| Тема: Конструктивный расчет трансформатора
Конструктивный расчет трансформатора.
1. Испытательное напряжение U
исп
между обмотками и обмоток по отношению к деталям конструкции выбирается в зависимости от рабочего напряжения U
р
или потенциала обмоток по рис.8.

Рис.8. Зависимости испытательного напряжения от рабочего напряжения Трансформаторов (амплитудные значения)
2. Выбор межслоевой и межобмоточной изоляции ТММ броневой и стержневой конструкций производится по данным таблиц 6,7.
Рекомендации по выбору межслоевой изоляции из пленок для тороидальных трансформаторов приведены в таблице 8, число слоев межобмоточной изоляции при применении пленочных материалов выбирается из расчета 800В на слой (по испытательному напряжению), но не менее двух слоев для обеспечения необходимой механической прочности.
Число слоев межобмоточной изоляции из микалентной бумаги определяется по табл. 9.
3. Расчет размещения обмоток в окне магнитопровода броневой и стержневой конструкции:
а) высота слоя намотки i
– й обмотки, h
сл
, мм:
 (15) (15)
где Δh
– выбирается по табл. 7 ;
δщ
– толщина щечки каркаса;
Δ3
– зазор между каркасом и магнитопроводом (Δ3
= 0, δщ
= 0 – при бескаркасном исполнении).
Для каждой следующей обмотки высота слоя уменьшается на 0,5 – 1 мм для исключения возможного сброса витков.
б) число витков в слое i
– й обмотки:
 (16) (16)
коэффициент укладки провода k
у
выбирается из табл.10.
в) толщина i
– й обмотки
 (17)
(17)
коэффициент разбухания k
раз
находят по графикам рис. 10;
д) толщина катушки с учетом межобмоточной изоляции δз
 (18) (18)
Зазор между катушкой и магнитопроводом должен быть в пределах 0,5 – 1 мм. Для стержневой конструкции зазор между обмотками должен быть в пределах 1 – 1,5 мм.
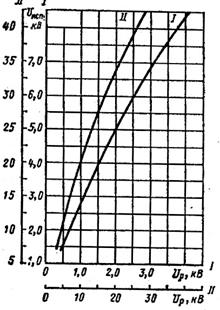 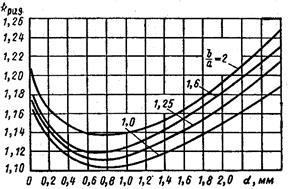
Рис.9. Зависимость испытательного Рис.10. Зависимость коэффициента разбухания
напряжения от рабочего напряжения k
раз
от диаметра провода и отношения b
/
a
трансформаторов (амплитудные значения)
Таблица 6
Выбор межслоевой изоляции броневых и стержневых трансформаторов.
| Диаметр провода
мм
|
Рабочее напряжение между слоями, В
|
Марка и толщина изоляционного материала
|
Число
слоев
|
| До 0,2
От 0,2 до 0,74
Свыше 0,8
|
До 60
Реклама

До 80
До 100
|
Конденсаторная бумага КОН-2 0,022 мм
Телефонная КТН 0,05 мм,
намоточная ЭН-50 0,05мм
Кабельная К-120 0,12мм,
Пропиточная ЗИП 0,11мм.
|
1
1
1
|
Таблица 7
Выбор межобмоточной и концевой изоляции броневых и стержневых трансформаторов.
| Испыта-тельное напряже-ние, кВ
|
Число слоев кабельной или пропиточной бумаги
|
Ширина концевой изоляции
мм
|
Испыта-тельное напряже-ние, кВ
|
Число слоев кабельной или пропиточной бумаги
|
Ширина концевой изоляции
мм
|
| Между обмотками
|
Наружной изоляции
|
Между обмотками
|
Наружной изоляции
|
| 0,5
1,5
2,0
3,0
4,0
5,0
|
2
2
3
5
7
8
|
2
2
2
4
6
6
|
–
–
–
3–4
6
8
|
6,0
8,0
10
12
14
15
|
10
12
15
17
20
25
|
8
10
12
14
16
20
|
10
13
16
18
20
22
|
Таблица 8
Выбор межслоевой изоляции тороидальных трансформаторов.
