|
Содержание
:
1. Абразивные материалы;……………………………………………… 2 стр.
2. Природные абразивы;…………………………………………………. 3 стр.
3. Синтетические абразивыl;…………………………………………….. 4 стр.
4. Виды абразивной обработки;…………………………………………. 6 стр.
5. Инструменты абразивной обработки…………………………………7 стр.
6. Список литературы………………………………………………………15 стр.
1.
Абразивные материалы
Абразивные материалы
(фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов.
Абразивные материалы делятся по твердости (сверхтвёрдые, твёрдые, мягкие
), и химическому составу, и по величине шлифовального зерна (крупные или грубые, средние, тонкие, особо тонкие)
, величина зерна измеряется в микрометрах или мешах.
Зерном абразива
называют отдельный кристалл, сростки кристаллов или их осколки при отношении их наибольшего размера к наименьшему не более 3:1.
Пригодность абразивных материалов зависит от физических и кристаллографических свойств; особенно важное значение имеет их способность при истирании разламываться на остроугольные частицы. У алмаза это свойство максимальное. Выбор абразивного материала зависит от физических свойств обрабатываемого и обрабатывающего материала, а также от стадии обработки (грубая обдирка, шлифовка и полировка), причём твёрдость абразивного материала должна быть выше твёрдости обрабатываемого (за исключением алмаза, который обрабатывается алмазом).
Абразивные материалы характеризуются твёрдостью, хрупкостью, абразивной способностью, механической и химической стойкостью
.
Твёрдость
— способность материала сопротивляться вдавливанию в него другого материала. Твёрдость абразивных материалов характеризуется по минералогической шкале твёрдости Мооса 10 классами, включающей в качестве эталонов: 1 — тальк, 2 — гипс, 3 — кальцит, 4 — флюорит, 5 — апатит, 6 — полевой шпат, 7 — кварц, 8 — топаз, 9 — корунд, 10 — алмаз.
Реклама

Абразивная способность характеризуется количеством материала, со шлифованного за единицу времени.
Механическая стойкость
— способность абразивного материала выдерживать механические нагрузки, не разрушаясь при резке, шлифовке и полировке. Она характеризуется пределом прочности при сжатии, который определяют, раздавливая зерно абразивного материала, фиксируя нагрузку в момент его разрушения. Предел прочности абразивных материалов при повышении температуры снижается.
Химическая стойкость
— способность абразивных материалов не изменять своих механических свойств, будучи во взаимодействии с растворами щелочей, кислот, а также в воде и органических растворителях.
Абразивные материалы, применяемые для механической шлифовки и полировки полупроводниковых материалов, отличаются между собой размером (крупностью) зёрен, имеющих номера 200, 160, 125, 100, 80, 63, 50, 40, 32, 25,20, 16, 10, 8, 6, 5, 4, 3, М40, М28, М20, М14, М10, М7 и М5 и подразделяются на четыре группы:
1) Шлифзерно (от №200 до 15),
2) Шлифпорошки (от №12 до 3),
3) Микропорошки (от М63 до М14)
4) Тонкие микропорошки (от М10 до М5).
Классификацию абразивных материалов по номерам зернистости проводят рассеиванием на специальных ситах, номер которого характеризует размер зерна. Номер зернистости абразивных материалов характеризуется фракцией: предельной, крупной, основной, комплексной и мелкой. Процентное содержание основной фракции обозначают индексами В, П, Н и Д.
В настоящее время абразивные материалы добываются и производятся синтетически, причём новые синтетические материалы, как правило, более эффективны, чем природные. Ниже приведены списки известных абразивных материалов.
2.
Природные абразивы
Алмаз:
Алмазоподобная кубическая аллотропическая форма элементарного углерода, добывается в коренных (кимберлитовые трубки) и россыпных месторождениях. Наиболее ценный по своим абразионным свойствам материал. Лучшим считается его чёрная разновидность — карбонадо (карбонат), добываемая в Бразилии и на острове Борнео. Второе место занимает борт — радиально-лучистая разновидность алмаза. На рынке под именем борта продаётся всякий непригодный для огранки алмаз. Из общего количества 20% карбонадо, 20% настоящий борт, остальное — алмазный порошок и осколки. Применяется при обработке твердого камня, а также для шлифовки и полировки самого алмаза.
