| ВВЕДЕНИЕ
Основной задачей организации и планирования производства в каждом автотранспортном предприятии является рациональное сочетание и использование всех ресурсов производства с целью выполнения максимальной транспортной работы при перевозке грузов и лучшего обслуживания населения пассажирскими перевозками.
Предприятия автомобильного транспорта по своему назначению подразделяются на автотранспортные, автообслуживающие и авторемонтные.
Автотранспортные предприятия являются предприятиями комплексного типа, осуществляющими перевозку грузов или пассажиров, хранение, техническое обслуживание и ремонт подвижного состава, а также снабжение необходимыми эксплуатационными, ремонтными материалами и запасными частями.
Автотранспортные предприятия по характеру выполняемой транспортной работы делятся на:
1) грузовые;
2) пассажирские (автобусные, таксомоторные, легковые по обслуживанию отдельных организаций);
3) смешанные (грузовые и пассажирские);
4) специальные (скорой медицинской помощи и др.).
По вневедомственной принадлежности и характеру производственной деятельности различают АТП:
а) общего пользования, входящие в систему министерств автомобильного транспорта регионов.
б) ведомственные АТП, принадлежащие отдельным министерствам и ведомствам.
АТП общего пользования осуществляют перевозку грузов для всех предприятий и организаций независимо от ведомственной принадлежности, перевозку пассажиров в автобусах и автомобилях-такси на городских, пригородных и международных маршрутах.
Ведомственные АТП создаются на промышленных, строительных и сельскохозяйственных предприятиях и организациях и осуществляют, как правило, перевозку грузов, связанную с технологическим процессом производства.
Трудовые и материальные затраты на поддержание подвижного состава в технически исправном состоянии значительны и в несколько раз превышают затраты на его изготовление.
Техническое обслуживание и ремонт подвижного состава следует рассматривать как одно из главных направлений технического процесса при создании и реконструкции ПТБ предприятий автомобильного транспорта. Механизация работ при ТО и ремонте служит материальной основой условий труда, повышения его безопасности, а самое главное, способствует решению задачи повышения производительности труда, что особенно важно в условиях дефицита рабочей силы.
Реклама

Основным средством уменьшения интенсивного изнашивания деталей и механизмов и предотвращения отказов агрегатов или узлов автомобиля, т.е. поддержание его в технически исправном состоянии, является своевременное и высококачественное выполнение ТО.
Под ТО понимают совокупность операций (уборочно-моечных, крепёжных, регулировочных, смазочных) цель которых предупредить возникновение неисправностей, повысить надёжность и уменьшить изнашиваемость деталей. ТО-2 в отличии от ТО-1 более углубленное и трудоёмкое. Если при ТО-1 техническое состояние автомобиля определяют визуально и выполняется небольшой спектр работ направленных на своевременное выявление неисправностей, то при ТО-2 выполняются работы, охватывающие весь автомобиль, при этом не только определяется техническое состояние автомобиля, но и проводятся работы различного рода: замена масла (смазки) в узлах трения, очистка или замена фильтрующих элементов, регулировочные работы. Связано это с тем, что ТО-2 выполняется через значительный промежуток времени в отличии от ТО-1, за который автомобиль получает значительные неисправности и повреждения. Поэтому качественное выполнение ТО-2 способно повысить срок службы автомобиля.
Задачей данного курсового проекта является проектирование организации работы шиноремонтного участка на АТП. С целью специализации труда производственных рабочих, повышение производительности труда за счет применения современного оборудование и повышения качества выполнения работ и за счет этого уменьшить простой транспорта и возврата его с линии.
1. ХАРАКТЕРИСТИКА АТП И ОБЪЕКТА ПРОЕКТИРОВАНИЯ.
Данное предприятие осуществляет пассажирские перевозки, в условиях умеренного климата города Липецка, относится к третьей категории условий эксплуатации. Предприятие работает 365 дней в году, средняя продолжительность работы автобусов на маршруте 12,5 часов, время выхода автобусов на маршрут 6ч 30мин и 15ч 30мин, среднесуточный пробег автомобилей составляет 270км.
| Марка автомобиля
|
Пробег сначала эксплуатации в долях от Lкр
|
Количество автомобилей, ед.
|
| ЛиАЗ-677М
|
Менее 0,5
|
А1
=20
|
| 0,5-0,75
|
А2
=110
|
| 0,75-1,0
|
А3
=50
|
| Более 1,0
|
А4
=40
|
| Всего:
|
А=220
|
2. Расчётно - технологический раздел.
2.1. Выбор исходных нормативов режима ТО и ремонта и корректирование нормативов.
Реклама

Исходные нормативы ТО и ремонта принимаются из положения [ ]. Корректирование нормативов выполняется по формулам: ]. Корректирование нормативов выполняется по формулам:
2.1.1. Периодичность ТО – ; ТО – 2 и пробег до капитального ремонта ; ТО – 2 и пробег до капитального ремонта
L1
= L *К1
* К3
= 3500 * 0,8 * 1 = 2800 км; (2.1)
L2
= L *К1
* К3
= 14000 * 0,8 * 1 = 11200 км; (2.2)
LКР
= L*К * К2
* К3
= 400 * 0,8 *1 * 1 = 320000 км; (2.3)
где L и L - нормативные пробеги автомобиля до ТО – 1 и ТО – 2 [ ] ]
табл. 2.1;
L - нормативный пробег автомобиля до капитального ремонта []
табл. 2.3;
К1
- коэффициенты корректирования нормативов в зависимости от ка-
тегории условий эксплуатации (табл. 2.8 и 2.7);
К2
- коэффициент корректирования нормативов в зависимости от моди-
фикации подвижного состава и организации его работы [ ]
(табл. 2.9)
К3
- коэффициент корректирования нормативов в зависимости от
природно-климатических условий и агрессивности окружающей
среды [] (табл. 2.10)
2.1.2. Трудоёмкость ЕО; ТО – 1 ТО – 2; Д – 2; СО и ТР. ТО – 2; Д – 2; СО и ТР.
