| Введение
Под контактной сваркой понимают процесс образования неразъёмных соединений конструкционных металлов в результате их кратковременного нагрева электрическим током и пластического деформирования усилия сжатия.
Соединение свариваемых деталей при контактной сварке происходит путём образования связей между атомными агрегатами в зоне контакта этих деталей. При этом для образования физического контакта и активации соединяемых поверхностей затрачивается тепловая и механическая энергия, подводимая извне.
Точечная сварка – способ контактной сварки, при котором детали свариваются по отдельным ограниченным поверхностям касания (по ряду точек).
Область применения контактной сварки чрезвычайно широка – от крупногабаритных строительных конструкций до миниатюрных полупроводниковых устройств и плёночных микросхем. По имеющимся данным в настоящее время около 30% всех сварных соединений выполняются различными способами контактной сварки.
Контактной сваркой можно успешно соединять практически все известные конструкционные материалы.
Точечная сварка – наиболее распространенный способ, на долю которого приходится около 80% всех соединений, выполняемых контактной сваркой. Этот способ сварки широко используется в автомобиле – и вагоностроении, строительстве, радиоэлектронике и т.д. Например, в конструкциях современных лайнеров насчитывается несколько миллионов сварных точек, легковых автомобилей – 5000 точек. Диапазон свариваемых толщин – от нескольких микрометров до 10-30мм. Точечной сваркой соединяются элементы жесткостей и крепёжные детали с листами, тонкостенными оболочками и панелями.
Контактная сварка, применяется, как правило, в крупносерийном и массовом производстве. Это обусловлено высокой производительностью машин контактной сварки, легкостью механизации и автоматизации процесса сварки, а также стоимостью оборудования.
1. Назначение, описание конструкции изделия и условия его работы
Изделие представляет собой лист металла свёрнутый в трубу, свариваемый с нахлестом 18мм.
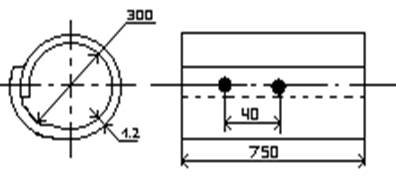
Данная конструкция при ее использовании не воспринимает никаких больших нагрузок. Герметичность конструкции не требуется, поэтому сварку можно производить на точечных машинах. Данное изделие применяется как кожух, внутри которого проходит вал, передающий вращающий момент от двигателя к ленточному конвейеру.
Реклама

2. Характеристика материала изделия и оценка его свариваемости
Материал изделия - сталь 45 относится к классу среднеуглеродистых сталей обыкновенного качества. Сталь 45 содержит: углерода 0,42-0,50%; марганца 0,35-0,65%; кремния 0,17-0,37%; фосфора 0,040%; серы 0,040%; хрома 0,25%; никеля 0,25%; меди 0,25%.
Под технологической свариваемостью понимают способность металлов образовывать прочные соединения без существенного ухудшения их технических свойств в самом соединении и в прилегающей к нему околошовной зоне.
Свариваемость является переменным свойством материала. С усовершенствованием технологий и оборудования можно улучшить свариваемость материалов.
3. Расчет режимов сварки
Величина сварочного тока, необходимая для образования сварной точки, может быть определена по закону Джоуля-Ленца.
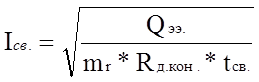 
Iсв
,А. – действующее значение тока;
Qээ
, Дж. – теплота, выделяемая при протекании тока через участок электрод- электрод;
mr
– коэффициент, учитывающий изменения сопротивления во время сварки.
mr
=1,1 – среднеуглеродистых сталей.
Rд.кон
. = 90*10-6
– сопротивление детали к концу нагрева;
tсв.
=0,15 – технологически целесообразное время сварки;


где
 энергия, затрачиваемая при нагреве до температуры плавления столбика металла свариваемых высотой 2d и диаметром основания dя
= 5мм. энергия, затрачиваемая при нагреве до температуры плавления столбика металла свариваемых высотой 2d и диаметром основания dя
= 5мм.
с=461Дж
/(кг*°К)
– теплоёмкость;
г=7,8*103 кг
/м
3
– плотность свариваемого материала;
∆Тпл
= Тпл.-273°=1803-273=1530°К;
d=1,2мм – толщина одной пластины;
dя
= 5мм – диаметр литого ядра сварной точки;
dя
= dк
– диаметр контакта электрода.
 теплота, расходуемая на нагрев до Тпл
./4 °К свариваемого металла в виде теплота, расходуемая на нагрев до Тпл
./4 °К свариваемого металла в виде
кольца шириной Х2
.


