| Введение
|
3
|
| 1
|
Понятие о производственном процессе. Принципы организации процесса в производстве
|
5
|
| 2
|
Организация процессов в пространстве и времени
|
12
|
| 3
|
Типы, формы и методы организации производства
|
23
|
| 4
|
Пути совершенствования производственного процесса
|
29
|
| 4.1
|
Экономическая организация производства и ограниченность ресурсов
|
32
|
| Заключение
|
39
|
| Список использованных источников
|
42
|
Содержание
Введение
Основой деятельности каждого предприятия является производственный процесс, конечная цель которого - выпуск продукции.
Производственный процесс - это процесс труда, имеющий определенное техническое и организационное содержание, направленный на создание конкретных материальных благ и характеризующийся постоянством главного предмета труда.
Для оценки значения отдельных производственных процессов и составляющих элементов в едином процессе производства продукции их группируют по следующим основным признакам:
- роли процесса в выпуске готовой продукции,
- степени оснащенности труда и роли человека,
- характеру протекания процессов,
- степени воздействия на предмет труда.
По роли процесса в выпуске готовой продукции на предприятии выделяются основные, вспомогательные и обслуживающие производства.
К основным относятся те процессы, которые непосредственно направлены на выпуск основной продукции или на выполнение производственных задач, являющихся целевыми для данного производства.
Вспомогательные процессы направлены для обеспечения нормального выполнения основных процессов в каждый отрезок времени, т.е. постоянно. Они протекают одновременно и неразрывно связаны с основными.
Обслуживающие процессы содействуют нормальному выполнению основных и вспомогательных процессов. Обычно на предприятии к обслуживающим производствам относят центральные ремонтные мастерские, транспортно-складские подразделения, культурно-бытовые учреждения.
В зависимости от степени оснащенности труда и роли человека выделяют немеханизированные, частично механизированные, машинные процессы.
Немеханизированными являются процессы, осуществляемые без применения каких либо видов энергии и механизмов. Они направлены на изменение положения предметов труда или их формы с помощью ручного инструмента. Во вспомогательных и обслуживающих производствах доля ручного труда все еще значительна.
Реклама

К частично механизированным относятся процессы, выполняемые такой машиной или механизированным инструментом, управление которыми требует ручного труда человека.
При машинных процессах орудием труда является машина, действия которой только направляются человеком непосредственно на рабочем месте или дистанционно.
Для предприятий большое значение имеет комплексная механизация производственного процесса, при которой ручной или частично механизированный труд заменяется системой взаимно дополняющих друг друга машин, обеспечивающих высокую производительность труда и создающих условия для автоматизации производства.
Целью данной курсовой работы является изучение производственных процессов деятельности предприятий.
1 Понятие о производственном процессе. Принципы организации процесса в производстве
Задача предприятия состоит в том, чтобы воспринять "на входе" факторы производства (затраты), переработать их и "на выходе" выдать продукцию (результат). Такого рода трансформационный процесс обозначается как "производство". Его цель – в конечном итоге улучшить уже имеющееся, чтобы увеличить таким образом запас средств, пригодных для удовлетворения потребностей.
Производственный процесс состоит в том, чтобы преобразовать затраты ("вход") в результат ("выход"); при этом необходимо соблюдение ряда правил игры.
Между затратами на "входе" (Input) и результатом на "выходе"(Output), а также параллельно этому на предприятии происходят многочисленные действия ("решаются задачи"), которые только в их единстве полностью описывают производственный процесс (схема 2). Рассмотрим здесь лишь коротко охарактеризованные частные задачи производственного процесса.
Производственный процесс состоит из частных задач обеспечения (снабжения), складирования (хранения), изготовления продукции, сбыта, финансирования, обучения персонала и внедрения новых технологий, а также управления.
К задаче снабжения предприятия относятся покупка или аренда (лизинг) средств производства, покупка сырья (для предприятий с материально-вещественной продукцией), прием на работу сотрудников.
К задаче складирования (хранения) относятся все производственные работы, которые возникают перед собственно процессом производства (изготовления) продукции в связи со складированием средств производства, сырья и материалов, а после него – со складированием и хранением готовой продукции.
Реклама

В задаче изготовления продукции речь идет о производственных работах в рамках производственного процесса. На предприятиях, изготавливающих материально-вещественную продукцию, они в значительной степени определяются технологической составляющей. В частности, необходимо определить когда, какая продукция, в каком месте, с использованием каких производственных факторов должна быть изготовлена ("производственное планирование").
Задача сбыта продукции связана с исследованием рынка сбыта, воздействия на него (например, путем рекламы), а также с продажей или сдачей в аренду продукции предприятия.
Основными элементами, определяющими процесс труда, а следовательно, и производственный процесс, являются целесообразная деятельность (или сам труд), предметы труда и средства труда.
Целесообразная деятельность (или сам труд) осуществляется человеком, который затрачивает нервно-мышечную энергию для выполнения различных механических движений, наблюдения и контроля за воздействием орудий труда на предметы труда.
Предметы труда определяются той продукцией, которая выпускается предприятием. Основной продукцией машиностроительных заводов являются различного рода изделия. Согласно ГОСТ 2.101–68 изделием называется любой предмет или набор предметов труда, подлежащих изготовлению на предприятии. В зависимости от назначения различают изделия основного производства и изделия вспомогательного производства.
К изделиям основного производства относятся изделия, предназначенные для товарной продукции. К изделиям вспомогательного производства следует относить изделия, предназначенные только для собственных нужд предприятия, изготовляющего их (например, инструмент собственного производства). Изделия, предназначенные для реализации, но одновременно используемые и для собственных нужд предприятия, следует относить к изделиям вспомогательного производства в той части, в которой они используются для собственных нужд.
Производственный процесс - это совокупность всех действий людей и средств производства, направленных на изготовление продукции. Производственный процесс состоит из следующих процессов:
| основные
|
- это технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств продукции;
|
| вспомогательные
|
- это процессы, которые обеспечивают бесперебойное протекание основных процессов (изготовление и ремонт инструментов и оснастки; ремонт оборудования; обеспечение всеми видами энергий (электрической, тепловой, пара, воды, сжатого воздуха и т.д.);
|
| обслуживающие
|
- это процессы, связанные с обслуживанием как основных, так и вспомогательных процессов но в результате которых продукция не создается (хранение, транспортировка, технический контроль и т.д.).
|
В условиях автоматизированного, автоматического и гибкого интегрированного производств вспомогательные и обслуживающие процессы в той или иной степени объединяются с основными и становятся неотъемлемой частью процессов производства продукции, что будет рассмотрено более подробно позже.