tЕО
= t * К2
*К5
* КМ
= 100 * 1 * 0,95 *0,3 = 0,285 чел – ч, (2.4)
где t - нормативная трудоёмкость ежедневного обслуживания,
определяется по табл. 2.2 [ ]
К2
– коэффициент корректирования нормативных трудоёмкостей в за-
висимости от модификации подвижного состава и организации его
работы. Табл. 2.9 [ ];
К5
- коэффициент корректирования нормативных трудоёмкостей в за-
висимости от количества обслуживаемых и ремонтируемых авто-
мобилей в АТП и количестве технологически совместимых групп
подвижного состава. Табл. 2.12 и Приложение 1 [ ]. [ ].
КМ
– коэффициент механизации, снижающий трудоёмкость ЕО,
рассчитывается по формуле:
КМ
= =  = 0,3; (2.5) = 0,3; (2.5)
где СМ
- % снижения трудоёмкости за счёт применения моечной установки,
принимается 55%.
СО
- % снижения трудоёмкости путём замены обтирочных работ
обдувом воздуха, принимается 15%.
t1
= t * К2
* К5
* КМ
= 7,5 * 1 * 1 * 0,8 = 6 чел – ч (2.6)
где t - нормативная трудоёмкость ТО – [ ] [ ]
КМ
– коэффициент механизации, снижающий трудоёмкость ТО – 1 при
поточном методе производства. Принимается равным 0,8.
t2
= t * К2
* К5
* КМ
= 31,5 * 1 * 1 * 0.9 = 28,4 чел – ч (2.7)
где t - нормативная трудоёмкость ТО -2. Определяется по табл. 2.2. [ ]
КМ
– коэффициент механизации, снижающий трудоёмкость ТО -2 при
поточном методе производства. Принимается равным 0,9.
tСО
= t2
* = 28,4 *  = 5,7 чел – ч (2.8) = 5,7 чел – ч (2.8)
где ССО
- % работ сезонного обслуживания: Липецкая область как для сред-
ней полосы – 20%. (п. 2. .2 [ ]) .2 [ ])
Трудоёмкость общего диагностирования:
tД-1
 = t1
* = 6 * = t1
* = 6 *  = 0,54 чел – ч (2.9) = 0,54 чел – ч (2.9)
где t1
– скорректированная трудоёмкость ТО -1;
СД-1
- % диагностических работ, выполняемых при проведении ТО – 1
(Приложение 1).
Трудоёмкость поэлементного диагностирования:
tД-2
= t2
* = 28,4 * = 1,98 чел – ч (2.10)
где t2
– скорректированная трудоёмкость ТО – 2;
Сд-2
- % диагностических работ, выполняемых при проведении ТО – 2
(Приложение 1).
Нормативная трудоёмкость ТР корректируется посредством всех коэффициентов:
tТР
= t * К1
* К2
* К3
* К4(СР)
* К5
= 6,8 * 1,2 * 1 * 1 * 1,12 * 0,95 = 8.68,
 (2.11) (2.11)
где t - нормативная удельная трудоёмкость ТР. Определяется по
табл. 2.2. [ ], ],
К4(СР)
– среднее значение коэффициента корректирования нормативной
удельной трудоёмкости ТР в зависимости от пробега с начала
эксплуатации.
К4(СР)
= =  = =
=  =1,12 (2.12) =1,12 (2.12)
где А1
; А2
; ….. АП
– количество автомобилей, входящих в группу с одина-
ковым пробегом с начала эксплуатации;
К4(1)
; К4(2)
; ….. К4(П)
– величины коэффициентов корректирования, при-
няты из табл. 2. [ ] для соответствующей [ ] для соответствующей
группы автомобилей с одинаковым пробегом с
нача эксплуатации.
Нормативное значение продолжительности простоя подвижного состава в ТО и ремонте корректируется по формуле:
dТО И ТР
= d И ТР
* К  = 0,55 * 1,113 = 0,612 дн (2.13) = 0,55 * 1,113 = 0,612 дн (2.13)
где d И ТР
- нормативное значение продолжительности простоя подвиж-
ного состава в ТО и ремонте. Определяется по табл. 2.6 [ ] ]
К - среднее значение коэффициента корректирования норматив-
ной продолжительности простоя в зависимости от пробега с
начала эксплуатации.
К = =  = =
=  = 1, 113 (2.14) = 1, 113 (2.14)
где ; ; …..  - величина коэффициентов корректирования, - величина коэффициентов корректирования,
принятые из табл. 2. [ [ ] для соответствующей группы ] для соответствующей группы
автомобилей с одинаковым пробегом с начала эксплуа-
тации.
По результатам расчётов составить таблицу 3.1.
Исходные и скорректированные нормативы ТО и ремонта.
| Марка, модель подвижного
состава
|
Исходные
нормативы
|
Коэффициенты корректирования
|
Скорректированные
нормативы
|
| обозначение
(размерность)
|
величина
|
К1
|
К2
|
К3
|
К
К
|
К5
|
Крез
|
обозначение
(размерность)
|
величина
|
| ЛиАЗ-
677М
|
L (км)
|
3500
|
0,8
|
-
|
1,0
|
-
|
-
|
0.8
|
L1
(км)
|
2800
|
| L (км)
|
14000
|
0,8
|
-
|
1,0
|
-
|
-
|
0,8
|
L2
(км)
|
11200
|
| t (чел-ч)
|
1,0
|
-
|
1,0
|
-
|
-
|
0,95
|
0,3
|
tЕО
(чел-ч)
|
0,285
|
| t (чел-ч)
|
7,5
|
-
|
1,0
|
-
|
-
|
1,0
|
0,8
|
t1
(чел-ч)
|
6
|
| t (чел-ч)
|
31,5
|
-
|
1,0
|
-
|
-
|
1,0
|
0,9
|
t2
(чел-ч)
|
28,4
|
| t (
 ) )
|
6,8
|
1,2
|
1,0
|
1,0
|
1,12
|
0,95
|
1,28
|
tТР
( ) )
|
8.68
|
| L (км)
|
400
|
0,8
|
1,0
|
1,0
|
-
|
-
|
0,8
|
LКР (КМ)
|
320
|
| d () ()
|
0,55
|
-
|
-
|
-
|
1,113
|
-
|
-
|
dТОиТР
()
|
0,612
|
| d (дн.)
