Введение
Способы крашения зависят от рода волокон материала, который требуется окрасить. К главнейшим волокнистым материалам относятся шерсть, хлопок, шелк, лен, пенька, солома и другие. Волокнистые материалы, как животного, так и растительного происхождения окрашивают в виде готовой ткани или в пряже. Процесс крашения состоит в поглощении краски волокнами. Применяемые для крашения тканей, пряжи и других материалов красители могут быть разделены на 2 группы: естественные, получаемые из продуктов растительного и животного происхождения, и искусственные (химические), которые иногда называются также «анилиновыми» ввиду того, что анилин является одним из главнейших исходных материалов для их изготовления. Существующее мнение о непрочности искусственных красителей совершенно не обосновано; в настоящее время имеется много искусственно приготовленных красителей, которые значительно лучше противостоят действию воды, мыла, трения и света, чем естественные. Именно поэтому искусственные красители во многих случаях вытесняют из практики естественные, тем более, что первые изготовляются всевозможных цветов и оттенков и в этом отношении дают возможность большого выбора.
Предметом исследования в работе служит предмет химической технологии и оборудования отделочного производства, а именно крашение текстильных материалов.
Непосредственный объект изучения в данной курсовой работе – это изучение современного состояния и перспектив развития процесса крашения текстильных материалов.
Ввиду огромного разнообразия красителей и способов крашения рамки курсовой работы не позволяют развить тему с достаточной полнотой, поэтому, в ней помещены лишь наиболее употребительные способы крашения текстильных материалов и их развитие.
Древний метод крашения текстиля – крашение в мотках. Ранее мотки пряжи подвешивались на шестах и вручную опускались в чан с раствором красителя. В настоящее время для этого применяется машина, похожая на «чертово колесо»; при повороте колеса его спицы с мотками пряжи погружаются в краситель.
Многочисленные открытия в органической химии в XIX в., и особенно во второй его половине, привели к созданию искусственных красителей, новых приемов и новой техники крашения [4].
Реклама

Русские ученые - А. И. Бутлеров, Н. Н. Зинин, А. А. Воскресенский, Б. П. Алексеев и другие явились авторами открытий мирового значения в области изготовления красителей. Но для практического применения их открытий в России не было условий, и отечественная текстильная промышленность полностью зависела от иностранных поставок красителей. Лишь в 1914 г. была сделана попытка развития производства красок в нашей стране: акционерное общество "Русскокраска" приступило к постройке в Донбассе Рубежанского завода (ныне крупнейший комбинат по производству красящих веществ для текстильной промышленности).
Не производилось в России и красильно-отделочное оборудование, если не считать изготовления отдельных машин в механических и чугунолитейных мастерских некоторых крупных фабрик. Заводское производство красильно-отделочного оборудования началось в России только в 90-х годах XIX в. Развитие красильно-отделочных машин шло как в направлении выполнения технологических операций и совершенствования механической части машины, специализации и агрегирования, так и по пути снижения расходов красителей, воды, пара, топлива и энергии, связанных с выполнением операций.
Исследование развития техники красильно-отделочного производства удобно вести по группам машин в порядке их последовательности в производстве. На рисунке 1 приведена схема красильной барки [4].
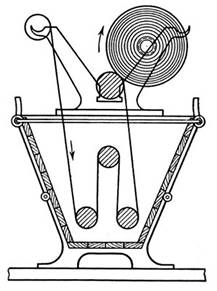
Рисунок 1 - Схема красильной барки
Красильные барки издавна составляли основную и многочисленную группу машин, которыми пользовались для различных операций: промывки ткани, пропитки химическими материалами, отбелки едким натром, крашения многими способами и др. В производстве насчитывались десятки барок, пользовались ими постоянно в связи с многократным повторением одних и тех же операций. Работали барки периодически, вручную, имели несложные приспособления по перекатке ткани, подводу воды и пара. С течением времени барки получили механический привод и отжимное приспособление. Совершенствование барки шло также в направлении специализации согласно назначенной операции.
Английский завод Матера и Плата в конце XIX в. выпустил жгутопромывную барку под названием "машина-клаппо". Машина работала непрерывно и одновременно промывала два жгута ткани. Каждый из жгутов обвивал нижний отжимной вал до шести раз, чтобы повторить столько же раз промывку и отжимку. Скорость движения жгута составляла 3 - 4м/сек.
Реклама

Машина-клаппо подверглась в дальнейшем усовершенствованию. Она получила приспособление, встряхивающее ткань и ударявшее ее при этом о деревянный щит, благодаря чему эффект очистки ткани повысился.
На базе жгутопромывной машины была создана машина для пропитки ткани химическими материалами. Ящик машины выстилался листами антикоррозийного металла, отжим усиливался тремя валами, удлинялся путь каждого жгута до десяти петель и т. д. Машина под названием мойно-материальной дошла до наших дней [4].
Пропитка ткани химическими материалами вызвала специализацию барки с учетом свойств пропитывающей жидкости, пропитываемой ткани, режима пропитки. Так, для повышения эффективности пропитки тяжелой льняной ткани барка оснащалась ударными молотками, и пропитка или промывка называлась "под ударами".
Для валяния сукон была создана валяльная сукновалка, схема которой повторяла схему промывной барки.
Совершенствованию техники пропитки помогало постепенное оснащение барок приспособлениями и устройствами, стабилизирующими и автоматизирующими работу барок, в виде отжима соответствующей мощности, авторегулятора уровня жидкости, укрытий с вентиляцией и др.
Развитие барки шло, кроме специализации и улучшения конструкции, также в направлении агрегирования операции промывки, пропитки или крашения с последующей операцией, например сушкой, вызреванием и т. д. Создавались "машины-континю" - прототип будущих поточных линий [4].
Для непрерывного беспротравного крашения инженер Вёльтер разработал "куб-континю", значительно упрощавший и ускорявший процесс кубового крашения. Работая беспрерывно, куб дважды пропитывает ткань в двух нижних отделениях в растворе индиго и дважды проводит ткань через два верхних отделения для окисления кислородом воздуха.
Аппарат континю сложился при окрашивании ткани кампешем из трех барок: для пропитки ткани раствором кампеша и кварцеронного экстракта, для раствора зеленого купороса и промывки ткани водой. Количество машин (аппаратов) континю быстро увеличивалось в последние десятилетия XIX в. Развитие техники опаливания ткани, необходимого перед отваркой, прошло свой путь от огневой палилки с раскаленным чугунным или медным желобом до газовой, в которой ткань проходит непосредственно над пламенем газа. Газовая палилка допускала быстрое регулирование температуры, одностороннюю и двухстороннюю опалку ткани, несложное удаление нагретого и дурнопахнущего воздуха, мало расходовала топлива, а производительность была в 2 раза больше. На рубеже XIX-XX вв. заводы стали выпускать палилки с накалом желоба электротоком [5].
Техника отварки суровья перед крашением получила в рассматриваемый период значительное развитие. В середине XIX в. широкое применение получили "бардовские котлы". Установленные вертикально два котла, каждый емкостью по 750 м3
, составляли один аппарат. Одна и та же порция жидкости (раствор едкой извести для хлопчатобумажной ткани) работала периодически, то в одном, то в другом котле несколько раз. Варка шла непрерывно под давлением 3-4 атмосфер в течение 8-14 часов. Позднее котел подвергся усовершенствованию: распределение жидкости по поверхности заложенной в котел ткани стало осуществляться инженером, что значительно улучшило и ускорило качество отварки.
В конце XIX в. варочный котел был переконструирован в запарный для обработки ткани по методу эльзасского химика Кёхлина. Запарный отбельный котел, горизонтально расположенный, с боковым широким отверстием, закрываемым тяжелой крышкой, загружался тканью весом до 2 т с помощью тележки. Циркуляция щелочной жидкости осуществлялась непрерывно. Промывка ткани производилась горячей водой. Давление пара не превышало 0,5 атмосфер, время обработки сократилось до 5 часов. В таком виде котел дошел до настоящего времени.
Машины для отбелки льняной ткани имеют много общего с машинами для отбелки хлопчатобумажных тканей, но работают при ином режиме [5].
Развитие техники сушки ткани - операции, много раз повторяющейся, требующей много тепла, энергии, места, рабочей силы, - шло в рассматриваемый период усиленным темпом. Для экономии тепла воду из ткани выжимали перед сушкой с помощью машины, состоящей из пары отжимных валов. Крепко сжатые жгуты ткани обвивали валы несколько раз. Ткань теряла до 40% воды. Позднее эта машина уступила место более эффективной центрифуге.
Первоначальная техника сушки ткани сводилась к устройству простой сушильни, т. е. высокого каменного здания с калориферными трубами от топки, решетчатым полом и потолком. Ткань развешивалась свободными петлями во всю высоту здания. Во второй половине XIXв. сушилка была заменена сушильной машиной, работающей по принципу непосредственного соприкосновения сырой ткани с горячей металлической поверхностью. Машина под названием "сушильные барабаны" состояла из заданного числа цилиндров диаметром 0,6 м, длиной 1,1 или 1,86 м. Стойки, цапфы цилиндров и подшипники цапф изготовлялись пустотелыми для впуска в цилиндры пара и удаления конденсата. На выходе ткань укладывалась самокладом в тележку.
Развитие конструкции сушильных барабанов привело к агрегированию их с предшествующими машинами - с отжимом, плюсовкой, красящими, промывными и другие [5].
Большое значение в совершенствовании сушильных барабанов имело предложение инженера Никольской мануфактуры С. А. Назарова об устройстве над сушильными машинами стеклянных шатров, из-под которых горячий и влажный воздух удалялся вентилятором и устранялся брак ткани от конденсата с потолка. Опыт С. А. Назарова послужил примером для других красильно-отделочных фабрик.