Технологические процессы, в свою очередь, делятся на фазы.
Фаза - комплекс работ, выполнение которых характеризует завершение определенной части технологического процесса и связано с переходом предмета труда из одного качественного состояния в другое.
В машиностроении и приборостроении технологические процессы в основном делятся на три фазы:
- заготовительная;
- обрабатывающая;
- сборочная.
Технологический процесс состоит из последовательно выполняемых над данным предметом труда технологических действий - операций.
Операция - часть технологического процесса, выполняемая на одном рабочем месте (станке, стенде, агрегате и т.д.), состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов.
Операции, которые не ведут к изменению геометрических форм, размеров, физико-химических свойств предметов труда, относятся к не технологическим операциям (транспортные, погрузочно-разгрузочные, контрольные, испытательные, комплектовочные и др.).
Операции различаются также в зависимости от применяемых средств труда:
- ручные - выполняемые без применения машин, механизмов и механизированного инструмента;
- машинно-ручные - выполняемые с помощью машин или ручного инструмента при непрерывном участии рабочего;
- машинные - выполняемые на станках, установках, агрегатах при ограниченном участии рабочего (например, установка, закрепление, пуск и остановка станка, раскрепление и снятие детали и т.д.);
- автоматизированные - выполняемые на автоматическом оборудовании или автоматических линиях.
Аппаратурные процессы характеризуются выполнением машинных и автоматических операций в специальных агрегатах (печах, установках, ваннах и т.д.).
Принципы - это исходные положения, на основе которых осуществляется построение, функционирование и развитие производственного процесса.
Соблюдение принципов организации производственного процесса - одно из основополагающих условий эффективной деятельности предприятия.
Основные принципы организации производственного процесса и их содержание приведены в таблице 1.
Таблица 1
Основные принципы организации производственного процесса
| №
п/п
|
Принципы
|
Основные положения
|
| 1
|
Пропорциональности
|
Пропорциональная производительность в единицу времени всех производственных подразделений предприятия (цехов, участков) и отдельных рабочих мест.
|
| 2
|
Дифференциации
|
Разделение производственного процесса изготовления одноименных изделий между отдельными подразделениями предприятия (например, по технологическому)
|
| 3
|
Комбинирования
|
Объединение всех или части разнохарактерных процессов по изготовлению определенного вида изделия в пределах одного участка, цеха, производства
|
| 4
|
Концентрации
|
Сосредоточение выполнения определенных производственных операций по изготовлению технологически однородной продукции или выполнению функционально однородных работ на отдельных участках и рабочих местах
|
| 5
|
Специализации
|
Формы разделения труда на предприятии, в цехе. Закрепление за каждым подразделением 6предприятия ограниченной номенклатуры работ, операций, деталей, изделий
|
| 6
|
Универсализации
|
Определенное рабочее место или производственное подразделение занято изготовлением изделий и деталей широкого ассортимента или выполнением различных производственных операций
|
| 7
|
Стандартизации
|
Под принципом стандартизации в организации производственного процесса понимают разработку, установление и применение однообразных условий, обеспечивающих наилучшее его протекание
|
| 8
|
Параллельности
|
Одновременное выполнение технологического процесса на всех или некоторых его операциях. Реализация данного принципа существенно сокращает производственный цикл изготовления изделия
|
| 9
|
Прямоточности
|
Требование прямолинейности движения предметов труда по ходу технологического процесса, то есть по кратчайшему пути прохождения изделием всех фаз производственного процесса без возвратов в его движении
|
| 10
|
Непрерывности
|
Сведение к минимуму всех перерывов в процессе производства конкретного изделия
|
| 11
|
Ритмичности
|
Выпуск в равные промежутки времени равного количества изделий
|
| 12
|
Автоматичности
|
Максимально возможное и экономически целесообразное освобождение рабочего от затрат ручного труда на основе применения автоматического оборудования
|
Экономическая эффективность рациональной организации производственного процесса выражается в сокращении длительности производственного цикла изделий, в снижении издержек на производство продукции, улучшении использования основных производственных фондов и увеличении оборачиваемости оборотных средств.
2. Организация процессов в пространстве и времени
Производство — это деятельность человека, посредством которой он удовлетворяет свои потребности. Ведь природа не предоставляет человеку необходимые ему блага. Их надо производить. Вот почему производство есть объективная необходимость.
Потребности человека принято делить на «материальные» и «духовные». Разумеется, это очень приблизительное деление, однако оно верно отражает «естественные» и «социальные» начала жизни человека. Не надо только думать, что удовлетворение духовных потребностей менее хлопотно, чем материальных, — они также обеспечиваются всей индустриальной мощью современного общества.
Потребности человека безграничны и постоянно растут. В экономической теории эту тенденцию представляет «закон возвышения потребностей». Рост потребностей постоянно подстегивает производство.
Итак, назначение производства — удовлетворение потребностей человека и общества. Достигается это в ходе взаимодействия человека и природы. А поскольку активной стороной («субъектом») в таком взаимодействии выступает человек, то мы можем сделать еще одно важное уточнение: производство — это процесс преобразования природы человеком, — животные приспосабливаются к природе, человек же подчиняет ее себе. Совокупность всех сил, используемых человеком в процессе производства (включая физические и духовные усилия самого человека), в экономической теории обозначается понятием «производительные силы».
Развитию производительных сил присущи две прогрессивные тенденции — они становятся все менее материало- и трудоемкими. Первая тенденция знаменует спасение природы, вторая — спасение человека. В противном случае возрастающие масштабы производства поглотили бы не только природу, но и человека. Между тем в современной экономике он выделяется из непосредственного процесса производства, становится над ним, рядом с ним, получая возможность развития того, что природой даровано только человеку, — интеллектуально-духовных способностей.
Организация производства охватывает все звенья – от групп отраслей и подотраслей народного хозяйства до рабочего места.
В рамках предприятия можно выделить три уровня организации производства:
Организация процесса на рабочем месте состоит в чётком сочетании элементов процесса труда. Для одностаночного рабочего места организация производства должна обеспечить рациональное соответствие основных параметров станка, используемого инструмента, уровня квалификации рабочего, особенностей используемых материалов и выполняемых работ.