|
25
|
-
|
-
|
-
|
-
|
-
|
-
|
dКР
(дн.)
|
25
|
2.2. Определение коэффициента технической готовности автомобилей.
αТ
= =  = =  = 0,858 (2.15) = 0,858 (2.15)
где LСС
– среднесуточный пробег.
dТО И ТР
– корректированное значение продолжительности простоя под-
вижного состава в ТО и ремонте (определяется по формуле 3.13).
dКР
– продолжительность простоя подвижного состава в капитальном
ремонте. Определяется по табл. 2.6 [ ]
L – средневзвешенная величина пробега автомобилей до капиталь- – средневзвешенная величина пробега автомобилей до капиталь-
ного ремонта.
L = LКР
* (1 –  ) = 320 * (1 – ) = 320 * (1 –  ) = 247,36 т. км (2.16) ) = 247,36 т. км (2.16)
где LКР
– скорректированное значение пробега автомобиля до капиталь-
ного ремонта. Определяется по формуле 3.3;
АКР
– количество автомобилей, прошедших капитальный ремонт;
А – списочное количество автомобилей в АТП.
2.3. Определение коэффициента использования автомобилей:
αи
= * αТ
* КИ
=  * 0,858 *0,95 = 0,815 (2.17) * 0,858 *0,95 = 0,815 (2.17)
где αТ
– коэффициент технической готовности парка;
КИ
– коэффициент, учитывающий снижение использования технически
исправных автомобилей по эксплуатационным причинам.
(КИ
принимается в пределах 0,93…0,97).
2.4. Определение годового пробега автомобилей в АТП:
 LГ
= 365 * А * LСС
* αИ
= 365 * 220 * 270 * 0.815 = 17670015 км (2.18) LГ
= 365 * А * LСС
* αИ
= 365 * 220 * 270 * 0.815 = 17670015 км (2.18)
2.5. Определение годовой программы по техническому обслуживанию автомобилей.
Количество ежегодных обслуживаний автомобилей за год:
NЕо
= =  = 65444,5 (2.19) = 65444,5 (2.19)
Количество УМР за год:
для легковых автомобилей и автобусов
NУМР
= (1,10…1,15) * NЕо
= 1,15 * 65444,5 = 75261 (2.20)
Количество ТО – 2 за год:
N2
=  = =  = 1578 (2.21) = 1578 (2.21)
Количество ТО -1 за год:
N1
=  - N2
= - N2
=  - 1578 = 4733 (2.22) - 1578 = 4733 (2.22)
Количество общего диагностирования (Д – 1) за год:
Nд-1
= 1,1 * N1
+ N2
= 1,1 * 4733 + 1578 = 6784 (2.23)
Количество поэлементного диагностирования (Д – 2) за год:
Nд-2
= 1,2 * N2
= 1,2 * 1578 =1894 (2.24)
Количество сезонных обслуживаний за год:
NСО
= 2 * А = 2 * 220 = 440 (2.25)
2.6. Определение общей годовой трудоёмкости ТО и ТР подвижного состава АТП.
Трудоёмкость ежедневного обслуживания
Т = tЕО
* NУМР
= 0,285 * 75261 = 21449 чел – ч (2.26)
Трудоёмкость ТО – 1;
Т = t1
* N1
+ Тсп.р(1)
= 6 * 4733 + 5680 = 34078 чел – ч (2.27)
где Тсп.р(1)
– трудоёмкость сопутствующего ремонта при проведении ТО – 1
Тсп.р(1)
= СТР
* t1
* N1
= 0,2 * 6 * 4733 = 5680 чел – ч (2.28)
где СТР
= 0,15…0,20 – регламентированная доля сопутствующего ТР при
проведении ТО – 1 (п. 2.33 [ ]).
Трудоёмкость ТО – 2;
Т = t2
* N2
+ Тсп.р(2)
= 28,4 * 1578 +7953 = 52768 чел – ч (2.29)
где Тсп.р(2)
- трудоёмкость сопутствующего ремонта при проведении ТО – 2
Тсп.р(2)
= СТР
* t2
* N2
= 0,2 * 28,4 * 1578 = 8963 чел – ч (2.30)
где СТР
= 0,15…0,20 – регламентированная доля сопутствующего ТР при
проведении ТО – 2 (п. 2.33 [ ]).
Годовая трудоёмкость общего (Д – 1) и поэлементного (Д – 2) диагностирований:
Т = tд-1
* NД-1
=0,54 * 6784 = 3663 чел – ч (2.31)
Т = tд-2
* NД-2
= 1,98 * 1894 = 3750 чел – ч (2.32)
Годовая трудоёмкость сезонного обслуживания
Т = tСО
* 2А = 5,7 * 2 * 220 = 2508 чел – ч (2.33)
Годовая трудоёмкость всех видов ТО:
Σ ТТО
= Т + Т + Т + Т = 21449 +34078 + 52768 + 2508 = 110803
чел – ч (2.34)
Годовая трудоёмкость ТР по АТП:
Т =  * tТР
= * tТР
=  * 8,68 = 153376 чел – ч (2.35) * 8,68 = 153376 чел – ч (2.35)
Годовая трудоёмкость ТР за вычетом трудоёмкости работ сопутствующего ремонта, выполняемых в зонах ТО – 1 и ТО – 2:
Т = Т - (Тсп.р(1)
+ Тсп.р(2)
) = 153376 – (5680 + 8963) = 138733 чел - ч
(2.36)
Годовая трудоёмкость работ по зонам ТР и ремонтным цехам (участкам):
Т =
 = =  = 3468 чел – ч (2.37) = 3468 чел – ч (2.37)
где СТР
– доля постовых или цеховых работ в % от общего объёма работ по
ТР. (Принимается по данным Приложения 1).