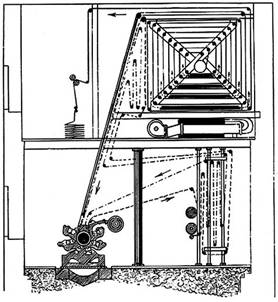
Рисунок 2 - Сушильня при печатных машинах, нагреваемая горячим воздухом (схема)
Многие виды крашения - особенно гладкого и в светлых тонах - не допускают сушки ткани соприкосновением с горячими поверхностями из-за образования полосатости. Для сушки таких тканей использовался горячий воздух. На рисунке 2 представлена схема машины, в которой ткань высушивается, совершая длинный путь в горячем воздухе и около горячих плит. По этой же схеме создавалась воздушная сушилка при ситцепечатных машинах, без чего было бы невозможно ситцепечатание [6].
При некоторых способах окрашивания ткань нуждалась в "вызревании". Техника его сводилась к развешиванию ткани в здании с высоким потолком, где нанесенный на ткань химический материал окислялся воздухом при нормальной температуре и влажности. Эта примитивная техника была вытеснена зрельной машиной, специально оборудованной устройствами для поддержания в камере микроклимата и регулирования скорости движения ткани.
Развитие техники запаривания ткани, которое необходимо для образования цветных лаков и закрепления их, прошло путь от примитивного, прерывного способа с помощью запарной трубки до закрытого, непрерывно действующего аппарата. Процесс запаривания ткани, развешенной в камере аппарата, длился до 2 часов. Позднее камера была усовершенствована по образцу запарочного котла для отварки ткани, и продолжительность запарки сократилась до 20-30 минут. Дальнейшее развитие техники запаривания привело к созданию непрерывно действующей запарной машины с автоматической заправкой ткани, при малом расходе тепла и полном устранении капели [6].
Развитие машин, выполняющих окрашивание ткани, начавшись с простой деревянной варки с ручным приводом, шло в направлении механизации, специализации, беспрерывности действия и агрегирования. Машины для пропитки ткани солями анилина - солильная машина, танином - танинная барка, крахмалом - крахмальная и др. в начале XXв. были усовершенствованы и стали автоматически действующими роликовыми закрытыми машинами.
Ситцепечатание - крашение ткани многоцветным рисунком - зародилось в XVIIIв. в Германии. Рисунок воспроизводился ручным способом с помощью рельефных форм. Понадобился столетний поиск для создания многоцветной печатной машины. Такая многовальная (до девяти валов) и многоцветная печатная машина непрерывного действия появилась лишь в середине XIX в., заменив труд 50 набойщиков. В ходе совершенствования ее деревянные набойные формы были заменены медными валиками, рельефная гравюра - глубинной, механические привод машины и регулятор скорости - электрическими, введено повторное использование подкладки и кирзы (Кирза - многослойная ткань, покрытая с лицевой стороны резиновой пленкой, иногда пропитываемая раствором каучука.), усовершенствована сушилка ткани при машине и многое другое [8].
По технике крашения и по отделке ткани, выпускаемые русскими текстильными фабриками, выгодно отличались от заграничных товаров. Вследствие этого они пользовались значительной славой на мировом рынке, неоднократно отмечались на международных выставках почетными дипломами и медалями. Огромной и заслуженной известностью пользовались за рубежом, главным образом в Западной Европе, русские ткани ализаринового крашения. Особо ценились ткани, выпускаемые Карабановской фабрикой. Они были отмечены почетными дипломами и медалями на международных выставках в 1862 г. в Лондоне, в 1867, 1878 и 1889 гг. - в Париже. На Карабановской фабрике в 1861 г. была установлена первая в нашей стране печатная машина, а через несколько лет их насчитывалось уже десять. Карабановские колористы начали печатание первыми и удержали свое первенство по качеству и художественности набивных тканей [8].
Особенно много для прогресса техники крашения тканей на Карабановской фабрике сделал долгое время работавший на ней химик-колорист В. М. Тряпкин. Он впервые в 1892 г. применил щелочной способ набивных ситцев по ализариновому крашению, завоевавший мировую известность. Этот способ подробно изложен в книге В. М. Тряпкина "Травление турецкой красной щелочным методом", изданной в 1899 г. на французском языке в Париже. Книга написана по материалам фабрик Владимирской и Московской губерний.
Труд В. М. Тряпкина начинается с общего обзора применения нового щелочного способа вытравки набивных ситцев. Автор пишет, что "травление турецкой красной при помощи каустической соды было произведено в первый раз по способу Шлипера, который позволяет получить на красной белые и синие расцветки". "Но, - подчеркивает автор, - способ Шлипера при травлении турецкой красной другими цветами не может быть применен на производстве в больших масштабах и не заменяет классического способа травления при помощи обесцвечивающей ванны". Далее указывается, что поисками способов травления занимались многие химики-колористы и что лучшим из них оказался щелочной способ, применяемый на русских фабриках. "Этот способ, - утверждает В. М. Тряпкин, - придает краскам, употребляемым при расцвечивании турецкой красной, прочность и яркость, не достижимую при употреблении обесцвечивающей ванны, а поэтому с успехом заменяет ее. В русском производстве, которое специально выделывает турецкую красную, новый метод, известный под названием "щелочной метод", используется уже в течение 6-7 лет в очень больших размерах". Далее автор детально описывает этот метод, подробно рассказывает о вытравной бели, приготовлении вытравной краски на базе натриевого станита, приготовлении белой вытравной с помощью натриевого цинка, щелочной белой вытравной с натриевым цинкатом, о краске для печати, розовой вытравной, синей вытравной, зеленой вытравной щелочной, о черной краске в соединениях с щелочными вытравными, дает общие указания о приготовлении и употреблении щелочных вытравных красок [10].
Набивные ткани ализаринового крашения, выработанные по этому способу на русских фабриках, были прочны и ярки. Подобного эффекта не могли добиться ни на одной фабрике в Западной Европе и Америке. Конечно, французские фабриканты всячески пытались перенять способы окраски и набивки тканей, применявшиеся на русских фабриках. Поэтому в Париже и вышла книга русского химика-колориста, предназначенная для ознакомления французских специалистов со способами окраски и набивки, с успехом применявшимися в России.
По качеству тканей Карабановская фабрика не была единственной в русской текстильной промышленности. От нее не отставали Трехгорная мануфактура, ряд иваново-вознесенских фабрик и др.
Самым экономичным, а потому и наиболее распространенным является метод партионного (штучного) крашения, т.е. крашения ткани в кусках, после того как она уже выработана. Имеются разные варианты метода. Иногда ткань проводят через ванну с красителем, скрутив ее в виде жгута, а иногда она проходит в полную ширину сначала через чан с красителем, а затем через отжимные валки.
Красителями называются вещества, способные окрашивать различные предметы, например, хлопчатобумажное волокно, шерсть, шелк натуральный, вискозный, ацетатный и др., кожу, бумагу, дерево, солому и многое другое. Красители применяются также и для окрашивания пластмасс, металлических изделий, предметов парфюмерии, пищевых продуктов, для приготовления лаков, туши, чернил, в цветной фотографии [11].
Применяемые для крашения тканей, пряжи и других материалов красители разделяются по происхождению на две группы:
а) красители естественного происхождения;
б) красители искусственные, полученные химическим путем [11].
Естественные красители в свою очередь делятся на красители растительного и животного происхождения.
Красители растительного происхождения — вещества, получаемые из растений.
Красители животного происхождения — красящие вещества, получаемые из высушенных насекомых.
Искусственные красители — вещества, получаемые химическим путем, представляют собой сложные органические соединения.
Существуют много типов и групп искусственных красителей. Одни из распространенных красителей, применяемых для окраски хлопчатобумажных тканей, носят название анилиновых, так как первые такие красители были получены из анилина.
Подготовка изделий к крашению и перекраске. Перед крашением вещи очищают от загрязнений. При перекрашивании иногда, кроме того, удаляют первоначальную окраску полностью или частично. Это делают в том случае, если вещи перекрашивают в другой цвет и если окраска их полиняла, местами выгорела.
Очищают изделия от загрязнений стиркой в мыльно-щелочных растворах или химической чисткой с помощью жирорастворяющих или других пятновыводящих средств. Пятна удаляют очень тщательно, во избежание неровной окраски. Стирку и чистку проводят обычным способом.
Для лучшего удаления прежней окраски с хлопчатобумажных и льняных вещей в мыльно-содовый раствор прибавляют больше соды. чем при обычной стирке (10—15 г стиральной соды на 1 л воды) и кипятят вещи около 30 мин. Шерстяные вещи стирают в мыльном растворе, как обычно, с добавлением нашатырного спирта или же подвергают чистке бензином [11].
Перед крашением готовых вещей их подготавливают следующим образом. Швы с запасами распускают; те части, которые не нужно красить, отпарывают; подкладку, если вещи красят вместе с ней, подпарывают в нескольких местах, чтобы вещи не всплывали кверху от находящегося под подкладкой воздуха.
Вязаные вещи перед крашением нашивают на какую-либо грубую хлопчатобумажную ткань, чтобы их можно было красить в расправленном виде. При подготовке вещей к крашению особенно внимательно надо осмотреть карманы, чтобы в них не было посторонних предметов, например, карандашей, которые обламываются и остаются в углах карманов. Карманы необходимо перед крашением вывернуть. Очистка вещей от загрязнений производится стиркой или химической чисткой с удалением отдельных пятен [11].
Удаление прежней окраски полностью или частично, если ее не удается уничтожить кипячением или стиркой в мыльно-щелочном растворе, производят раствором гидросульфита натрия (10—20 г гидросульфита на 1 л воды). Этот способ применим как для хлопчатобумажных, так и для шерстяных тканей.
Раствор гидросульфита при обесцвечивании вещей подогревают постепенно (в продолжение 30 мин.) до 70°, все время переворачивая вещи, чтобы получить равномерное обесцвечивание окраски. По истечении 10 мин. от начала обработки в бак добавляют уксусную кислоту в количестве 10—15 г на 1 л раствора гидросульфита, что ускоряет отбелку. Но при добавлении кислоты гидросульфит разлагается. Этот процесс сопровождается выделением сернистого газа. Во избежание отравления людей сернистым газом, надо эту обработку производить в хорошо вентилируемом помещении. После отбелки вещи тщательно промывают несколько раз теплой водой [12].
