| Содержание
Введение
1 Технологический процесс и характеристика оборудования
1.1 Технологический процесс в цехе или на участке: описание и схема
1.2 Назначение, схема принципа действия, устройство и принцип
действия оборудования
1.3 Техническая характеристика оборудования
2 Расчет оборудования
2.1 Расчет канатных строп
2.2 Прочностные расчеты приводов, оборудования, их элементов
2.3 Расчет фланцевых соединений
3 Монтаж, эксплуатация и ремонт оборудования
3.1 Монтаж оборудования
3.2 Эксплуатация оборудования
3.3 Ремонт оборудования
3.4 Технология ремонта восстанавливаемой детали при капитальном ремонте оборудования
4. Техника безопасности
4.1 Краткая характеристика сырья, готовой продукции на участке с точки зрения их вредности
4.2 Техника безопасности при ремонте оборудования
4.3 Оказание первой помощи
4.4 Противопожарная безопасность
5.1 Категория участка
5.2 Противопожарные мероприятия на участке
5.3 Противопожарные средства на участке
6 Охрана окружающей среды
6.1 Очистка вентиляционного воздуха
6.2 Очистка сточных вод
7 Технико–экономические показатели
Литература
Введение
Химическая промышленность - важная отрасль тяжелой индустрии. Она в значительной степени определяет технический прогресс, и темпы развития всего народного хозяйства. За годы Советской власти в России сделан гигантский скачок от слабо развитой, технически отсталой химической промышленности к современной, мошной, высокопроизводительной отрасли промышленности.
Были построены десятки крупных химических предприятий и реконструированы на новой технической основе старые заводы. Химические волокна нашли широкое применение для изготовления технических изделий, где они постепенно вытесняют природные волокна. Немалую роль химическая промышленность играет в сельском хозяйстве: для получения высоких урожаев, увеличение продукции животноводства, химических средств защиты растений от болезней и сельскохозяйственных вредителей и т.д.
В городе Балаково построены и действуют три химических гиганта, охватывающие своей продукцией все отрасли промышленности _ тяжелой, легкой и сельского хозяйства.
Основным видом продукции ОАО «БЗХВ» должна стать сверхпрочная нить. Наряду с ней предусматривается выпуск сырья, для чего были созданы производства штапельного волокна и вискозной нити.
Реклама

На заводе была создана мощная база по ремонту и обслуживанию производственных объектов: ремонтное производство, отдел главного механика, центральная заводская лаборатория.
В январе 1962 года выпущена первая продукция второго кордного производства. В июне 1963 года вступил в строй цех по производству серной кислоты.
В октябре 1964 года вступила в строй первая очередь сероуглеродного цеха, где впервые в стране был освоен электрохимический способ получения сероуглерода. Вторая очередь этого цеха задействована в 1966 году.
В октябре 1966 пущен в строй цех по производству целлофановой пленки, который является одним из новейших в нашей стране с новейшим оборудованием. В январе 1966 года сдано в эксплуатацию штапельное производство. В настоящее время выпускается волокно различных цветов.
С октября 1971 года начала давать продукцию первая очередь полипропиленового производства. В 1987 году расширяются площади полипропиленового производства.
В январе 1972 года начато освоение мощностей на третьем вискозном кордном производстве.
Ремонт технологического оборудования на предприятии осуществляется специализированными подразделениями.
Кроме этих подразделений в технологических цехах имеются группы дежурных слесарей, подчиненных руководителю централизованной службы и осуществляющих наблюдение за эксплуатацией оборудования, мелкий ремонт и профилактические мероприятия.
Каждой структуре ремонтной службы свойственно сочетание различных ремонтных подразделений, но наиболее характерное: отдел главного механика, ремонтное производство, цех капитального или специализированного ремонта. Целью данного проекта является проектирование отделения ксантогенирования с разработкой монтажа и ремонта турборастворителя ОАО «БЗВМ».
1 Технологический процесс и характеристика оборудования
1.1 Технологический процесс в цехе или на участке: описание и схема
При получении ксантогената целлюлозы в ксантатбарабанах или одномешалочных ксантогенераторах в растворители загружается в первом случае ксантогенат целлюлозы в форме более или менее крупных комков, во втором случае – пульпа, состоящая из раствора NaOH с взвешенными в нем комками ксантогената.
Вследствие значительных трудностей осуществления полного растворения комков ксантогената только перемешиванием современное оборудование для растворения ксантогената целлюлозы обязательно должно иметь специальные растирающие устройства, механически разрушающие комки ксантогената и тем самым способствующие резкому сокращению времени первой стадии процесса растворения, а именно – стадии набухания полимера.
Реклама

Эти устройства, называемые в практике растворителями, могут быть или органически включены в конструкцию растворителей, или же являются самостоятельными аппаратами, включенными по той или иной схеме в систему установок для растворения ксантогената целлюлозы.
По принципу действия растиратели обязательно должны быть многоступенчатыми, т.е. вести разрушение комков ксантогената не сразу, а последовательно, начиная с комков крупной фракции, так как попытки одновременного разрушения всех фракций комков ксантогената не дают положительных результатов вследствие больших энергетических и механических нагрузок на аппарат.
В промышленности вискозных волокон начали применять самостоятельные аппараты различной конструкции для грубого и тонкого растирания комков ксантогената, однако существуют и успешно работают растиратели, имеющие несколько ступеней растирания в одном аппарате.
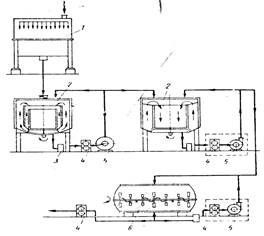
1 – ксантогенатор; 2 – турборастворители; 3 – ловушка; 4 – шестеренный насос; 5 – лопастной растиратель; 6 - дорастворитель
Рисунок 1.1 – Схема установки для получения вискозы с многоступенчатым растворением или растиранием
Окончательное растворение ксантогената производится в турборастворителе.
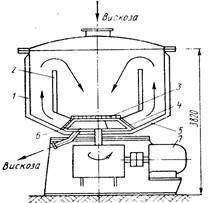
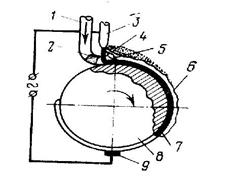
1 – корпус аппарата; 2 – диффузор; 3,4 – решетки; 5 – днище аппарата; 6 – мешалка; 7 - электродвигатель
Рисунок 1.2 – Турборастворитель ксантогената целлюлозы
1.2 Назначение, схема принципа действия, устройство и принцип действия оборудования
Турборастворители были созданы с целью конструктивного объединения в одном аппарате функций растворителя и растирателя ксантогената целлюлозы.
Аппарат состоит из цилиндрического корпуса 1 (рисунок 1.2), внутри которого помещен диффузор 2, в нижней его части закрытый горизонтальной плоской решеткой 3 и наклонными коническими решетками 4. В полости, образуемой днищем аппарата 5, помещена трехлопастная однорядная мешалка 6 с нижним приводом от электродвигателя 7. Днище, стенки корпуса и стенки диффузора имеют рубашки для темперирования растворяемой вискозы.
Благодаря наличию диффузора в аппарате происходит хорошо организованная циркуляция жидкости (показана стрелками); комки ксантогената при этом растираются между гранями решеток и гранями лопастей мешалки. Кроме этого, чтобы облегчить разрушение комков ксантогената, осевших на дно аппарата, в средней части днища закреплены зубчатые накладки.
Турборастворители, применяемые на ряде действующих отечественных и зарубежных предприятий, имеют следующие недостатки, препятствующие их более широкому распространению:
а) сложная регулировка постоянного малого зазора между лопастями мешалки, зубчатыми накладками на днище аппарата и обеими решетками; увеличение зазора сразу приводит к ухудшению работы аппарата, так как удлиняется первая стадия процесса растворения ксантогената;
б) повышенный расход энергии, который на 1 т выработанного волокна составляет от 650 до 1000 кВт·ч, что неблагоприятно влияет на технико – экономические показатели.
Поэтому целесообразнее применять более простые и экономичные конструкции растворителей, осуществляя на них только перемешивание, то есть вторую и третью стадии процесса, а разрушение комков ксантогената с целью максимального ускорения первой стадии процесса растворения вести на специальных мощных растирателях, устанавливаемых на трассе передачи пульпы из ксантогенераторов в растворители и полностью уничтожающих на этом пути все комки ксантогената.
1.3 Техническая характеристика оборудования
Число оборотов диффузора – 118 об/мин.
Поверхность охлаждения – 34 м2
.
Мощность электродвигателя – 80 кВт.
Объем – 12,1 м3
.
Производительность – 2,9 м3
/час.
Общий вес – 14700 кг.
2 Расчет оборудования
2.1 Расчет канатных строп
2.1.1 Определяем натяжение в одной ветви стропа, задаваясь общим количеством ветвей m = 4 и углом наклона α = 450
к направлению действия расчетного усилия Р
S = 
2.1.2 Находим разрывное усилие в ветви стропа:

2.1.3 По найденному разрывному усилию, пользуясь приложением 1, подбираем канат типа ЛК-РО конструкции 6х36(1+7+7/7+14)+1 О.С. (ГОСТ 7668-80) с характеристиками:
Временное сопротивление ремонту, МПа 1960
Разрывное усилие, кН 318
Диаметр каната, мм 27,0
Масса 1000м каната, кг 2800
2.2 Прочностные расчеты приводов, оборудования, их элементов
Исходные данные:
Dр
= 3000 мм
L = 0,1 МПа
Рр
= 0,3 МПа
t0
= 500
С
Материал – Сталь 20
Среда агрессивная
2.2.1 Расчет толщины обечайки турборастворителя
2.2.1.2 Расчет оборудования, нагруженного внутренним давлением
 (2.1) (2.1)
  = 147 МПа – допускаемое напряжение, таблица 4[1], = 147 МПа – допускаемое напряжение, таблица 4[1],
 = 0,65, = 0,65,
С = 2 мм.

