| Министерство Образования и Науки РФ
Казанский Государственный технологический Университет
Контрольная работа на тему:
Электрохимические методы защиты газопромыслового оборудования
Казань 2008
Содержание
Введение
Основные положения теории коррозии
Принципы создания коррозионных сплавов
Металлические покрытия
Заключение
Список литературы
Введение
Коррозия металлических сооружений причиняет огромный ущерб всем отраслям народного хозяйства. Особенно велики потери в результате коррозии нефте- и газопромыслового оборудования, что связано с наличием высокоагрессивных компонентов в рабочих средах и другими особенностями работы оборудования. Долговечность и надежность работы его во многом зависят от технико-экономической характеристики конструкционного материала для нефтегазодобывающего оборудования, к которому предъявляют чрезвычайно высокие требования; он должен обладать сочетанием прочностных и пластических свойств, сохраняющихся в широком интервале температур, высокой коррозионной стойкостью, стойкостью против водородного охрупчивания, коррозионного растрескивания и др.
Многие нефтяные и газовые месторождения расположены в отдаленных и труднодоступных районах, что усложняет транспортирование оборудования, увеличение глубин скважин и большие габариты оборудования требуют подъемных механизмов большой мощности, поэтому желательно использование конструкционных материалов, позволяющих снизить массу конструкций. Конструкционные материалы должны быть технологичны и недефицитны.
Использование новых конструкционных материалов, таких, как алюминиевые сплавы, титан и его сплавы, взамен традиционных углеродистых сталей в значительной степени могло бы способствовать .повышению технико-экономических показателей оборудования. Применение этих и других материалов в виде металлических покрытий углеродистой стали позволяет расширить диапазон свойств конструкционных материалов и увеличить долговечность оборудования. Конструкционный материал необходимо выбирать с учетом характера коррозионного разрушения оборудования в процессе его эксплуатации.
Основные положения теории коррозии
Коррозия металлов – это разрушение поверхности металлов в результате химического или электрохимического взаимодействия с агрессивной средой.
Реклама

Большинство металлов подвержено местному виду коррозионного разрушения: межкристаллитной коррозии, питтингу, избирательной коррозии, коррозионным растрескиванию или усталости и др. Считается, что характер коррозионного разрушения зависит от взаимного расположения анодных и катодных участков в процессе коррозии. При постоянном их расположении коррозионные разрушения имеют ярко выраженный местный характер.
Так, при питтинге анодные участки фиксируются на дне пор в защитной пленке, при межкристаллитной коррозии—на границах зерен, в процессе коррозионного растрескивания — в вершинах трещин и т. п.
Равномерная коррозия является результатом непрерывного перемещения анодных и катодных участков, возникающих вследствие субмикроскопической неоднородности металла — наличия дислокаций, инородных атомов в решетке основного металла, термической флуктуации атомов металла и др. Примеры местной коррозии при постоянном расположении анодных и катодных участков и равномерной коррозии в случае их непрерывной флуктуации приведены па рисунке 1.
Общая коррозия может привести к значительным потерям металла, так как разрушается вся поверхность металла,
соприкасающаяся с агрессивной средой. Вместе с тем общая коррозия представляет собой один из наименее опасных видов коррозии при условии, что скорость
растворения металла вследствие коррозионных разрушений не превышает норм, определяемых условиями работы оборудования. При достаточной толщине металла коррозия мало сказывается на уменьшении механической прочности конструкции при равномерно распределенных напряжениях по сечению (растяжение, сжатие). Однако общая коррозия может быть
Рисунок 1.