Для удаления первоначальной окраски с хлопчатобумажных и льняных тканей, если она не удаляется указанными выше способами, применяют хлорную известь. Однако необходимо помнить, что хлорная известь при неправильном ее употреблении может сильно ослабить ткань; поэтому при такой обработке надо строго придерживаться определенных правил: не применять хлорную известь больше допустимого количества, не повышать температуру раствора выше 35°, тщательно промывать вещи после отбелки.
Для хлопчатобумажных и льняных тканей вместо хлорной извести лучше применять гипохлорит натрия. Его готовят следующим образом: на 1 л отбеливающего раствора берут 3—5 г хлорной извести и столько же кальцинированной соды. Раствор отстаивают и употребляют только в виде прозрачной, чистой жидкости, в которой вещи выдерживают при постоянном помешивании в течение 15—20 мин. После этого их промывают в теплой (30°) и холодной воде. В промывную воду добавляют немного уксуса (1 чайную ложку на 3 л воды). Последний раз полощут в чистой воде [12].
Окраску с шерстяных и шелковых изделий удаляют обработкой перекисью водорода. На 1 л воды берут 5—6 г 3-процентной перекиси водорода и 3—5 г 10-процентного нашатырного спирта. Раствор подогревают до 50—60° и опускают в него вещи на 2—4 часа, периодически помешивая их. Затем изделия стирают и промывают, как обычно.
Перед крашением шерсти или шерстяной пряжи ее обрабатывают в течение 30 мин. в слабом растворе нашатырного спирта (10—15 г 25-процентного нашатырного спирта на 1 л воды) или в мыльно-содовом растворе, как при стирке шерстяных вещей, а затем промывают теплой водой.
Перед стиркой или химической чисткой вещи вытряхивают и чистят щеткой для удаления пыли, присохшей грязи и т. д. Крупные, грубые вещи выколачивают с помощью выбивалки (из прутьев). Чистку вещей надо производить с осторожностью, чтобы их не порвать и не испортить пуговиц.
Закрепление красителей на ткани. Для получения более прочной окраски прямыми красителями применяют:
а) обработку раствором медного купороса;
б) раствором хромпика (двухромовокислого калия) [13].
Однако не все прямые красители способны закрепляться от этих обработок. Окрашенные некоторыми красителями ткани изменяют свой цвет, поэтому для них нельзя рекомендовать этот способ закрепления. Например, прямой красный X от медного купороса переходит в коричневый. Некоторые краски сильно темнеют от обработки. Например, прямой яркооранжевый, прямой зеленый. Поэтому для закрепления тех красителей, которые не имеют в названии красителя букв М или X, необходимо предварительно произвести опыты закрепления на образцах.
Обработка раствором медного купороса производится следующим образом: крашенную вещь промывают водой 2—3 раза и затем опускают на 10—15 мин. в раствор медного купороса, подогретого до 60—70°. На 1 кг окрашенных вещей требуется 25 л раствора медного купороса. Медного купороса берут 10—20 г на 1 л воды, растворяют его в горячей воде при размешивании и туда же вливают 5—10 г уксусной эссенции [13].
После обработки медным купоросом вещи хорошо промывают. Медный купорос повышает прочность окраски к свету.
Обработка хромпиком производится так же, как и медным купоросом. Хромпик для приготовления раствора берется в количестве 20—30 г на 1 л воды в зависимости от глубины оттенка и 5—10 г уксусной эссенции. Раствор подогревается до 75—80° [13].
Некоторые окраски закрепляются при обработке смесью медного купороса и хромпика. Для этого берут раствор, состоящий из 20 г медного купороса и 20—30 г хромпика на 1 л воды и 8—12 г уксусной эссенции. Такая обработка повышает прочность окраски к действию света и стирки [13].
Крашение вещей из искусственного шелка. Крашение готовых вещей и ткани из искусственного шелка производится в основном прямыми красителями аналогично хлопчатобумажной ткани.
Красители растворяются в воде, умягченной содой. Крашение вещей и ткани производится при температуре 80°, начинают его при 50° и красят сначала 15 мин., затем красильный раствор подогревают до 80° и красят 10 мин. при этой температуре. После этого прекращают нагрев и продолжают красить еще 10 мин. По окончании крашения вещи промывают, как обычно, отжимают, укладывают между 2 слоями сухой хлопчатобумажной ткани и сушат. Для крашения вещей из ацетатного шелка применяют так называемые целлитоновые красители и реже основные красители. Прямыми красителями этот шелк обычно не окрашивается. Этими красителями можно окрасить ацетатный шелк только после его обработки щелочами [14].
В отличие от хлопчатобумажной ткани и других искусственных шелков крашение вискозных изделий следует производить при температуре не выше 60° и без добавления столовой соли.
При крашении этих изделий (ткани, трикотаж, чулки, ленты, сшитые вещи и пр.) следует учесть особенность искусственного шелка — он теряет крепость во влажном виде. Поэтому вещи из искусственного шелка нельзя сильно скручивать и растягивать.
При промывке по окончании крашения вещи отжимают между чистыми тряпками, нажимая ладонью. Сушат при температуре не выше 50—60° [14].
Крашение полушелковых вещей. Полушелковые вещи могут состоять из смеси натурального шелка и хлопка, шерсти и искусственного шелка в различных соотношениях. Полушелковые вещи чаще всего красят прямыми красителями, которые окрашивают почти все виды текстильных волокон (за исключением ацетатного шелка). Рецепт крашения полушелковых вещей: берут прямого красителя — 1—4% от веса сухих вещей; мыла ядрового — 60-процентного — 4—10%; глауберовой соли—10—20%. Мыло добавляют в красильный раствор для получения более равномерной окраски. Крашение начинают при 60—70°, подогревают раствор до 90—95° и красят около 60 мин. Окрашенные вещи промывают в теплой воде, в которую добавляют для умягчения немного соды (лучше питьевой — двууглекислой) или нашатырного спирта (1 чайную ложку на 3 л воды). При промывке в жесткой воде, оставшееся на вещах мыло может свернуться и образовать осадки на ткани, что способствует получению непрочной к трению и некрасивой окраски. Поэтому умягчение воды является обязательным. Последнюю промывку вещей надо производить в воде, подкисленной небольшим количеством уксуса с целью получения яркой окраски. Однако подкисление воды уксусом надо делать только после того, как можно быть уверенным в достаточно полном удалении мыла [14].
Прямыми красителями обычно окрашивают полушелковые изделия, состоящие из натурального и искусственного шелка или хлопка. Изделия из натурального шелка и шерсти окрашивают кислотными красителями.
Крашение изделий из натурального шелка. Шелковые вещи подготавливают к крашению так же, как и шерстяные стиркой в мыльном растворе. При стирке частично удаляется и первоначальная окраска. Для лучшего ее удаления мыльный раствор подогревают до 80—90°. Для стирки надо применять обязательно умягченную воду, так как образующиеся в жесткой воде известковые мыла осаждаются на ткани и будут препятствовать ее окрашиванию. В этом случае часто получается неровная, пачкающая окраска. Неровная пятнистая окраска получается также, если не удалить с ткани жировые и другие пятна, которые мешают прокрашиванию. После стирки вещи должны быть тщательно промыты. Для лучшего удаления оставшегося мыла к первой промывной воде прибавляют немного соды или нашатырного спирта. Крашение натурального шелка можно производить прямыми, кислотными и основными красителями.
Крашение прямыми красителями. При крашении в светлые и средние оттенки прямыми красителями для получения более ровной окраски к раствору красителя прибавляют мыло в количестве 25 г на 1 л воды. Кроме мыла, иногда добавляют желатину в количестве 3—4 г на 1 л воды. Мыло и желатину разваривают отдельно в воде и прибавляют в красильный раствор перед крашением. При крашении в темные цвета добавляют уксус и уксуснокислый аммоний. Рецепт крашения в светлые цвета: берут прямого красителя 1—3% от веса сухих вещей; нейтрального мыла 10—15%; глауберовой соли 5—10%. Рецепт крашения в темные цвета: берут красителя 4—5% от веса сухих вещей; уксуснокислого аммония 2—4%; поваренной соли 5—10%; уксуса 8-процентного 3—5% [15].
По первому рецепту крашение производится следующим образом. В красильный раствор, нагретый до 40°, загружают вещи, подогревают постепенно до 90—95° и красят при этой температуре в течение 30 мин. Затем, прекратив подогрев, продолжают красить еще 10—20 мин. После крашения вещи промывают в теплой и затем в холодной воде. В промывную воду добавляют 10—15 г уксуса на 1 л воды[15].
При крашении шелковых вещей по 2 рецепту в красильный раствор добавляют поваренную соль и уксуснокислый аммоний и при температуре 40° загружают вещи. Затем красильный раствор подогревают постепенно до 90—95° и ведут крашение 20—30 мин., после чего прекращают подогрев и прибавляют уксус. Затем раствор снова подогревают до 95° и продолжают крашение еще 15 мин. После крашения некоторые прямые красители (см. выше) могут быть закреплены обработкой растворами хромпика или медного купороса с уксусной кислотой [15].
Крашение кислотными красителями. Способ крашения шелковых вещей кислотными красителями примерно тот же, что и шерстяных вещей. В некоторых случаях, например, при крашении в черный цвет применяют двухванный способ крашения, т. е. сначала крася; прямыми красителями, а затем кислотными. Это требуется также в тех случаях, когда шелковые вещи сшиты хлопчатобумажными нитками.
Рецепт крашения кислотными красителями: берут красителя 1—4% отвеса сухих вещей; глауберовой соли 5— 10%; уксуса 8-процентного 15—30% [16].
Крашение начинают при температуре 40—50°. Красильный раствор постепенно подогревают до 90—95° и при этой температуре крашение производят в течение 30 мин. Для тех красителей, которые быстро окрашивают шелк, уксус прибавляют в 2 приема: половину — в начале крашения, а остальное — через 30 мин. Уксус прибавляют в охлажденный до 50—60° красильный раствор. Затем его снова подогревают до 95". При крашении шелка краситель почти полностью поглощается тканью из раствора так, что к концу крашения получается почти светлый раствор. Промывка окрашенных шелковых вещей производится, как обычно [16].