Реклама

Гранат:
Природный минерал, состоит из: R2+3 R3+2 [SiO4]3, где R2+ — Mg, Fe, Mn, Ca; R3+ — Al, Fe, Cr.
Инфузорная земля: осадочная горная порода, состоящая преимущественно из останков диатомовых водорослей. Химически кизельгур на 96 % состоит из водного кремнезёма (опала). Применяется в виде тонкого порошка для полировки камня и металла.
Кварц:
Кристаллическая двуокись кремния, один из наиболее дешевых и доступных абразивных материалов. В сухом виде вызывает силикоз. Использование только совместно с подачей воды. Кварц и кремень с раковистым изломом при раскалывании дают остроугольные частицы. Применяются в порошке для обработки мягких камней (мрамор), в пескоструйных аппаратах для обработки металла, для очистки камней в строительном деле и для изготовления шлифовальных шкурок. Из кремневых конкреций изготавливали шары для шаровых мельниц.Корунд:
Кристаллический оксид алюминия, то же и сапфир, добывается в россыпях и иногда в рудах. Добытая корундовая руда измельчается, обогащается и сортируется по величине зерна. Применяется в порошке и для изготовления из него искусственных кругов, брусков и шкурок.
Красный железняк:
широко распространённый минерал железа Fe2O3. В особо чистых разновидностях применяется для полирования железа и стекла.
Мел:
Карбонат кальция, для тонких видов абразивной обработки (притирка, полирование).
Наждак:
Природный минерал, состоит из: корунда и магнетита — черного магнитного оксида железа Fe3O4
Пемза:
пузыристое вулканическое стекло. Для шлифовки пригодна пемза с тонкими пластинками стекла, образующими перегородки между ячейками. Самая лучшая пемза — с острова Липари, близ Сицилии. Применяется для шлифовки дерева, мягких камней и металлов.
Полевой шпат:
группа породообразующих минералов из класса силикатов. Большинство полевых шпатов — представители твёрдых растворов тройной системы изоморфного ряда К[АlSi3O8] — Na[АlSi3O8] — Са[Аl2Si2O8], конечные члены которой соответственно — альбит (Ab), ортоклаз (Or), анортит (An). В размолотом виде, наклеенный на полотно или бумагу, применяется в тех случаях, когда требуется мягкий шлифовальный материал.
Трепел:
рыхлая или слабо сцементированная, тонкопористая опаловая осадочная порода. Применяется в виде тонкого порошка для полировки камня и металла.
3.
Синтетические абразивы
Минеральный шлак (купрошлак или никельшлак):
применяются для наружной очистки металлических, каменных, бетонных, кирпичных, деревянных поверхностей.
Колотая стальная дробь:
Применяется для удаления плотной окалины и обработки мягкого камня.
Искусственный алмаз:
Синтез при высоком давлении, обработка твердых сплавов, камня, стекла, цветных металлов.
Кубический нитрид бора боразон
(В России кубический нитрид бора знают как эльбор): Синтез при высоком давлении, применяют при шлифовании деталей из различных сталей и сплавов.
Сплав бор-углерод-кремний:
Сплавление бора с углеродом и кремнием в дуговой печи, обработка черных, и цветных металлов, камня, стекла и др.
Карбид бора (B4C):
тугоплавкое соединение, по твёрдости уступает лишь алмазу. Применяется для обработки твердых сплавов, стекла, черных металлов.
Карбид кремния (SiC) или Карборунд
. Химическое соединение кремния с углеродом. Впервые получен в электрической печи в 1891 году. Лучшим считается американский — Carborundum С°, Norton; немецкий из-за примесей хуже. Чем меньше размеры его зёрен, тем больше их прочность. Применяется в порошке для изготовления искусственных кругов и шкурок для обработки твёрдых сплавов, цветных металлов и титана.
Нитрид кремния:
обработка черных и цветных металлов.
Нитрид алюминия:
обработка металлов.
Электрокорунд (Al2O3):
кристаллическая окись алюминия. Применяется при обработке черных металлов, изредка камня и стекла.
Оксид циркония (фианит):
обработка черных и цветных металлов.
Двуокись церия:
обработка стекла (полирит).
Двуокись олова:
обработка стекла, полирование металлов.
Двуокись титана:
полирование цветных металлов.