При комплексном рабочем месте организация производства характеризуется прежде всего чётким проектированием системы обслуживания, порядка загрузки (запуска) и съёма готовой продукции, обоснованием рациональных изменений режимов эксплуатации агрегата.
Внутрицеховая организация производства обеспечивает сочетание ПП, протекающих на рабочих местах, которые входят в одну стадию технологического процесса или в один частный ПП. Организационно такая стадия производства может быть оформлена как участок или цех.
Межцеховая организация производства включает проведение мероприятий производство пространственному и временному сочетанию крупных стадий ПП. Каждая из таких стадий – достаточно законченный процесс.
Основываясь на содержании и направлениях организации производства, можно сформулировать её основные задачи:
- выбор наиболее совершенных вещественных элементов ПП;
- обеспечение их полного использования и рационального пространственного и временного сочетания;
- экономия живого труда;
- повышение качества продукции.
Высшей формой организации производства являются автоматические поточные линии, которые представляют собой совокупность машин, которые в определённой последовательности автоматически выполняют технологические операции производство изготовлению продукции.
Например, на АЗЛК существует автоматическая линия для штамповки клапана автомобиля “Москвич”. Она объединена общим транспортным устройством и состоит из индукционного нагревателя, горячештамповочного пресса, обрядного пресса, закалочной печи, закалочного бака, отпускной печи, травильной, моечной и сушильной машины.
Экономическая эффективность автоматических поточных линий состоит в резком повышении производительности труда и качества продукции, значительном снижении себестоимости и улучшении других показателей, а также в облегчении труда рабочих, функции которых сводятся к управлению машинами.
Производственный цикл - календарный период времени, в течение которого материал, обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Он выражается в календарных днях или в часах.
Длительность производственного цикла определяется по формуле:
Тц
= Тврп
+ Твпр
,
где Тврп
- время рабочего процесса;
Твпр
- время перерывов.
Во время рабочего периода выполняются технологические операции
Тврп
= Тшк
+ Тк
+ Ттр
+ Те
,
где Тшк
- штучно-калькуляционное время;
Тк
- время контрольных операций;
Ттр
- время транспортирования предметов труда;
Те
- время естественных процессов (старения, релаксации, естественной сушки, отстоя взвесей в жидкостях и т.п.).
Сумму времен штучного, контрольных операций, транспортирования называют операционным временем (Топр
):
Топр
= Тшк
+ Тк
+ Ттр
.
В операционный цикл Тк и Ттр включены условно, так как в организационном отношении они не отличаются от технологических операций, штучно-калькуляционное время рассчитывается по формуле
Тшк
= Топ
+ Тпз
+ Тен
+Тото
,
где Топ
- оперативное время;
Тпз
- подготовительно-заключительное время при обработке новой партии деталей;
Тен
- время на отдых и естественные надобности рабочих;
Тото
- время организационного и технического обслуживания (получение и сдача инструмента, уборка рабочего места, смазка оборудования и т.п.).
Оперативное время (Топ
) в свою очередь состоит из основного (Тос
) и вспомогательного времени (Тв
):
Топ
= Тос
+ Тв
,
Основное время - это непосредственное время обработки или выполнения работы.
Вспомогательное время:
Тв
= Ту
+ Тз
+ Ток
,
где Ту
- время установки и снятия детали (сборочной единицы) с оборудования;
Тз
- время закрепления и открепления детали в приспособлении;
Ток
- время операционного контроля рабочего (с остановкой оборудования) в ходе операции.
Время перерывов (Твпр
) обусловлено режимом труда (Трт
), межоперационным пролеживанием детали (Тмо
), временем перерывов на межремонтное обслуживание и осмотры оборудования (Тр
) и временем перерывов, связанных с недостатками организации производства (Торг
):
Твпр
= Тмо
+ Трт
+ Тр
+ Торг
.
Время межоперационного пролеживания (Тмо
) определяется временем перерывов партионности (Тпар
), перерывов ожидания (Тож
) и перерывов комплектования (Ткп
):
Тмо
= Тпар
+ Тож
+ Ткп
.
Перерывы партионности (Тпар
) возникают при изготовлении изделий партиями и обусловлены пролеживанием обработанных деталей до готовности всех деталей в партии на технологической операции.
Перерывы ожидания (Тож
) вызываются несогласованной длительностью смежных операций технологического процесса.
Перерывы комплектования (Ткп
) возникают при переходе от одной фазы производственного процесса к другой.
Таким образом, в общем виде производственный цикл выражается формулой
Тц
= Топр
+ Те
+ Тмо
+ Трт
+ Тр
+ Торг
.
При расчете производственного цикла необходимо учитывать перекрытие некоторых элементов времени либо технологическим временем, либо временем межоперационного пролеживания. Время транспортировки предметов труда (Ттр
) и время выборочного контроля качества (Тк
) являются перекрываемыми элементами.
Исходя из сказанного, производственный цикл можно выразить формулой
Тц
= (Тшк
+ Тмо
) kпер
kор
+ Те
,
где kпер
- коэффициент перевода рабочих дней в календарные (отношение числа календарных дней Dк
к числу рабочих дней в году Dр
, kпер
=Dк
/Dр
);
kор
- коэффициент, учитывающий перерывы на межремонтное обслуживание оборудования и организационные неполадки (обычно 1,15 - 1,2).
В серийном производстве изделия изготовляются партиями.
Производственная партия - это группа изделий одного наименования и типоразмера, запускаемых в производство в течение определенного интервала времени при одном и том же подготовительно-заключительном времени на операцию.
Операционная партия - производственная партия или ее часть, поступающая на рабочее место для выполнения технологической операции.
Различают простой и сложный производственные циклы. Простой производственный цикл - это цикл изготовления детали. Сложный производственный цикл – это цикл изготовления изделия. Длительность производственного цикла в большой степени зависит от способа передачи детали (изделия) с операции на операцию. Существуют три вида движения детали (изделия) в процессе ее изготовления:
- последовательный;
- параллельный;
- параллельно-последовательный .
Наиболее экономически эффективной формой организации производственного процесса является поточное производство, признаки которого:
- закрепление одного или ограниченного числа наименований изделий за определенной группой рабочих мест;
- ритмическая повторяемость согласованных во времени технологических и вспомогательных операций;
- специализация рабочих мест;
- расположение оборудования и рабочих мест по ходу технологического процесса;
-применение специальных транспортных средств для межоперационной передачи изделий.