Общий объём работ по ТО и ТР подвижного состава АТП определяется суммированием величин трудоёмкостей. Рассчитанных по формулам (2.34) и (2.36)
ТТО И ТР
= Σ ТТО
+ Т = 110803 + 139743 = 250546 чел – ч (2.38)
2.7. Определение количества ремонтных рабочих в АТП и на объекте проектирования.
Число производственных рабочих мест и рабочего персонала определяется по формулам:
В АТП РЯ
=  = =  = 121 (2.39) = 121 (2.39)
РШ
=  = =  = 136 (2.40) = 136 (2.40)
На участке РЯ
= =  = 1,7 (2.41) = 1,7 (2.41)
РШ
= =  = 2 (2.42) = 2 (2.42)
где РЯ
– число явочных, технологически необходимых рабочих или коли-
чество рабочих мест.
РШ
– штатное число производственных рабочих.
ТТР(ШИН)
– трудоёмкость шинного участка
ФРМ
– годовой производственный фонд времени рабочего места (но-
минальный), ч.
ФРВ
- годовой производственный фонд рабочего времени штатного
рабочего, т. Е. с учётом отпуска и невыхода на работу по уважи-
тельным причинам.
3. ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ
3.1Выбор метода организации производства ТО и ТР на АТП
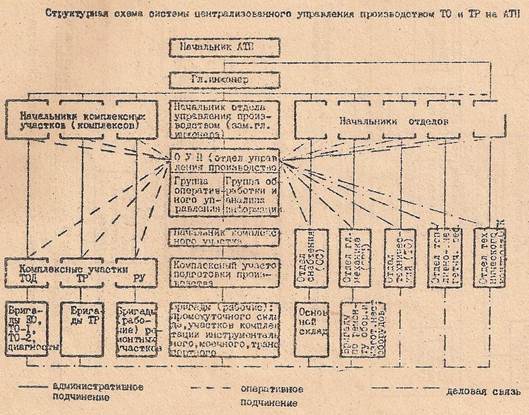
В настоящее время наиболее прогрессивным является метод, основанный на формировании производственных подразделений по технологическому признаку (метод технологических комплексов) с внедрением централизованного управления производством (ЦУПа).
Основные организационные принципы этого метода заключаются в следующем:
Управление процессом ТО и ремонта подвижного состава в АТП осуществляется централизованно отделом (центром) управления производством.
1. Организация ТО и ремонта в АТП основывается на технологическом принципе формирования производственных подразделений (комплексов), при котором каждый вид технологического воздействия (ТО -1, ТО-2, ТР автомобилей, ремонт агрегатов) выполняется специализированными подразделениями.
2. Подразделения (бригады, участки и исполнители), выполняющие однородные виды технических воздействий, для удобства управления ими объединяются в производственные комплексы (комплекс диагностики и технического обслуживания, комплекс текущего ремонта, комплекс ремонтных участков).
3. Подготовка производства, комплектование оборотного фонда, доставка агрегатов, узлов и деталей на рабочие места и с рабочих мест, мойка агрегатов, узлов и деталей перед отправкой в ремонт, обеспечение рабочим инструментом, перегон автомобилей в зонах ожидания, ТО и ремонта осуществляется централизовано комплексом подготовки производства.
4. Обмен информацией между отделом управления и всеми производственными подразделениями базируется на двухсторонней диспетчерской связи, средствах автоматики и телемеханики.
Схема централизованного управления производством при методе технологических комплексов Схема управления зоной ТО – 1
| Начальник
  комплекса комплекса
РУ
|
 

  административное оперативное административное оперативное
подчинение подчинение
Схема управления шиноремонтным участком
3.2. Схема технологического процесса на объекте проектирования.
 Техническое состояние покрышек контролируют путем тщательного осмотра с наружной и внутренней стороны с применением ручного пневматического бортрасширителя (спредера). Посторонние предметы, застрявшие в протекторе и боковинах шин, удаляют с помощью плоскогубцев и тупого шила. Посторонние металлические предметы в покрышке могут быть обнаружены в процессе диагностирования с помощью специального прибора. При проверке технического состояния камер выявляют проколы, пробои, разрывы, вмятины и другие дефекты. Герметичность камер проверяют в ванне. наполненной водой и оборудованной пневматическим утопителем, системами освещения и подвода сжатого воздуха, а герметичность золотника (ниппеля) контролируют мыльным раствором. Техническое состояние покрышек контролируют путем тщательного осмотра с наружной и внутренней стороны с применением ручного пневматического бортрасширителя (спредера). Посторонние предметы, застрявшие в протекторе и боковинах шин, удаляют с помощью плоскогубцев и тупого шила. Посторонние металлические предметы в покрышке могут быть обнаружены в процессе диагностирования с помощью специального прибора. При проверке технического состояния камер выявляют проколы, пробои, разрывы, вмятины и другие дефекты. Герметичность камер проверяют в ванне. наполненной водой и оборудованной пневматическим утопителем, системами освещения и подвода сжатого воздуха, а герметичность золотника (ниппеля) контролируют мыльным раствором.