Крокус красный (железный)
получается прокаливанием щавелевокислого железа; полировальный порошок для металла и стекла.
Крокус зеленый (окись хрома):
для полировки твёрдых камней (кварц, агат, нефрит), черных и цветных металлов.
Разрабатываются новые перспективные абразивные материалы:
Нитрид углерода C3N4
Сплав карбида титана (TiC) и карбида скандия (Sc4C3)
Отдельно следует выделить метод магнито - абразивной обработки и материалов для её осуществления. Суть метода заключается в использовании материалов с высокими абразивными и магнитными свойствами, что позволяет производить так называемую мягкую обработку и выполнять полирование на более высоком уровне.
4.
Виды абразивной обработки
Существуют следующие виды абразивной обработки:
шлифование круглое
— обработка цилиндрических и конических поверхностей валов и отверстий;
шлифование плоское
— обработка плоскостей и сопряжённых плоских поверхностей;
шлифование бесцентровое
— обработка в крупносерийном производстве наружных и внутренних поверхностей (валы, обоймы подшипников и др);
шлифование бесцентровое лентой
— наружные поверхности, в том числе, сложные профили;
шлифование лентой сложных профилей
— например шлифование лопаток турбин;
отрезание и разрезание заготовок
— заготовительное и монтажное производство, демонтаж конструкций;
притирка
— абразивное притирание поверхностей (например, седло и игла дизельной форсунки);
гидроабразивная обработка
— струйная и галтование (отливки, поковки, метизы и др);
пескоструйная обработка
— очистка субстратов от старой краски, ржавчины, окалины и других загрязнений, а также сглаживание поверхностей и очистка отливок и поковок;
ультразвуковая обработка
— пробивка отверстий в твёрдых сплавах, извлечение сломанного инструмента, изготовление штампов;
магнитно-абразивная обработка
— обработка магнитно-абразивным порошком в магнитном поле;
хонингование
— обработка отверстий (цилиндры двигателей, насосов и др);
полирование
— придание поверхности малой шероховатости и зеркального блеска;
суперфиниширование
— окончательное придание наружным, внутренним и сложным профилям высочайшей точности и чистоты поверхности, в том числе алмазное суперфиниширование (точные механизмы, инструмент, детали особо точных приборов, инструментов, оружия и т. д.)
5.
Инструменты абразивной обработки
Абразивные инструменты
- это режущие инструменты, изготовленные из зерен шлифовальных материалов, сцепленных между собой связующим веществом (связкой) и разделенных друг от друга порами.
В отличие от лезвийных инструментов абразивные инструменты не имеют сплошных режущих кромок, так как многочисленные абразивные зерна находятся на некотором расстоянии друг от друга. Зерна расположены хаотично и имеют неправильную геометрическую форму с отрицательными передними углами. Процесс резания абразивными инструментами заключается в срезании отдельными зернами-резцами тонкого слоя материала заготовки. При этом высокие твердость и теплостойкость абразивных зерен дают возможность обработки очень твердых материалов на высоких скоростях резания.
В зоне контакта абразивных зерен и заготовки возникает высокая мгновенная температура (1000...1600°С), часто вызывающая на поверхности детали появление прожогов, остаточных напряжений и шлифовочных трещин. Иногда это является сдерживающим фактором повышения производительности процесса шлифования.
Абразивные инструменты классифицируют по следующим признакам: 1)
по геометрической форме - шлифовальные круги, головки, сегменты, бруски, абразивные ленты и шкурки; 2)
по роду абразивного материала - абразивные, алмазные, эльборовые и др.; 3)
по виду основы - жесткая (шлифовальные круги, головки, сегменты, бруски); гибкая (эластичные круги, абразивные ленты и шкурки); жидкая (пасты, суспензии).
Абразивные материалы для применения в промышленности должны быть закреплены или конструктивно выполнены в виде различных инструментов и составов, основные виды абразивных инструментов и составов:
Отрезные круги:
Различных диаметров (до 3500 мм), ширины, высоты и форм(профилей) рабочего(абразивного) слоя и способов закрепления его на корпусе круга.
Шлифовальные круги:
Различные абразивные материалы в виде кругов, дисков, конусов разных профилей и диаметров.
Бруски:
Абразивные и металлоабразивные разных размеров и профилей для хонингования, притирки, суперфиниширования.