Крашение основными красителями. Для получения более ярких цветов при крашении натурального шелка применяют основные красители (основной зеленый, основной желтый, основной фиолетовый), которые иногда употребляют и для крашения шерсти. Крашение этими красителями производится в присутствии уксуса. Иногда добавляют раствор хорошего нейтрального мыла. Рецепт крашения: берут красители — 0,5—3% от веса сухих вещей и уксуса 8-процентного 5—10% [16].
Краситель растворяют в воде, умягченной с помощью уксуса. Для умягчения воды берут около 10 г уксуса на 1 л воды. Начальная температура крашения должна быть не выше 30—35°. После загрузки вещей красильный раствор постепенно подогревают до 80°. При этой температуре красят около 30—45 мин., затем раствор охлаждают, вынимают вещи и промывают в теплой и холодной воде [16].
Крашение кожаных изделий. Для крашения кожи применяют кислотные, основные и прямые красители. Первые красители являются наиболее прочными. Крашение этими красителями производится аналогично крашению шерсти, т. е. в присутствии серной или уксусной кислоты. Основные красители дают более яркую окраску. Ими часто подкрашивают кожу после основного крашения кислотными или прямыми красителями. Крашение кожи можно производить или в растворе красителя путем погружения в него кожаных вещей или способом намазывания с помощью волосяных щеток. Из черных красителей чаще всего применяется нигрозин.
Перед крашением кожу обрабатывают бензином или ацетоном для удаления жировых веществ. Перед окраской кислотными или основными красителями кожу замачивают сначала в теплой воде (40°), а потом в растворе уксуса (3 г уксусной эссенции в 1 л воды) в продолжение 15 мин. Для крашения в темные цвета берут 60 г кислотного красителя на 1 л воды. Крашение ведут при 60°. Окрашенную кожу отделывают нитролаком, который разбавлен ацетоном. В нитролак добавляют нитрокраску для подкрашивания, ацетон и немного касторового масла, которое образует пленку на поверхности кожи [17].
Крашение кожи по способу намазывания производят следующим способом. Кожу расправляют, растягивают и начинают крашение при помощи щетки, смоченной растворами красителя, начиная со средины кожи. Сначала окрашивают кожу разбавленным раствором красителя, а затем — более крепким. Температура красильного раствора поддерживается в пределах 45—50°. Окрашенную кожу оставляют на 3—4 часа, а затем красят еще раз [18].
Кожаные пальто и куртки красят по способу намазывания с помощью щеток. Иногда вместо щеток применяют тампоны или крашение производят распылением раствора красителя пульверизатором. Последний способ является более рентабельным. Краситель надо наносить тонким слоем и тщательно разравнивать, втирая краситель в кожу. Крашение кожаных пальто обычно производится нитрокрасками или казеиновыми красками. Этот способ носит название покрывного крашения. Для темнокоричневого цвета берется смесь коричневой, желтой и черной нитрокраски; для черного — одна черная нитрокраска (соотношение красок берут в зависимости от желаемого оттенка и определяют опытным путем — пробной окраской).
После грунтовки или крашения кожа должна быть высушена (в течение 1 часа). Крашение производят 2 раза. Грунтовку и крашение надо производить в помещении с хорошей вентиляцией ввиду вредности работы с нитрокрасками. Если кожа не отделывается лаком, то для придания блеска ее натирают отваром льняного семени или смесью тщательно взбитого яичного белка с льняным маслом [19].
Крашение полушерстяных вещей. В готовых шерстяных вещах встречаются хлопчатобумажные и из искусственного шелка подкладки, отделки и нитки. Изделия могут быть сшиты также из шерстяной ткани, содержащей, кроме шерсти, и другие волокна — хлопок, искусственный шелк и пр. Понятно, что при крашении подобной вещи все волокна должны быть окрашены в одинаковый цвет. Это достигается регулированием температуры красильной ванны и прибавкой того или другого вещества. Например, при температуре кипения красильного раствора (100°) лучше окрашивается шерсть, при температуре несколько ниже (80— 90°) — хлопок. Прибавка уксусной кислоты ускоряет окрашивание волокон шерсти, а нашатырного спирта — замедляет. Прибавка солей ускоряет окрашивание волокон хлопка [19].
Таким образом, при крашении полушерстяных вещей вначале окрашивается хлопок, затем при повышении температуры — шерсть. Таким путем можно добиться одинаковой окраски шерсти и хлопка. Крашение полушерстяных вещей производится двумя способами:
- однованным — когда изделия, состоящие из волокон шерсти и хлопка, красят только в одном баке прямыми красителями или смесью прямых и кислотных красителей.
- двухванным — когда в одном баке красят полушерстяные изделия (в которых больше шерсти) кислотными красителями для окраски волокон шерсти, а затем переводят в другой бак и красят прямыми красителями для окраски волокон хлопка.
Крашение однованным способом прямыми красителями производят без уксусной кислоты, как описано выше при крашении хлопчатобумажных тканей.
Если после сушки изделия окажется, что окраска шерсти и хлопка неровна, — производят повторное крашение. В этом случае перед вторичным крашением изделия обрабатывают раствором нашатырного спирта при кипении (50 г на 10 л-воды) или глауберовой солью также при кипении (20 г на 10 л воды). После этой обработки прополаскивают изделия в теплой и холодной воде и производят вторичное окрашивание [20].
Крашение однованным способом смесью прямых и кислотных красителей производят сначала в кислой среде, а затем в нейтральной следующим образом. В бак прибавляют 3—5% уксуснокислого аммония от веса сухого изделия и часть глауберовой соли— 1/10—1/5 от всего количества, и смесь прямых и кислотных красителей до 4% от веса изделий. Размешивая красильный раствор, его нагревают и при 40° погружают в бак вещи.- Постепенно поднимая температуру, доводят до кипения и при кипении красят в течение 45 мин. В это время окрашивается шерсть. Затем раствор охлаждают до 80° и добавляют остальную часть глауберовой соли; для нейтрализации кислоты добавляют нашатырный спирт (5 — 10 г на 10 л воды). Нагревая при 80° в течение 30—45 мин., докрашивают хлопок. Вместо глауберовой соли можно взять поваренную соль в половинном размере от количества глауберовой соли [1].
Для одновременного крашения применяют следующие красители:
кислотные — коричневый К, коричневый М, оранжевый, яркооран-жевый, желтый К, желтый светопрочный, красный, фиолетовый, голубой, синий К, синий 2К, темносиний, синечерный К, синечерный, черный;
прямые — коричневый 2ЖХ, коричневый КХ, зеленый, зеленый ЖХ, тсмнозеленый, фиолетовый, яркооранжевый, желтый К, красный X, алый, чисто голубой, синий, синий КМ, черный 3, черный [1].
Крашение двухванным способом производится для полушерстяных вещей, в которых содержится больше шерсти, чем хлопка.
Сначала в первом баке красят полушерстяные изделия кислотными красителями для окраски волокон шерсти, с прибавлением в красильный раствор уксусной кислоты, а затем, после осветления раствора переносят изделия в другой бак для крашения волокон хлопка прямыми красителями. Перед погружением во второй бак изделия промывают сначала в воде, а затем двухпроцентным раствором нашатырного спирта для нейтрализации кислот. Второй раствор составляется из расчета 2,5% прямого красителя и 15% поваренной соли от веса сухих вещей. Красят при 70° в течение 30 мин. и при остывании— 15 мин. После крашения изделия промывают водой, к которой добавляют уксус (5 г на 10 л воды) для улучшения и закрепления окраски.
Крашение шерстяных вещей. Крашение шерстяных вещей прямыми красителями производится следующим образом. Краситель растворяют в воде, умягченной бурой, динатрийфосфатом или аммиаком (при этом нужно избегать избытка щелочей). Затем раствор красителя выливают в красильный бак, куда добавляют раствор поваренной или глауберовой соли [1].
Для крашения лучше взять эмалированный бак. Он должен быть емкостью около 20 л на 1 кг вещей, чтобы их можно было легко перемешивать, иначе получится неровная окраска и шерстяная ткань будет иметь складки и заломы, которые не проглаживаются. Расход красителя — от 1 до 4% к весу вещей, поваренной соли 5—10% или глауберовой соли 10—20% от веса окрашиваемых вещей. Красильный раствор подогревают до 50°, затем в него загружают вещи и при тщательном перемешивании красят, подогревая постепенно раствор до. кипения. Время крашения от 60 до 90 мин. Если краситель еще не полностью окрасил ткань, то, вынув вещи из жидкости, прибавляют полстакана уксуса и красят при нагревании до 90° еще 20 мин. После крашения вещи промывают сначала в теплой, а затем в холодной воде. В последнюю промывную воду добавляют немного уксуса для оживления окраски и упрочнения, с целью закрепления красителей иногда обрабатывают вещи после промывки раствором хромпика (20 г на 1 л воды) или медного купороса (10—20 г на 1 л воды) с уксусом (20 г уксуса на 1 л воды при 60—70°. После обработки вещи опять тщательно промывают в воде. Эта обработка хромпиком или медным купоросом применяется только для тех красителей, которые от нее не изменяют оттенок [15].