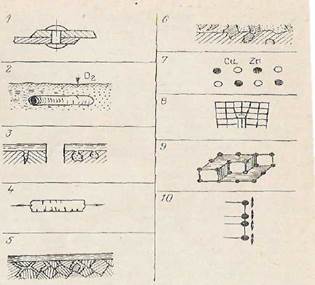 Основные типы электрохимической неоднородности корродирующей поверхности металла Основные типы электрохимической неоднородности корродирующей поверхности металла
1— контакт разнородных металлов; 2 —
дифференциальная аэрация; 3
— образование питтинга, щелевая коррозия; 4 —
коррозионное растрескивание или усталость; 5 —
межкристаллитная коррозия; 6 —
структурно-избирательная коррозия; 7—
компонентно-избирательная коррозия сплава типа твердого раствора; 8 —
наличие дислокаций в кристаллической решетке; 9
— различие в расположении атомов; 10 —
термическая флуктуация атомов металла и молекул растворителя
опасной при работе металла на кручение или изгиб, так как разрушаются наиболее нагруженные слои.
Местная коррозия, наоборот, при ничтожных потерях металла может вызвать катастрофическое падение прочности. Сквозное разрушение оборудования, например трубопроводов, резервуаров и др., влечет потерю продукции, загрязнение окружающей среды и возможность создания аварийной ситуации вследствие взрыво- и пожарной опасности продукции.
Реклама

Общая коррозия по сравнению с местной легче поддается защите. Иногда для защиты оборудования от общей коррозии достаточно увеличить припуск с целью компенсации потери металла. Защита от местной коррозии требует не только воздействия на контролирующий фактор коррозионного процесса для уменьшения скорости коррозии, но также применения мер для устранения локализации коррозионного разрушения.
Коррозия в двухфазных средах
Условия коррозионного разрушения газопромыслового оборудования отличаются особой спецификой, связанной с гетерогенностью, добываемой из скважины продукции. Соотношение углеводородной и водной фаз в продукции может быть различным. При больших скоростях движения потока, обеспечивающих интенсивное перемешивание фаз, образуется эмульсионная система типа масло в воде или вода в масле. При отстое происходит разделение на две несмешивающиеся фазы. Во всех случаях коррозионной средой является вода.
Механизм и кинетика протекания коррозионного процесса зависят от характера соотношения углеводородной и водной фаз.
Коррозия стали в двухфазных эмульсионных системах
Коррозионная агрессивность среды определяется физико-химическими свойствами углеводородного и водного компонентов системы, их составом, количественным соотношением, наличием растворенных газов (сероводорода, углекислого газа, кислорода), в значительной степени зависит от условий разработки и эксплуатации нефтяных и газовых месторождений, типа скважины, способа добычи, температуры, давления, скорости движения среды и др. Совокупность всех факторов оказывает различное влияние на интенсивность коррозии. При прочих равных условиях решающее влияние на коррозионную агрессивность среды оказывает сероводород. Поэтому принято классифицировать нефтяные и газовые скважины на содержащие и не содержащие сероводород.
Однако агрессивность сероводорода, а также других растворенных в двухфазной среде газов проявляется в скважинах лишь в присутствии воды. Так, насосно-компрессорные трубы в газоконденсатных скважинах практически не корродируют ниже зоны конденсации несмотря на то, что на этом участке трубы давление и температура достигают наибольших значений.
Пластовые воды нефтяных и газовых месторождений представляют собой высокоминерализованные растворы солей преимущественно хлористого натрия и кальция, однако при отсутствии в них сероводорода, углекислого газа или кислорода оказывают, как правило, слабое коррозионное воздействие на стальное оборудование скважин. При наличии же этих газов или попадании в воду кислорода коррозионная активность вод резко возрастает.
Принципы создания коррозионных сплавов
Среди широкого арсенала применяемых в настоящее время эффективных методов защиты от коррозии металлических конструкций и оборудования использование коррозионностойких сплавов — один из наиболее надежных методов повышения долговечности оборудования. В особо жестких условиях эксплуатации, например, при одновременном воздействии агрессивных сред, высоких температур, механических напряжений и т. п., сложному комплексу требований к конструкционному материалу наиболее полно удовлетворяют коррозионностойкие сплавы.