Лента:
Синтетическая или растительно-тканная лента разной ширины с приклеенными на ее одной или двух сторонах зернами абразивных материалов.
Наждачная бумага:
Абразивный материал, нанесенный на тканевую или бумажную основу.
Пасты:
Абразивные притирочные и полировальные абразивы равномерно распределенные в связующем (парафин, церезин, олеиновая кислота, стеарин, масла, керосин и др).
Свободное зерно:
Сухие абразивные зерна для гидроабразивной, ультразвуковой и пескоструйной обработки.
Галтовочные тела:
абразивный инструмент в виде изделий геометрической формы (цилиндр, призма, конус, куб и т. п.), предназначенный для галтовки.
Абразивные инструменты на жесткой основе характеризуются формой и размерами, шлифовальным материалом, его зернистостью, связкой, твердостью, точностью, неуравновешенностью, а алмазные и эльборовые инструменты также и концентрацией зерен в рабочем слое.
Форма и размеры
. Геометрические параметры абразивных инструментов задаются станком, на котором предполагается их использование, а также формой, размерами обрабатываемых поверхностей и характером движений инструментов.
Шлифовальные круги
(рис. 1, а) применяются в том случае, когда основное движение вращательное. Поэтому они представляют собой различные по форме тела вращения. Кратко рассмотрим области применения кругов основных форм исполнения.
Плоские круги прямого профиля ПП
применяют для круглого наружного, внутреннего и бесцентрового шлифования, для плоского шлифования периферией круга и для заточки инструментов. Плоские круги с двухсторонним коническим профилем 2П применяют для вышлифовывания зубьев шестерен и шлифования резьбы. Плоские круги с выточкой ПВ и с двухсторонней выточкой ПВД позволяют помещать в выточках зажимные фланцы, а благодаря этому, совмещать круглое шлифование с подрезкой торца. Эти круги применяют также в качестве ведущих кругов при бесцентровом шлифовании.
Цилиндрические и конические
круги-чашки ЧЦ и ЧК применяют для заточки инструментов и для плоского шлифования торцом.
Тарельчатые круги Т
применяют для заточки и доводки передних граней фрез, обработки зубьев долбяков и других инструментов.
Алмазные круги
(рис. 1, 6) бывают плоского прямого профиля, чашечные, тарельчатые, дисковые и другие и применяются для заточки и доводки твердосплавных инструментов, а также для шлифования труднообрабатываемых и резки неметаллических материалов.
Эльборовые круги
имеют формы, подобные алмазным кругам. Их применяют для шлифования закаленных сталей ( 60 HRCЭ), чистовой заточки инструментов из быстрорежущих сталей, при чистовом шлифовании резьб, а также для обработки жаропрочных и коррозионно-стойких сталей.
Размеры шлифовальных кругов следует брать, возможно, большими, так как в этом случае улучшаются условия шлифования, и снижается стоимость обработки. При этом верхний предел размеров круга ограничивается конструкцией и размерами станка, а иногда размерами и формой обрабатываемой заготовки. Так, например, при шлифовании отверстий диаметр круга должен быть не более 0,7...0,9 диаметра обрабатываемого отверстия.
Шлифовальные головки
(рис. 1, в) - это шлифовальные круги небольшого диаметра (3...40 мм). Такие круги приклеивают к стальным хвостовикам и применяют для внутреннего шлифования и для ручной зачистки заготовок с помощью шлифовальных машин.
Шлифовальные бруски
(рис. 1, г) используют в инструментах, совершающих возвратно-поступательное движение: при слесарных работах, а также при хонинговании или суперфиниширование. В последних случаях бруски закрепляют в специальных стальных головках.
Шлифовальные сегменты
(рис. 1, д) применяют для плоского шлифования. В этом случае шлифовальный круг состоит из нескольких сегментов, закрепленных в головке или патроне.
Шлифовальные шкурки
- это абразивные инструменты на гибкой (бумага, ткань, металлическая лента) или комбинированной основе (бумага и ткань) с наклеенным на нее слоем шлифовального материала, закрепленного связкой. Шкурки выпускают в виде листов, лент и применяют для ручной и машинной зачистки и отделки деталей.
