах. Т. 1. – М.: Машиностроение, 1980. – 728 с.
2 Справочник технолога машиностроителя В 2-х томах. Т1/ Под
3 ред. А.Г.Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и
4 доп.- Машиностроение, 1985 - 656с.
5 Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учебное пособие – М.: Машиностроение, 1985.
6 Технологія машинобудування. Дипломне проектування: Навч. Посібник / А.М.Зинченко, О.Д.Дєдов, К.П.Лавренчук, С.Ю.Стародубов, Ю.В.Піпкін – Алчевськ: ДГМІ, 2004, 260с.
7 Основы технологии машиностроения. Балакшин Б.С.-
8 М. Машиностроение, 1969 -288с.
9 Горбацевич А.Ф, Шкред В.А Курсовое проектирование по технологии машиностроения. Мн.: Высшая школа, 1983г.
10 Справочник технолога машиностроителя В 2-х томах. Т2/ Под
11 ред. А.Г.Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и
12 доп.- Машиностроение, 1985 - 656с.
13 Станочные приспособления: Справочник. В 2-х томах/ Ред. Совет: Б.Н.Вардашкин и др. М.: Машиностроение, 1984г.
|