где К1
≈0,8 – коэффициент учитывающий, что средняя температура кольца ниже средней температуры ∆Тпл
./4 в связи со сложным распределением температуры;
Х2
– ширина кольца окружающего ядра.
Для среднеуглеродистых сталей Х2
=1,2* 10-2
=1,2* 10-2
=1,2* *10-2
=0,004м. *10-2
=0,004м.
 потери теплоты в электроде при нагреве условного цилиндра высотой Х3 до средней температуры Тэ=∆Тпл
./8 потери теплоты в электроде при нагреве условного цилиндра высотой Х3 до средней температуры Тэ=∆Тпл
./8
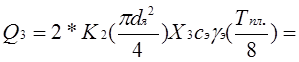

где сэ
и гэ
– теплоёмкость и плотность металла электрода ≈3,3*106
Дж.
Х3
– определяется временем сварки и температуропроводностью, м.

Следовательно, 
Сопротивление шунта находится по формуле:

где Кп=1,1 – коэффициент поверхностного эффекта [1,c.9],
Реклама

ст
=80*10-8
Ом*м – удельное электрическое сопротивление материала изделия при температуре 0,2*Тпл
.
h/l=1,2 [1,c.10], где h-ширина полосы по которой шунтируется ток; м.
l-шаг между точками; м.
h=1,2*40*10-3
=48*10-3
м
Ток шунтируется через ранее сваренную точку

Ток во вторичном контуре машины:

Эквивалентное сопротивление:

4. Расчет и проектирование сварочного контура машины
Сварочный контур – это система токоведущих элементов и электрических контактов, обеспечивающих подвод тока от вторичного витка трансформатора к свариваемым деталям и передачу к ним усилия сжатия.
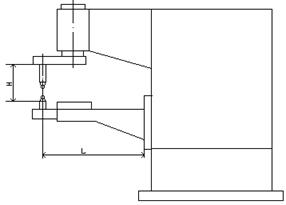
рис.2 – Сварочный контур машины
Габаритные размеры контура: полный вылет L=500мм, Н=100мм.
Определяем сечения элементов контура, сечение q элемента контура и площадь контакта рассчитывают по допустимой плотности тока j:


ПВ=50% - относительная продолжительность включения.
j – допустимая плотность тока, А/мм2
По табл. 8 (1,с.20) выбираем j:
для электродов с полым сечением 20-30 А/мм2
;
для хобота 2-3 А/мм2
;
Определяем поперечное сечение хобота

где  - вторичный ток на номинальной ступени. - вторичный ток на номинальной ступени.
Определяем расчетную нагрузку:

где Рс
=6*105
Н/м2
– давление сжатого воздуха.
dц
– диаметр пневмоцилиндра
Предварительно определяется dц

Рсв
.=1200Н – усилие свариваемых деталей;
Р=3,5*105
Принимается по ГОСТ dц
=0,080м.
Из электрического расчета определяем диаметр хобота
из конструктивных соображений принимаем dx
=120мм.
Проверяем на прочность
где [у]=290 Мпа – предельное напряжение для меди М1.
W=0.1*dx
3
=0.1*0.123
=1,7*10-4
м3
.
М=Fp
*500*10-3
=3014.4*500*10-3
=1507,2 H*м.
Проверка на жесткость


- Момент инерции хобота
Е=0,8*109
Н/м2
5. Расчет сварочного трансформатора
а). Номинальное вторичное напряжение холостого хода.