| Марка и толщина изоляционного материала
|
Рабочее напряжение между слоями
|
Число слоев
|
| Диаметр провода, мм
|
| До 0,29
|
0,29– 0,55
|
0,55 – 0,8
|
Свыше 0,8
|
| Пленка из фторопласта-4, 0,04мм
Пленка электроизоляционная ПЭТФ-20, 0,02мм
Микалентная бумага с пропиткой, 0,02мм
Лакоткань ЛШС-2, 0,11мм
Стеклоткань, 0,11мм
|
До 600
До 500
До 300
До 300
До 200
|
1
1
1
–
–
|
2
2
2
–
–
|
3
3
4
1
1
|
–
–
2
1
1
|
Таблица 9
Выбор межобмоточной изоляции из микалентной бумаги в тороидальных трансформаторах.
| Испытательное напряжение, кВ
|
0,5
|
1,5
|
2,0
|
3,0
|
4,0
|
5,0
|
6,0
|
8,0
|
10,0
|
12
|
| Число слоев
|
2
|
4
|
5
|
6
|
8
|
10
|
12
|
15
|
17
|
20
|
Таблица 10
Значение коэффициента укладки провода обмоток для броневых и стержневых трансформаторов.
| Диаметр провода, мм
|
Коэффициент укладки, k
у
|
Диаметр провода, мм
|
Коэффициент укладки, k
у
|
| Менее 0,2
0,2 – 0,5
0,5 – 0,8
|
0,9
0,93
0,95
|
0,8 –1,0
Более 1,0
|
0,9
0,85
|
Таблица 11 Таблица 12
Значение коэффициентов укладки Значение коэффициентов разбухания
провода обмоток для тороидальных обмоток для тороидальных трансфор -
трансформаторов маторов
| Диаметр провода, мм
|
Коэффициент укладки, k
у
|
|
Диаметр провода, мм
|
Коэффициент разбухания, k
раз
|
| До 0,8
Свыше 0,8
|
0,75 – 0,8
0,8
|
До 0,16
От 0,16 до 0,8
Свыше 0,8
|
1,25
1,3
1,25
|
Проверочный расчет трансформаторов малой мощности.
1.
Средняя длина витка
i
– й обмотки:
а) для ТММ броневой и стержневой конструкций
lwi
= 2 (А΄
+Б΄
)
+ 2
hi
k
раз
(19)
где А΄
и Б ΄
наружные размеры по периметру гильзы;
  (20) (20)
hi
– расстояние от гильзы до середины
i
– й обмотки;
б) для ТММ тороидальной конструкции
 (21) (21)
где ri
= δ
г
+ hi
2.
Сопротивление
i
– й обмотки при нормальной и повышенной температуре, Ом
 (22) (22)
где k
к
= 1 + αR
(Тс
+ ΔТ
к
– 20˚С ); k
к
= 1 при Тс
= 20˚С и ΔТ
к
= 0
3.
Падение напряжения в обмотках
:
Реклама

Δ
U
= Ii
Ri
T
.
(23)
4.
Уточненное число витков первичной и вторичной обмоток
W
1
= W
0
(U
1
+
Δ
U
1
); Wi
= W
0
(Ui
+
Δ
Ui
);
(24)
5.
Потери в меди обмоток определяются по формуле:
 (25) (25)
6.
КПД трансформатора определяется по формуле:
 (26) (26)
где P
тр
=
P
с
+
P
к
7.
Уточненное значение тока первичной обмотки определяется по формуле
(13)
8.
Масса меди каждой из обмоток, г:
G = γ
м
· lwi
· Wiqi
(27)
9.