Принимаем по таблице 2.22 [2] S = 4 мм.
2.2.1.3 Расчет оборудования, нагруженного наружным давлением

 К2
– коэффициент определяемый при помощи вспомогательных коэффициентах К1
и К3
. К2
– коэффициент определяемый при помощи вспомогательных коэффициентах К1
и К3
.

где  = 2,6 – коэффициент устойчивости, = 2,6 – коэффициент устойчивости,
р = рр
= 0,3 МПа – наружное давление обечайки,
Е = 2· 105
МПа – модуль упругости для стали.

 (2.5) (2.5)
 К2
по вспомогательным коэффициентам К1
= 1,6 и К3
= 0,6. К2
по вспомогательным коэффициентам К1
= 1,6 и К3
= 0,6.
К2
= 0,43.
Определяем S

Выбираем max S = 14,3
Принимаем по ГОСТу таблице 2.22 [2] S = 16 мм.
2.2.2 Расчет толщины рубашки
 , ,
где р = рр
= 0,3 МПа.
Dр
= 3000 мм

Принимаем по ГОСТу таблице 2.22 [2] S = 22 мм.
2.3 Расчет фланцевых соединений
Исходные данные:
D = 2750 мм
Рр
= 0,3 МПа
S = 22 мм
t0
= 500
С
Материал фланцев – Сталь 20
 = 147 МПа = 147 МПа
Материал болтов – Сталь 35
В рабочих условиях при t0
= 200
С,  20
= 230 МПа 20
= 230 МПа
При монтаже, при t0
= 500
С, 50
= 230 МПа
бБ
= бФ
= 12· 10-6
1/0
С
Е = 2· 105
МПа
ЕБ
= 2· 105
МПа
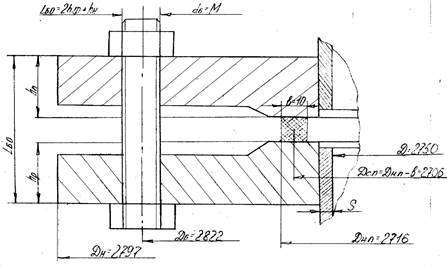
Рисунок 3 – Фланцевое соединение
2.3.1 Определение геометрических размеров основных элементов фланцевого соединения
2.3.1.1 Расчетная температура элементов фланцевого соединения
tФ
= 0,96 t (2.6)
tБ
= 0,95 t (2.7)
2.3.1.2 Допускаемое напряжение для материала болтов
20
= 230 МПа – в рабочих условиях
50
= 230 МПа – при монтаже.
2.3.1.3 Толщина S0
втулки фланца плоского приварного
S0
≥ S,
где S – исполнительная толщина обечайки аппарата.
2.3.1.4 Высота втулки hB
фланца плоского приварного
hB
≥ 0,5 (2.8) (2.8)
hB
≥ 0,5
hB
≥ 37 мм.
2.3.1.5 Диаметр DБ
болтовой окружности фланцев плоских приварных
DБ
≥ D + 2(2S0
+ dБ
+ u), (2.9)
где dБ
– наружный диаметр болта, выбираемый по таблице 1.40
DБ
≥ 2750 + 2(2·4 + 24 + 4)
где u- нормативный зазор между гайкой и втулкой, u = 4.
DБ
= 2822 мм.
2.3.1.6 Наружный диаметр фланцев DН
DH
≥ DБ
+ a, (2.10)
где а – конструктивная добавка для размещения гаек по диаметру фланца, принимаемая по таблице 1.41
а = 47 мм.
DH
≥ 2750 + 47
DH
= 2797 мм.
2.3.1.7 Наружный диаметр Dн.п.
прокладки
Dн.п.
= DБ
– е, (2.11)
где е – нормативный параметр, зависящий от типа прокладки, принимаемый по таблице 1.41, е = 34 мм.
2.3.1.8 Средний диаметр прокладки Dс.п.
Dс.п.
= Dн.п.
– b, (2.12)
где b- ширина прокладки, принимаемая по таблице 1.42, b= 10 мм.
Dс.п.
= 2716 – 10 = 2706 мм.
2.3.1.9 Количество болтов nБ
nБ
≥  (2.13) (2.13)
где tш
– рекомендуемый шаг расположения болтов, выбираемый в зависимости от давления по таблице 1.43
tш
= 5 · 18 = 90 мм (2.14)
nБ
≥ 
2.3.1.10 Высота фланца h, для плоских приварных фланцев Sэк
= S0
hф
≥ лф
 , (2.15) , (2.15)
где лф
– принимается согласно рисунка 1.40, лф
= 0,32.
hф
≥ 0,32 . .
2.3.2 Условие прочности фланцевого соединения
2.3.2.1 Определение нагрузок
Равнодействующая внутреннего давления Fg
.
Fg
=  (2.16) (2.16)
Fg
= 
Fg
= 
Реакция прокладки Rn
Rn
= р · Dсп
· b0
· kпр
· рр
, (2.17)
где kпр
– коэффициент, зависящий от материала и конструкции прокладки (таблица 1.44), kпр
– 2,5.
Материал прокладки – Паронит толщиной > 1 мм
kn
= 3,14 · 2706 · 12 · 2,5 · 0,3 = 76471 Н
Rn
= 7 ·104
Н
Усилие, возникающее от температурных деформаций Ft

Определение коэффициента жесткости фланцевого соединения
Вспомогательные величины для определения коэффициента жесткости фланцевого соединения определяются по формулам:
а) Линейная податливость прокладки уп
.

где hп
– высота прокладки, hп
= 1
kп
– коэффициент обжимания прокладки (из паронита, kп
= 1)
Еп
– модуль упругости материала прокладки, Еп
= 2000 МПа (см. таблица 1.44)

б) Угловая податливость фланца уф

где  - безразмерные параметры - безразмерные параметры




Определяем по графику, чрез К =

в) линейная податливость болтов уБ

где ЕБ
– модуль упругости материала болтов, ЕБ
= 2·105
МПа,
LБ
– расчетная длина болта

где  - расстояние между опорными поверхностями головки болта и гайки, - расстояние между опорными поверхностями головки болта и гайки,
d – диаметр отверстия под болт
 мм мм
 =39 мм =39 мм

Коэффициент жесткости фланцевого соединения Кж
при стыковке фланцев одинаковой конструкции


Усилие, возникающее от температурных деформаций Ft

где  - соответственно коэффициенты линейного расширения материала фланцев, болтов - соответственно коэффициенты линейного расширения материала фланцев, болтов

Болтовая нагрузка FБ1
в условиях монтажа




Болтовая нагрузка в рабочих условиях фланцевого соединения FБ2

 =6790 =6790
2.3.2.2 Условие прочности болтов
 (2.31) (2.31)
 МПа МПа

 , (2.32) , (2.32)
 МПа МПа
 МПа МПа
2.3.2.3 Вывод о прочности фланцевого соединения
При t = 200
С, т.е. в условиях монтажа, условия прочности выполняются; при рабочей температуре, при t = 500
С, т.е. в условиях эксплуатации, условие прочности также выполняется.
2.3.2.4 Условие герметичности фланцевого соединения
Максимальное напряжение в кольце фланца 
 , (2.33) , (2.33)
 , , 
 Нм Нм