где Iсв.ном. – номинальный сварочный ток; А
Zm
/
- полное сопротивление сварочной машины, приведенное ко вторичной цепи; мкОм


где  - суммарное активное сопротивление сварочного контура; - суммарное активное сопротивление сварочного контура;
Sк
=H*L=50*10=500см2
– площадь сварочного контура  - индуктивное сопротивление сварочного контура; - индуктивное сопротивление сварочного контура;

Rтр
/
=16мкОм – активное сопротивление обмоток тр-ра, привед. к вторичной цепи;
Хтр
/
=16мкОм – индуктивное сопротивление обмоток тр-ра привед. к вторичной цепи;
Rсв
.= 100*10-6
Ом – активное сопротивление зоны сварки;
б). Номинальная мощность трансформатора.

в). Определяем пределы регулирования вторичного напряженияхолостого хода.
Регулирование U2х.х. при контактной сварке осуществляется изменением коэффициента трансформации путем секционирования первичной обмотки.
Число ступеней регулирования в данном случае восемь.
За номинальную ступень принимается предпоследняя. Тогда максимальное вторичное напряжение холостого хода (на последней ступени) будет равно

Отношение МАХ вторичного напряжения к МІN принимается равным двум
 , тогда , тогда 
г). Определение MAX и MIN число витков 1-й ступени
Ввиду того, что у большинства контактных машин один вторичный виток
где U1
– напряжение на первичной обмотке трансформатора
U1
=Uc
-Uк
=380-1=379В
где Uc
– напряжение сети, В
Uк
=1 – падение напряжения на контакторе (тиристорном)
д). Электрическая схема переключения ступеней
Указанная схема (рис. ) позволяет регулировать вторичное напряжение путем переключения секций первичной обмотки на параллельное или последовательное соединение.
Вся первичная обмотка состоит из нескольких секций. Каждая секция состоит из двух частей, имеющих одинаковое количество витков, намотанных проводом одного размера и конструктивно уложенных в две совершенно одинаковые катушки. Только в этом случае активные и индуктивные сопротивления каждой части секции будут одинаковые и равномерно нагружены при их параллельном соединении.
1 СЕКЦИЯ 2 СЕКЦИЯ 3 СЕКЦИЯ
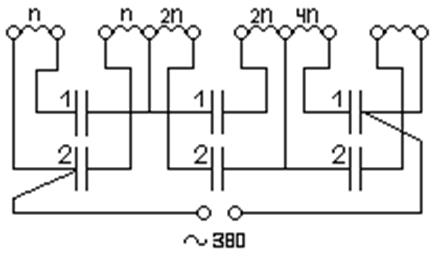
Части одной секции могут соединяться между собой последовательно или параллельно, а секции между собой всегда соединяются последовательно.
Электрическая схема соединения витков первичной обмотки для каждой ступени (при отношении W1
max
/W1
min
=2) составляют по следующему принципу.
На первой ступени части всех секций первичной обмотки включаются между собой последовательно:
1 ступень
I секция II секция III секция
n n 2n 2n 4n 4n

На второй ступени число включенных витков первичной обмотки должно быть меньше, чем на 1-й ступени. Это достигается путем параллельного включения частей обмотки 1-й секции.
2 ступень
I секция II секция III секция
n 2n 2n 4n 4n

Аналогично составляются схемы соединения частей на всех последующих ступенях. Число витков на каждой последующей ступени должно быть на «n» витков меньше, чем на предыдущей.
3 ступень
I секция II секция III секция
n n 2n 2n 2n

4 ступень
I секция II секция III секция
n 2n 4n 4n

5 ступень
I секция II секция III секция
n n 2n 2n 2n

6 ступень
I секция II секция III секция
n 2n 2n 4n

7 ступень
I секция II секция III секция
n n 2n 4n

На последней ступени части каждой секции включаются между собой параллельно, а секции последовательно.
8 ступень
n 2n 4n

Вторичное напряжение на каждой ступени определяется по формуле:
Первичный ток на номинальной ступени:


ПВ=50%
Определение первичного тока на каждой ступени производится по ф-ле:
Определение длительного первичного тока на каждой ступени производится по ф-ле:
Таблица 1.- Параметры трансформатора на различных ступенях.
| N ступени
|
Число витков
|
U20
, B
|
I1
, A
|
I1д
, А
|
| 1
|
210
|
1,8
|
28
|
20
|
| 2
|
195
|
1,9
|
33
|
23
|
| 3
|
180
|
2,1
|
38
|
27
|
| 4
|
165
|
2,3
|
46
|
32
|
| 5
|
150
|
2,5
|
56
|
39
|
| 6
|
135
|
2,8
|
68
|
48
|
| 7
|
120
|
3,0
|
87
|
61
|
| 8
|
105
|
3,6
|
114
|
79
|
Длительный вторичный ток на номинальной ступени:

На основание произведенных расчетов выбирается машина МТ-1602 стационарная.
Таблица 2. Техническая характеристика машины МТ-1602
| Номинальный сварочный ток кА
|
16,0
|
| Номинальная мощность кВА
|
80,0
|
| Рабочий ход верхнего электрода мм
|
10,0
|
| Усилие сжатия электродов кН.
|
6,3
|
| Число ступеней регулирования
|
8
|
| Толщина свариваемой стали мм
|
1,2+1,2 – 4,0+4,0
|
| Габариты
|
1634*470*1630
|
| Масса
|
520
|
6. Разработка технологического процесса изготовления изделия
Технологический процесс изготовления изделия начинается с того, что лист из стали 45 толщиной 1.2 мм и размерами 75031000мм прокатывается на многовалковой машине. После на гилятинных ножницах выполняется резка по размеру 7503960мм.
Следующая операция – вальцовка. На листогибочной машине производят вальцовку заготовки в форму обечайки диаметром 300мм. По технологическому процессу предусматривается недовальцовка.
Далее производится химическая обработка заготовки с целью очистки ее от грязи, масел, ржавчины и т.п. Состав травителя: Na2
PO4
 50г + щелочь 40г. + NaCO3 50г + щелочь 40г. + NaCO3
 25г. на литр воды, нагретой до 80°С. После травления промывать щелочью и холодной водой, просушить. 25г. на литр воды, нагретой до 80°С. После травления промывать щелочью и холодной водой, просушить.
Следующая операция – сварка. Изделие, которое имеет вид недовальцованной обечайки установить на ролики по упорам, на тележке и прижать одним пневмоцилиндром. Производится сварка – проставляется 18 точек сварных точек на расстоянии 40мм друг от друга.
Приспособление сборки и сварки изделия представляет собой раму, сваренных из равнобоких уголков 4534535 и швеллеров 8034035. Сверху на раму приварен лист металла толщиной 5мм. На листе приварены два равнобоких уголка, они служат как направляющие для тележки, на которой расположено сборочно-сварочное приспособление. Оно состоит из опорных роликов, на которые устанавливается по упорам данное изделие. Затем при помощи пневмоцилиндра производим закрепление обечайки в приспособлении. Для выдержки необходимой величины нахлеста применяется так называемый «Z», который крепиться к нижнему хоботу сварочной машины. Для фиксации листа, на котором расположено приспособление, после поворота на 180˚, на торцевой стороне тележки расположен пружинный стопор. Который, с помощью цилиндрического пальца вводимого в одно из двух отверстий на листе не дает ему вращаться, тем самым дает более точные условия при сварки обечайки
Сварка обечайки производится от середины к краям, чтобы изделие не входило полностью контур машины. Перемещение изделия на шаг 40мм производиться при помощи шагового двигателя, которые установлен в самой тележки и передающий вращающий момент на ось тележки при помощи зубчатой пары.
Контроль качества сварного изделия осуществляется визуально. Изделие не несет больших нагрузок, но должно иметь хороший товарный вид.
f=var В
Расчет шагового двигателя.
При расчете двигателя необходимо знать Мкр. для того чтобы он мог перемещать тележку на которой расположено приспособление. Передача вращающего момента на ролики тележки осуществляется при помощи прямозубой передачи с передаточным числом U=1.
Выбор ШД осуществляется по следующим параметрам:

где Мн
– момент нагрузки;
ір
– передаточное число редуктора;
 - КПД передачи; - КПД передачи;

rпр.
– радиус приведения м;
h - КПД передачи;
Fн
– усилие сопротивления =Q*f=200*0.015=3Н
Q – вес всей тележки;
f – коэффициент трения;
Определяем шаг двигателя
ДS – точность позиционирования, 2мм;
Выбираем шаговый двигатель – ДШМ-20-4-131, у которого
Шаг - 18є;
Ммах
– 0,3 Н*м
Ток фазы – 9,25А
Габариты 983110мм
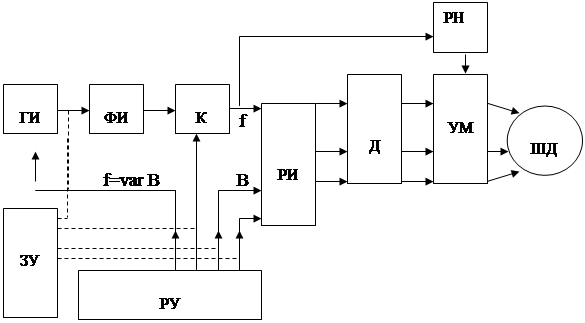
рис. – Функциональная схема блока управления ШД.
Для управления ШД используются статические преобразователи частоты – инверторы, структура которых несколько отлична от структуры непрерывного частотно-регулируемого привода, например асинхронного. Эти отличия обусловлены особенностями управления ШД, который представляет собой дискретную разомкнутую следящую систему. Дискретный привод с ШД управляется унитарным кодом – частотно-модулированной последовательностью импульсов, причем информационными параметрами этой последовательности являются частота f и число N импульсов.
Управляющий унитарный код вырабатывается генератором импульсов ГИ с регулируемой частотой или специальным задающим устройством ЗУ, в качестве которого могут быть использованы различного рода программные устройства или ЭВМ. Сигнал с выхода ГИ при необходимости калибруется по амплитуде и длительности формирователем импульсов ФИ для согласования параметров управляющих импульсов с входными параметрами распределителя импульсов РИ. Ключ К осуществляет управление поступлением импульсов на вход РИ. Изменение направления движения ШД (реверс) осуществляется РИ, который в зависимости от сигналов, поступающих на входы выбора направления вперед В и назад Н, изменяет последовательность переключения фаз с прямой на обратную.
Для соединения вала двигателя с входным валом редуктора используется упругая муфта с резиновой звездочкой. Эти муфты обладают большой радиальной, угловой и осевой жесткостью. Сборку узлов необходимо выполнять с повышенной точностью, применяя подкладки и контролируя положение узлов. Предельное смещение валов следует принимать: радиальные Д=0,10…0,15мм; угловые г=0,6/100 мм/мм; осевые щ=0,1мм.
Ввиду малых возможных угловых смешений валов даже при обычной точности монтажа нагрузку от угловых смещений в расчете не учитывают.
Муфта выбирается из ГОСТа 14084-93 по диаметру вала, для диаметра вала 20мм берем муфту с радиальной жесткостью Ср
=800Н/мм. Число упругих элементов выбирается 6,8 или 10. Упругие элементы выполняются из резины (модуль упругости Е≈5 МПа), армированной кордом, или из вулколана. Допускаемые напряжения принимают: [ф]сд
=0,8Мпа; [у]и
=1.5Мпа. Муфта допускает радиальное смещение Д валов в пределах зазора а=1,0…1,5мм между кулачком и полумуфтами. Допустимое угловое смещение г составляет 1є30ґ.
Расчет пружины.
Принимается сила пружины при рабочей деформации F2
=6…10кг или это =60…100Н. Деформация пружины h=25мм.
1. Допускаемое нагружение кручения витков составляет;

где ув
=1500Мпа – граница твердости при растяжении, для III класса d=3мм,
КL
=0,8 – коэффициент долговечности пружины,
2. Сила пружины при МАХ деформации;

Согласно ГОСТ 13768-86 и F3 подбираем пружину №1. У которой следующие параметры F3
=140Н; d=3,0мм; D1
=40мм; с1
=16,00Н/мм; s3
=8.750мм.
3. Определим жесткость пружины;

4. Число рабочих витков и полное число витков;


По конструктивным соображениям берем такую пружину с рабочим числом витком 6 и с полным числом витков 7,5
5. Определим деформацию и длину пружины;




6. Шаг пружины;

7. Длина развернутой пружины;

8. Масса пружины;

Расчет конической передачи.
Передаточное отношение U=1;
Вращающий момент на входном валу Т1
=0,3Н*м;
Из конструктивных соображений принимаем de
1
=60мм;
Конусное расстояние и ширина зубчатого венца
Угол делительного конуса шестерни.