Крашение шерстяных вещей кислотными красителями производится в присутствии уксусной кислоты (уксуса) и реже серной кислоты (последнюю употребляют для чистошерстяных тканей). Прибавление кислот ускоряет крашение. Чем сильнее кислота, тем быстрее происходит поглощение красителя волокном. При быстром поглощении красителя может получиться неровная окраска, которая иногда к тому же бывает менее прочной. Чтобы замедлить окрашивание, прибавляют поваренной или глауберовой соли в количестве 5—20% от веса окрашиваемой ткани; для светлых оттенков ее дают около 15—20%. Количество красителя зависит от глубины требуемого оттенка и колеблется от 1% (для светлых оттенков) до 4% (для темных оттенков) от веса ткани в сухом состоянии. Крепкой уксусной кислоты (эссенции) берут от 1 до 3% или 8-процентного уксуса — от 10 до 25%. Для крашения шерсти применяют следующие кислотные красители: желтый К, желтый светопрочный, оранжевый, яркооранжевый Ж, алый, алый прочный, рубиновый, красный Ж, красный 2Ж, красный, яркокрасный, красный С, красный 2С, бордо, фиолетовый С, синий К, синий 2К, темносиний, синий 3, голубой 3, темноголубой, голубой О, коричневый К, коричневый, коричневый М, синевато-черный К, черный С, черный, черный 2С, черный ЗС и др [15].
Все эти красители растворяются в воде и хорошо окрашивают шерсть в присутствии кислот в красильном растворе.
Перед крашением краситель растворяется в мягкой воде. Умягчение воды для растворения кислотных красителей делается уксусом (5 г на 1 л воды). Краситель вначале растворяют в небольшом количестве воды, процеживают через какую-нибудь ткань и выливают в красильный бак. Бак должен быть такого размера, чтобы можно было свободно переворачивать вещи при крашении и чтобы они были полностью покрыты жидкостью (на 1 кг вещей берется 3 ведра воды). При недостатке жидкости на вещах образуются складки (заломы) и получается неровная окраска [16].
Для крашения нагревают воду до 50—60°, растворяют в ней глауберову соль, добавляют уксус и раствор красителя. Затем все размешивают и опускают в бак окрашиваемые вещи. Жидкость подогревают до кипения и красят в течение 0,5—1 часа, в зависимости от интенсивности окраски. Если краситель плохо поглощается тканью, то при крашении добавляют еще уксуса. При крашении необходимо тщательное перемешивание, особенно вначале и при каждом добавлении кислоты. После крашения вещи промывают сначала в теплой, а затем в холодной воде. Краситель растворяют в горячей воде (3—5 стаканов), процеживают через какую-либо ткань, выливают в красильный бак и добавляют еще 10—12 л воды. В красильную жидкость кладут выстиранные вещи в мокром виде и при тщательном помешивании нагревают жидкость в течение 20—30 мин. до 70°. Вынув вещи, добавляют в раствор уксус (2 столовых ложки на 1 пакет красителя) и перемешивают. Опять закладывают изделия и кипятят еще 30—40 мин [16].
Если после этого красильный раствор не светлеет, следует вынуть окрашиваемый материал, немного охладить раствор холодной водой, прибавить еще уксуса (1—2 столовые ложки на 1 пакет красителя), перемешать и снова погрузить материал. Крашение продолжают при кипении до просветления воды, после чего вещи вынимают, хорошо промывают холодной водой, затем теплой, слегка отжимают, расправляют и сушат.
Крашение изделий из сырой шерсти. В некоторых районах, богатых шерстью (там, где занимаются овцеводством), распространено самодельное изготовление из сырой шерсти валяной обуви, одеял и т. д. Эти изделия окрашивают в черный или коричневый цвета. Крашение производят следующим образом: в чугунный, эмалированный или глиняный бак наливают воду (30 л на. 1 кг сухоте материала) и прибавляют при помешивании раствор кислотного красителя, приготовленный отдельно. Красителя берут 40—50 г на 1 кг сырой шерсти. Перемешав хорошо содержимое котла, вливают туда на каждый килограмм окрашиваемого товара 25—35 г серной кислоты и 100 г глауберовой соли (или 50 г поваренной). Серную кислоту нужно предварительно развести водой. Для этого наливают в глиняный горшок холодной воды и льют тонкой струей серную кислоту, размешивая деревянной палочкой [3].
Красильную жидкость нагревают и опускают в нее влажные изделия, предварительно очищенные и промытые, и постепенно доводят жидкость до кипения, периодически переворачивая вещи деревянной палкой. Через 30 мин., приподняв изделия над баком или котлом, добавляют еще 35—50 г серной кислоты, разбавленной холодной водой. Красят еще 30—40 мин. при кипении, затем изделия вынимают из котла и промывают в теплой, а потом холодной воде [3].
Мировая химическая промышленность предлагает широчайших выбор красителей и вспомогательных веществ не только для производства высококачественной одежды и текстиля, но и для обслуживания и содержания технологического оборудования.
Концерн BASF предлагает новую систему фторуглеродной отделки LurotexDuoSystem для защиты от грязи и пятен. Система предотвращения пятен состоит из LurotexProtectorRPECO и специального вещества PerapretBoosterXLR, а система для удаления пятен – из LurotexProtectorRLECO и PerapretBoosterXLR. Оба типа Lurotex относятся к экологичной фторкарбоновой отделке, основанной на технологии С6 [8].
Фирма DowCorningсовместно с компанией DeranChemicalsNV разработала экологичный силиконовый пластификатор DC-9000 EcoRepel для отделки негорючих технических текстильных материалов без отрицательного влияния на огнезащитное действие [8].
Компания Huntsmann выпускает диспергирующее средство AlbatexDBS, которое также является защитным коллоидом, способным связывать ионы кальция, магния и тяжелых металлов. Оно предназначено для крашения целлюлозных волокон. Обладая диспергирующим и комплексообразующим действиями, оно предотвращает кристаллизацию солей щелочных и щелочноземельных металлов, повышая качество и прочность крашения и облегчая последующие технологические переходы [8].
Другой разработкой фирмы является новый фиксатор ErionalFRN – продукт, который улучшает прочность мокрых полиамидных волокон. Он обладает хорошей стабильностью в кислой среде и хорошим резервирующим свойством при крашении смеси полиамида с другими волокнами (например, шерстью) без отрицательного влияния на светостойкость [8].
В производственную программу фирмы также входит новая серия безхромовых красителей LanasolDeepBlack для шерсти, которая призвана заменить экологические опасные хромовые красители. Новая гамма используется для достижения очень глубокого черного цвета при сокращении продолжительности крашения и с минимальным повреждением волокон. Его рекомендуется применять вместе со вспомогательным средством для крашения MiralanLTD, что позволяет окрашивать шерсть при низкой температур (до 90 градусов) [8].
Huntsmann также выпускает серии реактивных красителей NovacronDeepOrangeS-4R, DeepCherryS-D и DeepNightS-R, обеспечивающие получение особенно глубоких и ярких цветов. Эти серии дополняют другие новые серии красителей - NovacronNC, C, S- для непрерывного крашения. Каждая серия красителей разработана для получения определенных свойств: NovacronNC – для получения светлых тонов, NovacronC – для получения среднего по глубине крашения, NovacronS– инновационная серия для экономичного крашения с получением глубоких цветов. Эти высококонцентрированные красители обеспечивают хорошую воспроизводимость и высокий уровень устойчивости [8].
К новым разработкам Huntsmann также относится средство Univadine DFM, содействующее диффузии, для полиэфирных волокон и смесей с их участием. Оно существенно улучшает миграцию, позволяет уменьшить температуру и продолжительность крашения. Одновременно улучшается выход красителей и скорость выбирания без негативного влияния на воспроизводимость и устойчивость, а также повышается миграция красителей, которая важна для равномерного крашения [8].
Huntsmann также расширила ассортимент выпускаемых ею смачивателей за счет AlbaflowCONTIиAlbaflowUNI-01. AlbaflowCONTI – эффективный смачиватель для непрерывного применения, способствует поглощению красителей из красящего раствора, удалению воздуха и пеногашению. С его помощью достигается равномерное и очень хорошее проникание раствора в текстильный материал с получением равномерной окраски и с минимальным подкреплением раствора. Смачиватель не содержит силикона, и поэтому не возникает риска возникновения пятен на текстильном материале. AlbaflowUNI01 – эффективный смачиватель для изготовления натуральных и химических волокон, удаляет воздух и гасит пену, не содержит силикона и минеральных масел и, следовательно, не образует пятен [8].
К новому поколению средств, придающих устойчивость к действию масел, воды и образованию пятен на хлопковых, химических волокнах и их смесях относится препарат OleophobolCP-C. Он является совместной разработкой Huntsmann TextileEffectsи DuPont. Препарат отличает структура на основе молекул небольшой длины, минимальное загрязнение окружающей среды, более высокая эффективность по сравнению с другими короткоцепными препаратами и соответствие требованиям стандарта EU 2006/22 [8].
Фирма Tanatex создала средство MesitolBFN-D для улучшения устойчивости крашения в мокром состоянии при крашении полиамидных материалов. Оно не оказывает существенного влияния на процесс крашения, обладает хорошей стабильностью по отношениям к кислотам и низкой вязкостью и может применяться в автоматических дозирующих установках [8].
В производственную программу фирмы также входит новая серия водных покрытий для функциональных текстильных материалов. Разработка позволяет получить водостойкие покрытия с хорошими гигиеническими свойствами и хорошей устойчивостью к стирке и чистке.
К новым разработкам Tanatex также относится инновационный гидрофильный силиконовый пластификатор PersoftalNano-S2G, который применяется при импрегнировании и выбирании и при рецептурах высококачественной отделки без отрицательного влияния на степень белизны [8].
В производственную программу Tanatex также входит имеющее сродство к красителям эгализирующее средство LevegalLPA 01 для крашения полиамидных волокон вместе с кислотными и 1:2-металлокомплексными красителями. Оно замедляет поглощение красителя волокном, улучшает его миграцию, обеспечивая высокую равномерность крашения [8].
Для водных отделочных систем в комбинации с полимерами, которые наносятся на технические текстильные материалы всех типов волокон , фирма предлагает универсальное огнезащитное средство EdolanXPF. Оно совместимо почти со всеми связующими системами. В зависимости от связующего достигается атмосфероустойчивость, стойкость к стирке и химической чистке в сочетании с хорошей температуро- и светостойкостью. Этот препарат оказывает минимальное влияние на цвет текстильного материала, которое можно скорректировать добавлением пигментов [8].
