Исследование реологических свойств эпоксидных композиций
Выбор компонентов разрабатываемых композиций с пониженной горючестью обусловлен предъявлением ряда требований к полимерному составу: текучести, способности к формированию карбонизованного остатка.
В качестве основных компонентов состава использовали эпоксидную смолу марки ЭД-20 и глицедилметакрилат (ГМА). Оба компонента содержат эпоксидные группы, поэтому в качестве отвердителя применялся полиэтиленполиамин (ПЭПА).
В качестве замедлителей горения (ЗГ) для коксующихся полимеров, к которым относятся эпоксидные смолы, эффективнее использовать фосфорсодержащие ЗГ. В связи с чем, в исследованиях в качестве ЗГ применялся трихлорэтилфосфот (ТХЭФ).
Решение задачи разработки эпоксидных композиций, сочетающих высокие показатели механической прочности, жесткости, диэлектрических и других свойств с простотой технологии переработки невозможно без применения наполнителей.
Наполнение – это традиционный, широко используемый и высокоэффективный способ направленного регулирования свойств сетчатых полимеров.
Выбор наполнителей определяется в первую очередь размерами его частиц, а также формой и характером их упаковки [7-9,33].
В качестве дисперсного наполнителя в работе использовались полититанаты и TiO2
.
В зависимости от химической природы наполнителей они могут оказывать ускоряющее или замедляющее влияние на формирование сетчатой структуры. Физические свойства наполнителей, такие как размер частиц, их форма и распределение в материале влияют на прочностные свойства наполненных композиций.
Кинетика отверждения модифицированных композиций
Применение отверждающихся эпоксидных композиций, как правило, связано с использованием модификаторов регулирующих свойства композиций в исходном и конечном состояниях, на стадиях отверждения и переработки. Отверждение таких многокомпонентных систем является сложным многостадийным процессом, включающим как образование пространственно сшитой полимерной матрицы, так и формирование ее структуры. Поскольку эти процессы в отверждающихся композициях протекают одновременно, они взаимно влияют на механизм и кинетику каждого.
В качестве сшивающего агента для эпоксидного олигомера ЭД-20 использовался ПЭПА, относящийся к отвердителям нуклеофильного типа. Взаимодействие ПЭПА с концевыми эпоксидными группами осуществляется за счет миграции подвижного атома водорода аминогруппы:
Реклама

Для осуществления полной сшивки эпоксидного олигомера соотношение между количеством атомов водорода и числом эпоксидных групп в олигомере должно быть стехиометрическим.
На начальных стадиях отверждения ЭД-20, когда не все молекулы поперечно сшиты, смола является термопластичной. При дополнительном отверждении поперечные сшивки становятся общими, и композиция переходит в отвержденное состояние.
Изучение кинетики отверждения показало, что для исходного олигомера формирование разветвленных макромолекул при отверждении протекает в течение 20 мин. С ростом завершенности реакции отмечен резкий подъем температуры до 1270
С, рис.1, кр.1.
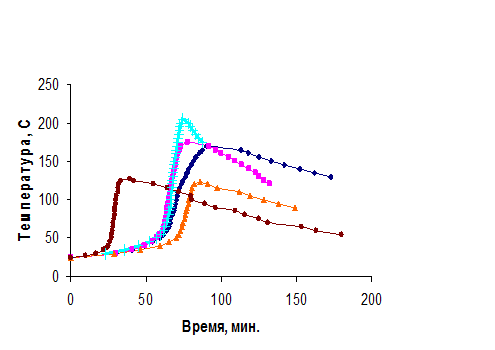
Рис.1. Кинетика отверждения эпоксидных композиций:
1 – 100 ЭД-20 + 15ПЭПА;
2 – 30ЭД-20 + 30 ГМА + 10ТХЭФ + 10,5ПЭПА;
2 – 30ЭД-20 + 30 ГМА + 10ТХЭФ + 10,5ПЭПА + 1% TiO2
;
3 – 30ЭД-20 + 30 ГМА + 10ТХЭФ + 10,5ПЭПА + 5% TiO2
;
4 – 30ЭД-20 + 30 ГМА + 10ТХЭФ + 10,5ПЭПА + 40% TiO2
.
Введение в эпоксидный олигомер ГМА и ТХЭФ в количестве 30 и 10 масс. ч. соответственно по сравнению с немодифицированной композицией повышает максимальную температуру отверждения до 205 єС.
Введение в эпоксидный олигомер TiO2
в количестве 1%, 5%, 40% по сравнению с ненаполненной композицией повышает максимальные температуры отверждения до 170, 175 и 123 єС соответственно.
На стадии гелеобразования соединение разветвленных молекул в непрерывную сетку при введении в олигомер TiO2
протекает с меньшей скоростью, чем у исходного олигомера, что подтверждается увеличением времени гелеобразования, таблица 1.