 Нм Нм

 МПа МПа
Условие герметичности фланцевого соединения Q

 , ,
где  - допускаемый угол поворота фланца, принимаемый для плоских фланцев, = 3,4 · 10-6
рад. - допускаемый угол поворота фланца, принимаемый для плоских фланцев, = 3,4 · 10-6
рад.
Q = 3,4 · 10-6
рад.
Т.к. Q = 3,4 · 10-6
≥ = 0,013, условие герметичности фланцевого соединения выполняется.
3 Монтаж, эксплуатация и ремонт оборудования
3.1 Монтаж оборудования
3.1.1 Транспортировка оборудования
В зависимости от размеров и веса оборудования, а также имеющихся в наличии транспортных средств транспортирование его может быть осуществлено одним из следующих способов: на железнодорожных платформах, трейлерах, тракторных санях – волокушах, автомашинах, специальных средствах, перетаскиванием волоком, перекатыванием, водным путем.
При погрузке и перевозке оборудования на автомашинах и по железным дорогам необходимо соблюдать следующие правила:
а) оборудование должно быть надежно закреплено. Закрепление оборудования должно гарантировать его неподвижность относительно кузова автомобиля;
б) длина свисающего конца оборудования с кузова автомашины не должна превышать 1 м;
в) штуцера, патрубки и другие выступающие части оборудования должны располагаться так, чтобы избежать их поломки в процессе транспортирования.
Кроме того, при перевозке оборудования на железнодорожных платформах должны выдерживаться установленные габариты.
При перевозке оборудования, длина которого превышает длину платформы, опоры под оборудование должны находиться в пределах одной платформы, а с двух сторон к несущей платформе прицепляют буферные платформы.
Если оборудование грузят на две платформы, то на одной из платформ должна быть устроена подвижная опора, обеспечивающая свободное прохождение платформами поворотов.
При перевозке оборудования, длина которого требует применения прицепа, тягач и прицеп должны быть оборудованы поворотными столами. Борта у автомобиля – тягача должны быть сняты.
Транспортирование оборудования внутри монтажной зоны или цеха осуществляется при помощи тельферов, мостовых кранов или электролебедок, волоком на санях или тележках. При большом количестве устанавливаемого оборудования может оказаться целесообразным устройство временных железнодорожных путей или монорельса.
Перетаскивание или перекатывание оборудования следует применять лишь в крайнем случае при перемещении на небольшое расстояние, так как при этом оборудование может быть легко повреждено.
При выборе транспортных средств следует руководствоваться наличием тех или иных путей (железных дорого, автодорог) в монтажной зоне, грузоподъемностью транспортных средств и весом оборудования, а также наличием грузоподъемных средств в месте погрузки и выгрузки оборудования.
3.1.2 Монтаж турборастворителя
Наиболее распространенным видом турборастворителя является диффузор, приводной вал которого выведен через сальниковое уплотнение в крышке аппарата наружу. Вал приводится во вращение через зубчатую, червячную передачу или редуктор от электродвигателя.
Установка аппарата на место, выверка его и испытание на прочность и плотность производится также, как и аппаратов без внутренних устройств. Специфичным являются монтаж, ревизия и опробование механического устройства.
Габаритные аппараты могут поступать на монтируемый объект в полностью собранном виде, но часто, чтобы предохранить от повреждений при тестировании, механические устройства упаковывают отдельно.
Монтаж аппаратов, поступающих на монтажную площадку отдельными узлами, производится в следующем порядке:
а) установка корпуса аппарата на фундамент;
б) установка вала с диффузором;
в) установка крышки аппарата;
г) сборка сальниковых устройств;
д) установка привода;
е) установка арматуры и приборов;
ж) испытание аппарата на плотность и прочность;
з) обкатка механизмов и сдача аппарата заказчику.
Вал диффузора со снятой соединительной полумуфтой опускают в аппарат и фиксируют его в вертикальном положении временными растяжками или распорками.
Крышка аппарата со снятыми сальниками надевается на вал и опускается на подкладки высотой 5 – 6 см. Временные растяжки или распорки снимаются, после чего крышка опускается на место.
Положение вала определяется сальником в крышке аппарата и регулировать его можно в очень узких пределах за счет сдвига крышки или подпятника на величину люфта болтов. В подавляющем большинстве случаев в этом не возникает необходимости, и регулирование положения вала в некоторых пределах возможно только за счет изменения положения стойки или кронштейна привода.
Вертикальность вала проверяется по отвесу или рамному уровню.
Отклонение вала от вертикали не должно превышать 0,5 мм на 1 пог. м. длины вала. Проверка производится в двух взаимно перпендикулярных плоскостях.
Экцентрицитет шеек вала по отношению к посадочным местам, а также овальность и конусность их не должны превышать 0,05 – 0,08 мм.
Изгиб вала допускается в пределах 0,15 мм на 1 пог. м. вала, но не более 0,3 мм на всей его длине.
Если аппарат имеет негабаритный корпус, то последний поступает на монтажную площадку либо в виде отдельных габаритных узлов обечаек, либо в виде вальцованных листов.
Поступающие обечайки снабжены обычно приваренными к ним люками, лазами, штуцерами, патрубками и прочими устройствами, предназначенными для подключения и обслуживания аппарата. В отдельных случаях обечайки могут иметь и собранные внутренние устройства, однако значительно чаще они поступают отдельно так же, как и обвязочные трубопроводы, металлоконструкции лестниц и площадок.
В зависимости от условий транспортирования сборочно-сварочные работы производятся либо в приобъектных мастерских непосредственно в монтажной зоне, либо на площадке для укрупнительной сборки. Целесообразность того или иного метода определяется экономическими соображениями в каждом конкретном случае.
При производстве сборочно-сварочных работ в монтажной зоне там должны быть устроены сборочно-сварочные стенды, оснащенные всеми необходимыми приспособлениями и грузоподъемными средствами.
Турборастворители часто изготавливаются из специальных тегированных сталей, требующих термической обработки сварных швов.
Термическая обработка служит для снятия внутренних напряжений в сварных швах и изменения их кристаллической структуры, которая сильно влияет на химическую стойкость металла сварного шва. Вид и режим термической обработки сварных швов назначаются в каждом отдельном случае в зависимости от материала и условий сварки рабочей среды в аппарате.
Для нагрева сварных швов при термической обработке применяются чаще всего кольцевые печи с мазутными или газовыми горелками.
Нагретому до необходимой температуры шву дают медленно остыть. Для предохранения от быстрого охлаждения шов закрывают листовым асбестом.
В зависимости от имеющихся транспортных средств и грузоподъемных механизмов укрупнительная сборка может производиться в различном объеме:
1) полная сборка аппарата со всеми внутренними устройствами, обвязочными трубопроводами, лестницами и площадками для обслуживания аппарата;
2) сборка аппарата с внутренними устройствами;
3) сборка корпуса аппарата;
4) сборка отдельных секций корпуса аппарата;
5) сборка отдельных царг.
Почти всегда желательно производить как можно более полную укрупнительную сборку аппарата, однако иногда более целесообразно остановиться на менее полной укрупнительной сборке.
3.1.3 Применяемые механизмы для монтажа и демонтажа оборудования
Весь инструмент, оборудование и приспособления, применяемые при монтаже оборудования, делятся на пять основных групп:
1) инструмент, служащий для обработки металла (ручной и механизированный);
2) инструмент, служащий для сборки (ручной или механизированный);
3) контрольно – измерительный инструмент;
4) разметочный инструмент;
5) монтажное оборудование и приспособления.
К обрабатывающему инструменту относятся:
а) инструмент для рубки металла: зубила слесарные и кузнечные, крейцмейсели, пневматические и электрические зубила;
б) инструмент для резки металла: ножницы, труборезы, ножовки, электровиброножницы, керосинорезы, ацетиленовые резаки;
в) инструмент для опиловки металла: напильники, надфили, абразивные круги, электронапильники, электро- и пневмошлифовальные машинки;
г) инструмент для образования отверстий: сверла, развертки, райберы, зенкеры, электро- и пневмодрели;
д) инструмент для нарезки резьб: мечики, плашки, лерки, воротки, леркодержатели, клуппы;
е) инструменты для скобления (шабрения): шаберы разной конфигурации.
К сборочному инструменту относятся:
а) инструменты для сборки болтовых соединений: ключи гаечные, рожковые, накидные, разводные, торцовые, трещеточные, шарнирные, электро- и пневмогайковерты;
б) инструмент для сборки клепанных изделий: переносные горны, поддержки, кувалды, молотки, пневматические молотки и поддержки;
в) инструмент для фиксации положения сопрягаемых деталей: оправки, монтажные ломики, струбницы, скобы, прижимы;
г) инструмент для сварки: электрододержатели, аргоновые горелки, ацетиленовые горелки, водородные горелки;
К контрольно измерительному инструменту относятся:
а) инструмент для проверки размеров: линейки, метры, рулетки, мерные ленты, штрихмасы и электроштрихмасы, штангенциркули, микрометры, индикаторы, глубиномеры, нутромеры, щупы, резьбомеры;
б) инструмент для проверки положения детали узла или оборудования в целом: уровни валовые, уровни рамные, отвесы, нивелиры, гидростатические уровни.
К разметочному инструменту относятся: циркули, штангенциркули, рейсмусы, чертилки, кернеры, центроискатели, разметочные плиты.
Кроме перечисленного стандартного инструмента при монтаже применяется большое количество специального инструмента и приспособлений, создаваемых специально для монтажа определенного вида оборудования.
Большую роль в создании такого инструмента и приспособлений играют рационализаторы, и их опыт должен тщательно изучаться и распространяться.