На базе современной теории коррозионных процессов научно обоснованы и практически используются следующие направления повышения коррозионной стойкости сплавов: повышение их термодинамической стабильности, торможение катодных процессов, торможение анодных процессов.
Торможение катодных процессов
Торможение катодных процессов способствует повышению коррозионной стойкости сплавов лишь в тех случаях, когда коррозия идет с катодным контролем, и определяется кинетикой процесса восстановления катодного деполяризатора. Торможение катодного процесса в этом случае возможно создать уменьшением площади катодных участков сплава или введением в сплав добавок, повышающих перенапряжение катодного процесса, обычно перенапряжение водорода. Эффективное уменьшение площади катодных участков достигается при закалке сплава. Например, для дюралюминия в результате закалки происходит растворение активного катодного включения СuА12
и гомогенизация структуры, повышающая коррозионную стойкость сплава как в кислых, так и в нейтральных растворах. В качестве примера увеличения перенапряжения катодного процесса можно указать, на повышение коррозионной стойкости латуней легированием малыми дозами мышьяка. По данным ВНИИНЕФЕМАШ легирование латуней марок ЛО70-1 или ЛА77-2 мышьяком в количестве 0,05—-0,06% приводит к увеличению срока службы труб конденсационно-холодильного оборудования в 1,5—2 раза.
Торможение анодных процессов
Наиболее эффективный и широко распространенный способ увеличения коррозионной стойкости сплавов — повышение их пассивности в результате торможения анодных процессов.
Торможение анодных процессов реализуется при легироъании сплава элементами, повышающими анодную пассивируемость. Так, коррозионная стойкость нержавеющих сталей базируется на легировании стали хромом, являющимся легкопассивирующимся элементом и обеспечивающим образование на поверхности стали защитной окисной пленки хрома.
Важное достижение в повышении коррозионной стойкости пассивирующихся сплавов — так называемое - катодное легирование. Как было показано исследованиями И. Д. Томащова и Г. П. Черновой, повышение устойчивости сплавов в условиях возможности пассивного состояния может быть осуществлено введением в сплавы дополнительных катодных составляющих.
Металлические покрытия
К конструкционному материалу для нефтегазодобывающего оборудования предъявляется широкий комплекс требований: наряду с механической прочностью необходимы малая масса, высокая стойкость против коррозии, особенно против специфических видов коррозионного разрушения, стабильность свойств при перепадах температур, стойкость против парафиноотложения и др. Получить материал с оптимальным сочетанием свойств не всегда возможно. Поэтому весьма перспективно нанесение покрытий на стальную основу. При этом достигается экономия дефицитных и дорогостоящих материалов и возможность использования свойств обоих компонентов — высокой защитной способности покрытия и механических свойств основы. Для плакирующего слоя пли покрытия могут быть использованы высоколегированные стали или дефицитные и дорогостоящие металлы (титан, никель и др.), имеющие повышенную коррозионную стойкость. Ввиду того, что толщина плакирующего слоя или защитного покрытия обычно не превышает 1—2
мм, а в большинстве случаев значительно меньше, применение двухслойных металлов или покрытий из коррозионностойких материалов позволяет экономить до 70% легированных сталей и цветных металлов, причем стоимость двухслойных материалов значительно ниже цельнометаллических. Отмечено, что в двухслойных материалах возможно получить такие свойства, которые нельзя достигнуть при изготовлении изделия из какого-либо одного металла. Так, биметалл Х18Н10Т — углеродистая сталь — в ряде случаев в меньшей степени подвержена коррозионному растрескиванию, чем сталь Х18Н10Т, в связи с тем, что трещины распространяются на глубину плакирующего слоя и останавливаются.