 Контрольный осмотр дисков выполняют для выявления трещин, деформации, коррозии и других дефектов. В обязательном порядке проверяют состояние отверстий под шпильки крепления колес. Ободья от ржавчины очищают на специальном станке с электроприводом. Мелкие дефекты ободьев колес (погнутость, заусеницы) устраняют с применением слесарного инструмента оправок, гладилок, молотков. Поврежденные камеры ремонтируют на специальном верстаке в определенной технологической последовательности (рис. 1) Контрольный осмотр дисков выполняют для выявления трещин, деформации, коррозии и других дефектов. В обязательном порядке проверяют состояние отверстий под шпильки крепления колес. Ободья от ржавчины очищают на специальном станке с электроприводом. Мелкие дефекты ободьев колес (погнутость, заусеницы) устраняют с применением слесарного инструмента оправок, гладилок, молотков. Поврежденные камеры ремонтируют на специальном верстаке в определенной технологической последовательности (рис. 1)
Технически исправные покрышки, камеры и диски монтируют и демонтируют на одном и том же стенде. Давление воздуха в шинах должно соответствовать нормам, рекомендованным заводом-изготовителем. Шиномонтажный участок оборудуют эталонным манометром, по которому периодически проверяют рабочие манометры. После монтажа шин обязательно осуществляют балансировку колес в сборе на стационарном станке.
Шиномонтажное отделение обеспечивают необходимой технической документацией, в том числе технологическими картами на выполнение основных видов работ, и соответствующим технологическим оборудованием.
3.3. Выбор режима работы производственных подразделений
Работа производственных подразделений, занятых в АТП техническим обслуживанием, диагностикой и текущим ремонтом, должна быть согласована с режимом работы автомобилей на линии. При назначении их режима работы следует исходить из требования выполнять большие объемы работ по ТО и ремонту в меж сменное время.
При выборе режима работы производственных подразделений необходимо установить:
-количество рабочих дней в году, 255.
-сменность работы, в одну смену.
-время начала и окончания работы, с 8 до 17 с перерывом на обед.
Количество рабочих дней в году (Дрг
=255, 305 или 365)
Для объекта принимается по режиму работы автомобилей на линии с учетом рекомендаций, изложенных в [2] и представленных в Приложениях 7 и 8. Методических указаний.
Сменность объекта проектирования и других подразделений технической службы, с которой существует технологическая связь, устанавливается с учетом режима работы автомобилей на линии и основывается на рекомендациях [2] , представленных в Приложении 7. Методических указаний.
Время начала и окончания рабочих смен устанавливается на основе принятого количества рабочих дней в году, что позволяет определить продолжительность смены и количество рабочих дней в неделю. С учетом этого принимается время начала и конца рабочих смен Тсм
и количество рабочих дней в неделю. С учетом этого принимается время начала и конца рабочих смен объекта проектирования и других подразделении технической службы, с которыми существует технологическая связь.
3.4. Распределение исполнителей по специальностям и квалификациям.
Общее количество исполнителей в производственных подразделениях, полученное ранее расчетом в п. 2.7. распределяем по специальностям (видам работ) и квалификации.
На шиноремонтном участке работают два слесаря по ремонту автомобилей, третьего и четвертого разряда.
3.5. подбор технологического оборудования.
Подбор технологического оборудования, технологической и организационной оснастки для объекта проектирования осуществляем с учетом рекомендаций типовых проектов рабочих мест на АТП [7], Руководства по диагностике технического состояния подвижного состава [9] и гаражного технологического оборудования.
Таблица
1
Технологическая оснастка
| № п/п
|
Наименование оборудования
|
Модель или ГОСТ
|
Кол-во
|
| 1
|
Воздушный шланг с манометром
|
ГОСТ 9921 – 68
|
2
|
| 2
|
Твердомер «ШОРА» для контроля качества резины покрышек и камер
|
–
|
2
|
| 3
|
Влагомер для контроля влажности шин
|
Г-1
|
1
|
| 4
|
Ручной пневматический борторасширитель
|
6108М
|
1
|
| 5
|
Комплекс шероховального инструмента
|
–
|
1
|
| 6
|
Набор ручного шиноремонтного инструмента
|
ОШ-1319А
|
1
|
| 7
|
Эталонный манометр для контроля рабочего манометра
|
МТК 100х6 или
ТУ 954-2588-61
|
1
|
| 8
|
Ёмкость для клея
|
Собственного изготовления
|
2
|
| 9
|
Кисти для нанесения клея
|
–
|
3
|
Таблица
2
Основное технологическое оборудование шиноремонтного участка
| № п/п
|
Наименование оборудования
|
Тип, модель и краткая характеристика
|
Кол-во
|
Габаритне размеры, мм
|
ΣF, м2
|
| 1
|
Монорельс с электротельфером
|
–
|
1
|
–
|
–
|
| 2
|
Стеллаж для хранения покрышек
|
ПИ-039
|
1
|
2000х1000х1000
|
2
|
| 3
|
Приспособление для ремонта шин (деревянный сектор и консоль)
|
Собственного изготовления
|
1
|
900х300х150
|
0.27
|
| 4
|
Пылесос
|
«Уралец» или «Вихрь»
|
1
|
650х500х400
|
0.33
|
| 5
|
Станок для шероховки шин
|
6156/6184
|
1
|
1160х1135х3265
|
1.32
|
| 6
|
Столик для размещения инструментов
|
Собственного изготовления
|
1
|
850х500
|
0.43
|
| 7
|
Электроточило
|
И-138А
|
1
|
280х140х240
|
0.04
|
| 8
|
Сушильный шкаф для шин
|
ПМ-025 или 2278
|
1
|
1500х1200х2278
|
1.8
|
| 9
|
Электровулканизатор
|
6140
|
2
|
350х400х950
|
0.28
|
| 10
|
Силовой щит
|
–
|
1
|
700х350
|
0.25
|
| 11
|
Шкаф для хранения материалов
|
Собственного изготовления
|
1
|
1000х400
|
0.36
|
| 12
|
Шкаф для хранения средств защиты
|
Артикул 245
|
1
|
900х400х1500
|
0.36
|
| 13
|
Клеемешалка
|
6178
|
2
|
381х293х689
|
0.23
|
| 14
|
Ящик для хранения песка
|
Собственного изготовления
|
1
|
400х300
|
0.12
|
| 15
|
Электровулканизационный аппарат (плита)
|
–
|
2
|
880х440х1600
|
0.77
|
| 16
|
Вешалка для хранения камер
|
Ш-503
|
2
|
D500 мм
|
0.39
|
| 17
|
Подставка под оборудование
|
Собственного изготовления
|
1
|
500х400
|
0.2
|
| 18
|
Станок для шероховки камер
|
ТА-225
|
1
|
410х330х370
|
0.14
|
| 19
|
Верстак для ремонта камер
|
Ш-903
|
1
|
1400х800х800
|
1.12
|
| 20
|
Ванна для проверки герметичности камер
|
Ш-902
|
1
|
1200х600х800
|
0.72
|
| 21
|
Стальная эмалированная раковина
|
–
|
1
|
400х350
|
0.14
|
| 22
|
Электрический рукосушитель
|
–
|
1
|
200х200
|
0.04
|
| 23
|
Урна для отходов
|
–
|
1
|
300х300
|
0.09
|
| ИТОГО, Σ:
|
11.5
|
3.6. Расчет производственной площади объекта проектирования.