При поточном производстве реализуются принципы:
- специализации;
- параллельности;
- пропорциональности;
- прямоточности;
- непрерывности;
- ритмичности.
Поточное производство обеспечивает самую высокую производительность труда, низкую себестоимость продукции, наиболее короткий производственный цикл. Основой (первичным звеном) поточного производства является поточная линия.
При проектировании и организации поточных линий выполняются расчеты показателей, определяющих регламент работы линии и методы выполнения технологических операций.
Такт поточной линии - промежуток времени между выпуском изделий (деталей, сборочных единиц) с последней операции или их запуском на первую операцию поточной линии.
Исходные данные расчета такта:
-производственное задание на год (месяц, смену);
- плановый фонд рабочего времени за этот же период;
- планируемые технологические пооперационные потери.
Такт поточной линии рассчитывается по формуле
r = Fд
/ Qвып,
где r - такт поточной линии (в мин);
Fд
- действительный годовой фонд времени работы линии в планируемом периоде (мин);
Qвып
- плановое задание на тот же период времени (шт.).
Fд
= Dраб
dсм
Tсм
kпер
kрем
,
где Dраб
- число рабочих дней в году;
dсм
- количество рабочих смен в сутки;
Tсм
- продолжительность смены;
kпер
- коэффициент, учитывающий планируемые перерывы;
kпер
= (Тсм
- Тпер
) / Тсм
,
где Тпер
- время планируемых внутрисменных перерывов;
kрем
- коэффициент, учитывающий время плановых ремонтов.
При неизбежных технологических потерях (планируемом выходе годных деталей или изделий) такт r рассчитывается по формуле
r = Fд
/ Qзап
,
где Qзап
- количество изделий, запускаемых на поточную линию в планируемом периоде (шт.):
Qзап
=Qвып kзап
,
где kзап
- коэффициент запуска изделий на поточную линию, равный величине, обратной коэффициенту выхода годных изделий ( ); );
kзап
= 1/.
Выход годных изделий в целом по поточной линии определяется как произведение коэффициентов выхода годных изделий по всем операциям линии:

Ритм - это количество изделий, выпускаемых поточной линией в единицу времени, или величина, обратная такту.
Принятое количество оборудования или рабочих мест на каждой операции Wпi
определяется путем округления расчетного их количества  до ближайшего большего целого числа.
до ближайшего большего целого числа.
Задел - это производственный запас материалов, заготовок или составных частей изделия для обеспечения бесперебойного протекания производственных процессов на поточных линиях.
Различают следующие виды заделов:
- технологический;
- транспортный;
-резервный (страховой);
- оборотный межоперационный.
Синхронизация – это процесс выравнивания длительности операции технологического процесса согласно такту поточной линии. Время выполнения операции должно быть равно такту линии или кратно ему. Методы синхронизации:
-дифференциация операций;
-концентрация операций;
-установка дополнительного оборудования;
-интенсификация работы оборудования (увеличение режимов обработки);
-применение прогрессивного инструмента и оснастки;
- улучшение организации обслуживания рабочих мест и т.д.
Высшей формой поточного производства является автоматизированное производство, где сочетаются основные признаки поточного производства с его автоматизацией. В автоматизированном производстве работа оборудования, агрегатов, аппаратов, установок происходит автоматически по заданной программе, а рабочий осуществляет контроль за их работой, устраняет отклонения от заданного процесса, производит наладку автоматизированного оборудования. Различают частичную и комплексную автоматизацию.
При частичной автоматизации рабочий полностью освобождается от работ, связанных с выполнением технологических процессов. В транспортных, контрольных операциях при обслуживании оборудования, в процессе установки полностью или частично сокращается ручной труд.
В условиях комплексно-автоматизированного производства технологический процесс изготовления продукции, управление этим процессом, транспортировка изделий, контрольные операции, удаление отходов производства выполняются без участия человека, но обслуживание оборудования ручное.
Основным элементом автоматизированного производства являются автоматические поточные линии (АПЛ).
Автоматическая поточная линия - комплекс автоматического оборудования, расположенного в технологической последовательности выполнения операций, связанный автоматической транспортной системой и системой автоматического управления и обеспечивающий автоматическое превращение исходных материалов (заготовок) в готовое изделие (для данной автолинии). При работе на АПЛ рабочий выполняет функции наладки и контроля работы оборудования, а также функцию и загрузки линии заготовками. Основные признаки АПЛ:
-автоматическое выполнение технологических операций (без участия человека);
-автоматическое перемещение изделия между отдельными агрегатами линии.
Автоматические комплексы с замкнутым циклом производства изделия - ряд связанных между собой автоматическими транспортными и погрузо-разгрузочными устройствами автоматических линий.
Автоматизированные участки (цехи) включают в себя автоматические поточные линии, автономные автоматические комплексы, автоматические транспортные системы, автоматические складские системы; автоматические системы контроля качества, автоматические системы управления и т.д.
В условиях постоянно изменяющегося нестабильного рынка (тем более многономенклатурного производства) важной задачей является повышение гибкости (многофункциональности) автоматизированного производства, с тем чтобы максимально удовлетворять требования, нужды и запросы потребителей, быстрее и с минимальными затратами осваивать выпуск новой продукции.
Автоматические поточные линии особенно эффективны в массовом производстве.
Быстрая сменяемость продукции и требования к ее дешевизне при высоком качестве приводит к противоречию:
- с одной стороны, низкие производственные издержки (при прочих равных условиях) обеспечиваются применением автоматических линий, специального оборудования;
-с другой стороны, проектирование и изготовление такого оборудования нередко превышают 1,5 - 2 года (даже в настоящих условиях), то есть к моменту начала выпуска изделия оно уже морально устаревает.
Применение же универсального оборудования (неавтоматического) увеличивает трудоемкость изготовления, то есть цену, что неприемлемо для рынка. Эта задача решается при создании гибкой производственной системы, в которой происходит интеграция:
-всего разнообразия изготовляемых деталей в группы обработки;
-оборудования;
-материальных потоков (заготовок, деталей, изделий, приспособлений, оснастки, основных и вспомогательных материалов);
-процессов создания и производства изделий от идеи до готовой продукции (происходит слияние воедино основных, вспомогательных и обслуживающих процессов производства);
-обслуживания за счет слияния всех обслуживающих процессов в единую систему;
-управления на основе системы УВМ, банков данных, пакетов прикладных программ, САПР, АСУ;
-потоков информации для принятия решения по всем подразделениям системы о наличии и применении материалов, заготовок, изделий, а также средств отображения информации;
-персонала за счет слияния профессий (конструктор-технолог - программист - организатор).