Для нанесения водных покрытий Tanatex предлагает использовать стабилизатор пен EdolanXPS, который позволяет получать стабильные и очень равномерные пены. Пористая структура пен получается очень тонкой и разбавляется мягкой водой в любом соотношении [8].
Также представляет интерес новая целлюлаза BaylaseBP, которая служит для быстрого эффективного и бережного обезжиривания волокон с незначительной потерей прочности и с хорошей воспроизводимостью. Также улучшается способность материала к сшиванию [8].
Компания Zschimmer & Schwarzсоздала новое средство BiobacZS для антимикробной отделки текстильных материалов из целлюлозных волокон. Благодаря полигексаметиленбигуаниду, который используется в сельском хозяйстве и пищевой промышленности, происходит противодействие микроорганизмам, являющимся возбудителями болезней и приводящим к образованию запахов, в том числе средство надежно препятствует росту микроорганизмов. BiobacZS обладает широким спектром антимикробной активности и действует против многих вызывающих заболевания бактерий, водорослей и различных вирусов. Он соответствует положению о биоцидах 9818/EG Европейского Сообщества [8].
Фирма Bluestar Silicones предлагает новые силиконы Silbione TCS 7560 и TCS 7561 для эластичных материалов, используемых для изготовления чулок, нижнего белья и изделий медицинского назначения. Оба эти силиконовые эластомера обладают хорошими противоскользящими свойствами без сжатия и одновременно улучшают комфорт носки. Новые двухкомпонентные полиаддукционные продукты основаны на технологии Liquid Silicone Rubber. Silbione TCS 7560 обладает эластичностью с незначительным сжимаемым усилием и хорошей совместимостью с кожей человека. Silbione TCS 7561 еще отличается гибкостью, очень низким сжимающим действием при высоком комфорте носки [8].
В производственную программу фирмы АВ Enzymes включена новая целлюлаза Biotouch XC 300, предназначенная для биоотделки текстильных материалов при низкой температуре и низком значении рН. Этот препарат позволяет уменьшить расходы и потребление энергии [8].
Фирма Mutoh Europe NV создала новые красители 4 цветов на водной основе для прямой инжекционной печати на полиэфирных материалах в дополнение к уже выпускавшимся сериям красителей ViperTX и ViperTX Extreme. Для них характерно отсутствие летучих органических соединений, быстрое высыхание, хорошая стабильность при форсуночном применении [8].
Фирма Textilcolor предлагает биологически разрушаемое, не содержащее растворителей моющее средство Tecoclean FTK для мойки красильных машин всех видов, заправочных баков, систем трубопроводов и плюсовки. Оно применяется самостоятельно или в комбинации с гидроксидом натрия и восстановителем (Tecoredukt 1000) на холоде или при температуре до 130ºС. При этом детали машин, уплотнители и лаковые покрытия не повреждаются. Олигомерные отложения красителей, замасливания и другие загрязнения очень хорошо удаляются. Интенсивное образование пены делает возможным мойку в труднодоступных местах оборудования. Продукт разбавляется водой в любом соотношении, хорошо дозируется, с ним просто обращаться [8].
Другой разработкой фирмы является анионактивный состав TC-Schnellnetzer AN-O из эфиров фосфорной кислоты и алкилсульфаты. Это малопенящееся смачивающее средство предназначено для предварительной обработки, отбеливания и крашения. На основе незначительного пенообразования и выдающегося смачивающего действия и удаления воздуха продукт особенно целесообразен для быстро работающих установок для непрерывного запаривания. Его также можно использовать для чувствительных реактивных красителей (фталоцианины) при методах выбирания и непрерывных способах [8].
В производственную программу фирмы также входит высокоэффективное, слабо анионактивное, имеющее сродство к волокнам противозаломное средство Sevosoftal PL, препятствующее образованию складок на тканях из целлюлозных и синтетических волокон и их смесей. Это средство получено на основе модифицированных эфиров жирных кислот и полимеров. Благодаря уменьшению механического напряжения этот малопенящейся продукт особенно целесообразно применять для чувствительных тканей и тканей из микроволокон. В процессе крашения он не проявляет замедляющего действия и поэтому может применяться для всех типов оборудования [8].
К новым разработкам Textilcolor также относится анионактивное выравнивающее, диспергирующее и комплексообразующее средство Alviron FLD на основе специальных полимеров, используемое при реактивном крашении целлюлозы. Оно обеспечивает тонкое распределение и лучшую растворимость красителей при их высокой концентрации или при небольшом количестве жидкости, препятствует образованию агломератов красителей и повышает равномерность крашения и воспроизводимость. Продукт образует комплексы с ионами кальция и магния и диспергирует сопутствующие хлопку вещества. Он не обладает замедляющим действием и поэтому без проблем может быть включен в имеющиеся рецептуры крашения. Alviron FLD можно применять при методах выбирания и непрерывных способах. Он мало пенится и поэтому может использоваться в любом оборудовании [8].
Новые красители Dianix Marineblau XF-AR, Dianix Schwarz XF-AR, Dianix Goldgelb SF и Dianix Blau SF, предназначенные для крашения материалов для спортивной одежды, отвечающей высоким требованиям в отношении стойкости и экологичности, выпускает компания DyStar. Высокая стабильность этих красителей в красящем растворе обеспечивает особенно хорошую воспроизводимость крашения [8].
К новым разработкам этой компании также относится краситель Realan Brilliantrot EHF для крашения шерсти в яркий красный цвет. Также для крашения шерсти предназначен реактивный краситель Realan Brilliantblau EHF, используемый для трехцветной печати. Красители серии Realan EHF отличаются высокой интенсивностью окраски, низким содержанием абсорбируемых органических соединений галогенов, не содержат металлов и соответствуют требованиям экологического стандарта Öko-Tex Standard 100, включая изделия для маленьких детей [8].
Фирма DyStar также предлагает новый, не содержащий металлов и абсорбируемых органических соединений галогенов, реактивный краситель LevafixBrillantrot CA для светлых и средних тонов с очень хорошей светостойкостью даже в присутствии щелочных или оксидативных остатков [8].
Фирма Textilcolor предлагает препарат AlvironFMA, представляющий собой специальную комбинацию эгализатора, диспергатора и буферной системы для щелочного крашения полиэфира определенными красителями при высокой температуре и значении рН 9,0-9,5 [8].
Другой новой разработкой фирмы является Lavan WE-SO – непенящееся, содержащее растворитель средство для мойки, эмульгирования и растворения масел, жиров и препаратов при температуре 50-70ºС. Оно хорошо биологически разлагается и может применяться во всех аппаратах и машинах [8].
В производственную программу фирмы с недавних пор включен высококонцентрированный восстановитель Tecoredukt SRM 235% для дополнительной очистки после крашения дисперсионными красителями полиэфирных волокон и чистки машин и аппаратов. Он применяется после крашения в щелочной среде в отдельной ванне для восстановительной чистки. Кроме того, возможно его использование для восстановительной очистки при дисперсионном крашении в кислом или щелочном охлажденном растворе при температуре 70-80ºС. Tecoredukt SRM 235% очень хорошо комбинируется с Tecoclean FTK для выпарки аппаратов и чистки машин и их деталей [8].
Фирма представила на рынок диспергатор Olistop OGD на основе модифицированных наночастичек, предназначенный специально для олигомеров. Благодаря своей химической структуре он препятствует неконтролируемому росту кристаллов и, таким образом, существенно уменьшает их отложение на материале и машинах. Это малопенящийся продукт не оказывает влияние на нюансы и глубину цвета и устойчивость окраски [8].
Компания Cenencor стала выпускать препарат PrimaGreenEcoFadeLT100, представляющий собой комбинацию из лакказы и медиатора для отбеливания джинсовой ткани при нейтральном значении рН и низкой температуре.
Улучшение качества текстильных изделий в значительной степени зависит от качества крашения и отделки.
Цель крашения - придать объекту определенный цвет, улучшить окраску, облагородить окраску менее ценных видов сырья путем их имитации под более ценные виды, устранить недостатки природной окраски (красноватость и желтизну) [1].
Современные технологии окрашивания текстильных материалов позволяют получить практически любое цветовое решение [1].
Кроме погружного крашения и тонирования, которое является традиционным, используется множество так называемых многослойных крашений - например, крашение "Сноу топ" ( белый верх ) - это сочетание окрашивания и отбеливания - светлые цвета красят с резервированием верхушки, в результате чего получаются так называемые "снежные вершинки" или "сноу топ", то есть основания и кончики ворса получаются разной окраски.
Также используется резервирование кончиков и на других цветах сырья. Это так называемый "Фрост - эффект" - кончики сохраняют свой оригинальный цвет после крашения [1].
В цвете кончиков и основания достигается яркое, бросающееся в глаза при применении люминисцентных красителей - это "Эффект бриза". Благодаря варьированию интенсивности распыления используемой краски и контролю над скоростью движения пульверизатора достигается необходимая динамика изменения цветового решения от центра к краям и получение нужной ширины и конфигурации окрашиваемой полосы.
Наряду с вышеописанным окрашиванием существует также окрашивание хребта с использованием отбеливания - нанесением светлого хребта (здесь возможно варьирование оттенка). Данный метод часто применяется на практике для устранения дефектов цвета [1].
Использование трафарета позволяет нанести на текстильные материалы любой нужный рисунок. При нанесении рисунка чаще всего применяются бумажные трафареты. Но с распространением двусторонних изделий в промышленности стали широко использоваться шелкография и химические трафареты.
Чаще всего выбирается краситель, который является темнее исходного материала, но можно также использовать и сырье, имеющее темную цветовую гамму - для этого вместо красителя применяют отбеливатель.
Существует также хаотичное (или фантазийное) окрашивание - это одновременное окрашивание материала в несколько цветов. Наиболее удачный результат достигается при использовании светлого материала.
Крашение текстильных материалов - трудоемкий процесс, требующий тщательного контроля. Перед крашением текстильных материалов проводят подготовительные операции: нейтрализацию и протравление [1].