По отношению к коррозионному воздействию покрытия металлами делятся на катодные и анодные. В катодных покрытиях металл покрытия в коррозионной среде более электроположителен, чем сталь, поэтому в возможном коррозионном процессе покрытие является катодом, а сталь — анодом. К металлам катодного покрытия на стали относятся хром, никель, свинец, медь и другие металлы, более благородные, чем железо. В анодных покрытиях металл покрытия в данной среде более электроотрицателен, чем сталь, поэтому в возможном коррозионном процессе покрытие является анодом, а сталь — катодом. Такие покрытия образуют цинк, кадмий, алюминий и другие менее благородные, чем железо, металлы.
Однако полярность покрытия в значительной степени зависит от состава среды, и в процессе коррозии может в результате поляризации или других факторов произойти изменение знака потенциала покрытия. Например, алюминиевое покрытие, которое вначале было анодным, может запассивироваться и стать катодным. Поэтому представляет большой интерес для оценки эффективности защитных свойств покрытий определение контактных токов, возникающих между металлом, основы и покрытием. Для этого И. Л. Розенфельд и Л. В. Фролова предложили метод, по которому, сравнивая, потенциалы отдельных электродов и потенциал системы, который будет находиться в промежутке между ними, можно судить о характере поляризации электродов, контролирующем факторе коррозии, а также пористости системы.
Потенциал металла покрытия измеряют на цельном электроде, считая, что диффузионные и кинетические ограничения, а также площадь электрода из-за пор практически не меняются. Затем строят поляризационную кривую для покрытия, на нее наносят потенциал системы основа — металлическое покрытие и по нему определяют плотность тока коррозионного элемента. В электрохимическом отношении при одинаковых толщинах покрытий наиболее активна система железо— медь, а наименее активна железо—хром, чем объясняются высокие во многих случаях защитные свойства хромовых покрытий. Таким образом, возможность определения коррозионного тока, возникающего между основой и покрытием, позволяет оценить защитную способность покрытия и является объективным показателем пористости покрытия.
При локальном разрушении покрытия катодного типа корродировать начинает сталь, поэтому при таких покрытиях необходимо стремиться к сохранению сплошности защитного слоя металла. Анодные покрытия, хотя защищают сталь электрохимически, но достаточно эффективно они защищают стальные изделия только в средах, где покрытие обладает умеренной скоростью растворения, в противном случае покрытие быстро растворяется и теряет свои защитные свойства. Часто применяют многослойные покрытия из различных металлов анодной и катодной групп, что способствует более полной защите.
Для нанесения покрытия используют чаще всего цинк, алюминий и хром, а иногда и другие металлы. В последнее время цинк становится дефицитным металлом, и его стараются меньше использовать для покрытий, в то время как алюминий получает все более широкое применение. По мнению академика Я. М. Колотыркина, алюминий не уступает цинку по своим свойствам, а в некоторых средах обладает лучшим защитным эффектом, более технологичен и значительно дешевле.
Эффективность защитного действия покрытия зависит не только от природы наносимого металла, но также от технологии нанесения покрытия.
Для нанесения покрытий на сталь используют различные методы: металлизация с термической обработкой и без нее, покрытие из расплава, механотермический метод (плакирование), метод электрохимического осаждения, вакуумное нанесение, получение покрытий из порошковых материалов с различными методами их уплотнения, плакирование взрывом нанесение покрытия трением, химикотермический метод.
Рисунок 2.
Основные виды нанесения покрытий металлизацией

Способы металлизации делятся на несколько видов в зависимости от исходного состояния и способа плавления распыляемого металла (рисунок 2). В процессе формирования металлизационного покрытия происходит окисление поверхности частиц наносимого металла, образование деформированной структуры с возникновением остаточных напряжений, вследствие чего повышаются твердость и хрупкость, уменьшается пластичность покрытия. Вследствие окисления распыляемых частичек алюминия электродный потенциал алюминиевых метал-лизационных покрытий значительно облагораживается по сравнению с алюминием и может стать в напыленном состоянии близким к потенциалу стали или даже выше него. Это обстоятельство ограничивает возможность применения металлизационных алюминиевых покрытий для защиты стали в электролитах.