3
Типы, формы и методы организации производства
Сочетание элементов процесса труда (труд определенной квалификации, орудия и предметы труда) и частичных производственный процессов (изготовление отдельных узлов готового продукта или выполнение определенной стадии процесса изготовления продукции) осуществляется по качественным и количественным признакам и ведется в нескольких направлениях. Различают поэлементный (функциональный), пространственный и временной разрезы организации производства.
Поэлементный разрез организации производства связан с упорядочением техники, технологии, предметов труда, орудии и самого труда в единый процесс производства. Организация производства предполагает внедрение наиболее производительных машин и оборудования, обеспечивающих высокий уровень механизации и автоматизации производственного процесса; использование высококачественных и эффективных материалов; совершенствование конструкций и моделей выпускаемых изделий; интенсификацию и внедрение более прогрессивных технологических режимов.
Основная задача поэлементной организации производства состоит в правильном и рациональном подборе состава оборудования, инструментов, материалов, заготовок и квалификационного состава кадров, с тем чтобы обеспечить полное их использование в процессе производства. Проблема взаимного соответствия элементов процесса производства особенно актуальна в сложных высокомеханизированных и автоматизированных процессах при динамичной номенклатуре производства. Сочетание частичных производственных процессов обеспечивает пространственная и временная организация производства. Производственный процесс включает множество частичных процессов, направленных на изготовление готового продукта.
В зависимости от характера и масштаба выпускаемой продукции производственные процессы могут быть простыми и сложными. Продукция, изготовленная на машиностроительных предприятиях, как правило, состоит из большого количества деталей и сборочных единиц. Детали имеют разнообразные габаритные размеры, сложные геометрические формы, обрабатываются с большой точностью, для их изготовления требуются различные материалы. Всё это усложняет производственный процесс, который делится на части, и отдельные части этого сложного процесса выполняются различными цехами и производственными участками завода.
Производственный процесс включает, как технологические, так и нетехнологические процессы.
Технологические – процессы, в результате которых изменяются формы, размеры, свойства предметов труда.
Нетехнологические – процессы, не приводящие к изменению этих факторов.
По масштабам производства однородной продукции различают процессы:
массовые – при большом масштабе выпуска однородной продукции;
серийные – при широкой номенклатуре постоянно повторяющихся видов продукции;
индивидуальные – при постоянно меняющейся номенклатуре изделий, когда большая доля процессов носит уникальный характер.
Все производственные структуры машиностроительных предприятий можно свести к следующим типам (в зависимости от их специализации):
Заводы с полным технологическим циклом. Они имеют все заготовительные, обрабатывающие и сборочные цехи с комплексом вспомогательных и обслуживающих подразделений (ЗИЛ, КАМАЗ).
Заводы с неполным технологическим циклом. К ним относятся заводы, получающие заготовки в порядке кооперирования от других заводов или посредников.
Заводы (сборочные), выпускающие машины только из деталей, изготовляемых другими предприятиями, например автосборочные заводы.
Заводы, специализирующиеся на производстве заготовок определённого вида. Они имеют технологическую специализацию (завод “Станколит”).
Заводы подетальной специализации.
В зависимости от того, какой продукт является результатом производства, производственные процессы подразделяются на основные, вспомогательные и обслуживающие.
Центральное место в этой совокупности занимает основной производственный процесс, в результате которого исходное сырьё и материалы превращаются в готовую продукцию. Например, на автомобильных заводах основным процессом будет изготовление заготовок для деталей, сборка сборочных единиц и полная сборка автомобилей.
Основной производственный процесс делится на три стадии: заготовительную, обрабатывающую и сборочную.
Вспомогательный ПП – процесс изготовления продукции, которая будет использоваться внутри предприятия. Например, вспомогательный процесс на автомобильном предприятии включает изготовление инструментов, которые используются при обработке деталей автомобилей, изготовление запасных деталей для ремонта оборудования.
Обслуживающий ПП – это процесс труда, в результате которого никакой продукции не создаётся. К нему относятся транспортные, складские операции, технический контроль и др.
Своевременное и качественное выполнение основного ПП в значительной степени зависит от того, как налажено выполнение вспомогательных и обслуживающих процессов, которые подчинены задаче лучшего обеспечения основного ПП.
Тип производства - совокупность его организационных, технических и экономических особенностей. Тип производства определяется следующими факторами:
-номенклатурой выпускаемых изделий;
-объемом выпуска;
-степенью постоянства номенклатуры выпускаемых изделий;
- характером загрузки рабочих мест.
В зависимости от уровня концентрации и специализации различают три типа производств:
-единичное;
- серийное;
- массовое.
По типам производства классифицируются предприятия, участки и отдельные рабочие места. Тип производства предприятия определяется типом производства ведущего цеха, а тип производства цеха - характеристикой участка, где выполняются наиболее ответственные операции и сосредоточена основная часть производственных фондов.
Отнесение завода к тому или иному типу производства носит условный характер, поскольку на предприятии и даже в отдельных цехах может иметь место сочетание различных типов производства.
Единичное производство характеризуется широкой номенклатурой изготовляемых изделий, малым объемом их выпуска, выполнением на каждом рабочем месте весьма разнообразных операций.
В серийном производстве изготовляется относительно ограниченная номенклатура изделий (партиями). За одним рабочим местом, как правило, закреплено несколько операций.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени на узкоспециализированных рабочих местах.
Тип производства оказывает решающее влияние на особенности организации производства, его экономические показатели, структуру себестоимости (в единичном производстве высока доля живого труда, а в массовом - затраты на ремонтно-эксплуатационные нужды и содержание оборудования), разный уровень оснащенности.
Сравнение по факторам типов производств, приведено в таблице 2.