К монтажному оборудованию и приспособлениям относятся:
а) такелажное оборудование и приспособления: домкраты, тали, лебедки, блоки, полиспасты, инвентарные якоря, винтовые стяжки;
б) приспособления для регулирования положения оборудования и его выверки: клиновые и винтовые регулировочные домкраты, клинья, скобы для выверки валов и муфт, приспособления для регулирования положения осевых струн и разбивки перпендикулярных осей;
в) оборудование и приспособления для испытания смонтированного оборудования: ручные и приводные гидравлические прессы, вакуум-насосы, инвентарные заглушки, манометры и вакуумметры, гелиевые течеискатели;
г) приспособления для безопасного ведения работ: инвентарные подмости и подвесные люльки, монтажные пояса.
3.1.4 Испытания оборудования
Гидравлическое испытание проводят с целью проверки элементов сосудов и аппаратов на прочность и плотность.
Гидравлическое испытание сосудов и аппаратов, поставляемых в собранном виде, проводят на месте изготовления, а сосудов и аппаратов, собираемых на монтажной площадке, - на месте монтажа. В последнем случае на месте изготовления гидравлическому испытанию подвергают только отдельные сборочные единицы.
Литые детали, работающие под давлением, после термической и механической обработки следует подвергать гидравлическому испытанию при давлении, равном 1,5 Р, но не менее 0,3 МПа. Допускается испытание отливок после сборки и сварки в готовой сборочной единице или в целом аппарате при давлении, принятом для аппарата.
Аппараты, работающие под вакуумом, могут на месте установки подвергаться испытанию на вакуум с остаточным давлением, указанным в чертежах. Сосуды и аппараты, работающие при атмосферном давлении, испытывают наливом воды. В отдельных случаях допускается проводить испытание, смачивая керосином сварные швы.
Плотность сварных укрепляющих колец и патрубков штуцеров проверяют пневматическим испытанием при давлении до 0,6 МПа с обмыливанием швов внутри и снаружи аппарата.
Когда гидравлическое испытание сосуда и аппарата невозможно, допускается замена его пневматическим испытанием (воздухом или другим нейтральным газом).
После проведения гидравлического испытания сосудов и аппаратов или частей нетранспортабельной по длине аппаратуры вода из них должна быть удалена. После удаления воды сосуды, аппараты и их элементы, в том числе змеевики, секции погруженных холодильников и т.п. должны быть продуты сухим сжатым воздухом для окончательной просушки.
Гидравлическое испытание отдельных частей негабаритных по длине сосудов и аппаратов допускается не проводить на месте изготовления при условии проверки рентгенопросвечиванием или ультразвуковой дефектоскопией сварных швов и испытания штуцеров, имеющих укрепляющие кольца, пневматическим давлением. В этих случаях гидравлическое испытание аппарата проводят на монтажной площадке.
При испытании сварных швов керосином поверхность контролируемого шва должна быть обильно смочена керосином в течение всего периода испытания.
Сосуды и аппараты признают выдерживающими гидравлическое испытание при следующих условиях:
- если в процессе испытания не замечено падения давления по манометру, течи, капель, потения или пропуска газа через сварные швы;
- если после испытания не замечено остаточных деформаций;
- если не обнаружено признаков разрыва.
3.1.5 Монтажная документация
Документация может быть разбита на три группы.
К первой группе относятся документы, получаемые монтажной организацией: общие виды, разрезы и планы зданий и сооружений; установочные чертежи оборудования, общие виды машин, узловые и рабочие чертежи, заводские инструкции; сметы на строительно-монтажные работы и единичные расценки; пояснительные записки к проекту, сводная ведомость оборудования и списки чертежей по объектам.
Ко второй группе относятся документы, разработанные монтажной организацией и входящие в состав технологических правил. В технологических правилах находит свое отражение перенос заводских методов подготовки производства на монтажные работы.
В состав технологических правил входят технический проект организации работ, технологические карты и калькуляции стоимости трудовых затрат, ведомости комплектования объекта оборудованием и снабжения метизами, трубами, фитингами, перечень изделий, изготовляемых монтажной организацией. Потребность в чистых болтах определяют подсчетом по рабочим чертежам, а потребность в черных болтах – на основе опыта.
В третью группу входят исполнительные документы: акты на скрытые работы, формуляры на установку и испытание машин, промывку гидравлических и смазочных систем и другие документы, связанные с качеством исполненных работ.
3.2 Эксплуатация оборудования
Содержание оборудования в исправном состоянии и чистоте, своевременная смазка и устранение неисправностей, обнаруженных в процессе эксплуатации, предупреждают аварии и усиленный износ механизмов.
Всякая даже мелкая неисправность, если она не будет своевременно устранена, вызывает нарушения в работе механизма, приводит к необходимости остановки агрегата и увеличению объема ремонтных работ. Для правильной эксплуатации и ухода за оборудованием составляют правила технической эксплуатации, которые выдают производственным и ремонтным рабочим.
Знание правил технической эксплуатации оборудования периодически проверяют.
За правильную эксплуатацию и содержание в исправности оборудования, установленного в цехах, ответственность несут начальники цехов.
Соблюдение правил технической эксплуатации контролируют дежурные мастера и бригадиры. Они обязаны:
а) не допускать обезлички и обслуживания оборудования;
б) наблюдать за выполнением производственными рабочими таких работ, как правильная и своевременная смазка, охлаждение и уборка оборудования;
в) не допускать перегрузки и неправильного использования оборудования;
г) наблюдать за выполнением установленного порядка передачи оборудования от смены к смене.
Механики цехов и участков обязаны:
а) проверять качество и содержание плановых ремонтов и межремонтного обслуживания и участвовать в окончательной приемке оборудования из ремонта;
б) руководить ремонтными бригадами и инструктировать их по вопросам планово-предупредительного ремонта;
в) анализировать причины поломок оборудования и участвовать в составлении актов об аварии;
г) осуществлять технический надзор за консервацией бездействующего и участвовать в приемке и активировании вновь прибывшего оборудования.
Порядок допуска рабочих к обслуживанию оборудования
К самостоятельной работе на станке или другом оборудовании допускаются лица, знающие правила технической эксплуатации, выдержавшие соответствующие испытания, прошедшие инструктаж по технике безопасности. В отдельных случаях к управлению и обслуживанию оборудования допускаются лица, имеющие удостоверение, выданное соответствующими организациями (Государственной автомобильной инспекцией, Госгортехнадзором).
3.2.1 Правила эксплуатации турборастворителя
Приступая к работе, рабочий обязан принять станок от своего сменщика, тщательно осмотреть механизмы и убедиться в их исправности. Если при осмотре будут выявлены неисправности, то, не приступая к работе, рабочий обязан заявить об этом производственному мастеру, начальнику участка или цеха, которые силами ремонтного персонала должны их устранить. Работать на неисправном оборудовании категорически запрещается. Рабочий, принимающий смену, обязан сделать соответствующую запись о приеме станка в журнале приема и сдачи смен.
За техническое состояние станка и за правильную его эксплуатацию в течение смены ответственность несет рабочий. Он должен хорошо знать инструкцию по эксплуатации станка, изучить схему смазки, расположение и конструкцию масленок и смазывающих устройств, применять для смазки рекомендованные инструкцией марки масел.
Приступая к работе, рабочий должен освободить рабочее место от деталей, приспособлений и инструментов, не нужных при выполнении заданной работы.
Во время работы станка рабочий обязан:
а) внимательно следить за работой всех его механизмов, не оставлять его без надзора, а уходя с рабочего места, останавливать станок и выключать все двигатели;
б) при прекращении подачи тока и снижении напряжения немедленно выключать все двигатели агрегата;
в) при обнаружении дефекта, грозящего аварией, и в случае поломки агрегата рабочий обязан немедленно выключать все двигатели агрегата;
Запрещается работать со снятыми защитными ограждениями и устройствами.
Рабочий должен хорошо знать устройство станка и в случае необходимости производить регулирование отдельных его механизмов, если это не связано с разборкой станка и устранением обнаруженных неисправностей. До приобретения необходимых навыков рабочий может это делать только под руководством мастера или бригадира ремонтной бригады. Регулирование станка с разборкой механизмов и устранением неисправностей выполняет ремонтная бригада.
По окончании смены необходимо включить двигатели и перевести все рукоятки станка в нерабочее положение; тщательно очистить его от пыли, грязи, масла и стружки; записать в журнале приема и сдачи смен все дефекты, имевшие место в работе станка, и предъявить его сменщику.
Перед нерабочей сменой и накануне выходного дня рабочий должен смазать наружные трущиеся поверхности тонким слоем масла и в зависимости от температуры воздуха и времени года удалить воду и масло из соответствующих систем.
3.2.2 Смазка оборудования
На каждую модель оборудования составляется карта смазки , в которой указывается номенклатура смазочных материалов, нормы расхода, способ и режим смазки.
Турборастворитель смазывают обслуживающие рабочие и смазчики.
В картах смазки должны быть указаны механизмы, смазываемые производственным рабочим.