Целью нейтрализации является придание определенного значения рН для регулирования поглощения протравляющих реагентов и создания благоприятных условий для окисления полупродуктов при крашении. Одновременно нейтрализация (уморение) повышает смачиваемость волокна и способствует удалению с него механических загрязнений.
Сущность нейтрализации заключается в обработке полуфабриката водным раствором щелочных реагентов (карбонатом и тиосульфатом натрия, раствором аммиака) в присутствии ПАВ.
Протравление. Цель этой операции - повысить сродство волокна к красителю. Усилить прочность окраски к действию света, влаги, трения, получить нужный и насыщенный тон окраски волокна [1].
В качестве протрав используют бихромат натрия или калия, железный купорос и медный купорос.
После выделки, крашения и отделки текстильные материалы становятся пригодными для изготовления из них текстильых изделий и называются полуфабрикатом. Полуфабрикаты, пригодные для изготовления текстильных изделий, должны обладать свойствами, которые позволяли бы сравнительно легко изготовлять из них изделия с сохранением приданных им формы и размеров, обеспечивали бы высокую. Кроме того, полуфабрикаты должны иметь красивый внешний вид, не должны изменять своих свойств во время эксплуатации или при хранении изделий из них, не должны оказывать вредного воздействия на кожу человека [1].
2.3 Новые красители и способы крашения для целлюлозосодержащих волокон
Крашение льна. До 1990 г. в ассортименте применяемых для льна красителей на первом месте (до 80 %) стояли кубовые и кубозолевые отечественные красители. На втором месте в льняноотделочном производстве были активные красители, образующие химические связи с целлюлозой льна [7].
Однако активные красители отечественного производства плохо «выбираются» в аппаратах периодического действия и при промывке после печати наблюдается «захаживание» белого фона. За десятилетие (1990–2000 гг.) производство всех отечественных красителей резко сократилось, а выпускающие кубовые красители предприятия оказались за пределами России. В связи с этим возникла необходимость частичной замены кубовых и активных красителей в льняноотделочном производстве прямыми красителями [7].
Прямые красители — соли сульфокислот — обладают сродством к целлюлозным материалам и окрашивают их в водной среде в присутствии электролитов без протравы; удерживаются на волокне силами Ван-дер-Ваальса и водородными связями. Производство этих красителей развивается сейчас наиболее динамично. Совершенствуется ассортимент и выпускные формы прямых красителей на АО «Колорос» (Россия). Одновременно появились новые бесформальдегидные закрепители, позволяющие улучшить прочность окрашенных ими тканей к стиркам[7].
Прямые красители просты в применении, хорошо выбираются при маломодульном крашении (на красильно-роликовых машинах и аппаратах для крашения пряжи типа АКД), дешевы (в сравнении с кубовыми и активными). Основные их недостатки — невысокая устойчивость к мокрой обработке, что можно устранить, и невозможность применения в прямой печати.
Повысить устойчивость окраски можно при обработке окрашенного материала специальными закрепителями, например, текстильными вспомогательными веществами (ТВВ) катионного типа. Действие этих закрепителей основано на способности взаимодействовать с анионом красителя
(Кр) с образованием малорастворимого в воде соединения по схеме:
КрSO−3
Na+
+ CH3COOK = KpSO−3
K+
+ CH3COONa
Для крашения применяли красители ЗАО «Колорос» Для крашения использовали чистольняную ткань арт. 80-61, льнохлопкосиблоновую пряжу 50 Ч 2 текс, содержащую 22% льна, 35% сиблона и 43% хлопка и полульняную пряжу 73 текс. Закрепляли окраску после крашения бесформальдегидными препаратами нового поколения: Бикол (НПФ «Траверс», Россия) и Сандофикс FFN (фирма Клариант, Австрия). По данным фирмы Сандофикс FFN — производное алифатического полиамида катионного типа. Бикол —катионноактивный закрепитель, рекомендуемый для закрепления окраски на целлюлозных материалах. Крашение льняной ткани осуществляли по периодическому способу в ванне, содержащей (при модуле 1: 45) [7].
Закрепление Биколом проводили в ванне, содержащей 4,5% закрепителя от массы ткани и 40% -ю уксуную кислоту до рН = 5,5 ч 6,0, при 50 ± 2 ◦C в течение 30 мин с окончательной промывкой в горячей воде. Закрепление Сандофиксом FFN проводили в 3,5 %-м растворе при 30–40 ◦C в течение 5 мин, затем повышали рН до 7–8, введением 2 мл раствора кальцинированной соды (5 г/л) и обрабатывали в течение 15–20 мин при тойже температуре. Определяли устойчивость окраски к стирке при 40 и 60 ◦C (ГОСТ 9734-83), а также к поту (ГОСТ 9733-6-83) и к сухому и мокрому трению (ГОСТ 9733-24-83) [7].
Обработка окрашенной льняной ткани закрепителями позволяет повысить устойчивость окраски к мокрой обработке, на 2–3 балла, в результате чего окраска соответствует нормам ГОСТ 15908-87 (4/5/5 для особо прочной окраски и 4/4/4 для прочной окраски). Бикол оказался более эффективным закрепителем по сравнению с Сандофиксом FFN. Устойчивость окраски после обработки Биколом выше (в среднем) на 1,0–0,5 балла. Особенно эффективно применение Бикола для следующих марок прямых красителей: желтый К, алый, синий светопрочный, голубой светопрочный, оливковый светопрочный, черный22 [7].
Подтвердив возможность устранения основного недостатка прямых красителей (неустойчивость к стирке) и убедившись в пригодности их для крашения льняносодержащих материалов, определили оптимальные режимы подготовки к крашению прямыми красителями котонина (резаное льноволокно), льнохлопкосиблоновой и льнохлопковой пряж.
Крашение волокна (котонина) и пряжи проводили тремя способами:
I — крашение после предварительной отварки;
II — крашение после предварительного беления;
III — крашение с одновременным отбеливанием.
У образцов льняносодержащих материалов, окрашенных различными способами, определяли интенсивность окраски по коэффициентам отражения R. Больший коэффициент отражения для всех красителей, кроме желтого, соответствует меньшей интенсивности окраски.
Анализируя полученные данные с учетом визуальной оценки, установили зависимость колористических характеристик от способа крашения и субстрата.
При окрашивании прямым желтым К на всех видах текстильного материала (включая котонин) лучший результат — при крашении после предварительного беления; при одновременном белении и крашении окраска более тусклая с грязноватым оттенком, что отражено в меньших коэффициентах отражения; хуже всего окрашивается льнохлопкосиблоновая пряжа.
Прямой оранжевый К одинаково хорошо окрашивает все три льносодержащих материала и с ним меньше разница между способами крашения II и III. Аналогичные результаты для способов II и III получены при крашении прямым алым. При крашении с ним по способу I окраска получается более темная, но с грязноватым оттенком. При крашении прямым синим светопрочным хорошие результаты получены для I способа (т. е. с предварительной отваркой) для всех видов образцов, но особенно на котонине и льнохлопковой пряже [7].
Лучшие результаты крашения с голубым светопрочным получены для II способа (с предварительным белением) на льнохлопковой пряже и котонине. Для оливкового светопрочного одинаковая интенсивность окраски получается при обоих (I и II) способах крашения на всех видах текстильных материалов. Коричневым и черным красителями можно окрашивать материалы по III способу (одновременное беление и крашение); особенно хорошо окрашивается льняно-хлопко-сиблоновая пряжа и котонин. Применение закрепителей нового поколения (Бикол, НПФ «Траверс») обеспечивает получение окрасок, устойчивых к мокрым обработкам в соответствии с ГОСТом 15968-87 «Ткани чистольняные, льняные и полульняные» [7].
Лучший колористический эффект получается при крашении с предварительной подготовкой материала (отбеливание и частично отварка для оливкового, синего красителей). Одновременное беление и крашение приемлемо для черного и коричневого красителей.
Постоянно растущие требования, предъявляемые к эффективности отделки текстиля и качеству отделочных процессов, требуют инноваций как в конструкции оборудования, так и в технологии крашения [9].
Исходя из этих задач, красильное оборудование, позволяет без потери качества добиться существенной экономии воды и энергии в процессе крашения при минимальной загрузке оборудования.
Разработчики оборудования поставили задачу: нанести краситель при крашении методом выбирания из ванны с сохранением гидродинамического привода жгута полотна и в то же время оптимизировать затраты - использование воды, энергии, химикатов и времени - в производственном процессе. На традиционном эжекторном оборудовании полотно подается вместе с транспортирующей ванной из сопла в тканенакопитель. Красильная масса, которая не удерживается текстильным полотном, протекает через него на дно накопителя и вновь подается на всасывающую сторону насоса [9]. Новая концепция крашения тканей. В новой машине (рисунок 3) реализована концепция, которая, благодаря новому техническому решению - размещению сопла на восходящем участке и установке устройства для частичного обезвоживания полотна перед транспортирующим мотовилом, обеспечивает оптимальную способность текстильного материала удерживать красильный раствор и таким образом формирует ультракороткий модуль окраски.

Рисунок 3 – Ультракороткий модуль
Смоченное полотно раскрывается системой воздушной транспортировки и, проходя через синхронизированный раскладчик (рисунок 4), раскладывается в обезвоженном вращающемся накопителе. Последний обеспечивает транспортировку и щадящую обработку полотна в накопителе без использования дополнительного привода. Возможность щадящей обработки позволяет применять новую машину для отделки не только обычного тканого или трикотажного полотна, но и тканей со значительным включением эластана [9].

Рисунок 4 - Синхронизированный раскладчик
Использование модифицированной циркуляции раствора, не предусматривающей накопления красильной массы в накопителе, позволяет варьировать свободный объем ванны в зависимости от загрузки (100-180 кг) в диапазоне 200 - 360 л, благодаря чему возможна быстрая смена раствора и короткое время нагрева[11].

Рисунок 5 - Интегрированная система охлаждения/промывки
Интегрированная система охлаждения/промывки (рисунок 5), аналоговое дозирование, 100%-ный приготовительный бак, автоматическое растворение соли, а также полностью автоматизированная система управления обеспечивают, наряду с безупречными результатами процессов отбеливания и крашения, значительную экономию воды, энергии и технологического времени и в результате заметное повышение продуктивности [9].