В проектах по ремонтным цехам (участкам) производственная площадь рассчитывается по формуле: Fцех
= кn
*fоб
(2.43)
где Fцех
– площадь цеха, м2
;
fоб
– площадь горизонтальной проекции технологического оборудова-
ния организационной оснастки, м2
. Принимаем по данным табл.
4.6. Методических указаний.
Fцех
= 4,5*11,5= 51,7 м2
3.7. Технологическая карта
Технологический процесс ТО диагностики или ТР представляет собой совокупность операций по соответствующим воздействиям, которые выполняются в определенной последовательности с помощью различного инструмента, приспособлений и других средств механизации с соблюдением технических требований (технических условий).
Технологический процесс ТО и диагностики оформляется в виде операционно-технологической или постовой технологической карты.
Операционно-технологическая карта отражает последовательность операций видов ТО (диагностики) ил отдельных видов работ по этим воздействиям по агрегату или системе автомобиля. В соответствии с требованиями [6] она выполняется на форматах  и и  а МУ-200-РСФСР-12-0139-81 (см. Приложения 12). а МУ-200-РСФСР-12-0139-81 (см. Приложения 12).
4.ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ
4.1Общая характеристика организации работы по охране труда.
Виды инструктажей и порядок их проведения:
Вводный инструктаж всех принимаемых на работу независимо от их образования и стажа работы по данной профессии или должности, а также командированных, учащихся и студентов, прибывших на производственное обучение или практику, проводит старший инженер по охране труда или лицо, на которое возложены обязанности инженера по охране труда. Вводный инструктаж должен проводиться в кабинете охраны труда или в специально оборудованном помещении. Может проводиться вводный инструктаж как одного человека, так и группы лиц, численный состав которой не должен превышать 20 человек. Проведение вводного инструктажа регистрируется в контрольном листе, который хранится в отделе кадров и в специальном журнале, который хранится у старшего инженера по охране труда.
Первичный инструктаж на рабочем месте проводят со всеми вновь принятыми на предприятие, переводимыми из одного подразделения в другое, командированными, учащимися и студентами, прибывшими на производственное обучение или практику, с работниками, выполняющими новую для них работу, со строителями при выполнении строительно-монтажных работ на территории действующего АТП.
Все рабочие после первичного инструктажа на рабочем месте и проверки знаний в течении 2-5 смен (в зависимости от стажа, опыта и характера работы) работают под наблюдением мастера или бригадира, после чего оформляется допуск их к самостоятельной работе.
Повторный инструктаж проходят все работающие независимо от их квалификации, образования и стажа работы по утвержденному главным инженером графику не реже 1 раза в 3 месяца. Проводится он с целью проверки и повышения уровня знаний правил и инструкций по охране труда.
Внеплановый инструктаж проводится в объеме первичного инструктажа на рабочем месте при: изменении правил по охране труда, технологического процесса, других факторов влияющих на безопасность труда, перерывах в работе более 30 календарных дней для работ, к которым предъявляют дополнительные требования безопасности труда, и более 60 для остальных работ.
Текущий инструктаж проводит непосредственный руководитель работ с работниками перед выполнением работ, на которые оформляется наряд – допуск. Проведение инструктажа фиксируют в наряде допуске и журнале регистрации инструктажа на рабочем месте.
4.2. Основные производственные вредности
Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны.
| Наименование вещества
|
ПДК,мг/м3
|
Класс опасности
|
| Ацетон
|
200
|
4
|
| Бензин-растворитель (в пересчете на С)
|
300
|
4
|
| Пыль растительного происхождения с примесью двуокиси кремния, %
Более 10 %
2-10 %
Менее 2 %
|
2
4
6
|
4
4
4
|
| Сажи черные промышленные с содержанием 3,4 бенз(а)пирена не более 35 мг на 1 кг
|
4
|
4
|
Помещение шиноремонтных участков оборудуют общеобменной механической приточно-вытяжной вентиляцией и местными отсосами. Местные отсосы устанавливают в местах работ по изготовлению резинового клея, сушке материалов, ремонту и заделке повреждённых покрышек и камер. При этом вентиляторы должны размещаться вне помещений. Вытяжная вентиляция должна быть во взрывоопасном исполнении.