Коэффициент заполнения окна магнитопровода медью:
 (28) (28)
10.
Масса изоляции обмоток, г:
 (29) (29)
где:  ;
;
k
из
= 0,7 – коэффициент укладки изоляции;
γиз
=
1г/см2
11.
Масса трансформатора:
G
т
=
G
с
+
G
к
+
G
из
РАЗМЕЩЕНИЕ ОБМОТОК ТРАНСФОРМАТОРА.
По виду размещения обмоток на магнитопроводе электромагнитные компоненты, в первую очередь трансформаторы питания, подразделяются на броневую констструкцию
,
когда обмотки размещаются на среднем стержне Ш-образного магнитоnpовода (рис. 11, а),
и стержневую конструкцию
,
когда обмотки размещаются на одном или двух стержнях П-образного магнитоnpовода (рис.11,б
). Броневая конструкция трансформатора характеризуется относительно меньшим потоком рассеяния и предпочтительна для маломощных трансформаторов. Наименьшим потоком рассеяния характеризуется трансформатор на кольцевом магнитоnpоводе или сердечнике. Для улучшения потокосцепления между обмотками их следует распределять равномерно по всей окружности сердечника (даже если число витков в обмотке очень мало). Трансформаторы на кольцевых магнитоnpоводах (сердечниках) преимущественно пpименяются в статических пpeoбразователях напряжения источников вторичного электропитания, работающих с частотой преобразования электроэнергии в десятки и сотни килогерц.
Обмотки трансформаторов пpомышленного изготовления выполняются в основном на литых каркасах из трудновоспламеняемой пластмассы, каркасы трансформаторов старых конструкций выполнялись из электрокартона. Выводы обмоток могут быть выполнены гибкими проводами или специальными контактами, впрессованными в щечки каркаса. Первой на каркасе (ближе всего к магнитопроводу) обычно располагается первичная обмотка 3
(рис.11,a-г),
затем вторичные 4
.
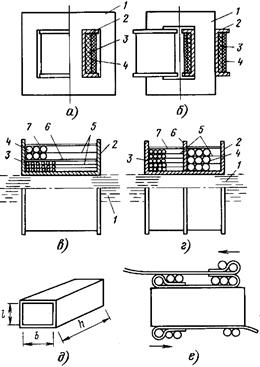 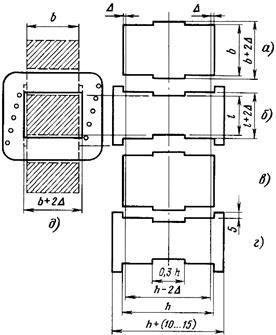
Рис. 11. Расположение обмоток в катушке трансформатора
Рис.12. Элементы каркаса для обмоток трансформатора.
Между первичной и вторичной обмотками прокладывается слой межобмоточной изоляции 6
(тонкий электрокартон, лакоткань, стеклолакоткань). Часто между первичной и вторичной обмотками размещается электростатический экран, выполняемый в виде одного слоя намотанной виток к витку обмотки или в виде одного витка из фольги. Присоединение одного из концов подобной экранирующей обмотки к шасси или общему проводу аппаратуры позволяет значительно ослабить уровень наводок и помех, проникающих через межвитковую и межобмоточную емкости трансформатора из первичной электросети в радиоэлектронную аппаратуру и наоборот. В многовитковых обмотках с относительно высоким рабочим напряжением для предотвращения западания витков верхних слоев в нижние, что приводит к уменьшению пробивного напряжения обмотки, между слоями прокладывают межслоевую изоляцию 5
из трансформаторной или конденсаторной бумаги (рис.11а-г).
Обмотки в катушке могут располагаться одна над другой (цилиндрическое расположение, рис. 11, в)
или одна сбоку относительно другой (секционированное расположение, рис.11,г).