Процесс крашения растворимыми в воде красителями характеризуется тем, что краситель субстантивно выбирается из водной среды на текстиль, чему благоприятствует и применение электролитов: хлорида натрия и сульфата натрия.
Крашение активными красителями.

Рисунок 6 – Красильные ванны
Субстантивное выбирание красителя и установление равновесия между концентрацией его на волокне и в красильной ванне (рисунок 6) зависит от модуля ванны, количества используемых электролитов и субстантивности используемых красителей. Как правило, на традиционном эжекторном оборудовании это равновесие устанавливается по истечении приблизительно 30 минут. После этого в зависимости от описанных выше условий осуществляется вытяжка 30-80% красителя на волокно[9].
Укороченный модуль ванны благоприятствует сдвигу равновесия в пользу красителя на волокне, причем данное равновесие устанавливается быстрее. После этого в ванну добавляются необходимые для фиксации красителя щелочи, порциями или путем дозирования в течение 60 минут и в заключение краситель фиксируется еще в течение 30 минут на волокне. Новое оптимизированное эжекторное оборудование и оптимизированный способ крашения хлопкового волокна, предполагают такое сокращение циркулирующего потока красильного раствора, которое позволяет сократить продолжительность крашения при высоких показателях экологичности и экономии энергозатрат.
Способ крашения. Растворенный в свежей воде или циркулирующем растворе краситель смешивается с половиной необходимого количества соли и добавляется путем линейного дозирования за несколько циркуляций. После дозирования красителя дается короткая выдержка, при этом готовится необходимый для фиксации раствор щелочи (предпочтительно соды) с другой половиной соли. В зависимости от способа крашения здесь может использоваться, как и при растворении красителя, свежая вода или циркулирующий раствор. Этот раствор также добавляется путем линейного дозирования за несколько циркуляций и крашение заканчивается через 45-60 минут. Предпочитаемой гаммой для этого способа являются средние и высокоактивные левафиксы, а также избранные ремазолы. Успешно проведены эксперименты с окраской хлопковых полотен красителями Procion H-EXL в светлые тона. Крашение заканчивается, как обычно, промывкой и мыловкой. Продолжительность обработки по указанному способу (от загрузки до выгрузки, включая отбелку, крашение и промывку) составляет 4 часа [9].

Рисунок 7 - Экспериментальный красильный цех
Вновь разработанный процесс оптимизирован в экспериментальном красильном цехе (рисунок 7). Наряду с быстрой сменой красильной ванны и малым временем нагрева техпроцесс обладает еще одним преимуществом: благодаря конструктивному размещению устройства для частичного обезвоживания перед оборотным мотовилом достигается эффект вымывания гидролизованного красителя, как это происходит при более высоком модуле ванны[9].
Новая технология позволяет использовать также и традиционный способ крашения при небольшом модуле ванны, с добавлением сначала соли, затем красителя и линейного или прогрессивного дозирования щелочи. При этом также достигается экономия воды, энергии и времени в сравнении с другим предлагаемым на рынке оборудованием, которое работает с модулем 1:6 и 1:10. Этой машиной удается также при крашении традиционным способом значительно сократить время занятости оборудования между загрузкой и выгрузкой, включая отбелку, крашение и последующую обработку.
Особо важную роль в предлагаемой технологии, так же как в любом процессе крашения, играет предварительная обработка текстильного материала. Для последовательного достижения эффективности рекомендуется проводить высокотемпературную отбелку с заключительным промывочным процессом. При этом модуль ванны может быть увеличен до 1:8, без ущерба для функциональности. Это возможно и при проведении отбелки при температуре 98°С [9].
Крашение текстиля может производиться на разных этапах его производства: на крашение могут поступать текстильные материалы в виде ткани, трикотажа, пряжи, волокон, ленты.
Можно окрашивать исходный волокнистый материал до его прядения. Такой метод отличается хорошим проникновением красителя и часто применяется для крашения шерсти.
В курсовой работе были решены следующие основные задачи:
- выделение теоретико-методологические основ современного состояния процессов крашения текстильных материалов;
- охарактеризована структура процессов крашения;
- рассмотрены пути развития процесса крашения;
- обобщены полученные в работе результаты.
Окраска - первейшее соображение, возникающее у потребителя при выборе ткани или другого изделия. Глаз человека способен обнаружить малые различия в окраске ткани, поэтому производитель ткани должен обеспечить равномерность (ровноту) ее окраски. Как правило, свойство равномерности гораздо важнее для окраски, чем для любого другого вида химической отделки. Если распределение умягчителя в ткани неравномерно, то потребитель этого не заметит, поскольку такая неравномерность не сказывается на свойствах ткани, важных для потребителя. С другой стороны, даже неискушенный наблюдатель заметит неравномерность окраски.
Кроме того, важен контроль постоянства окраски при переходе от одной партии красителя к другой или в пределах одного куска ткани, поскольку различия в окраске соседних элементов швейного изделия проявятся почти неизбежно. Отсутствие метамеризма, т.е. свойства двух цветовых оттенков совпадать при освещении одним источником света и различаться при освещении другим источником, также должно учитываться при крашении материалов. Устойчивость окраски определяет, насколько охотно будет пользоваться данным текстильным изделием потребитель. Окраска ткани должна сохраняться в течение срока службы изделия, но в некоторых случаях она может блекнуть, оставаясь приятной на вид. Важна также устойчивость окраски материала при мокрых обработках, стирке, химической чистке, трении, воздействии света, пота, атмосферных загрязнителей, погодных условий и других неблагоприятных факторов. Назначение конкретного текстильного изделия определяет требуемые степень, характер и устойчивость его окраски. Получение устойчивой к химическим и физико-механическим воздействиям ровной окраски с заданной колористической характеристикой (интенсивность окраски, цвет, оттенок) является основным требованием, предъявляемым к качеству текстильного материала. Для достижения приемлемых ровноты и устойчивости окраски учитываются такие переменные, как температура, давление, количество красителей и текстильно-вспомогательных веществ, а также свойства волокон.
1Мельников Б.Н. Современное состояние и перспективы развития крашения.- М.: Легкая индустрия, 1973.-290с.
2 Мельников Б.Н., Морыганов П.В. Применение красителей. - М.:Легкая индустрия,1971.-263с.
3 Мельников Б.Н., Блиничева И.Б. Теоретические основы технологии крашения волокнистых материалов.- М.: Легкая индустрия,1978.-300с.
4 Молоков А.И. Прямые красители. - М.: Минхимпром В/О, 1963. -155 с.
5 Ковтун Л. Г.Технология отделки трикотажа- М.:Легпромбытиздат,1990.-232 с.
6 Регламентированные технологические процессы обработки ровницы, пряжи и ткани. - М.: ЦНИИТЭИЛЕГПРОМ, 1982, с. 30–35
7 http://www.chem.msu.su/rus/jvho/2002-2/47.pdf. Красители и способы крашения для льна. 16.03.2011
8 Шкробышева, В.И. Современное оборудованиедляотделкитекстильныхматериалов: учеб. пособие / В.И. Шкробышева, Р.А. Быков, Н.П. Щитова; Иван.
гос. хим.-технол. ун-т. –Иваново, 2008. 80с.
9 http://www.isuct.ru/testlib/system/files/HTVM_28012008_1.pdf. Способы и оборудование для крашения целлюлозосодержащих волокон . 17.03.2011
10 Бельцов, В.М. Оборудование текстильных отделочных предприятий: Учебник для вузов; 2-е изд. перераб. и доп. / В.М. Бельцов. СПГУТД. –СПб., 2000. – 568 с.
11 Отделка хлопчатобумажных тканей: справочник в 2 ч. / под ред. Н.В.Егорова. – М.: Легпромбытиздат, 1991. Ч. 2: Оборудование для отделки хлопчатобумажных тканей. – 240 с.
12 Попиков, И.В. Оборудование шёлкоотделочных предприятий/ И.В. Попиков, А.Г. Тиматков. – М.: Легпромбытиздат, 1991. – 256 с.
13 Маркова, Б.А. Переработка химических волокон и нитей: справочник / Б.А.
Маркова, Н.Ф. Сурнина. – М.: Легпромбытиздат, 1989. – 744 с.
14 Оборудование красильно-отделочного производства: отраслевой каталог. –
М.: ЦНИИТЭИлегпищемаш, 1985. – 660 с.
15 Кричевский, Г.Е. Основные тенденции в теории и практике отделочного производства / Г.Е. Кричевский // Текстил. химия. - 1995. – С. 35-36.
16 Герасимов, М.Н. Состояние и перспективы развития оборудования для облагораживания текстильных материалов. / М.Н. Герасимов // Текстил. химия. - 1995. – №1 (6) – с. 57-67.
17 Мельников Б. Н., Блипичева И. Б., Теоретические основы технологии крашения волокнистых материалов.- М.: 1978- 323с.
18 Садов Ф. И., Корчагин М. В., Матецкий А. И. Химическая технология волокнистых материалов, 3 изд. - М.: 1968. – 360с.
19 Манджини А. Цвет и красители.- М.: 1983. – 258с.
20 Коровин К.И. Краткий курс химической технологии волокнистых материалов. - М.: - 1984. – 290с.
21 Степанов Б.И. Введение в химию и технологию органических красителей.
- М.: - 1984. – 360с.
22 Кричевский Г.В. Химическая технология переработки растительного сырья// Текстильная промышленность. – 1980. №5. – с. 10-11
23http://www.krugosvet.ru/enc/nauka_i_tehnika/tehnologiya_i_promyshlennost/KRASITELI_I_KRASHENIE.html. Красители и крашение. 26.02.2011
24http://www.xumuk.ru/bse/1388.html. Крашение. 28.02.2011
25 http://bibliotekar.ru/spravochnik-25/30.htm. Крашение. 10.03.2011
26 http://www.concretebody.ru/. Достижения химии. 15.03.2011
|