Таблица 1
Кинетика отверждения эпоксидных композиций
| Состав материала, масс. ч., на 100 масс. ч. ЭД-20 |
Время
гелеобразо-вания,
tгел
, мин.
|
Время
отверждения,
tотв
, мин
|
Максимальная
температура
отверждения,
Тмах
,о
С
|
Время достижения мах скорости, мин от начала отверждения |
30ЭД-20+30ГМА+10ТХЭФ
+10,5ПЭПА
|
45 |
74 |
205 |
45 |
30ЭД-20+30ГМА+10ТХЭФ
+10,5ПЭПА+1% TiO2
|
50 |
90 |
170 |
69 |
30ЭД-20+30ГМА+10ТХЭФ
+10,5ПЭПА+5% TiO2
|
55 |
77 |
175 |
30 |
30ЭД-20+30ГМА+10ТХЭФ
+10,5ПЭПА+40% TiO2
|
65 |
86 |
123 |
29 |
Исследование степени отверждения показало, что при введении в эпоксидный олигомер и ГМА ТХЭФ повышает степень превращения до 83-87%, табл.5.
Дополнительное отверждение при повышенных температурах, как вид физической модификации, обеспечивает снижение внутренних напряжений в материале и улучшение ряда эксплуатационных свойств композиций [12]. При этом преодолеваются диффузионные затруднения, возникающие в твердой матрице, и реагируют оставшиеся свободные реакционные группы отвердителя и олигомера, что приводит к возрастанию степени отверждения до 87-89%, таблица 7.
Реклама

Таблица 7
Выбор состава композиции
| Состав, масс.ч. |
Степень превращения, % |
Т=24°С
t=24 ч.
|
Т=90°С
t=1 ч.
|
Т=90°С
t=3 ч.
|
| ЭД-20+15ПЭПА |
78 |
98 |
99 |
| 30ЭД-20+30ГМА+10ТХЭФ+15ПЭПА |
83 |
87 |
90 |
| 30ЭД-20+30ГМА+20ТХЭФ+15ПЭПА |
86 |
89 |
- |
| 30ЭД-20+30ГМА+30ТХЭФ+15ПЭПА |
86 |
89 |
- |
| 30ЭД-20+30ГМА+40ТХЭФ+15ПЭПА |
87 |
89 |
- |
| 30ЭД-20+30ГМА+10ТХЭФ+40НБ+15ПЭПА |
93 |
93 |
95 |
| 30ЭД-20+30ГМА+10ТХЭФ+50НБ+15ПЭПА |
96 |
97 |
97 |
| 30ЭД-20+30ГМА+20ТХЭФ+40НБ+15ПЭПА |
82 |
86 |
87 |
| 30ЭД-20+30ГМА+20ТХЭФ+50НБ+15ПЭПА |
86 |
87 |
89 |
| 30ЭД-20+30ГМА+20ТХЭФ+60НБ+15ПЭПА |
87 |
89 |
89 |
Введение НБ в пластифицированную композицию не оказывает существенного влияния на степень превращения, таблица 7.
При введении в эпоксидный олигомер и ГМА 30 и 40 масс.ч. ТХЭФ наблюдается на поверхности образцов выделение жидкости, что видимо связано с избытком пластификатора. Введение же 10 масс.ч. ТХЭФ не обеспечивает достаточного количества фосфора для снижения горючести, поэтому для дальнейших исследований выбран состав, содержащий 20 масс. ч. ТХЭФ.
При введении в пластифицированную композицию 10, 20 и 30 масс.ч. НБ наблюдается расслаивание состава композиции, что связано с разностью плотностей композитов и НБ. Введение же 40, 50 и 60 масс.ч. НБ увеличивает вязкость композиции и расслаивания не наблюдается, при этом степень превращения и физико-механические свойства существенно не изменяются, таблицы 7,8.
Физико-механические свойства модифицированных эпоксидных композиций
Так как модификаторы влияют на процессы структурообразования эпоксидных композиций, следовательно, возможно изменение их физико-механических свойств.
При введение в эпоксидный олигомер и ГМА ТХЭФ образцы характеризуются повышенной устойчивостью к изгибающим и ударным нагрузкам. Однако, как было отмечено ранее, увеличение содержания ТХЭФ до 30, 40 масс.ч. нежелательно.
Деформационно-прочностные свойства зависят от количества наполнителя в композиции. Увеличение степени наполнения полимерной матрицы может способствовать снижению прочности при изгибе.
При исследовании влияния количества НБ на комплекс физико-механических свойства установлено, что при увеличении НБ в составе композиции до 50 масс. ч. приводит к возрастанию разрушающего напряжения при изгибе ~ в3 раза, а ударной вязкости - ~ в7 раз. Увеличение количества наполнителя до 60 масс.ч. приводит к снижению прочностных свойств, таблица 8.