Смазчик обязан: производить смазку механизмов за исключением тех, которые смазывает сам рабочий; менять отработанное масло в картерах и системах в установленные по графику сроки; промывать и очищать емкости, фильтры и т.д.; продувать элементы смазочных систем; наполнять масленки и шприцы смазкой; наблюдать за исправность систем и приспособлений; устранять совместно с ремонтным слесарем обнаруженные дефекты в смазочных системах; получать смазочные материалы из кладовой.
Промывку и чистку смазочных систем при капительном и среднем ремонте производят слесари, ремонтирующие оборудование.
Смазывание зубчатых и червячных зацеплений и подшипников уменьшает потери на трение, предотвращает повышенный износ и нагрев деталей, а также предохраняет детали от коррозии. Снижение потерь на трение обеспечивает повышение КПД редуктора.
По способу подвода смазочного материала к зацеплению различают картерное и циркуляционное смазывание.
Картерное смазывание осуществляется окунанием зубчатых и червячных колес в масло, заливаемое внутрь корпуса. Это смазывание применяют при окружных скоростях в зацеплении зубчатых передач до v ≤ 12 м/с, в зацеплении червячных передач при окружной скорости червяка до v ≤ 10 м/с. При большей скорости масло сбрасывается центробежной силой.
Зубья коническх колес погружают в масло на всю длину. В многоступенчатых редукторах часто не удается погружать зубья всех колес в масло, так как для этого необходим очень высокий уровень масла, что может повлечь слишком большое погружение колеса тихоходной ступени и даже подшипников в масло. В этих случаях применяют смазочные шестерни или другие устройства. При v ≤ 0,5 м/с колесо погружают в масло до 1/6 его радиуса. При смазывании окунанием объем масляной ванны редуктора принимают из расчета ~ 0,5 – 0,8 л. масла на 1 кВт передаваемой мощности.
Циркуляционное смазывание применяют при окружной скорости v ≥ 8 м/с. Масло из картера или бака подается насосом в места смазывания по трубопроводу через сопла или при широких колесах через коллекторы. Возможна подача масла от централизованной смазочной системы, обслуживающей несколько агрегатов.
Назначение сорта масла зависит от контактного давления в зубьях и от окружной скорости колеса. С увеличением контактного давления масло должно обладать большей вязкостью; с увеличением окружной скорости вязкость масла должна быть меньше.
Выбор сорта масла начинают с определения необходимой кинематической вязкости масла: для зубчатых передач – в зависимости от окружающей скорости, для червячных передач – от скорости скольжения. Затем по найденному значению вязкости выбирают соответствующее масло.
Контроль уровня масла, находящегося в корпусе редуктора, производят с помощью маслоуказателей.
3.2.3 Неисправности и способы их устранения
Таблица 3.1 – Неисправности установки и способы их устранения
| Неисправности
|
Причина
|
Способы устранения
|
| 1 Постоянный шум, стук в турборастворителе
|
- попадание посторонних предметов в турборастворитель;
- ослабло крепление диффузора.
|
- убрать посторонние предметы из турборастворителя;
- заменить крепление диффузора.
|
| 2 Греются подшипники турборастворителя
|
- недостаточное количество смазки;
- излишки смазки;
- недостаточно закреплена крышка корпуса подшипника, подшипник проворачивается в корпусе
|
- добавить смазку в подшипники;
- удалить излишки смазки;
- закрепить крышку подшипника так, чтобы не проворачивалась наружная обойма подшипника в корпусе
|
| 3 В редукторе слышен шум
|
- значительные перегрузки;
- не центрован редуктор с электродвигателем, агрегатом;
- нарушение регулировки подшипников
|
- проверить соответствие нагрузки с паспортной;
- центрировать электродвигатель с редуктором, агрегатом, при необходимости заменить
|
3.2.4 Эксплуатационная документация
Эксплуатационные документы предназначены для изучения изделия и правил его эксплуатации. Их разрабатывают, как правило, на изделие в целом, независимо от наличия эксплуатационных документов на его составные части. Они должны быть рассчитаны на обслуживающий персонал, прошедший специальную подготовку по техническому использованию и обслуживанию изделий. Эксплуатационные документы выполняют в соответствии с общими требованиями к текстовым документам (ГОСТ 2.105-79) и, кроме того, в соответствии с требованиями ГОСТ 2.601-68. Номенклатура эксплуатационных документов по ГОСТ 2.601-68 приведена в таблице 2.
Таблица 3.2 – Номенклатура эксплуатационных документов
| Наименование документа
|
Шифр документа
|
Виды изделий
|
| детали
|
сборочные единицы
|
комплексы
|
комплекты
|
| Техническое описание
|
ТО
|
-
|
0
|
0
|
0
|
| Инструкции по эксплуатации
|
ИЭ
|
-
|
0
|
0
|
0
|
| Инструкция по техническому обслуживанию
|
ИО
|
-
|
0
|
0
|
0
|
| Инструкция по монтажу, регулированию и обкатке изделия на месте его применения
|
ИМ
|
-
|
0
|
0
|
-
|
| Формуляр
|
ФО
|
-
|
0
|
0
|
0
|
| Паспорт
|
ПС
|
0
|
0
|
-
|
-
|
| Этикетка
|
ЭТ
|
0
|
0
|
-
|
-
|
| Ведомости ЗИП
|
ЗИ
|
-
|
0
|
0
|
-
|
К прочим эксплуатационным документам, кроме перечисленных в таблице 2, относят инструкции для отдельных специалистов обслуживающего персонала, инструкции по технике безопасности, инструкции по проведению различных специальных работ, проверок, нормативные документы, каталоги и т.п.
3.3 Ремонт оборудования
Согласно ГОСТ 18322-78, ремонт – это комплекс операций по восстановлению исправного состояния, работоспособности и ресурса оборудования.
3.3.1 Виды технического обслуживания, перечень работ
Согласно ГОСТ 18322-78, техническое обслуживание – это комплекс работ, направленных на поддержание работоспособности или исправности оборудования при его использовании, хранении и транспортировании. ГОСТ 18322-78 предусматривает виды технического обслуживания оборудования при его использовании, хранении, транспортировании (периодическое, сезонное, регламентированное, с периодическим контролем, с непрерывным контролем), которые могут быть применены в разных подотраслях химической и нефтеперерабатывающей промышленности.
Наиболее распространены периодическое и регламентированное техническое обслуживание. В первом случае подразумевают обслуживание, проводимое через установленные в эксплуатационной документации значения наработки или интервалы времени, во втором – обслуживание, предусмотренное в нормативно – технической документации и выполняемое с периодичностью и в объеме, установленными в ней независимо от технического состояния оборудования в момент начала технического обслуживания. Регламентированное техническое обслуживание некоторыми отраслевыми стандартами (например, ГОСТ 38 04164-84) подразделяется на ежесменное и проводимое в день ремонта.
Ежесменное техническое обслуживание проводится в течение рабочей смены техническим и цеховым персоналом (операторами, машинистами, слесарями и др.) Оно заключается в соблюдении всех условий, приведенных в технологической карте, и производственной инструкции, предусматривающих содержание оборудования в чистоте, контроль за его состоянием путем наружного осмотра, проверку систем смазки и охлаждения, контрольно – измерительных приборов и автоматики, натяжения ремней, цепей и тросов, защитных ограждений, тормозов, разъемных соединений, приспособлений для аварийного останова, уплотнений, а также выполнение простейших регулировок, замену фильтров и т.д.
Техническое обслуживание в ремонтный день выполняет ремонтный персонал, занятый ремонтом, производимым в дни и сроки, установленные приказом по предприятию, под руководством лица, ответственного за проведение работ. Объем технического обслуживания, проводимого при плановых текущих ремонтах, входит в состав этих ремонтов.
Из методов технического обслуживания, предусмотренных ГОСТами, на химических и нефтеперерабатывающих заводах преимущественно применяют следующие: централизованный, при котором техническое обслуживание выполняется персоналом и средствами одного подразделения предприятия; децентрализованный, при котором обслуживанием занято несколько подразделений предприятия; метод обслуживания эксплуатационным персоналом. Сложное оборудование в необходимых случаях обслуживается персоналом, специализированном на выполнении операций технического обслуживания, специализированными организациями или предприятием – изготовителем.
Если в процессе технического обслуживания в соответствии с инструкциями не удается устранить неисправность и она создает аварийную ситуацию, старший по обслуживанию ставит в известность службу эксплуатации производственного участка для остановки неисправного оборудования. Если оборудование дублируется, то до остановки неисправного оборудования подготавливают и запускают резервное с соблюдением все правил аварийной остановки и запуска, предусмотренных правилами проведения технологических режимов.
Персонал, осуществляющий техническое обслуживание, несет ответственность за соблюдение все условий безопасности и безаварийности при проведении работ, поэтому он должен пройти специальную подготовку и инструктаж по принятой на предприятии системе.
Результаты наблюдений и сведения о содержании работ, выполненных при техническом обслуживании оборудования, персонал смены заносит в вахтенный журнал, в котором регистрируется факт передачи рабочей смены и состояние оборудования в момент сдачи. По записям в журнале и по результатам осмотра и проверки на месте ремонтная служба принимает необходимые меры (ремонт, замену) для восстановления нормального работоспособного оборудования.
3.3.2 Виды ремонтов, перечень работ
ГОСТ 18322-78 определяет следующие виды ремонта техники: капитальный, средний и текущий.
Капитальный ремонт выполняется для восстановления исправности и полного (или близкого к полному) восстановления ресурса оборудования с заменой или восстановлением любых его частей, включая базовые.
Средний ремонт выполняют для восстановления исправности и частичного восстановления ресурса оборудования в пределах, установленных нормативно-технической документацией, с заменой или восстановлением составных частей ограниченной номенклатуры.