Однако в морской воде алюминиевые покрытия депассивируются и потенциал приобретает отрицательное значение, при котором сталь защищается электрохимически. В морской воде долговечность алюминиевых покрытий в 2,5 раза выше, чем у цинковых одинаковой толщины. Прочность адгезионной связи у алюминиевых покрытий также выше, чем у цинкового покрытия,, и составляет 1000 МН/м2
и 400 МН/м2
соответственно. Конструкции с алюминиевым мсталлиза-циониым покрытием можно сваривать, а цинковое покрытие в месте сварки должно быть удалено.
Металлизациопное покрытие отличается низким сцеплением с основой, высокой пористостью, низкой пластичностью. Установлено, что минимальная толщина слоя алюминия, нанесенного на стальную основу металлизационным способом, без видимых на просвет пор должна быть не менее 0,22 мм. Характерной особенностью этих покрытий является наличие в них сравнительно крупных пор (2—20 мкм), придающих высокую проницаемость даже при значительной толщине слоя. Пористые покрытия успешно используются при работе па трение. При смазке пористые покрытия способны впитывать в себя до 10% жидкой смазки, что способствует снижению момента трения, сокращению времени приработки и понижению температуры трущейся пары и обеспечивает уменьшение интенсивности износа.
Пористое покрытие применяют для деталей, работающих на износ. Например, пористое хромовое покрытие, нанесенное гальваническим методом, применяют для поршневых колец двигателей внутреннего сгорания.
Заключение
Гальваническое осаждение зачастую более экономично, чем другие способы нанесения металлических покрытий. Этот способ позволяет получать относительно равномерный слой с заданным химическим составом, высокими механическими и коррозионнозащитными свойствами при небольших толщинах покрытия. Все гальванические покрытия по их назначению можно разделить на следующие основные группы: покрытия для повышения износостойкости, для улучшения прирабатываемости и повышения противозадирных свойств, уменьшения склонности к схватыванию, для повышения стойкости против коррозии, для защиты отдельных поверхностей деталей при их химико-термической обработке.
Наряду с положительными свойствами гальванические покрытия имеют недостатки: наводороживание основы при нанесении покрытия; наличие водорода в изделии вызывает водородную хрупкость, снижающую как длительную, так и циклическую прочность. Влияние гальванопокрытий хромом, никелем, медью на выносливость стали в воздухе в значительной степени связано с появлением в приповерхностном слое остаточных напряжений растяжения, которые при воздействии коррозионной среды вследствие нарушения сплошности этих покрытий, являющихся катодными по отношению к стали, усиливают анодное растворение стали. Остаточные напряжения растяжения — не единственный фактор, вызывающий снижение усталостной прочности стали. Снижение усталостной прочности стали можно объяснить еще и наводороживанием стали при гальваническом нанесении покрытий. Новым направлением является легирование покрытий титаном, поглощающим водород при последующей термообработке.
Список литературы:
1. Саакиян Л.С., Ефремов А.П. Защита нефтегазопромыслового оборудования от коррозии. М., Недра. 2002, 227с.
2. Алюминирование стали / Н.Н. Шерлаимов, А.Е. Штейнбах, Н.И. Волошина и др. – Коррозия и защита в нефтегазовой промышленности. 2008.
3. Гоник А.А. Коррозия нефтепромыслового оборудования и меры ее предупреждения. М., Недра, 2006.
4. Гонник А.А., Пелевин Л.А. Достижения в развитии и внедрении средств борьбы с коррозией. – Коррозия и защита в нефтегазовой промышленности. М., Недра, 2007.
5. Томашов Н.Д., Чернова Г.П. Коррозия и коррозионностойкие сплавы. Успехи современного металловедения. М., Металлургия, 2003.
|