Таблица 8
Физико-механические свойства эпоксидных композиций
| Состав композиции, масс.ч., отвержденной 15 масс.ч. ПЭПА |
Напряжение при изгибе, sи
, МПа |
Ударная вязкость, ауд
, кДж/м2
|
| 100ЭД-20 |
17* |
3 |
| 30ЭД-20+30ГМА+10ТХЭФ |
7 |
8 |
| 30ЭД-20+30ГМА+20ТХЭФ |
15 |
15 |
| 30ЭД-20+30ГМА+30ТХЭФ |
12 |
13 |
| 30ЭД-20+30ГМА+40ТХЭФ |
12 |
12 |
| 30ЭД-20+30ГМА+10ТХЭФ+40НБ |
7* |
18 |
| 30ЭД-20+30ГМА+10ТХЭФ+50НБ |
9* |
21 |
| 30ЭД-20+30ГМА+20ТХЭФ+30НБ |
5* |
13 |
| 30ЭД-20+30ГМА+20ТХЭФ+40НБ |
35* |
12 |
| 30ЭД-20+30ГМА+20ТХЭФ+50НБ |
42* |
12 |
| 30ЭД-20+30ГМА+20ТХЭФ+60НБ |
38* |
12 |
Примечание: * - разрушение образца.
Влияние замедлителей горения на горение эпоксидных композиций
Эпоксидные смолы относятся к коксующимся при горении полимерам, однако у некоторых из них кокса образуется очень мало. Горючесть смол, их способность к коксообразованию зависит от типа эпоксидной смолы [25] и обусловлена содержанием в составе продуктов деструкции значительного количества горючих соединений. При воздействии температуры вначале наблюдается улетучивание не сшитых эпоксидных групп, а затем разлагается высокомолекулярная фракция, освобождая оксид углерода, метан, этан, этилен, пропилен, ацетон, формальдегид, ацетальдегид, бензол [19]. Для снижения горючести эпоксидных смол перспективным способом является применение ЗГ, содержащих атомы галогена, фосфора, азота.
Однако количество эффективных в эпоксидных композициях ЗГ невелико. Принятые в ряде стран законы об охране окружающей среды, запрещающие использование галогенсодержащих ЗГ обусловливают необходимость поиска новых эффективных ЗГ, особенно полифункционального назначения.
Поведение разработанных материалов при воздействии на них повышенных температур исследовали методом ТГА.
ТХЭФ является термически достаточно устойчивым пластификатором и разлагается в интервале температур 160-320о
С, табл. 9. Причем в интервале температур 160-240о
С завершается полное дегидрохлорирование, протекающее эндотермически, и потери массы соответствуют содержанию Cl в ТХЭФ (35 масс%). Видимо, одновременно с дегидрохлорированием протекают процессы структурирования и в интервале температур 240-320о
С проходит разложение образовавшихся структурированных структур, что подтверждается образованием КО, табл. 9 и экзотермичностью процесса.
Кроме того, ТХЭФ разлагается в температурном интервале, близком к температуре разложения самой смолы, что может обеспечить его эффективное влияние на процессы горения эпоксидной смолы.
Нитрид бора устойчив в атмосфере кислорода ~ до 700о
С. Чаще всего НБ входит в состав жаропрочных и жаростойких композиционных материалов.
Введение ТХЭФ в эпоксидную смолу оказывает влияние на поведение при пиролизе и проявляется в следующем:
- повышается термоустойчивость материала, что подтверждается возрастанием температуры начала деструкции на 25о
С, таблица 9;
- увеличивается выход карбонизованного остатка по окончании основной стадии деструкции, соответственно, снижается количество летучих продуктов, табл.9, среди которых большую часть составляют горючие соединения.
Таблица 9
Параметры процесса деструкции
| Состав, масс. ч |
Температура начала деструкции, о
С |
Выход КО, % при (ТК
) |
Выход коксового остатка, % при Т, о
С |
| 200 |
300 |
400 |
500 |
| ГМА |
220 |
18 (450) |
75 |
37 |
19 |
17 |
| ТХЭФ |
160 |
45 (320) |
97 |
57 |
17 |
17 |
| ЭД-20+15ПЭПА |
200 |
53 (390) |
93 |
79 |
51 |
37 |
30ЭД-20+30ГМА+
20ТХЭФ+15ПЭПА
|
225 |
58 (450) |
98 |
78 |
60 |
48 |
Выявленное влияние исследуемых компонентов на термолиз эпоксидной смолы проявляется и в поведении материала при горении его на воздухе.
Потери массы при горении на воздухе снижаются с 78 % для немодифицированной смолы до 38-45%, для пластифицированных и наполненных композиций, таблица 10.
Таблица 10
Показатели горючести эпоксидных композиций
| Состав композиции, масс.ч. |
Время поджигания, tпод
|
Потери массы, Dm, % |
КИ,
% об.
|
| ЭД-20+15ПЭПА |
45 |
78 |
19 |
| 30ЭД-20+30ГМА+20ТХЭФ+15ПЭПА |
60 |
45 |
22 |
| 30ЭД-20+30ГМА+10ТХЭФ+40НБ+15ПЭПА |
65 |
44 |
22 |
| 30ЭД-20+30ГМА+10ТХЭФ+50НБ+15ПЭПА |
68 |
43 |
23 |
| 30ЭД-20+30ГМА+20ТХЭФ+40НБ+15ПЭПА |
72 |
40 |
23 |
| 30ЭД-20+30ГМА+20ТХЭФ+50НБ+15ПЭПА |
78 |
40 |
25 |
| 30ЭД-20+30ГМА+20ТХЭФ+60НБ+15ПЭПА |
85 |
38 |
25 |
|