Таблица 2
| №п/п
|
Факторы
|
Тип производства
|
| единичное
|
серийное
|
массовое
|
| 1
|
Номенклатура изготавливаемых изделий
|
Большая
|
Ограниченная
|
Малая
|
| 2
|
Постоянство номенклатуры
|
Отсутствует
|
Имеется
|
Имеется
|
| 3
|
Объем выпуска
|
Малый
|
Средний
|
Большой
|
| 4
|
Закрепление операций за рабочими местами
|
Отсутствует
|
Частичное
|
Полное
|
| 5
|
Применяемое оборудование
|
Универсальное
|
Универсальное + специальное (частично)
|
В основном специальное
|
| 6
|
Применяемые инструменты и оснастка
|
Универсальные
|
Универсальные + специальные
|
В основном специальные
|
| 7
|
Квалификация рабочих
|
Высокая
|
Средняя
|
В основном низкая
|
| 8
|
Себестоимость продукции
|
Высокая
|
Средняя
|
Низкая
|
| 9
|
Производственная специализация цехов и участков
|
Технологическая
|
Смешанная
|
Предметная
|
4
Пути совершенствования производственного процесса
Те характеристики производства, которые мы рассмотрели, носят своего рода «вечный» характер. Сейчас же нам предстоит познакомиться с переменчивыми тенденциями процесса производства.
Различают два типа развития производства — «экстенсивный» и «интенсивный»: первый происходит за счет количественного прироста уже используемых средств производства; второй — за счет качественного обновления средств производства (в результате внедрения новой, более эффективной технологии). В реальности эти типы сочетаются, и поэтому правильнее говорить о «преимущественно экстенсивном» (или «преимущественно интенсивном») развитии производства.
В ходе производства предприятия испытывают воздействие двух противоположных тенденций: укрупнения («концентрации») и разукрупнения («деконцентрации»).
Концентрация производства — это сосредоточение средств производства и рабочей силы на крупных предприятиях. Она удешевляет производство и придает выпуску продукции массовый масштаб.
В то же время мелкие предприятия обладают рядом объективных преимуществ. Они оперативнее реагируют на изменения в технологии производства, мобильнее откликаются на рыночный спрос, могут экономить на управленческих расходах, и т. д.
Свою жизнеспособность мелкие предприятия доказывают во всех странах. Конечно, если судить по числу мелких предприятий, то картина будет в пользу мелких фирм, но если по удельному весу продукции — то в пользу крупных. В разные периоды и для разных отраслей мера оптимальной концентрации неодинакова и подвижна. В экономической науке возникли даже две концепции — «теория большого бизнеса» и «теория мелкого бизнеса», дискуссия между которыми идет с переменным успехом.
Анализ концентрации и деконцентрации производства важен потому, что они составляют соответственно материальную основу двух вечно противоборствующих тенденций рыночной экономики — монополизма и конкуренции.
Концентрация производства порождает новую тенденцию — стремление предприятия к самообеспечению (посредством сосредоточения в его рамках всего цикла операций по изготовлению данного товара). Эта тенденция в экономической теории известна под названием «вертикальной интеграции».
Сегодня в развитых рыночных странах преобладает противоположная тенденция — вертикальная дезинтеграция, когда подразделения крупного предприятия становятся самостоятельными предприятиями. Внутрифирменные поставки в этом случае сменяются рыночными сделками. Доказано, что отношения купли-продажи между независимыми фирмами более эффективны, чем внутрифирменные поставки.
Отказ от вертикальной интеграции оборачивается возрастанием роли рыночных факторов. Почему? Да потому, что при том же объеме производства возрастает абсолютное число «продавцов» и «покупателей», следовательно, растет и объем «экономики».
Вертикальная дезинтеграция существенно меняет состав потребителей, а с ним — и характер движения продукции: теперь к «конечным» покупателям присоединяется армия «промежуточных», внося рыночную эффективность в те сферы, где ее не могло быть при вертикальной интеграции.
В свою очередь вертикальная дезинтеграция породила новое явление, получившее название «диверсификация» (разнообразие). Так стало обозначаться расширение номенклатуры производимой предприятием продукции. В условиях насыщения рынка предложением и обострения конкуренции диверсификация придает фирме дополнительную коммерческую устойчивость. Диверсификацию можно рассматривать как своеобразную компенсацию за вертикальную дезинтеграцию.
Производству присущи кризисы. Их причины, природа и последствия — очень сложный и обширный вопрос. Нам сейчас важно уяснить, что такое кризис, и каков его механизм.
«Кризис производства» — это временное падение объема производства в результате перепроизводства продукции, не соответствующей натуральным потребностям или платежеспособным возможностям общества.
Кризис — это «вечная боль» и экономики, и экономической теории. Поиск средств, предотвращающих кризис и минимизирующих его негативные последствия, — одна из центральных проблем экономической теории.
Производство всегда имеет вид «воспроизводства», под которым понимают непрерывно возобновляемый процесс производства. Благодаря этому в той или иной мере воспроизводятся все отмеченные характеристики (тенденции) производства.
Воспроизводство придает производству циклический характер, заставляя его двигаться в кругообороте «воспроизводственных» фаз (производство-----> распределение-----> обмен-----> потребление).
Производство — это процесс непосредственного создания материальных и духовных ценностей. Его цель — удовлетворение потребностей индивида и общества. Поэтому, если «само производство» — исходная, то потребление — конечная фаза воспроизводства. Однако лишь Робинзон Крузо счастливо сочетал в одном лице и «производителя», и «потребителя». Обычно же производитель и потребитель разъединены и пространственно, и во времени. В условиях такой разъединенности необходимо возникают еще две особые, промежуточные, связывающие производство и потребление фазы: а) фаза, распределения результатов производства и б) фаза обмена этими результатами. И хотя в обыденном сознании понятия «производство» и «экономика» часто отождествляются, необходимо осознать, что экономика — понятие более широкое (например, у того же Крузо было «производство», но не было «экономики» как сферы взаимодействия обособленных производителей).
Производство всегда реализует решения его участников о том, «что» и «как» производить. Однако эти решения ограничены производственными возможностями, которыми располагает производитель (индивид, группа, общество). В свою очередь, подобные ограничения носят двойственный характер — «технологический» (величина и состав факторов производства) и «экономический» (степень доходности от реализации результата производства). Знание таких ограничений позволяет моделировать, прогнозировать и регулировать действия участников производства.
4.1. Экономическая организация производства и ограниченность ресурсов
Экономическая организация производства возникает только тогда, когда участники производства исходят из «принципа экономической целесообразности». В чем же смысл этого принципа?
Любое производство — это целенаправленная затрата ресурсов для получения определенных результатов. В «неэкономическом» производстве между затратами и результатом существует лишь прямая технологическая зависимость, — в том смысле, что из «ресурсов» получают «результаты». В экономическом же производстве между затратами и результатом возникает особая, регулирующая производство, обратная зависимость, требующая обязательного соизмерения производственных результатов с понесенными затратами.