Текущий ремонт является наиболее часто проводимым видом ремонта; он призван обеспечить или восстановить работоспособность оборудования путем замены или восстановления отдельных его частей.
Текущий ремонт. Ревизия и замена изношенных деталей: подшипников вала, узла крепления перемешивающего устройства, жестких полумуфт, сальников. Набивка сальников. Осмотр редуктора визуально, сварных швов. Ревизия защитного покрытия корпуса мешалки. Замена при необходимости сопла, штуцеров подвода пара и продукта, пальцев мягких полумуфт. Замена масла и промывка картера, смазки подшипников.
Капитальный ремонт. Состав работ текущего ремонта. Замена при необходимости валов перемешивающего устройства или восстановление их шеек; защитных втулок; подшипников редуктора; болтов крепления диффузора к корпусу мешалки; штуцеров; редуктора; резиновых манжет редуктора; грундбуксы вала перемешивающего устройства; пальцев полумуфт; змеевиков. Ревизия шпонок и пазов шестерен. Определение толщины стенок корпуса, ремонт корпуса диффузора. Подварка дефектных швов перемешивающего устройства. Гидроиспытание диффузора, рубашки и корпуса диффузора.
3.3.3 Ремонтная документация
Ремонтные документы – это организационно – технические, нормативно – технические, экономические, технологические и рабочие конструкторские документы, необходимые для организации и выполнения работ, направленных на восстановление исправного и полного ресурса оборудования.
Номенклатура ремонтных документов, требуемых для инженерной подготовки ремонтного производства и выполнения работ в подготовительный, остановочный и пуско – наладочный периоды, приведена в таблице 3.
Таблица 3.3 – Номенклатура ремонтных документов
| Наименование
|
Шифр
|
Назначение (краткое определение)
|
| Организационно – техническая документация
|
| Ведомость дефектов
|
ВД
|
Определение объема ремонтных работ .
|
| Смета
|
СМ
|
Определение стоимости ремонтных работ
|
| График календарный
|
КГ
|
Определение календарных сроков остановки на капитальный ремонт заводов, цехов и особо важных объектов.
|
| График линейный
|
ЛГ
|
Определение объема и стоимости работ по ремонту несложных объектов, состава ремонтных бригад, календарных сроков выполнения в линейной последовательности, обеспечения трудовыми ресурсами, механизмами, инструментом.
|
| График сетевой
|
СГ
|
Определение технологической последовательности и организационной взаимосвязи между работами по ремонту сложных объектов и сроками выполнения с учетом структуры обеспечения трудовыми, материальными и другими необходимыми ресурсами, а также взаимодействия ремонтных подразделений, участвующих в ремонте.
|
| Организационно – технологическая документация
|
| Проект производства работ
|
ППР
|
Установление организационной и технологической последовательности и безопасных методов проведения капитального ремонта высотных сооружений, крупногабаритного
|
| Продолжение таблицы 3.3
|
| Наименование
|
Шифр
|
Назначение (краткое определение)
|
| и тяжеловесного оборудования при выполнении работ на высоте, в труднодоступных местах, в местах повышенной опасности.
|
| Руководство по капитальному ремонту
|
РК
|
Определение номенклатуры и объема работ, последовательности проведения организационно-технических и технологических мероприятий при капитальном ремонте отдельных единиц оборудования несерийного или мелкосерийного изготовления или их составных частей.
|
| Технологическая карта
|
ТК
|
Определение технологии выполнения отдельных видов ремонтных работ на объекте.
|
| Нормативно - техническая документация
|
| Технические условия
|
ТУ
|
Определение номенклатуры работ, порядка и методов их проведения при капитальном ремонте установок, аппаратов, машин, механизмов, приборов, других устройств. Установление конкретных технических требований, показателей, норм, параметров, технических характеристик, которым должны соответствовать изделия данного вида после ремонта.
|
| Отраслевой стандарт
|
ОСТ
|
Определение номенклатуры регламентных работ, основных методов их проведения при ремонте однотипного технологического оборудования. Установление общих технических требований, которым должны соответствовать после ремонта все изделия данного типа (класса).
|
| Стандарт предприятия
|
СТП
|
Определение номенклатуры работ, организации и порядка их проведения при ремонте устройств приспособлений, специальных стендов, агрегатов и других единиц нестандартизованного (вспомогательного) оборудования.
|
| Конструкторская документация
|
| Чертежи ремонтные (комплект по ЕСКД)
|
По ГОСТ 2.604-68
|
Установление размеров при ремонте деталей, сборочных единиц, изготовлении новых деталей взамен изношенных, а также при сборке и контроле отремонтированного
|
| Продолжение таблицы 3.3
|
| Наименование
|
Шифр
|
Назначение (краткое определение)
|
| изделия с измененными присоединительными размерами, при определении условий монтажа, изготовления специального инструмента и принадлежностей.
|
| Комплексная документация
|
| Проект организации ремонта
|
ПОР
|
Организация и проведение инженерной подготовки, установление организационной последовательности, технологических способов и безопасных методов выполнения ремонта оборудования на сложном объекте ремонта – технологическом комплексе (производство, цех, линия и т.п.).
|
ВД должна содержать перечень дефектов, не только предполагаемых или обнаруженных при осмотре в период подготовки оборудования для сдачи в ремонт, но и уточненных при разборке машины, агрегата, аппарата и их узлов. Для этого при составлении ведомости дефектов предусматривается стадия уточнения.
Смета (СМ) – основной плановый документ для финансирования расходов из государственного бюджета. Смета определяет объем, целевое направление и распределение бюджетных ассигнований на расходы, в частности, на капитальный ремонт оборудования.
3.4 Технология ремонта восстанавливаемой детали при капитальном ремонте оборудования
3.4.1 Дефектация узла оборудования
Дефекты в деталях турборастворителя обнаруживают осмотром, измерением, керосиновой пробой, рентгеновским просвечиванием, магнитной и ультразвуковой дефектоскопией, люминесцентным методом.
Метод осмотра. Трещины, изломы, изгибы, скручивание в деталях обнаруживают внешним осмотром. Невооруженным глазом или при помощи оптических приборов (лупы, микроскопа) выявляют также дефекты в шпоночных пазах, резьбовых соединениях и в зубчатых зацеплениях.
В отдельных случаях этим методом можно установить и износ деталей.
Метод измерений применяют для определения износа путем сравнения размеров изношенных деталей с их первоначальными размерами.
Керосиновая проба. Наличие трещин в изделиях можно определить керосиновой пробой. Для этого изделия опускают на 15-30 мин. В керосин, после чего тщательно вытирают и покрывают тонким слоем меловой обмазки.
В местах трещин меловая обмазка темнее, потому что она впитывает выступающий из трещин керосин.
Рентгеновское просвечивание применяют главным образом при контроле качества ответственных сварных соединений и качества отливки деталей.
При помощи рентгеновского просвечивания обнаруживают внутренние дефекты: трещины, раковины, рыхлость, непровары, неспаи, шлаковые включения и земляные засоры.
Рентгеновские лучи обладают способностью проникать через значительную толщу металлов. Чем меньше длина волны, тем больше проникающая (просвечивающая) способность рентгеновских лучей.
Применение рентгеновского просвечивания основано на различии коэффициентов поглощения рентгеновских лучей различными средами (металлом и дефектом). При пересечении лучами пустот экран прибора освещается ярче, чем при пересечении сплошного тела.
Магнитная дефектоскопия. Магнитным методом выявляют следующие дефекты: закалочные и шлифовочные трещины, волосовины, раковины, газовые поры на поверхности изделия и на небольшой глубине (до 10 мм).
Применяют следующие методы обнаружения дефекта:
1 Индукционный, основанный на том, что если через проверяемую деталь пропустить магнитный поток, то при наличии в ней трещин или других дефектов магнитная проницаемость будет не везде одинаковой. В приборах индукционного воздействия искателем дефектов является катушка, которая надевается на намагничиваемое изделие или размещается на его поверхности. При прохождении искателя через дефектное место в катушке искателя вследствие изменения магнитного потока индуктируется ток, и в телефон через усилитель передается характерный звук.
2 Метод магнитного порошка, заключающийся в следующем: контролируемое изделие намагничивается, а затем поливается магнитной суспензией или погружается в нее. Суспензия состоит из маловязкой жидкости, в которой находятся во взвешенном состоянии частицы магнитного порошка. Частицы порошка затягиваются возникающим в районе дефекта неоднородным магнитным полем рассеяния. По протяженности осевшей на поверхности изделия жилки порошка судят о длине дефекта, а по интенсивности ее – о глубине залегания дефекта.
Ультразвуковая дефектоскопия. Использование ультразвуковых колебаний для обнаружения дефектов внутри изделия получило в настоящее время большое распространение.
Преимуществом этого метода перед другими является возможность «просвечивать» металлы на большую глубину. Это основано на том, что ультразвуковые колебания в известном диапазоне частот очень мало поглощаются металлами.
Люминесцентный метод. Люминесцентный метод применяют для определения расположения трещин, раковин и пустот в изделиях. Проверяемое изделие, очищенное от загрязнений, опускают на 10 – 15 мин. В флуоресцирующую жидкость, после чего промывают струей холодной воды и подсушивают сжатым воздухом; затем изделие облучают ультрафиолетовыми лучами. Флуоресцирующая жидкость, выходящая из трещин на поверхность, при облучении светиться. По зелено – желтому свечению обнаруживают трещины в изделии.
3.4.2 Эскиз деталей с указанием поврежденных мест