Шлифовальные материалы
- это абразивные материалы, подвергнутые сортировке, дроблению, измельчению и очистке от посторонних веществ. Они выбираются в зависимости от физико-механических свойств обрабатываемого материала и условий шлифования. Так, например, круги из электрокорунда белого применяют в основном при чистовой и отделочной обработке закаленных сталей, а также углеродистых, быстрорежущих, легированных и коррозионно-стойких сталей.
Круги из электрокорунда
нормального широко применяют на обдирочных и чистовых операциях обработки материалов, имеющих высокий предел прочности на растяжение.
Абразивные инструменты из карбида кремния применяют в основном для обработки твердых и хрупких материалов, например, чугунов, бронз и т.д. Крупнозернистые круги из карбида кремния используют для обработки неметаллических материалов и правки шлифовальных кругов.
Круги из монокорунда
используют чаще всего для получистовой и чистовой обработки средне- и высоколегированных сталей, подвергнутых хромированию, азотированию и закалке.
Круги из хромотитанистых электрокорундов
используют на операциях, где имеется опасность появления прижогов или требуется высокая стойкость инструментов, особенно по сохранению профиля рабочей поверхности.
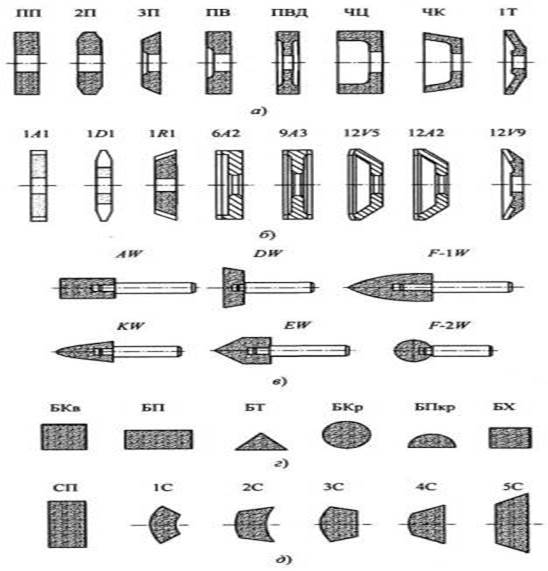
Рис. 1. Некоторые типы абразивных инструментов:
а - абразивные круги; б - алмазные и эльборовые круги; в - шлифовальные головки; г - шлифовальные бруски; д - шлифовальные сегменты
Для заточки и вышлифовки канавок инструментов из закаленных инструментальных сталей используют эльбор, а из твердых сплавов - синтетический алмаз.
Зернистость шлифовальных материалов. Совокупность абразивных зерен шлифовального материала в установленном интервале размеров называют фракцией, а преобладающую по массе, объему и числу зерен фракцию называют основной фракцией.
Условные обозначения, соответствующие размеру зерен основной фракции, называют зернистостью.
В зависимости от размера зерен шлифовальные материалы делят на четыре группы: 1)шлифзерно - 2500...160 мкм (номера от 200 до 16); 2) шлифпорошки - 160...40 мкм (от 12 до 4); 3) микропорошки - 63...10 мкм (от М63 до Ml4); 4) тонкие микрошлифпорошки - 10...3 мкм (от М10 до 5).
Структура абразивного инструмента характеризуется соотношением объемов абразивных зерен, связки и пор. Система регулирования структур основана на сохранении равенства V3+VС+VП=100%, где V3 — объем зерна, VC объем связки, VП — объем пор. Определяющим параметром структуры является объем V3.
С увеличением на один номер структуры объем зерен уменьшается на 2%, расстояние между зернами и размер отдельных пор увеличиваются, однако для сохранения одинаковой твердости инструмента объем связки также увеличивается на 2%, при этом объем пор остается неизменным.
Различные соотношения объемов зерна и связки, при соблюдении которых к процессе производства получают абразивные инструменты различной твердости с тем или другим объемом пор, приведены в табл. 1.5.
Таким образом, абразивные инструменты, имеющие одинаковые зернистость и твердость, но разные структуры, различаются между собой по степени сближения абразивных зерен. Структуру, обозначенную № 1...4, принято называть закрытой (плотной), № 4...8 — средней, № 9...12 и выше (до 16) — открытой. Чем больше номер структуры, тем больше расстояние между зернами, т. е. структура более открытая.