Для неэкономического производства обычна ситуация, когда достижение результатов становится самоцелью, не зависящей от величины понесенных затрат. В экономическом же производстве отношение результата к величине затрат выступает объективным и главным критерием целесообразности производственной деятельности. Экономически эффективным считается производство, в котором максимум результата обеспечивается минимумом затрат.
Сущность экономической организации производства состоит в том, что во всех отраслях и на всех уровнях оценка его эффективности рассчитывается отнесением величины результата к величине затрат.
Понятно, что экономическое и неэкономическое производство качественно отличны: производство, регулируемое принципом экономической целесообразности, функционирует иначе и имеет иные законы, чем производство, не озабоченное минимизацией затрат при попытке одновременной максимизации результатов.
Здесь следует предостеречь от упрощенного понимания «результата» как только определенного количества изготовленного продукта. Дело в том, что сами по себе количественные параметры результата производства, даже соотнесенные с затратами, еще не дают нам его экономической характеристики. Таковая возможна только при соотнесении величины результата с величиной реальной потребности в нем. Поэтому под экономическим результатом производства имеют в виду эффективно (с минимальными затратами) произведенный продукт, соответствующий реальной потребности потребителя в нем. Следовательно, всеобщая формула идеально эффективной экономики должна отразить соотношение трех величин — «затраты», «результаты» и «потребности».
Анализ экономической организации производства мы начнем с тезиса, не нуждающегося в доказательстве, — люди живут в мире ограниченных возможностей.
Действительно, следует ли объяснять, что каждый из нас ограничен в своих физических, интеллектуальных и временных возможностях? Ограничено и все общество, ибо его природные, материальные, трудовые и финансовые ресурсы имеют количественные и качественные пределы. Конечно, за многие века люди научились обходить многие ограничения, и тем не менее они жили, живут и всегда будут жить в условиях объективно ограниченных возможностей.
Ограниченность производственных ресурсов и станет той «отправной точкой», с анализа которой мы начнем проникновение в мир экономики и экономической теории. Мы должны суметь разглядеть в ограниченности производственных возможностей фундаментальное экономическое содержание.
Хотя ресурсы ограничены объективно, это не препятствует экономической теории различать их «абсолютную» и «относительную» ограниченность. Под абсолютной ограниченностью имеют в виду недостаточность производственных ресурсов для одновременного удовлетворения всех потребностей всех членов общества. Но для удовлетворения каких-то, избранных, определенных потребностей ресурсов достаточно. Это и есть «относительная» ограниченность ресурсов.
Итак, при попытке одновременного удовлетворения всех потребностей мы наталкиваемся на абсолютную ограниченность ресурсов, — но если мы сузим круг потребностей, то ограниченность ресурсов становится относительной, ибо для ограниченного круга потребностей ресурсов относительно достаточно. Таким образом, ограниченные ресурсы, направляемые на удовлетворение неограниченных потребностей, означают их абсолютную, непреодолимую ограниченность, и напротив, те же ограниченные ресурсы, направляемые на удовлетворение ограниченных потребностей, обнаруживают относительную ограниченность.
Абсолютная ограниченность ресурсов превращается в относительную благодаря выбору потребностей, подлежащих удовлетворению.
Но выбор — всего лишь волевой акт. Необходима еще материальная сила, которая смогла бы реализовать, осуществить этот выбор. Такой материальной силой является особая сфера деятельности людей — «производство». Но так же, как выбор без производства — фикция, так и производство без права каждого его участника на выбор, — еще не экономика. Экономика — это производство, реализующее свободный выбор каждого его участника.
Итак, выбор очередности удовлетворения потребностей — вот что превращает абсолютную ограниченность ресурсов в относительную, а производство — в экономику.
Если бы ограниченность ресурсов была абсолютной, то выбор был бы невозможен. Если бы ограниченность ресурсов отсутствовала, то выбор был бы ненужным. Выбор становится необходимым в условиях относительной ограниченности ресурсов. Вот почему экономическая наука изучает использование относительно ограниченных ресурсов. Именно они и называются «экономическими ресурсами».
Проблема выбора бесконечна. В самом деле, что значит «выбор»? Это значит, что мы не ограничены каким-то одним решением, а имеем их некоторое множество, и нам следует сделать выбор.
Между чем идет выбор? Между экономическими (наилучшее соотношение результата и затрат) вариантами использования ресурсов. Ведь каждый ресурс может быть применен для удовлетворения различных потребностей. Разной может быть и технология его использования. Найти наилучший («оптимальный») вариант применения ресурсов из всех возможных — в этом смысл выбора как экономической проблемы. Экономическая наука и есть теория выбора оптимального экономического решения.
Возникает вопрос — что же считать оптимальным выбором? В самом общем виде мы уже знаем ответ: оптимальным будет тот вариант, который обеспечивает максимум результата при минимуме затрат (что бы ни выступало «результатом» и «затратой»).
Поскольку в экономике действуют только три субъекта: потребители (в рыночной экономике — «покупатели»), производители («продавцы») и общество («правительство»), то принято считать, что для покупателей оптимальный экономический результат — это рост количества и качества удовлетворенных потребностей, для продавцов — прирост прибыли, для правительства — степень удовлетворения общественных потребностей (охрана окружающей среды, поддержка нетрудоспособных, пособия безработным и малоимущим, экономический рост и т. д.).
Выбирая то или иное решение, каждый из названных экономических субъектов предварительно должен решить множество вопросов. Покупатель должен как-то ранжировать свои потребности, выделить первоочередные, соизмерить свои предполагаемые расходы с ожидаемыми доходами. Продавец решает не менее сложные вопросы: что именно произвести, в каком количестве и с каким качеством, какую применить технологию, рассчитать величину ожидаемой прибыли и ее соотношение с затратами. Есть о чем задуматься и правительству.
Зная, в чем сущность экономической организации производства, мы можем утверждать, что экономический выбор происходит только тогда, когда учитывается соотношение затрат и результатов. Именно, исходя из этого соотношения, экономический субъект осуществляет главный выбор — между текущим и будущим потреблением (расходами и сбережением).
Экономический аспект проблемы выбора, заключается в выяснении: какой вариант использования ограниченных ресурсов обеспечит максимум доходности?