При цилиндрической намотке потокосцепление между обмотками лучше, а поток рассеяния меньше. В последнее время (особенно в зарубежных изделиях) широко применяются секционированные катушки, более оптимальные для автоматизированного производства компонентов и обеспечивающие снижение выхода катушек из строя из-за продавливания изоляции проводов первичной обмотки при намотке вторичной проводом большого диаметра. Сравнительно редко применяется бескаркасная намотка на гильзы (рис.11,д,е),
в которой витки закрепляются специальной укладкой межслоевой изоляции; подобные обмотки более трудоемки и не имеют особых преимуществ перед каркасными обмотками. В ряде случаев может быть изготовлен сборный каркас из шести элементов (рис.12 а-д),
вырезаемых из гетинакса, текстолита или стеклотекстолита. D-толщина электроизоляционного материала, из которого изготовляются детали каркаса.
Ниже приводятся краткие технические характеристики основных электроизоляционных материалов,
используемых при изготовлении электромагнитных компонентов: межслоевой и межобмоточной изоляции, каркасов, изоляции выводов обмоток, герметизирующих и заливочных материалов. Электроизоляционные материалы должны сохранять свои характеристики в течение всего срока работоспособности изделия. Следует учитывать, что с течением времени свойства многих электроизоляционных материалов ухудшаются: они становятся ломкими, снижается их пробивное напряжение и пр. Этот процесс называется старением, с повышением рабочей температуры он ускоряется.
В соответствии с ГОСТ 8865–70 электроизоляционные материалы для электрических машин, трансформаторов и аппаратов по нагревостойкости подразделяются на семь классов, обозначаемых латинскими буквами:
Y– до 90°С волокнистые материалы из целлюлозы, хлопка и натурального шелка, не пропитанные специальными электроизоляционными веществами;
А – до 105°С – те же материалы, пропитанные;
Е – до 120°С – синтетические материалы, пленки, волокна;
В – до 1З0°С – материалы на основе слюды, асбеста, стекловолокна с органическими связующими и пропитывающими составами;
F– до 155°С те же материалы с синтетическими связующимии пропитывающими составами;
Н– до 180°С – те же материалы с кремнийорганическими связующими и пропитывающими составами;
С– свыше 180°С – слюда, керамические материалы, фарфор, стекло, кварц, применяемые без связующих составов или с неорганическими и элементоорганическими составами.
Бумага конденсаторная КОН–1 и КОН–2
выпускается толщиной от 4 до 30 мкм и имеет пробивное напряжение 300…600 В. Бумага электроизоляционная трансформаторная выпускается в соответствии с ГОСТ 24874 – 81.
Электрокартон электроизоляционный марки ЭВ и ЭВТ
(ГОСТ 2824–75) выпускается рулонный толщиной 0,1; 0,15; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5 мм и листовой толщиной 1; 1,25; 1;75; 2; 2,5; 3 мм (последний только марки ЭВ). Электрическая прочность рулонного электрокартона в плоском состоянии 10…13 кВ/мм, по линиям перегиба снижается до 8...10 кВ/мм.
Лакоткань электроизоляционная
(ГОСТ 2214–78) по нагревостойкости соответствует классу А (до + 105°С). Применяются марки ЛХМ (толщиной 0,15; 0,17; 0,2; 0,24; 0,3 мм), ЛХБ (0,17; 0,2; 0,24 мм), ЛШМ (0,08; 0,1; 0,12; 0,15 мм), ЛШМС (0,04; 0,05; 0,06; 0,1 мм), ЛКМ (0,1; 0,12; 0,15 мм), ЛКМС (0,1; 0,12; 0,15 мм). Буквы в марках означают: Л– лакоткань, Х–хлопчатобумажная, Ш–шелковая, К– капроновая, М – на основе масляного лака, Б – на основе битумномасляного лака, С – специальная с повышенными диэлектрическими свойствами. Пробивное напряжение лакоткани до перегиба: толщиной 0,04 мм – 400 В, 0,05 мм-1200 В, от 0,06 до 0,24 мм – 3... 9,2 кВ. После перегиба лакоткани толщиной свыше 0,08 мм пробивное напряжение снижается в 1,5…2 раза. Гарантийный срок хранения лакоткани 6 месяцев, после этого срока применение лакоткани разрешается только после проведения испытаний на соответствие требованиям стандарта.