Инструменты открытой структуры имеют улучшенные условия отвода стружки и меньшее тепловыделение. Наиболее эффективно их применение при обработке вязких металлов, а также металлов, склонных к прижогам и трещинам. Рекомендуемые области применения инструмента основных номеров структур следующие:
№ 1...3 — изготовление инструмента на бакелитовой и керамической связках при шлифовании с малым съемом металла, преимущественно для обработки шарикоподшипников;
№ 3, № 4 — профильное шлифование, шлифование с большими подачами и переменной нагрузкой, отрезные работы;
№ 4...6 — круглое наружное, бесцентровое, плоское шлифование периферией круга;
Структура абразивных инструментов
| Номер структуры
|
V3
,%
|
Твердость
|
| ВМ1
|
ВМ2
|
М1
|
М2
|
М3
|
СМ1
|
СМ2
|
С1
|
С2
|
СТ1
|
СТ2
|
СТЗ
|
Т1
|
Т2
|
ВТ1
|
ВТ2
|
ЧТ
|
| VП
,%
|
| 48
|
46,5
|
45
|
43,5
|
42
|
40,5
|
39
|
37,5
|
36
|
34,5
|
33
|
31,5
|
30
|
28,5
|
27
|
25,4
|
24
|
| VС
,%
|
| 0
|
62
|
|
|
|
|
|
|
|
0,5
|
2
|
3,5
|
5
|
6,5
|
8
|
9,5
|
11
|
12,5
|
14
|
| 1
|
60
|
—
|
—
|
—
|
—
|
—
|
—
|
1
|
2,5
|
4
|
5,5
|
7
|
8,5
|
10
|
11,5
|
13
|
14,5
|
16
|
| 2
|
58
|
—
|
—
|
—
|
—
|
—
|
1,5
|
3
|
4,5
|
6
|
7,5
|
9
|
10,5
|
12
|
13,5
|
15
|
16,5
|
18
|
| 3
|
56
|
—
|
—
|
—
|
0,5
|
2
|
3,5
|
5
|
6,5
|
8
|
9,5
|
11
|
12,5
|
14
|
15,5
|
17
|
18,5
|
20
|
| 4
|
54
|
—
|
—
|
1
|
2,5
|
4
|
5,5
|
7
|
8,5
|
10
|
11,5
|
13
|
14,5
|
16
|
17,5
|
19
|
20,5
|
22
|
| 5
|
52
|
—
|
1,5
|
3
|
4,5
|
6
|
7,5
|
9
|
10,5
|
12
|
13,5
|
15
|
16,5
|
18
|
19,5
|
21
|
22,5
|
24
|
| 6
|
50
|
2
|
3,5
|
5
|
6,5
|
8
|
9,5
|
11
|
12,5
|
14
|
15,5
|
17
|
18,5
|
20
|
21,5
|
23
|
24,5
|
26
|
| 7
|
48
|
4
|
5,5
|
7
|
8,5
|
10
|
11,5
|
13
|
14,5
|
16
|
17,5
|
19
|
20,5
|
22
|
23,5
|
25
|
26,5
|
28
|
| 8
|
46
|
6
|
7,5
|
9
|
10,5
|
12
|
13,5
|
15
|
16,5
|
18
|
19,5
|
21
|
22,5
|
24
|
25,5
|
27
|
28,5
|
30
|
| 9
|
44
|
8
|
9,5
|
11
|
12,5
|
14
|
15,5
|
17
|
18,5
|
20
|
21,5
|
23
|
24,5
|
26
|
27,5
|
29
|
30,5
|
32
|
| 10
|
42
|
10
|
11,5
|
13
|
14,5
|
16
|
17,5
|
19
|
20,5
|
22
|
23,5
|
25
|
26,5
|
28
|
29,5
|
31
|
32,5
|
34
|
| 11
|
40
|
12
|
13,5
|
15
|
16,5
|
18
|
19,5
|
21
|
22,5
|
24
|
25,5
|
27
|
28,5
|
30
|
31,5
|
33
|
34,5
|
36
|
| 12
|
38
|
14
|
15,5
|
17
|
18,5
|
20
|
21,5
|
23
|
24,5
|
26
|
27,5
|
29
|
30,5
|
32
|
33,5
|
35
|
36,5
|
38
|
№ 7...9 — плоское шлифование торцом круга, внутреннее шлифование, заточка инструмента;
№ 8...10 — шлифование и заточка инструмента, оснащенного твердым сплавом;
№ 8...12 — профильное шлифование мелкозернистыми кругами (резьбошлифование).