В помещениях вулканизации должна быть общеобменная приточно – вытяжная вентиляция, рассчитываемая на ассимиляцию теплоизбытков. Тепловыделения в помещении вулканизации следует учитывать с коэффициентом, равным 0,8 в количестве 50% от теплосодержания пара, расходуемого на вулканизацию, или 100% тепла от расходуемой электроэнергии. Вытяжку из помещений вулканизации следует предусматривать из верхней зоны. Приточный воздух рекомендуется подавать сосредоточенно в верхнюю зону.
4.3. Оптимальные метеорологические условия.
Оптимальные нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне.
| Помещения и участки
|
Категория работ
|
Температура,о
С
|
Относительная
влажность, %
|
Скорость движения воздуха, м/с,не более
|
| Шиномонтажный участок
|
Средней тяжести IIб
(энерго-затраты 232-293 Дж/с)
|
17-19
20-22
|
60-40
60-40
|
0,3
0,4
|
Примечания: В числителе приведены данные для холодного и переходного периодов года (среднесуточная температура наружного воздуха ниже +10 о
С), в знаменателе – для теплого периода ( среднесуточная температура наружного воздуха +10о
С и выше)
4.4. Освещение.
4.4.1. Суммарная площадь световых проемов при боковом освещении определяется по формуле: Sб
= Sб
=
где:  Sб
- суммарная площадь окон и фонарей, м2 Sб
- суммарная площадь окон и фонарей, м2
Sn
= 54- площадь производственного помещения, м2
 min
= 1,2 - нормированное среднее значение при комбинирован min
= 1,2 - нормированное среднее значение при комбинирован
ном и верхнем освещении. Определяется по табл.1 [15]
 0
= 16 - световая характеристика окна. Определяется по табл. 6 [15] 0
= 16 - световая характеристика окна. Определяется по табл. 6 [15]
Ч0
= 0,4 - общий коэффициент светопропускания. Определяется по
табл.1 [15]
Ч1
= 3 - коэффициент, учитывающий влияние отраженного света при
Боковом освещении. Определяется по табл.3 [15]
К1
= 1 - коэффициент, учитывающий затемнение кон противостоя-
Щими зданиями. Определяется по табл.8 [15]
 Sб
= 54 Sб
= 54 = 8,64 м2 = 8,64 м2
4.4.2. Определяем высоту окна по формуле ок
= -(под
+над
) -(под
+над
)
Где под
= 1,0 - расстояние от пола до подоконника
над
= 0,4 – размер надоконного пространства
 ок
= 4-(1,0+ 0,4)= 2,6 м ок
= 4-(1,0+ 0,4)= 2,6 м
По таблице 9 [15] по параметру ок
= 2,6 м выбираем ширину и высоту окна.  ысота ысота  ок
= 2415мм; ширина bок
= 1860 мм. ок
= 2415мм; ширина bок
= 1860 мм.
4.4.3. Определяем потребное количество окон: n= 
где Fок
=ок*
 ок
= 2415 *
1860 = 4,5 м2
- площадь одного окна ок
= 2415 *
1860 = 4,5 м2
- площадь одного окна
n=  = 1,92- 2 окна. = 1,92- 2 окна.
4.4.4. Определяем количество светильников типа ОД и их мощность = 9 м-длина производственного участка;
b
= 6 м-ширина производственного участка;
H = 4 м-высота производственного участка;
Отношение расстояния между светильниками Z и высотой их подвески h (Z:h=1,2)
1. Находим расстояние между центрами светильников:
Z = H*
1,2=4*
1,2=4,8 м
2. Расстояние от стены до первого ряда светильников при наличии рабочих мест у стены принимаем: α= Z = Z = *
4,8 = 1,6 м *
4,8 = 1,6 м
3. Рассчитываем расстояние между крайними рядами светильников, расположенных у противоположных стен(по ширине помещения):
с1
= b-2α = 6-2*
1,6=2,8 м
4. Определяем количество рядов светильников, которые можно расположить между крайними рядами(по ширине помещения):
n1
=  -1 = -1 =  -1<1 ; n1
=0 -1<1 ; n1
=0
5. Рассчитываем общее количество рядов по ширине помещения:
n= n1
+2 = 0+2 =2
6. Находим расстояние между крайними рядами светильников:
С2
= -2α = 9-2*
1,6 =5,8 м
7. Находим количество рядов светильников, которые можно расположить между крайними рядами(по длине помещения):
n2
=  - 1 = - 1 =  - 1= 0,2 м. - 1= 0,2 м.
8. Определяем общее количество рядов светильников (по длине помещения):
n = n2
+2 = 0 + 2 =2.
Следовательно, в этом помещении светильники общего освещения должны располагаться по длине в 2 ряда, по ширине в 2 ряда, всего должно быть 4 светильника.
9. Определяем общую мощность ламп, необходимую для освещения этого помещения:
W = *
b*
W*
R =9*
6*
10,8*
1,3= 758 ВТ
гдеW1
- удельная мощность(табл.12) [15].
R- коэффициент учитывающий запыленность и "старение"ламп
(в условиях автопредприятия 1,3)
10. Определяем необходимую мощность каждой лампы:
Wи
=  = =  =190 ВТ =190 ВТ
4.5. Производственный шум, ультразвук и вибрация
При разработке генерального плана АТП следует станции испытания двигателей, кузнечные и другие «шумные» цехи сосредотачивать в одном месте на переферии территории АТП, располагать их с подветренной стороны по отношению к другим зданиям и жилому массиву. Вокруг «шумных» цехов желательно создавать зелёную шумозащитную зону.
В качестве акустических средств защиты от шума применяются: средства звукоизоляции (звукоизоляции ограждения зданий и помещений, звукоизолирующие кожухи и кабины, акустические экраны, выгородки); средства звукопоглащения (звукопоглощающие облицовки, объёмные проглотители звука); средства виброизоляции (виброизолирующие опоры, упругие прокладки, конструктивные разрывы); средства демпфирования.