Стеклолакоткань электроизоляционная
(ГОСТ 10156 – 78) соответствует классам А, Е, В, F, Н (до + 180°С). Находят применение марки: ЛСМ–I05/l20 (толщиной 0,15; 0,17; 0,2; 0,24 мм), ЛСЛ–I05/l20 (0,15; 0,17; 0,2 мм), ЛСЭ–I05/130 (0,12; 0,15; 0,17; 0,2; 0,24 мм), ЛСБ–I05/130 (0,12; 0,15; 0,17; 0,2; 0,24 мм), ЛСП–IЗ0/155 (0,08; 0,1; 0,12; 0,15; 0,17 мм), ЛСК–155/180 (0,05; 0,06; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2 мм), ЛСКЛ–155 (0,12 и 0,15 мм). Буквы и цифры в марках означают: С – стеклянная, Э – на основе эскапонового лака, П – на основе полиэфирно – эпоксидиого лака, К – на основе кремнийорганического лака, Л – липкая, остальные – как описано выше. Среднее пробивное напряжение стеклолакоткани до перегиба составляет: толщиной 0,05 мм – l,5 кВ, 0,06 мм – 2,8 кВ, 0,08 мм – 3,6 кВ, от 0,1 до 0,24 мм – 4,8...10,8 кВ. После перегиба или растяжения стеклолакоткани толщиной свыше 0,08 мм пробивное напряжение снижается в 1,5…2 раза. Гарантийный срок хранения 6 месяцев, по истечении срока применение стеклолакоткани возможно только после того, как испытанием будет установлено соответствие ее параметров требованиям стандарта.
ЧЕРТЕЖИ ИЗДЕЛИЙ С ОБМОТКАМИ И МАГНИТОПРОВОДАМИ.
Чертежи изделий с электрическими обмотками и магнитопроводами (электрические машины, трансформаторы, приборы, аппараты) выполняют в соответствии с требованиями стандартов ЕСКД. Особенности выполнения чертежей таких изделий отражены в ГОСТ 2.415 – 68 и ГОСТ 2.416 – 68. Чертеж изделия с обмотками, как правило, является сборочным чертежом и в общем случае должен содержать:
– изображение изделия, дающее представление о составе, расположении и взаимодействии его составных частей;
– схему соединений обмоток;
– таблицу обмоточных данных;
– габаритные, присоединительные и исполнительные размеры;
– номера позиций составных частей;
– технические требования к изготовлению и контролю изделия.
Основным конструкторским документом чертежа с обмотками и магнитопроводами является спецификация, выполненная в соответствии с требованиями ГОСТ 2.108 – 68.
При изображении изделий типа роторов, статоров и индукторов электрических машин в продольном разрезе, как правило, показывают верхнюю половину предмета. Нижняя половина показывается упрощенно без разреза (рис.13). ГОСТ 2.415 – 68 устанавливает правила изображения различных видов обмоток ротора и статора в продольном и поперечном разрезах. В поперечном разрезе многовитковую обмотку заштриховывают «в клетку» (рис. 14), при этом направление штриховки должно быть параллельно оси паза (для статоров и роторов) или оси каркаса катушки (для трансформаторов и дросселей).

Рис. 13. Сборочный чертеж статора.
При разрезе катушки вдоль проводов обмотки ее изображают, как показано на рис.17.
Изоляцию однослойную и многослойную в разрезах и сечениях заштриховывают как неметаллический материал (рис. 16), при толщине менее 2 мм зачерняют (рис.13). Магнитопроводы в поперечных разрезах штрихуют в направлении расположения листов или лент (рис. 17).