1 – износ шпоночного паза; 2 – износ поверхности; 3 – скручивание вала, изгиб вала.
Рисунок 4 – Эскиз детали с указанием поврежденных мест
3.4.3 Карта ремонта восстанавливаемой детали
Таблица 3.4 – Карта ремонта
| № позиции на эскизе
|
Возможный дефект
|
Способ установления дефекта и контр. инструмент
|
Рекомендуемый способ восстановления
|
| 1
|
2
|
3
|
4
|
| 1
|
Износ шпоноч-
|
Замер шаблона
|
Более 35,968 мм
|
| Продолжение таблицы 3.4
|
| 1
|
2
|
3
|
4
|
| ного паза по ширине 36 ПШ
|
профрезеровать новый паз под углом 90 – 120 0
к старому размером 36 ПШ
|
| 2
|
Износ поверхности по диаметру 123 х4
|
Замер микрометром
|
Менее 121,94 мм восстановить наплавкой и обработать до номинального размера
|
| 3
|
Износ поверхности по диаметру 90 х3
|
Замер микрометром
|
Менее 89,65 мм восстановить наплавкой и обработать до номинального размера
|
3.4.4 Метод восстановления поврежденной детали
Большинство деталей изнашивается с поверхности. Для восстановления первоначальных размеров детали и качества их поверхностей применяют наплавку.
Наплавкой поверхностей восстанавливают стальные, чугунные, бронзовые, свинцовые детали, баббитовые вкладыши подшипников и втулки. Направляемые поверхности предварительно обрабатывают на металлорежущих станках; при этом снимают стружку на такую глубин, чтобы вся направляемая поверхность оказалась обработанной. Это позволяет, во – первых, обеспечить хорошие условия для сварки и наплавки и, во – вторых, выдержать одинаковую толщину наплавленного слоя, что очень важно для предотвращения отслаивания наплавленного металла.
При выборе способа наплавки руководствуются рядом условий, из которых следует выделить качество металла детали, размеры и форму восстанавливаемой поверхности, толщину направляемого слоя, возможность последующей механической обработки и наличие оборудования для наплавки.
Крупные детали восстанавливают механизированной и автоматизированной наплавкой на универсальных или специальных станках. Распространен метод автоматизированной наплавки цилиндрических деталей на токарных станках; деталь крепят в шпинделе станка, а устройство для подачи электродной проволоки – на суппорте. Скорости вращения детали и подачи проволоки устанавливают в зависимости от толщины и режима наплавки. Применяют специальные наплавочные головки марок А – 87 М и А – 580 М, снабженные проволокопротяжным механизмом, бункером для флюса, шлангами и т.д. К специальным станкам относятся станки марок У-465 и У-427.
Механизированную и автоматизированную наплавку производят под слоем флюса толщиной 30 – 50 мм. Флюс предотвращает разбрызгивание и окисление расплавленного металла и формирует валик. Корку шлама, образовавшуюся от расплавленного флюса, отбивают ударами молотка, нерасплавившийся флюс используют вторично.
1 – подача флюса; 2 – флюс; 3 – мундштук; 4 – электродная проволока; 5 – дуга; 6 – шлаковая корка; 7 – наплавленный слой; 8 – наплавляемая деталь; 9 – контакт.
Рисунок 3.1 – Схема наплавки под слоем флюса
4 Техника безопасности
4.1 Краткая характеристика сырья, готовой продукции на участке с точки зрения их вредности
4.1.1 Характеристика химических веществ, применяемых и образующихся в производстве получения вискозного волокна
Сероуглерод - бесцветная жидкость с запахом довольно приятным у чистого препарата и отвратительным (редечным) у технического. Пары сероуглерода в 2,6 раза тяжелее воздуха и образуют с воздухом взрывоопасную смесь.
Взрыв может произойти от соприкосновения с огнем, с предметами нагретыми свыше 90 0
С, от короткого замыкания электрического тока, от искры при ударах металлическими предметами.
Средства пожаротушения: инертный газ, вода, химическая пена, песок, асбестовое одеяло.
При работе с сероуглеродом необходимо пользоваться защитной спецодеждой и фильтрующими противогазами марки «А» или «БКФ», а также шланговыми противогазами марок ПШ-1, ПШ-2.
При очень высоких концентрациях и кратковременной работе необходимо применять кислородные приборы.
При отравлении сероуглеродом необходимо вынести пострадавшего на свежий воздух, обеспечить покой, тепло, вдыхание кислорода, а в тяжелых случаях – искусственное дыхание. Вызвать врача.
Сероводород – бесцветный газ с характерным запахом тухлых яиц. Легко загорается. Горит на воздухе голубоватым пламенем с образованием сернистого газа, а при недостатке воздуха – серы. В смеси с воздухом образует взрывоопасную смесь.
При отравлении сероводородом необходимо вынести пострадавшего на свежий воздух, освободить от стесняющей одежды, обеспечить покой, тепло, вдыхание кислорода, в тяжелых случаях – искусственное дыхание кислородом. Вызвать врача.
Средствами индивидуальной защиты являются противогазы марки: «БКФ», «ПШ-1», «ПШ-2».
4.1.2 Характеристика отделения ксантогенирования с точки зрения вредных веществ
Особо опасными отделениями химического цеха являются отделения ксантогенирования и растворения, в которых необходимо соблюдать следующие правила техники безопасности:
а) все соединения на трубопроводах и арматуре должны быть герметичны. Не допускаются течи сероуглерода в сальниках вентилей и кранов.
Все течи сероуглерода, выявленные при ежесменном осмотре, немедленно устраняются сменным персоналом для предотвращения возможных случаев отравления и взрыва.
б) процесс ксантогенирования должен проводиться под защитой азота с полной автоматизацией все операций процесса. Весь процесс передачи вискозы из ксантогенаторов в растворители должен проводиться при постоянной даче азота;
в) крышки ксантогенаторов должны быть оборудованы взрывными мембранами, оснащенными защитными раструбами;
г) продувка ксантогенаторов от избытка паров сероуглерода производится вентиляторами;
д) для предупреждения попадания металлических предметов в ксантогенаторы на ленточных транспортерах, подающих щелочную целлюлозу в накопительные бункера, устанавливаются магнитные сепараторы. Металлические предметы в аппаратах могут быть причиной возникновения взрыва;
е) ремонт оборудования должен проводиться искробезопасным инструментом;
ж) ремонт должен проводиться при наличии анализа газовоздушной среды;
з) трубопроводы, металлические конструкции, оборудование и площадки должны быть заземлены с целью отвода зарядов статического электричества.
и) атмосферные линии растворителей должны быть постоянно открытыми во избежание повышения давления в аппаратах;
к) для предупреждения образования взрывоопасных концентраций сероуглерода ксантогенаторы и растворители, выведенные из работы, освобождать от продукта и заполнять водой;
л) отопление должно быть воздушным, освещение и электрооборудование во взрывоопасном исполнении.
4.2 Техника безопасности при ремонте оборудования
К ремонту разрешается приступать после оформления наряда – допуска на проведение работ и выполнение всех его требований. Наряд – допуск ( в двух экземплярах) оформляется на весь период ремонтных работ в расчете на одну бригаду, и составляет его начальник цеха – заказчика.
В наряде – допуске необходимо указать место, наименование и характер работы, объем и содержание подготовительных работ, меры безопасности при проведении ремонта. Должна быть также сделана отметка о проведении инструктажа среди работающих
Допуск ежедневно продлевается ответственным за организацию проведения работ в цехе, ответственным исполнителем и начальником смены.
На выполнение огневых работ (за исключением мест их постоянного проведения) должно быть оформлено разрешение, утвержденное главным инженером и согласованное с отделом техники безопасности и пожарной охраной.
При выполнении работ в закрытых сосудах необходим допуск на проведение газоопасных работ I группы.
Перед началом ремонта слесари обязаны:
- подготовить инструмент;
- убедиться в наличии полностью оформленного наряда – допуска и ознакомиться с указанными в нем мероприятиями, обеспечивающими безопасное проведение работ;
- подготовить и проверить исправность средств индивидуальной защиты;
- получить подробный инструктаж о мерах безопасного проведения работ;
- убедиться в отключении ремонтируемого объекта и освобождении его от продукта.
При проведении работ необходимо строго соблюдать:
- последовательность выполнения операций и условий безопасности, определенных нарядом – допуском;
- технические условия на ремонт оборудования;
- требования правил и инструкций по технике безопасности при выполнении данного вида работ.
Следует немедленно прекратить работу при извещении об аварийном положении в цехе, изменении обычной обстановки на участке.
Все работы выполняют только исправным инструментом.
Запрещается ремонтировать, чистить, смазывать механизмы на ходу, подтягивать фланцевые соединения аппаратов и трубопроводов, находящихся под давлением.
Для демонтажа (монтажа) и транспортирования тяжелого и крупногабаритного оборудования, трубопроводов и арматуры следует применять подъемно – транспортные механизмы.
Работы на высоте более 1,5 м от пола необходимо проводить с подмостков, приставных лестниц. Если невозможно установить леса подмостков, работающие должны быть закреплены с помощью предохранительных поясов за прочные элементы конструкции или протянутый вдоль фронта работ трос.
Зона работы должна быть ограждена и иметь предохранительные знаки. Работы на разных отметках по вертикали проводят с применением защитных устройств для исключения травмирования людей в результате случайного падения предметов.
При сборке и разборке фланцевых соединений необходимо ослаблять и затягивать болты крест – накрест. Нельзя наращивать гаечный ключ другим ключи или трубой, вставлять в зев подкладки, а также применять ключи с трещинами и разработанным зевом. При разбалчивании фланцевых соединений необходимо ослабить болты с противоположной от себя стороны. Перед разъемом фланцев мягким отжатием фланцев с противоположной от себя стороны следует убедиться в отсутствии продуктов в трубопроводе.
4.3 Оказание первой помощи
4.3.1 Первая помощь при ожогах
При термическом ожоге (паром, водой, пламенем) необходимо прекратить действие поражающего фактора, положить стерильную повязку.
При химических ожогах (кислотой, щелочью) – облить проточной водой обожженную часть тела.
Если ожог кислотой – промыть 2% раствором двууглекислой соды. Если ожог щелочью – промыть 2% раствором уксусной кислоты или 2% раствором борной кислоты.
4.3.2 Первая помощь при травмах
При получении производственной травмы пострадавший или свидетель происшествия должны немедленно известить администрацию цеха, которая должна принять мер по оказанию медицинской помощи пострадавшему, и по ликвидации опасности для предотвращения подобного случая.