Увеличенные размеры пор достигаются добавкой в абразивную массу порообразующих веществ, выгорающих при термической обработке инструмента (молотый уголь, пластмассовая крошка, древесные опилки). Такой абразивный инструмент называется высокопористым. Наибольшая его эффективность проявляется при обработке очень вязких материалов, при сухом (без подачи охлаждающей жидкости) шлифовании и заточке.
Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки. Различают связки неорганические и органические. К неорганическим связкам относятся керамическая, силикатная и магнезиальная (для алмазного инструмента — металлическая), к органическим — бакелитовая, вулканитовая, глифталевая, поливинилформалевая, эпоксидная.
Керамическая связка обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки, круга, но чувствительна к ударным и изгибающим нагрузкам. Применяют плавящиеся и спекающиеся керамические связки. Абразивный инструмент из электрокорунда изготовляют на плавящихся связках, а из карбида кремния — на спекающихся. Шлифовальные круги из электрокорунда более прочны, чем из карбида кремния.
Вследствие расширяющихся экономических связей с зарубежными странами в импортируется абразивный инструмент, имеющий маркировку, соответствующую стандарту страны-экспортера. Ниже для примера представлены данные по маркировке абразивного инструмента, соответствующие стандарту США ANSI В 74.13—1972.
Абразивный материал обозначают буквами:
электрокорунд — A;
эльбор — B;
карбид кремния (SiC) — С;
алмаз — D.
Перед обозначением может стоять (но не обязательно) вводный символ изготовителя, указывающий конкретный вид абразивного материала.
Четыре степени зернистости обозначают цифрами
:
8, 10, 12, 14, 16, 20, 24— грубая;
30, 36, 46, 54, 60 — средняя;
70, 80, 90, 100, 120, 150, 180 — тонкая;
220, 240, 280, 320, 400, 500, 600 — очень тонкая.
Твердость
характеризуется 26 степенями, обозначаемыми латинскими буквами
:
A, B, C, D, E, F, G, H, I, J, K (мягкий инструмент);
L, M, N, O, Q, R (инструмент средней твердости);
S, T, U, V, W, X, Y, Z (твердый инструмент).
Структуру обозначают цифрами от 1 до 16. Чем большей цифрой обозначена структура, тем она более открытая (открытая структура может обозначаться цифрами и более 16).
Девять видов связок обозначают следующим образом:
B — бакелитовая;
BF — бакелитовая с усилением;
E — шеллаковая;
M — металлическая;
O — магнезиальная;
R — Вулканитовая;
RF — Вулканитовая с усилением;
S — силикатная;
V — керамическая.
В качестве примера можно привести следующую маркировку шлифовального круга: 51A36L5V23 (последние цифры являются фирменным элементом маркировки, который может опускаться).
Список литературы:
1. Кремень З. И., Юрьев В. Г., Бабошкин А. Ф. Технология шлифования в машиностроении.
2. Эльбор в машиностроении / Под ред. В. С. Лисанов. — Л.: Машиностроение, 1978.
3. Бластинг: Гид по высокоэффективной абразивоструйной очистке. — Екатеринбург: ООО «ИД «Оригами», 2007. — 216 с. — ISBN 978-5-9901098-1-0
4. Техническая энциклопедия / Гл. ред. Мартенс Л. К.. — Москва: Электронные и традиционные Словари, 2005. — ISBN 5-86460-132-2
5. Киселев С.П. Полирование металлов. - Л., 1967.
6. Корчак С.Н. Прогрессивная технология и автоматизация круглого шлифования. - М., 1968.
7. Маслов Е.Н. Теория шлифования материалов. - М., 1974.
8. Масловский В.В. Дудко П.Д. Полирование металлов и сплавов. - М.,1974.
9. Попилов Л.Я. Полирование. Справочная книга по отделочным операциям в машиностроении. - Л., 1966.
10. Редько С.Г. Процессы теплообразования при шлифовании металлов. - Саратов. 1962.
11. Хрущев М.М. Бабичев М.А. Абразивное изнашивание. - М., 1970.
|