Бандаж, закрепляющий обмотку, изображают так, как показано на рис.17. Часть материалов, используемых при изготовлении изделия с обмотками, может быть не показана непосредственно на изображении изделия, например изоляция, бандаж и др. Сведения об этих мате риалах должны быть записаны в соответствующих разделах спецификации, а применение должно быть отражено в таблице обмоточных данных и технических требованиях чертежа. В технических требованиях или в таблице обмоточных данных помещают также указания о количестве слоев и витков обмотки, изоляции и бандажа и данные об их расположении.
Форма таблицы обмоточных данных установлена ГОСТ 2.415-68 и содержит данные о материале провода, количестве витков, изоляции, типе и порядке намотки и др. Размеры граф и их содержание определяются разработчиком и ГОСТом не регламентируются. Дополнительные данные о технологии изготовления изделия записываются в технических требованиях чертежа. Намотка обмоток должна производиться согласно требованиям ОСТ4.ГО.О54.069, устанавливающим правила выполнения различных типов намотки. Поэтому одним из пунктов этих требований должна быть ссылка на ОСТ. В таблице обмоточных данных и в технических требованиях могут содержаться ссылки на номера позиций спецификации, не вынесенные на изображении изделия (рис.17, 18) .
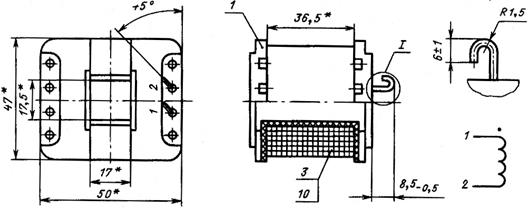
Рис. 14. Сборочный чертеж катушки.
Как правило, на сборочном чертеже изделия с обмотками помещают схему обмотки (см. рис.13, 14 ). Начало и конец обмотки обозначают точкой или буквами Н и К соответственно.
На рис.13 приведен пример оформления сборочного чертежа статора электрической машины. На фронтальном разрезе изображена только верхняя половина статора, нижняя показана упрощенно. Разрез выполнен по пазу. В поперечном разрезе обмотка заштрихована «в клетку», причем направление штриховки совпадает с направлением оси соответствующего паза. На чертеже содержатся сведения о всех составных частях изделия. Связь чертежа со спецификацией осуществляется через позиционные обозначения. Схема соединений обмотки выполнена на свободном поле чертежа cогласно требованиям ГОСТ 2.705-70. Начало и конец обмотки обозначены буквами Н
и К.
На чертеже нанесены габаритные и исполнительные размеры. В технических требованиях приведены сведения о порядке намотки, припое, пропитке.
На рис.14 приведен пример оформления сборочного чертежа катушки дросселя. Каркас катушки (поз.1) представляет собой сборочную единицу. Обмотка дросселя (поз.3) в поперечном разрезе заштрихована «в клетку». На изображение изделия нанесены габаритные и присоединительные размеры (отмечены *), а также исполнительные, относящиеся к выводу обмотки. Приведена схема обмотки, на которой начало обмотки обозначено точкой. Данные обмотки приведены в таблице на поле чертежа. Позиции спецификации, относящиеся к материалам провода и изоляции обмотки, указаны в таблице обмоточных данных и технических требованиях чертежа.
На рис.17 приведен пример оформления чертежа многообмоточного кольцевого трансформатора. На фронтальном разрезе, выполненном по общим правилам, установленным ГОСТ 2.305-68, обмотка разрезана вдоль проводов и заштрихована в соответствии с требованиями ГОСТ2.415 – 68. На свободном поле чертежа приведена схема соединений обмоток.
На рис.15, 16 приведены примеры оформления сборочных чертежей катушки и трансформатора в соответствии с правилами и требованиями ГОСТа.
|