Действия по оказанию первой медицинской помощи.
При остановке дыхания и сердца необходимо сделать массаж сердца и искусственное дыхание.
При химических ожогах пораженное место промывают струей воды не менее 15 минут. При ожогах горячей водой пораженное место промыть водой, затем обработать 2% раствором питьевой соды. При ожогах щелочью – 25% раствором уксусной кислоты или борной кислоты.
5 Противопожарная безопасность
5.1 Категория участка
Отделение ксантогенирования по взрывопожарной опасности относится к категории Б.
К взрыво- и пожароопасной категории Б относят помещения, в которых находятся (обращаются) горючие пыли или волокна, легковоспламеняющиеся жидкости с температурой вспышки более 28 0
С, горючие жидкости в таком количестве, что могут образовывать взрывоопасные пыле- или паровоздушные смеси, при воспламенении которых расчетное избыточное давление взрыва в помещении превышает 5 кПа.
5.2 Противопожарные мероприятия на участке
Причинами пожара могут быть: курение, открытое пламя, повреждение электропроводки. При использовании электросварки (газовой резки) место работы огораживается стальной перегородкой. На огневые работы выписывается разрешение, согласованное с пожарной охраной. Исполнитель огневых работ обязан:
- иметь при себе квалификационные удостоверение и талон по технике безопасности;
- получить инструктаж;
- соблюдать меры безопасности;
- уметь пользоваться средствами пожаротушения;
- ознакомиться с объемом работ;
- после окончания огневых работ полить водой сгораемые конструкции.
5.3 Противопожарные средства на участке
На отделении имеются два противопожарных поста и два противопожарных гидранта. На посту имеется: лопата, два огнетушителя – один пенный, другой углекислотный, ящик с песком, ведро. Весь пост окрашивается в красный цвет. Подходы к посту не загромождаются. Для вызова пожарной команды имеются две кнопки вызова. Участок для курения оборудуется специальным местом.
6 Охрана окружающей среды
В отделении ксантогенирования выделяются в значительных количествах сероуглерод и сероводород, которые являются ядовитыми веществами, вредными для здоровья человека. Эти вещества отравляют воздух заводских помещений и окружающей местности. Кроме того, на вискозном заводе образуется большое количество сточных вод, содержащих щелочь, серную кислоту и различные соли, загрязняющие водоемы.
Уменьшение вредности вискозного производства достигается путем проведения системы мероприятий, направленных на то, чтобы исключить возможность попадания сероуглерода и сероводорода в окружающий воздух и предотвратить загрязнение водоемов. Важнейшим из этих мероприятий является оборудование цехов мощной вентиляцией и капсулирование прядильных машин, очистка вентиляционного воздуха от сероводорода и сероуглерода и тщательная очистка сточных вод от вредных загрязнений.
6.1 Очистка вентиляционного воздуха
Существуют установки, объединяющие очистку воздуха от сероводорода и сероуглерода. Но преобладают установки с раздельной очисткой, т.е. такие, в которых воздух вначале очищают от сероводорода, а затем в отдельной части установки – от сероуглерода. Эти установки имеют лучшее аппаратурное оформление и более эффективны. В таких установках очистка воздуха от сероводорода основана на поглощении H2
S суспензией реагентов (хемосорбция), а сероуглерода – на адсорбции CS2
неподвижным (стационарным) или подвижным (кипящим) слоем активированного угля.
Установка для очистки воздуха от CS2
включает несколько адсорберов с активированным углем.
На установке с неподвижным слоем адсорбента адсорберы работают периодически. Производственный цикл работы включает четыре стадии: адсорбцию, десорбцию CS2
, пропарку и охлаждение.
При адсорбции в кипящем слое очищаемый воздух движется через адсорбер снизу вверх сквозь три и пять перфорированных тарелок навстречу активированному углю. Благодаря сильному току очищаемого воздуха уголь находится во взвешенном состоянии, образуя «кипящий слой». Отработанный уголь (поглотивший определенное количество CS2
) постепенно перемещается вниз адсорбера и поступает в камеру, где производится процесс десорбции CS2
путем нагревания адсорбента до 110 – 120 0
С острым паром низкого давления.
6.2 Очистка сточных вод
Количество и состав сточных вод вискозных производств колеблется в широких пределах в зависимости от вида вырабатываемого волокна, принятого технологического режима и оборудования, а также от степени утилизации отходов.
Сточные воды вискозных производств загрязняют естественные водоемы и оказывают губительное действие на флору и фауну. К наиболее вредным веществам следует отнести соли цинка, сероуглерод, вискозу и продукты ее разложения, поверхностно – активные вещества, потребляющие кислород, а также сульфиды, придающие неприятный запах вожже и тоже потребляющие кислород.
Применяемые в настоящее время методы очистки сточных вод вискозных заводов сводятся к удалению вискозы путем ее коагуляции и разложения при смешении с кислыми водами, осаждению взвешенных веществ в нейтрализации избыточной кислотности. При этом соли цинка переводятся в нерастворимые соединения [Zn(OH)2
, ZnCO3
или ZnS] и удаляются в виде осадка.
7 Технико–экономические показатели
сумма капитальных вложений в основные фонды предприятия слагается из стоимости зданий, сооружений, рабочих машин и оборудования, энергетического и транспортного оборудования, инструмента, приспособлений, производственного и хозяйственного инвентаря.
Данные стоимости основных фондов вносятся в таблицу 1 для использования в дальнейших расчетах при определении срока окупаемости затрат на изготовление продукции.
Таблица 7.1 – Балансовая стоимость основных фондов
| Наименование основных фондов
|
Сумма
тыс.руб.
|
Норма аммортиз. %
|
Сумма амортиз. тыс. руб.
|
| 1
|
2
|
3
|
4
|
| Здания и сооружения
|
1841
|
2,5
|
46
|
| Производственное и вспомогательное оборудование
|
841
|
13,0
|
109
|
| Энергетическое оборудование
|
84
|
12,0
|
10
|
| Транспортное и грузоподъемное оборудование
|
41
|
15,0
|
6
|
| Оснастка
|
80
|
30,0
|
24
|
| Производственный и хозяйственный инвентарь
|
30
|
14,0
|
4
|
| Итого
|
2917
|
6,8
|
199
|
Сумма амортизации находится по следующей формуле:
А = Фп · Н : 100 (7.1)
где Фп – первоначальная стоимость основных фондов;
Н – норма амортизации.
1841·2,5:100=46 84·12:100=10
841·13:100=109 37·15:100=6
80·30:100=24 30·14:100=2
Средний процент амортизации по участку составил 6% (715:2882·100).
Данные таблицы 1 показывают, что быстрее всего изнашивается оснастка – 30% годовых, а менее всего подвержены износу здания и сооружения 2,5% в год.
Технико-экономические показатели участка являются заключительным этапом работы над проектом.
Таблица 7.2 – Технико-экономические показатели участка
| Наименование показателей
|
Единица измерений
|
Количественное значение
|
Расчет (ссылка на источник)
|
| 1
|
2
|
3
|
4
|
| 1 Производство продукции:
Товарная продукция:
В натуральном выражении
В оптовых ценах
|
Тыс. шт
Тыс. руб
|
20
18841
|
Фин.отчетность
|
| 2 Кадры, труд, зарплата
Численность работников всего:
|
Чел.
|
1841
|
| Основные рабочие
Вспомогательные рабочие
ИТР
МОП
Фонд заработной платы, всего:
Основных рабочих
Вспомогательных рабочих
|
Чел.
Чел.
Чел.
Чел.
Тыс. руб
Тыс. руб
Тыс.руб
|
841
341
541
118
7351
1841
141
|
| 3 Себестоимость товарной продукции
|
Тыс. руб
|
14714
|
Фин.отчетность
|
| 4 Производственные фонды
Среднегодовая стоимость основных фондов
Фондоотдача
Фондоемкость
Фондовооруженность
|
Тыс. руб
Руб
Руб
Руб/чел
|
2917
6,5
0,2
2,2
|
18841/2917
2917/18841
2917/1841
|
| 5 Производительность труда
Одного работающего
Одного основного производственного рабочего
|
Руб
Руб
|
10234
22403
|
18841/1841×1000
18841/841×1000
|
| 6 Годовая прибыль
|
Тыс. руб
|
3841
|
Фин.отчетность
|
| 7 Рентабельность производства
|
%
|
28
|
(18841-14714)/ (14714×100)
|
| 8 Рентабельность производственных фондов
|
%
|
130
|
3841/2917×100
|
| 9 Срок окупаемости капитальных вложений
|
Год
|
2,9
|
Кап. влож.
(2917-175)×0,82
3301,2×30/18841
|
| 10 Коэффициент эффективности капитальных вложений
|
0,34
|
1/3,5
|
Для проверки экономической целесообразности предлагаемых капитальных вложений составляется таблица технико-экономических показателей. Фактически в этой таблице отражены все основные решения, принятые при проектировании участка механического цеха с учетом его оснащенности и экономного использования энергетических, сырьевых и трудовых затрат на производство запланированной продукции в пределах планового задания проекта.
Данные таблицы показывают, что капитальные вложения. Предлагаемые проектом окупятся за три года и шесть месяцев, эффективность данного проекта составляет 25% - это хороший показатель. Производство рентабельно на 26%, производительность труда основных рабочих более 21 тыс. руб., годовая прибыль в результате внедрения данного проекта составит 3771 тыс. руб.
Можно сказать, что предлагаемый проект экономически выгоден предприятию.
В результате экономических расчетов можно сказать следующее:
на предприятии пассивные основные фонды преобладают над активными, идет обновление основных фондов быстрее, чем они выбывают, амортизация основных фондов в среднем за отчетный год составила 6%;
рентабельность производства составит 26%;
рентабельность основного капитала составит 131%;
расходы на капитальные вложения окупятся за года и 5 месяцев;
эффективность капитальных вложений, предложенных проектом составляет 25%.
Литература
1 Браверман П.Ф. Оборудование и механизация производства химических волокон. М.: Химия, 1964.
2 Ганенко А.П., МиловановЮ.В., Лапсарь М.И. Оформление текстовых и графических материалов при подготовке дипломных проектов, курсовых и письменных экзаменационных работ. Учебное заведение для нач. проф. образования. М: ИРПО: Издательский центр «Академия», 1998.
3 Мархель И.И. Крановые канаты. Пособие механику: 2-ое изд., перераб. и доп. М.: Машиностроение, 1983
4 Медведева B.C., Билинкис Л.И. Охрана труда и противопожарная зашита в химической промышленности. Учебник для техникумов. М.: Химия, 1982.
5 Прудиус Б.В. Ремонт и монтаж оборудования. Альбом: Учебное пособие для учащихся технических специальностей средних специальных учебных заведений. М.: Машиностроение, 1987.
6 Чернавский С.А., Боков К.Н., Чернин И.М. идр. Курсовое проектирование деталей машин. Учебное пособие для учащихся техникумов машиностроительных специальностей. М.: Машиностроение, 1988.
7 Фарамазов С.А. Ремонт и монтаж оборудования химических и нефтеперерабатывающих заводов. Учебник для техникумов: 3-е изд., перераб. и доп. М.: Химия, 1988.
8 Регламент производства.
|