Внешнее конусное расстояние.

Ширина зубчатого венца.

Модуль передачи выбираем из стандартного ряда Me
(Mte
)=3мм
Определяем числа зубьев шестерни и колеса

Делительные диаметры колес:


Расчет пневмоцилиндра.
Определяем диаметр пневмоцилиндра.

где Q – вес изделия Н;
Q=Qтр*К=88,2*1,5=132,3Н
Qтр=m*g*f=15*9.8*0.6=88.2Н
Р – усилие давления воздуха МПа;
m – масса изделия кг;
f – коэффициент трения;
по конструктивным соображениям принимаем d пневмоцилиндра =30мм.
7. Техническое нормирование работ на контактную сварку
Основное время точечной сварки одной точки на машине МТ-1602 составляет 0,0035мин. [См.1,с.44] Время на включение и выключении машины принимается 0,015мин. на один ход машины [См.1,с.44]. Вспомогательное время определяем из таблиц 13,16,17,18.[См.1,с45-49]
Определение массы обечайки:

где Н – величина нахлеста мм;
R – радиус обечайки мм;
d - толщина мм;
L – длинна обечайки мм;
Расчет нормы штучного времени на точечную сварку.
| Прием
|
Основное время на одну точку, мин.
|
Вспомогательное время, мин.
|
| 1.Установить заготовку на тележку по упорам
|
|
0,058
|
| 2. Закрепить деталь пневмоцилиндром
|
|
0,15
|
| 3. Установить середину детали над электродами
|
|
0,090
|
| 4. Включить точечную машину и сварить от середины к краю 9-ю точками
Время продвижения детали на шаг (8 шагов)
|
0,015+(0,0035*9)=0,0465
|
0,0078*9=0,0702
|
| 5. Повернуть деталь на 1808
|
|
0,0220
|
| 6. Установить середину детали над электродами
|
|
0,090
|
| 7. Включить точечную машину и сварить от середины к краю 9-ю точками
Время продвижения детали на шаг (8 шагов)
|
(0,0035*9)+0,015=0,0465
|
0,0078*9=0,0702
|
| 8. Раскрепить изделие
|
|
0,15
|
| 9. Снять изделие
|
|
0,046
|
| ИТОГО
|
0,093
|
0,7464
|
Вычисляем штучное время:
Тш = 18*0,093+0,7464=2,4204мин = 0,04034 Н*ч
Работу выполняет один рабочий
8. Расчет сварочного оборудования и численности основных производственных рабочих
Количество единиц сварочного оборудования определяется:

где Тш – штучное время на одно изделие, Н*ч;
n=12000шт. – годовая программа выпуска изделия;
ав
– коэффициент выполнения норм выработки, принимается =1,2;
аисп.
– коэффициент использования сварочного оборудования;
аисп.
=0,8 (для массового производства)
Ф – действительный годовой фонд времени работы сварочного оборудования;

где Ч – число смен;
ар
– коэффициент, учитывающий время на капитальный и средний ремонт, при 3-х сменной работе ар
=0,93
Требуемую численность основных производственных рабочих определяют по формуле:

где Ттех
. – технологическая трудоемкость единицы продукции;
В – годовая программа;
Фр – расчетный плановый фонд рабочего времени (для 18 дневного отпуска Фр=1850ч.).
Список использованной литературы
1.Гуляев А.И. «Технология и оборудование контактной сварки»: Учебник для машиностроительных техникумов - М.: Машиностроение, 2005-256 с.
2. «Технология и оборудование контактной сварки»: Учебник для машиностроительных вузов - под ред. Б.Д. Орлова - М: Машиностроение,-352 с
3. «Технология и оборудование контактной электросварки» Гельман А.С.-Москва,2001-368с.
|