4.6 Требования к технологическим процессам и оборудованию.
К вулканизационным работам допускаются лица, прошедшие специальное курсовое обучение сдавшие экзамены и получившие удостоверение на право производства этих работ. При работе на электровулканизационных аппаратах необходимо соблюдать правила электробезопасности, а при эксплуатации паровых котлов для питания вулканизационного оборудования – требования техники безопасности.
Работать допускается только на исправном оборудовании. Вулканизационные аппараты и манометры должны быть проверены и испытаны. Испытывают их не реже 1 раза в 12 месяцев. На циферблате манометра должна быть нанесена красная ограничительная черта, соответствующая предельному рабочему давлению.
Запрещается: пользоваться манометрами неисправными, неопломбированными, непроверенными, с просроченной датой испытания; наносить самим на стекле манометра отличительную черту. Осматривать покрышки при помощи спредера можно только при правильной его установке (крюки должны полностью захватывать борта покрышки). Шероховку покрышек и камер следует выполнять на надёжно заземлённых станках, имеющих ограждение привода и оборудованных местной вытяжной вентиляцией. При этом работать можно только с включённой вентиляцией и в защитных очках.
Во время вулканизационных работ запрещается применять этилированный бензин.
4.7. Электробезопасность.
Электрический ток при несоблюдении правил и мер предосторожности может оказывать на людей опасное и вредное воздействие, проявляющееся в виде электротравм (ожоги, электрические знаки, электрометаллизация кожи, механические повреждения), электроударов и профессиональных заболеваний. Это воздействие может быть термическим (ожоги отдельных участков тела, нагрев кровеносных сосудов, нервов), электрическим (разложение крови и других органических жидкостей) и биологическим (раздражение и возбуждение живых тканей организма).Степень опасного и вредного воздействия электрического тока на человека зависит от его индивидуальных особенностей, электрического сопротивления тела, рода и напряжения тока, частоты, пути тока через тело человека, продолжительности воздействия на его организм, условий внешней среды и ряда других факторов.Опасность поражения электрическим током специфична, поскольку наличие напряжения не может быть обнаружено на расстоянии без специальных приборов. Органы чувств человека позволяют обнаружить его только при контакте с электроустановкой, находящейся под напряжением, в момент поражения.
Согласно ГОСТ 12.1.019 – 79 «ССБТ. Электробезопасность. Общие требования», электробезопасность должна обеспечиваться конструкцией электроустановок, техническими способами и средствами защиты, организационными и техническими мероприятиями.
К техническим способам и средствам защиты относятся: защитное заземление; зануление; выравнивание потенциалов; малое напряжение; электрическое разделение сетей; защитное отключение; изоляция токоведущих частей (рабочая, дополнительная, усиленная, двойная); компенсация токов замыкания на землю; оградительные устройства; предупредительная сигнализация; блокировки; знаки безопасности; средства защиты и предохранительные приспособления. Технические способы и средства защиты могут применяться отдельно и в сочетании друг с другом. При их выборе следует учитывать: номинальное напряжение; род и частоту тока электроустановки; способ электроснабжения; режим нейтрали источника питания электроэнергией; вид исполнения; условия внешней среды; возможность снятия напряжения с токоведущих частей, на которых или вблизи которых должна производиться работа; характер возможного прикосновения человека к элементам цепи тока; возможность приближения к токоведущим частям, находящимся под напряжением, на расстояние меньше допустимого или попадания в зону растекания тока и вид работ.
| Класс помещения
|
Наличие признаков
|
Места возможного возникновения указанных условий
|
| С повышенной опастностью.
|
1.Сырость (относительная влажность воздуха длительно превышает 75%)
2.Токопроводящая пыль (по условиям производства выделяется технологическая пыль в таком количестве что она может оседать на проводах, проникать внутрь машин, аппаратов и т.п.)
3.Токопроводящие полы(металлические, земляные, железобетонные, кирпичные)
4.Высокая температура(под воздействием различных тепловых излучении температура превышает постоянно или периодически более 1 сут +35о
С)
5.Возможность одновременного прикосновения человека к имеющим соединения с землей металлоконструкциям зданий, технологическим аппаратам, механизмам, и к металлическим корпусам электрооборудования, с другой.
|
Кузнечно-рессорный, вулканизационный и другие участки.
|
4.8. Пожарная безопасность.
Шиноремонтный участок относится к категории В пожароопасная, т. к. на нём находятся жидкости с температурой вспышки свыше 61 °С, горючие пыли или волокна с нижним пределом взрываемости более 65 г/м3
; твёрдые сгораемые (горючие) вещества и материалы; вещества, способные при взаимодействии с водой, воздухом или друг с другом только гореть.
В помещении шиноремонтного участка должны находиться:
1. Огнетушитель пенный 1.
2. Огнетушитель порошковый 1.
3. Ящик с песком 1.
4.9. Охрана окружающей среды.
Утилизацию отходов с шиноремонтного участка осуществляется в установленном порядке.
ЗАКЛЮЧЕНИЕ
Выполнив курсовой проект, достигнута цель овладеть и применить навыки и методические решения определенных задач путем самостоятельной работы. Упрочив умение работы со справочной литературой, стандартами, таблицами и специальной литературой. Рассчитаны основные показатели программы работ по ТО и ТР автобусов ЛиАЗ-677. Определено необходимое количество рабочих в шиноремонтный участок. Рассчитана необходимая площадь участка, освещения и вентиляции. Приведена схема с необходимым технологическим оборудованием и оснасткой шиноремонтного участка.
Дано описание необходимых операций при ремонте камеры, имеющей сквозной прокол.
Затронуты вопросы техники безопасности и противопожарной безопасности для рабочих шиноремонтного участка.
|