Экономической науке удалось разработать модель, представляющую выбор именно как экономическую проблему. Эта модель получила известность как «график производственных возможностей». Модель носит фундаментальный характер и лежит в основе всех других экономических моделей и выводов. Поэтому анализ экономики начинается со знакомства с этой моделью.
Построим график, ось ординат которого будет показывать различные возможные величины производства какого-либо товара А при данном, ограниченном объеме производственных ресурсов (таковы точки «а1
», «а2
» и т. д.); ось же абсцисс — возможные величины производства товара В из того же объема производственных ресурсов («в1
» и т. д.) (см. график 1.1).
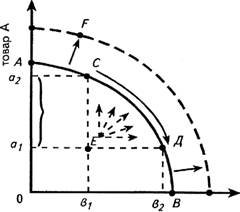
товар В
График 1.1. Кривая производственных возможностей.
Предположим, что мы располагаем такими ресурсами, которые позволяют произвести как товар А, так и товар В. Поскольку величина ресурсов ограничена, то ограниченными будут и максимальные результаты их использования (для товара А — точка «А», для товара В — точка «В»), Если мы теперь соединим точки максимумов («А» и «В»), то получим «кривую производственных возможностей». Самое название показывает, что она обозначает границы (объемы) максимально возможного одновременного производства товаров А и В при полном использовании ограниченных производственных ресурсов.
Действительно, каждая точка на этой кривой (см., например, точки «С» и «Д») показывает, какой максимум товара А и какой максимум товара В может быть одновременно произведен при выборе той или иной точки. Поскольку модель представляет полное использование ресурсов, прирост А может идти только за счет уменьшения В (и наоборот). Следовательно, выбор оптимального решения ограничен числом вариантов, представленных совокупностью точек данной кривой (при прочих равных условиях).
Благодаря графику производственных возможностей удалось выделить совокупность всех «точек» (решений), в пределах которых следует искать оптимальный вариант. Какая именно точка на кривой производственных возможностей будет признана оптимальной, зависит от множества конкретных обстоятельств, однако в данном случае важно то, что определена область поиска оптимума.
Заключение
В зависимости от характера и масштаба выпускаемой продукции производственные процессы могут быть простыми и сложными.
Производственный процесс, включает, как технологические, так и нетехнологические процессы.
По масштабам производства однородной продукции различают процессы:
- массовые
- серийные
- индивидуальные
В зависимости от того, какой продукт является результатом производства, производственные процессы подразделяются на основные, вспомогательные и обслуживающие.
Центральное место в этой совокупности занимает основной производственный процесс, в результате которого исходное сырьё и материалы превращаются в готовую продукцию.
Основной производственный процесс делится на три стадии: заготовительную, обрабатывающую и сборочную.
Обслуживающий ПП. К нему относятся транспортные, складские операции, технический контроль и др.
Организация производства охватывает все звенья – от групп отраслей и подотраслей народного хозяйства до рабочего места.
В рамках крупного машиностроительного предприятия можно выделить три уровня организации производства:
Организация процесса на рабочем месте
Внутрицеховая организация производства
Межцеховая организация производства
Основываясь на содержании и направлениях организации производства, можно сформулировать её основные задачи:
- выбор наиболее совершенных вещественных элементов ПП;
-обеспечение их полного использования и рационального пространственного и временного сочетания;
- экономия живого труда;
- повышение качества продукции.
Высшей формой организации производства являются автоматические поточные линии.
Экономическая эффективность автоматических поточных линий состоит в резком повышении производительности труда и качества продукции, значительном снижении себестоимости и улучшении других показателей, а также в облегчении труда рабочих, функции которых сводятся к управлению машинами.
Управление технологическим процессом зависит от конкретной структуры определённого предприятия.
При централизованном способе все функции управления сконцентрированы в функциональных отделах управления предприятия.
При децентрализованном способе все функции обслуживания передаются цехам. Каждый цех превращается в замкнутое производственное подразделение.
Наиболее эффективен смешанный способ, который получил наибольшее применнение на большинстве предприятий. При этом вопросы, которые могут более оперативно и лучше решить цех или хозяйственное бюро, передаются в их ведение, а методическое руководство функциональными подразделениями и контроль за качеством продукции выполняют функциональные отделы аппарата управления предприятием.
Производство — это процесс непосредственного создания материальных и духовных ценностей. Его цель — удовлетворение потребностей индивида и общества. Поэтому, если «само производство» — исходная, то потребление — конечная фаза воспроизводства.
Экономика без производства невозможна, однако производство вовсе не исчерпывает социального пространства «экономики», ибо последняя включает в качестве обязательных элементов также фазы распределения и обмена.
Любое производство — это целенаправленная затрата ресурсов для получения определенных результатов.
Сущность экономической организации производства состоит в том, что во всех отраслях и на всех уровнях оценка его эффективности рассчитывается отнесением величины результата к величине затрат.
Список использованных источников
1. Атлас З.В., Ионов В.Я. Эффективность производства и рентабельность предприятий. - М.: Финансы, 2004. - 296 с.
2. Балабанов И.Т. Анализ и планирование финансов хозяйствующего субъекта: Учеб. пособие. - М.: Финансы и статистика, 2005. -80 с.
3. Карастелева Е.М. Экономика, организация и планирование производства.- М.: Экономика, 2005. – 343с.
4. Курс экономического анализа. / Под редакцией Баканова М.И., Шеремета А.Д. - М.: Финансы и статистика, 2004.- 412 с.
5. Мокий М.С., Скамай Л.Г., Трубочкина М.И. Экономика предприятия: Учеб. пособие / Под ред. проф. М.Г. Лапусты. – М.: ИНФРА-М, 2005. – 264с.
6. Производственный менеджмент. Учебник для вузов / Под ред. проф. Ильенковой С. Д.. - М.: ЮНИТИ-ДАНА, 2004. – 461с.
7. Ребрин Ю.И. Основы экономики и управления производством. – М.: Владос, 2006.- 329с.
8. Сергеев И.В. Экономика предприятия: Учебное пособие. – М.: Финансы и статистика, 2006. - 304 с.
9. Шеремет А.Д. Анализ экономики промышленных предприятий. - М.: Высшая школа, 2004 – 515с.
10. Экономика предприятия: Учеб. пособие / Под ред. В.И.Попкова, Ю.В. Новикова. – СПб.: СПбГИЭУ, 2005. – 143 с.
|
